Настоящее изобретение относится к стальному профилю, содержащему полку центральной части, соединенную с каждой стороны с бортовой частью толщиной более чем 100 мм. Стальной профиль, соответствующий изобретению, особенно хорошо подходит для использования при изготовлении стоек для высотных зданий, большого пролета, переходных и поясных ферм, выносных опор и мостовых балок.
Разработка новых современных сортов конструкционных сталей всегда обусловлена потребностями пользователей в повышенных механических свойствах, таких как предел текучести при растяжении и вязкость, а также превосходных технологических свойствах, обеспечивающих эффективные технологии изготовления в цеху и «по месту».
В связи с этим назначение изобретения заключается в предложении толстостенного стального профиля, обеспечивающего высокий предел текучести при растяжении, составляющий по меньшей мере 485 МПа, и высокий предела прочности при растяжении, составляющий по меньшей мере 580 МПа, наряду с превосходной свариваемостью.
Как это известно из практики изготовления конструкционных сталей, для улучшения прочности и вязкости предпочтительными являются измельчение структуры в результате проведения горячей прокатки при пониженных температурах или добавление некоторых легирующих элементов для измельчения аустенитного зерна. Оба решения не являются достаточными для изготовления толстостенного профиля из конструкционной стали, поскольку в случае пониженных температур горячей прокатки неизбежным является перегревание валков. В то же самое время в случае добавления легирующих элементов в больших количествах ухудшится свариваемость стали.
Достижения цели настоящего изобретения добиваются в результате предложения стального толстостенного профиля, соответствующего пункту 1 формулы изобретения. Стальной толстостенный профиль также может включать характеристики из пунктов от 2 до 12 формулы изобретения. Достижения еще одной цели добиваются в результате предложения способа, соответствующего пункту 13 формулы изобретения.
Другие характеристики и преимущества изобретения станут очевидными, исходя из следующего далее подробного описания изобретения и чертежей, на которых:
- на фиг.1 представлена электронная микрофотография, иллюстрирующая статистически распределенные выделения в сердцевине фланца крупносортного профиля,
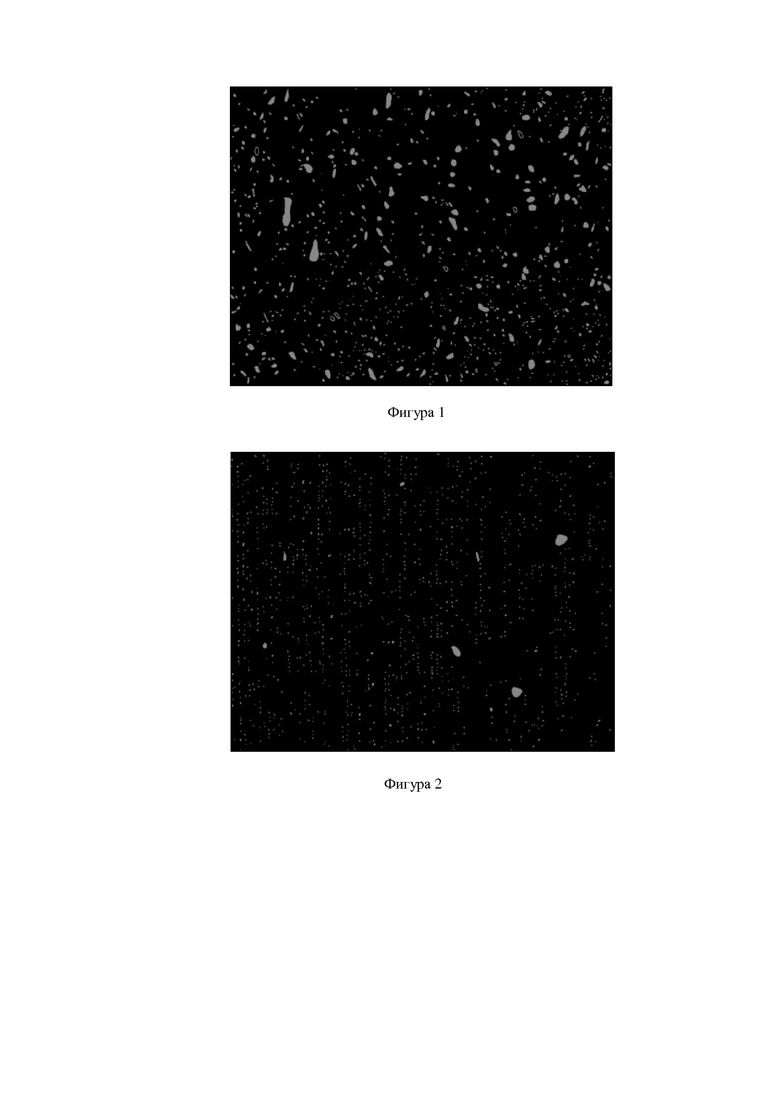
- на фиг. 2 представлена электронная микрофотография, иллюстрирующая выделения, скомпонованные в виде полос, расположенных на равном расстоянии друг от друга.
Все уровни процентного содержания в композиции будут представлены в массовых процентах (мас.%), если только не будет указываться на другое. Что касается химического состава стали, то углерод играет важную роль при формировании микроструктуры и в достижении целевых механических свойств. Его основная роль заключается в обеспечении твердения в результате упрочнения мартенситно/бейнитных фаз, но также и в обеспечении образования карбидов и/или карбонитридов металлических элементов стали. Содержание углерода в сорте, соответствующем изобретению, находится в диапазоне между 0,06 и 0,16 мас.%. Содержание углерода, составляющий менее, чем 0,06 мас.%, не будет в результате приводить к получению достаточного уровня механического сопротивления, что приводит к получению значений предела текучести при растяжении менее чем 485 МПа. Наоборот, содержание углерода более чем 0,16% приводили бы в результате к уменьшению пластичности и свариваемости стали. Предпочтительно содержание углерода находится в диапазоне между 0,08 и 0,14%, чтобы получить таким образом достаточные прочность и свариваемость.
Марганец представляет собой элемент, который увеличивает упрочняемость. Содержание марганца в сорте, соответствующем изобретению, находится в диапазоне между 1,10 и 2,00%. Содержание марганца, составляющее менее чем 1,10 мас.%, не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержание марганца, составляющее более чем 2,00%, приводило бы в результате к получению уменьшенной свариваемости или промотировало формирование твердых мартенситно-аустенитных составных частей, что также оказывает отрицательное воздействие на вязкость стали.
Кремний представляет собой раскисляющий элемент и вносит свой вклад в улучшение прочности. Содержание кремния менее чем 0,10% не будет в результате приводить к получению ни достаточного уровня механического сопротивления, ни хорошего раскисления. Наоборот, содержание кремния, составляющее более чем 0,40%, приводили бы в результате к образованию оксидов, что вызывало бы снижение характеристик свариваемости стали.
Медь представляет собой элемент, вносящий свой вклад в улучшение прочности стали в результате улучшения упрочняемости и дисперсионного твердения. Содержание меди, составляющее менее, чем 0,001%, не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержание меди, составляющее более, чем 0,50%, приводило бы в результате к увеличению углеродного эквивалента и, таким образом, ухудшению свариваемости или оказанию воздействия на горячеломкость стали во время проведения горячего деформирования, что обуславливается проникновением фазы, обогащенной по Cu, в границы зерен.
Никель представляет собой элемент, вносящий свой вклад в улучшение прочности и вязкости стали. Содержание никеля, составляющее менее чем 0,001%, не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержания никеля, составляющие более, чем 0,30%, приводили бы в результате к получению высоких издержек при легировании.
Хром представляет собой элемент, вносящий свой вклад в улучшение прочности стали в результате улучшения упрочняемости в ходе твердо-растворного упрочнения, а также в ходе дисперсионного упрочнения. Содержание хрома, составляющее менее чем 0,001%, не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержания хрома, составляющие более, чем 0,50%, приводили бы в результате к формированию крупных частиц карбидов или карбонитридов хрома, которые могут ухудшить вязкость стали.
Молибден представляет собой элемент, вносящий свой вклад в улучшение прочности в результате улучшения упрочняемости. Содержание молибдена, составляющее менее чем 0,001%, не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержание молибдена более чем 0,20% приводило бы в результате к уменьшению вязкости стали.
Ванадий представляет собой важный элемент, который используют для достижения упрочнения и твердения в результате формирования выделений нитридов, карбонитридов или карбидов, а также в результате измельчения зерен. Формирование ванадиевых выделений накладывает ограничения на укрупнение аустенитного зерна в результате уменьшения ферритного зерна и получения улучшенной прочности в ходе формирования выделений в ферритной фазе. Ванадий также в результате предотвращал бы мигрирование хрома и марганца в цементите, что в результате приводило бы к их использованию при формировании маленьких выделений. Содержание ванадия менее чем 0,06% не будет в результате приводить к получению достаточного уровня механического сопротивления. Наоборот, содержание ванадия более чем 0,12% приведет к риску того, что чрезмерное количество выделений может привести к снижению ударной вязкости, чего следует избегать. В одном предпочтительном варианте осуществления для дополнительного улучшения вязкости стали на добавление ванадия накладывают ограничения значением в 0,09%.
Азот представляет собой важный элемент для образования нитридов и карбонитридов металлических элементов, подобных ванадию, ниобию, алюминию и титану. Их размер, плотность распределения и устойчивость оказывают значительное воздействие на механическое твердение. Содержание азота, составляющее менее чем 0,0050%, не будет в результате приводить к формированию выделений на достаточном уровне и контролируемому выдерживанию размера зерен. Для дополнительного улучшения данных свойств предпочтительным является минимальный уровень в 0,0060% или даже в 0,0070% или еще лучше в 0,0080%. Наоборот, содержание азота более чем 0,0200%, приводили бы в результате к присутствию свободного азота в стали, что, как это известно, оказывает отрицательное воздействие на вязкость в зоне термического воздействия после проведения сварки.
Во время проведения горячей прокатки часть ванадия будет объединяться с азотом, образуя частицы VN закрепляющие границы аустенитного зерна. После этого остающийся в растворе ванадий будет формировать выделения в виде мелких выделений во время проведения охлаждения стали, делая таким образом важный вклад в конечную прочность. Как это установили изобретатели, дисперсионное твердение может быть улучшено в результате оптимизирования соотношения между ванадием и азотом в стальном профиле для приближения к стехиометрическому соотношению 4 : 1. В одном предпочтительном варианте осуществления соотношение между V и N заключено в пределах диапазона между 2,5 и 7 и даже заключено в пределах диапазона между 3 и 5.
Алюминий может быть добавлен в сталь для раскисляющего действия и удаления кислорода из стали. В случае добавления в сталь других раскисляющих элементов, содержание алюминия будет составлять 0,005% и менее. В противном случае, содержание алюминия находится в диапазоне между 0,005% и 0,040%. В случае чрезмерно высокого содержания алюминия будет иметь место образование AlN с предпочтением перед образованием VN, и при этом частица AlN будет более крупной по размеру, чем VN, она будет не настолько эффективной для закрепления границ аустенитного зерна, как VN.
Сера и фосфор представляют собой примеси, которые охрупчивают границы зерна и приводят к формированию осевой и микроскопической ликвации. Их соответствующие уровни содержания не должны превосходить 0,030 и 0,040% таким образом, чтобы сохранить достаточную пластичность в горячем состоянии и избежать ухудшения характеристик свариваемости.
Ниобий представляет собой элемент, который необязательно может быть использован для достижения упрочнения и твердения в результате формирования выделений нитридов, карбонитридов или карбидов. Он подавляет рост аустенитных зерен во время проведения прокатки в результате их измельчения, что, таким образом, приводит в результате к улучшению прочности и низкотемпературной вязкости. Однако, в случае если его количество составляет более чем 0,05%, он мог бы ухудшить вязкость в зоне термического воздействия вследствие мартенситного упрочнения. С другой стороны, в случае если количество ниобия составляет 0,05% и более, он будет прикрепляться к доступному азоту и, таким образом, ухудшать формирование азотом ванадиевых выделений, что обеспечивает твердение пластичной сердцевины профиля.
Титан представляет собой элемент, который необязательно может быть использован для достижения упрочнения и твердения в результате формирования выделений нитридов, карбонитридов или карбидов. Однако, если его количество больше или равно 0,005%, будет иметь место риск образования TiN, а не VN. Помимо этого, частицы TiN, являющиеся кубоидальными частицами, могут вступать в реакцию в качестве концентраторов напряжений, что, таким образом, оказывает отрицательное воздействие на вязкостные и усталостные свойства стали. В одном предпочтительном варианте осуществления максимальное количество титана задают на уровне 0,003% и даже 0,001%.
В одном предпочтительном варианте осуществления уровни содержания углерода, марганца, хрома, молибдена, ванадия, никеля и меди в сорте являются такими, что
0,4 ≤ CEV ≤ 0,6,
где CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 (CEV - углеродный эквивалент).
Выдерживание данных значений обеспечивает упрочняемость стального профиля в подходящих для использования диапазонах в результате достаточного образования бейнита при одновременном сохранении хорошей свариваемости стальных профилей. Уменьшенный углеродный эквивалент позволяет избежать стадий переработки сварного шва, таких как предварительное нагревание, (когда это будет приемлемым), а также в результате приводит к уменьшению производственных издержек. В одном предпочтительном варианте осуществления CEV ≤ 0,5%.
Стальной профиль включает полку центральной части, соединенную с каждой стороны с бортовой частью.
Толщина борта стального профиля, соответствующего изобретению, составляет более чем 100 мм, что делает возможным использование такой балки для конструкций высотных зданий, в первую очередь. Толщина предпочтительно составляет менее чем 140 мм вследствие трудности получения достаточной скорости охлаждения для обеспечения достижения заданных механических свойств при растяжении и вязкостных свойств.
В соответствии с изобретением полка и борта толстостенного профиля образованы из зоны закалки, образованной в результате проведения водяного охлаждения поверхности, и неупрочненной зоны, расположенной в сердцевине продукта. Каждая зона стального профиля может обладать конкретной микроструктурой, которая может включать одну или несколько фаз, выбираемых из числа отпущенного мартенсита, бейнита, феррита и перлита. Феррит может присутствовать в форме игольчатого феррита или феррита правильной формы.
Микроструктура каждой зоны зависит от толщины стального профиля и от операций термического воздействия, которой его подвергают.
В одном предпочтительном варианте осуществления микроструктура бортовых участков включает в направлении от поверхности к сердцевине первую зону, содержащую отпущенный мартенсит и, возможно, бейнит, и вторую зону, содержащую феррит и перлит.
Первая зона может, например, простираться вплоть до 10 мм под поверхностью бортового участка.
Одна существенная характеристика изобретения представляет собой наличие в микроструктуре стального профиля по меньшей мере одного типа ванадиевых выделений, также содержащих, возможно, один или несколько металлов, выбираемых из числа хрома, марганца и железа, при этом упомянутые выделения выбирают из числа нитридов, карбидов, карбонитридов или любой их комбинации, причем более чем 70% таких выделений, а предпочтительно боле, чем 80%, характеризуются средним диаметром, составляющим менее чем 6 нм. Определение среднего диаметра проводили следующим далее образом: поверхность каждого детектированного выделения измеряли и приводили к соответствующему кругу, исходя из которого выявляли его диаметр, получая в результате размер среднего диаметра для всех детектированных выделений.
В одном предпочтительном варианте осуществления средняя плотность данных выделений составляет по меньшей мере 500 выделений при расчете на один мм2, предпочтительно по меньшей мере= 1000 выделений при расчете на один мм2. Данные выделения оказывают благоприятное воздействие на прочность, которая, как это известно, увеличивается параллельно с уменьшением размера выделений и с увеличением уровня содержания выделений.
Такие выделения предпочтительно присутствуют в сердцевинной зоне борта профиля, в основном в ферритной фазе. По меньшей мере 70% таких выделений, а предпочтительно, по меньшей мере 80%, характеризуются средним диаметром, составляющим менее чем 6 мм. Уменьшенный размер таких выделений увеличивает их упрочняющее действие и, таким образом, предел прочности при растяжении стального профиля.
В одном предпочтительном варианте осуществления в сердцевине борта стального профиля предпочтительно присутствуют два типа выделений:
- выделения, случайным образом распределенные внутри феррита, и
- выделения, скомпонованные в форме полос, расположенных на равном расстоянии друг от друга, с получением, таким образом, параллельных пластов, плотно заселенных частицами.
Случайным образом распределенные выделения являются более крупными по сравнению с выделениями, скомпонованными в полосах, расположенных на равном расстоянии друг от друга.
В одном предпочтительном варианте осуществления такие выделения, расположенные на равном расстоянии друг от друга, включают по меньшей мере ванадий и хром.
В еще одном предпочтительном варианте осуществления более чем 80% случайно распределенных выделений характеризуются средним диаметром в диапазоне между 3,5 и 6 нм. Такие выделения предпочтительно включают по меньшей мере ванадий, хром и железо.
Стальной профиль, соответствующий изобретению, может быть произведен с использованием любого надлежащего способа изготовления, и специалисты в соответствующей области техники могут определить этот способ. Однако целесообразно использовать процесс, заканчивающийся ускоренным охлаждением, в этом случае, в данном случае закалкой и самоотпуском, поверхностного слоя после проведения стадии горячей прокатки.
Способ, соответствующий изобретению, включает следующие далее стадии:
- подача полуфабриката, композиция которого соответствует изобретению,
- повторное нагревание такого полуфабриката при температуре, составляющей более чем 1000°С, и горячая прокатка его при температуре чистовой прокатки, составляющей по меньшей мере900°С, для получения горячекатаного стального профиля,
- охлаждение горячекатаного стального профиля таким образом, чтобы произвести мартенситную и/или бейнитную закалку поверхностного слоя всей или части продукта, при этом незакаленный участок катаного продукта остается при температуре достаточно высокой для получения возможности стимулирования самоотпуска закаленного поверхностного слоя мартенсита и/или бейнита и для превращения аустенита в феррит и карбиды в сердцевинной части профиля во время последующего охлаждения, причем максимальная температура отпущенной поверхности продукции после проведения закалки находится в диапазоне от 450 до 650°С и даже 550-650°С.
Стальные профили, соответствующие настоящему изобретению, предпочтительно производят способом, в котором отливают полуфабрикат, изготовленный из стали, соответствующей настоящему изобретению и характеризующейся описанной выше композицией, отлитый полупродукт нагревают до температуры более чем 1000°С, предпочтительно более чем 1050°С, а более предпочтительно более чем 1100°С или 1150°С, или используют непосредственно при температуре после проведения отливки без проведения промежуточного охлаждения. Такие температуры делают возможным полное растворение карбонитридов ванадия, которые, кроме того, будут формировать выделения по механизму дисперсионного твердения.
Стадию чистовой горячей прокатки проводят при температуре более чем 850°С. Температура окончания прокатки больше или равна 850°С для обеспечения измельчения аустенитных зерен и, таким образом, формирования более тонкой микроструктуры после превращения, что, как это известно, улучшает вязкостные и прочностные свойства.
Во время проведения горячей прокатки предпочтительным является использование управляемой комбинации из стадий прокатки и контролируемого выдерживания температуры прокатки. Цель заключается в создании мелкозернистой микроструктуры в результате измельчения зерен в ходе последующей рекристаллизации во время проведения прокатки.
После этого горячекатаный продукт, полученный при использовании технологического процесса, описанного выше, охлаждают при использовании предпочтительно процесса закалки и самоотпуска.
Так называемый процесс закалки и самоотпуска (QST) заключается в проведении для горячекатаного стального профиля, выходящего из чистовой клети прокатного стана, охлаждения при использовании текучей среды таким образом, чтобы произвести мартенситную и/или бейнитную закалку поверхностного слоя всей или части продукта. Помимо этого, на выходе из зоны охлаждения с использованием текучей среды, незакаленный участок катаного продукта находится при температуре достаточно высокой для прохождения во время проведения последующего воздушного охлаждения отпуска поверхностного слоя мартенсита и/или бейнита.
Охлаждающая текучая среда, используемая для проведения стадии закалки и отпуска, обычно представляет собой воду, содержащую или не содержащую обыкновенные добавки, или, например, водный раствор минеральных солей. Текучая среда может представлять собой туман, полученный, например, в результате суспендирования воды в газе, или она может представляет собой газ, такой как водяной пар.
С практической точки зрения желательное охлаждение катаного продукта зависит от использованных устройств для охлаждения и от подходящего выбора длины и характеристик расхода охлаждающих средств.
Размеры продукта известны, так же, как и композиция стали и, следовательно, диаграмма превращения при непрерывном охлаждении, что делает возможным определение условий, применяемых для проведения надлежащей обработки стального профиля, в число которых входят температура, при которой образуется мартенсит, и максимальное время, доступное для проведения закалки поверхности до желательной глубины.
На основании кривых температурных градиентов в сердцевине и корочке катаного стального профиля могут быть установлены количество отводимого тепла, а также характеристики устройств для охлаждения и расходы текучей среды, используемой устройствами для охлаждения.
Для отслеживания формирования желательных микроструктур в различных зонах стального профиля измеряют изменения температуры корочки стального профиля, начиная от конца мартенситной и/или бейнитной закалки. После проведения закалки температура корочки увеличивается, в то время как температура в сердцевине непрерывно уменьшается после выхода профиля из последней клети прокатного стана. Температура корочки и температура сердцевины в заданном поперечном сечении сближаются к тому моменту времени, начиная с которого две кривые продолжаются по существу параллельно друг другу. Температура корочки в данный момент называется «температурой выравнивания».
Примеры
Два сорта стали, композиции которых показаны в таблице 1, отливали в виде полуфабрикатов и подвергали переработке для получения стальных профилей в соответствии с технологическими параметрами, показанными в таблице 2. Стадии процесса проходили через нагревание, контролируемую горячую прокатку и последующее водяное охлаждение, достигаемое путем закалки и самоотпуска.
Таблица 1. Композиции
Композиции для испытаний показаны в следующей далее таблице, где содержания элементов представлены в тысячах массовых процентов:

Эксперимент 1 представляет собой сравнительный пример, а эксперимент 2 представляет собой пример, соответствующий изобретению.
Таблица 2. Технологические параметры
Стальные полуфабрикаты непосредственно после проведения отливки подвергали переработке в следующих далее условиях:
воды (л/м2/сек)
самоотпуска (°C)
После этого получающиеся в результате образцы проанализировали, а соответствующие элементы микроструктуры и механические свойства, соответственно, поместили в таблицы 3 и 4.
Таблица 3. Микроструктура и выделения
Определяли процентное содержание фаз в микроструктурах для полученного стального профиля:
мартенсит
Процентное содержание фаз в обеих зонах, в особенности, в сердцевинной зоне, профиля № 1 более или менее аналогичны процентному содержанию фаз профиля № 2, что демонстрирует наличие воздействия ванадиевого дисперсионного твердения в меньшем микроструктурном масштабе.
Анализ выделений, выполненный при использовании метода ПЭМ для углеродных экстракционных реплик, полученных из сердцевинной зоны по толщине борта профиля, продемонстрировал присутствие ванадиевых выделений. Анализ мелких выделений проводили при использовании тонкофольгового метода ПЭМ, который позволяет осуществлять количественное определение среднего размера и плотности выделений.
Как это было установлено, выделения, принимающие участие в механическом твердении профиля, располагаются в сердцевинной зоне стальных профилей, в частности, внутри ферритной фазы.
Фиг. 1 демонстрирует ванадиевые выделения, главным образом имеющие сферическую форму и более крупный или более мелкий размер. Выделения, имеющие более крупный размер, (типичный размер приблизительно 6 нм в диаметре) в основном были распределены случайным образом. Но мелкие выделения (типичный размер приблизительно 3 нм в диаметре) были скомпонованными в виде полос, расположенных на равном расстоянии друг от друга. Как можно видеть на фиг. 2, микроструктура состоит из параллельных пластов, плотно заселенных ванадиевыми частицами. Пласты расположены на равном расстоянии друг от друга.
Выделения, расположенные на равном расстоянии друг от друга

Выделения, распределенные случайным образом
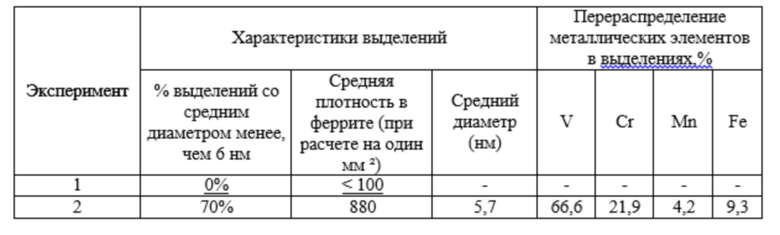
Таблица 4. Механические свойства
Были определены механические свойства тестированной стали, и результаты показаны в следующей далее таблице:

Как это демонстрируют примеры, стальные профили, соответствующие изобретению, являются единственными профилями, которые демонстрируют наличие всех целевых свойств благодаря своим конкретным композиции и микроструктурам.
Стальные профили, соответствующие настоящему изобретению, демонстрируют превосходные значения высокой прочности, вязкости и хорошей свариваемости, что на сегодняшний день не является легко достигаемым результатом. При использовании сорта стали, соответствующего изобретению, коллективы специалистов, занятые в проектировании и строительстве и вовлеченные в сооружение крупномасштабных объектов капитального строительства, могут извлечь выгоду из более эффективных конструкционных решений. Увеличенный предел текучести при растяжении у стального профиля делает возможными экономию массы и уменьшенные издержек на транспортирование и изготовление в сопоставлении с тем, что имеет место для других широко используемых сортов конструкционных сталей. И, таким образом, настоящее изобретение вносит чрезвычайно ощутимый вклад в строительную промышленность.
Изобретение относится к области металлургии, а именно к стальному профилю, включающему полку центральной части, соединенную с каждой стороны с бортовой частью толщиной по меньшей мере 100 мм, применяемому при изготовлении стоек для высотных зданий, большого пролета, переходных и поясных ферм, выносных опор и мостовых балок. Стальной профиль выполнен из стали, содержащей, мас.%: С: 0,06 – 0,16, Mn: 1,10 – 2,00, Si: 0,10 – 0,40, Сu: 0,001 – 0,50, Ni: 0,001 – 0,30, Сr: 0,001 – 0,50, Mo: 0,001 – 0,20, V: 0,06 – 0,12, N: 0,0050 – 0,0200, Al ≤ 0,040, P ≤ 0,040, S ≤ 0,030, при необходимости Ti < 0,005 и/или Nb ≤ 0,05, остальное - железо и примеси. Микроструктура профиля включает по меньшей мере один тип ванадиевых выделений, содержащих, при необходимости, по меньшей мере один металл, выбранный из хрома, марганца и железа. Упомянутые выделения выбирают из числа нитридов, карбидов, карбонитридов или любой их комбинации, при этом более чем 70% таких выделений характеризуются средним диаметром, составляющим менее чем 6 нм профиля, Обеспечивается высокий предел текучести при растяжении, составляющий по меньшей мере 485 МПа, и высокий предел прочности при растяжении, составляющий по меньшей мере 580 МПа, а также высокая свариваемость. 2 н. и 12 з.п. ф-лы, 4 табл., 2 ил.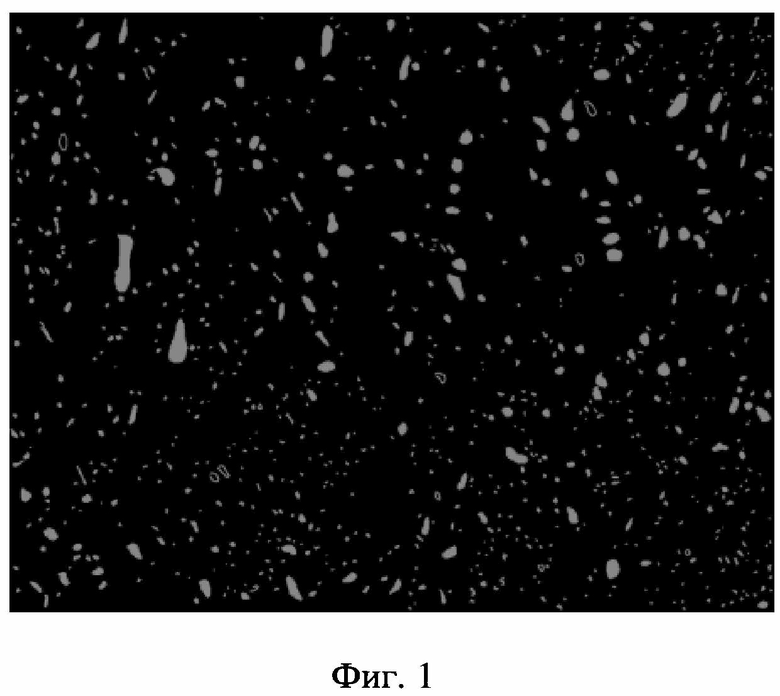
1. Стальной профиль, включающий полку центральной части, соединенную с каждой стороны с бортовой частью толщиной по меньшей мере 100 мм, при этом стальной профиль характеризуется композицией, содержащей, мас.%:
С: 0,06 – 0,16
Mn: 1,10 – 2,00
Si: 0,10 – 0,40
Сu: 0,001 – 0,50
Ni: 0,001 – 0,30
Сr: 0,001 – 0,50
Mo: 0,001 – 0,20
V: 0,06 – 0,12
N: 0,0050 – 0,0200
Al ≤ 0,040
P ≤ 0,040
S ≤ 0,030
и необязательно один или несколько следующих далее элементов, мас.%:
Ti < 0,005
Nb ≤ 0,05,
остальное представляет собой железо и примеси, полученные в результате разработки, при этом микроструктура упомянутого стального профиля включает по меньшей мере один тип ванадиевых выделений, возможно содержащих один или несколько металлов, выбираемых из хрома, марганца и железа, причем упомянутые выделения выбирают из числа нитридов, карбидов, карбонитридов или любой их комбинации, при этом более чем 70% таких выделений характеризуются средним диаметром, составляющим менее чем 6 нм.
2. Стальной профиль по п. 1, в котором композиция профиля удовлетворяет следующему соотношению:
0,4 ≤ CEV ≤ 0,6,
при этом CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
3. Стальной профиль по п. 1 или 2, в котором отношение между количествами ванадия и азота находится в диапазоне между 2,5 и 7.
4. Стальной профиль по любому из пп. 1-3, в котором микроструктура упомянутых бортовых частей включает в направлении от поверхности к сердцевине упрочненную зону, содержащую отпущенный мартенсит и, возможно, бейнит, и сердцевинную зону, содержащую феррит и перлит.
5. Стальной профиль по любому из пп. 1-4, который включает участки, характеризующиеся средней плотностью упомянутых выделений, составляющей по меньшей мере 500 выделений при расчете на один мм2.
6. Стальной профиль по любому из пп. 1-5, в котором по меньшей мере часть выделений скомпонована в форме полос, расположенных на равном расстоянии друг от друга.
7. Стальной профиль по п. 6, в котором более чем 80% выделений, расположенных на равном расстоянии друг от друга, характеризуются средним диаметром менее чем 3 нм.
8. Стальной профиль по п. 6 или 7, в котором выделения, расположенные на равном расстоянии друг от друга, включают по меньшей мере ванадий и хром.
9. Стальной профиль по любому из пп. 4-8, в котором по меньшей мере часть выделений распределены случайным образом в ферритной фазе, расположенной в сердцевине стального профиля.
10. Стальной профиль по п. 9, в котором более чем 80% случайно распределенных выделений характеризуются средним диаметром в диапазоне между 3,5 и 6 нм.
11. Стальной профиль по п. 10, в котором случайно распределенные выделения включают по меньшей мере ванадий, хром и железо.
12. Стальной профиль по любому из пп. 1-11, в котором выделения расположены в сердцевинной зоне.
13. Стальной профиль по любому из пп. 1-12, в котором бортовые части имеют толщину самое большее 140 мм.
14. Способ изготовления стального профиля, включающий следующие далее стадии:
- подача стального полуфабриката, характеризующегося композицией, указанной в пп. 1-3,
- повторное нагревание полуфабриката при температуре более чем 1000°С, и его горячая прокатка при температуре чистовой прокатки по меньшей мере 850°С для получения горячекатаного стального профиля,
- охлаждение горячекатаного стального профиля таким образом, чтобы произвести мартенситную и/или бейнитную закалку поверхностного слоя всей или части продукта, при этом незакаленный участок катаного продукта сохраняют при температуре, достаточно высокой для обеспечения возможности стимулирования самоотпуска закаленного поверхностного слоя мартенсита и/или бейнита и для превращения аустенита в феррит и карбиды в сердцевинной части профиля во время проведения последующего охлаждения, причем максимальная температура отпущенной поверхности продукта после проведения закалки находится в диапазоне от 450 до 650°С.
| KR 20130034205 A, 05.04.2013 | |||
| РЕЛЬСЫ ИЗ БЕЙНИТНОЙ СТАЛИ С ВЫСОКИМИ СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ ПОВЕРХНОСТИ И ИЗНОСОСТОЙКОСТЬЮ | 1999 |
|
RU2194776C2 |
| УСТРОЙСТВО ДЛЯ СИГНАЛИЗИРОВАНИЯ ОБ УРОВНЕ ВОДЫ В РЕЗЕРВУАРЕ | 1928 |
|
SU18178A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| EP 0761824 A2, 12.03.1997 | |||
| CN 103255353 A, 21.08.2013. | |||

