Изобретение относится к способу получения стеклянного листа с покрытием и печатью, к устройству для осуществления способа, к стеклянному листу с покрытием и печатью и к его применению.
В настоящее время стекло приобретает все большее значение в качестве строительного материала. Архитекторы иногда проектируют фасады полностью из стеклянных элементов. Чтобы создавать здания, высококачественные не только с эстетической точки зрения, но одновременно и энергосберегающие, используются стеклянные подложки с покрытием, которое, например, снижает поглощение солнечного излучения и, тем самым, снижает затраты на кондиционирование воздуха.
Известно много разных покрытий. Так, имеются стекла с антиотражающими покрытиями, покрытиями, улучшающими термические свойства (низкоэмиссионные (low-E), солнцезащитные) или нагреваемые слои. Многие из этих покрытий не имеют достаточной механической прочности и, в частности, чувствительны к царапинам и подвержены коррозии. В этом отношении очень чувствительными являются, в частности, слои на основе серебра.
При изготовлении таких стеклянных компонентов для области архитектуры стеклянные подложки проходят через различные технологические стадии. Обычно на флоат-стекло, в большинстве случаев бесцветное, наносят покрытие, которое во многих случаях состоит из нескольких тонких слоев. После нанесения покрытия стекло должно также пройти через операцию закалки. Для этого используются температуры выше 600°C. Однако этот процесс закалки, как правило, проводится не сразу. Поэтому стекло с покрытием должно быть пригодным для хранения от нескольких недель до месяцев, а также должно выдерживать транспортировку на другое технологическое оборудование.
Существуют различные подходы к защите стекла с покрытием. Одним вариантом является съемная пленка, которая защищает покрытие во время хранения и которая может быть удалена перед закалкой. Другим решением является полимерный защитный слой, который можно смыть водой, как описано в DE 102014112822 A1. Следующим решением является полимерный защитный слой, который удаляется без остатка во время закалки при использующихся для закалки высоких температурах. Последний подход описан в заявке US2016/194516A1.
В области строительного стекла также все чаще используются стекла с печатью различного типа. Например, все больше используются стекла с черной печатью в краевой зоне, которая скрывает элементы крепления или датчики. Краска обычно представляет собой керамическую краску, которая для фиксации обжигается в процессе закалки. Сочетание печати с покрытием является проблематичным. А именно, при прямой печати на металлосодержащем покрытии после обжига часто возникают негативные оптические эффекты.
В WO2014/133929 описан способ, в котором краска применяется сразу на металлосодержащем покрытии. Недостатком этого способа является то, что эту краску нельзя наносить на полимерный защитный слой, который защищает металлосодержащее покрытие. Поэтому металлосодержащее покрытие будет незащищенным во время хранения и транспортировки к принтеру, который часто находится в другом производственном подразделении или на другом предприятии, чем установки нанесения покрытий. Для защиты металлосодержащего покрытия требовалось использовать снимающуюся пленку, которую необходимо удалить на отдельном технологическом этапе перед печатью и перед закалкой.
Если желательно комбинировать полимерный защитный слой с процессом печати, полимерный защитный слой и металлосодержащее покрытие должны быть удалены в области, подлежащей печати. Одной возможностью является механическое удаление защитного слоя и металлосодержащего покрытия. Затем печать может быть выполнена в зачищенной области, в то же время в остальной области металлосодержащее покрытие все еще будет защищено полимерным защитным слоем. Однако при механическом удалении покрытия подходящим шлифовальным кругом в зачищенной области возникают небольшие царапины и повреждения. Несмотря на печать, они хорошо видны, в частности, после процесса закалки, и ухудшают внешний вид. При абразивном снятии полное удаление не всегда возможно. Другой проблемой этого способа является то, что необходимо точное позиционирование печати на краю области с покрытием. В противном случае на границе между печатью и покрытием могут появиться оптические дефекты: если печать находится слишком далеко от покрытия, образуется область без покрытия, которая выглядит светлее, чем остальная часть стеклянного листа (смотри фигуру 4a). Если печать наносится поверх металлосодержащего покрытия, в области надпечатки возникают оптические дефекты (см. фигуру 4b). Механическое удаление не обеспечивает достаточно четкой границы между областью с удаленным покрытием и областью с покрытием. Поэтому последующая точная настройка печати на этой кромке является очень неточной, и возникают описанные выше оптические дефекты.
Задачей настоящего изобретения является разработать улучшенный способ получения стеклянного листа с покрытием и печатью, а также разработать устройство для осуществления этого способа.
Согласно изобретению, эта задача решена способом по независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления выявляются из зависимых пунктов.
Способ получения стеклянного листа с покрытием и печатью включает по меньшей мере следующие этапы в указанном порядке:
a) подготовка стеклянной подложки с металлосодержащим покрытием на по меньшей мере одной первой поверхности и находящимся на этом металлосодержащем покрытии полимерным защитным слоем,
b) удаление полимерного защитного слоя и металлосодержащего покрытия только в заданной области,
c) нанесение керамической краски в указанной заданной области.
На этапе с) керамическая краска наносится только в заданной области, но не в области, снабженной полимерным защитным слоем. Это предотвращает получение неприглядных результатов после отжига краски.
При этом этап b) реализуется с использованием лазера. После этапа b) полимерный защитный слой и металлосодержащее покрытие вне заданной области еще не затронуты. Это означает, что на этапе b) полимерный защитный слой и металлосодержащее покрытие за пределами заданной области не удалены. Напротив, после этапа b) как полимерный защитный слой, так и металлосодержащее покрытие удалены во всей заданной области. Подготовка стеклянной подложки, на первой поверхности которой находится металлосодержащее покрытие и полимерный защитный слой, на этапе а) может быть осуществлена в два следующих технологических этапа:
а1) нанесение металлосодержащего покрытия на первую поверхность стеклянной подложки и
а2) нанесение полимерного защитного слоя на металлосодержащее покрытие.
Таким образом, способ согласно изобретению дает стеклянный лист, который содержит по меньшей мере одно металлосодержащее покрытие, защищенное полимерным защитным слоем, и который одновременно несет керамическую печать, нанесенную в лишенной покрытия области. В соответствии с предшествующим уровнем техники, такой лист до сих пор можно было получить только с использованием абразива для удаления покрытия, что неизбежно приводит к появлению небольших царапин на зачищенной области. Напротив, стеклянный лист, полученный способом согласно изобретению, не имеет царапин, поскольку лазер не вызывает каких-либо беспокоящих повреждений при зачистке. Кроме того, граничная линия между зачищенной (заданной) областью является гладкой и резкой, так что настройка последующего нанесения краски на этапе с) облегчается, тем самым образуется меньше отходов из-за оптических дефектов на границе между покрытием и печатью.
Стеклянная подложка предпочтительно представляет собой бесцветное или цветное флоат-стекло. Толщина стеклянной подложки составляет от 2 до 20 мм, предпочтительно от 4 до 10 мм. Обычными являются толщины 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 8 мм, 10 мм, 12 мм, 15 мм и 19 мм.
Стеклянная подложка имеет первую поверхность и противоположную вторую поверхность. Предпочтительно, только первая поверхность была снабжена металлосодержащим покрытием.
Альтернативно, первая поверхность и вторая поверхность предпочтительно были снабжены металлосодержащим покрытием. В этом случае обе поверхности предпочтительно были снабжены полимерным защитным слоем.
Стеклянный лист предназначен, в частности, для использования в качестве оконного стекла для остекления зданий.
Металлосодержащее покрытие в контексте настоящего изобретения является покрытием, которое включает в себя по меньшей мере один функциональный слой, содержащий соединение металла. Металлосодержащее покрытие предпочтительно является нагреваемым покрытием или ИК-отражающим покрытием. Металлосодержащее покрытие может представлять собой единственный функциональный слой, но типично он представляет собой многослойную систему. Покрытие содержит по меньшей мере один функциональный слой. Обычно металлосодержащее покрытие содержит диэлектрические слои и дополнительные слои, которые выполняют функцию противоотражающих слоев, блокирующих слоев или слоев для согласования поверхностей, которые оптимизируют оптические, электрические и/или механические свойства металлосодержащего покрытия. Указанный, по меньшей мере один, функциональный слой может содержать металл, или металлический сплав, или оксид. В одном предпочтительном варианте осуществления указанный, по меньшей мере один, функциональный слой содержит серебро. Доля серебра в функциональном слое предпочтительно составляет более 50% (весовых процентов), особенно предпочтительно более 90 вес.%. В высшей степени предпочтительно, функциональный слой по существу состоит из серебра, если не считать неизбежные примеси или легирующие добавки. Металлосодержащее покрытие предпочтительно может содержать несколько функциональных слоев, которые отделены друг от друга диэлектрическими слоями. Металлосодержащее покрытие предпочтительно содержит по меньшей мере два, особенно предпочтительно два или три функциональных слоя, в частности, содержащих серебро. Типичными материалами, принятыми для диэлектрических слоев проводящего покрытия, являются, например, нитрид кремния, оксид кремния, оксид цинка, оксид олова-цинка и нитрид алюминия. Металлосодержащее покрытие типично представляет собой тонкослойную многослойную систему. Типичная толщина покрытия составляет менее 1 мкм. Типичные толщины функциональных слоев лежат в интервале от 5 нм до 50 нм для содержащих серебро слоев. Подходящие многослойные системы описаны, например, в документах US2011/027554A1 и US2006/0257670A1. Подходящие стеклянные подложки продаются фирмой SAINT GOBAIN GLASS под наименованием COOL-LITE®, в частности, COOL-LITE® SKN и COOL LITE® XTREME.
Металлосодержащее покрытие можно наносить известными способами, такими как, например, магнетронное распыление, химическое осаждение из газовой фазы (CVD), плазмохимическое осаждение из газовой фазы (PECVD), пиролиз, золь-гель способ или мокрые химические способы. Предпочтительно наносить металлосодержащее покрытие магнетронным распылением.
Полимерный защитный слой в контексте изобретения предпочтительно имеет толщину по меньшей мере 1 мкм, не растворяется в воде и получен из состава, который включает (мет)акрилаты. Нерастворимость в воде означает, что защитный слой выдерживает также обычный процесс промывки стеклянного листа. Полимерный защитный слой является временным полимерным защитным слоем. Термин "временный" указывает, что защитный слой наносится только для защиты при хранении или транспортировке стеклянного листа. Подходящие защитные слои описаны в US 2016/194516A1. Полимерный защитный слой в контексте изобретения не является отслаивающимся (по-английски peelable), но удаляется путем термического разложения.
Заданная область представляет собой область, предназначенную для печати керамической краской. Заданная область является плоской областью на поверхности стеклянной подложки. Размер, внешний вид и положение заданной области могут выбираться произвольно.
Керамическая краска, называемая также эмалью, в процессе закалки расплавляется на стекле и образует прочную связь со стеклянной матрицей. В качестве керамической краски можно выбрать обычные красящие составы, которые известны из уровня техники для печати черным цветом на стекле. Обычно керамическая краска содержит в качестве компонентов стеклообразователи (оксид кремния или оксид бария), флюсующую добавку, которая влияет на плавление (например, Na2O, K2O, Li2O, CaO, MgO, SrO, BaO), и другие оксиды, такие как оксид алюминия, оксид цинка, оксид циркония. Кроме того, для окрашивания используются неорганические красящие пигменты. Компоненты можно суспендировать в среде, чтобы сделать возможным процесс печати. Для этого подходят органические и/или водные растворы. Керамическую краску можно нанести способом трафаретной печати, способом обката (называемым также способом покрытия валиком) или способом цифровой печати. Предпочтительно использовать непрозрачные керамические краски.
В следующем предпочтительном варианте осуществления способа согласно изобретению после вышеописанных этапов a)-c) на дополнительном этапе d) стеклянный лист подвергают термообработке при температуре >600°C. При этом временный полимерный защитный слой удаляется со всей первой поверхности, и керамическая краска в заданной области обжигается. Благодаря способу по изобретению, в результате получают закаленный стеклянный лист с металлосодержащим покрытием и печатью на ограниченной области, лишенной покрытия.
Способ не требует отдельных этапов для удаления полимерного защитного слоя. При высоких температурах полимерный защитный слой разлагается без остатка, поэтому нет необходимости в отдельном удалении отходов. В то же время в процессе печати металлосодержащее покрытие защищено временным полимерным защитным слоем.
Тот факт, что полимерный защитный слой присутствует в начале температурной обработки, имеет удивительно положительный эффект. Во время термообработки область с печатью и область с покрытием нагреваются по-разному. Нагрев тела зависит от его излучательной способности (ε=коэффициент излучения). Излучательная способность тела показывает, сколько излучения он излучает по сравнению с идеальным тепловым излучателем, черным телом. Коэффициент излучения идеального черного тела составляет 100%.
Область стеклянного листа, несущая печать (ε типично от 70% до 99%), нагревается сильнее всего (особенно в случае черной печати). Металлосодержащее покрытие само по себе имеет очень низкий коэффициент излучения (ε типично от 0,5% до 4%), так как оно отражает тепло и, тем самым, нагревается мало. Следовательно, без полимерного защитного слоя имелась бы большая разница температур между областью с печатью и областью с металлосодержащим покрытием. Это привело бы в готовом продукте к оптическим дефектам, таким как образование волн.
Благодаря полимерному защитному слою (коэффициент ε стеклянного листа с металлосодержащим покрытием и полимерным защитным слоем типично больше 40%) разность температур между областью с печатью и областью с покрытием меньше. Тем самым, нагрев всего стеклянного листа происходит более равномерно, чем в отсутствие полимерного защитного слоя. В частности, уменьшается разница в нагреве между областью с печатью без металлосодержащего покрытия и областью с металлосодержащим покрытием. Благодаря более равномерному распределению температуры по поверхности стекла во время термообработки конечный продукт имеет меньше оптических дефектов/неоднородностей. Кроме того, время нагрева значительно сокращается по сравнению со способом, в котором полимерный защитный слой не используется.
В одном предпочтительном варианте осуществления способа согласно изобретению стеклянный лист при вышеописанной термообработке термически закаливается, при этом получают, в частности, однослойное безосколочное стекло (ESG) или частично закаленное стекло (TVG). При этом после нагрева стеклянного листа до температур выше 600°C, предпочтительно до 620°C-700°C, стеклянный лист быстро охлаждают, начиная с поверхности. Обычно охлаждение проводят путем обдувки воздухом. При этом внутри стеклянного листа создается постоянное растягивающее напряжение, а у поверхностей и кромок постоянное сжимающее напряжение. Поэтому термически закаленное стекло имеет более высокий порог механического разрушения, чем незакаленное флоат-стекло. Однослойное безосколочное стекло должно, как правило, иметь степень предварительного напряжения на поверхности по меньшей мере 69 МПа. В случае частично закаленного стекла поверхностные напряжения сжатия обычно достигают значений 24-52 МПа.
В следующем предпочтительном варианте осуществления способа согласно изобретению керамическая краска наносится с помощью валкового устройства нанесения покрытий или с помощью цифрового принтера. Нанесение способом обката посредством валкового устройства особенно выгодно в случае плоской краевой печати. При этом краска наносится на стеклянный лист рифленым резиновым валиком. При ближайшем рассмотрении рифленая структура валика видна на стороне нанесения краски. В процессе цифровой печати керамическая краска наносится на стеклянную поверхность аналогично струйному принтеру. Этот способ особенно хорошо подходит для сложных или разноцветных рисунков или изображений.
В следующем предпочтительном варианте осуществления способа согласно изобретению перед нанесением керамической краски заданную область подвергают плазменной очистке. При этом удаляются возможно имевшиеся, приставшие к поверхности загрязнения. Одновременно поверхность оптимально подготавливается для последующего нанесения краски. Предпочтительной является очистка атмосферной плазмой, при которой стекло можно сразу же обрабатывать дальше.
Альтернативно или дополнительно к плазменной очистке стеклянный лист можно перед печатью вымыть и высушить. Можно использовать обычные водные моющие растворы или чистую воду.
В следующем предпочтительном варианте осуществления способа согласно изобретению нанесение керамической краски в заданной области контролируется камерой, при этом камера обнаруживает разницу между очищенной от покрытия заданной областью и областью, снабженной полимерным защитным слоем. Путем настройки ориентации принтера с помощью камеры можно еще больше уменьшить количество ошибок при печати. В частности, это предотвращает появление областей без печати или областей с перекрыванием печати, которые отрицательно сказываются на внешнем виде (смотри фигуру 4).
В следующем предпочтительном варианте осуществления способа согласно изобретению стеклянный лист имеет размеры от 1 м2 до 54 м2. Для больших стеклянных листов способ согласно изобретению является особенно выгодным, так как благодаря присутствию полимерного защитного слоя в процессе закалки происходит равномерный нагрев стеклянного листа и можно уменьшить период нагревания. Предпочтительно, стеклянный лист имеет размеры от 3 м2 до 40 м2. Особенно предпочтительно, размер стеклянного листа составляет от 10 м2 до 30 м2.
В следующем предпочтительном варианте осуществления способа согласно изобретению заданная область проходит по меньшей мере вдоль одной кромки стеклянного листа и имеет при этом ширину b, отмеряемую от кромки стеклянного листа, от 0,5 см до 30 см, предпочтительно от 1 см до 20 см, особенно предпочтительно от 2 см до 10 см. Печать предпочтительно выполняется вдоль всех кромок листа. В случае прямоугольного стеклянного листа это приводит к рамочной печати на листе с маскирующим отпечатком на кромке листа. Эта рамочная печать служит в основном для маскировки средств крепления листа. Рамка предпочтительно имеет одинаковую ширину вдоль всех кромок листа.
В следующем предпочтительном варианте осуществления способа согласно изобретению полимерный защитный слой не растворим в воде и получен из состава, который содержит (мет)акрилаты. Благодаря этому защитный слой особенно хорошо защищает от влаги и остается неповрежденным даже в обычных процессах мытья. Полимерный защитный слой отверждают или сшивают посредством сушки, ИК- или УФ-излучения или сшивания электронным пучком. Предпочтительно, полимерный защитный слой имеет толщину от 1 мкм до 30 мкм, предпочтительно от 15 мкм до 20 мкм. При таких толщинах достигается достаточная стойкость к царапанью, чтобы защищать нижележащий слой во время хранения и транспортировки.
Обозначение (мет)акрилаты относится к сложным эфирам акриловой или метакриловой кислоты, содержащим по меньшей мере одну акрилoиловую (CH2═CH─CO─) или метакрилоиловую (CH2═CH(CH3)─CO─) группу. Эти эфиры могут представлять собой мономеры, олигомеры, преполимеры или полимеры. Если эти (мет)акрилаты реагируют в условиях полимеризации, получается полимерная сетка с жесткой структурой.
В следующем предпочтительном варианте осуществления способа согласно изобретению металлосодержащее покрытие несет функцию отражения ИК-излучения и содержит по меньшей мере два содержащих серебро слоя и по меньшей мере три диэлектрических слоя. Серебросодержащие слои состоят из серебра или соединения серебра. ИК-отражение означает, в частности, что часть солнечного спектра в невидимом диапазоне от 780 до 2500 нм по большей части отражается. Это в случае остекления здания или транспортных средств эффективно предотвращает нагревание внутренних помещений. По меньшей мере два серебросодержащих слоя и по меньшей мере три диэлектрических слоя предпочтительно расположены так, чтобы каждый серебросодержащий слой находился между двумя диэлектрическими слоями, то есть слои расположены поочередно.
В следующем аспекте настоящее изобретение относится к стеклянному листу, полученному способом согласно изобретению.
В следующем аспекте изобретение относится к разработке устройства для осуществления способа согласно изобретению. Устройство содержит по меньшей мере один лазерный сканер и валковое устройство для нанесения покрытия или цифровой принтер. Так как на этапе удаления покрытия используется лазер, а не механический абразив, который создает дополнительную пыль, можно объединить печатающее устройство, то есть валковое устройство для нанесения покрытий или цифровой принтер, с лазером в одном устройстве. Частицы, образующиеся во время удаления покрытия лазером, при необходимости можно отсосать с помощью отсасывающего устройства. "В одном устройстве" означает, что компоненты находятся на одной производственной линии. Можно, чтобы процессы проходили в разных помещениях, но при этом отдельные рабочие площадки соединены ленточными конвейерами или транспортными устройствами.
Обработка лазером предпочтительно происходит в атмосферных условиях. Исключение кислорода не является строго необходимым. Благодаря наличию полимерного защитного слоя металлосодержащее покрытие на границах заданной области на удивление достаточно надежно защищено от коррозии. В отсутствии временного полимерного защитного слоя металлосодержащее покрытие будет окисляться из-за наличия кислорода и высокой энергии, вносимой лазером. Поэтому удивительно, что не требуется отдельной камеры с защитной газовой атмосферой.
В следующем предпочтительном варианте осуществления устройства согласно изобретению устройство содержит лазерный сканер и валковое устройство для нанесения покрытия, которые установлены на одной оси. Это устройство обеспечивает особенно точную юстировку валкового устройства, что приводит к снижению погрешности при позиционировании печати.
В следующем предпочтительном варианте осуществления устройства согласно изобретению оно дополнительно содержит устройство для плазменной очистки. Устройство для создания плазмы устанавливается в производственной линии после лазерного сканера и подготавливает поверхность стекла для последующего нанесения краски. Продукт, полученный с помощью этого устройства, имеет еще лучшую печать и особенно выгоден в сочетании с более сложной печатью, которая производится, например, с использованием цифрового принтера. Поскольку толщина цветной пленки, получаемой с помощью цифрового принтера, меньше, чем у пленки краски, получаемой с помощью валкового устройства для нанесения покрытий, особо чистая поверхность является выгодной.
Лазерная обработка осуществляется с помощью по меньшей мере одного лазерного 2D-сканера. Эти лазерные сканеры расположены перпендикулярно поверхности стеклянной подложки с покрытием. Лазерный 2D-сканер имеет максимальную рабочую площадь 3 м в ширину и 18 м в длину. Лазерный 2D-сканер может быть установлен на оси, чтобы он мог перемещаться по всей рабочей области.
В качестве источника лазерного излучения предпочтительно использовать импульсные твердотельные лазеры или волоконные лазеры. Особенно предпочтительно применять лазер на иттрий-алюминиевом гранате, легированном неодимом (Nd:YAG-лазер). Альтернативно, можно также в качестве легирующих материалов использовать иттербий (лазер Yb:YAG) или эрбий (лазер Er:YAG), или использовать титан-сапфировый лазер, или лазер на ванадате иттрия, легированном неодимом (лазер Nd:YVO4). Nd:YAG-лазер испускает инфракрасное излучение с длиной волны 1064 нм. Однако, удваивая или утраивая частоту, можно генерировать излучение с длинами волн 532 нм и 355 нм.
При использовании лазерного 2D-сканера луч лазера, созданный источником лазерного излучения, попадает на расширитель пучка, а оттуда отклоняется зеркалом к лазерному 2D-сканеру.
Лазерная обработка проводится с длиной волны от 300 до 1300 нм. При этом используемая длина волны зависит от типа покрытия. Nd:YAG-лазер, использующийся предпочтительно, может обеспечивать лазерное излучение с длинами волн 355 нм, 532 нм и 1064 нм. Для обработки серебряных покрытий предпочтительно использовать длину волны 532 нм.
Обработка лазером проводится предпочтительно на мощности от 1 Вт до 150 Вт, особенно предпочтительно от 10 Вт до 100 Вт.
В следующем аспекте настоящее изобретение относится к применению стеклянного листа, полученного способом согласно изобретению, в качестве внутреннего или наружного остекления зданий, предпочтительно в качестве части изолирующего остекления.
Краткое описание чертежей
Далее изобретение подробнее поясняется на чертежах и примерах осуществления. Чертежи являются схематичными и выполнены без соблюдения масштаба. Чертежи никоим образом не ограничивают изобретение.
Показано:
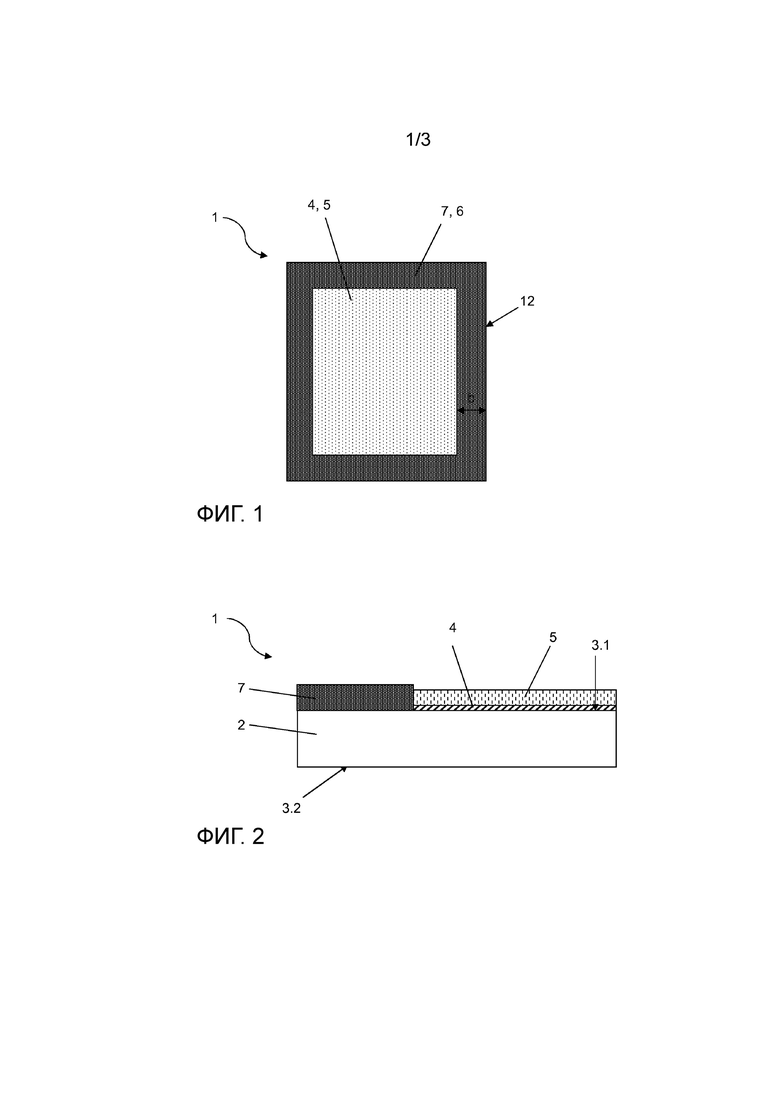
фиг. 1: вид сверху стеклянного листа, полученного способом согласно изобретению,
фиг. 2 поперечное сечение краевой зоны стеклянного листа, полученного способом согласно изобретению,
фиг. 3: схематическое изображение способа согласно изобретению,
фиг. 4: схематическое изображение ошибок, которые могут встретиться при печати на стеклянных листах.
На фигуре 1 в виде сверху показан стеклянный лист 1 согласно изобретению, а на фигуре 2 показано сечение краевой зоны стеклянного листа 1. Стеклянный лист 1 представляет собой лист стекла размером 1 м × 1 м и толщиной 6 мм. Стеклянная подложка 1 представляет собой бесцветное флоат-стекло, какое выпускается в продажу, например, фирмой SAINT GOBAIN GLASS под названием PLANICLEAR®. На первую поверхность 3.1 стеклянной подложки 2 нанесено содержащее серебро ИК-отражающее покрытие 4. Покрытие 4 содержит два функциональных слоя серебра, которые расположены поочередно с 3 диэлектрическими слоями. Полная толщина металлосодержащего покрытия 4 составляет от 150 нм до 200 нм. На металлосодержащем покрытии 4 находится временный полимерный защитный слой 5. Полимерный защитный слой получен из состава, который содержит (мет)акрилаты и который был сшит УФ-излучением. Полимерный защитный слой 5 имеет толщину 15 мкм. Подходящий полимерный защитный слой предлагается фирмой SAINT GOBAIN GLASS под названием EASYPRO®. В заданной области 6 нанесена черная керамическая краска 7. Заданная область 6 образует рамку вокруг стеклянного листа 1 шириной b, равной 10 мм. Рамка служит в качестве маскирующей печати, под которой скрываются крепежные материалы и соединительные профили кромок готового стеклопакета.
На фигуре 3 приведено схематическое изображение способа по изобретению. На этапе a) исходят из стеклянной подложки 2 толщиной 6 мм с металлосодержащим покрытием 4 суммарной толщиной 200-250 нм, содержащим по меньшей мере три слоя серебра и четыре диэлектрических слоя, причем металлосодержащее покрытие 4 покрыто полимерным защитным слоем 5 толщиной 15 мкм. Вся первая поверхность 3.1 стеклянной подложки 2 полностью снабжена слоями 4 и 5. На этапе b) лазерным 2D-сканером покрытие удаляется в заданной области 6 на ширину b=20 мм. Удаление покрытия проводится в условиях окружающей среды без исключения кислорода. На следующем этапа c) в счищенной области 6 наносится черная керамическая краска 7. На последнем этапе d) лист 1 подвергают термообработке при 690°C в течение 8 минут. При этом стеклянный лист 1 одновременно закаливается, полимерный защитный слой 5 удаляется без остатка, а керамическая краска 7 связывается с поверхностью стекла и обжигается. На чертеже обжиг указан другой штриховкой и более тонким слоем краски.
Фигура 4 показывает два изображения дефектов, которые могут возникнуть из-за неправильной настройки печати. На фигуре a) нанесенная печать не прилегает точно к металлосодержащему покрытию, так что вдоль печати возникает светлая линия, которая портит внешний вид продукта. На фигуре b) печать нанесена с частичным перекрыванием металлосодержащего покрытия, что также ведет к визуальным дефектам.
Далее преимущества способа по изобретению (пример) поясняются в сравнении с обычным способом (сравнительный пример).
В обоих случаях получали стеклянную подложку размерами 1 м × 2 м из бесцветного флоат-стекла с одинаковым серебросодержащим покрытием, включающим 3 функциональных слоя серебра. По краю наносили черную печать в форме рамки разной ширины b. После печати стеклянные листы подвергали закалке при температуре 690°C в течение 500 секунд. Коэффициент теплового излучения измеряли на приборе INGLAS TIR100-2.
Пример
стеклянный лист: бесцветное флоат-стекло 1 м × 2 м
металлосодержащее покрытие: содержит 3 слоя серебра
полимерный защитный слой: SGG EasyPro® 15 мкм; на слое на основе (мет)акрилатов
коэффициент излучения области без печати (металлосодержащее покрытие и полимерный защитный слой; измерено перед термообработкой): 45%
коэффициент излучения области с печатью (измерено после термообработки): 89%.
Сравнительный пример
стеклянный лист: бесцветное флоат-стекло 2 м × 1 м
металлосодержащее покрытие: содержит 3 слоя серебра
коэффициент излучения области без печати (только металлосодержащее покрытие; измерено перед термообработкой): 2%
коэффициент излучения области с печатью (измерено после термообработки): 89%.
(с полимерным защитным слоем)
(без полимерного защитного слоя)
Деформацию измеряли как изменение толщины стеклянного листа на расстоянии 5 мм от края. Сравнение показывает, что способ согласно изобретению приводит к значительному уменьшению или даже к отсутствию деформации в области с печатью. При печати на более широкой рамке стекло без защитного слоя может даже разбиться.
Список позиций для ссылок
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННОГО ЛИСТА С ПОКРЫТИЕМ И ПЕЧАТЬЮ | 2018 |
|
RU2738065C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ИДЕНТИФИКАЦИОННЫХ МЕТОК НА ЗАЩИТНЫХ ДОКУМЕНТАХ | 2005 |
|
RU2367579C2 |
| ИЗМЕРИТЕЛЬНАЯ СИСТЕМА ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ С ПЕЧАТНОЙ МАТРИЦЕЙ ФОТОДЕТЕКТОРОВ | 2010 |
|
RU2542588C2 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| ОПТИЧЕСКИ-ТЕРМИЧЕСКИ НАДПИСЫВАЕМОЕ НАНОПОКРЫТИЕ | 2008 |
|
RU2471634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОЙ ПОДЛОЖКИ, С ОРНАМЕНТОМ (АМИ) НА ОСНОВЕ КРАСКИ (ОК) | 1998 |
|
RU2197393C2 |
| МАШИНОЧИТАЕМЫЕ ЗАЩИТНЫЕ ПРИЗНАКИ | 2019 |
|
RU2782023C2 |
| ЗАЩИТНЫЙ ПРИЗНАК, ЕГО ИСПОЛЬЗОВАНИЕ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2405679C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ | 2009 |
|
RU2505889C2 |
| СПОСОБ И ПЕЧАТНАЯ МАШИНА ДЛЯ ПЕЧАТАНИЯ НА ОСНОВЕ | 2009 |
|
RU2504479C2 |


Способ получения стеклянного листа с покрытием и печатью, включающий по меньшей мере следующие этапы: a) подготовка стеклянной подложки с металлосодержащим покрытием на по меньшей мере одной первой поверхности и с находящимся на этом металлосодержащем покрытии полимерным защитным слоем, b) удаление временного полимерного защитного слоя (5) и металлосодержащего покрытия только в заданной области (6), c) нанесение керамической краски только в заданной области, причем этап b) проводится с использованием лазера, и полимерный защитный слой (5) и металлосодержащее покрытие (4) вне заданной области (6) после этапа c) остаются незатронутыми. 2 н. и 7 з.п. ф-лы, 4 ил.
1. Способ получения стеклянного листа (1) с покрытием и печатью, включающий по меньшей мере следующие этапы:
a) подготовка стеклянной подложки (2) с металлосодержащим покрытием (4) на по меньшей мере одной первой поверхности (3.1) и с находящимся на этом металлосодержащем покрытии (4) полимерным защитным слоем (5),
b) удаление временного полимерного защитного слоя (5) и металлосодержащего покрытия (4) только в заданной области (6),
c) нанесение керамической краски (7) только в заданной области (6), причем
этап b) проводится с использованием лазера (8), и полимерный защитный слой (5) и металлосодержащее покрытие (4) за пределами заданной области (6) после этапа c) остаются незатронутыми,
d) стеклянный лист (1) подвергают термообработке при температуре >600°C, при этом временный полимерный защитный слой (5) удаляется со всей первой поверхности (3.1), и керамическая краска (7) в заданной области (6) обжигается,
причем заданная область (6) проходит вдоль по меньшей мере одной кромки (12) стеклянного листа (1) и при этом имеет ширину b, измеряемую от кромки (12) листа, от 0,5 см до 30 см, предпочтительно от 1 см до 20 см.
2. Способ по п. 1, причем стеклянный лист (1) при термообработке термически закаливается, при этом получают, в частности, однослойное безосколочное стекло или частично закаленное стекло.
3. Способ по одному из предыдущих пунктов, причем керамическая краска (7) наносится с помощью валкового устройства нанесения покрытий или с помощью цифрового принтера.
4. Способ по одному из предыдущих пунктов, причем перед нанесением керамической краски (7) заданная область (6) подвергается плазменной очистке.
5. Способ по одному из предыдущих пунктов, причем нанесение керамической краски (7) в заданной области (6) контролируется камерой, при этом камера различает зачищенную от покрытия заданную область (6) и область, снабженную полимерным защитным слоем (5).
6. Способ по одному из предыдущих пунктов, причем стеклянный лист (1) имеет размер от 1 м2 до 54 м2, предпочтительно от 3 м2 до 40 м2, особенно предпочтительно от 10 м2 до 30 м2.
7. Способ по одному из предыдущих пунктов, причем полимерный защитный слой (5) не растворим в воде и получен из состава, который содержит (мет)акрилаты.
8. Способ по одному из предыдущих пунктов, причем металлосодержащее покрытие (4) несет функцию отражения ИК-излучения и содержит по меньшей мере два серебросодержащих слоя, а также по меньшей мере три диэлектрических слоя.
9. Устройство для осуществления способа по одному из пп. 1-8, содержащее по меньшей мере один лазерный сканер (8) и валковое устройство нанесения покрытий или лазерный сканер (8) и цифровой принтер, а также дополнительно содержит устройство плазменной очистки.
| WO 2011090784 A1, 28.07.2011 | |||
| WO 2015019022 A1, 12.02.2015 | |||
| WO 2014133929 A2, 04.09.2014 | |||
| US 2004086652 A1, 06.05.2004 | |||
| FR 2843913 A1, 05.03.2004 | |||
| СПОСОБ И КОМПОЗИЦИИ ДЛЯ НАНЕСЕНИЯ НА СТЕКЛЯННЫЕ И КЕРАМИЧЕСКИЕ ПОДЛОЖКИ | 2004 |
|
RU2378230C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| ТЕРМООБРАБАТЫВАЕМОЕ ОКОННОЕ СТЕКЛО С ПОКРЫТИЕМ | 2007 |
|
RU2421419C2 |

