Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к системам лазерной сварки для соединения нескольких наложенных друг на друга металлических заготовок. В частности, настоящее изобретение относится к системе лазерной шаговой шовной сварки, которая содержит лазер 1-го класса с выходной мощностью в несколько тысяч ватт, характеризуется малой массой и компактностью, а также может выдерживать большие механические нагрузки.
Предшествующий уровень техники настоящего изобретения
Сварку обычно используют в качестве способа соединения нескольких металлических деталей или листовых материалов между собой в сборном изделии. К широко распространенным традиционным способам сварки относятся, например, дуговая сварка и контактная точечная сварка. Совсем недавно лазерная сварка, как способ, получила ряд преимуществ по сравнению с традиционными способами сварки по меньшей мере в некоторых аспектах. Например, точная фокусировка и высокая концентрация энергии лазерного луча обеспечивают более быструю сварку с меньшим нагревом окружающих областей заготовок. Однако конструкция робототехнического устройства лазерной сварки характеризуется необходимостью решения нескольких проблем, которые описаны ниже.
Одна из этих проблем связана с защитой фокусирующих оптических средств, находящихся в лазерной головке, от отходов, образующихся при сварке, и от пыли, обыкновенно воздействующей на стеклянное окно, предотвращающее попадание отходов в лазерную головку. Целостность стеклянного окна может быть нарушена отходами, а замена этого окна сопряжена с частыми остановами линии автоматизированной сборки. Обычно в световод под углом к его продольной оси вводят струю воздуха, этот метод часто называют методом перекрестного обдува (от англ. «cross-jet»). Струя воздуха, подаваемого под высоким давлением, вызывает завихрения в световоде. Эти завихрения создают в световоде перепад давления, в результате которого давление в центральной зоне световода меньше давления в его периферийной зоне. Было замечено, что перепад давления отрицательно сказывается на качественных характеристиках лазерного луча и не препятствует потоку отходов, проходящему вдоль центральной зоны к защитному окну. Кроме того, перекрестный обдув сопровождается высоким уровнем шума и акустическим дискомфортом.
Таким образом, актуальна задача создания новой конструкции устройства подачи воздуха, которое бы выполняло свои основные функции по защите оптических средств, но при этом не ухудшало бы качественные характеристики лазерного луча.
Еще одна проблема связана с качеством сварного шва, в частности касательно высокой концентрации энергии. Если мощность лазерного луча несколько выше заданной, луч может проплавить все наложенные друг на друга заготовки насквозь с образованием сквозного отверстия вместо того, чтобы соединить эти заготовки. И наоборот, сварной шов, полученный в результате действия луча недостаточной мощности, может не обеспечить прочное соединение заготовок. Существуют различные методы регулирования выходной мощности источника лазерного излучения, однако ни один из известных методов не позволяет в реальном времени определять качество шва и изменять уровень выходной мощности на основе получаемых данных о качестве шва. При этом качество сварного шва является одной из важнейших, если не самой важной, характеристикой процесса сварки.
Таким образом, актуальна задача создания системы сварки на базе волоконного лазера, имеющей средства автоматического регулирования выходной мощности лазера в зависимости от качества сварного шва.
Еще одна проблема связана со сложной геометрической конфигурацией свариваемых заготовок. Часто соединяемые заготовки расположены не идеально, и при перемещении робота в заданное положение необходимо совершать дополнительные манипуляции роботом для корректирования его положения относительно положения заготовок.
Таким образом, актуальна задача создания робототехнической системы сварки, характеризующейся наличием механизма, позволяющего компенсировать разницу между заданным и фактическим положениями свариваемых заготовок без необходимости нежелательного манипулирования роботом.
Еще одна проблема также связана со сложной геометрической конфигурацией свариваемых заготовок, которая требует частых перемещений одного и того же рабочего органа в прямо противоположные вертикальные положения. Очевидно, что исполнительное устройство, перемещающее этот рабочий орган к заготовкам, из-за веса всего сварочного аппарата прикладывает разные усилия для движения рабочего органа вверх и вниз. Известные способы регулирования силы, приводящей в движение рабочий орган, предусматривают ввод данных, указывающих на заданное положение рабочего органа. Ручное управление может быть неточным и занимать много времени.
Таким образом, актуальна задача автоматизации шага перемещения рабочего органа.
Краткое раскрытие настоящего изобретения
Раскрываемая в настоящем документе система шаговой шовной сварки позволяет решить все вышеописанные задачи. Раскрываемая сварочная система установлена с возможностью отцепления на роботе, который может перемещать систему в заданное место, где производится сварка.
В соответствии с одним аспектом настоящего изобретения, позволяющим решить проблемы перекрестного обдува, поток сжатого воздуха принудительно вводят в световодный канал параллельно продольной оси этого канала. Применение данного метода подачи воздуха, здесь и далее называемого методом перекрывающего обдува (от англ. «overjet»), практически устраняет перепад давления между центральной и периферийной зонами. В результате мелкие частицы или отходы, двигающиеся в направлении защитного окна оптической головки, эффективно отводятся потоком воздуха, что увеличивает срок службы защитного окна и не оказывает отрицательного влияния на качество сварного шва. Кроме того, применение раскрываемой конфигурации перекрывающего обдува значительно уменьшает высокий уровень шума, которым характеризуется конфигурация перекрестного обдува.
В соответствии с другим аспектом настоящего изобретения дополнительно к перекрывающему обдуву в главный канал вводят другой поток воздуха, проходящий параллельно потоку перекрывающего обдува и устраняющий относительно крупные отходы сварки. Насос, создающий отрицательный перепад давления в главном канале, с низкой скоростью направляет большой объем воздуха окружающей среды во входной конец главного канала параллельно потоку перекрывающего обдува. Выпускное отверстие, через которое оба потока выходят из главного канала, находится рядом с зоной сварки, поэтому данные потоки выносят через это выпускное отверстие отходы сварки разного размера.
Еще один аспект настоящего изобретения относится к работе системы шаговой шовной сварки. При слишком высокой мощности луча наложенные друг на друга свариваемые металлические заготовки могут быть прожжены насквозь, и наоборот, сварной шов, полученный в результате действия луча недостаточной мощности, может не обеспечить прочное соединение заготовок. При слишком высокой мощности луча через относительно большой канал, прожигаемый в заготовках, проходит большее количество лазерного излучения. При недостаточной мощности луча через заготовки проходит относительно небольшое количество лазерного излучения.
С учетом вышеизложенного настоящее изобретение предусматривает наличие оптического датчика, установленного с обратной стороны зоны сварки. Благодаря использованию контура обратной связи зарегистрированный уровень лазерного излучения обрабатывают и сравнивают с опорным значением. Затем выдают управляющий сигнал, поступающий на источник питания лазерной системы, для корректировки выходной мощности и формирования сварного шва требуемого качества.
Свариваемые заготовки обычно немного смещены, поэтому после перемещения робота в заданную точку и сцепления с заготовками заданное давление, с которым заготовки прижимаются, не достигается. Для компенсации ошибки позиционирования заготовок относительно положения робота в известном уровне техники предусмотрено дополнительное перемещение робота с целью корректировки его положения относительно текущего положения заготовок. Такая корректировка отнимает время и негативно влияет на эффективность процесса.
В раскрываемой сварочной системе реализован другой подход к выходу в заданное положение. В конфигурации сварочной системы с двумя захватными рабочими органами оба этих органа могут быть управляемо перемещены таким образом, чтобы при нахождении заготовок ниже заданного уровня рабочий орган с пневматическим управлением поднимал заготовки до заданного уровня, до того как рабочий орган с электрическим управлением переместится на этот уровень. И наоборот, если заготовки находятся несколько выше заданного уровня, рабочий орган с электрическим управлением переместит заготовки до заданного уровня, где рабочие органы приложат соответствующие противоположно направленные силы, тем самым прижимая заготовки друг к другу с заданным давлением.
Рабочий орган с пневматическим управлением находится в предварительно напряженном состоянии. Таким образом, для его перемещения требуется прикладывать к нему разные силы в зависимости от того, в каком направлении необходимо двигать этот рабочий орган - вверх или вниз. Если сила тяжести направлена в ту же сторону, что и прикладываемая к рабочему органу сила, прикладывают относительно небольшую силу, немного превышающую силу предварительного напряжения. В ином случае прикладывают силу, существенно превышающую силу предварительного напряжения. С учетом вышеизложенного раскрываемая система содержит блок определения положения, который может генерировать управляющий сигнал, подаваемый на пневматический насос, создающий требуемую силу в зависимости от измеренного положения сварочной системы.
Краткое описание фигур
Вышеуказанные и иные признаки раскрываемой системы будут более понятны из нижеприведенного подробного описания со ссылками на прилагаемые фигуры.
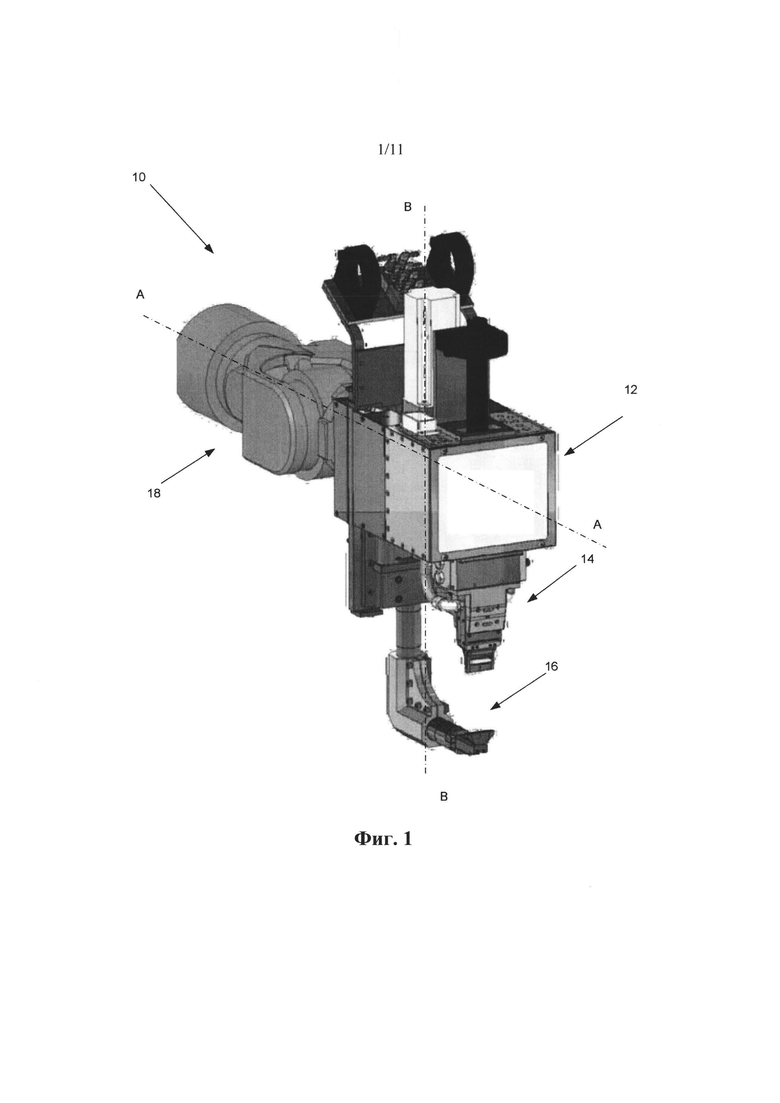
На фиг. 1 представлено аксонометрическое изображение раскрываемой системы лазерной сварки.
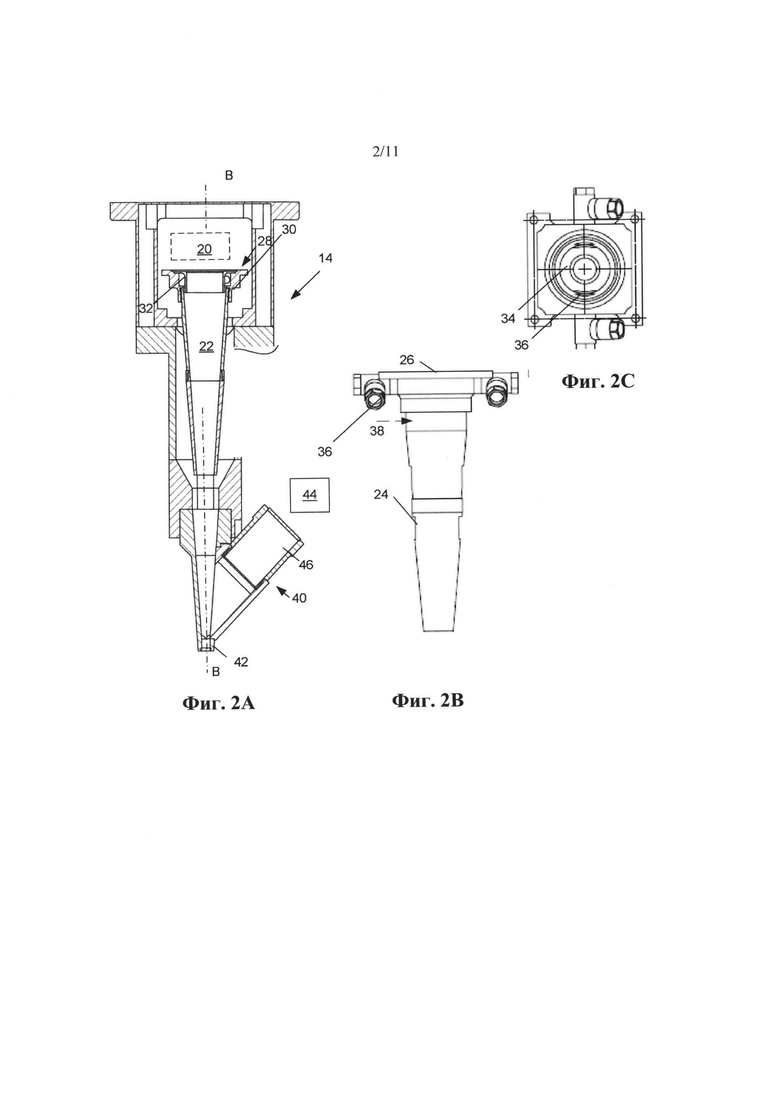
На фиг. 2А-2С представлены соответствующие разрез, вертикальный вид сбоку и вид сверху рабочего органа с электрическим управлением.
На фиг. 3А-3С и 4А-4С проиллюстрирован принцип действия раскрываемой системы сварки.
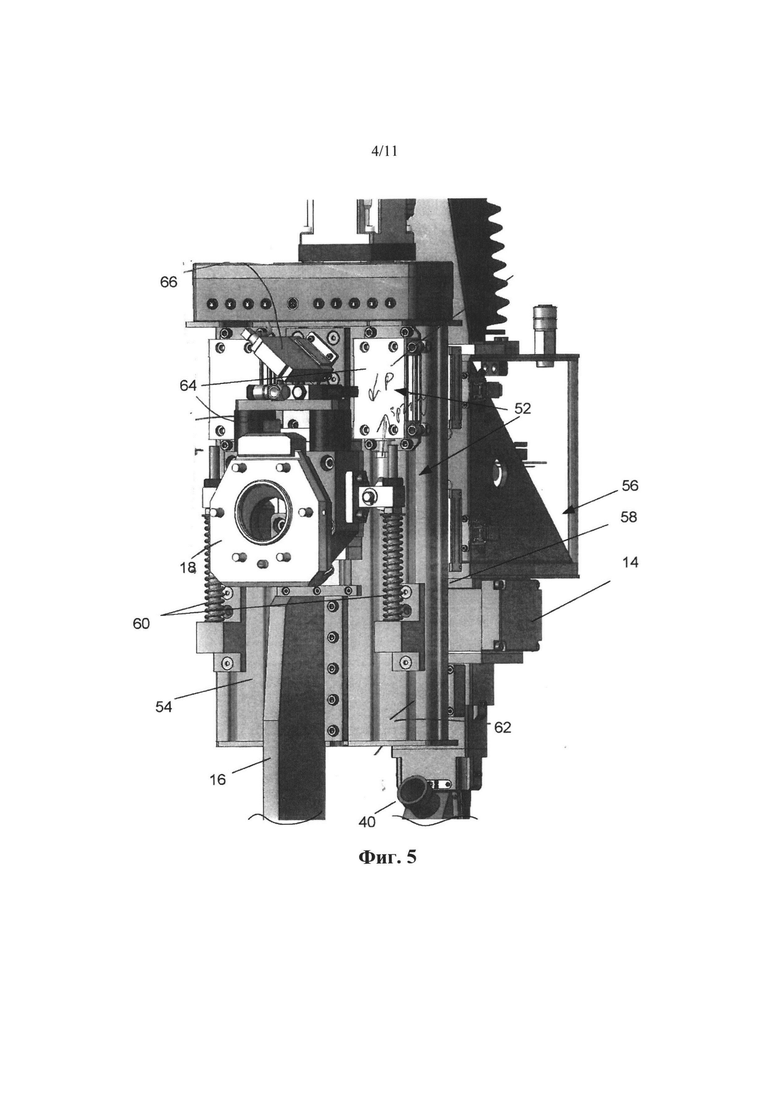
На фиг. 5 представлен вид пневматического механизма, позволяющего регулировать положение свариваемых заготовок относительно положения робота.
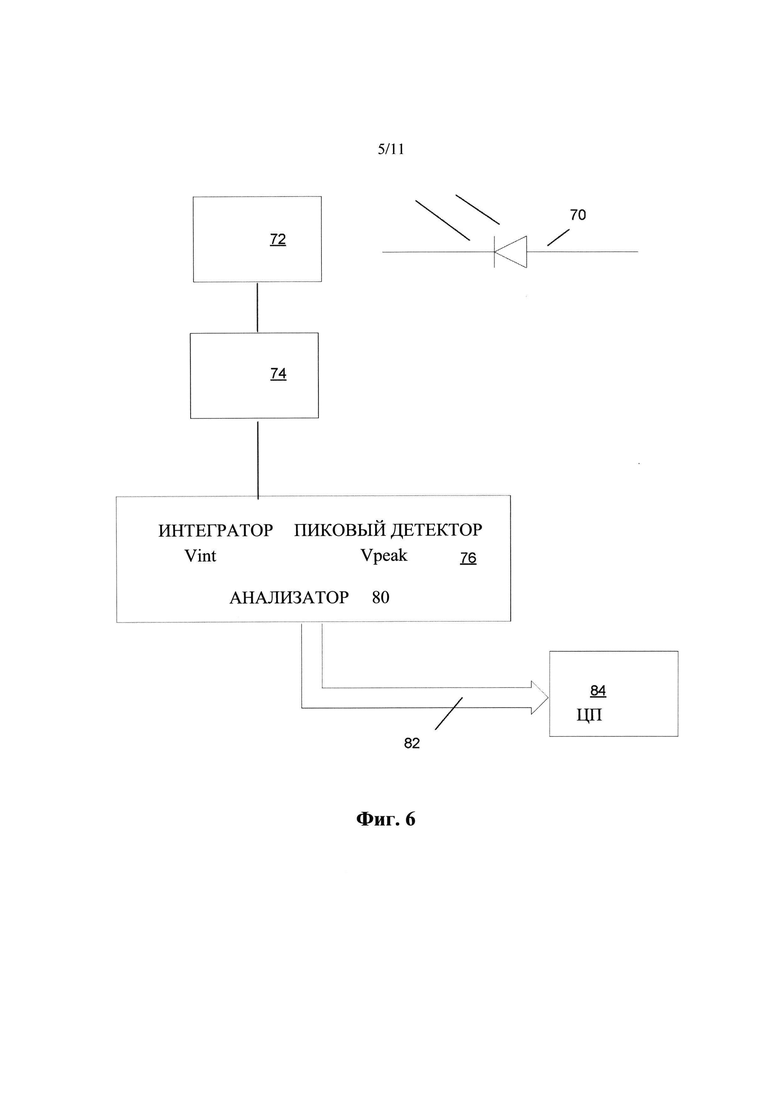
На фиг. 6 представлена структурная схема, поясняющая работу системы контроля качества сварного шва.
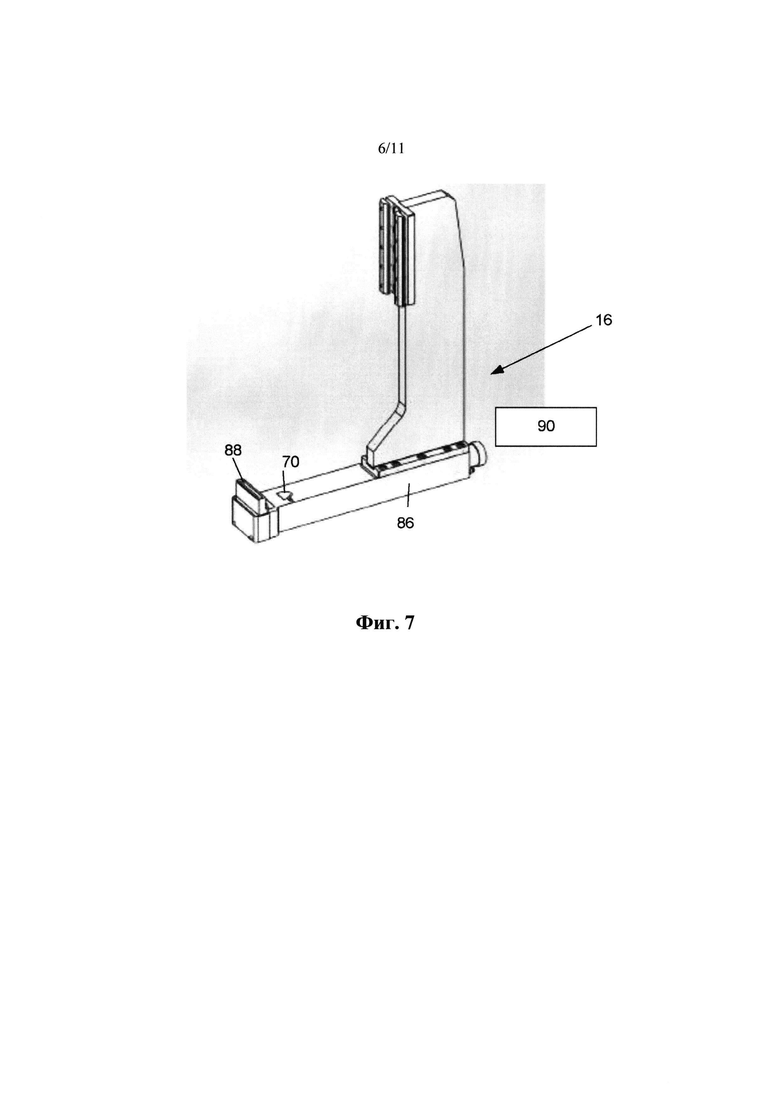
На фиг. 7 представлен рабочий орган с пневматическим управлением раскрываемой системы сварки.
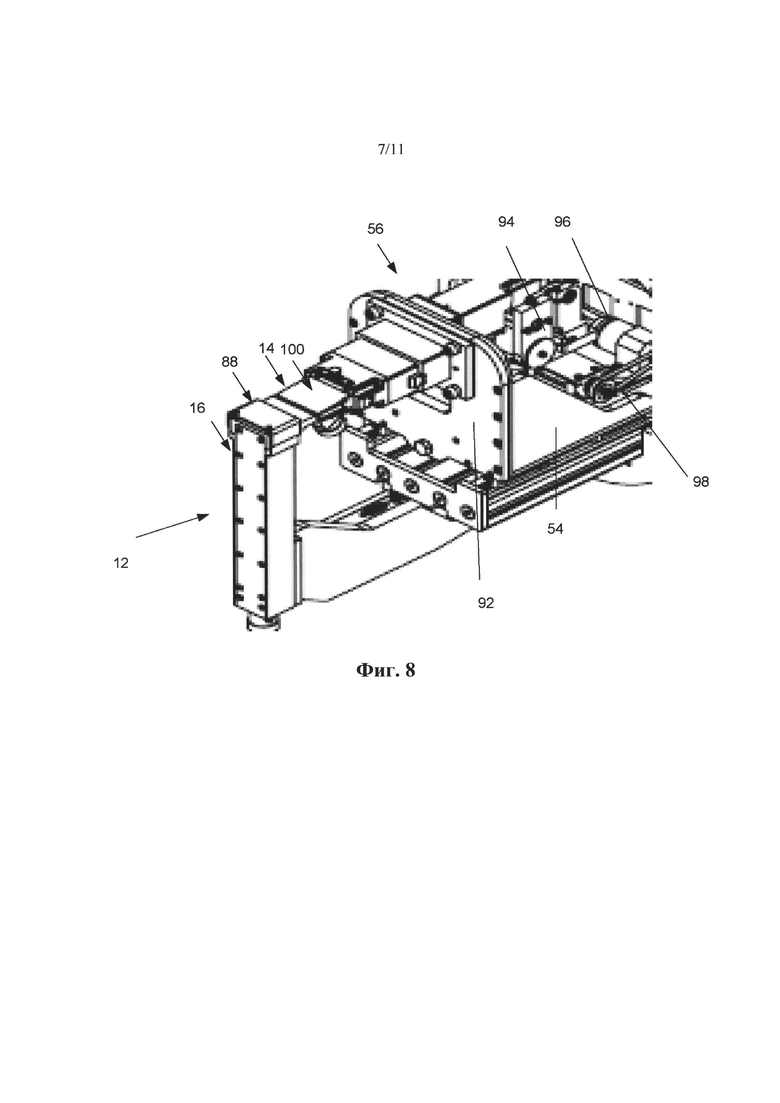
На фиг. 8 представлено аксонометрическое изображение раскрываемой системы сварки, причем захватные рабочие органы показаны в положении сварки.
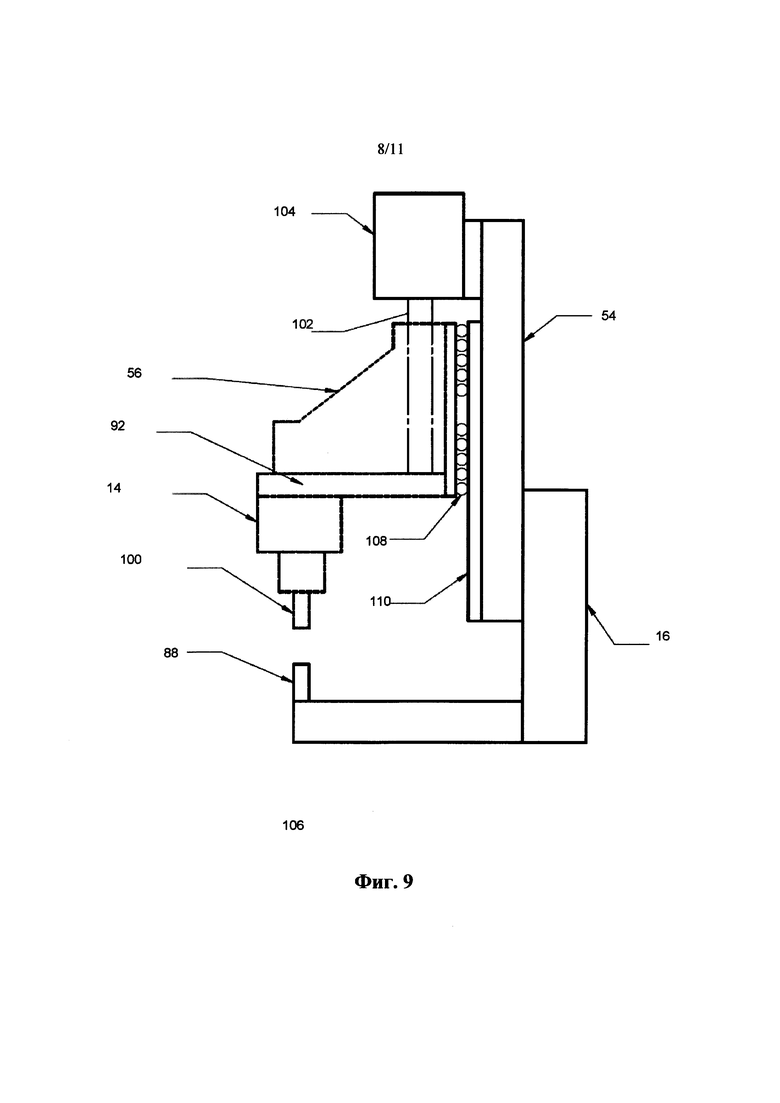
На фиг. 9 представлен вид сбоку раскрываемой системы сварки, поясняющий функционирование рабочего органа с электрическим управлением.
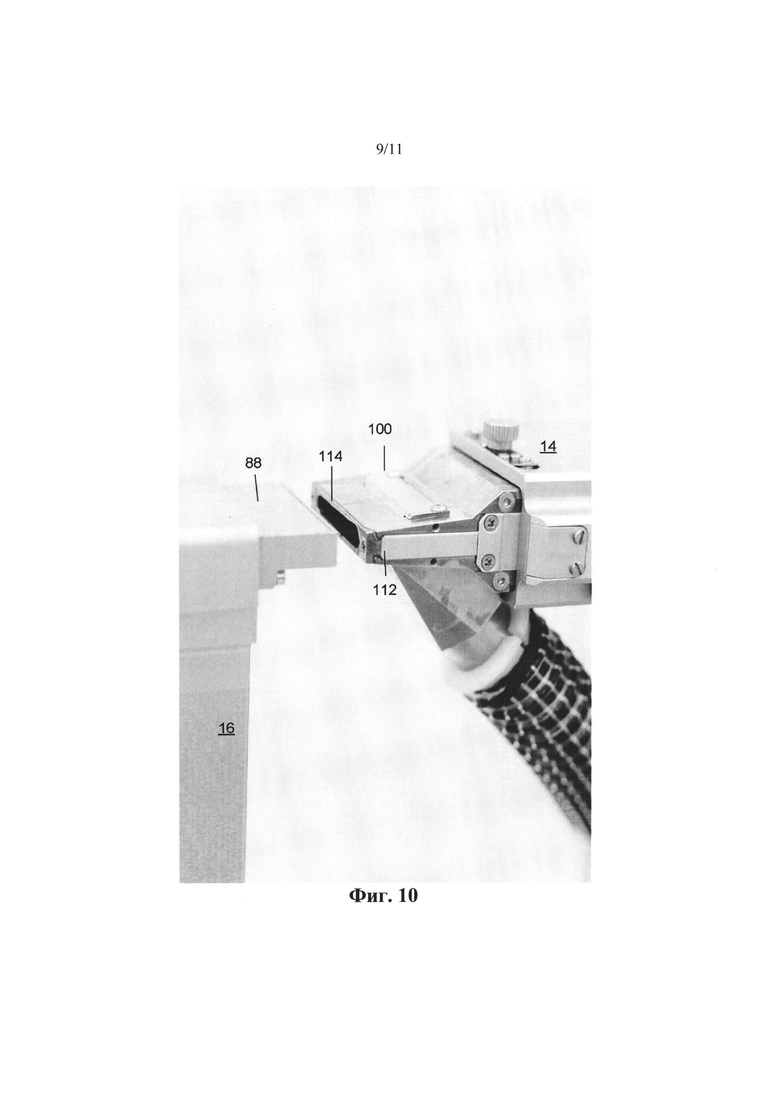
На фиг. 10 представлен схематический вид сбоку раскрываемой системы шаговой сварки.
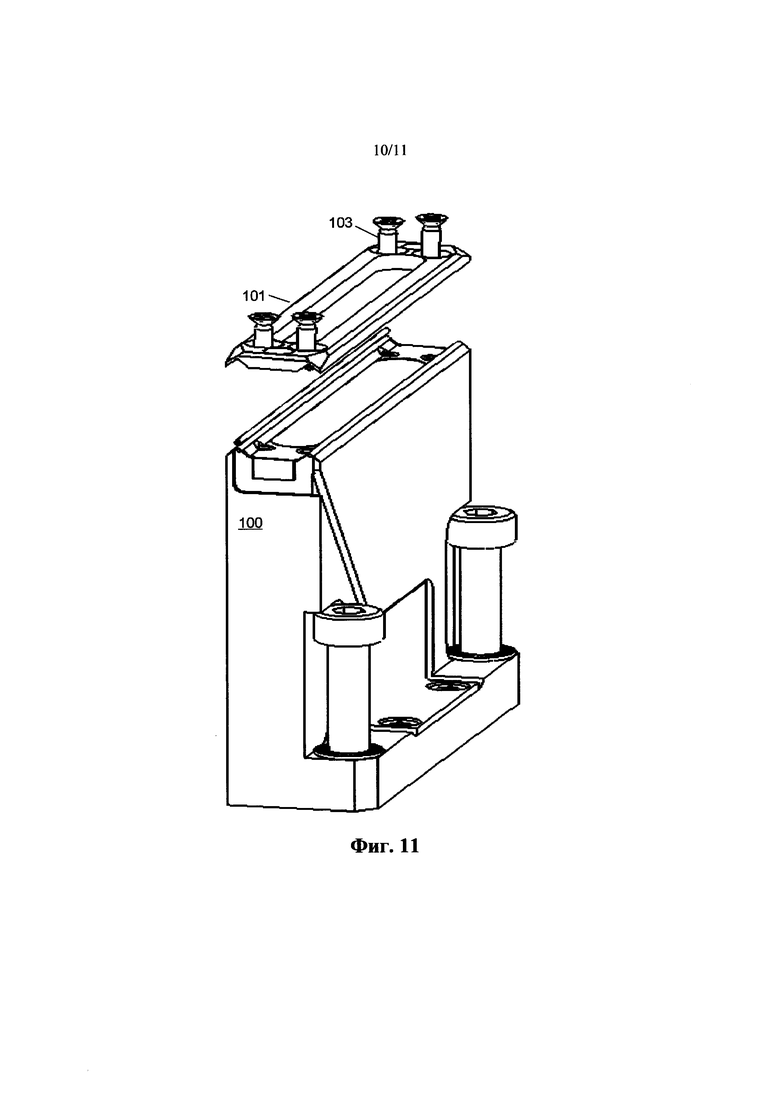
На фиг. 11 представлен ортогональный вид прижимного наконечника.
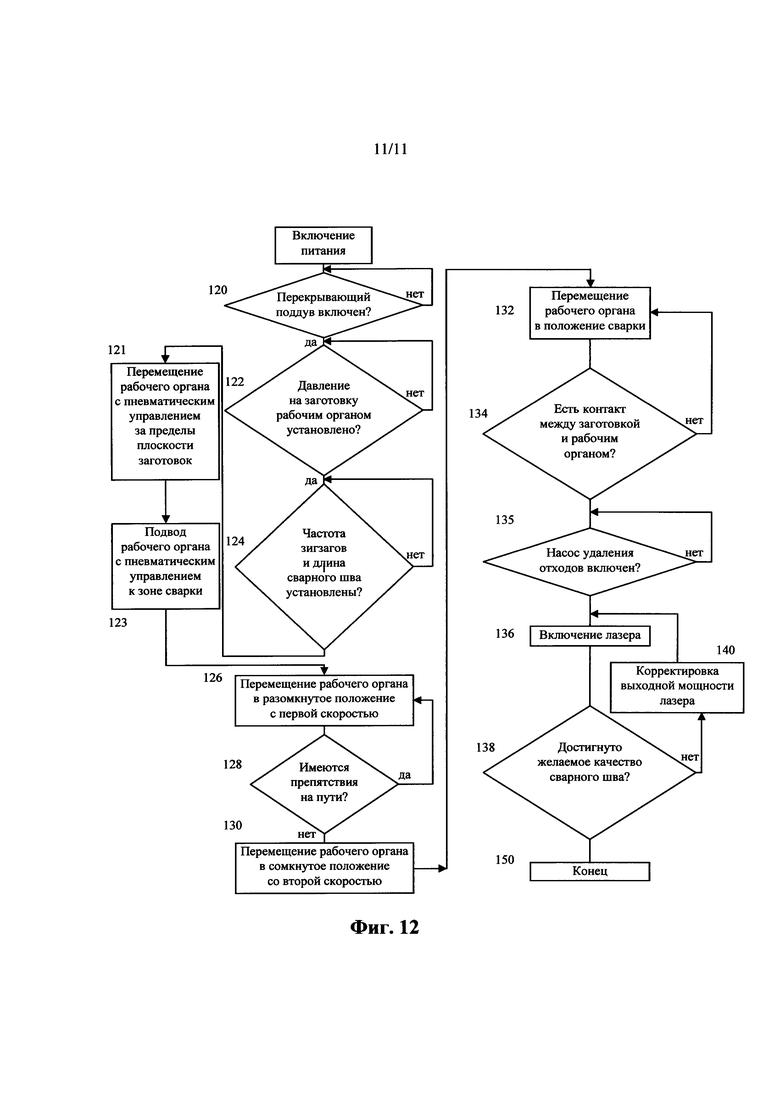
На фиг. 12 представлена блок-схема алгоритма работы раскрываемой системы сварки.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
Нижеприведенное описание содержит ссылки на несколько вариантов осуществления настоящего изобретения, проиллюстрированных прилагаемыми фигурами. Там, где это возможно, на фигурах и в описании одинаковых или сходных элементов или стадий использованы одинаковые или сходные позиционные обозначения. Термины, выражающие ориентацию в пространстве (вверху, внизу и т.п.) или направление движения (вперед, назад и т.п.), употреблены в отношении плоскости листов фигур исключительно для удобства и лучшего восприятия информации. Эти и подобные термины, выражающие ориентацию и направление, не должны быть истолкованы как сколь-нибудь ограничивающие объем настоящего изобретения. Фигуры представлены в упрощенной форме и не в точном масштабе.
На фиг. 1 показана компактная система 10 лазерной шаговой шовной сварки, содержащая монтажную базу 18, которая прикрепляет компактную систему 10 шаговой сварки к роботу. В смонтированном состоянии робот может поворачивать систему 10 шаговой сварки вокруг оси Α-A вращения и линейно перемещать эту систему вдоль продольной оси В-В, как подробно описано ниже. Два захватных рабочих органа - рабочий орган 14 с электрическим управлением и рабочий орган 16 с пневматическим управлением - составляют захватное устройство, которое может прижимать свариваемые металлические заготовки друг к другу с регулируемой силой, достигающей нескольких килоньютонов, например около 3 кН. Рабочие органы установлены с возможностью снятия на опоре 12. Источник лазерного излучения, такой как волоконный лазер большой мощности, может испускать одномодовое или многомодовое лазерное излучение с мощностью до нескольких тысяч ватт, например около 4000 Вт. При этом, как описано ниже, система шаговой сварки содержит механизм защиты окружающей среды, предотвращающий проникновение лазерного излучения наружу во время сварки, вследствие чего раскрываемая система шаговой сварки относится к лазерной системе 1-го класса. Общая масса системы шаговой сварки с обоими установленными рабочими органами 14 и 16 соответственно достигает около 45 кг, а при наличии только одного рабочего органа 14 с электрическим управлением, что может быть в ситуации, когда свариваемые заготовки установлены на неподвижной опоре, масса системы шаговой сварки меньше.
Рабочие органы 14 и 16 соответственно перемещаются между исходным положением, в котором они разведены на наибольшее расстояние, и положением сварки, в котором эти рабочие органы примыкают к передней и задней свариваемым заготовкам соответственно. Во время сварки система 10 шаговой сварки может скреплять несколько заготовок путем формирования шва синусоидальной формы длиной приблизительно до 40-50 мм. В процессе сварки шва лазерное излучение может проходить сквозь расплавленные металлические заготовки через канал небольших размеров, временно образующийся в этих заготовках. Каждый раз, как только область этого канала перестают облучать, расплавленный материал заполняет этот канал.
Как показано на фиг. 2А-2С, перемещаемый рабочий орган 14 характеризуется многофункциональностью - кроме захватной функции внутренние поверхности этого рабочего органа выполняют функцию направляющей для лазерного луча и потока флюида. Один из потоков газообразной среды формируют для предотвращения или по меньшей мере существенной минимизации воздействия на защитное стеклянное окно, установленное на выходном конце оптической головки 20, от искр и мелких частиц или отходов, разлетающихся из зоны сварки в направлении, противоположном направлению распространения света. Вторая струя воздуха, проходящая параллельно первому потоку под давлением, которое меньше давления сжатого флюида, обеспечивает защиту от более крупных частиц.
Между входным и выходным концами рабочего органа 14 выполнена полая продолговатая внутренняя часть, ограничивающая главный канал 22, проходящий вдоль продольной оси В-В системы шаговой сварки. Рабочий орган содержит корпус 24 (см. фиг. 2В), на котором установлен фланец 26, соединяющий с возможностью отцепления рабочий орган 14 с нижеупомянутой смещаемой в осевом направлении опорной плитой. Корпус может быть монолитным или составным из множества компонентов. Например, корпус 24, как показано, имеет в общем форму усеченного конуса, состоящего из двух частей и сужающегося в направлении зоны сварки.
Фланец 26, как показано на фиг. 2В, характеризуется наличием заглубленного входного конца 28 (см. фиг. 2А) и многоступенчатой окружной стенки, оканчивающейся выступом 30, проходящим в осевом направлении и накладывающимся на входной конец (вдоль траекторий прохождения света и воздуха) корпуса 24 (см. фиг. 2В). В углубленный конец фланца 26 вставлена короткая Т-образная труба 32 (см. фиг. 2А), проходящая внутрь, перекрывающая входной конец корпуса 24 в осевом направлении и отстоящая от этого конца в направлении радиально внутрь.
В силу взаимного расположения корпус 24, фланец 26 и труба 32 ограничивают первое относительно большое кольцевое пространство 34 (см. фиг. 2С) и относительно узкий проход 36, одним своим концом открытый в кольцевое пространство 34, а другим своим концом открытый во внутреннее пространство корпуса 24.
В кольцевое пространство 34 через проходящий в радиальном направлении проход 36 (см. фиг. 2В) может поступать струя сжатой газообразной среды, такой как воздух. По мере заполнения пространства 34 сжатым воздухом, этот воздух поступает через осевой проход 36 во внутреннее пространство или в главный канал 22 корпуса 24 параллельно оси В-В. При протекании сжатого воздуха через главный канал его давление падает практически до атмосферного. Поступление потока изначально сжатого воздуха в главный канал в осевом направлении и протекание этого потока в главном канале дальше по тексту называется «перекрывающим обдувом». Перекрывающий обдув эффективно предотвращает повреждение защитного стеклянного окна оптической головки 20 мелкими отходами сварки, что очень сильно увеличивает срок ее службы.
Лазерная головка 20 выполнена с возможностью приема 500 мм лазерного луча и характеризуется фокусным расстоянием коллимирующей линзы 100 мм и фокусным расстоянием фокусирующей линзы 250-300 мм. Значения этих параметров приведены для примера, однако при таких значениях защитное окно может находиться на большем расстоянии от зоны сварки, нежели в системах известного уровня техники.
Благодаря своей конфигурации перемещаемый рабочий орган 14 позволяет создавать в главном канале отрицательный перепад давления для удаления не только мелких, но и крупных частиц, которые также образуются в зоне сварки. Такой перепад давления может быть создан с помощью канала 38 для впуска воздуха, который схематически показан пунктирной стрелкой на фиг. 2В и который может быть расположен в любом месте перед входом корпуса 24, или даже с помощью оптической головки, используемой (помимо прочего) в качестве воздухонаправляющего устройства. Этот второй поток воздуха поступает в главный канал, как сказано выше, под давлением, уровень которого ниже уровня давления первого потока сжатого воздуха, и, следовательно, с меньшей скоростью. Предпочтительно, второй поток характеризуется атмосферным давлением. В конечном итоге, давление второго потока выбирают так, чтобы устранить завихрения воздуха, которые характерны для перекрестного обдува сжатого воздуха, поступающего в главный канал с высокой скоростью, при использовании известных устройств.
В корпусе 24 рядом с прижимным наконечником 42 выполнен засасывающий канал 40 (см. фиг. 2А), открытый в главный канал 22 и сообщающийся с внешним источником 44 вакуума через шланг 46 для создания перепада давления между входным и выходным концами главного канала 22. Второй поток воздуха, входящий через канал 38, (см. фиг. 2В) всасывается в главный канал 22 в объеме, значительно превышающем объем воздуха перекрывающего обдува, находящегося в главном канале. Оба этих воздушных потока проходят вдоль оси на большом протяжении главного канала в одном направлении по существу под одинаковым относительно низким давлением. Сочетание однонаправленных потоков воздуха перекрывающего обдува и второго потока воздуха, проходящего в большом объеме с низкой скоростью, практически исключает их взаимовлияние, обеспечивает эффективный отвод мелких и крупных частиц отходов сварки и не оказывает отрицательного влияния на качество лазерного луча, проходящего через главный канал.
Как показано на фиг. 3 и 4, работа системы 10 шаговой сварки начинается с ее перемещения к группе наложенных друг на друга металлических заготовок 50 (см. фиг. 3А-4А). Рабочий орган 16 с пневматическим управлением (см. фиг. 4А) спускают в его самое нижнее положение за пределы заготовок 50. Такое перемещение этого рабочего органа предотвращает столкновение системы 10 шаговой сварки с группой заготовок 50, что зачастую происходит при работе известных систем шаговой сварки, которые не могут перемещать свой рабочий орган (опускать или поднимать) за пределы плоскости заготовок. В этом положении, далее называемом исходным положением, рабочий орган 14 с электрическим управлением в действие не приводят (см. на фиг. 3А и 4А).
Как показано на фиг. 3В и 4В, после сближения рабочего органа 16 с заготовками 50 пневматический механизм перемещает рабочий орган 16 к заготовкам предпочтительно до контакта с ними. Даже если изначально заготовки 50 были несколько выведены из заданного положения, рабочий орган 16 перемещает заготовки в заданное положение. Рабочий орган с электрическим управлением все еще деактивирован.
На фиг. 3С и 4С показана заключительная стадия позиционирования, на которой рабочий орган 14 с электрическим управлением перемещают в положение надавливания на заготовки. Рабочие органы, таким образом, создают силы, направленные прямо противоположно и частично компенсирующие друг друга, что существенно уменьшает нагрузку на опору 12 робота. Что даже более важно, заготовки 50 крепко прижимаются
друг к другу, если изначально они были сдвинуты и не находились в заданном положении. Понятно, что перемещаемый рабочий орган 16 и его исполнительное устройство при работе компенсируют неизбежные ошибки позиционирования робота относительно заготовок. По окончании сварки вышеуказанные действия повторяют в обратной последовательности.
На фиг. 5 показан пневматический механизм 52, управляющий рабочим органом 16. В силу конструкции системы 10 шаговой сварки ее масса составляет по меньшей мере половину массы системы шаговой сварки, раскрытой в документе ЕР 2149421 B1, который имеет общего владельца с настоящей заявкой и содержание которого во всей полноте включено в настоящий документ путем отсылки. Тем не менее, жесткость конструкции объекта настоящего изобретения приблизительно такая же, как и жесткость системы шаговой сварки, раскрытой в упомянутом документе, или даже выше.
Уменьшение массы достигнуто путем создания замкнутой механической кинематической цепи, в которой практически все силы, связанные с перемещением системы шаговой сварки, сходятся на центральной колонне 54. Например, монтажная база 18, которой система шаговой сварки прикреплена к роботу, сцеплена с колонной напрямую. По направляющим вдоль одной стороны колонны 54, например по рельсам 58, скользит рама 56, несущая лазерную оптическую головку, электрическое исполнительное устройство рабочего органа 14, приводные механизмы линейного и синусоидообразного перемещения для обеспечения синусоидообразного движения луча на заданное расстояние, расположенные на одной из ее сторон, и рабочий орган 14, расположенный на противоположной стороне. Пневматический механизм 52 для управления рабочим органом 16 расположен на другой стороне.
Пневматический механизм 52 содержит две предварительно напряженные пружины 60, прикладывающие силу, по существу равную весу системы 10 шаговой сварки, к рабочему органу 16, удерживая его, таким образом, на набольшем расстоянии от рабочего органа 14, соответствующем исходному положению, показанному на фиг. 4А. Один из противоположных концов каждой пружины прикреплен с возможностью перемещения к рабочему органу 16, а второй конец может скользить вдоль канала 62, выполненного путем фрезерной обработки в опорной колонне 54.
Два пневматических цилиндра 64 находятся в одном ряду с соответствующими пружинами 60. В исходном положении давление в цилиндрах 64 ниже давления, оказываемого этими пружинами, что позволяет находиться им в полностью вытянутом состоянии. Когда рабочий орган 16 необходимо подвести к свариваемым заготовкам снизу, давление в цилиндрах 64 увеличивают до определенного уровня, при котором пружины 60 сжимаются, в результате чего рабочий орган 16 контактирует с заготовками и перемещает их вверх, если рабочий орган 16 находится снизу, а заготовки расположены ниже заданного положения относительно положения робота. Если заготовки изначально расположены выше заданного положения, рабочий орган 16 перемещают в положение сварки, как показано на фиг. 3С и 4С, и находящийся сверху рабочий орган 14 с электрическим управлением перемещает заготовки вниз в положение сварки.
Давление, создаваемое в цилиндре 64, зависит от положения системы 10 шаговой сварки. Когда рабочий орган 16 системы 12 шаговой сварки находится ниже второго рабочего органа 14, к пружине требуется приложить относительно малую силу для подвода рабочего органа 16 к заготовкам 50. И наоборот, если рабочий орган 16 находится выше рабочего органа 14, сила, прикладываемая к пружине и достаточная для сжатия этой пружины, приблизительно в два раза больше силы упругости пружины. В известных системах шаговой сварки обычно оператор вручную вводит данные о положении.
В раскрываемой системе 10 шаговой сварки положение рабочих органов регистрируется автоматически системой 66 определения положения. После определения положения сигнал, генерируемый датчиком 66, поступает в центральный процессор или контроллер, и в цилиндре 64 устанавливается заданное давление. После окончания сварки пружины перемещают в исходное положение.
На фиг. 6 представлена структурная схема, поясняющая работу системы контроля качества сварного шва. По мере движения лазерного луча и свариваемых заготовок относительно друг друга на заданную длину при синусоидообразном перемещении оптической головки заданной частоты происходит плавление наложенных друг на друга листов, сопровождающееся образованием канала, проходящего через переднюю и заднюю заготовки. По мере дальнейшего перемещения луча расплавленный металл заполняет этот канал, после того как этот канал будет пройден лазерным лучом. По измеренной интенсивности прошедшего сквозь материал лазерного луча можно судить о качестве сварного шва. Если измеренная интенсивность превышает опорное значение, как объяснено ниже, значит, канал слишком большой, и выходную мощность лазера уменьшают. И наоборот, если измеренная интенсивность ниже опорного значения, выходную мощность лазера увеличивают.
Уровень лазерного излучения регистрируют оптическим датчиком 70, генерирующим сигнал, который усиливается в усилителе 72 и далее преобразуется в аналого-цифровом преобразователе 74. Измеренное значение светового излучения характеризуется высоким или низким уровнем интенсивности, причем высокая интенсивность соответствует пиковым значениям светового излучения. Микроконтроллером 76 определяются среднее (Vav) и пиковое (Vpeak) значения мощности сигнала. Контроллер может относиться к интегральным схемам типа программируемой пользователем вентильной матрицы (ППВМ) (FPGA, от англ. field programmable gate array), которая может выполнять различные функции, в том числе, например, функции интегратора и пикового детектора, и которая характеризуется легким весом. Определенные значения мощности обрабатываются анализатором 80, выдающим управляющий сигнал, соответствующий отношению значений Vav к Vpeak. Этот сигнал в качестве обратной связи поступает через цепь 82 обратной связи в центральный процессор 84. Если указанное отношение меньше или больше опорного значения, процессор 84 выдает управляющий сигнал, поступающий на источник питания, выполненный с возможностью увеличения или уменьшения мощности лазерного излучения.
На фиг. 7 представлен пример реализации системы контроля качества сварного шва, показанной на фиг. 6. Рабочий орган 16 с пневматическим управлением содержит сквозное гнездо под датчик 70. Это гнездо выполнено в полом основании 86 Г-образного рабочего органа 16. При сварке лазерный луч отражается от нижней части рабочего органа или от отражающего экрана любого типа, расположенного во внутреннем пространстве рабочего органа. Отраженный свет регистрируется датчиком 70. Вышеописанные средства управления могут быть реализованы в разных конфигурациях. Вместо сочетания рабочего органа и оптического датчика может быть использован улавливатель света любой другой конфигурации, расположенный на задней стороне зоны сварки, и, необязательно, его внутреннее пространство может быть защищено от проникновения окружающего света. Таким образом, лазером, входящим в состав раскрываемой конфигурации с одним рабочим органом, также можно управлять в соответствии с вышеописанным методом. Кроме того, датчик 70 может быть расположен таким образом, чтобы регистрировать прямой свет, а не отраженный.
При сварке во внутреннее пространство компонента 86 рабочего органа через не имеющий дна прижимной наконечник 88 могут попадать отходы. Если их не удалять, накопленные отходы могут повредить этот компонент и в общем отрицательно повлиять на качество сварного шва. Для предотвращения накапливания отходов пустое внутреннее пространство компонента 86 сообщается с внешним насосом 90. Этот насос может быть насосом 44, показанным на фиг. 4А, или другим насосом, который может создавать перепад давления, достаточный для удаления отходов через шланг. Помимо возможности удаления отходов путем создания отрицательного перепада давления компонент 86 может иметь отцепляемую нижнюю часть для дополнительного извлечения скопившихся отходов.
На фиг. 8 представлены некоторые компоненты раскрываемой системы 10 шаговой сварки. Как описано выше, центральный опорный элемент, колонна 54, принимает все кинематические нагрузки, связанные с перемещением системы шаговой сварки. Рама 56, поддерживающая помимо прочего рабочие органы 14 и 16, содержит пластину 92, которая может скользить в осевом направлении вдоль колонны 54 вместе с приводными механизмами 94 и 96 синусоидообразного и линейного перемещения соответственно. Посредством электродвигателя к пластине 92 через механическую передачу 98 вдоль линий прикладывают силу. Рабочий орган 14 прикреплен с возможностью перемещения к пластине 92 и может линейно перемещаться в положение сварки, в котором прижимные наконечники 88 и 100 соответствующих рабочих органов 16 и 14 примыкают к передней и задней заготовкам, благодаря чему лазерное излучение не выходит за пределы зоны сварки, геометрически ограниченной элементами наконечников. Зона сварки настолько хорошо уплотнена, что, несмотря на уровень мощности лазерного излучения в несколько тысяч ватт, лазер сертифицирован как лазер 1-го класса.
Как показано на фиг. 9, рабочий орган 14 с электрическим управлением изначально находится в исходном положении, которое соответствует наибольшему расстоянию между рабочими органами. При работе рабочий орган 14 сначала перемещают под действием вала 102, соединенного с электродвигателем 104, с первой линейной скоростью в разомкнутое положение, в котором рабочий орган 14 отстоит от рабочего органа 16 на меньшее расстояние по сравнению с нахождением в исходном положении. Вал 102 соединен с рамой 56, которая может двигаться по линейной опоре 108 качения вдоль направляющих рельсов 110, которые в свою очередь прикреплены к колонне 54. Перемещение рабочего органа 14 в разомкнутое положение отслеживается, и в случае обнаружения какого-либо объекта на пути перемещения рабочий орган останавливается в ожидании удаления объекта. Рабочий орган 14 далее перемещают в сомкнутое положение, находящееся ближе к зоне сварки и, следовательно, к рабочему органу 16 со второй скоростью, которая ниже первой скорости. Сомкнутое положение соответствует заданному расстоянию до заготовки, которое зависит от толщины заготовки. В конце, рабочий орган 14 перемещают в положение сварки/захвата, в котором он прижимается к заготовке с заданной силой.
На фиг. 10 представлен защитный механизм, предотвращающий испускание лазерного луча, в случае неплотного контакта наконечников 88 и 100 соответственно с заготовкой и в случае повреждения наконечника 100 рабочего органа 14, сопровождающегося его неправильной работой. Защитный механизм соединен с прижимным наконечником 100 рабочего органа 14 и содержит два предварительно напряженных вывода 112, которые могут перемещаться в осевом направлении и проходят вдоль соответствующих сторон прижимного наконечника 100. В исходном предварительно напряженном состоянии оба вывода 112 проходят за пределы кромки наконечника 100 на определенное расстояние. Если передняя заготовка и рабочий орган 14 расположены правильно, оба вывода 112 касаются поверхности этой заготовки. Если же передняя заготовка и рабочий орган 14 расположены неправильно, по меньшей мере один из выводов 112 не нажимает на заготовку и лазерный луч не испускается.
Защитный механизм дополнительно содержит провод 114, находящийся в электрическом контакте с каждым из выводов 112 и последовательно соединенный с ними. Если по меньшей мере один из этих компонентов не проводит сигнал, который должен поступить в микроконтроллер, цепь остается разомкнутой и контроллер не выдает управляющий сигнал на источник питания лазера, который, таким образом, остается неактивным.
Провод 114 установлен на небольшом расстоянии от кромки наконечника 100 в замкнутой канавке, проходящей по периметру этого наконечника. В случае повреждения наконечника 100 и прямого контакта провода 114 с поверхностью передней заготовки этот провод легко ломается, в результате чего предотвращается испускание лазерного луча.
На фиг. 11 показан наконечник 100, однако описание следующего признака относится также и к другому наконечнику 88. Чтобы исключить чрезмерный износ контактных поверхностей соответствующих наконечников 88 и 100, с контактной поверхностью соединена защитная пластина 101. Пластина 101 выполнена из упрочненной стали и может быть приварена к контактной поверхности, хотя это может усложнить замену данной пластины, если возникнет такая необходимость.Предпочтительно, пластина 101 является съемной и крепится к контактной поверхности посредством фиксаторов 103.
Если пластина 101 крепится фиксаторами 103, на ее внутренней поверхности выполнена канавка под провод 114. Если пластина 101 приваривается, между контактной поверхностью и пластиной 101 помещают трубку перед сваркой этих частей. Через эту трубку затем протягивают провод 114. Применение пластины 101 не только увеличивает срок службы наконечника. Это также облегчает сборку раскрываемой системы и ее техническое обслуживание.
На фиг. 12 проиллюстрирована работа системы 10 шаговой сварки. Следует отметить, что все контроллеры, объединенные в схеме управления системой 10 шаговой сварки, построены на базе ППВМ (FPGA), что значительно уменьшает общую массу всего аппарата по сравнению с системами шаговой сварки или сварочными клещами, имеющими похожую конфигурацию и построенными на базе программируемого логического контроллера (ПЛК) (PLC, от англ. programmable logical controller).
После подачи питания внешний источник сжатой среды включает перекрывающий обдув в главном канале 22 (см. фиг. 2А) рабочего органа 14 с электрическим управлением (стадия 120). Одновременно с включением перекрывающего обдува или после включения перекрывающего обдува запускают двигатель 104 (см. фиг. 8), который работает до тех пор, пока не будут установлены заданное давление на заготовку, длина сварного шва и частота колебаний (стадии 122 и 124 соответственно). После выполнения всех вышеуказанных стадий рабочий орган 16 с пневматическим управлением перемещают за пределы плоскости свариваемых заготовок, а затем подводят в заданное положение (стадии 121 и 123 соответственно).
Далее, двигатель 104 начинает перемещать рабочий орган 14 из исходного положения в разомкнутое положение (стадия 126). По мере движения рабочего органа 16 к разомкнутым положениям с относительно высокой скоростью осуществляют непрерывное наблюдение за наличием препятствий на пути (стадия 128). Дальнейшее перемещение рабочего органа 14 в сомкнутое положение (стадия 130) осуществляют с относительно низкой скоростью. В довершение этого, рабочий орган 14 перемещают в положение сварки для обеспечения заданного давления на заготовку (стадия 132).
В положении сварки проверяют наличие контакта между наконечником 100 и поверхностью заготовок (стадия 134). После или до проверки наличия этого контакта запускают насос 44 (см. фиг. 2А) для создания перепада давления с целью вывода всех потоков воздуха весте с отходами сварки. Только после всех вышеуказанных действий лазер испускает луч и начинается сварка (стадия 136). В процессе сварки анализируют качество шва (стадия 138). При необходимости корректируют выходную мощность лазера (стадия 140). По окончании сварки рабочие органы отводят в соответствующие исходные положения, и все рабочие органы могут быть деактивированы (стадия 150).
Проиллюстрированы и описаны наиболее практические и предпочтительные варианты осуществления настоящего изобретения, однако специалистам в области техники будет ясно, что возможны модификации раскрытых конфигураций и способов без отклонения от сути и объема настоящего изобретения. Например, вместо волоконных лазеров в раскрытой конфигурации могут быть использованы обычные лазеры других типов. Таким образом, настоящее изобретение не ограничивается конкретными конструкциями, описанными и проиллюстрированными применительно, например, к волоконным лазерам, и может быть реализовано в сочетании со всеми модификациями, охватываемыми объемом прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕМЕЩАЕМЫЕ ВРУЧНУЮ КЛЕЩИ ЛАЗЕРНОЙ СВАРКИ | 2013 |
|
RU2651518C2 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Способ лазерной сварки разнородных металлических сплавов | 2021 |
|
RU2763706C1 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| МНОГОЛУЧЕВАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБЫ СВАРКИ | 2016 |
|
RU2708727C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |

Изобретение относится к области лазерной шаговой шовной сварки для соединения двух или более металлических заготовок, наложенных друг на друга. Система содержит источник лазерного излучения, опорную колонну, оптическую головку для фокусировки лазерного луча в зоне сварки, установленную с возможностью перемещения в осевом направлении вдоль опорной колонны, рабочий орган, установленный на опорной колонне с возможностью перемещения вместе с оптической головкой в положение сварки и с возможностью нажима на переднюю металлическую заготовку перед зоной сварки с заданной силой, уловитель лазерного излучения, расположенный с обратной стороны задней металлической заготовки напротив зоны сварки с датчиком для регистрации светового излучения, проникающего через зону сварки, и контроллер, выполненный с возможностью формирования корректировки силы нажима между свариваемыми заготовками. Использование изобретения позволяет повысить качество сварного соединения. 2 н. и 15 з.п. ф-лы, 12 ил. 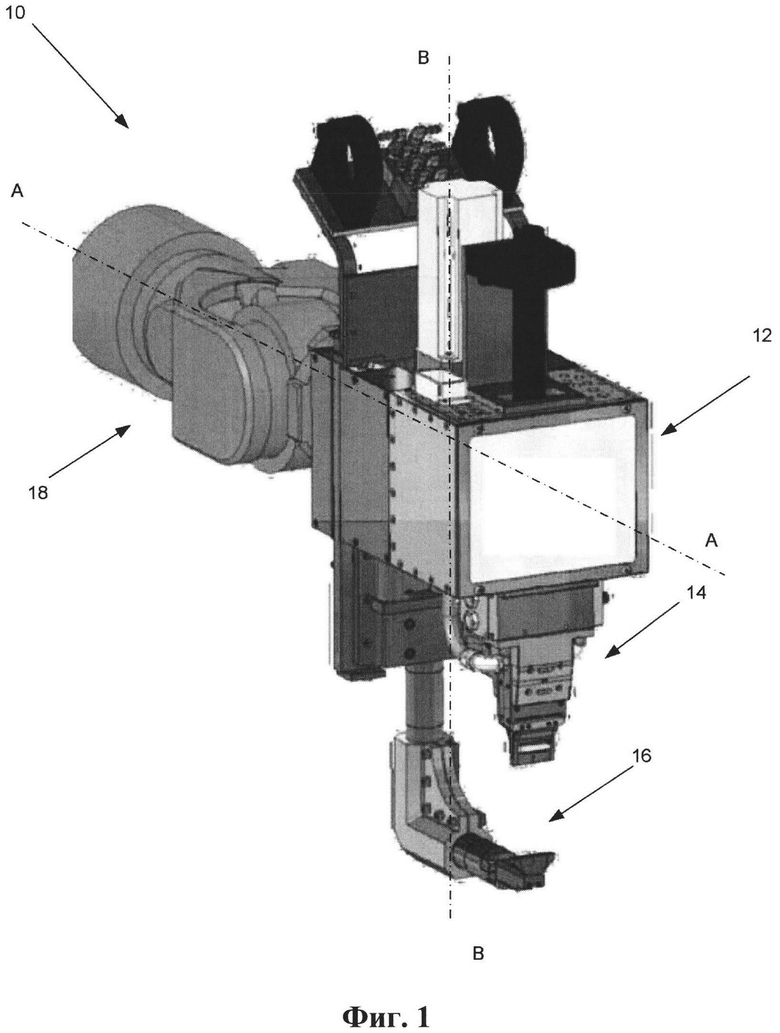
1. Система лазерной шаговой шовной сварки для соединения наложенных друг на друга металлических заготовок, содержащая
источник лазерного излучения,
удлиненную вдоль своей продольной оси опорную колонну,
оптическую головку с оптическими средствами для фокусировки лазерного луча вдоль его траектории через защитное окно оптической головки в зоне сварки, установленную с возможностью перемещения в осевом направлении вдоль опорной колонны, и
первый рабочий орган, установленный на опорной колонне вдоль указанной траектории после защитного окна, соединенный с оптической головкой с возможностью осевого перемещения между исходным положением и положением сварки и имеющий внутри себя удлиненный главный канал, ограниченный внутренней периферийной поверхностью, с открытыми входным и выходным концами и с возможностью распространения через него в осевом направлении
лазерного луча,
первого перемещающегося в осевом направлении потока сжатой газообразной среды и
второго перемещающегося в осевом направлении потока сжатой газообразной среды для уменьшения контакта между защитным окном и отходами сварки, движущимися в главном канале, причем давление второго потока ниже, чем давление первого потока для предотвращения образования завихрений воздуха,
при этом первый рабочий орган выполнен с возможностью прижима одной из металлических заготовок в положении сварки и
изолирования зоны сварки для предотвращения распространения лазерного излучения за пределы зоны сварки.
2. Система по п. 1, дополнительно содержащая первый источник вакуума, сообщающийся с выходным концом главного канала для отвода через него указанных первого и второго потоков с отходами сварки из главного канала путем создания перепада давления между его входным и выходным концами.
3. Система по п. 1, дополнительно содержащая
второй рабочий орган, прикрепленный с возможностью отсоединения к опорной колонне, и установленные на первый и второй рабочие органы с возможностью отсоединения и выровненные относительно друг друга первый и второй прижимные наконечники для поддержки и прижима свариваемых металлических заготовок с заданной силой в процессе сварки лазерным лучом.
4. Система по п. 3, дополнительно содержащая
оптический датчик для регистрации уровня лазерного излучения, проникающего через свариваемые заготовки, и
контроллер, выполненный с возможностью приема сигнала от оптического датчика, сравнения уровня проникающего лазерного излучения с опорным значением и коррекции мощности лазерного излучения при несовпадении измеренного уровня с опорным значением для улучшения качества сварного шва.
5. Система по п. 4, в которой второй рабочий орган установлен с возможностью перемещения на колонне и выполнен Г-образным из двух соединенных частей, вторая из которых имеет полость, ограниченную внутренней поверхностью и предназначенную для отражения проникающего в нее лазерного излучения в направлении оптического датчика.
6. Система по п. 5, дополнительно содержащая второй источник вакуума, сообщающийся со свободным концом второй части Г-образного второго рабочего органа для создания перепада давления в указанной полости, достаточного для удаления из нее отходов сварки.
7. Система по п. 5, в которой Г-образный второй рабочий орган выполнен со съемной нижней частью, установленной с возможностью перемещения для удаления из нее накапливающихся отходов сварки.
8. Система по п. 5, дополнительно содержащая соединенное с колонной пневматическое исполнительное устройство для перемещения второго рабочего органа в осевом направлении от свариваемых металлических заготовок для предотвращения столкновения с ними и в противоположном осевом направлении к металлическим заготовкам.
9. Система по п. 8, в которой пневматическое исполнительное устройство содержит
предварительно напряженные пружины, создающие первую силу, предотвращающую свободное перемещение второго рабочего органа в осевом направлении к металлическим заготовкам, и
пневматические цилиндры, каждый из которых соединен с предварительно напряженной пружиной для приложения второй силы к пружине для ее сжатия и перемещения второго рабочего органа в осевом направлении к заготовкам, когда вторая сила превысит первую силу.
10. Система по п. 9, дополнительно содержащая датчик положения для определения положения рабочих органов относительно друг друга, причем, когда второй рабочий орган находится ниже первого рабочего органа, вторая сила, прикладываемая к пружине и достаточная для перемещения второго рабочего органа, больше второй силы, когда второй рабочий орган находится выше первого рабочего органа.
11. Система по п. 1, в которой первый рабочий орган имеет
корпус с периферийной поверхностью, выполненный в форме усеченного конуса, сужающегося к выходному концу,
фланец с углублением, периферийная стенка которого сужается к выходному концу и в осевом направлении перекрывает область на входе корпуса, и
Т-образную трубу, вставленную в углубление фланца и проходящую в осевом направлении в корпус, перекрывая входной конец корпуса с образованием кольцевого пространства с фланцем и узкого осевого прохода с корпусом, причем кольцевое пространство и осевой проход сообщаются так, что первый поток газообразной среды поступает в указанное пространство и протекает далее в осевом направлении через указанный проход в главный канал к выходному концу корпуса.
12. Система по п. 11, которая дополнительно снабжена
опорной пластиной для размещения на ней первого рабочего органа, установленной на колонне с возможностью перемещения вдоль нее,
соединенными с опорной пластиной
первым исполнительным устройством для линейного перемещения опорной пластины вдоль колонны,
вторым исполнительным устройством для линейного перемещения первого рабочего органа при формировании шва заданной длины и
третьим исполнительным устройством для перемещения первого рабочего органа при формировании сварного шва синусоидальной формы.
13. Система по п. 12, в которой первое исполнительное устройство выполнено с возможностью линейного перемещения первого рабочего органа в различные положения, в том числе:
в исходное положение, в котором первый рабочий орган отстоит от заготовок на первое расстояние,
в разомкнутое положение, в котором первый рабочий орган отстоит от заготовок на второе расстояние, которое меньше первого расстояния,
в сомкнутое положение, в котором первый рабочий орган находится между разомкнутым положением и заготовками, и
в положение захвата, в котором первый рабочий орган нажимает на заготовку с заданной силой.
14. Система по п. 12, в которой первое исполнительное устройство выполнено с возможностью перемещения опорной пластины между исходным и разомкнутым положениями первого рабочего органа с линейной скоростью, которая выше линейной скорости перемещения опорной пластины между разомкнутым и сомкнутым положениями первого рабочего органа.
15. Система по п. 1, в которой источник лазерного излучения выполнен в виде волоконного лазера.
16. Система по п. 3, в которой контактные поверхности каждого из прижимных наконечников снабжены съемной защитной пластиной, выполненной из упрочненной стали.
17. Система шаговой шовной сварки для соединения металлических заготовок, отстоящих друг от друга на заданном расстоянии, содержащая
источник лазерного излучения,
удлиненную вдоль своей продольной оси опорную колонну,
оптическую головку с оптическими средствами для фокусировки лазерного луча вдоль его траектории в зоне сварки, установленную с возможностью перемещения в осевом направлении вдоль опорной колонны,
рабочий орган, установленный на опорной колонне вдоль указанной траектории с возможностью перемещения вместе с оптической головкой в положение сварки и с возможностью нажима на переднюю металлическую заготовку перед зоной сварки с заданной силой для предотвращения распространения лазерного излучения за пределы зоны сварки в процессе сварки и сохранения заданного расстояния между заготовками,
уловитель лазерного излучения, расположенный с обратной стороны задней металлической заготовки напротив зоны сварки и имеющий внутреннюю часть, выполненную с возможностью приема светового излучения, проникающего через зону сварки, и предотвращения выхода принятого излучения за пределы уловителя,
датчик, установленный в уловителе для регистрации уровня светового излучения в указанной внутренней части, и
контроллер, выполненный с возможностью сравнения сигнала, поступающего от упомянутого датчика, с опорным значением и выдачи управляющего сигнала для корректировки силы нажима для поддержания заданного расстояния между металлическими заготовками.
| US 5681490 A, 28.10.1997 | |||
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| US 5045669 A, 03.09.1991 | |||
| US 2011278265 A1, 17.11.2011 | |||
| DE 10326992 A1, 05.01.2005 | |||
| DE 102008060384 B3, 01.04.2010. | |||

