Область техники, к которой относится изобретение
[0001] Настоящее раскрытие изобретения относится к способу обработки санитарно-гигиенических бумажных изделий (tissues -бумажных салфеток, бумажных полотенец, туалетной бумаги и т.п.), в частности, санитарно-гигиенических бумажных изделий такого типа, которые поставляются в виде стопы фальцованных отдельных санитарно-гигиенических бумажных изделий, предназначенных для использования в диспенсерах. Раскрытие изобретения, в частности, относится к способу и устройству для спрессовывания удлиненных стоп таких санитарно-гигиенических бумажных изделий для формирования спрессованных логов из санитарно-гигиенических бумажных изделий.
Предшествующий уровень техники
[0002] Стопы впитывающего санитарно-гигиенического бумажного материала используются для поставки материала в виде ленты пользователям для вытирания, высушивания и/или очистки. Обычно стопы санитарно-гигиенического бумажного материала (tissue paper material) предназначены для ввода в диспенсер, который облегчает подачу санитарно-гигиенического бумажного материала конечному пользователю. Кроме того, стопы обеспечивают удобную форму для транспортировки фальцованного санитарно-гигиенического бумажного материала. Для этого стопы часто предусматривают с упаковкой для сохранения и защиты стопы во время ее транспортировки и хранения.
[0003] Соответственно, поставляются упаковки, содержащие стопу санитарно-гигиенического бумажного материала и соответствующий упаковочный материал. Существует стремление уменьшить объем транспортируемого материала во время транспортировки упаковок, содержащих санитарно-гигиенический бумажный материал. Как правило, объем упаковки, включающей в себя стопу санитарно-гигиенического бумажного материала, включает значительные количества воздуха между панелями и внутри панелей из санитарно-гигиенического бумажного материала. Следовательно, может быть обеспечена существенная экономия затрат, если объем упаковки можно было бы уменьшить так, чтобы бóльшие количества санитарно-гигиенического бумажного материала можно было транспортировать, например, в расчете на поддон или грузовой автомобиль.
[0004] Кроме того, при заполнении диспенсера, предназначенного для подачи санитарно-гигиенического бумажного материала пользователям, существует стремление уменьшить объем стопы, подлежащей вводу в диспенсер, с тем, чтобы большее количество санитарно-гигиенического бумажного материала можно было ввести в фиксированный объем для размещения в диспенсере. Если большее количество санитарно-гигиенического бумажного материала может быть введено в диспенсер, диспенсер потребует менее частого повторного заполнения. Это обеспечивает возможность экономии затрат с учетом уменьшенной потребности в обслуживании диспенсера.
[0005] Пример санитарно-гигиенической бумаги такого типа, к которому относится настоящее раскрытие изобретения, имеется в документе WO2012/087211, содержание которого полностью включено в настоящую заявку путем ссылки. В этом документе подробно разъяснены потребность и преимущества, связанные с бóльшим сжатием стоп санитарно-гигиенических бумажных изделий, различные санитарно-гигиенические бумажные материалы, для которых оно применимо, и соответствующие способы фальцовки и чередования слоев. В нем также описан ряд способов спрессовывания пачек санитарно-гигиенических бумажных изделий. В некоторых вариантах осуществления предлагаются наклонные ремни или валики, которые обеспечивают постепенное уплотнение стопы санитарно-гигиенических бумажных изделий по мере их продвижения вдоль некоторой траектории в непрерывном процессе. В других вариантах осуществления одна или более стоп могут быть спрессованы между плитами в периодическом процессе. Тем не менее, несмотря на то, что в данном документе указано, что такие стопы могут быть спрессованы до относительно высоких плотностей, в нем не указаны определенные проблемы, которые связаны со спрессовыванием стопы при давлениях, превышающих ранее принятые значения давлений.
[0006] Другой пример спрессовывания санитарно-гигиенической бумаги приведен в документе WO 2016/209124, содержание которого также полностью включено в настоящую заявку путем ссылки. В этом документе также описано использование сходящихся конвейеров для спрессовывания стопы санитарно-гигиенической бумаги в непрерывном процессе.
[0007] Несмотря на то, что непрерывные процессы спрессовывания стоп санитарно-гигиенических бумажных изделий в теории могут казаться приемлемыми, на практике такое спрессовывание неплотно уложенных в стопу, санитарно-гигиенических бумажных изделий для формирования компактного, сильно спрессованного удлиненного лога является непростым. Чем больше сжатие, тем сильнее тенденция верхнего и нижнего санитарно-гигиенических бумажных изделий оказаться поврежденными или измятыми вследствие приложенного высокого давления и наклонного положения сжимающих поверхностей. В частности, в случае лога с длиной более 1,5 метра первая часть лога может быть спрессована равномерно, в то время как задняя часть лога может стабильно оказываться более деформированной. Такое измятое состояние создает неприглядный вид и позднее также может повлиять на легкость выдачи. Фактическое повреждение санитарно-гигиенической бумаги может увеличиваться во время производственного цикла и в конце концов приводить к отказу машины. Спрессовывание между статическими плитами в периодическом процессе может обеспечить уменьшение остроты некоторых проблем, но за счет эффективности, поскольку затруднено включение такого процесса в высокопроизводительную производственную линию.
[0008] Для малообъемных диспенсеров для санитарно-гигиенических бумажных изделий может быть несущественным, если первое или последнее санитарно-гигиеническое бумажное изделие в стопе из сотен санитарно-гигиенических бумажных изделий будет повреждено или будет иметь неприглядный вид. В случае объемных диспенсеров может существовать стремление соединить последнее санитарно-гигиеническое бумажное изделие в пачке с первым санитарно-гигиеническим бумажным изделием из следующей пачки для обеспечения непрерывной подачи санитарно-гигиенических бумажных изделий из диспенсера. Это может потребовать выполнения соответствующих скрепляющих элементов на первом и/или последнем санитарно-гигиенических бумажных изделиях из пачки. Если это имеет место, может оказаться существенным то, чтобы верхнее и нижнее санитарно-гигиенические бумажные изделия в пачке или стопе находились в хорошем состоянии.
Сущность изобретения
[0009] В соответствии с вариантами осуществления настоящего изобретения описан способ спрессовывания удлиненной стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий для формирования лога из санитарно-гигиенических бумажных изделий, при этом способ включает: выполнение стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий, имеющей некоторую длину стопы; транспортирование стопы вдоль траектории спрессовывания от входного конца к выходному концу, при этом траектория спрессовывания образована между первой и второй противолежащими поверхностями транспортирования, предусмотренными на первом и втором прессующих элементах; перемещение, по меньшей мере, первого прессующего элемента по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, для спрессовывания стопы и формирования лога, при этом траектория спрессовывания имеет длину, которая больше длины стопы, и во время спрессовывания стопа перемещается вдоль траектории спрессовывания относительно прессующих элементов. Во время этого процесса стопа будет сжиматься от первой высоты до второй высоты, соответствующей второму интервалу.
[0010] При обеспечении перемещения стопы вдоль траектории транспортирования во время спрессовывания может быть осуществлена обработка стопы на производственной линии в непрерывном процессе. Кроме того, перемещение, по меньшей мере, первого прессующего элемента по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, для спрессовывания стопы гарантирует то, что стопа будет сжиматься симметрично, как было бы в случае периодического процесса, что позволяет избежать какого-либо перекашивания стопы и повреждения верхнего и самого нижнего санитарно-гигиенических бумажных изделий. Как правило, направление перемещения стопы вдоль траектории спрессовывания может упоминаться как направление транспортирования, выровненное относительно направления длины стопы. В отличие от существующих непрерывных систем со сближающимися валиками или тому подобным поверхности транспортирования могут оставаться параллельными друг другу и направлению транспортирования. Перемещение первого прессующего элемента будет происходить в направлении спрессовывания, соответствующем направлению высоты стопы и по существу перпендикулярном к направлению транспортирования. Рядом с боковыми сторонами стопы могут быть предусмотрены направляющие для направления ее в направлении ширины, при этом следует понимать, что размер стопы по ширине, как правило, не будет существенно изменяться во время этапа спрессовывания для формирования лога. Может быть сделан допуск на отклонение ширины пачки, составляющее до 10%.
[0011] В дальнейшем упоминаются процесс и устройство, в которых стопа перемещается горизонтально и только первый прессующий элемент перемещается вертикально. Однако следует понимать, что способ может быть реализован при альтернативных конфигурациях при перемещении, происходящем вертикально или под углом, и при спрессовывании в любом одном из двух направлений или в обоих направлениях. Кроме того, предусмотрено, что упоминание лога означает упоминание стопы в ее спрессованном состоянии.
[0012] В варианте осуществления первая и вторая поверхности транспортирования образованы конвейерными лентами, которые удерживаются первым и вторым прессующими элементами, и способ включает приведение конвейерных лент в движение для транспортирования стопы вдоль траектории спрессовывания. При приведении в движение поверхностей транспортирования, находящихся в контактном взаимодействии со стопой, может быть обеспечено то, что верхнее и самое нижнее санитарно-гигиенические бумажные изделия не будут подвергаться никакому смещению друг относительно друга, поскольку они спрессовываются относительно поверхности транспортирования, которая фактически выполняет спрессовывание.
[0013] Поскольку перемещение первого прессующего элемента из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, требует определенного времени, длина траектории спрессовывания предпочтительно превышает длину стопы на величину, которая соответствует, по меньшей мере, расстоянию, на которое перемещается стопа во время хода спрессовывания. Траектория спрессовывания может быть длиннее на величину, составляющую 2 метра, или длиннее на величину, составляющую 2,4 метра, или даже длиннее на величину, составляющую 2,75 метра. Также следует понимать, что желательно, чтобы первый прессующий элемент начинал перемещаться по направлению к стопе и для ввода в контактное взаимодействие со стопой только после того, как стопа будет полностью размещена на траектории спрессовывания. Следует понимать, что часть входного конца может быть выполнена с незначительным расширением или скруглением, если это желательно для содействия вводу заднего конца стопы до завершения хода спрессовывания.
[0014] Также следует понимать, что желательно, чтобы первый прессующий элемент был перемещен в положение, соответствующее второму интервалу, до того, как передний конец лога выйдет с траектории спрессовывания. В данном случае и выше упоминается второй интервал. Следует понимать, что этот интервал может быть или точно заданным, или переменным в зависимости от реализации системы, предназначенной для обеспечения перемещения прессующего элемента. Данная система может обеспечить перемещение прессующего элемента в положение в абсолютной системе координат, например, до фиксированного упора, или может обеспечить его перемещение на основе необходимого конечного давления. В предпочтительном варианте осуществления перемещение определяется конечным давлением, и фактический достигаемый интервал будет изменяться в пределах допусков в зависимости от других факторов, таких как структура санитарно-гигиенической бумаги и скорость работы.
[0015] В одном варианте осуществления первый прессующий элемент содержит множество прессующих компонентов, выровненных вдоль траектории спрессовывания между входным концом и выходным концом и выполненных с возможностью перемещения при по меньшей мере частичной независимости друг от друга. Способ может включать перемещение первого прессующего компонента, расположенного ближе всего к входному концу, из положения, соответствующего второму интервалу, назад в положение, соответствующее первому интервалу, как только задний конец лога будет перемещен за первый прессующий компонент. Первый прессующий элемент может содержать любое число прессующих компонентов в зависимости от выбранной конструкции и от длины стопы. Следует понимать, что второй прессующий элемент также может содержать множество прессующих компонентов, если это желательно. В частности, могут быть предусмотрены один, два, три, четыре, пять или более прессующих компонентов.
[0016] При разделении прессующего элемента на множество прессующих компонентов можно открыть/расширить часть траектории спрессовывания для ввода последующей стопы в то время, когда спрессованный лог по-прежнему находится в другой части траектории спрессовывания. При этом способ может включать перемещение последующей стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий во входной конец траектории спрессовывания до того, как задний конец лога выйдет из выходного конца траектории спрессовывания. Таким образом может быть достигнута бóльшая производительность обработки стоп санитарно-гигиенических бумажных изделий.
[0017] Способ может применяться для любой соответствующей стопы санитарно-гигиенических бумажных изделий, для которой требуется сильное спрессовывание для формирования лога. Как рассмотрено выше, его применение особенно целесообразно для стоп, для которых важна целостность верхнего и/или самого нижнего санитарно-гигиенических бумажных изделий. Согласно одному варианту осуществления способ может дополнительно включать наложение скрепляющей ленты на верхнее и/или нижнее санитарно-гигиенические бумажные изделия из стопы перед подачей стопы на траекторию спрессовывания. Во время транспортирования стопы по траектории спрессовывания и спрессовывания стопы скрепляющая лента может быть введена в контактное взаимодействие с поверхностями транспортирования без ее повреждения. Скрепляющая лента может быть наложена на стопу в непрерывном процессе, при этом стопа перемещается со скоростью, которая соответствует скорости перемещения стопы по траектории спрессовывания.
[0018] Способ может также включать обертывание лога материалом в виде ленты или материалами в виде лент для сохранения спрессованного состояния после выхода с траектории спрессовывания. Данный этап может включать подачу лога от траектории спрессовывания к устройству для обвязки и обертывание лога оберточной лентой. Устройство для обвязки может быть в значительной степени известным, хотя и выполненным с возможностью функционирования при высокой степени спрессовывания. Одно устройство для обвязки описано в документе WO06041435, содержание которого настоящим полностью включено в данный документ путем ссылки. Материал в виде ленты может быть приклеен к нему самому с помощью любых соответствующих средств, включая адгезив и термосварку, или с помощью дополнительных элементов, таких как клейкая лента, и должен быть достаточно прочным для выдерживания давления, обусловленного упругим последействием/обратным пружинением и действующего со стороны лога. Для этого используют бумагу с высокой прочностью на разрыв, такую как бумага на основе целлюлозы из первичного сырья, имеющая массу 1 м2, составляющую, по меньшей мере, 70 г/м2, предпочтительно, по меньшей мере, 90 г/м2 и даже свыше 100 г/м2, и предел прочности при растяжении в направлении вдоль высоты стопы, составляющий, по меньшей мере, 3,5 кН/м2, предпочтительно, по меньшей мере, 4,5 кН/м2, наиболее предпочтительно, по меньшей мере, 5,5 кН/м2.
[0019] Устройство для обвязки может быть соединено непосредственно с выходным концом траектории спрессовывания. Оно предпочтительно удерживает лог в спрессованном состоянии, соответствующем спрессованному состоянию на выходном конце траектории спрессовывания, в результате чего увеличивается период спрессовывания. Устройство для обвязки может быть предусмотрено с конвейерными лентами для транспортирования лога через устройство для обвязки, при этом расстояние между конвейерными лентами соответствует второму интервалу между первым и вторым прессующими элементами. Следует понимать, что это расстояние может быть при необходимости отрегулировано в зависимости от того, желательно ли увеличить или уменьшить спрессованность лога во время обертывания. Лог может перемещаться через устройство для обвязки с постоянной скоростью, которая может соответствовать скорости перемещения по траектории спрессовывания. Также может быть желательным включение станции удерживания, которая сохраняет давление на лог даже после завершения обертывания. В одном варианте осуществления устройство для обвязки, включающее в себя станцию удерживания, имеет длину, превышающую 3 метра, предпочтительно превышающую 4 метра или даже превышающую 5 метров для обеспечения надлежащего времени, которое необходимо для прохождения лога через устройство для обвязки под заданным давлением.
[0020] Способ может дополнительно включать резку лога, например, посредством разрезания на множество отдельных пачек санитарно-гигиенических бумажных изделий. Типовой лог имеет длину, составляющую более 1,5 метра, как правило, от приблизительно 1,8 метра до 2,6 метра, и может быть разрезан на 8-15 отдельных пачек, хотя следует понимать, что это будет зависеть от фактической требуемой ширины санитарно-гигиенического бумажного изделия. Этап разрезания может выполняться после обертывания лога, хотя не исключено то, что лог будут сначала подвергать разрезанию и затем обертыванию. Этот этап также может происходить в непрерывном процессе или в периодическом процессе (один лог за раз) или в пошаговом процессе (одна пачка за раз).
[0021] Как указано выше, применение способа особенно целесообразно в случае высоких давлений. Эти давления являются давлениями, которые обеспечивают спрессовывание санитарно-гигиенической бумаги до пределов, которые могут быть достигнуты без изменения свойств изделия. Способ в особенности применим для случая, в котором стопу спрессовывают при давлении, превышающем 120 кН/м2, предпочтительно превышающем 160 кН/м2 и при необходимости превышающем 225 кН/м2. При определенных обстоятельствах для конкретных структур санитарно-гигиенической бумаги могут потребоваться давления, составляющие от 300 кН/м2 до 600 кН/м2. Следует отметить, что значения давления, приведенные здесь и ниже, представляют собой средние значения, рассчитанные на основе конструкции машины и сил, имеющих место в машине. Фактические значения, имеющие место в санитарно-гигиеническом бумажном изделии, будут временными и могут отличаться от данных усредненных значений.
[0022] Давления, указанные выше, могут поддерживаться в течение значительного промежутка времени, когда лог перемещается по траектории спрессовывания и/или через любую последующую станцию удерживания, которая сохраняет давление. В определенных вариантах осуществления давление может поддерживаться в течение, по меньшей мере, 2 секунд для любой конкретной части лога. В зависимости от длины траектории спрессовывания и/или станции удерживания давление может поддерживаться в течение, по меньшей мере, 4 секунд или в течение более 6 секунд или более 8 секунд.
[0023] Кроме того, способ применим для любого сорта санитарно-гигиенической бумаги, которая может потребовать спрессовывания или обертывания, как описано в данном документе. Тем не менее он в особенности применим для санитарно-гигиенических бумажных изделий, которые предназначены для использования в объемных диспенсерах для санитарно-гигиенических бумажных изделий. Термин «санитарно-гигиеническая бумага» в данном документе следует понимать как мягкую впитывающую бумагу, имеющую поверхностную плотность, составляющую менее 65 г/м2 и, как правило, от 10 до 50 г/м2. Ее плотность в неспрессованном состоянии, как правило, составляет менее 0,30 г/см3, предпочтительно от 0,08 до 0,20 г/см3. Волокна, содержащиеся в санитарно-гигиенической бумаге, представляют собой в основном целлюлозные волокна из целлюлозы, механической древесной массы, термомеханической древесной массы, химикомеханической массы и/или химикотермомеханической массы (СТМР). Санитарно-гигиеническая бумага также может содержать волокна других типов, повышающие, например, прочность, впитывающую способность или мягкость бумаги. Впитывающий санитарно-гигиенический бумажный материал может включать в себя волокна из вторичного сырья или первичного сырья или их комбинацию.
[0024] В соответствии с одним аспектом способа, предложенного в данном документе, впитывающий санитарно-гигиенический бумажный материал может представлять собой материал, подвергнутый сухому крепированию, структурированный санитарно-гигиенический бумажный материал или комбинацию, по меньшей мере, материала, подвергнутого сухому крепированию, и, по меньшей мере, структурированного санитарно-гигиенического бумажного материала. Структурированный санитарно-гигиенический бумажный материал представляет собой полотно санитарно-гигиенического бумажного материала с трехмерной структурой. Структурированный санитарно-гигиенический бумажный материал может представлять собой материал TAD (Through-Air-Dried - подвергнутый сквозной сушке горячим воздухом), материал UCTAD (Uncreped-Through-Air-Dried - некрепированный материал, подвергнутый сквозной сушке горячим воздухом), материал, изготовленный по технологии ATMOS (Advanced-Tissue-Molding-System), материал, изготовленный по технологии NTT (New Tissue Technology от компании Valmet Technologies), или комбинацию любых из данных материалов. Комбинированный материал представляет собой санитарно-гигиенический бумажный материал, содержащий, по меньшей мере, два слоя, в котором один слой состоит из первого материала и второй слой состоит из второго материала, отличающегося от указанного первого материала.
[0025] При необходимости санитарно-гигиенический бумажный материал может представлять собой гибридную санитарно-гигиеническую бумагу. В настоящем раскрытии изобретения данная бумага определена как комбинированный материал, содержащий, по меньшей мере, один слой структурированного санитарно-гигиенического бумажного материала и, по меньшей мере, один слой материала, подвергнутого сухому крепированию. Слой структурированного санитарно-гигиенического бумажного материала предпочтительно может представлять собой слой материала TAD или материала ATMOS. В частности, комбинация может состоять из структурированного санитарно-гигиенического бумажного материала и материала, подвергнутого сухому крепированию, и предпочтительно состоит из одного слоя структурированного санитарно-гигиенического бумажного материала и одного слоя материала, подвергнутого сухому крепированию, например, комбинация может состоять из одного слоя материала TAD или ATMOS и одного слоя материала, подвергнутого сухому крепированию. Пример материала TAD известен из US 5 5853 547, пример материала ATMOS известен из US 7 744 726, US 7 550 061 и US 7 527 709, и пример материала UCTAD известен из EP 1 156 925.
[0026] При необходимости комбинированный материал может включать в себя материалы, отличные от упомянутых выше, например, такие как нетканый материал. В альтернативном варианте санитарно-гигиенический бумажный материал может быть свободен от нетканого материала.
[0027] Санитарно-гигиеническая бумага может быть спрессована от исходной плотности в стопе до конечной плотности в логе. При упоминании конечной плотности в дальнейшем понимается, что эта плотность представляет собой плотность обернутого лога после того, как произошло пружинение с прилеганием к обертке. Таким образом, стопа может быть спрессована до немного более высокой плотности и при прекращении спрессовывания и прилегании к обертке она будет приобретать немного меньшую плотность. Плотность в спрессованном состоянии в конце этапа спрессовывания может быть на 4% - 40% выше, чем плотность в обернутом состоянии после пружинения/упругого последействия, в зависимости от размещения и эффективности операции обертывания. В одном варианте осуществления это избыточная спрессованность может составлять приблизительно 15-25%.
[0028] Конечная плотность также будет зависеть от сорта санитарно-гигиенической бумаги, которую упаковывают. В одном варианте осуществления санитарно-гигиенические бумажные изделия состоят из структурированной санитарно-гигиенической бумаги, и конечная плотность составляет более 0,2 г/см3, при необходимости более 0,25 г/см3 и даже более 0,3 г/см3. В другом варианте осуществления санитарно-гигиенические бумажные изделия состоят из гибридной санитарно-гигиенической бумаги, и конечная плотность составляет более 0,25 г/см3, при необходимости более 0,3 г/см3 и даже более 0,4 г/см3. В дополнительном варианте осуществления санитарно-гигиенические бумажные изделия состоят из санитарно-гигиенической бумаги, подвергнутой сухому крепированию, и конечная плотность составляет более 0,3 г/см3, при необходимости более 0,35 г/см3 и даже более 0,45 г/см3. В большинстве случаев она будет больше 0,3 г/см3, при необходимости больше 0,4 г/см3 и даже больше 0,5 г/см3.
[0029] В одном варианте осуществления стопу спрессовывают до получения лога, имеющего высоту, которая составляет менее 70% от высоты исходной стопы, предпочтительно менее 60% и при необходимости даже менее 50% от высоты исходной неплотной стопы.
[0030] Фальцованные санитарно-гигиенические бумажные изделия могут быть предусмотрены с любой соответствующей формой, необходимой конечному пользователю. Чаще всего фальцованные санитарно-гигиенические бумажные изделия будут вложены друг в друга для облегчения выдачи. Они могут быть вложены друг в друга с V-образной, М-образной или Z-образной конфигурацией. В конкретном варианте осуществления санитарно-гигиеническая бумага имеется в виде двух непрерывных полотен, выполненных со смещенными перфорациями, посредством которых санитарно-гигиенические бумажные изделия выдаются поочередно из каждого полотна.
[0031] В одном варианте осуществления способ может выполняться так, что стопа будет перемещаться по траектории спрессовывания со скоростью, превышающей 0,3 м/с. Могут быть обеспечены скорости, превышающие 0,5 м/с и даже составляющие вплоть до 0,7 м/с или бóльших значений. Длина перемещения прессующего элемента из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, упоминаемого иначе как ход спрессовывания, может составлять приблизительно 10 см. Ход может выполняться приблизительно за 1 секунду, при этом следует понимать, что стопа перемещается вперед на расстояние, соответствующее ее скорости, а именно на 0,3, 0,5 или 0,7 метра для иллюстративных скоростей, приведенных выше.
[0032] Согласно другому варианту осуществления настоящего изобретения раскрыто прессующее устройство для спрессовывания удлиненной стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий для формирования лога из санитарно-гигиенических бумажных изделий, при этом устройство содержит: первый и второй прессующие элементы, расположенные напротив друг друга, при этом прессующие элементы расположены на расстоянии друг от друга и предусмотрены с соответствующими первой и второй поверхностями транспортирования, между которыми образована траектория спрессовывания, при этом поверхности транспортирования выполнены с возможностью приведения в действие для транспортирования стопы вдоль траектории спрессовывания от входного конца к выходному концу, и приводной механизм, предназначенный для обеспечения перемещения первого прессующего элемента по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, для формирования лога при одновременном продолжении транспортирования стопы относительно прессующих элементов вдоль траектории спрессовывания.
[0033] В соответствии с одним вариантом осуществления первая поверхность транспортирования параллельна второй поверхности транспортирования. Они также параллельны траектории спрессовывания, и, таким образом, следует понимать, что спрессовывание происходит за счет перемещения прессующих элементов друг к другу, а не за счет перемещения стопы в направлении транспортирования.
[0034] В соответствии с вариантом осуществления, по меньшей мере, первая поверхность транспортирования образована конвейерной лентой. Следует понимать, что в большинстве вариантов осуществления вторая поверхность транспортирования также образована конвейерной лентой, хотя они могут отличаться друг от друга по конструкции.
[0035] Как описано выше, первый прессующий элемент может содержать множество прессующих компонентов, выровненных вдоль траектории спрессовывания между входным концом и выходным концом. В этом случае прессующие компоненты могут быть выполнены с перекрывающимися частями, которые перекрывают друг друга так, что первый прессующий элемент является фактически непрерывным между соседними прессующими компонентами.
[0036] В варианте осуществления каждый из прессующих компонентов содержит две или более параллельных конвейерных лент, проходящих рядом друг с другом, которые все вместе образуют поверхность транспортирования. Перекрывающиеся части могут проходить вдоль траектории спрессовывания между конвейерными линиями. Прессующие компоненты фактически могут содержать неподвижные направляющие элементы с обеих сторон конвейерных лент, расположенные на одном уровне с поверхностью конвейерных лент или немного заглубленные, которые проходят так, что они становятся перекрывающимися частями.
[0037] Может быть предусмотрен любой пригодный приводной механизм для обеспечения перемещения первого прессующего элемента по направлению ко второму прессующему элементу. Такой приводной механизм должен обладать способностью осуществлять приложение необходимых высоких давлений с обеспечением управляемости и повторяемости. Сжимающая сила может быть обеспечена с помощью гидравлических или пневматических цилиндров, соленоидов, электродвигателей, пружин или тому подобного или непосредственно, или посредством рычажного механизма или винтового механизма. В одном варианте осуществления привод содержит приводной двигатель и винтовой механизм. В случае множества прессующих компонентов может быть предусмотрено множество исполнительных механизмов для обеспечения независимого перемещения множества прессующих компонентов между положением, соответствующим первому интервалу, и положением, соответствующим второму интервалу.
[0038] Устройство может также содержать блок управления, выполненный с возможностью управления работой устройства, подобного описанному выше или в дальнейшем. Блок управления может обеспечить координацию соответствующих движений для гарантирования заданных результатов на основе сигналов обратной связи от соответствующих датчиков.
[0039] Кроме того, изобретение относится к упаковочной системе, содержащей прессующее устройство в сочетании с устройством для обвязки, выставленным относительно второго конца траектории спрессовывания для приема лога и его обертывания оберточной лентой. Устройство для обвязки может содержать траекторию транспортирования, имеющую высоту, соответствующую второму интервалу, посредством чего лог может быть перемещен с траектории спрессовывания на траекторию транспортирования без потери спрессованности. В этой связи следует понимать, что траектория транспортирования может немного отличаться по высоте от второго интервала или для незначительного увеличения спрессованности перед обертыванием, или для незначительного уменьшения спрессованности в логе.
[0040] Система может также содержать устройство для резки или тому подобное для разрезания лога на отдельные пачки санитарно-гигиенических бумажных изделий. Устройство для резки может представлять собой обычный дисковый нож для логов или ленточную пилу, расположенную по ходу за прессующим устройством или предпочтительно за устройством для обвязки.
[0041] Система может также содержать устройство для наложения скрепляющих элементов, выставленное относительно первого конца траектории спрессовывания и предназначенное для наложения скрепляющих элементов на верхнее и/или нижнее санитарно-гигиенические бумажные изделия из стопы перед подачей стопы к траектории спрессовывания. Скрепляющие элементы могут быть предусмотрены в виде отдельных элементов или в виде части скрепляющей ленты. Скрепляющие элементы могут представлять собой любые пригодные элементы, которые могут обеспечить возможность соединения последнего санитарно-гигиенического бумажного изделия из одной пачки с первым санитарно-гигиеническим бумажным изделием из последующей пачки. Они могут содержать скрепляющие элементы типа «липучки», двустороннюю липкую ленту, адгезив для конвертов или холодной склейки или тому подобное. В одном варианте осуществления накладывают скрепляющую ленту, содержащую скрепляющие элементы типа «липучки», при этом ее накладывают на полной длине стопы как на верхней, так и на нижней поверхностях.
[0042] Система может быть расположена на выходе машины для производства санитарно-гигиенических бумажных изделий, имеющей фальцовочное устройство, для приема стопы фальцованных санитарно-гигиенических бумажных изделий из фальцовочного устройства и ее подачи к траектории спрессовывания.
[0043] Варианты осуществления изобретения также относятся к пачке санитарно-гигиенических бумажных изделий, содержащей стопу вложенных друг в друга, впитывающих санитарно-гигиенических бумажных изделий, обернутую в обертку для формирования плотной конечной пачки и спрессованную так, как описано выше или в дальнейшем, в которой верхнее и/или нижнее санитарно-гигиенические бумажные изделия предусмотрены со скрепляющими элементами для соединения с санитарно-гигиеническими бумажными изделиями из двух пачек для формирования непрерывного запаса санитарно-гигиенических бумажных изделий. Пачка предпочтительно имеет конечную плотность, которая в случае изделий из структурированной санитарно-гигиенической бумаги составляет более 0,2 г/см3, при необходимости более 0,25 г/см3 и даже более 0,3 г/см3. В случае гибридной санитарно-гигиенической бумаги конечная плотность может составлять более 0,25 г/см3, при необходимости более 0,3 г/см3 и даже более 0,4 г/см3. В случае санитарно-гигиенической бумаги, подвергнутой сухому крепированию, конечная плотность может составлять более 0,3 г/см3, при необходимости более 0,35 г/см3 и даже более 0,45 г/см3.
[0044] Пачка санитарно-гигиенических бумажных изделий может отличаться от существующих пачек в разных отношениях. Она не только является более сильно спрессованной, но и также более однообразно спрессована вдоль ее длины. Кроме того, в результате этапа повторного обертывания исходная поддерживающая обертка может быть прижата для плотного обертывания пачки и поддержания конечной плотности.
[0045] Другие преимущества и отличительные особенности вариантов осуществления настоящего изобретения по отношению к существующим способам и изделиям станут очевидными из нижеприведенного подробного описания.
Краткое описание чертежей
[0046] Настоящее изобретение будет рассмотрено ниже более подробно со ссылкой на приложенные чертежи, в которых:
[0047] фиг.1 представляет собой схематический вид сбоку выходной части известной машины для производства санитарно-гигиенической бумаги;
[0048] фиг.2 представляет собой схематический вид машины для производства санитарно-гигиенической бумаги по фиг.1 и упаковочной системы по изобретению;
[0049] фиг.3 представляет собой схематический вид второго варианта осуществления прессующего устройства по изобретению;
[0050] фиг.4 представляет собой сечение прессующего устройства по фиг.3, выполненное в направлении IV-IV;
[0051] фиг.5 представляет собой вид прессующей поверхности прессующего компонента по фиг.4 в направлении V-V; и
[0052] фиг.6-9 показывают схематические виды прессующего устройства по фиг.3 на различных этапах работы.
Описание вариантов осуществления
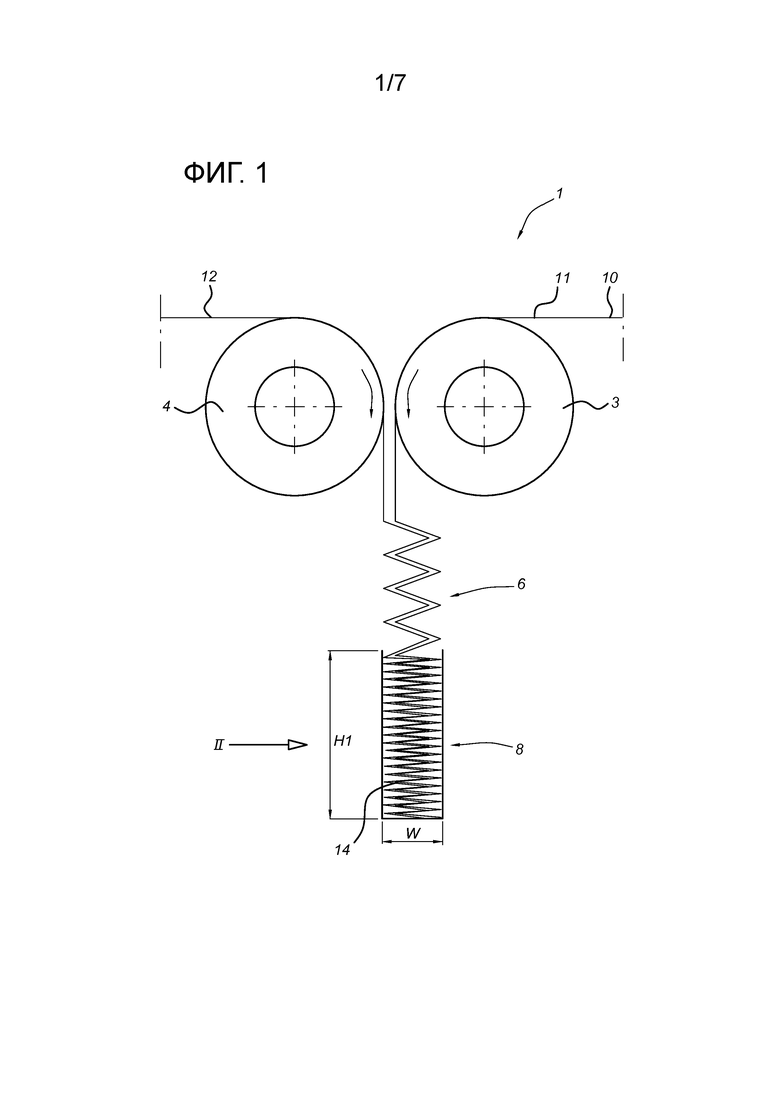
[0053] Фиг.1 представляет собой схематический вид сбоку выходной части известной машины 1 для производства санитарно-гигиенической бумаги, которая может быть использована в соответствии с настоящим изобретением. В данном варианте осуществления машина 1 для производства санитарно-гигиенической бумаги предназначена для производства двухслойной санитарно-гигиенической бумаги 10, подвергнутой сухому крепированию, соответствующей номеру 140299 изделия SCA, при этом каждый из слоев имеет поверхностную плотность 18 г/м2. Тем не менее специалисту будет понятно, что также может быть использована любая другая подходящая санитарно-гигиеническая бумага.
[0054] На выходе из машины 10 для производства санитарно-гигиенической бумаги в качестве продукции получают два полотна 11, 12 санитарно-гигиенической бумаги 10, которые пропускают вокруг выходных валиков 3, 4, частично разрезают для образования участков, соответствующих отдельным санитарно-гигиеническим бумажным изделиям, и фальцуют вместе в фальцовочном устройстве 6. Санитарно-гигиеническую бумагу 10, получаемую из соответствующих полотен 11, 12, складывают вместе с Z-образной формой, при этом сгибы соответствующих полотен 11, 12 вкладывают вместе друг в друга, как хорошо известно в других отношениях в данной области техники. Частичные разрезы смещены друг от друга на соответствующих полотнах, так что сфальцованное полотно санитарно-гигиенической бумаги является непрерывным, и при вытягивании из диспенсера санитарно-гигиенические бумажные изделия из каждого полотна будут выдаваться поочередно. Сфальцованную санитарно-гигиеническую бумагу 10 накапливают в виде стопы 14 на станции укладки в стопу до тех пор, пока стопа не достигнет высоты Н1 в неспрессованном состоянии, которая в данном случае составляет приблизительно 130 мм. Стопа 14 имеет ширину W стопы, которая в данном случае составляет приблизительно 85 мм, причем это стандартизированный размер для использования в определенных диспенсерах для санитарно-гигиенических бумажных изделий. Само собой разумеется, эти размеры могут быть отрегулированы в соответствии с санитарно-гигиеническим бумажным материалом, процессом и/или требуемым конечным применением.
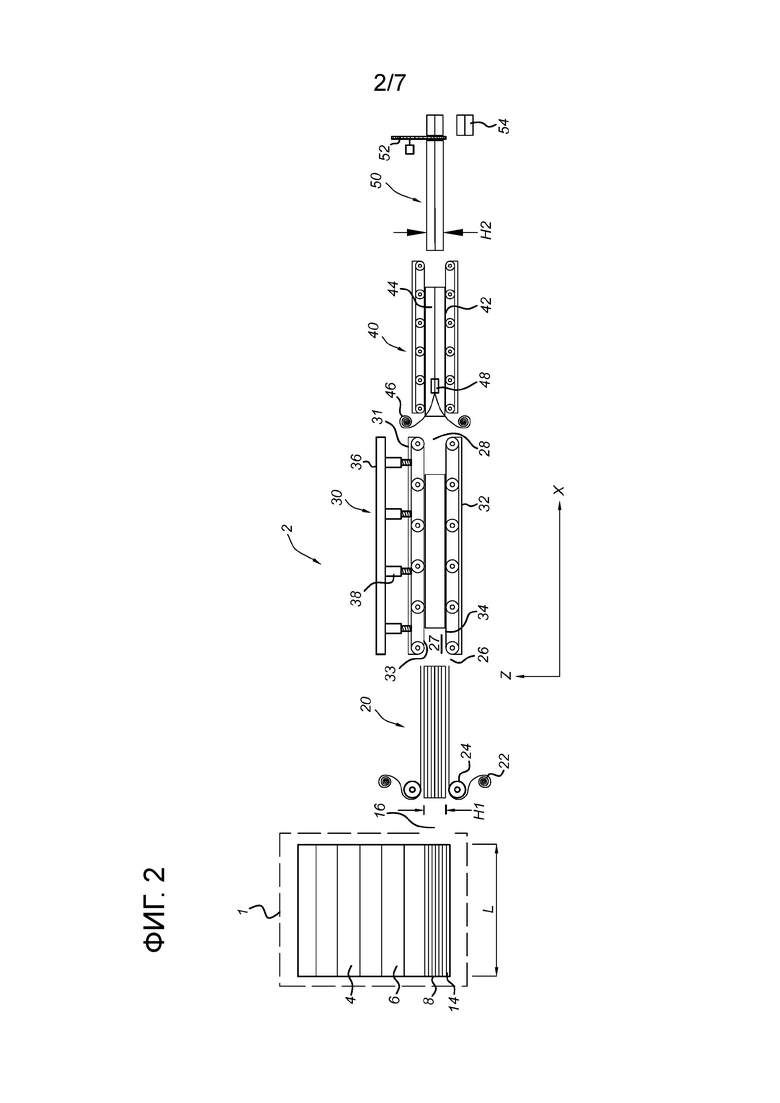
[0055] Фиг.2 представляет собой схематический вид в направлении II по фиг.1, соответствующий направлению процесса в машине 1 для производства санитарно-гигиенической бумаги. Согласно фиг.2 валик 4 показан над фальцовочным устройством 6 и станцией 8 укладки в стопу. Полотна 11, 12 санитарно-гигиенической бумаги, валики 3, 4, фальцовочное устройство 6 и станция 8 укладки в стопу имеют все эффективную ширину L, которая определяет длину стопы 14. В данном варианте осуществления эта длина L составляет 2200 мм, хотя специалисту будет понятно, что эта длина является переменным параметром, который будет определяться машиной и/или конечным применением.
[0056] Упаковочная система 2, предназначенная для упаковывания санитарно-гигиенической бумаги, изготовленной посредством машины 1 для производства санитарно-гигиенической бумаги, выставлена относительно станции 8 укладки в стопу. Упаковочная система 2 содержит ряд устройств, расположенных последовательно в направлении Х транспортирования и выровненных относительно станции 8 укладки в стопу для обработки и упаковывания стопы 14 в фактически непрерывном процессе. Следует понимать, что как машина 1 для производства санитарно-гигиенической бумаги, так и упаковочная машина 2 представляют собой сложные установки, имеющие много дополнительных компонентов, которые не показаны и не рассмотрены, поскольку они в других отношениях не имеют отношения к настоящему изобретению.
[0057] Имеется устройство 20 для наложения скрепляющих элементов, содержащее запас скрепляющих элементов 22 и головки 24 для наложения и выставленное относительно выходной части 16 машины 1 для производства санитарно-гигиенической бумаги. Устройство 20 для наложения скрепляющих элементов, в свою очередь, выставлено относительно входного конца 26 прессующего устройства 30. Прессующее устройство 30 включает в себя первый и второй прессующие элементы 31, 32, расположенные напротив друг друга, между которым образована траектория 27 спрессовывания и которые имеют соответствующие первую и вторую поверхности 33, 34 транспортирования. Первый прессующий элемент 31 смонтирован с возможностью перемещения в вертикальном направлении Z, и приводной механизм 36, содержащий множество исполнительных механизмов 38, выполнен с возможностью обеспечения перемещения первого прессующего элемента 31 по направлению ко второму прессующему элементу 32 и от второго прессующего элемента 32.
[0058] Выходной конец 28 прессующего устройства выставлен относительно устройства 40 для обвязки, которое имеет траекторию 42 транспортирования для спрессованного лога 44 и которое предусмотрено с запасом оберточной ленты 46 и устройством 48 для нанесения адгезива. Устройство 40 для обвязки, в свою очередь, выставлено относительно станции 50 резки, содержащей в других отношениях известный дисковый нож 52, выполненный с возможностью отрезки отдельных пачек 54 от лога 44. Лог 44 имеет конечную высоту Н2, которая значительно меньше высоты Н1 в неспрессованном состоянии.
[0059] Работа упаковочной системы 2 при упаковывании пачек санитарно-гигиенических бумажных изделий согласно изобретению будет описана далее со ссылкой на фиг.2.
[0060] Стопу 14 санитарно-гигиенических бумажных изделий собирают в машине 1 для производства санитарно-гигиенической бумаги до тех пор, пока стопа 14 не достигнет высоты Н1 в неспрессованном состоянии, и по достижении данной высоты Н1 полотна 11, 12 санитарно-гигиенической бумаги разрывают и стопу 12 перемещают из выходной части 16 и в устройство 20 для наложения скрепляющих элементов. Как указано выше, дополнительные ролики, захваты, направляющие, датчики, исполнительные механизмы, приводные устройства и транспортные средства предусмотрены для содействия данному перемещению. Такие средства являются известными и в связи с этим не рассматриваются дополнительно.
[0061] Когда стопа 14 санитарно-гигиенических бумажных изделий проходит в направлении Х транспортирования через устройство 20 для наложения скрепляющих элементов, самое верхнее санитарно-гигиеническое бумажное изделие и самое нижнее санитарно-гигиенической бумажное изделие из стопы 14 вводятся в контактное взаимодействие с головками 24 для наложения, которые накладывают скрепляющие элементы 22 на данные поверхности. Скрепляющие элементы 22 предусмотрены на непрерывной скрепляющей ленте, имеющей самоприлипающую поверхность, которая прилипает к санитарно-гигиеническому бумажному материалу. В данном варианте осуществления скрепляющие элементы 22 на верхней и нижней поверхностях стопы 14 представляют собой идентичные скрепляющие элементы типа «липучки», так что будет отсутствовать необходимость в ориентировании пачки 54 при использовании.
[0062] Из устройства 20 для наложения скрепляющих элементов стопа 14 проходит в направлении Х транспортирования к прессующему устройству 30 и поступает на траекторию 27 спрессовывания через входной конец 26. Для обеспечения возможности ввода стопы 14 на траекторию 27 спрессовывания первый прессующий элемент 31 должен быть расположен на расстоянии от второго прессующего элемента 32, которое больше высоты Н1 стопы 14 в неспрессованном состоянии. Для этого исполнительные механизмы 38 были приведены в действие для отвода первого прессующего элемента 31 в направлении Z.
[0063] Как только стопа 14 полностью окажется в пределах траектории 27 спрессовывания, исполнительные механизмы 38 приводятся в действие для перемещения первого прессующего элемента 31 в направлении Z по направлению ко второму прессующему элементу 32. Это перемещение продолжается до тех пор, пока первый прессующий элемент 31 не окажется расположенным на расстоянии от второго прессующего элемента 32, соответствующем второму интервалу/высоте Н2. Исполнительные механизмы 38 могут быть приведены в действие для перемещения первого прессующего элемента 31 до тех пор, пока не будет достигнуто определенное давление. Это давление может составлять приблизительно 160 кН/м2 в соответствии с требованиями. Расстояние в этот момент может быть меньше, чем Н2, что создает возможность некоторого обратного пружинения санитарно-гигиенического бумажного материала после снятия давления. Во время хода спрессовывания соответствующие первая и вторая поверхности 33, 34 транспортирования обеспечивают перемещение стопы 14 вдоль траектории 27 спрессовывания от входного конца 26 к выходному концу 28. Стопа 14 после достижения спрессованного состояния упоминается в дальнейшем как лог 44.
[0064] После выхода из выходного конца 28 прессующего устройства 30 лог продолжает перемещаться в направлении Z транспортирования в устройство 40 для обвязки. Устройство 54 для обвязки может быть известным в других отношениях за исключением его адаптации к обработке довольно сильно спрессованных логов. Лог 44, выходящий с траектории 27 спрессовывания, имеет тенденцию возвращаться к большей высоте, и траектория 42 транспортирования, проходящая через устройство 40 для обвязки, должна обеспечивать сохранение этой спрессованности до тех пор, пока оберточная лента 46 не будет наложена. Оберточную ленту 46 накладывают вокруг лога 44 из верхнего и нижнего устройств для выдачи ленты в виде обертки, состоящей из двух частей, соединенных друг с другом вдоль продольного шва посредством термоплавкого адгезива. Следует понимать, что в альтернативном варианте может быть использована охватывающая обертка, состоящая из одной части. Материал обертки состоит из бумаги из первичного сырья, имеющей поверхностную плотность 110 г/м2, которая является несколько более прочной, чем обертка, обычно используемая для нескрепленных пачек аналогичной массы.
[0065] Обернутый лог 44 на выходе из устройства 40 для обвязки имеет конечную высоту Н2, составляющую приблизительно 100 мм, и конечную плотность, составляющую приблизительно 35 г/см3. При данном значении санитарно-гигиенический бумажный материал по-прежнему является эффективным и после выдачи имеет все свойства, которые он должен иметь согласно ожиданиям, и с точки зрения пользователя он является идентичным санитарно-гигиеническому бумажному материалу, выходящему из машины 1 для производства санитарно-гигиенической бумаги. Больше не требуется поддерживать спрессованное состояние лога 44 с помощью внешних средств, поскольку оберточная лента 46 предотвращает расширение. Лог 44 перемещается к станции 50 резки, на которой дисковый нож 52 отрезает отдельные пачки 54 от нога 44. Эта часть операции может происходить в автономной режиме или независимо от остальных операций упаковочной системы 2. В частности, нож 52 может потребовать периодического продвижения лога 44 вперед, в то время как лог 44 может перемещаться с постоянной скоростью через устройство 20 для наложения скрепляющих элементов, прессующее устройство 30 и устройство 40 для обвязки.
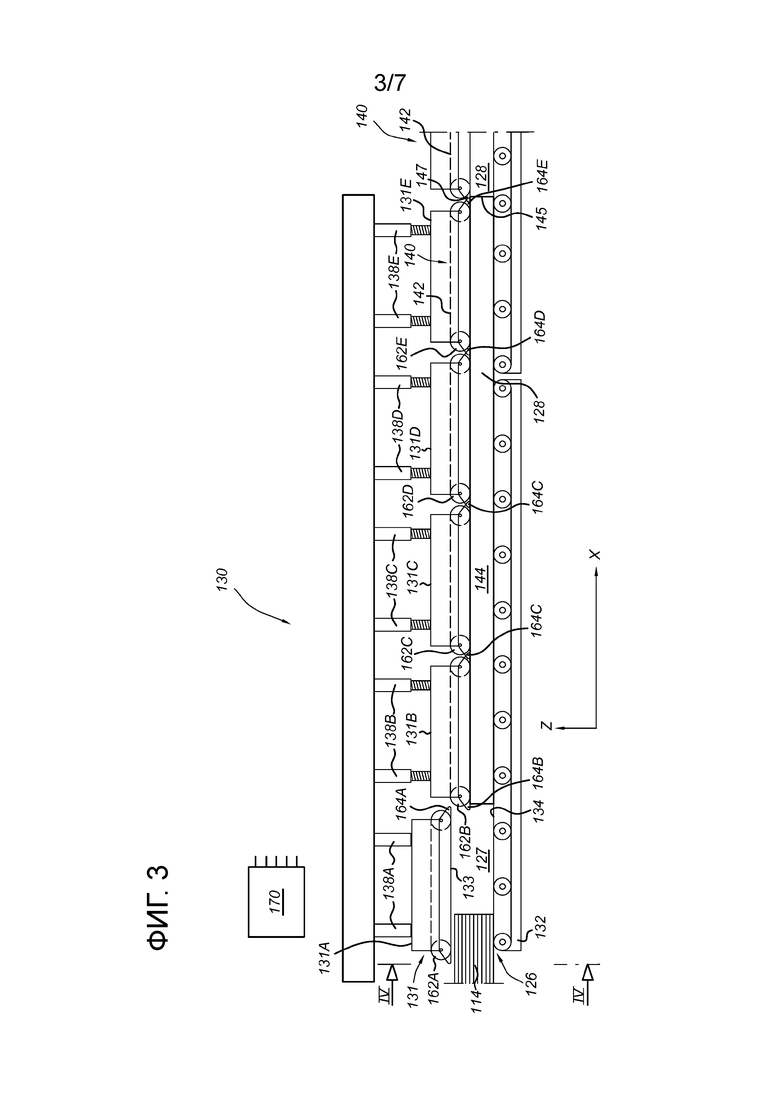
[0066] Второй вариант осуществления прессующего устройства 130 согласно изобретению показан на фиг.3. Прессующее устройство 130 может заменять прессующее устройство 30 в упаковочной системе 2 по фиг.2. Аналогичные элементы из данного варианта осуществления обозначены теми же ссылочными номерами, увеличенными на 100.
[0067] Прессующее устройство 130 по второму варианту осуществления отличается от предыдущего варианта осуществления тем, что первый прессующий элемент 131 образован в виде пяти отдельных секций посредством прессующих компонентов 131А-Е. Каждый прессующий компонент 131А-Е имеет свою собственную часть первой поверхности 133 транспортирования, образованной конвейерными лентами 162А-Е. В этом варианте осуществления второй прессующий элемент 132 и вторая поверхность 134 транспортирования образованы в виде непрерывного элемента, как в первом варианте осуществления, хотя следует понимать, что они также могут быть прерывистыми.
[0068] Каждый прессующий компонент 131А-Е предусмотрен с его собственными двумя исполнительными механизмами 138А-Е, которые управляются по отдельности центральным блоком 170 управления, который может представлять собой блок управления для всей упаковочной системы 2. Блок 170 управления также функционально соединен с соответствующими поверхностями 133, 134 транспортирования и, следовательно, выполнен с возможностью регулирования относительных перемещений и скоростей и давлений всех компонентов прессующего устройства 130.
[0069] Прессующие компоненты 131А-Е также предусмотрены с перекрывающимися частями 164А-Е, которые выступают в направлении Z транспортирования за соответствующую конвейерную ленту 162А-Е. Действительно, как можно видеть на фиг.3, перекрывающиеся части 164С на третьем прессующем компоненте 162С перекрываются с перекрывающимися частями как второго прессующего компонента 162В, так и четвертого прессующего компонента 162D. Таким образом, первый прессующий элемент 131 является фактически непрерывным между соседними прессующими компонентами 131А-Е, и траектория 127 спрессовывания, проходящая через прессующее устройство 130, является непрерывной.
[0070] На фиг.3 также показана часть устройства 140 для обвязки. Траектория 142 транспортирования в устройстве 140 для обвязки также предусмотрена с перекрывающимися частями 147, которые перекрываются с перекрывающимися частями 164Е пятого прессующего компонента 162Е. Таким образом, траектория 130 спрессовывания также является непрерывной относительно траектории 142 транспортирования. Стопа 114 входит во входной конец 126 траектории 127 спрессовывания, и лог 144 выходит из выходного конца 128 и поступает на траекторию 142 транспортирования.
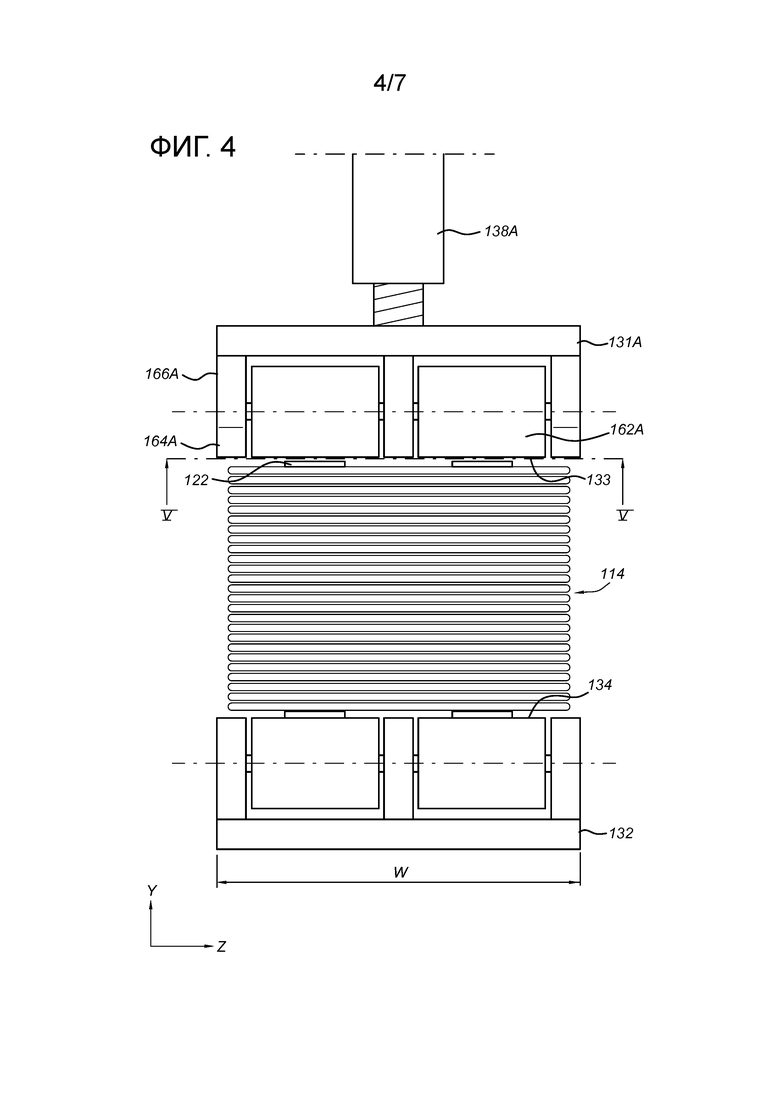
[0071] Фиг.4 представляет собой сечение стопы 114, выполненное по линии IV-IV на фиг.3, если смотреть в направлении Х транспортирования. Как можно видеть на данном изображении, стопа имеет ширину W. На виде с торца можно видеть, что прессующий компонент 131А содержит две конвейерные ленты 162А, выровненные рядом друг с другом между тремя направляющими элементами 166А, расположенными с обеих сторон обеих конвейерных лент 162А. Направляющие элементы 166А образуют часть конструкции прессующего компонента 131А, обеспечивают опору для конвейерных лент 162А с возможностью их поворота и образуют опорную конструкцию для привода (непоказанного) для конвейерных лент. Нижние поверхности направляющих элементов 166А расположены на одном уровне с поверхностью 133 транспортирования, образованной конвейерными лентами 162А. Кроме того, в своих нижних частях направляющие элементы 166А проходят так, чтобы образовать перекрывающиеся части 164А.
[0072] На фиг.4 также видны скрепляющие элементы 122 на самом верхнем санитарно-гигиеническом бумажном изделии из стопы 114. Аналогичные скрепляющие элементы 122 также приклеены к самой нижней поверхности стопы, находящейся в контакте со второй поверхностью 134 транспортирования, предусмотренной во втором прессующем элементе 132. Сечение второго транспортирующего элемента 132 аналогично сечению первого транспортирующего элемента 131 за исключением того, что он не разделен на отдельные транспортирующие компоненты.
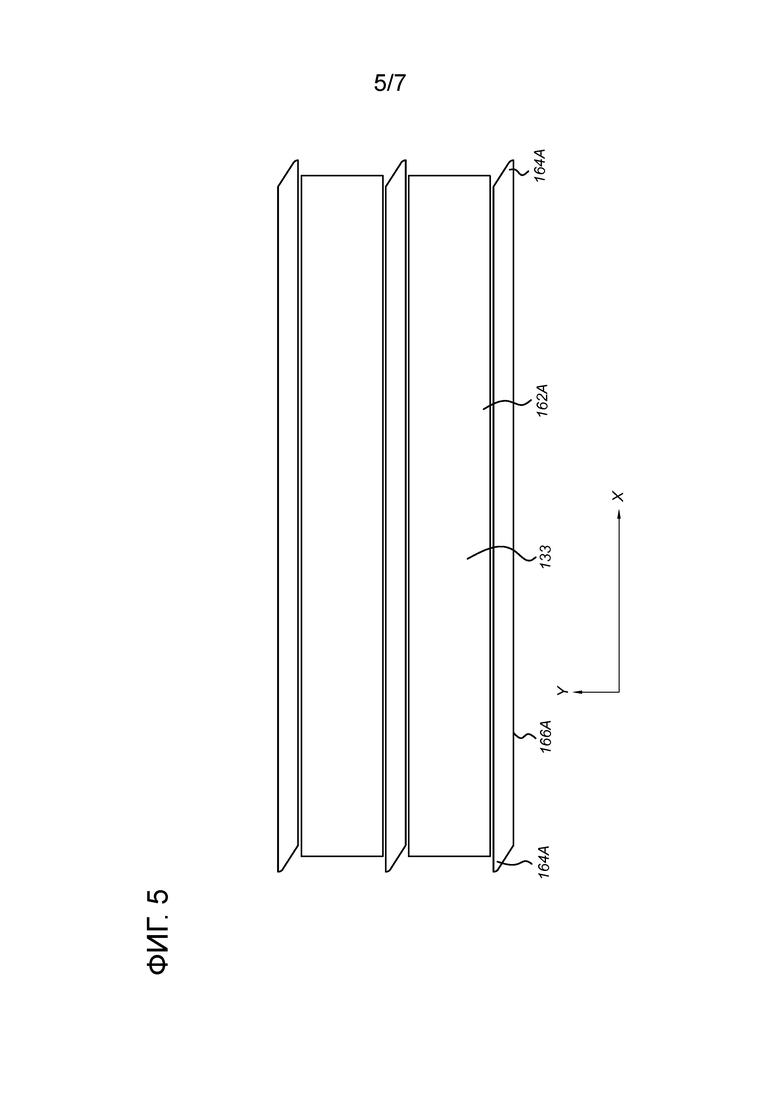
[0073] Фиг.5 представляет собой вид поверхности 133 транспортирования, предусмотренной в первом прессующем компоненте 131А, в направлении V-V по фиг.4. На данном виде можно видеть то, как направляющие элементы 166А проходят в направлении Х транспортирования между перекрывающимися частями 164А на их соответствующих концах. Также можно видеть конвейерные ленты 162А.
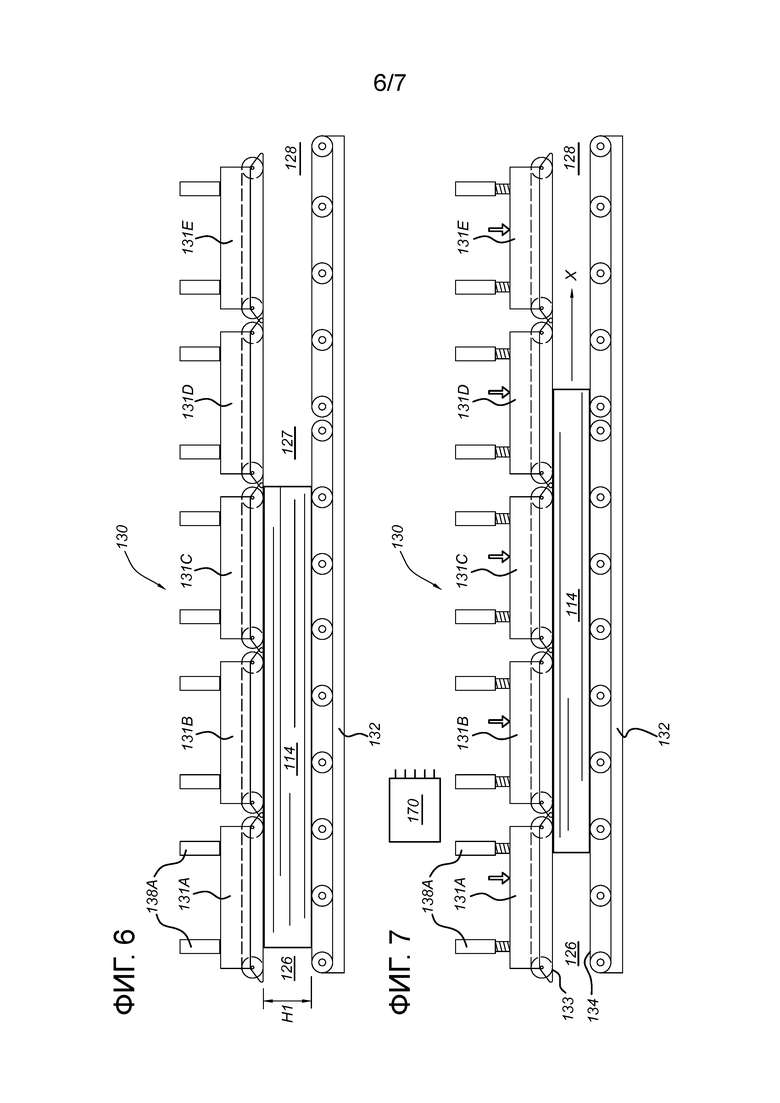
[0074] Работа прессующего устройства 130 по фиг.3-5 будет описана далее со ссылкой на фиг.6-9 в той части, в которой она отличается от работы первого варианта осуществления. На начальном этапе работы, показанном на фиг.6, траектория 127 спрессовывания полностью открыта, при этом все прессующие компоненты 131А-Е полностью отведены. В этой ситуации стопа 114, имеющая высоту Н1 в неспрессованном состоянии, может поступать на траекторию 127 спрессовывания из входного конца 126, и стопа 114 показана расположенной под первыми тремя прессующими компонентами 131А-С.
[0075] На фиг.7 начинается ход спрессовывания, и все прессующие компоненты 131А-Е начинают вместе перемещаться вниз по направлению ко второму прессующему элементу 132 под управлением, которое осуществляется блоком 170 управления. Во время спрессовывания стопа 114 продолжает перемещаться вперед, при этом ее транспортирование в направлении Х транспортирования обеспечивается поверхностями 133, 134 транспортирования.
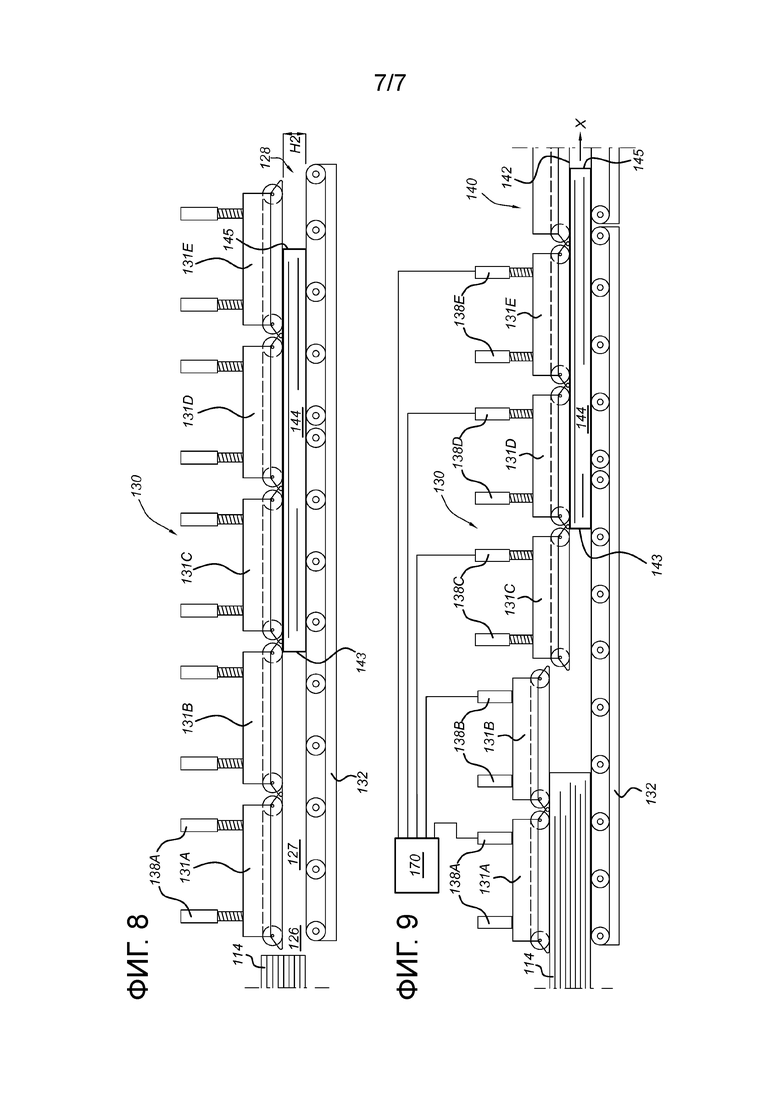
[0076] На фиг.8 спрессовывание завершено, и прессующие компоненты 131А-Е находятся на втором расстоянии от прессующего элемента 132, соответствующем (приближенно) конечной высоте Н2 лога 144. Однако к данному моменту лог 144 переместился в место под пятым прессующим компонентом 131D, при этом передний конец 145 лога находится на выходном конце 128 траектории 127 спрессовывания. Задний конец 143 лога 144 на данный момент переместился за первый прессующий компонент 131А, который приводится в движение для отвода посредством блока 170 управления. Как показано ранее на фиг.3, когда первый прессующий компонент 131А отведен, новая стопа 114 может поступать на траекторию 127 спрессовывания.
[0077] Фиг.9 схематически показывает прессующее устройство 130 на дальнейшем этапе вместе с частью устройства 140 для обвязки. Лог 144 был перемещен дальше в направлении Х транспортирования через выходной конец 128 прессующего устройства 130 и на траекторию 142 транспортирования в устройстве 142 для обвязки. Когда задний конец 143 лога 144 последовательно проходит за каждый из прессующих компонентов 131А-Е, блок 170 управления приводит в действие соответствующий исполнительный механизм 138А-Е для отвода соответствующего прессующего компонента 131А-Е. На фиг.9 второй прессующий компонент 131В также был отведен, и стопа 114 переместилась вперед под ним.
[0078] Выше было указано, что все прессующие компоненты 131А-Е перемещаются вниз вместе при выполнении хода спрессовывания. Прессующие компоненты 131А-Е отводятся назад по одному за раз, то есть отвод происходит пошагово, когда задний конец 143 лога 144 проходит за соответствующий прессующий компонент. Это обеспечивает возможность большего объема выпуска стоп 114 санитарно-гигиенических бумажных изделий, поскольку отсутствует необходимость в том, чтобы прессующее устройство 130 было полностью освобождено от лога до того, как будет входить последующая стопа 114. После спрессовывания лог 144 остается спрессованным, когда он перемещается на траекторию 142 транспортирования в устройстве 140 для обвязки. Следует понимать, что, несмотря на то, что прессующие компоненты 131А-Е показаны при их отводе по отдельности, по одному за раз, также существует возможность их отвода группами, а именно прессующих компонентов 131А, В вместе с последующим отводом прессующих компонентов 131С, D, Е. Также существует возможность того, что будет необходимо отводить только прессующий компонент 131А по отдельности для обеспечения заданной пропускной способности, при этом остальные прессующие компоненты 131В-Е будут отводиться вместе. Кроме того, следует понимать, что могут быть предусмотрены другие количества прессующих компонентов и что они могут отличаться друг от друга по длине.
[0079] Следует признать, что, несмотря на то, что изобретение было описано со ссылкой на варианты осуществления, рассмотренные выше, эти варианты осуществления допускают выполнение различных дополнительных модификаций и альтернативных вариантов, хорошо известных специалистам в данной области техники, без отхода от сущности и объема изобретения. Соответственно, несмотря на то, что были описаны конкретные варианты осуществления, они являются только примерами и не ограничивают объем изобретения.
Раскрыты способ и устройство для спрессовывания удлиненной стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий для формирования лога из санитарно-гигиенических бумажных изделий. Стопу фальцованных впитывающих санитарно-гигиенических бумажных изделий транспортируют вдоль траектории спрессовывания от входного конца к выходному концу, при этом траектория спрессовывания образована между первой и второй противолежащими поверхностями транспортирования, предусмотренными на первом и втором прессующих элементах. Первый прессующий элемент перемещают по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, для спрессовывания стопы и формирования лога, при этом траектория спрессовывания имеет длину, которая больше длины стопы, и во время спрессовывания стопа перемещается вдоль траектории спрессовывания относительно прессующих элементов. Во время этого процесса стопа будет спрессована от первой высоты до второй высоты, соответствующей второму интервалу. 3 н. и 23 з.п. ф-лы, 9 ил.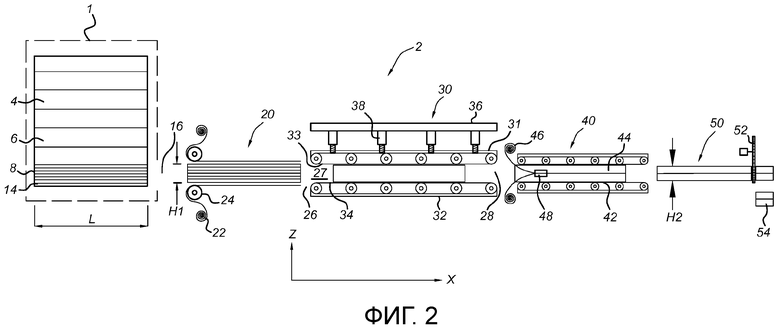
1. Способ спрессовывания удлиненной стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий для формирования лога из санитарно-гигиенических бумажных изделий, при этом способ включает:
обеспечение стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий, имеющей некоторую длину стопы;
транспортирование стопы вдоль траектории спрессовывания от входного конца к выходному концу, при этом траектория спрессовывания образована между первой и второй противолежащими поверхностями транспортирования, предусмотренными на первом и втором прессующих элементах;
перемещение по меньшей мере первого прессующего элемента по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, для спрессовывания стопы и формирования лога, при этом стопу спрессовывают с давлением, превышающим 120 кН/м2, траектория спрессовывания имеет длину, которая больше длины стопы, и во время спрессовывания стопа перемещается вдоль траектории спрессовывания относительно прессующих элементов.
2. Способ по п. 1, в котором первая и вторая поверхности транспортирования образованы конвейерными лентами, которые удерживаются первым и вторым прессующими элементами, и при этом способ включает приведение конвейерных лент в движение для транспортирования стопы вдоль траектории спрессовывания.
3. Способ по п. 1 или 2, включающий перемещение первого прессующего элемента по направлению к стопе и для ввода в контактное взаимодействие со стопой только после того, как стопа будет полностью размещена на траектории спрессовывания.
4. Способ по любому из предшествующих пунктов, в котором первый прессующий элемент перемещают в положение, соответствующее второму интервалу, до того, как передний конец лога выйдет с траектории спрессовывания.
5. Способ по любому из предшествующих пунктов, в котором первый прессующий элемент содержит множество прессующих компонентов, выровненных вдоль траектории спрессовывания между входным концом и выходным концом, и при этом способ включает перемещение первого прессующего компонента, расположенного ближе всего к входному концу, из положения, соответствующего второму интервалу, по направлению к положению, соответствующему первому интервалу, как только задний конец лога будет перемещен за первый прессующий компонент.
6. Способ по п. 5, включающий транспортирование последующей стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий на траекторию спрессовывания до того, как задний конец лога выйдет из выходного конца траектории спрессовывания.
7. Способ по любому из предшествующих пунктов, дополнительно включающий наложение скрепляющей ленты на верхнее и/или нижнее санитарно-гигиенические бумажные изделия из стопы перед подачей стопы на траекторию спрессовывания.
8. Способ по любому из предшествующих пунктов, дополнительно включающий подачу лога от траектории спрессовывания к устройству для обвязки и обертывание лога оберточной лентой.
9. Способ по п. 8, в котором устройство для обвязки удерживает лог в спрессованном состоянии, соответствующем спрессованному состоянию на выходном конце траектории спрессовывания.
10. Способ по любому из предшествующих пунктов, дополнительно включающий разрезание лога на множество отдельных пачек санитарно-гигиенических бумажных изделий.
11. Способ по любому из предшествующих пунктов, в котором стопу спрессовывают при давлении, превышающем 160 кН/м2 и при необходимости превышающем 225 кН/м2.
12. Способ по любому из предшествующих пунктов, в котором санитарно-гигиенические бумажные изделия содержат материал, подвергнутый сухому крепированию, или структурированный санитарно-гигиенический бумажный материал.
13. Способ по любому из предшествующих пунктов, в котором санитарно-гигиенические бумажные изделия вложены друг в друга с V-образной, М-образной или Z-образной конфигурацией.
14. Способ по любому из предшествующих пунктов, в котором стопу транспортируют со скоростью, превышающей 0,3 м/с, предпочтительно превышающей 0,5 м/с и даже составляющей вплоть до приблизительно 0,7 м/с.
15. Прессующее устройство для спрессовывания удлиненной стопы фальцованных впитывающих санитарно-гигиенических бумажных изделий для формирования лога из санитарно-гигиенических бумажных изделий, при этом устройство содержит:
первый и второй прессующие элементы, расположенные напротив друг друга, при этом прессующие элементы расположены на расстоянии друг от друга и предусмотрены с соответствующими первой и второй поверхностями транспортирования, между которыми образована траектория спрессовывания, при этом поверхности транспортирования выполнены с возможностью приведения в действие для транспортирования стопы вдоль траектории спрессовывания от входного конца к выходному концу; и
приводной механизм, предназначенный для обеспечения перемещения первого прессующего элемента по направлению ко второму прессующему элементу из положения, соответствующего первому интервалу, в положение, соответствующее второму интервалу, при этом спрессовывание стопы происходит при давлении, превышающем 120 кН/м2, для формирования лога при одновременном продолжении транспортирования стопы относительно прессующих элементов вдоль траектории спрессовывания.
16. Устройство по п. 15, в котором первая поверхность транспортирования параллельна второй поверхности транспортирования.
17. Устройство по п. 15 или 16, в котором первая поверхность транспортирования образована конвейерной лентой.
18. Устройство по любому из пп. 15-17, в котором первый прессующий элемент содержит множество прессующих компонентов, выровненных вдоль траектории спрессовывания между входным концом и выходным концом.
19. Устройство по любому из пп. 15-18, в котором прессующие компоненты содержат перекрывающиеся части, которые перекрывают друг друга так, что первая поверхность транспортирования является фактически непрерывной между соседними прессующими компонентами.
20. Устройство по п. 18 или 19, в котором каждый из прессующих компонентов содержит две или более параллельных конвейерных лент, проходящих рядом друг с другом, с перекрывающимися частями, проходящими вдоль траектории спрессовывания между конвейерными лентами.
21. Устройство по любому из пп. 18-20, в котором приводной механизм содержит множество исполнительных механизмов для обеспечения независимого перемещения множества прессующих компонентов между положением, соответствующим первому интервалу, и положением, соответствующим второму интервалу.
22. Устройство по любому из пп. 15-21, дополнительно содержащее блок управления, выполненный с возможностью управления устройством для выполнения способа по любому из пп. 1-14.
23. Упаковочная система, содержащая устройство по любому из пп. 15-22 и дополнительно содержащая устройство для обвязки, выставленное относительно второго конца траектории спрессовывания для приема лога и его обертывания оберточной лентой.
24. Система по п. 23, в которой устройство для обвязки содержит траекторию транспортирования, имеющую высоту, соответствующую второму интервалу, посредством чего лог может быть перемещен с траектории спрессовывания на траекторию транспортирования без потери спрессованности.
25. Система по п. 23 или 24, дополнительно содержащая устройство для резки, предназначенное для разрезания лога на отдельные пачки санитарно-гигиенических бумажных изделий.
26. Система по любому из пп. 23-25, дополнительно содержащая устройство для наложения скрепляющих элементов, выставленное относительно первого конца траектории спрессовывания и предназначенное для наложения скрепляющих элементов на верхнее и/или нижнее санитарно-гигиенические бумажные изделия из стопы и подачей стопы к траектории спрессовывания.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| US 7721511 B2, 25.05.2010 | |||
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ИЗДЕЛИЙ ИЗ МИНЕРАЛЬНОЙ ВАТЫ И УПАКОВКА МИНЕРАЛЬНОЙ ВАТЫ | 2005 |
|
RU2388667C2 |

