[001] Настоящее изобретение относится к области защитных красок, подходящих для печати машиночитаемых защитных признаков на подложке, в частности на защищаемых документах или изделиях.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[002] В связи с постоянным повышением качества цветных фотокопий и печатных работ и в попытке защитить защищаемые документы, такие как банкноты, ценные документы или карты, проездные билеты или карты, акцизные марки и этикетки продукции, не имеющие воспроизводимых эффектов, от подделки, фальсификации или незаконного воспроизведения, стало обычной практикой включать в эти документы различные защитные средства.
[003] Защитные признаки, например, для защищаемых документов, могут быть разбиты на «скрытые» и «явные» защитные признаки. Защита, обеспечиваемая скрытыми защитными признаками, основывается на концепции, что такие признаки являются спрятанными, для обнаружения которых, как правило, необходимо специальное оборудование и знания, в то время как «явные» защитные признаки можно легко обнаружить с помощью невооруженных органов чувств человека, например, такие признаки могут быть видимыми и/или обнаруживаемыми посредством тактильных ощущений и при этом все равно являются сложными в изготовлении и/или копировании.
[004] Машиночитаемые краски, такие как, например, магнитные краски, люминесцентные краски и поглощающие ИК-излучение краски, широко применяют в области защищаемых документов, в частности для печати банкнот, чтобы обеспечить защищаемый документ дополнительным скрытым защитным признаком. Защита защищаемого документа от подделки и незаконного воспроизведения, обеспечиваемая скрытыми защитными признаками, основывается на концепции, что для обнаружения таких признаков, как правило, необходимо специальное оборудование и знания. В области безопасности и защиты ценных документов и ценных коммерческих товаров от подделки, фальсификации и незаконного воспроизведения из уровня техники известно применение машиночитаемых защитных красок посредством различных процессов печати, включая процессы печати с использованием высоковязких или пастообразных красок, такие как офсетная печать, высокая печать и глубокая печать (также упоминаемая в данной области техники как печать тиснением гравированным стальным штампом или печать с помощью гравированных медных форм), жидких красок, используемых для ротационной глубокой печати, флексографической печати, трафаретной печати и струйной печати.
[005] Широко известными и применяемыми в сферах безопасности являются защитные признаки, содержащие поглощающие инфракрасное (ИК) излучение материалы. Обычно используемые поглощающие ИК-излучение материалы в области безопасности основаны на поглощении электромагнитного излучения за счет электронных переходов в спектральном диапазоне от 780 нм до 1400 нм (диапазон, предусмотренный CIE (Commission Internationale de l'Eclairage -Международной Комиссией по освещению)), при этом указанная часть электромагнитного спектра, как правило, относится к области ближнего ИК-излучения. Например, поглощающие ИК-излучение признаки внедрены в банкноты для использования при помощи оборудования для автоматической обработки банкнот, в банковской и торговой сферах (банкоматы, торговые автоматы и т.д.) для распознавания купюр определенного номинала и удостоверения их аутентичности, в частности, для отличения их от реплик, выполненных на цветных копировальных устройствах. Поглощающие ИК-излучение материалы включают органические соединения, неорганические материалы, стекла, содержащие значительные количества поглощающих ИК-излучение атомов или ионов. Типичные примеры поглощающих ИК-излучение соединений включают, среди прочего, углеродную сажу, соли хинон-дииммония или аммония, полиметины (например, цианины, скварены, кроконены), соединения фталоцианинового или нафталоцианинового типа (поглощающая ИК-излучение pi-система), дитиолены, кватеррилендиимиды, соли (такие как, например, фториды, хлориды, бромиды, йодиды, нитраты, нитриты, сульфиты, сульфаты, фосфаты, карбонаты, бораты, бензоаты, ацетаты, хроматы, гексабориды, молибдаты, манганаты, ферраты, органосульфаты, органосульфонаты, органофосфонаты, органофосфаты и фосфоно-вольфраматы) металла (такого как, например, переходного металла или лантанида), оксиды металлов (такие как, например, оксид индия и олова, оксид сурьмы и олова в форме наночастиц и легированный оксид олова (IV)), нитриды металлов.
[006] Из-за сильного поглощения в видимой области углеродная сажа не является предпочтительным защитным материалом, так как из-за ее сильного поглощения в видимой области она ограничивает свободу реализации дизайна защищаемого документа, подлежащего защите от подделки или незаконного воспроизведения.
[007] В идеале защитные признаки, содержащие поглощающие инфракрасное (ИК) излучение материалы, для целей аутентификации не должны поглощать в видимом диапазоне (от 400 нм до 700 нм), например, чтобы их можно было использовать во всех типах явно окрашенных красок, а также в маркировках, которые невидимы невооруженным глазом, и в то же время демонстрируют сильное поглощение в ближнем инфракрасном диапазоне (от 700 нм до 1400 нм), что позволяет легко распознать его стандартным оборудованием для обработки банкнот.
[008] Органические поглотители ближнего ИК-излучения обычно имеют ограниченное применение в сферах безопасности из-за присущей им низкой термостойкости и сложности их производства.
[009] Неорганические поглощающие ИК-излучение соединения, демонстрирующие улучшенные свойства, были раскрыты в документе WO 2007/060133 А2, в котором были разработаны защитные краски для создания защитных признаков, свобода дизайна которых не ограничивается поглощением указанных поглощающих ИК-излучение соединений в видимом диапазоне электромагнитного спектра. В документе WO 2007/060133 А2 раскрыты краски для глубокой печати, содержащие поглощающий ИК-излучение материал, состоящий из соединения переходного элемента, ИК-поглощение которого является следствием электронных переходов внутри d-оболочки атомов или ионов переходных элементов. В частности, в документе WO 2007/060133 А2 описаны фосфаты меди(П), пирофосфаты Cu(II), метафосфат меди(II), гидратированный фосфат железа(II) Fe3(PO4)2 8H2O, вивианит), гидратированный фосфат никеля(II) (Ni3(PO4)2 8H2O) и Ca2Fe(PO4)2 4H2O (Анапаит) в качестве поглощающих ИК-излучение материалов.
[010] Следовательно, сохраняется потребность в защитных красках, содержащих поглощающий ИК-излучение материал для печати машиночитаемых защитных признаков, которые имеют преимущества по сравнению с предшествующим уровнем техники и являются аналогичными или даже более подходящими, чем известные поглотители ИК-излучения, с точки зрения поглощения ближнего ИК-излучения, и в то же время обладают высокой химической стойкостью, высоким коэффициентом отражения в видимом диапазоне и не вызывают токсикологических или экологических проблем.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[011] Соответственно, целью настоящего изобретения является устранение рассмотренных выше недостатков предшествующего уровня техники.
[012] В первом аспекте в настоящем изобретении предусмотрена защитная краска для печати машиночитаемого защитного признака, при этом указанная защитная краска содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из
ортофосфатов железа(II) без кристаллизационной воды общей формулы Fe3(PO4)2 с кристаллической структурой графтонита,
металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II) без кристаллизационной воды,
металлосодержащих пирофосфатов железа(II) без кристаллизационной воды,
металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), в частности Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, Co, Ni, Ag, Au, металлов и полуметаллов третьей, четвертой и пятой основных групп, в частности В, Al, Ga, In, Si, Sn, Sb, Bi, и лантаноидов, и их смесей,
при этом указанная защитная краска представляет собой
закрепляющуюся окислением защитную краску, содержащую от приблизительно 0,01 вес.% до приблизительно 10 вес.% одного или более осушителей, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски, или
отверждаемую под воздействием излучения в УФ и видимой области защитную краску, содержащую от приблизительно 0,1 вес.% до приблизительно 20 вес.% одного или более фотоинициаторов, при этом весовое процентное содержание рассчитано исходя из общего веса отверждаемой под воздействием излучения в УФ и видимой области защитной краски, или
закрепляющуюся под воздействием тепла защитную краску, содержащую от приблизительно 10 вес.% до приблизительно 90 вес.% одного или более растворителей, выбранных из группы, состоящей из органических растворителей, воды и их смесей, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся под воздействием тепла защитной краски, или их комбинацию.
[013] Также описанными и заявленными в данном документе являются машиночитаемый защитный признак, выполненный из защитной краски, описанной в данном документе, и способы получения указанных машиночитаемых защитных признаков, при этом указанные способы включают этап а) нанесения, предпочтительно посредством процесса печати, выбранного из группы, состоящей из глубокой печати, трафаретной печати, флексографической печати, ротационной глубокой печати и струйной печати с использованием продольно-изгибной печатающей головки, защитной краски, описанной в данном документе, на подложку.
[014] Также описанными и заявленными в данном документе являются защищаемые документы, содержащие машиночитаемый защитный признак, и защищаемый документ, содержащий первый участок, состоящий из машиночитаемого защитного признака, описанного в данном документе, и второй участок, состоящий из защитного признака, выполненного из краски, содержащей одно или более соединений, поглощающих в другой области электромагнитного спектра (УФ или видимая область), или состоящий из защитного признака, выполненного из машиночитаемой магнитной краски, содержащей одно или более магнитных соединений, с образованием тем самым указанного комбинированного защитного признака.
[015] Также описанными и заявленными в данном документе являются способы аутентификации защищаемого документа, описанного в данном документе, при этом указанные способы включают этапы, на которых:
a) предоставляют защищаемый документ, описанный в данном документе и содержащий машиночитаемый защитный признак, выполненный из краски, описанной в данном документе;
b) освещают машиночитаемый защитный признак на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне, а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне,
c) обнаруживают оптические характеристики машиночитаемого защитного признака посредством восприятия света, отражаемого указанным машиночитаемым защитным признаком на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне, а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне, и
d) определяют аутентичность защищаемого документа за счет обнаруженных оптических характеристик машиночитаемого защитного признака.
[016] Неожиданно, было обнаружено, что использование поглощающих ИК-излучение материалов, описанных в данном документе, в защитных красках сочетает в себе свойства сильного поглощения в ближнем ИК-диапазоне, высокий коэффициент отражения в видимом диапазоне и высокую химическую стойкость.
[017] Поглощающие ИК-излучение материалы, описанные в данном документе, можно относительно легко изготовлять за сравнительно низкую стоимость, и они характеризуются, например, высокой химической стойкостью в сравнении с органическими или металлическими органическими поглотителями. Они не содержат кристаллизационную воду, в результате чего все излучение поглощается самим комплексом, а не часть его поглощается кристаллизационной водой. Кроме того, защитные краски, содержащие указанные один или более поглощающих ИК-излучение материалов, демонстрируют особенно сильное поглощение в ближнем ИК-диапазоне, но при этом обладают высокой отражательной способностью в видимом диапазоне.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1А-В показаны рентгеновские дифрактограммы (XRD) Fe3(PO4)2 без кристаллизационной воды со структурой графтонита (поглощающего ИК-излучение материала IR-A 1, фиг. 1А) и KFePO4 без кристаллизационной воды (поглощающего ИК-излучение материала IR-A 2, фиг. 1В).
На фиг. 2А и 2В показаны кривые DSC Fe3(PO4)2 со структурой графтонита и без кристаллизационной воды (поглощающего ИК-излучение материала IR-A 1, фиг. 2В) и Fe3(PO4)2 без кристаллизационной воды (поглощающего ИК-излучение материала IR-A 3, фиг. А).
На фиг.3 показана кривая коэффициента отражения в видимом диапазоне и ближнем ИК-диапазоне (защитного признака, получаемого печатью на бумажной подложке с помощью красок для глубокой печати, содержащих 40 вес.% поглощающих ИК-излучение материалов IR-A 1 (прямая линия), IR-A 2 (пунктирная линия) и IR-A 3 (штриховая/пунктирная линия).
ПОДРОБНОЕ ОПИСАНИЕ
[018] Для трактовки значения терминов, рассмотренных в описании и изложенных в формуле изобретения, должны использоваться следующие определения.
[019] В контексте настоящего документа форма единственного числа объекта указывает на один объект или более и необязательно ограничивает его единственным числом.
[020] В контексте настоящего документа термин «приблизительно» означает, что указанное количество или значение может представлять собой определенное значение или некоторое иное, приблизительно такое же значение. Данная фраза подразумевает, что подобные значения в диапазоне ±5% указанного значения обеспечивают эквивалентные результаты или эффекты в соответствии с настоящим изобретением.
[021] В контексте настоящего документа термин «и/или» или «или/и» означает, что могут присутствовать либо все, либо только один из элементов указанной группы. Например, «А и/или В» будет означать «только А или только В, или как А, так и В».
[022] В контексте настоящего документа термин «по меньшей мере» означает один или более одного, например, один, или два, или три.
[023] Термин «защищаемый документ» относится к документу, который обычно защищен от подделки или фальсификации по меньшей мере одним защитным признаком. Примеры защищаемых документов включают без ограничения ценные документы и ценные коммерческие товары.
[024] Выражение «ультрафиолетовый» (УФ) используется для обозначения спектрального диапазона от 100 до 400 нм, «видимый» (ВИД) используется для обозначения спектрального диапазона от 400 до 700 нм, «инфракрасный» (ИК) используется для обозначения спектрального диапазона между длинами волн от 780 нм до 15000 нм, и ближний инфракрасный (ближний ИК) используется для обозначения спектрального диапазона между длинами волн от 780 нм до 1400 нм (диапазоны предоставлены CIE (Commission Internationale de l'Eclairage - Международной Комиссией по освещению), раскрыто в Sliney D.Н., Eye (the Scientific Journal of the Royal College of Ophtalmologists, 2016, 30(2), стр. 222-229).
[025] В настоящем изобретении дополнительно предусмотрены защитные краски, содержащие один или более поглощающих ИК-излучение материалов, описанных в данном документе, для печати машиночитаемых защитных признаков. В контексте настоящего документа термин «машиночитаемый защитный признак» относится к элементу, который проявляет по меньшей мере одно отличительное свойство, которое можно обнаружить с помощью устройства или машины, и который может содержаться в слое таким образом, чтобы представить способ аутентификации указанного слоя или изделия, содержащего указанный слой, с использованием конкретного оборудования для его аутентификации.
[026] Машиночитаемые свойства защитного признака, описанного в данном документе, обеспечиваются одним или более поглощающими материалами, описанными в данном документе, которые содержатся в защитной краске, описанной в данном документе.
[027] Машиночитаемые защитные признаки, содержащие один или более поглощающих ИК-излучение материалов, описанных в данном документе, преимущественно демонстрируют высокий коэффициент отражения в видимом диапазоне (от 400 нм до 700 нм) и низкий коэффициент отражения в ближнем инфракрасном диапазоне (от 780 нм до 1400 нм), тем самым обеспечивая эффективную аутентификацию и распознавание стандартным оборудованием и стандартными детекторами, в том числе теми, которые оснащены высокоскоростными машинами для сортировки банкнот, поскольку такие детекторы полагаются на разницу коэффициента отражения на выбранных длинах волн в видимом и ближнем ИК-диапазонах.
[028] В настоящем изобретении дополнительно предусмотрено применение одного или более поглощающих ИК-излучение материалов, описанных в данном документе, в качестве машиночитаемых соединений в защитных красках, описанных в данном документе, для печати машиночитаемых защитных признаков на подложке, описанной в данном документе, посредством процесса печати, предпочтительно выбранного из группы, состоящей из глубокой печати, трафаретной печати, ротационной глубокой печати, флексографической печати или струйной печати с использованием продольно-изгибной печатающей головки.
[029] Один или более поглощающих ИК-излучение материалов, описанных в данном документе, предпочтительно присутствуют в защитной краске, описанной в данном документе, в количестве от приблизительно 5 до приблизительно 60 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса защитной краски.
[030] Один или более поглощающих ИК-излучение материалов, описанных в данном документе, являются подходящими для получения машиночитаемых защитных признаков путем объединения а) наличия двухвалентного железа и анионов фосфата или анионов фосфоната и нехватки кристаллизационной воды и b) отсутствия центра инверсии в кристаллической структуре указанных материалов. Один или более поглощающих ИК-излучение материалов, описанных в данном документе, не имеют центра инверсии, как в случае с ортофосфатом железа(II) без кристаллизационной воды с формулой Fe3(PO4)2 со структурой графтонита, но также в случае смешанных металлосодержащих соединений железа(П) общей формулы FeaMb(POc)d, описанных в данном документе, при этом правило Лапорта больше не применяется, и поглощение, соответственно, выше.
[031] В одном или более поглощающих ИК-излучение материалах фосфор присутствует на стадии окисления (V). Низкое процентное содержание фосфора на других стадиях окисления не может быть исключено в результате изготовления и должно быть обеспечено защитой от неизбежных примесей. Продукты согласно настоящему изобретению получают из ортофосфорной кислоты (Н3РО4) и ее конденсатов (полимеров). Ортофосфаты имеют анионную структурную единицу [PO43-], пирофосфаты и дифосфаты имеют структурную единицу [P2O74-], а циклические метафосфаты имеют структурную единицу 00=[(PO3-]n.
[032] Один или более поглощающих ИК-излучение материалов, описанных в данном документе, выбраны из группы, состоящей из ортофосфатов железа(II) без кристаллизационной воды общей формулы Fe3(PO4)2 с кристаллической структурой графтонита, металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II) без кристаллизационной воды, металлосодержащих пирофосфатов железа(II) без кристаллизационной воды, металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), в частности Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, Co, Ni, Ag, Au, металлов и полуметаллов третьей, четвертой и пятой основных групп, в частности В, Al, Ga, In, Si, Sn, Sb, Bi и лантаноидов; и их смесей.
[033] Согласно одному варианту осуществления защитная краска, описанная в данном документе, содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из ортофосфатов железа(II) без кристаллизационной воды общей формулы Fe3(PO4)2 с кристаллической структурой графтонита. Другими словами, защитная краска, описанная в данном документе, содержит монометаллический ортофосфат железа(II) без кристаллизационной воды общей формулы Fe3(P04)2, при этом выражение «монометаллический» означает, что продукт содержит лишь железо(II) в качестве металлического (катионного) элемента. Кристаллическая структура графтонита ортофосфата железа(II) без кристаллизационной воды с формулой Fe3(PO4)2 имеет кристаллическую систему, которая является моноклинальной, при этом пространственная группа представляет собой Р21/с, и постоянные решетки представляют собой приблизительно а≈8,81  , b≈11,56
, b≈11,56  с≈6,14
с≈6,14  α≈90,00°, β≈99,35°, γ≈90,00°. В элементарной ячейке содержится восемь формульных единиц Fe1,5PO4. Фосфор тетраэдрически координирован кислородом, и железо(II) находится в трех различных четырехуровневых слоях (4е), каждый с различной координационной геометрией: 1-кратно искаженный октаэдрический, причем один из координированных ионов кислорода находится значительно дальше (d~2,68
α≈90,00°, β≈99,35°, γ≈90,00°. В элементарной ячейке содержится восемь формульных единиц Fe1,5PO4. Фосфор тетраэдрически координирован кислородом, и железо(II) находится в трех различных четырехуровневых слоях (4е), каждый с различной координационной геометрией: 1-кратно искаженный октаэдрический, причем один из координированных ионов кислорода находится значительно дальше (d~2,68  ), и 2-кратно тригонально-бипирамидальный. Следовательно, атомы железа в системе графтонита координированы без центра инверсии. По сравнению с другими известными кристаллическими структурами, содержащими кристаллизационную воду (например, вивианит октагидрата Fe3(PO4)2 8Н2О) или с центром инверсии относительно центрального атома железа (например, Fe3(PO4)2 в кристаллической структуре саркопсида), кристаллическая структура графтонита ортофосфата железа(II) без кристаллизационной воды с формулой Fe3(PO4)2, описанного в данном документе, демонстрирует улучшенные характеристики.
), и 2-кратно тригонально-бипирамидальный. Следовательно, атомы железа в системе графтонита координированы без центра инверсии. По сравнению с другими известными кристаллическими структурами, содержащими кристаллизационную воду (например, вивианит октагидрата Fe3(PO4)2 8Н2О) или с центром инверсии относительно центрального атома железа (например, Fe3(PO4)2 в кристаллической структуре саркопсида), кристаллическая структура графтонита ортофосфата железа(II) без кристаллизационной воды с формулой Fe3(PO4)2, описанного в данном документе, демонстрирует улучшенные характеристики.
[034] Согласно другому варианту осуществления защитная краска, описанная в данном документе, содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II) без кристаллизационной воды, металлосодержащих пирофосфатов железа(II) без кристаллизационной воды, металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d, и их смесей, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), в частности Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, Co, Ni, Ag, Au, металлов и полуметаллов третьей, четвертой и пятой основных групп, в частности В, Al, Ga, In, Si, Sn, Sb, Bi, и лантаноидов. Другими словами, защитная краска, описанная в данном документе, содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из содержащих смешанные металлы ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих пирофосфатов железа(II) без кристаллизационной воды или металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей молекулярной формулы FeaMb(POc)d, описанных в данном документе, при этом выражение «содержащий смешанные металлы» означает, что продукт содержит по меньшей мере один дополнительный металл помимо железа(II) в качестве металлических (катионных) компонентов, и в данном случае его сокращением будет «М».
[035] Предпочтительно, защитная краска, описанная в данном документе, содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II), металлосодержащих пирофосфатов железа(II) или металлосодержащих метафосфатов железа(II) общей формулы FeaMb(POc)d, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba. Предпочтительно, защитная краска, описанная в данном документе, содержит металлосодержащий ортофосфат железа(II) без кристаллизационной воды, металлосодержащий фосфонат железа(II), металлосодержащий пирофосфат железа(II) или металлосодержащий метафосфат железа(П) общей формулы FeaMb(POc)d, описанный в данном документе, где М представляет собой калий (K), магний (Mg) и цинк (Zn) или их комбинацию, предпочтительно только калий (K) или в комбинации с либо магнием (Mg), либо цинком (Zn). Более предпочтительно, металлосодержащий ортофосфат железа(II) без кристаллизационной воды, металлосодержащий фосфонат железа(II) без кристаллизационной воды, металлосодержащий пирофосфат железа(II) без кристаллизационной воды или металлосодержащий метафосфат железа(П) без кристаллизационной воды общей формулы FeaMb(POc)d, описанный в данном документе, представляет собой KFePO4, K(Fe0,75Zn0,25)PO4 или K(Fe0,75Zn0,25)PO4.
[036] Один или более поглощающих ИК-излучение материалов, описанных в данном документе, независимо характеризуются конкретным размером. В данном документе термин «размер» обозначает статистическое свойство указанных поглощающих ИК-излучение материалов. Как известно в данной области техники, каждый из указанных одного или более поглощающих ИК-излучение материалов может независимо характеризоваться измерением распределения частиц по размеру (PSD) образца. Такие PSD обычно описывают фракционное количество (относительно общего числа, веса или объема) частиц в образце как функцию характеристики отдельных частиц, связанной с размером. Обычно используемой характеристикой, связанной с размером, описывающей отдельные частицы, является диаметр «эквивалентного круга» (СЕ), который соответствует диаметру круга, площадь которого равна площади ортогональной проекции материала. В этом приложении сообщаются следующие значения: d(v,50) (в данном документе сокращенно d50 - это значение диаметра СЕ в микронах, который разделяет PSD на две части равного совокупного объема: нижняя часть представляет 50% совокупного объема всех частиц, что соответствует тем частицам с диаметром СЕ меньше, чем d50; верхняя часть представляет 50% совокупного объема частиц, что соответствует тем частицам с диаметром СЕ больше, чем d50. D50 также известен как медиана объемного распределения частиц,
d(v,90) (в данном документе сокращенно d90 - это значение диаметра СЕ в микронах, который разделяет PSD на две части с разными совокупными объемами, так что нижняя часть представляет 90% совокупного объема всех частиц, что соответствует тем частицам с диаметром СЕ меньше, чем d90, а верхняя часть представляет 10% совокупного объема частиц с диаметром СЕ больше, чем d90, и
аналогично d(v,10) (в данном документе сокращенно d 10 это значение диаметра СЕ в микронах, который разделяет PSD на две части с разными совокупными объемами, так что нижняя часть представляет 10% совокупного объема всех частиц, что соответствует тем частицам с диаметром СЕ меньше, чем d10, а верхняя часть представляет 90% совокупного объема частиц с диаметром СЕ больше, чем d10.
[037] Средний размер частиц (значение d50) каждого из одного или более поглощающих ИК-излучение материалов, описанных в данном документе, предпочтительно составляет от приблизительно 0,01 мкм до приблизительно 50 мкм, более предпочтительно, от приблизительно 0,1 мкм до приблизительно 20 мкм и, еще более предпочтительно, от приблизительно 1 мкм до приблизительно 10 мкм.
[038] Доступны разнообразные экспериментальные методы для измерения PSD, включая, помимо прочего, анализ гранулометрического состава, измерения электропроводности (с использованием счетчика Коултера), лазерную дифрактометрию (например, Malvern Mastersizer), акустическую спектроскопию (например, Quantachrome DT-100), дифференциальный седиментационный анализ (например, устройства CPS) и прямую оптическую гранулометрию. Лазерную дифрактометрию использовали для определения PSD, указанных в данной заявке (инструмент: (Cilas 1090); подготовка образца: поглощающий ИК-излучение материал добавляли к дистиллированной воде или этилацетату, в зависимости от водорастворимости материала для измерения, до тех пор, пока лазерное затемнение не достигало рабочего уровня 13-15%, в соответствии с нормой ISO 13320.
[039] Поглощающие ИК-излучение материалы, описанные в данном документе, предпочтительно получают способом, включающим следующие этапы, на которых:
а) изготовляют смесь, содержащую:
i) соединения железа (А), выбранные из соединений Fe(III), соединений Fe(III)/Fe(II) и их смесей в процентном содержании от приблизительно 20 вес.% до приблизительно 90 вес.% по весу смеси, выбранные из группы, состоящей из оксидов, гидроксидов, гидроксидов оксидов, карбонатов, карбоксилатов, таких как оксалаты, формиаты, ацетаты, цитраты, лактаты, ортофосфатов, фосфонатов, метафосфонатов, пирофосфатов, сульфатов и смесей вышеупомянутых,
ii) восстановители (В) в процентном содержании от приблизительно 5 вес.% до приблизительно 50 вес.% по весу смеси, выбранные из группы, состоящей из фосфоновой кислоты [Н3РО3], триоксида фосфора [P2O3], фосфиновой кислоты [H3PO2], четырехокиси фосфора [P2O4], гиподифосфорной кислоты [H4P2O6], дифосфорной кислоты [H4P2O5], гиподифосфоновой кислоты [H4P2O4], солей Fe и солей М вышеупомянутых кислот и смесей вышесказанного в качестве твердых веществ, водных растворов или суспензий,
iii) необязательный донор фосфата (С) в процентном содержании от приблизительно 0 вес.% до приблизительно 50 вес.% по весу смеси, выбранный из фосфорной кислоты [Н3РО4] в качестве водного раствора, фосфата металла [Mx(PO4)z] или кислого фосфата металла [MxHY(PO4)z], где 1≥х≥4, 1≥у≥5 и 1≥z≥>4, в качестве твердых или водных растворов или суспензии, дифосфорной кислоты [Н4Р2О7], метафосфорной кислоты [(НРО3)n], где n≥3, или их солей, пентоксида фосфора [P2O5] или смесей вышесказанного, где М является таким, как определено выше, и
iv) необязательный донор (D) металла (М) в процентном содержании от приблизительно 0 вес.% до приблизительно 50 вес.% по весу смеси, выбранный из металлосодержащих соединений одного или более металлов из группы, состоящей из K, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), в частности Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, и металлов и полуметаллов третьей, четвертой и пятой основных групп, в частности В, Al, Ga, In, Si, Sn, Sb, Bi, и лантаноидов, и выбранный из оксидов, гидроксидов, гидроксидов оксидов, карбонатов, оксалатов, формиатов, ацетатов, цитратов, лактатов, ортофосфатов, пирофосфатов и сульфатов вышеупомянутых металлов и их смесей,
при этом весовая доля компонентов (A)-(D) смеси рассчитана исходя из процентного содержания веществ без включения какого-либо растворителя и/или суспендирующего агента,
b) полученную смесь, содержащую водные и/или органические растворители, сушат при температуре менее приблизительно 400°С, и
c) сухую или высушенную смесь обрабатывают при температуре от приблизительно 400 до приблизительно 1200°С.
[040] Изготовление смеси соединения железа (А) и восстановителя (В) и необязательного донора фосфата (С) и донора (D) металла (М) на этапе а) способа, описанного в данном документе, может быть достигнуто посредством растворения, суспендирования и/или смешивания компонентов в водном или органическом растворителе или без дополнительного растворителя.
[041] Весовая доля компонентов (A)-(D) смеси, указанной в данном документе, рассчитана исходя из процентного содержания веществ без включения какого-либо растворителя и/или суспендирующего агента. Например, если фосфорную кислоту [Н3РО4] вводят в качестве донора фосфата (С) и используют в качестве водного раствора, весовая доля Н3РО4 будет указана без включения воды, вводимой в качестве растворителя.
[042] Растворитель и/или суспендирующий агент может присутствовать в соотношении от 10 до 0,1 по отношению к общей массе смеси без включения растворителя и/или суспендирующего агента. Предпочтительным является весовое соотношение от 8 до 1, а более предпочтительно от 4 до 1. Высокое процентное содержание растворителя и/или суспендирующего агента может упростить обработку смеси, в то время как низкое процентное содержание растворителя и/или суспендирующего агента, соответственно, сокращает последующий этап закрепления.
[043] Когда смесь этапа а) представляет собой раствор или суспензию, ее изготовление происходит при температуре от приблизительно 10°С или комнатной температуры до точки кипения раствора или суспензии, предпочтительно при температуре ниже приблизительно 150°С, более предпочтительно, от приблизительно 20°С до приблизительно 100°С, и еще более предпочтительно от приблизительно 40°С до приблизительно 90°С. Кроме того, изготовление раствора или суспензии, описанных в данном документе, можно осуществлять при температурах, превышающих точку кипения жидкости, с использованием закрытого контейнера при автогенном давлении растворителя при соответствующей температуре.
[044] Для изготовления смеси на этапе а) предпочтительно используют полярный растворитель, в частности растворитель с низким уровнем вязкости и/или с низкой температурой кипения, поскольку это приводит к упрощению и значительному ускорению последующего этапа закрепления, в частности при использовании процедуры распылительной сушки. Подходящий пример полярного растворителя включает без ограничения воду, спирты и полиолы с низкой длиной цепи, аммиак и их смеси, при этом особенно предпочтительной является вода.
[045] Предпочтительно, соединения Fe(III) и/или Fe(III)/Fe(II), используемые в качестве соединений железа (А) на этапе а), выбраны из группы, состоящей из оксидов, гидроксидов, гидроксидов оксидов, ортофосфатов, пирофосфатов, метафосфатов и сульфатов. Их преимущество состоит в том, что анион стабилен с точки зрения реакций разложения и/или окислительно-восстановительных реакций в процессе смешивания и закрепления. Использование анионов преимущественно не приводит к высвобождению каких-либо нежелательных побочных продуктов во время окислительно-восстановительных процессов, которые происходят во время температурной обработки на этапе с). Это означает, что можно получить продукт с более равномерным распределением частиц по размеру и пористостью. Использование ортофосфатов, пирофосфатов и метафосфатов Fe(III) и/или Fe(III)/Fe(II) имеет еще одно преимущество, заключающееся в том, что они также обеспечивают фосфат-ионы, содержащие фосфор на стадии окисления (V) для образования продукта. Количество соединения железа (А) в смеси этапа а) составляет от приблизительно 20 вес.% до приблизительно 90 вес.%, предпочтительно, от приблизительно 25 вес.% до приблизительно 85 вес.%, более предпочтительно, от приблизительно 30 вес.% до приблизительно 75 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса всех компонентов i)-iv) без включения какого-либо растворителя или суспендирующего агента.
[046] Предпочтительно, восстановитель (В) на этапе a) ii) выбран из группы, состоящей из фосфоновой кислоты, фосфиновой кислоты, гиподифосфорной кислоты, дифосфоновой кислоты и гиподифосфоновой кислоты и их смесей. В качестве альтернативы или в качестве дополнительной меры ангидриды кислоты, триоксид фосфора, четырехокись фосфора или их смесь можно использовать в качестве восстановителя (В) этапа b). Преимущество использования ангидрида заключается в том, что этап закрепления b), осуществляемый после стадии а), можно осуществлять сравнительно быстро из-за низкого содержания воды в ангидриде.
[047] Количество восстановителя (В) в смеси, изготовленной на этапе а), составляет от приблизительно 5 вес.% до приблизительно 50 вес.%, предпочтительно, от приблизительно 7,5 вес.% до приблизительно 40 вес.%, более предпочтительно, от приблизительно 10 вес % до приблизительно 30 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса всех компонентов i)-iv) без включения какого-либо растворителя или суспендирующего агента.
[048] В контексте настоящего документе смесь этапа а) может дополнительно содержать донор фосфата (С), описанный в данном документе, который вводит ионы фосфата с фосфором в смесь на стадии окисления (V). Целесообразно добавлять дополнительный донор фосфата (С) в таком количестве, чтобы ионы фосфата, генерируемые восстановителем (В) на этапе с) температурной обработки, и ионы фосфата, вводимые донором фосфата (С), присутствовали в молярном количестве по отношению к ионам Fe и, где применимо, ионы металла (М), чтобы обеспечивалось достаточное количество ионов фосфата для образования продукта. Использование водных сильнокислых растворов фосфорной кислоты в качестве доноров фосфата является целесообразным благодаря хорошей доступности, простоте дозирования и очень низкой цене. Использование соответствующего ангидрида кислоты Р2О5 связано с тем преимуществом, что этап закрепления, который осуществляют после смешивания, можно осуществлять значительно быстрее из-за низкого содержания воды. Количество донора фосфата (С) в смеси этапа а) составляет от приблизительно 0 вес.% до приблизительно 50 вес.%, предпочтительно, от приблизительно 0 вес.% до приблизительно 40 вес.%, более предпочтительно, от приблизительно 0 вес % до приблизительно 30 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса всех компонентов i) iv) без включения какого-либо растворителя или суспендирующего агента.
[049] Как описано в данном документе, смесь этапа а) может дополнительно содержать дополнительный донор металла (D), описанный в данном документе. В способе изготовления для получения металлосодержащих соединений железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d данный донор металла (D) обеспечивает «М» в дополнение к металлическим компонентам, содержащим железо, если они не были предусмотрены в достаточной степени за счет донора фосфата. Донор металла (D) выбран из группы, состоящей из оксидов, гидроксидов, гидроксидов оксидов, карбонатов, оксалатов, формиатов, ацетатов, цитратов, лактатов, ортофосфатов, пирофосфатов, сульфатов и их смесей. Преимущество использования гидроксидов, гидроксидов оксидов, карбонатов, оксалатов, формиатов, ацетатов, цитратов и/или лактатов заключается в том, что в продукте этих соединений не остается никаких остатков аниона в виде примесей после температурной обработки на этапе с). Преимущество использования ортофосфатов и пирофосфатов заключается в том, что ионы фосфата одновременно используются для образования конечного продукта. Количество донора металла (D) в смеси этапа а) составляет от приблизительно 0 вес.% до приблизительно 50 вес.%, предпочтительно, от приблизительно 0 вес.% до приблизительно 40 вес.%, более предпочтительно, от приблизительно 0 вес % до приблизительно 30 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса всех компонентов i)-iv) без включения какого-либо растворителя или суспендирующего агента.
[050] Смесь, изготовленную на этапе а) способа, описанного в данном документе, затем сушат при температуре менее приблизительно 400°С на последующем этапе Ь), если она содержит водные и/или органические растворители, при этом температура менее 400°С относится к температуре смеси, подлежащей закреплению, в процессе закрепления. В этом контексте закрепление означает, что воду и/или другие растворители удаляют из смеси до такой степени, что содержание воды и/или другого растворителя составляет менее приблизительно 5 вес.%, предпочтительно, менее приблизительно 3 вес.% и, более предпочтительно, менее приблизительно 0,8 вес.%, при этом весовое процентное содержание рассчитано исходя из общей массы смеси. Степень закрепления может быть определена термогравиметрией (TGA).
[051] Закрепление смеси на этапе b) можно осуществлять с использованием любого подходящего процесса сушки, включая, помимо прочего, сублимационную сушку, сверхкритическую сушку, микроволновую сушку, вакуумную сушку, конвективную сушку, такую как конвективная сушка на воздухе или конвективная сушка в атмосфере инертного газа, распылительную сушку, грануляцию распылением или сушку во вращающейся печи. Предпочтительно, чтобы закрепление смеси на этапе b) включало конвективную сушку в атмосфере инертного газа и распылительную сушку или грануляцию распылением, поскольку они сохраняют тенденцию продукта к окислению на низком уровне. Распылительная сушка является даже более предпочтительной, поскольку она очень энергоэффективна и обеспечивает равномерное распределение частиц продукта по размеру. В случае закрепления с использованием конвективных методов, например, во вращающейся печи, температура сушильного газа может достигать 600°С, если закрепление осуществляют в атмосфере инертного газа. В этом случае температура смеси, подлежащей закреплению, не должна превышать 400°С. Если конвективную сушку не осуществляют в атмосфере инертного газа, температура сушильного газа не превышает 400°С, предпочтительно, не превышает 300°С, более предпочтительно, не превышает 250°С, чтобы уменьшить окисление восстановителя в смеси с кислородом.
[052] Согласно одному варианту осуществления закрепление смеси на этапе b) осуществляют посредством испарения раствора или суспензии, изготовленных в данном документе, в потоке горячего газа в распылительной сушилке. Горячий газ и поток продукта направляются непрерывным потоком или противотоком, и испарение достигается с использованием по меньшей мере одного сопла под давлением, сопла для одного вещества, или сопла для двух веществ, или по меньшей мере одного вращающегося испарителя, или их комбинации. Особенно предпочтительным является закрепление в непрерывном режиме. Нагретый воздух, воздух, содержащий отработанный газ горелки, воздух с пониженным содержанием кислорода, обогащенный азотом или инертными газами, и азот предпочтительно могут служить в качестве потока горячего газа. Особенно предпочтительным является использование нагретого воздуха и воздуха, содержащего отработанные газы горелки. Нагревание потока горячего газа предпочтительно осуществляют с помощью по меньшей мере одной горелки, генератора горячего газа, электрического газового нагревателя или паровых теплообменников или их комбинаций. Во время испарения особенно предпочтительным является использование по меньшей мере одного сопла для двух веществ или вращающегося испарителя. Особенно предпочтительно, испарение осуществляют в сопле для двух веществ с использованием сжатого воздуха, азота или горячего пара при давлении от приблизительно 1,0 до приблизительно 6,0 бар. Более предпочтительно использовать сжатый воздух в диапазоне давления от приблизительно 1,5 до приблизительно 3,0 бар. Отделение потока высушенного продукта от потока технологического газа предпочтительно достигается с использованием по меньшей мере одного циклона или по меньшей мере одного фильтра или любых их комбинаций.
[053] Согласно другому варианту осуществления закрепление смеси на этапе Ь) осуществляют посредством испарения раствора или суспензии, изготовленных в данном документе, в псевдоожиженном слое в потоке горячего газа, изготовленном из уже высушенных продуктов, в распылительном грануляторе с по меньшей мере одной зоной грануляции. Испарение раствора или суспензии согласно настоящему изобретению достигается с использованием по меньшей мере одного сопла, сопла для одного вещества, сопла для двух веществ, сопла для нескольких веществ или их комбинации. Изготовление можно осуществлять партиями или непрерывно. Испарение предпочтительно осуществляют в сопле для двух веществ с использованием сжатого воздуха, азота или горячего пара под давлением от приблизительно 1,0 до приблизительно 6,0 бар. Более предпочтительно использовать сжатый воздух в диапазоне давления от приблизительно 1,5 до приблизительно 3,0 бар.
[054] Согласно предпочтительному варианту осуществления грануляцию распылением осуществляют в зоне грануляции в непрерывном режиме посредством непрерывного распыления раствора или суспензии и непрерывного удаления высушенного гранулята из псевдоожиженного слоя. В качестве потоков горячего газа подходят нагретый воздух, нагретый воздух, содержащий отработанный газ горелки, нагретый воздух с пониженным содержанием кислорода, обогащенный азотом или инертными газами, и нагретый азот. Особенно предпочтительным является использование нагретого воздуха и нагретого воздуха, содержащего отработанные газы горелки.
[055] В другом предпочтительном варианте осуществления закрепление смеси на этапе Ь) осуществляют непрерывно в распылительном грануляторе с несколькими зонами псевдоожижения, особенно предпочтительно от 2 до 5 зон. В особенно предпочтительном варианте окончательная зона псевдоожижения используется для охлаждения продукта, и она псевдоожижается и удерживается без распыления раствора или суспензии согласно настоящему изобретению холодным газом.
[056] В способе грануляции распылением необходимый псевдоожиженный слой в распылительном грануляторе преимущественно непрерывно создается абразивным истиранием и распылительной сушкой и обеспечивается с помощью фильтров или возврата фильтра в устройстве. В особенно предпочтительном варианте осуществления система грануляции также имеет цикл просеивания и измельчения, в котором, с одной стороны, сухой продукт отделяется от слишком крупных и слишком мелких частиц с помощью просеивания, и крупные и мелкие фракции добавляются обратно в распылительный гранулятор в качестве псевдоожиженного слоя путем измельчения. Образование горячего газа при грануляции распылением происходит так же, как и образование горячего газа при распылительной сушке.
[057] Высушенную смесь, изготовленную на этапе b) способа, описанного в данном документе, затем подвергают температурной обработке (прокаливанию) при температуре от приблизительно 400°С до приблизительно 1200°С, предпочтительно, от приблизительно 500°С до приблизительно 1100°С и, более предпочтительно, от приблизительно 600°С до приблизительно 1000°С. Температура должна быть выбрана достаточно высокой, чтобы обеспечить плавление всех веществ, участвующих в реакции. При температурной обработке на этапе с), среди прочего, ионы Fe(III), вносимые в смесь соединением железа (А), должны быть восстановлены до ионов Fe(II).
[058] Температурную обработку высушенной смеси, изготовленной на этапе Ь), осуществляют порциями или непрерывно в инертной или восстановительной атмосфере, предпочтительно в азоте, инертном газе, формовочном газе с максимальной концентрацией 5 об.% Н2 или их комбинациях. Процентное содержание по объему кислорода в технологическом газе в идеале составляет от приблизительно 0,0% до приблизительно 1,0% по объему, предпочтительно, менее приблизительно 0,3% по объему и, более предпочтительно, менее приблизительно 0,03% по объему. Использование формовочного газа особенно предпочтительно составляет «95/5», другими словами, 95% по объему азота (N2) и 5% по объему водорода (Н2).
[059] В предпочтительном варианте осуществления температурную обработку на этапе с) осуществляют в непрерывном режиме в контролируемой атмосфере, посредством чего атмосферу технологического газа направляют в непрерывном потоке с продуктом или в противотоке к продукту.
[060] В другом предпочтительном варианте высушенную смесь, изготовленную на этапе b), затем обрабатывают термической обработкой противотоком технологических газов во вращающейся печи с присоединенной зоной охлаждения. Технологический газ вводят со стороны зоны охлаждения и проводят через охлаждающий продукт, чтобы предотвратить окисление. Особенно предпочтительным является использование вращающихся барабанов с косвенным нагревом по меньшей мере с одной зоной нагрева, но предпочтительно от двух до восьми зон нагрева, которые можно регулировать независимо. Косвенный нагрев может происходить множеством различных способов, включая, помимо прочего, нагрев электрическим сопротивлением (нагревательные элементы, нагревательные катушки), с помощью газовых горелок, с помощью масляных горелок или посредством индукции; предпочтительным является нагрев электрическим сопротивлением и газовые горелки.
[061] В другом предпочтительном варианте осуществления вращающийся барабан имеет внутри узлы в форме подъемных лопастей, предпочтительно от двух до шести подъемных лопастей, проходящих в радиальном направлении, которые улучшают смешивание твердых веществ с газовой фазой и способствуют передаче тепла на стороне стены. Кроме того, предпочтительными являются подъемные лопасти или узлы с осевыми конвейерными компонентами, которые подходят для сокращения времени пребывания во вращающемся барабане. Подходящие вращающиеся барабаны имеют уплотнения, продуваемые газом, которые применяются в атмосфере инертного газа или в пониженной атмосфере, чтобы предотвратить проникновение кислорода. Разделение атмосферы преимущественно осуществляют с помощью двойных челночных клапанов, поворотных клапанов и/или промываемых винтов. Покрытие рассматриваемого продукта слоем инертной или восстановительной атмосферы сводит к минимуму попадание кислорода в печь.
[062] В предпочтительном варианте осуществления температурную обработку на этапе с) осуществляют во вращающейся печи. Это позволяет осуществлять процедуру непрерывной температурной обработки, которая, следовательно, в целом более рентабельна, чем периодическая процедура. Использование вращающейся печи с косвенным нагревом является особенно предпочтительным, поскольку это позволяет точно контролировать атмосферу в зоне изготовления продукта.
[063] Температурную обработку на стадии с) можно преимущественно осуществлять в атмосфере инертного газа, другими словами, атмосфера состоит из газа или газовой смеси, такой как, например, N2 и/или благородные газы, которые не взаимодействуют с компонентами смеси в соответствующем температурном диапазоне.
[064] В предпочтительном варианте осуществления способа, описанного в данном документе, температурную обработку на стадии с) осуществляют в атмосфере восстановительного газа. В этом контексте атмосфера восстановительного газа означает, что она содержит по меньшей мере один компонент восстановительного газа, который подходит для восстановления компонентов обрабатываемой смеси, в частности, для восстановления ионов Fe(III), вводимых в смесь соединением железа (А), до ионов Fe(II). Подходящими компонентами восстановительного газа являются СО и Н2. Особенно предпочтительным является использование формовочного газа, содержащего 5% по объему Н2 в N2, поскольку он не является ни горючим, ни токсичным.
[065] Согласно настоящему изобретению особенно предпочтительным является осуществление большей части восстановления ионов Fe(III) до ионов Fe(II) с использованием восстановителя (В) и остальной части восстановления с использованием атмосферы восстановительного газа. Это может подавить как образование свободного углерода, так и образование фосфидов металлов.
[066] В предпочтительном варианте осуществления способа, описанного в данном документе, смесь, изготовленная на этапе а), содержит ионы Fe(III) в молекулярном соотношении к восстановителям (В), что на основе стехиометрии и допущения 100% конверсии обеспечит восстановление от 70% до 99%, предпочтительно, от 80%>до 98%, особенно предпочтительно, от 90% до 95% ионов Fe(III) до ионов Fe(II) с помощью восстановителя (В). Если со стехиометрической точки зрения требуется высокое процентное содержание восстановителей, существует риск образования фосфидов металлов и/или элементарных металлов, которые делают продукт нечистым и могут окрашивать его в темный цвет. Используя пример фосфоновой кислоты [Н3РО3] в качестве восстановителя с фосфором на стадии окисления (III), это будет соответствовать стехиометрическому соотношению атомов Р(III) в восстановителе к ионам Fe(III) от 0,35:1 до 0,495:1 с предполагаемым восстановлением от 70% до 99%.
[067] Защитные краски, описанные в данном документе, представляют собой закрепляющиеся окислением защитные краски, отверждаемые под воздействием излучения в УФ и видимой области защитные краски, закрепляющиеся под воздействием тепла защитные краски или их комбинации.
[068] Защитные краски, описанные в данном документе, являются особенно подходящими для нанесения посредством процесса печати, выбранного из группы, состоящей из процессов офсетной печати, процессов глубокой печати, процессов трафаретной печати, процессов ротационной глубокой печати, процессов флексографической печати и процессов струйной печати с использованием продольно-изгибной печатающей головки, на подложку, такую как описанные в данном документе, предпочтительно выбранного из группы, состоящей из процессов глубокой печати, процессов трафаретной печати, процессов ротационной глубокой печати, процессов флексографической печати и процессов струйной печати с использованием продольно-изгибной печатающей головки, и более предпочтительно выбранного из группы, состоящей из процессов глубокой печати, процессов трафаретной печати и процессов ротационной глубокой печати.
[069] Закрепляющиеся окислением защитные краски сушатся путем окисления в присутствии кислорода, в частности в присутствии кислорода в атмосфере. Во время процесса закрепления кислород объединяется с одним или более компонентами краски, переводя краску в твердое состояние. Способ можно ускорять с использованием осушителей (также упоминаемых в данной области техники как катализаторы, сиккативные средства, десикканты или дессикаторы), таких как, например, неорганические или органические соли металла(-ов), металлосодержащие мыла органических кислот, комплексы на основе металлов и соли комплексов на основе металлов, необязательно с применением термической обработки. Один или более осушителей, используемых в закрепляющейся окислением защитной краске, описанной в данном документе, предпочтительно присутствуют в количестве от приблизительно 0,01 до приблизительно 10 вес.%, более предпочтительно, в количестве от приблизительно 0,1 до приблизительно 5 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски. Предпочтительно, один или более осушителей представляют собой соли поливалентных металлов, содержащие кобальт, кальций, медь, цинк, железо, цирконий, марганец, барий, цинк, стронций, литий, ванадий и калий в качестве катиона(-ов); и галогениды, нитраты, сульфаты, карбоксилаты, такие как ацетаты, этилгексаноаты, октаноаты и нафтенаты или ацетоацетонаты в качестве аниона(-ов). Более предпочтительно, один или более осушителей выбраны из группы, состоящей из этилгексаноатов или октаноатов марганца, кобальта, кальция, стронция, циркония, цинка и их смесей.
[070] Как в целом известно из уровня техники, закрепляющиеся окислением защитные краски содержат один или более лаков. Термин «лак» также называют в данной области техники как смола, связующее или носитель краски. Закрепляющиеся окислением лаки, описанные в данном документе, предпочтительно присутствуют в закрепляющихся окислением защитных красках, описанных в данном документе, в количестве от приблизительно 10 до приблизительно 90 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющихся окислением защитных красок. Один или более лаков для закрепляющихся окислением защитных красок, описанных в данном документе, предпочтительно выбраны из группы, состоящей из полимеров, содержащих остатки ненасыщенных жирных кислот, остатки насыщенных жирных кислот и их смеси, как в целом известно из уровня техники. Предпочтительно, один или более лаков закрепляющихся окислением защитных красок, описанных в данном документе, содержат остатки ненасыщенных жирных кислот для обеспечения свойств сушки на воздухе. Особенно предпочтительные закрепляющиеся окислением лаки представляют собой смолы, содержащие ненасыщенные кислотные группы, еще более предпочтительно смолы, содержащие ненасыщенные карбоксильные кислотные группы. Однако, смолы могут также содержать остатки насыщенных жирных кислот. Предпочтительно, лаки закрепляющихся окислением защитных красок, описанных в данном документе, содержат кислотные группы, т.е. закрепляющиеся окислением лаки выбраны среди кислотно-модифицированных смол. Закрепляющиеся окислением лаки, описанные в данном документе, могут быть выбраны из группы, состоящей из алкидных смол, виниловых полимеров, полиуретановых смол, сверхразветвленных смол, малеиновых смол, модифицированных канифолью, фенольных смол, модифицированных канифолью, сложного эфира канифоли, сложного эфира канифоли, модифицированного кумароноинденовой смолой, алкидной смолы, модифицированной кумароноинденовой смолой, канифольной/фенольной смолы, модифицированной алкидной смолой, сложного эфира канифоли, модифицированного алкидной смолой, канифольной/фенольной смолы, модифицированной акриловыми соединениями, сложного эфира канифоли, модифицированного акриловыми соединениями, канифольной/фенольной смолы, модифицированной уретаном, сложного эфира канифоли, модифицированной уретаном, алкидной смолы, модифицированной уретаном, эпокси-модифицированной канифольной/фенольной смолы, эпокси-модифицированной алкидной смолы, терпеновых смол, нитроцеллюлозных смол, полиолефинов, полиамидов, акриловых смол и их комбинаций или смесей. Полимеры и смолы в данном документе используются взаимозаменяемо.
[071] Соединения насыщенных и ненасыщенных жирных кислот можно получить из природных и/или искусственных источников. Природные источники включают источники животного происхождения и/или источники растительного происхождения. Источники животного происхождения могут включать жир животного происхождения, молочный жир, рыбий жир, свиной жир, жиры печени, тунцовый жир, кашалотовый жир и/или талловое масло и воски. Источники растительного происхождения могут включать воски и/или масла, такие как масла растительного происхождения и/или масла нерастительного происхождения. Примеры растительных масел включают без ограничения масло из китайской горькой тыквы, бурачника, календулы, канолы, клещевины обыкновенной, китайское древесное масло, кокосовое масло, масло из семян хвойного дерева, кукурузы, семян хлопчатника, дегидратированное касторовое масло, льняное масло, масло из семян винограда, из семян Jacaranda mimosifolia, олифу, пальмовое масло, пальмоядровое масло, масло земляного ореха, масло из семян граната, рапсовое масло, сафлоровое масло, масло из трихозанта змеевидного, масло из сои (фасоли), подсолнечное масло, масло из бревенника, тунговое масло и масло из проростков пшеницы. Искусственные источники включают синтетические воски (такие как микрокристаллический и/или парафиновый воск), перегонную хвостовую фракцию нефтепродукта и/или продукты, полученные посредством химических или биохимических способов синтеза. Подходящие жирные кислоты также включают (Z)-гексадан-9-еновую[пальмитолеиновую]кислоту (C16H30O2), (Z)-октадекан-9-еновую[олеиновую]кислоту (С18Н34О2), (9Z,11Е,13Е)-октадека-9,11,13-триеновую[α-елеостеоровую]кислоту (С18Н30О2), ликановую кислоту, (9Z,12Z)-октадека-9,12-диеновую[линоевую]кислоту (C18H32O2), (5Z, 8Z,1lZ,14Z)-эйкоза-5,8,11,14-тетраеновую[арахидоновую]кислоту (С20Н32О2), 12-гидрокси-(9Z)-октадека-9-еновую[рицинолевую]кислоту (С18Н34О3), (Z)-докозан-13- еновую[эруковую]кислоту (С22Н42О3), (Z)-эйкозан-9-еновую[гадолеиновую]кислоту (C20H38O2), (7Z, 10Z,13Z,16Z, 19Z)-доказа-7,10,13,16,19-пентаеновую[клупанодоновую]кислоту и их смеси.
[072] Подходящие жирные кислоты представляют собой С2-С24 карбоновые кислоты, содержащие этиленовые сопряженные или несопряженные двойные связи, такие как миристолеиновая, пальмитолеиновая, арахидоновая, эруковая, гадолеиновая, клупанодоновая, олеиновая, рицинолевая, линолевая, линоленовая, ликановая, низиновая кислота и элеостеариновая кислоты или их смеси. Такие жирные кислоты, как правило, используются в виде смесей жирных кислот, полученных из природных или синтетических масел.
[073] Закрепляющиеся окислением защитные краски, описанные в данном документе, могут дополнительно содержать один или более антиоксидантов, таких как известные специалисту в данной области техники. Подходящие антиоксиданты включают без ограничения алкилфенолы, стерически затрудненные алкилфенолы, алкилтиометилфенолы, эвгенол, вторичные амины, тиоэфир, фосфиты, фосфониты, дитиокарбаматы, галлаты, малонаты, пропионаты, ацетаты и другие сложные эфиры, карбоксамиды, гидрохиноны, аскорбиновую кислоту, триазины, бензиловые соединения, а также токоферолы и аналоги терпенов. Такие антиоксиданты коммерчески доступны, например, из источников, раскрытых в документе WO 02/100960. Стерически затрудненные алкилфенолы представляют собой фенолы, содержащие по меньшей мере одну или две алкильные группы в орто-ориентации по отношению к фенольному гидроксилу. Одна, предпочтительно обе алкильные группы в орто-ориентации по отношению к фенольному гидроксилу, предпочтительно представляют собой вторичный или третичный алкил, наиболее предпочтительно, третичный алкил, особенно трет-бутил, трет-амил или 1,1,3,3-тетраметилбутил. Предпочтительными антиоксидантами являются стерически затрудненные алкилфенолы и особенно 2-трет-бутилгидрохинон, 2,5-ди-трет-бутилгидрохинон, 2-трет-бутил-п-крезол и 2,6-ди-трет-бутил-п-крезол. При наличии, один или более антиоксидантов присутствуют в количестве от приблизительно 0,05 до приблизительно 3 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски.
[074] Закрепляющиеся окислением защитные краски, описанные в данном документе, могут дополнительно содержать один или более восков, предпочтительно выбранных из группы, состоящей из синтетических восков, нефтяных восков и природных восков. Предпочтительно, один или более восков выбраны из группы, состоящей из микрокристаллических восков, парафиновых восков, полиэтиленовых восков, фторуглеродных восков, политетрафторэтиленовых восков, восков Фишера-Тропша, силиконовых жидкостей, пчелиных восков, канделильских восков, монтанных восков, карнаубских восков и их смесей. При наличии, один или более восков предпочтительно присутствуют в количестве от приблизительно 0,1 до приблизительно 15 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски.
[075] Закрепляющиеся окислением защитные краски, описанные в данном документе, могут дополнительно содержать один или более наполнителей и/или разбавителей, предпочтительно выбранных из группы, состоящей из углеродных волокон, тальков, слюд (например, мусковитов), волластонитов, кальцинированных глин, фарфоровых глин, каолинов, карбонатов (например, карбоната кальция, карбоната алюминия натрия), силикатов (например, силиката магния, силиката алюминия), сульфатов (например, сульфата магния, сульфата бария), титанатов (например, титаната калия), гидратов оксида алюминия, диоксида кремния, коллоидного диоксида кремния, монтмориллонитов, графитов, анатазов, рутилов, бентонитов, вермикулитов, цинковых белил, сульфидов цинка, буровой муки, кварцевой муки, натуральных волокон, синтетических волокон и их комбинаций. При наличии, один или более наполнителей или разбавителей предпочтительно присутствуют в количестве от приблизительно 0,1 до приблизительно 40 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски.
[076] Согласно варианту осуществления закрепляющиеся окислением защитные краски, описанные в данном документе, представляют собой закрепляющиеся окислением защитные краски для глубокой печати, при этом указанные закрепляющиеся окислением защитные краски для глубокой печати содержат один или более осушителей, описанных в данном документе, один или более лаков, описанных в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[077] Согласно варианту осуществления закрепляющиеся окислением защитные краски, описанные в данном документе, представляют собой закрепляющиеся окислением защитные краски для офсетной печати, при этом указанные закрепляющиеся окислением защитные краски для офсетной печати содержат один или более осушителей, описанных в данном документе, один или более лаков, описанных в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[078] Машиночитаемые защитные признаки, описанные в данном документе, можно получить посредством процесса глубокой печати (также упоминаемого в данной области техники как печать с помощью медных пластин и печать тиснением гравированным стальным штампом), благодаря которому можно наносить на подложку достаточно большое количество машиночитаемого материала с целью обеспечения возможности его обнаружения и выявления. Процессы глубокой печати относятся к способам печати, используемым, в частности, в области защищаемых документов. Известно, что процесс глубокой печати является наиболее согласованным и высококачественным процессом печати для изготовления тонких сужающихся линий и, следовательно, является предпочтительной печатной технологией для получения тонкого узора в области защищаемых документов, в частности, банкнот и штампов. В частности, одним из отличительных признаков процесса глубокой печати является то, что толщина слоя краски, переносимой на подложку, может варьироваться от нескольких микрометров до нескольких десятков микрометров путем использования соответственно неглубоких или глубоких гравировок на устройстве для глубокой печати. Как упомянуто выше, толщина слоя печатных защитных признаков для глубокой печати позволяет, таким образом, получить достаточно большое количество машиночитаемого материала на подложке для его обнаружения и выявления.
[079] Закрепляющиеся окислением защитные краски для офсетной печати известны из уровня техники как такие, которым необходима высокая вязкость. Как правило, защитные краски, подходящие для процессов офсетной печати с закреплением окислением, характеризуются вязкостью в диапазоне от приблизительно 2,5 до приблизительно 25 Па⋅с при 40°С и 1000 с-1; при этом вязкости измерены с помощью реометра Haake Roto-Visco RV1 с геометрией «конус» 2 см 0,5°.
[080] Закрепляющиеся окислением защитные краски для глубокой печати известны из уровня техники как такие, которым необходима высокая вязкость. Как правило, защитные краски, подходящие для процессов глубокой печати с закреплением окислением, характеризуются вязкостью в диапазоне от приблизительно 3 до приблизительно 60 Па⋅с при 40°С и 1000 с-1 с использованием реометра Haake Roto-Visco RV1, при этом в ротационном реометре используется геометрия «конус-плита» диаметром 20 мм и с геометрией 0,5°.
[081] Закрепляющиеся окислением защитные краски для глубокой печати, описанные в данном документе, могут дополнительно содержать одно или более поверхностно-активных веществ, в частности гидрофильные макромолекулярные поверхностно-активные вещества, такие как описанные, например, в документе ЕР 0340163 В1. Роль необязательных поверхностно-активных веществ заключается в способствовании удалению лишней краски, присутствующей на печатном цилиндре как раз перед контактом указанного печатного цилиндра с подложкой. Этот процесс удаления лишней краски является частью высокоскоростного, промышленного процесса глубокой печати и его осуществляют с использованием ткани или бумажного рулона («миткаль») или полимерного цилиндра для удаления лишней краски и очищающего раствора на основе воды («промывной раствор»). В этом случае необязательные поверхностно-активные вещества используются для эмульгирования лишней краски в очищающем растворе. Указанные поверхностно-активные вещества могут быть неионными, анионными или катионными, а также цвиттерионными. В случае гидрофильных макромолекулярных поверхностно-активных веществ функциональными группами являются, например, карбоксильные или сульфоновые кислотные группы, гидроксильные группы, эфирные группы или первичные, вторичные, третичные или четвертичные аминогруппы. Кислотные группы могут быть нейтрализованы аминами, альканоламинами или предпочтительно неорганическими основаниями или их комбинациями. Первичные, вторичные и третичные аминогруппы могут быть нейтрализованы неорганическими или органическими кислотами, такими как сульфоновые кислоты, муравьиная кислота, уксусная кислота, трифторуксусная кислота и другие. Особенно предпочтительными являются анионные макромолекулярные поверхностно-активные вещества (AMS), такие как описанные в документе ЕР 2014729 AL
[082] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски состоят из защитных красок, которые могут отверждаться под воздействием излучения в УФ и видимой области. Отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, содержат от приблизительно 0,1 вес.% до приблизительно 20 вес.% одного или более фотоинициаторов и предпочтительно от приблизительно 1 вес.% до приблизительно 15 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса отверждаемой под воздействием излучения в УФ и видимой области защитной краски.
[083] Предпочтительно, отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, содержат одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, выбранных из группы, состоящей из радикально-отверждаемых соединений и катионно-отверждаемых соединений. Защитные краски, описанные в данном документе, могут представлять собой гибридную систему и содержать смесь одного или более катионно-отверждаемых соединений и одного или более радикально-отверждаемых соединений. Катионно-отверждаемые соединения отверждают с помощью катионных механизмов, как правило, включающих активирование излучением одного или более фотоинициаторов, которые высвобождают катионные частицы, такие как кислоты, которые, в свою очередь, инициируют отверждение с тем, чтобы реагировать и/или сшивать мономеры и/или олигомеры для обеспечения отверждения таким путем защитной краски. Радикально-отверждаемые соединения отверждают с помощью свободнорадикальных механизмов, как правило, включающих активирование излучением одного или более фотоинициаторов, генерируя тем самым радикалы, которые, в свою очередь, инициируют полимеризацию для обеспечения отверждения таким путем защитной краски.
[084] Предпочтительно, отверждаемая под воздействием излучения в УФ и видимой области защитная краска, описанная в данном документе, содержит один или более олигомеров (также упоминаемых в данной области техники как преполимеры), выбранных из группы, состоящей из олигомерных (мет)акрилатов, простых виниловых эфиров, простых пропениловых эфиров, простых циклических эфиров, таких как эпоксиды, оксетаны, тетраги дрофу раны, лактоны, циклические тиоэфиры, винил- и пропенилтиоэфиры, гидроксилсодержащие соединения и их смеси. Более предпочтительно, связующее отверждаемой под воздействием излучения в УФ и видимой области защитной краски, описанной в данном документе, получено из олигомеров, выбранных из группы, состоящей из олигомерных (мет)акрилатов, простых виниловых эфиров, простых пропениловых эфиров, простых циклических эфиров, таких как эпоксиды, оксетаны, тетрагидрофураны, лактоны и их смеси. Типичные примеры эпоксидов включают без ограничения простые глицидиловые эфиры, простые β-метилглицидиловые эфиры алифатических или циклоалифатических диолов или полиолов, простые глицидиловые эфиры дифенолов и полифенолов, сложные глицидиловые эфиры многоатомных фенолов, простые 1,4-бутандиолдиглицидиловые эфиры фенолформальдегидной новолачной смолы, простые диглицидиловые эфиры резорцина, простые глицидилалкиловые эфиры, простые глицидиловые эфиры, содержащие сополимеры сложных эфиров акриловой кислоты (например, стирол-глицидилметакрилат или метилметакрилат-глицидилакрилат), полифункциональные жидкие и твердые новолачные смолы на основе простых глицидиловых эфиров, простые полиглицидиловые эфиры и простые поли(β-метилглицидиловые) эфиры, поли(N-глицидиловые) соединения, поли(S-глицидиловын) соединения, эпоксидные смолы, в которых глицидиловые группы или β-метилглицидиловые группы связаны с гетероатомами разных типов, сложные глицидиловые эфиры карбоновых кислот и поликарбоновых кислот, монооксид лимонена, эпоксидированное соевое масло, эпоксидные смолы бисфенола-А и бисфенола-F. Примеры подходящих эпоксидов раскрыты в документе ЕР 2125713 В1. Подходящие примеры ароматических, алифатических или циклоалифатических простых виниловых эфиров включают без ограничения соединения, содержащие по меньшей мере одну, предпочтительно по меньшей мере две, группу простого винилового эфира в молекуле. Примеры простых виниловых эфиров включают без ограничения триэтиленгликольдивиниловый эфир, 1,4-циклогександиметанолдивиниловый эфир, 4-гидроксибутилвиниловый эфир, пропениловый эфир пропиленкарбоната, додецилвиниловый эфир, трет-бутилвиниловый эфир, трет-амилвиниловый эфир, циклогексилвиниловый эфир, 2-этилгексилвиниловый эфир, моновиниловый эфир этиленгликоля, моновиниловый эфир бутандиола, моновиниловый эфир гександиола, моновиниловый эфир 1,4-циклогександиметанола, моновиниловый эфир диэтиленгликоля, дивиниловый эфир этиленгликоля, бутилвиниловый эфир этиленгликоля, дивиниловый эфир бутан-1,4-диола, дивиниловый эфир гександиола, дивиниловый эфир диэтиленгликоля, дивиниловый эфир триэтиленгликоля, метилвиниловый эфир триэтиленгликоля, дивиниловый эфир тетраэтиленгликоля, дивиниловый эфир плюриола-Е-200, дивиниловый эфир-290 политетрагидрофурана, тривиниловый эфир триметилолпропана, дивиниловый эфир дипропиленгликоля, октадецилвиниловый эфир, сложный метиловый эфир (4-циклогексилметиленоксиэтен)-глутаровой кислоты и сложный эфир (4-бутоксиэтен)-изофталевой кислоты. Примеры гидрокси-содержащих соединений включают без ограничения сложные полиэфирполиолы, такие как, например, поликапролактоны или полиэфирадипатполиолы, гликоли и простые полиэфирполиолы, касторовое масло, гидроксифункциональные виниловые и акриловые смолы, сложные эфиры целлюлозы, такие как бутират ацетата целлюлозы, и феноксисмолы. Дополнительные примеры подходящих катионно-отверждаемых соединений раскрыты в документах ЕР 2125713 В1 и ЕР 0119425 В1.
[085] Согласно одному варианту осуществления настоящего изобретения отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, содержат одно или более радикально-отверждаемых олигомерных соединений, выбранных из (мет)акрилатов, предпочтительно выбранных из группы, состоящей из эпокси(мет)акрилатов, модифицированных (мет)акрилатом масел, сложных полиэфир(мет)акрилатов, алифатических или ароматических уретан(мет)акрилатов, силиконовых (мет)акрилатов, амино(мет)акрилатов, акриловых (мет)акрилатов и их смесей. Термин «(мет)акрилат» в контексте настоящего изобретения относится к акрилату, а также к соответствующему метакрилату. Компоненты отверждаемых под воздействием излучения в УФ и видимой области защитных красок, описанных в данном документе, могут быть получены с помощью дополнительных сложных виниловых эфиров и/или мономерных акрилатов, таких как, например, триметилолпропантриакрилат (ТМРТА), пентаэритритолтриакрилат (РТА), трипропиленгликольдиакрилат (TPGDA), дипропиленгликольдиакрилат, гександиолдиакрилат (HDDA) и их полиэтоксилированные эквиваленты, такие как, например, полиэтоксилированный триметилолпропантриакрилат, полиэтоксилированный пентаэритритолтриакрилат, полиэтоксилированный трипропиленгликольдиакрилат, полиэтоксилированный дипропиленгликольдиакрилат и полиэтоксилированный гександиолдиакрилат.
[086] В качестве альтернативы, отверждаемая под воздействием излучения в УФ и видимой области защитная краска, описанная в данном документе, представляет собой гибридную краску и может быть получена из смеси радикально-отверждаемых соединений и катионно-отверждаемых соединений, таких как описанные в данном документе.
[087] Как упомянуто выше, для отверждения под воздействием излучения в УФ и видимой области мономера, олигомера необходимо присутствие одного или более фотоинициаторов и на которое можно влиять разными способами. Как упомянуто в данном документе и известно специалисту в данной области техники, отверждаемая под воздействием излучения в УФ и видимой области защитная краска, описанная в данном документе, подлежащая отверждению и затвердеванию на подложке, содержит описанные в данном документе один или более фотоинициаторов, необязательно с одним или более фотосенсибилизаторами, при этом указанные один или более фотоинициаторов и необязательные один или более фотосенсибилизаторов выбраны согласно его/их спектра/спектров поглощения в корреляции со спектром испускания источника излучения. В зависимости от степени прохождения электромагнитного излучения через подложку затвердевание защитной краски может быть достигнуто за счет увеличения времени облучения. Однако, в зависимости от материала подложки время облучения ограничивается материалом подложки и его чувствительностью к теплу, выделяемому источником излучения.
[088] В зависимости от мономеров, олигомеров или преполимеров, используемых в отверждаемой под воздействием излучения в УФ и видимой области защитной краске, описанной в данном документе, можно использовать различные фотоинициаторы. Подходящие примеры свободнорадикальных фотоинициаторов известны специалистам в данной области техники и включают без ограничения ацетофеноны, бензофеноны, бензилдиметилкетали, альфа-аминокетоны, альфа-гидроксикетоны, фосфиноксиды и производные фосфиноксидов, а также смеси двух или более из них. Подходящие примеры катионных фотоинициаторов известны специалистам в данной области техники и включают без ограничения ониевые соли, такие как органические иодониевые соли (например, диарилоиодониевые соли), оксониевые (например, триарилоксониевые соли) и сульфониевые соли (например, триарилсульфониевые соли), а также смеси двух или более из них. Другие примеры используемых фотоинициаторов можно найти в стандартных научных пособиях, таких как «Chemistry & Technology of UV & ЕВ Formulation for Coatings, Inks & Paints», Том III, «Photoinitiators for Free Radical Cationic and Anionic Polymerization)), 2-е издание, J. V. Crivello & K. Dietliker, под редакцией G. Bradley и опубликованном в 1998 г. John Wiley & Sons совместно с SITA Technology Limited. Для достижения эффективного отверждения преимущественным может быть также включение в состав сенсибилизатора вместе с одним или более фотоинициаторами. Типичные примеры подходящих фотосенсибилизаторов включают без ограничения изопропилтиоксантон (ITX), 1-хлор-2-пропокситиоксантон (СРТХ), 2-хлортиоксантон (СТХ) и 2,4-диэтилтиоксантон (DETX), а также смеси двух или более из них.
[089] Отверждаемая под воздействием излучения в УФ и видимой области защитная краска, описанная в данном документе, предпочтительно представляет собой отверждаемую под воздействием излучения в УФ и видимой области защитную краску для офсетной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для глубокой печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для трафаретной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для флексографической печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для ротационной глубокой печати или отверждаемую под воздействием излучения в УФ и видимой области защитную краску для струйной печати с использованием продольно-изгибной печатающей головки, более предпочтительно отверждаемую под воздействием излучения в УФ и видимой области защитную краску для глубокой печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для трафаретной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для флексографической печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для ротационной глубокой печати или отверждаемую под воздействием излучения в УФ и видимой области защитную краску для струйной печати с использованием продольно-изгибной печатающей головки.
[090] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для офсетной печати, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для офсетной печати содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[091] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для глубокой печати, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для глубокой печати содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[092] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для офсетной печати известны из уровня техники как такие, которым необходима высокая вязкость. Как правило, защитные краски, подходящие для процессов печати с отвердеванием под воздействием излучения в УФ и видимой области, характеризуются вязкостью в диапазоне от приблизительно 2,5 до приблизительно 25 Па⋅с при 40°С и 1000 с-1; при этом вязкости измерены с помощью реометра Haake Roto-Visco RV1 с геометрией «конус» 2 см 0,5°.
[093] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для глубокой печати известны из уровня техники как такие, которым необходима высокая вязкость. Как правило, защитные краски, подходящие для процессов глубокой печати обычно характеризуются вязкостью в диапазоне от приблизительно 3 до приблизительно 60 Па⋅с при 40°С и 1000 с-1 с использованием реометра Haake Roto-Visco RV1, при этом в ротационном реометре используется геометрия «конус-плита» диаметром 20 мм и с геометрией 0,5°.
[094] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для трафаретной печати, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для трафаретной печати содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[095] Трафаретная печать (также упоминаемая в данной области техники как шелкотрафаретная печать) является процессом нанесения узора по шаблону, в котором краска переносится на поверхность через шаблон, поддерживаемый мелкой тканевой сеткой из шелка, синтетических волокон или металлических нитей, туго натянутых на каркас. Поры сетки заблокированы в областях без изображения и оставлены открытыми в области с изображением, при этом носитель изображения называется трафаретной сеткой. Трафаретная печать может быть плоской или ротационной. Во время печати в каркас поступает краска, которую заливают на трафаретную сетку, и затем по ней проводят ракель, таким образом проталкивая краску через открытые поры трафаретной сетки. В то же время поверхность для печати удерживается в контакте с трафаретной сеткой, и краска переносится на нее. Трафаретная печать дополнительно описана, например, в The Printing ink manual, R.H. Leach and R.J. Pierce, Springer Edition, 5oe издание, стр. 58-62 и в Printing Technology, J. M. Adams and P.A. Dolin, Delmar Thomson Learning, 5oe издание, стр. 293-328.
[096] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для трафаретной печати известны из уровня техники как такие, которым необходима низкая вязкость. Как правило, защитные краски, подходящие для процессов трафаретной печати, характеризуются вязкостью в диапазоне от приблизительно 0,05 до приблизительно 5 Па⋅с при 25°С с использованием машины Brookfield (модель «DV-I Prime», небольшой адаптер для образцов, шпиндель SC4-21 при 50 об/мин).
[097] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для флексографической печати, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для флексографической печати содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[098] В способах флексографической печати предпочтительно используют блок с ракельным ножом, предпочтительно ракельную камеру, анилоксовый валик и формный цилиндр. Анилоксовый валик преимущественно имеет небольшие ячейки, объем и/или плотность которых определяет степень нанесения защитного лака. Ракельная камера расположена напротив анилоксового валика, заполняет ячейки и одновременно снимает избыточный защитный лак. Анилоксовый валик переносит краску на формный цилиндр, который в конечном счете переносит краску на подложку. Формные цилиндры могут быть выполнены из полимерных или эластомерных материалов. Полимеры, главным образом, используются в качестве фотополимера в печатных формах и иногда в качестве бесшовного покрытия на валу. Фотополимерные печатные формы выполняют из светочувствительных полимеров, которые затвердевают под воздействием ультрафиолетового (УФ) света. Фотополимерные печатные формы разрезают до необходимого размера и размещают в блоке воздействия УФ-света. Одну сторону печатной формы полностью подвергают воздействию УФ-света для обеспечения затвердевания или отверждения основания печатной формы. Затем печатную форму переворачивают, обратную сторону заготовки устанавливают поверх неотвержденной стороны, и печатную форму далее подвергают воздействию УФ-света. Это обеспечивает затвердевание печатной формы в областях с изображением. Затем печатную форму обрабатывают для удаления незатвердевшего фотополимера из областей без изображения, что уменьшает поверхность печатной формы в этих областях без изображения. После обработки печатную форму высушивают и подвергают воздействию дополнительной дозы УФ-света для отверждения всей печатной формы. Получение формных цилиндров для флексографии описано в Printing Technology, J. М. Adams и Р.А. Dolin, Delmar Thomson Learning, 5oe издание, стр. 359-360.
[099] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для флексографической печати известны из уровня техники как такие, которым необходима низкая вязкость. Как правило, защитные краски, подходящие для процессов флексографической печати, характеризуются вязкостью в диапазоне от приблизительно 0,01 до приблизительно 1 Па⋅с при 25°С и 1000 с-1 с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments (имеющего геометрию «конус-плита» и диаметр 40 мм).
[0100] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для ротационной глубокой печати, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для ротационной глубокой печати содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[0101] Как известно специалистам в данной области техники, термин «ротационная глубокая печать» относится к процессу печати, который описан, например, в «Handbook of print media», Helmut Kipphan, Springer Edition, стр. 48. Ротационная глубокая печать - это процесс печати, при котором элементы изображения выгравированы на поверхности цилиндра. Области без изображения находятся на постоянном исходном уровне. Перед печатью всю печатную форму (непечатаемые и печатаемые элементы) покрывают краской и заполняют краской. Краску удаляют из области без изображения губкой или ножом перед печатью таким образом, что краска остается только в ячейках. Изображение переносят из ячеек на подложку под воздействием давления, как правило, в диапазоне 2 4 бара, и сил сцепления между подложкой и краской. Термин «ротационная глубокая печать» не охватывает другие процессы глубокой печати (упоминаемые также в данной области техники как процессы тиснения гравированным стальным штампом или печать с помощью гравированных медных форм), которые основаны, например, на различных типах краски.
[0102] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для ротационной глубокой печати известны из уровня техники как такие, которые характеризуются низкой вязкостью. Как правило, защитные краски, подходящие для процессов ротационной глубокой печати, характеризуются вязкостью в диапазоне от приблизительно 0,01 до приблизительно 0,5 Па⋅с при 25°С и 1000 с-1 с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments (имеющего геометрию «конус-плита» и диаметр 40 мм).
[0103] Согласно варианту осуществления отверждаемые под воздействием излучения в УФ и видимой области защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски для струйной печати с использованием продольно-изгибной печатающей головки, при этом указанные отверждаемые под воздействием излучения в УФ и видимой области защитные краски для струйной печати с использованием продольно-изгибной печатающей головки содержат один или более фотоинициаторов, описанных в данном документе, одно или более отверждаемых под воздействием излучения в УФ-области соединений, представляющих собой мономеры и олигомеры, описанные в данном документе, и необязательные добавки или ингредиенты, описанные в данном документе.
[0104] Струйная печать с использованием продольно-изгибной печатающей головки представляет собой струйную печать с использованием продольно-изгибной конфигурации печатающей головки. Обычно продольно-изгибные преобразователи включают корпус или подложку, гибкую мембрану с выполненным в ней отверстием и привод. Подложка определяет резервуар для удержания запаса текучего материала, а гибкая мембрана имеет периферический край, поддерживаемый подложкой. Привод может быть либо пьезоэлектрическим (т.е. он включает пьезоэлектрический материал, который деформируется при подаче электрического напряжения), либо термически активированным, как, например, описано в документе US 8226213. Таким образом, при деформации материала привода, гибкая мембрана отклоняется, вызывая выброс некоторого количества текучего материала из резервуара через отверстие. Конфигурации продольно-изгибной печатающей головки описаны в документе US 5828394, где раскрыт эжектор для жидкости, который включает одну стенку, включающую тонкую эластичную мембрану, имеющую отверстие, образующее сопло, и элементы, реагирующие на электрические сигналы для отклонения мембраны для выброса капель жидкости из сопла. Конфигурации продольно-изгибной печатающей головки описаны в документе US 6394363, где раскрытые конфигурации используют, например, возбуждение поверхностных слоев, включая сопла, которые расположены над одним поверхностным слоем с возможностью адресации, образуя матрицу проецирования жидкости, способную работать на высоких частотах с широким диапазоном жидкостей. Конфигурации продольно-изгибной печатающей головки также описаны в документе US 9517622, в котором описано устройство для формирования капель жидкости, содержащее пленочный элемент, выполненный с возможностью вибрации для выброса жидкости, удерживаемой в блоке удержания жидкости, в котором в пленочном элементе выполнено сопло. Кроме того, предусмотрен вибрирующий блок для вибрации пленочного элемента; и приводной блок для выборочного приложения формы волны выброса и формы волны перемешивания к вибрирующему блоку. Конфигурации продольно-изгибной печатающей головки также описаны в документе US 8226213, в котором описан способ приведения в действие привода с температурным изгибом, в котором активная балка связана с пассивной балкой. Способ включает пропускание электрического тока через активную балку, чтобы вызвать термоупругое расширение активной балки относительно пассивной балки и изгиб привода.
[0105] Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для струйной печати с использованием продольно-изгибной печатающей головки известны из уровня техники как такие, которые характеризуются очень низкой вязкостью. Как правило, защитные краски, подходящие для процессов струйной печати с использованием продольно-изгибной печатающей головки, характеризуются вязкостью менее приблизительно 100 мПа⋅с, при измерении при 25°С и 1000 с-1 с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments с геометрией «конус-плита» и диаметром 40 мм.
[0106] Закрепляющиеся под воздействием тепла защитные краски состоят из защитных красок, которые сушатся под воздействием горячего воздуха, инфракрасного излучения или их комбинацией. Закрепляющиеся под воздействием тепла защитные краски, как правило, состоят из от приблизительно 10 вес.% до приблизительно 90 вес.% твердого вещества, которое остается на печатной подложке от приблизительно 10 вес.% до приблизительно 90 вес.% одного или более растворителей, которые испаряются в результате закрепления, при этом один или более растворителей выбраны из группы, состоящей из органических растворителей, воды и их смесей.
[0107] Предпочтительно, органические растворители, описанные в данном документе, выбраны из группы, состоящей из спиртов (таких как этанол), кетонов (таких как метилэтилкетон), сложных эфиров (таких как этилацетат или пропилацетат), простых гликолевых эфиров (таких как DOWANOL DPM), сложных эфиров гликолевого эфира (таких как бутилгликольацетат) и их смесей.
[0108] Согласно одному варианту осуществления закрепляющиеся под воздействием тепла защитные краски, описанные в данном документе, состоят из закрепляющихся под воздействием тепла защитных красок на водной основе, содержащих одну или более смол, выбранных из группы, состоящей из смол на основе сложных полиэфиров, смол на основе простых полиэфиров, полиуретановых смол (например, карбоксилированных полиуретановых смол), полиуретановых алкидных смол, полиуретанакрилатных смол, полиакрилатных смол, полиэфируретановых смол, стиролакрилатных смол, поливинилспиртовых смол, поли(этиленгликолевых) смол, поливинилпирролидоновых смол, полиэтилениминовых смол, модифицированных крахмалов, сложных эфиров или простых эфиров целлюлозы (таких как ацетат целлюлозы и карбоксиметилцеллюлоза), сополимеров и их смесей.
[0109] Согласно варианту осуществления закрепляющиеся под воздействием тепла защитные краски, описанные в данном документе, состоят из закрепляющихся под воздействием тепла защитных красок на основе растворителя, содержащих одну или более смол, выбранных из группы, состоящей из нитроцеллюлоз, метилцеллюлоз, этилцеллюлоз, ацетатов целлюлозы, поливинилбутиралов, полиуретанов, полиакрилатов, полиамидов, сложных полиэфиров, поливинилацетатов, фенолоальдегидных смол, модифицированных канифолью, фенолоальдегидных смол, малеиновых смол, стирол-акриловых смол, поликетоновых смол и их смесей.
[О110] Как упомянуто выше, защитные краски двойного отверждения или двойного затвердевания можно использовать для печати машиночитаемого защитного признака, описанного в данном документе, при этом данные защитные краски сочетают в себе два механизма закрепления или отверждения.
[0111] Примеры защитных красок двойного отверждения или двойного затвердевания включают механизмы закрепления окислением и механизмы отверждения под воздействием излучения в УФ и видимой области, такие как, например, защитные краски для глубокой печати.
[0112] Примеры защитных красок двойного отверждения или двойного затвердевания включают механизмы закрепления окислением и механизмы закрепления под воздействием тепла, такие как, например, защитные краски для трафаретной печати, защитные краски для ротационной глубокой печати и защитные краски для струйной печати с использованием продольно-изгибной печатающей головки.
[0113] Примеры защитных красок двойного отверждения или двойного затвердевания включают механизмы отверждения под воздействием излучения в УФ и видимой области и механизмы закрепления под воздействием тепла, такие как, например, защитные краски для трафаретной печати и краски для ротационной глубокой печати. Как правило, такие защитные краски двойного отверждения или двойного затвердевания аналогичны отверждаемым под воздействием излучения в УФ и видимой области защитным краскам, но включат летучую часть, состоящую из воды и/или одного или более органических растворителей. Эти летучие компоненты сначала испаряются с использованием горячего воздуха и/или ИК-осушителей, а затем отверждение под воздействием излучения в УФ и видимой области завершает процесс затвердевания.
[0114] Защитные краски, описанные в данном документе, могут дополнительно содержать один или более наполнителей или разбавителей, предпочтительно выбранных из группы, состоящей из углеродных волокон, тальков, слюды (мусковита), волластонитов, кальцинированных глин, фарфоровых глин, каолинов, карбонатов (например, карбоната кальция, карбоната алюминия натрия), силикатов (например, силиката магния, силиката алюминия), сульфатов (например, сульфата магния, сульфата бария), титанатов (например, титаната калия), гидратов оксида алюминия, диоксида кремния, коллоидного диоксида кремния, монтмориллонитов, графитов, анатазов, рутилов, бентонитов, вермикулитов, цинковых белил, сульфидов цинка, буровой муки, кварцевой муки, натуральных волокон, синтетических волокон и их комбинаций. При наличии, один или более наполнителей или разбавителей предпочтительно присутствуют в количестве от приблизительно 0,1 до приблизительно 40 вес.%, при этом весовое процентное содержание рассчитано исходя из общего веса защитной краски.
[0115] Защитные краски, описанные в данном документе, могут дополнительно содержать один или более окрашивающих веществ (пигментов или красителей).
[0116] Защитные краски, описанные в данном документе, могут дополнительно содержать один или более поглотителей ИК-излучения, известных в области техники. Роль указанных поглотителей ИК-излучения состоит, например, в небольшом изменении профиля коэффициента отражения защитного признака, чтобы полностью соответствовать спецификациям системы обнаружения.
Защитные краски, описанные в данном документе, могут дополнительно содержать одно или более люминесцентных соединений, например, для обеспечения защитного признака с повышенной защищенностью от подделки.
Защитная краска, описанная в данном документе, может дополнительно содержать одно или более маркерных веществ или маркеров.
[0117] Защитная краска, описанная в данном документе, может дополнительно содержать одну или более добавок, при этом указанные одна или более добавок включают без ограничения соединения и материалы, которые используются для корректировки физических, реологических и химических параметров защитной краски, таких как консистенция (например, противоосаждающие средства и пластификаторы), пенообразующие свойства (например, противовспенивающие средства и деаэраторы), смазочные свойства (воски), стойкость к УФ-излучению (фотостабилизаторы), адгезионные свойства, свойства поверхности (смачивающие вещества, олеофобные и гидрофобные средства), свойства закрепления/отверждения (ускорители отверждения, сенсибилизаторы, сшиватели) и т.д. Добавки, описанные в данном документе, могут присутствовать в защитных красках, описанных в данном документе, в количествах и формах, известных в данной области техники, в том числе в форме так называемых наноматериалов, у которых по меньшей мере один из размеров добавок находится в диапазоне 1-1000 нм.
[0118] В настоящем изобретении дополнительно предусмотрены способы получения защитных красок, описанных в данном документе, и защитные краски, получаемые такими способами. Защитные краски, описанные в данном документе, можно получить путем диспергирования или смешивания одного или более поглощающих ИК-излучение материалов, описанных в данном документе, и всех других ингредиентов, тем самым образуя жидкие или пастообразные краски. Если защитные краски, описанные в данном документе, представляют собой отверждаемые под воздействием излучения в УФ и видимой области защитные краски, один или более фотоинициаторов могут быть добавлены в композицию либо во время этапа диспергирования или смешивания всех остальных ингредиентов, либо могут быть добавлены на последующей стадии, т.е. после образования жидких или пастообразных красок. Лаки, связующие соединения, мономеры, олигомеры, смолы и добавки обычно выбраны среди тех, которые известны в данной области техники и как описано выше, и зависят от процесса печати, используемого для нанесения защитной краски, описанной в данном документе, на подложку, описанную в данном документе.
[0119] Защитные краски, описанные в данном документе, наносят на подложку, описанную в данном документе, для получения машиночитаемого защитного признака посредством процесса печати, предпочтительно выбранного из группы, состоящей из процессов офсетной печати, процессов глубокой печати, процессов трафаретной печати, процессов ротационной глубокой печати, процессов флексографической печати и процессов струйной печати с использованием продольно-изгибной печатающей головки, более предпочтительно выбранного из группы, состоящей из процессов глубокой печати, процессов трафаретной печати, процессов ротационной глубокой печати, процессов флексографической печати и процессов струйной печати с использованием продольно-изгибной печатающей головки, и еще более предпочтительно выбранного из группы, состоящей из процессов глубокой печати, процессов трафаретной печати и процессов ротационной глубокой печати.
[0120] В настоящем изобретении дополнительно предусмотрены способы получения машиночитаемых защитных признаков, описанных в данном документе, и машиночитаемые защитные признаки, получаемые данными способами. Способ включает этап а) нанесения посредством процесса печати, предпочтительно выбранного из группы, состоящей из глубокой печати, трафаретной печати, флексографической печати, ротационной глубокой печати и струйной печати с использованием продольно-изгибной печатающей головки, защитной краски, описанной в данном документе, на подложку, описанную в данном документе.
[0121] После осуществления этапа печати осуществляют этап Ь) закрепления и/или отверждения защитной краски при наличии излучения в УФ и видимой области и/или воздуха или тепла с образованием машиночитаемого защитного признака, описанного в данном документе, на подложке, при этом указанный этап закрепления осуществляют после этапа а).
[0122] В настоящем изобретении дополнительно предусмотрены машиночитаемые защитные признаки, выполненные из защитной краски, описанной в данном документе, на подложке, описанной в данном документе.
[0123] Подложки, описанные в данном документе, предпочтительно выбраны из группы, состоящей из бумаги или других волокнистых материалов (включая тканые и нетканые волокнистые материалы), таких как целлюлоза, материалы, содержащие бумагу, стекол, металлов, керамики, пластмасс и полимеров, металлизированных пластмасс или полимеров, композиционных материалов и смесей или комбинаций двух или более из них. Типичные бумажные, бумагоподобные или иные волокнистые материалы выполнены из самых разных волокон, включая без ограничения манильскую пеньку, хлопчатобумажное волокно, льняное волокно, древесную массу и их смеси. Как хорошо известно специалистам в данной области техники, для банкнот предпочтительными являются хлопчатобумажное волокно и смеси хлопчатобумажного/льняного волокна, в то время как для защищаемых документов, не являющихся банкнотами, обычно используется древесная масса. Типичные примеры пластмасс и полимеров включают полиолефины, такие как полиэтилен (РЕ) и полипропилен (РР), включая двухосноориентированный полипропилен (ВОРР), полиамиды, сложные полиэфиры, такие как поли(этилентерефталат) (PET), поли(1,4-бутилентерефталат) (РВТ), поли(этилен-2,6-нафтоат) (PEN) и поливинилхлориды (PVC). В качестве подложки также можно использовать олефиновые волокна, формованные с эжектированием высокоскоростным потоком воздуха, такие как продаваемые под товарным знаком Tyvek®. Типичные примеры металлизированных пластмасс или полимеров включают пластмассовые или полимерные материалы, описанные в данном документе выше, на поверхности которых непрерывно или прерывисто расположен металл. Типичные примеры металлов включают без ограничения алюминий (Al), хром (Cr), медь (Cu), золото (Au), серебро (Ag), их сплавы и комбинации двух или более из вышеупомянутых металлов. Металлизацию пластмассовых или полимерных материалов, описанных в данном документе выше, можно осуществлять с помощью процесса электроосаждения, процесса высоковакуумного нанесения покрытия или с помощью процесса напыления. Типичные примеры композиционных материалов включают без ограничения многослойные структуры или слоистые материалы из бумаги и по меньшей мере одного пластмассового или полимерного материала, такого как описанный в данном документе выше, а также пластмассовых и/или полимерных волокон, включенных в бумагоподобный или волокнистый материал, такой как описанный в данном документе выше. Разумеется, подложка может содержать дополнительные добавки, известные специалисту, такие как наполнители, проклеивающие средства, осветлители, технологические добавки, усиливающие средства или средства для придания влагопрочности и т.д.
[0124] В настоящем изобретении дополнительно предусмотрены защищаемые документы, содержащие подложку, описанную в данном документе, и машиночитаемый защитный признак, описанный в данном документе, или защищаемые документы, содержащие более одного из машиночитаемых защитных признаков, описанных в данном документе. Защищаемые документы включают без ограничения ценные документы и ценные коммерческие товары. Типичный пример ценных документов включает без ограничения банкноты, юридические документы, билеты, чеки, ваучеры, гербовые марки и акцизные марки, соглашения и т.п., документы, удостоверяющие личность, такие как паспорта, удостоверения личности, визы, водительские удостоверения, банковские карты, кредитные карты, транзакционные карты, документы или карты для доступа, входные билеты, билеты на проезд в общественном транспорте или документы, дающие право на проезд в общественном транспорте, и т.п. Термин «ценный коммерческий товар» относится к упаковочному материалу, в частности, для фармацевтической, косметической, электронной или пищевой промышленности, который может быть защищен от подделки и/или незаконного воспроизведения, для гарантирования подлинности содержимого упаковки, как, например, подлинных лекарственных средств. Примеры этих упаковочных материалов включают без ограничения этикетки, такие как товарные этикетки для аутентификации, этикетки и пломбы с защитой от вскрытия. Предпочтительно, защищаемый документ, описанный в данном документе, выбран из группы, состоящей из банкнот, документов, удостоверяющих личность, документов, предоставляющих право на владение, водительских удостоверений, кредитных карт, карт, предоставляющих доступ, документов, дающих право на проезд в общественном транспорте, ваучеров и защищенных этикеток продуктов. В качестве альтернативы, защитные признаки, описанные в данном документе, можно наносить на вспомогательную подложку, такую как, например, защитная нить, защитная полоска, фольга, деколь, окно или этикетка, а затем на отдельном этапе переносить на защищаемый документ.
[0125] С целью дальнейшего повышения уровня безопасности и защищенности от подделки и незаконного воспроизведения защищаемых документов подложка, описанная в данном документе, может содержать печатные, нанесенные в виде покрытия или маркированные лазером или перфорированные лазером знаки, водяные знаки, защитные нити, волокна, конфетти, люминесцентные соединения, окна, фольгу, деколи, грунтовки и комбинации двух или более из них, при условии, что эти потенциальные дополнительные элементы не влияют отрицательно на свойства поглощения в спектре ближнего ИК-диапазона машиночитаемого защитного признака.
[0126] С целью повышения долговечности путем повышения стойкости к загрязнению или химической стойкости и чистоты и, таким образом, срока службы защищаемых документов или с целью изменения их эстетического внешнего вида (например, оптического глянца), поверх машиночитаемых защитных признаков или защищаемого документа, описанных в данном документе, можно наносить один или более защитных слоев. При наличии, один или более защитных слоев, как правило, выполнены из защитных лаков, которые могут являться прозрачными, или слегка окрашенными, или тонированными, и могут являться более или менее глянцевыми. Защитные лаки могут представлять собой отверждаемые под воздействием излучения композиции, закрепляющиеся под воздействием тепла композиции или любую их комбинацию. Предпочтительно, один или более защитных слоев выполнены из отверждаемых под воздействием излучения материалов. Более предпочтительно - из отверждаемых под воздействием излучения в УФ и видимой области композиций.
[0127] Машиночитаемые защитные признаки, описанные в данном документе, можно наносить непосредственно на подложку, на которой они должны оставаться постоянно (как, например, в сфере изготовления банкнот). В качестве альтернативы, в производственных целях машиночитаемый защитный признак можно также наносить и на временную подложку, с которой машиночитаемый защитный признак впоследствии удаляют. Следовательно, после затвердевания/отверждения защитной краски, описанной в данном документе, для изготовления машиночитаемого защитного признака, временную подложку можно удалять из машиночитаемого защитного признака.
[0128] В качестве альтернативы, в другом варианте осуществления клеевой слой может быть предусмотрен на машиночитаемом защитном признаке или может быть предусмотрен на подложке, содержащей указанный машиночитаемый защитный признак, при этом указанный клеевой слой предусмотрен на стороне подложки, противоположной стороне, на которой предусмотрен машиночитаемый защитный признак, или на той же стороне, что и машиночитаемый защитный признак и поверх машиночитаемого защитного признака. Следовательно, клеевой слой можно наносить на машиночитаемый защитный признак или на подложку, при этом указанный клеевой слой наносят после завершения этапа закрепления или отверждения. Такое изделие можно прикреплять ко всем видам документов или иных изделий или предметов без печати или иных процессов с вовлечением машин и механизмов и довольно высоких трудозатрат. В качестве альтернативы, подложка, описанная в данном документе, содержащая машиночитаемый защитный признак, описанный в данном документе, может быть выполнена в виде переводной фольги, которую можно наносить на документ или на изделие на отдельном этапе переноса. С этой целью подложку выполняют с разделительным покрытием, на котором изготавливают машиночитаемый защитный признак, как описано в данном документе. Поверх полученного таким образом машиночитаемого защитного признака можно наносить один или более клеевых слоев.
[0129] Также описанными в данном документе являются подложки, защищаемые документы, декоративные элементы и объекты, содержащие более одного, т.е. два, три, четыре и т.д., машиночитаемого защитного признака, описанного в данном документе. Также описанными в данном документе являются изделия, в частности защищаемые документы, декоративные элементы и объекты, содержащие машиночитаемый защитный признак, описанный в данном документе.
[0130] Как упомянуто в данном документе выше, машиночитаемые защитные признаки, описанные в данном документе, можно использовать для защиты и аутентификации защищаемого документа или декоративных элементов.
[0131] Типичные примеры декоративных элементов или объектов включают без ограничения предметы роскоши, упаковки косметических изделий, автомобильные детали, электронные/электротехнические приборы, мебель и изделия для ногтей.
[0132] Защищаемые документы включают без ограничения ценные документы и ценные коммерческие товары. Типичные примеры ценных документов включают без ограничения банкноты, юридические документы, билеты, чеки, ваучеры, гербовые марки и акцизные марки, соглашения и т.п., документы, удостоверяющие личность, такие как паспорта, удостоверения личности, визы, водительские удостоверения, банковские карты, кредитные карты, транзакционные карты, документы или карты для доступа, входные билеты, билеты на проезд в общественном транспорте, аттестат о высшем образовании или ученые звания и т.п., предпочтительно, банкноты, документы, удостоверяющие личность, документы, предоставляющие право на владение, водительские удостоверения и кредитные карты. Термин «ценный коммерческий товар» относится к упаковочным материалам, в частности, для косметических изделий, нутрицевтических изделий, фармацевтических изделий, спиртных напитков, табачных изделий, напитков или пищевых продуктов, электротехнических/электронных изделий, тканей или ювелирных изделий, т.е. изделий, которые должны быть защищены от подделки и/или незаконного воспроизведения, для гарантирования подлинности содержимого упаковки, как, например, подлинных лекарственных средств. Примеры данных упаковочных материалов включают без ограничения этикетки, такие как аутентификационные товарные этикетки, этикетки и пломбы с защитой от вскрытия. Следует отметить, что раскрытые подложки, ценные документы и ценные коммерческие товары приведены исключительно для примера без ограничения объема настоящего изобретения.
[0133] Машиночитаемые защитные признаки, содержащие один или более поглощающих ИК-излучение материалов, описанных в данном документе, могут состоять из рисунка, изображения, знака, логотипа, текста, числа или кода (как, например, штрих-код или QR-код).
[0134] Согласно одному варианту осуществления подложки, защищаемые документы, декоративные элементы и объекты, описанные в данном документе, содержат первый участок, состоящий из машиночитаемого защитного признака, описанного в данном документе, и выполненный из защитной краски, содержащей один или более поглощающих ИК-излучение материалов, описанных в данном документе, и второй участок, состоящий из защитного признака, выполненного из краски, содержащей одно или более соединений, поглощающих в другой области электромагнитного спектра (УФ или видимой), с образованием комбинированного защитного признака. Первый и второй участки комбинированного защитного признака, описанного в данном документе, могут быть смежными, могут перекрываться друг друга или быть разнесены. Когда второй участок выполнен из краски, содержащей одно или более соединений, поглощающих в видимой области электромагнитного спектра, комплексный защитный признак может быть реализован таким образом, что первый и второй участки создают изображение, причем обе части выполнены из красок, совпадающих по цвету в видимом спектре.
[0135] Согласно одному варианту осуществления подложки, защищаемые документы, декоративные элементы и объекты, описанные в данном документе, содержат комбинированный защитный признак, при этом указанный комбинированный защитный признак содержит первый участок, состоящий из машиночитаемого защитного признака, описанного в данном документе и выполненного из защитной краски, содержащей один или более поглощающих ИК-излучение материалов, описанных в данном документе, и второй участок, состоящий из защитного признака, выполненного из машиночитаемой магнитной краски, содержащей одно или более магнитных соединений, с образованием указанного комбинированного защитного признака. Первый и второй участки комбинированного защитного признака, описанного в данном документе, могут быть смежными, могут перекрываться друг друга или быть разнесены. Предпочтительно, подложки, защищаемые документы, декоративные элементы и объекты, описанные в данном документе, содержат комбинированный защитный признак, в котором второй участок выполнен из машиночитаемой магнитной краски, содержащей магнитные частицы пигмента, содержащие магнитный сердечник (предпочтительно выполненный из никеля, кобальта, железа и железосодержащих сплавов и оксидов) и окруженные одним или более дополнительными слоями, выполненными из одного или более материалов, выбранных из группы, состоящей из органических материалов, и группы неорганических материалов, таких как описанные, например, в документах WO 2010/115986 А2 и WO 2016/005158 А1. Органические материалы, описанные в данном документе, предпочтительно выбраны из группы, состоящей из полиакрилатов, полистиролов, париленов, алкоксисиланов и их смесей. Неорганические материалы, описанные в данном документе, предпочтительно выбраны из группы, состоящей из металлов (предпочтительно выбранных из группы, состоящей из серебра, алюминия и золота), оксидов металлов (предпочтительно выбранных из группы, состоящей из MgO и ZnO, Al2O3, Y2O3, Ln2O3 (где Ln представляет собой лантанид), SiO2, TiO2, ZrO2, CeO2 и их смесей) и сульфидов металлов (предпочтительно выбранных из группы, состоящей из ZnS; CaS и их смесей). Особенно предпочтительными являются подложки, защищаемые документы, декоративные элементы и объекты, описанные в данном документе, содержащие комбинированный защитный признак, в котором второй участок выполнен из машиночитаемой магнитной краски, содержащей магнитные частицы пигмента, содержащие магнитный сердечник, описанный в данном документе, и окруженные одним или более дополнительными слоями, выполненными из одного или более материалов, выбранных из группы, состоящей из органических материалов, и группы неорганических материалов, описанных в данном документе, при этом первый участок и второй участок выполнены из красок, совпадающих по цвету в видимом спектре.
[0136] В настоящем изобретении дополнительно предусмотрены способы аутентификации защищаемого документа, включающие этапы, на которых а) предоставляют защищаемый документ, описанный в данном документе и содержащий машиночитаемый защитный признак, выполненный из краски, описанной в данном документе; b) освещают машиночитаемый защитный признак на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне (400-700 нм), а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне (780 нм 1400 нм), с) обнаруживают оптические характеристики машиночитаемого защитного признака посредством восприятия света, отражаемого указанным машиночитаемым защитным признаком на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне (400-700 нм), а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне (780-1400 нм); и d) определяют аутентичность защищаемого документа на основе обнаруженных оптических характеристик машиночитаемого защитного признака.
[0137] Аутентификацию машиночитаемого защитного признака, описанного в данном документе и выполненного из краски, описанной в данном документе, можно осуществлять с использованием устройства для аутентификации, содержащего один или более источников света, один или более детекторов, аналого-цифровой преобразователь и процессор. Машиночитаемый защитный признак одновременно или последовательно освещается одним или более источниками света; один или более детекторов обнаруживают свет, отражаемый указанным машиночитаемым защитным признаком, и выдают электрический сигнал, пропорциональный интенсивности света; а аналого-цифровой преобразователь преобразует указанные сигналы в цифровую информацию, которая сравнивается процессором с эталонной информацией, хранящейся в базе данных. Затем устройство для аутентификации выдает положительный сигнал аутентичности (т.е. машиночитаемый защитный признак является подлинным) или отрицательный сигнал (т.е. машиночитаемый защитный признак является поддельным).
[0138] Согласно одному варианту осуществления устройство для аутентификации содержит первый источник (такой как светодиод в видимом спектре), испускающий на первой длине волны в видимом диапазоне (400-700 нм), второй источник (например, светодиод в ближнем ИК-спектре), испускающий на второй длине волны в ближнем ИК-диапазоне (780 1400 нм) и широкополосный детектор (такой как фотоумножитель). Первый и второй источники испускают с определенным интервалом времени, что позволяет широкополосному детектору раздельно выводить сигналы, соответствующие испусканиям в видимой и ближней ИК-области, соответственно. Эти два сигнала можно сравнивать по отдельности (сигнал в видимой области с эталонным сигналом в видимой области и сигнал в ближней ИК-области с эталонным сигналом в ближней ИК-области). В качестве альтернативы, эти два сигнала можно преобразовывать в значение разницы (или соотношения), и указанное значение разницы (или соотношения) можно сравнить с эталонным значением разницы (или соотношения), хранящимся в базе данных.
[0139] Согласно другому варианту осуществления блока обнаружения и с целью увеличения рабочей скорости указанный детектор может содержать два детектора, специально согласованных с длиной волны испускания первого и второго источников (например, фотодиод из Si для видимого диапазона и фотодиод из InGaAs для ближнего ИК-диапазона). Первый и второй источники испускают одновременно, два детектора одновременно воспринимают свет, отражаемый защитным признаком, и два сигнала (или их разница или соотношение) сравниваются со эталонными сигналами, хранящимися в базе данных.
[0140] Согласно другому варианту осуществления и с целью повышения защищенности от подделки, устройство для аутентификации содержит источник, испускающий на множестве (т.е. две, три и т.д.) длин волн в видимом диапазоне и на множестве (т.е. две, три и т.д.) длин волн в ближнем ИК-диапазоне. Источники последовательно активируют, и свет, отражаемый машиночитаемым защитным признаком, обнаруживается широкополосным детектором (например, фотоумножителем). Затем сигналы, соответствующие множеству длин волн испускания, обрабатываются в полный спектр, который сравнивают с эталонным спектром, хранящимся в базе данных.
[0141] Согласно другому варианту осуществления и с целью повышения защищенности от подделки, а также увеличения рабочей скорости, устройство для аутентификации содержит широкополосный, непрерывный источник света (например, вольфрамовую, вольфрамовую и галогеновую или ксеноновую лампу), коллимационный блок, дифракционную решетку и детекторную матрицу. Дифракционная решетка расположена на оптическом пути после машиночитаемого защитного признака, при этом свет, отражаемый указанным машиночитаемым защитным признаком, фокусируется на решетку коллимационным блоком (обычно состоящим из серии линз и/или регулируемой прорези). Детекторная матрица состоит из множества детекторных элементов, каждый из которых чувствителен к определенной длине волны. Таким образом, сигналы, соответствующие интенсивности света на множестве длин волн, получают одновременно, обрабатывают как полный спектр и сравнивают с эталонным спектром в базе данных.
[0142] В другом варианте осуществления и с целью получения двумерного изображения машиночитаемого защитного признака, описанного в данном документе, детектор может быть CCD- или CMOS-датчиком. В этом случае диапазон обнаруживаемых длин волн составляет от приблизительно 400 нм до приблизительно 1100 нм (что является верхним пределом обнаружения кремниевых датчиков). Машиночитаемый защитный признак освещают последовательно на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне (400-700 нм), а другая - в ближнем ИК-диапазоне, доступном для CCD- или CMOS-детектора (780 нм 1100 нм). В качестве альтернативы, CCD- или CMOS-датчик может быть оснащен фильтрующим слоем, так что отдельные пиксели датчика будут чувствительны к разным и ограниченным областям видимого (400 700 нм) и ближнего ИК-спектра (780 1100 нм). В этом случае возможно одновременное получение двухмерных изображений машиночитаемого защитного признака на по меньшей мере двух длинах волн, одна в видимом диапазоне (400 700 нм), а другая в ближнем ИК-диапазоне, доступном для CCD- или CMOS-детектора (780 нм-1100 нм). Затем двумерные изображения сравнивают с эталонными изображениями, хранящимися в базе данных.
[0143] Необязательно, устройство для аутентификации может содержать один или более светорассеивающих элементов (например, конденсор), один или более узлов линз (например, фокусирующие или коллимирующие линзы), одну или более прорезей (регулируемых или нет), один или более отражающих элементов (как, например, зеркал, особенно полупрозрачных зеркал), один или более фильтров (таких как поляризационные фильтры) и один или более волоконно-оптических элементов.
[0144] Специалист может внести ряд изменений в пределах сути настоящего изобретения в конкретные варианты осуществления, описанные выше. Такие модификации охватываются настоящим изобретением.
[0145] В дополнение к этому, все документы, на которые по всему тексту настоящего описания приводятся ссылки, настоящим полностью включены в настоящее описание, как если бы они были полностью изложены в нем.
ПРИМЕРЫ
[0146] Настоящее изобретение будет далее описано более подробно со ссылкой на неограничивающие примеры. В примерах ниже более подробно раскрыто получение и использование защитных красок для печати машиночитаемого защитного признака, при этом указанные защитные краски независимо содержат поглощающий ИК-излучение материал.
[0147] Получали четыре типа защитных красок, которые наносили на подложку:
i) закрепляющиеся окислением защитные краски для глубокой печати (примеры E1, Е2 и сравнительный пример С1),
ii) отверждаемые под воздействием излучения в УФ и видимой области защитные краски для трафаретной печати (примеры Е3, Е4 и сравнительный пример С2),
iii) закрепляющиеся под воздействием тепла защитные краски для ротационной глубокой печати (примеры Е5, Е6 и сравнительный пример С3), и
iv) закрепляющиеся под воздействием тепла защитные краски для трафаретной печати (примеры Е7, Е8 и сравнительный пример С4),
при этом Е1, Е3, Е5 и Е7 содержали ортофосфат железа(П) без кристаллизационной воды со структурой графтонита (IR-A 1),
при этом Е2, Е4, Е6 и Е8 содержали ортофосфат железа(П) калия без кристаллизационной воды (IR-A 2), и
при этом C1, С2, С3 и С4 содержали коммерческий ортофосфат железа(П), содержащий воду (IR-A 3).
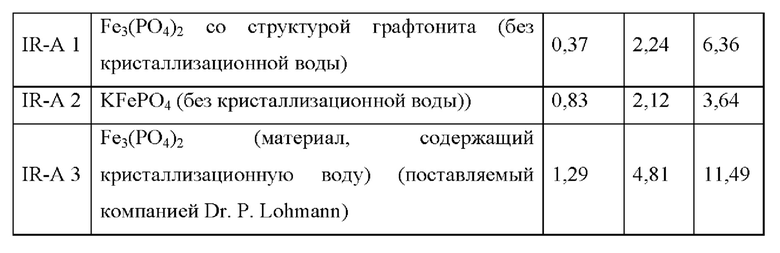
Структура и состав поглощающих ИК-излучение материалов IR-A1 и IR-A2
Получение поглощающего ИК-излучение материала IR-A 1
[0148] Суспензию, содержащую 21,75 кг оксида-гидроксида железа(III) [FeO(OH) или Fe2O3⋅H2O], 12,15 кг 98% фосфоновой кислоты (Н3РО3), 10,3 кг дигидрата фосфата железа(III) [FePO4⋅2H2O] и 140 кг воды, гранулировали распылением. Полученные таким образом грануляты подвергали температурной обработке во вращающейся печи в течение приблизительно 90 минут в атмосфере формовочного газа (5 объем/объем % Н2 в N2 и при 750°С). Получали почти бесцветный продукт.Продукт кристаллизовался в структуре графтонита и его идентифицировали с помощью карты PDF 00-49-1087. Рентгеновская дифрактограмма (XRD) поглощающего ИК-излучения материала IR-A 1 показана на фиг. 1А. Продукт измельчали так, чтобы значение d50 (средний размер частиц) было ниже 3 мкм, с использованием струйной мельницы (AFG 100 Oppposed Jet Mill, Hosokawa Alpine). Значения d10, d50 и d90, представленные в таблице 1, получали методом измерения, описанным ниже, в дистиллированной воде.
Получение поглощающего ИК-излучение материала IR-A 2
[0149] Суспензию, содержащую 11,80 кг оксида-гидроксида железа(Ш) [FeO(OH) или Fe2O3⋅H2O], 10,70 кг 98% фосфоновой кислоты (Н3РО3), 24,8 кг дигидрата фосфата железа(III) [FePO4⋅2 H2O], 29,8 кг 50% щелока [KOH], 1,0 кг 75% фосфорной кислоты [Н3РО4] и 110 кг воды, гранулировали распылением. Полученные таким образом грануляты подвергали температурной обработке во вращающейся печи в течение приблизительно трех часов в атмосфере формовочного газа (5 объем/объем % Н2 в N2 и при 650°С). Получали бледно-светло-зеленый продукт. Рентгеновская дифрактограмма (XRD) поглощающего ИК-излучения материала IR-A 2 показана на фиг. 1В. Продукт идентифицировали с использованием карты PDF 01-076-4615. Продукт измельчали так, чтобы значение d50 (средний размер частиц) было ниже 3 мкм, с использованием струйной мельницы (AFG 100 Oppposed Jet Mill, Hosokawa Alpine). Значения d10, d50 и d90, представленные в таблице 1, получали методом измерения, описанным ниже, в этилацетате.
Рентгеновская дифрактометрия (XRD)
[0150] Как упомянуто выше, измерения дифракции рентгеновских лучей (XRD) осуществляли для двух поглощающих ИК-излучение материалов IR-A 1 и IR-A 2. Для указанных измерений дифракции рентгеновских лучей (XRD) использовали дифрактометр типа D8 Advance А25 (Bruker) и облучение CuKα. Продукты и их кристаллические структуры идентифицировали на основе соответствующих эталонных дифрактограмм (Powder Diffraction Files; PDF) из базы данных ICDD (International Centre for Diffraction Data), ранее JCPDS (Joint Committee on Powder Diffraction Standards).
Распределение частиц по размеру
[0151] Измерения PSD осуществляли либо в воде, либо в этилацетате с помощью лазерной дифрактометрии (Cilas 1090) в соответствии со стандартом ISO 13320. Значения d10, d50 и d90 извлекали из кривых распределения частиц по размеру и представлены в таблице 1. Использовали модель Фрауэнгофера, а расчеты проводили с помощью SizeExpert версии 9.40. Значения d10, d50 и d90, приведенные в таблице 1, соответствуют d(v,10), d(v,50) и d(v,90), соответственно.
Аналитическое измерение наличия отсутствия кристаллизационной воды (фиг. 2)
[0152] Измерения DSC независимо осуществляли для IR-A 1 и IR-A 3 с использованием дифференциального сканирующего калориметра (DSC131 Evo, SETARAM) в атмосфере азота с приблизительно 25 мг соответствующего поглощающего ИК-излучение материала. Для каждого поглощающего ИК-излучение материала осуществляли два полных цикла измерения. Для каждого цикла температуру повышали от приблизительно 25°С до приблизительно 385°С со скоростью приблизительно 10°С/мин, затем температуру снова снижали до приблизительно 25°С с той же скоростью.
[0153] На фиг.2А и 2В показаны полученные кривые DSC для обоих циклов (фиг.2А: IR-A 3 и фиг. 2В: IR-A 1). Как показано на фиг. 2А наличием сильного эндотермического пика (отрицательный пик) с экстремумом приблизительно при 150°С, кристаллизационную воду извлекали из IR-A 3 во время первого цикла (черная непрерывная кривая, соответствующая циклу, в котором повышали температуру, а черная пунктирная кривая соответствует циклу, в котором понижали температуру). Во время второго цикла (серая непрерывная кривая, соответствующая циклу, в котором повышали температуру, и серая пунктирная кривая, соответствующая циклу, в котором понижали температуру), отрицательного пика не наблюдалось. Соответственно, IR-A3 состояла из материала, содержащего кристаллизационную воду.
[0154] Как показано на фиг. 2В отсутствием какого-либо эндотермического пика и наложением кривых первого и второго циклов (черная непрерывная кривая соответствует первому циклу, в котором повышали температуру, черная пунктирная кривая соответствует первому циклу, в котором понижали температуру, серая непрерывная кривая соответствует второму циклу, в котором повышали температуру, серая пунктирная кривая, соответствующая второму циклу, в котором понижали температуру), IR-A 1 состояла из материала без кристаллизационной воды.
А. Закрепляющиеся окислением защитные краски для глубокой печати (примеры E1, Е2 и сравнительный пример С1)
А.1. Получение защитных красок (Е1, Е2 и С1)
[0155] Ингредиенты таблицы 2А независимо тщательно перемешивали вручную с помощью шпателя для получения закрепляющихся окислением защитных красок для глубокой печати E1, Е2 и С1. Полученные таким образом пастообразные смеси независимо измельчали на трехвалковой мельнице Buhler SDY 200 за четыре прохода (два прохода открывались при 6 барах, один проход закрывался при 12 барах и последний проход открывался при 6 барах). Вязкость независимо измеряли с помощью ротационного реометра Haake Roto Visco RV1 с использованием геометрии «конус-плита» диаметром 20 мм и геометрией 0,5°, при 1000 с-1 и40°С.

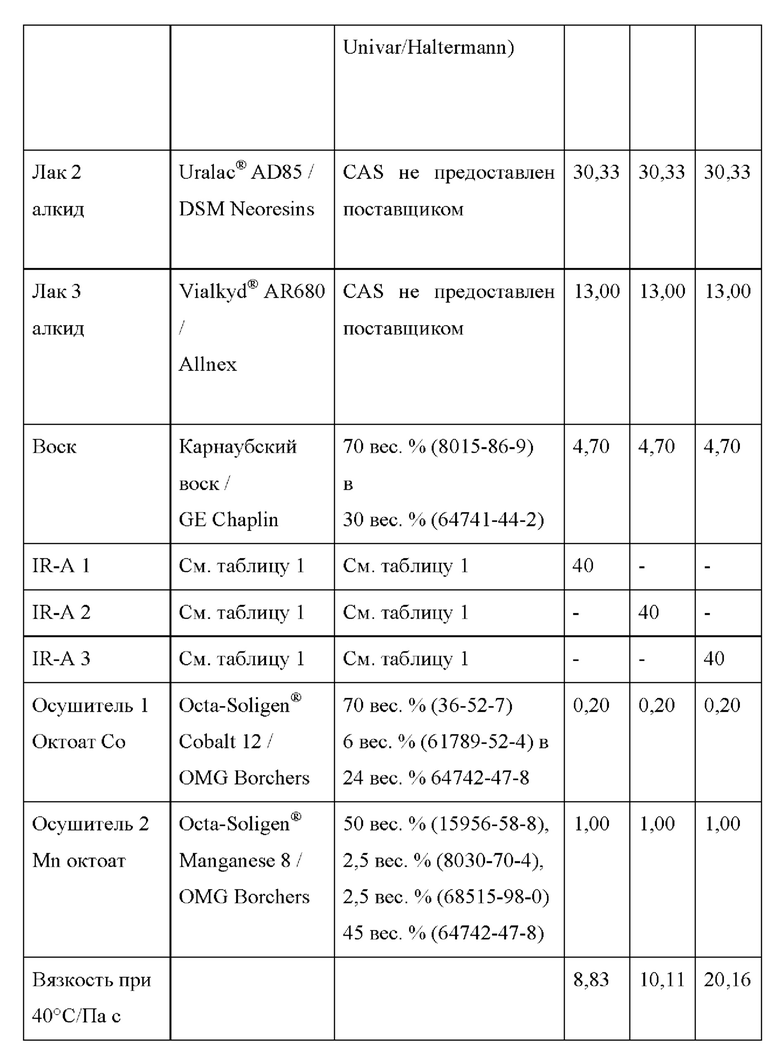
А.2. Получение печатных защитных признаков (Е1, Е2 и С1)
[0156] С целью имитации печатного защитного признака для глубокой печати, выполненного из закрепляющихся окислением защитных красок для глубокой печати, описанных в таблице 2А, указанные защитные краски независимо наносили на кусочек бумаги для изготовления фидуциарных денег (бумага BNP от компании Louisenthal, 100 г/м2, 4,5 см×23,3 см) с использованием лабораторной установки для испытания печатных свойств краски и бумаги многоцелевого назначения MZ-E от компании Prüfbau. Размер печатного рисунка составлял 20,2 см×3,9 см. Количество нанесенных защитных красок (влажных) составило 8±0,2 г/м2. После этапа нанесения покрытия/печати обеспечивали закрепление защитных признаков в течение семи дней при комнатной температуре в темноте.
А.3 Результаты (Е1, Е2 и С1)
[0157] Влияние поглощающего ИК-излучение материала, присутствующего в закрепляющихся окислением защитных красках для глубокой печати, на видимый цвет защитных признаков оценивали путем измерения значений L*a*b* печатных образцов в соответствии с CIELAB (1976), где L* указывало на яркость печатного образца, а* и b* являлись координатами цвета в декартовом 2-мерном пространстве (а*=значение цвета по красной/зеленой оси и b*=значение цвета по синей/желтой оси). Значения L*a*b* измеряли с помощью спектрофотометра DC 45 от компании Datacolor (геометрия измерения: 45/0°; спектральный анализатор: запатентованная двухканальная голографическая решетка. 256-фотодиодные линейные матрицы, используемые как для контрольных каналов, так и для образцовых каналов; источник света: общая светодиодная подсветка полосы пропускания). Для каждого защитного признака измеряли три отдельных точки. Среднее значение трех измерений значений L*a*b* представлено в таблице 2 В.
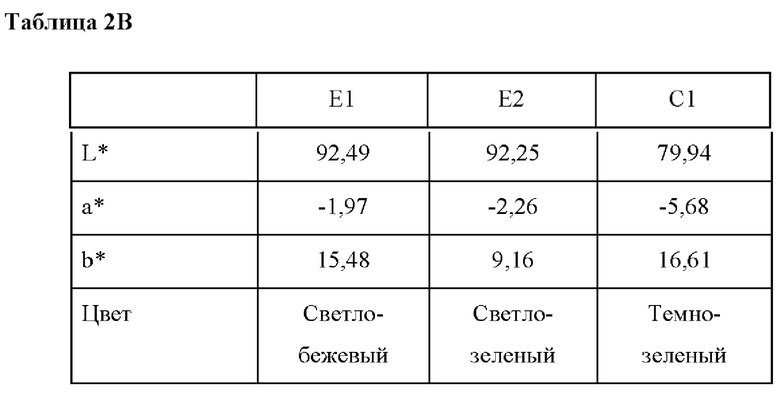
[0158] Спектры коэффициента отражения образцов, напечатанных с помощью закрепляющихся окислением защитных красок E1, Е2 и С1 для глубокой печати, измеряли с помощью DC45 от компании Datacolor в диапазоне от 400 нм до 1100 нм. 100%-ный коэффициент отражения измеряли с использованием внутреннего стандарта устройства. Значения коэффициента отражения (в %) на выбранных длинах волн представлены в таблице 2С, а весь спектр (400-1100 нм) показан на фиг. 3 (Е1 - сплошная линия; Е2 - пунктирная линия и Е3 - штриховая/пунктирная линия).

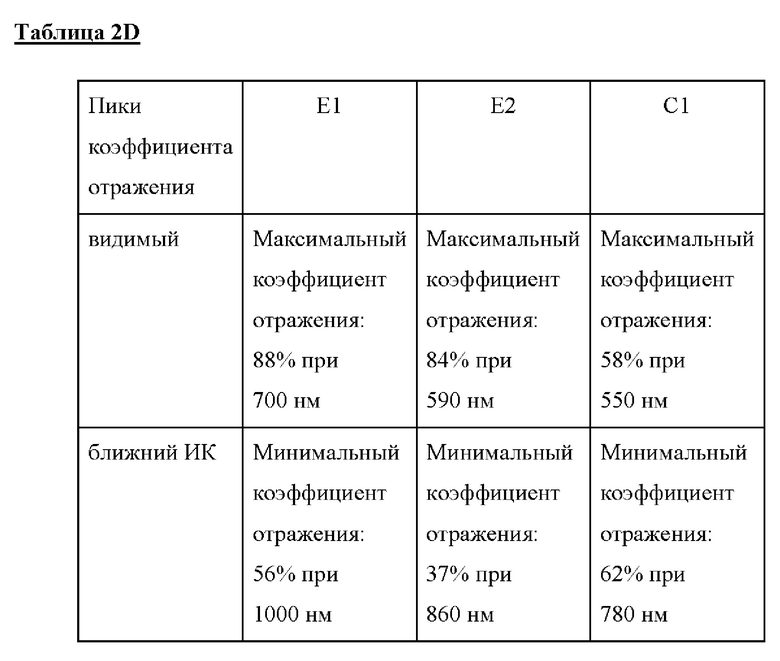
[0159] Как показано в таблице 2С, печатный защитный признак для глубокой печати, выполненный из сравнительной закрепляющейся окислением защитной краски С1 для глубокой печати, демонстрировал низкий коэффициент отражения от приблизительно 400 нм до приблизительно 1100 нм. Как показано в таблице 2D, печатный защитный признак для глубокой печати, выполненный из сравнительной закрепляющей окислением защитной краски С1 для глубокой печати, почти не демонстрировал разницы между максимальным коэффициентом отражения в видимом диапазоне и минимальным коэффициентом отражения (т.е. максимальное поглощение) в ближнем ИК-диапазоне. Продемонстрированные значения и профиль коэффициента отражения делают невозможным обнаружение указанного защитного признака (т.е. машиночитаемые характеристики) стандартными детекторами, такими как те, которые оснащены высокоскоростными машинами для сортировки банкнот, поскольку такие детекторы полагаются на разницу коэффициента отражения на выбранных длинах волн в видимом и ближнем ИК-диапазонах. Кроме того, значения L*a*b* печатного защитного признака для глубокой печати, выполненного из сравнительной закрепляющейся окислением защитной краски С1 для глубокой печати, соответствуют темно-зеленому цвету, что делает чрезвычайно трудным получение чистых светлых цветов в видимом диапазоне при одновременном достаточно сильном поглощении в ближнем ИК-диапазоне.
[0160] В отличие от печатного защитного признака для глубокой печати, выполненного из сравнительной закрепляющей окислением защитной краски С1 для глубокой печати, и как показано в таблице 2С и 2D, печатный защитный признак для глубокой печати, выполненный из закрепляющихся окислением защитных красок для глубокой печати согласно настоящему изобретению (Е1 и Е2), демонстрировал значительную разницу в коэффициенте отражения между видимым и ближним ИК-диапазонами, что позволяет легко и надежно обнаруживать указанные защитные признаки на высокой скорости. Печатный защитный признак для глубокой печати, выполненный из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е1, отличался от защитного признака, выполненного из печатного защитного признака для глубокой печати, выполненного из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е2, их соответствующим профилем коэффициента отражения в ближнем ИК-диапазоне. В частности, минимальный коэффициент отражения имел место при 1000 нм для печатного защитного признака для глубокой печати, выполненного из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е1, тогда как минимальный коэффициент отражения имел место при 850 нм для печатного защитного признака для глубокой печати, выполненного из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е2. Значения L*a*b* печатного защитного признака для глубокой печати, выполненного из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е1, соответствуют светло-бежевому цвету, а значения печатного защитного признака для глубокой печати, выполненного из закрепляющейся окислением защитной краски для глубокой печати согласно настоящему изобретению Е2, соответствуют светло-зеленому цвету. Соответственно, печатный защитный признак для глубокой печати, выполненный из закрепляющихся окислением защитных красок для глубокой печати согласно настоящему изобретению (Е1 и Е2), демонстрировал чистый и светлый цвет в видимом диапазоне в сочетании с достаточно сильным поглощением в ближнем ИК-диапазоне.
В. Отверждаемые под воздействием излучения в УФ и видимой области защитные краски для трафаретной печати (примеры Е3, Е4 и сравнительный пример С2)
В.1. Получение защитных красок (Е3, Е4 и С2)
[0161] Ингредиенты связующего краски, описанные в таблице ЗА, смешивали и диспергировали при комнатной температуре с использованием Dispermat (LC220-12) в течение десяти минут при 1500 об/мин.
[0162]200 г поглощающего ИК-излучение материала (IR-A1, IR-A2 и IR-A3, соответственно) независимо добавляли к 800 г связующего краски, описанного в таблице 3А, и диспергировали в течение десяти минут при 1500 об/мин, чтобы независимо получить один кг отверждаемых под воздействием излучения в УФ и видимой области защитных красок Е3, Е4 и С2 для трафаретной печати, описанных в таблице 3В. Вязкости, представленные в таблице ЗВ, измеряли на девяти г отверждаемых под воздействием излучения в УФ и видимой области защитных красок ЕЗ, Е4 и С2 для трафаретной печати при 25°С на машине Brookfield (модель «DV-I Prime», небольшой адаптер для образцов, шпиндель SC4-21 при 50 об/мин).
Таблица 3А
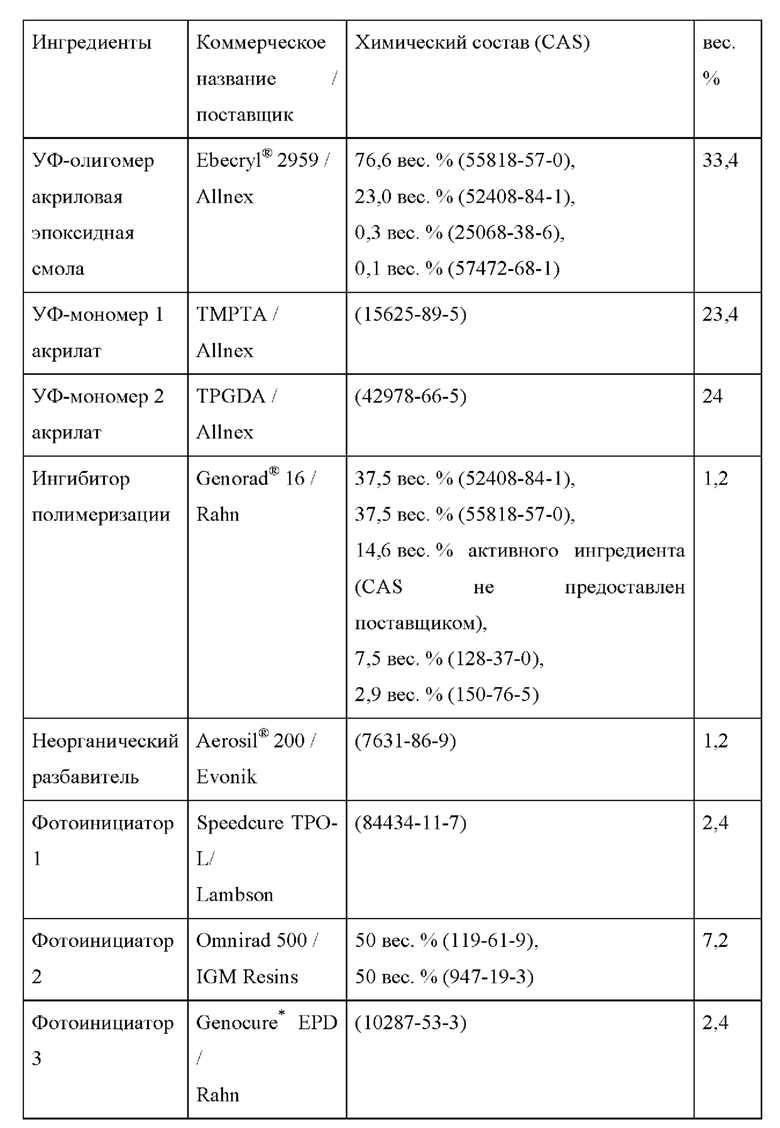
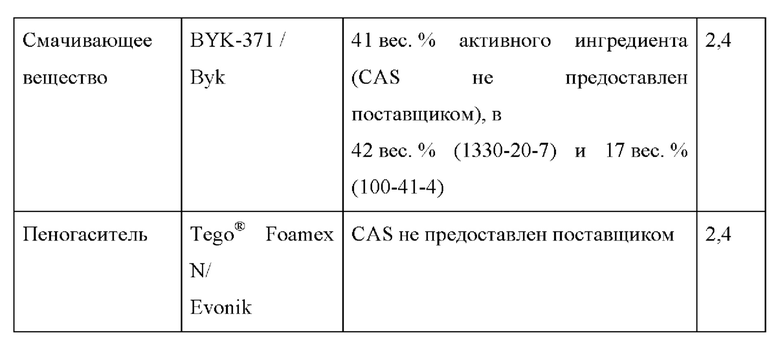
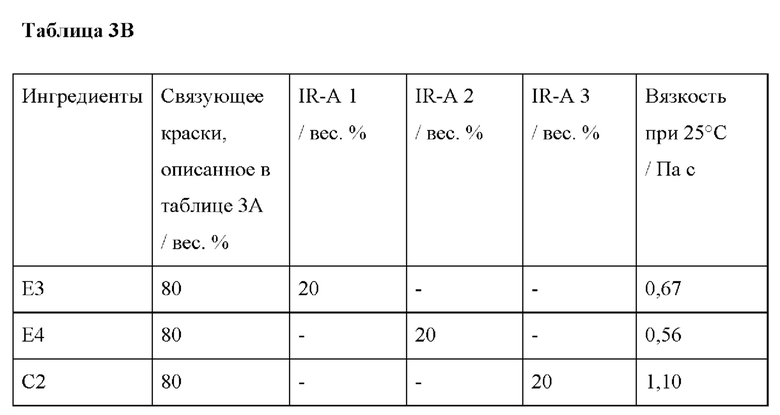
В.2 Получение печатных защитных признаков (Е3, Е4 и С2)
[0163] С целью получения печатного защитного признака для трафаретной печати, выполненного из отверждаемых под воздействием излучения в УФ и видимой области защитных красок для трафаретной печати таблицы ЗВ, указанные защитные краски независимо наносили вручную на кусочек бумаги для изготовления фидуциарных денег (бумага BNP от компании Louisenthal, 100 г/м2, 14,5 см × 17,5 см) с использованием трафарета 90Т (230 меш). Размер печатного рисунка составлял 6 см × 10 см. После этапа печати обеспечивали отверждение защитных признаков путем независимого подвергания отверждению под воздействием УФ-излучения в течение приблизительно двух секунд печатных защитных признаков с использованием УФ-светодиодной лампой от компании Phoseon (тип FireFlex 50 × 75 мм, 395 нм, 8 Вт/см2).
В.З Результаты (Е3, Е4 и С2)
[0164] Влияние поглощающего ИК-излучение материала, присутствующего в отверждаемых под воздействием излучения в УФ и видимой области защитных красках для трафаретной печати, на видимый цвет защитных признаков оценивали путем измерения значений L*a*b* печатных образцов в соответствии с CIELAB (1976), как описано выше. Для каждого защитного признака измеряли три отдельных точки. Среднее значение трех измерений значений L*a*b* представлено в таблице 3С.
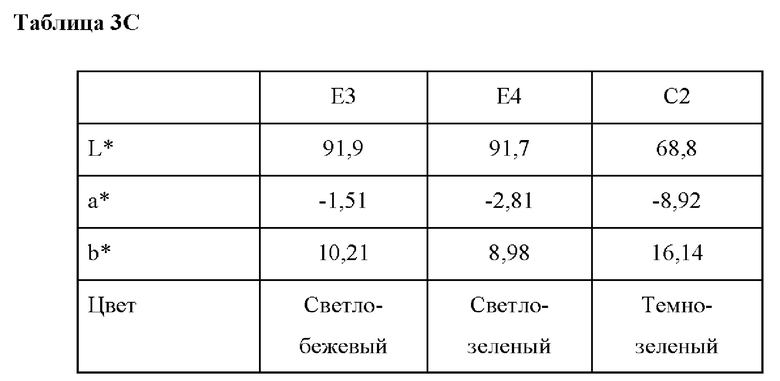
[0165] Спектры коэффициента отражения образцов, напечатанных с помощью отверждаемых под воздействием излучения в УФ и видимой области защитных красок Е3, Е4 и С2 для трафаретной печати, измеряли с помощью DC45 от компании Datacolor в диапазоне от 400 нм до 1100 нм. 100%-ный коэффициент отражения измеряли с использованием внутреннего стандарта устройства. Значения коэффициента отражения (в %) на выбранных длинах волн представлены в таблице 3D.
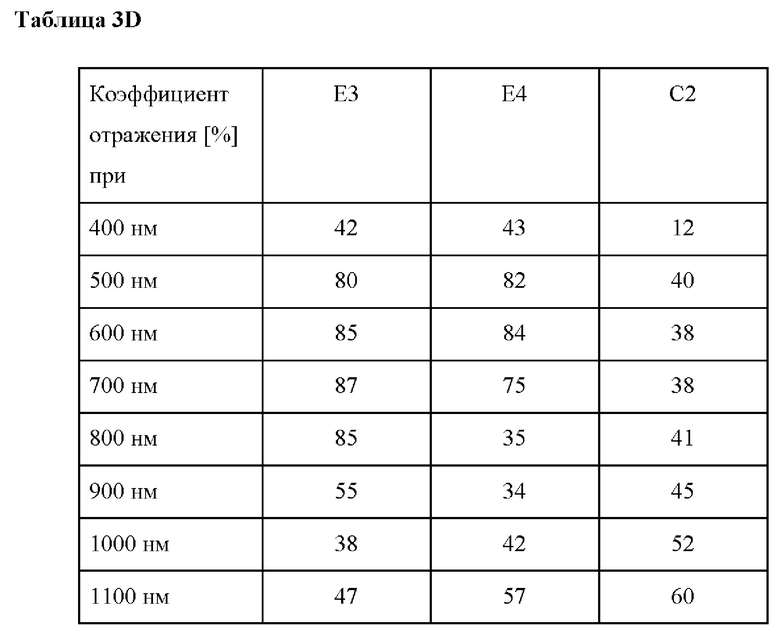
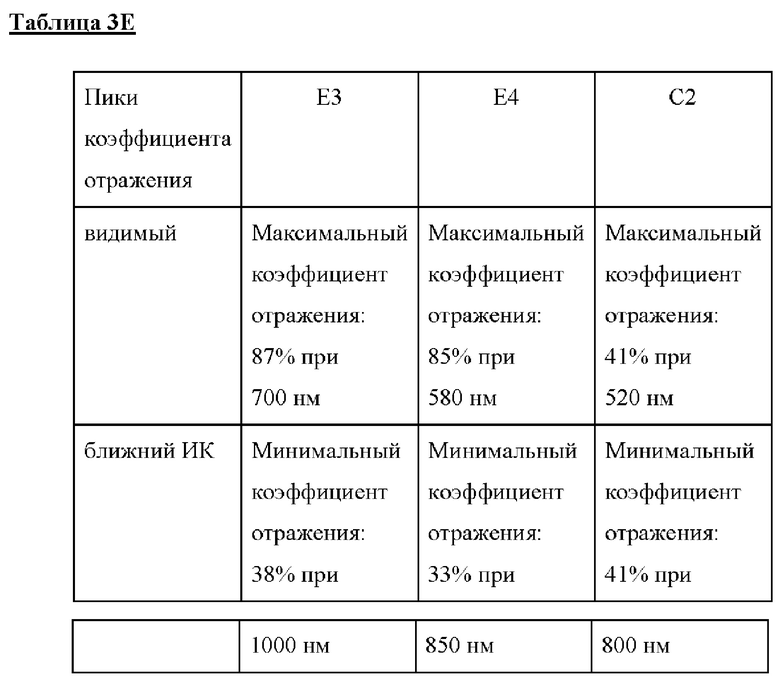
[0166] Как показано в таблице 3D, печатный защитный признак для трафаретной печати, выполненный из сравнительной отверждаемой под воздействием излучения в УФ и видимой области защитной краски С2 для трафаретной печати, демонстрировал низкий коэффициент отражения от приблизительно 400 нм до приблизительно 1100 нм. Как показано в таблице 3Е, печатный защитный признак для трафаретной печати, выполненный из сравнительной отверждаемой под воздействием излучения в УФ и видимой области защитной краски С2 для трафаретной печати, не демонстрировал разницы между максимальным коэффициентом отражения в видимом диапазоне и минимальным коэффициентом отражения в ближнем ИК-диапазоне. Продемонстрированные значения и профиль коэффициента отражения делают невозможным обнаружение указанного защитного признака (т.е. машиночитаемые характеристики) стандартными детекторами, такими как те, которые оснащены высокоскоростными машинами для сортировки банкнот, поскольку такие детекторы полагаются на разницу коэффициента отражения на выбранных длинах волн в видимом и ближнем ИК-диапазонах. Кроме того, значения L*a*b* печатного защитного признака для трафаретной печати, выполненного из сравнительной отверждаемой под воздействием излучения в УФ и видимой области защитной краски С2 для трафаретной печати, соответствуют темно-зеленому цвету, что делает чрезвычайно трудным получение чистых светлых цветов в видимом диапазоне при одновременном достаточно сильном поглощении в ближнем ИК-диапазоне.
[0167] В отличие от печатного защитного признака для трафаретной печати, выполненного из сравнительной отверждаемой под воздействием излучения в УФ и видимой области защитной краски С2 для трафаретной печати, и как показано в таблице 3D, печатный защитный признак для трафаретной печати, выполненный из отверждаемых под воздействием излучения в УФ и видимой области защитных красок для трафаретной печати согласно настоящему изобретению (Е3 и Е4), демонстрировал значительную разницу в коэффициенте отражения между видимым и ближним ИК-диапазонами, что позволяет легко и надежно обнаруживать указанные защитные признаки на высокой скорости. Печатный защитный признак для трафаретной печати, выполненный из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению ЕЗ, отличался от защитного признака, выполненного из печатного защитного признака для трафаретной печати, выполненного из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению Е4, их соответствующим профилем коэффициента отражения в ближнем ИК-диапазоне. В частности, минимальный коэффициент отражения имел место при 1000 нм для печатного защитного признака для трафаретной печати, выполненного из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению ЕЗ, тогда как минимальный коэффициент отражения имел место при 850 нм для печатного защитного признака для трафаретной печати, выполненного из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению Е4. Значения L*a*b* печатного защитного признака для трафаретной печати, выполненного из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению Е3, соответствуют светло-бежевому цвету, и значения печатного защитного признака для трафаретной печати, выполненного из отверждаемой под воздействием излучения в УФ и видимой области защитной краски для трафаретной печати согласно настоящему изобретению Е4, соответствуют светло-зеленому цвету. Соответственно, печатный защитный признак для трафаретной печати, выполненный из отверждаемых под воздействием излучения в УФ и видимой области защитных красок для трафаретной печати согласно настоящему изобретению (Е3 и Е4), демонстрировал чистый и светлый цвет в видимом диапазоне в сочетании с достаточно сильным поглощением в ближнем ИК-диапазоне.
С. Закрепляющиеся под воздействием тепла защитные краски для ротационной глубокой печати (примеры Е5, Е6 и сравнительный пример С3)
С.1. Получение защитных красок (Е5, Е6, С3)
[0168] Ингредиенты связующего краски, описанные в таблице 4А, смешивали и диспергировали при комнатной температуре с использованием Dispermat (LC220-12) в течение десяти минут при 500 об/мин.
[0169] 150 г поглощающего ИК-излучение материала (IR-A1, IR-A2 и IR-A3, соответственно) независимо добавляли к 850 г связующего краски, описанного в таблице 4А, и диспергировали в течение десяти минут при 1200 об/мин и в течение одной минуты при 1550 об/мин, чтобы независимо получить один кг закрепляющихся под воздействием тепла защитных красок Е5, Е6 и СЗ для ротационной глубокой печати, описанных в таблице 4 В. Вязкости при 25°С и 1000 с-1, представленные в таблице 4В, закрепляющихся под воздействием тепла защитных красок Е5, Е6 и С3 для ротационной глубокой печати определяли с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments (с геометрией «конус-плита» и диаметром 40 мм).
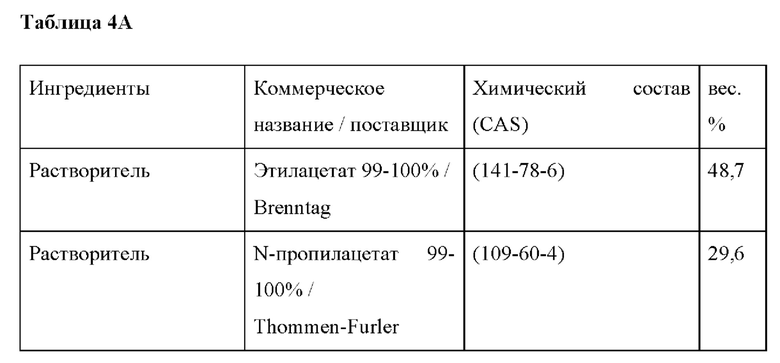
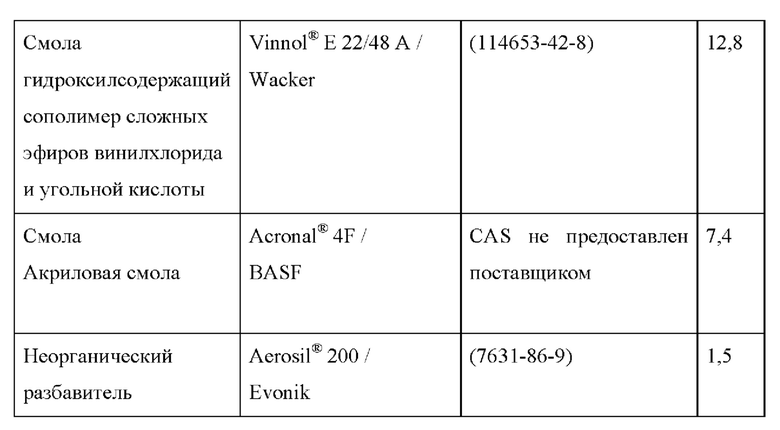
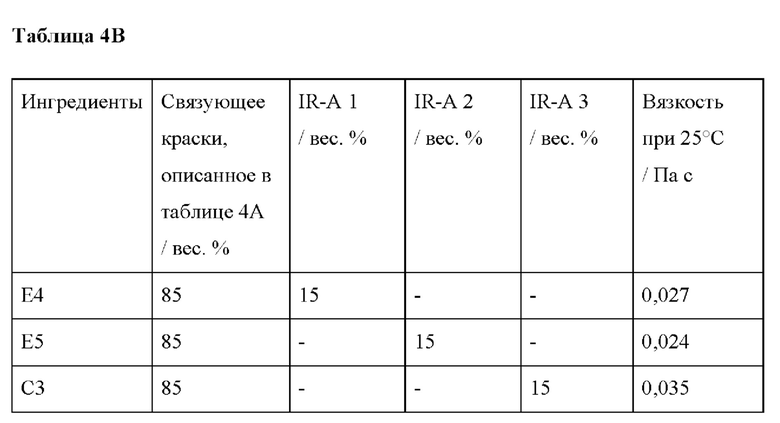
С.2 Получение печатных защитных признаков Е5, Е6, С3)
[0170] С целью имитации печатного защитного признака для ротационной глубокой печати, напечатанного с помощью закрепляющихся под воздействием тепла защитных красок для ротационной глубокой печати таблицы 4В, указанные защитные краски независимо наносили вручную на кусочек бумаги для изготовления фидуциарных денег (бумага BNP от компании Louisenthal, 100 г/м2, 14,5 см × 17,5 см) с использованием машины для ручного нанесения покрытия со штангой №2. Размер печатного рисунка составлял 10 см × 12 см. После этапа нанесения покрытия/печати защитные признаки сушили в течение одной минуты с помощью сушилки горячим воздухом при температуре приблизительно 50°С.
С3 Результаты (Е5, Е6, С3)
[0171] Влияние поглощающего ИК-излучение материала, присутствующего в закрепляющихся под воздействием тепла защитных красках для ротационной глубокой печати, на видимый цвет защитных признаков оценивали путем измерения значений L*a*b* печатных образцов в соответствии с CIELAB (1976), как описано выше. Для каждого защитного признака измеряли три отдельных точки. Среднее значение трех измерений значений L*a*b* представлено в таблице 4С.
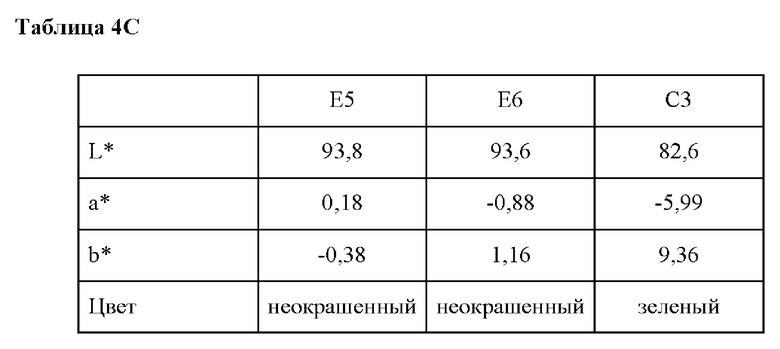
[0172] Спектры коэффициента отражения образцов, напечатанных с помощью закрепляющихся под воздействием тепла защитных красок Е5, Еб и СЗ для ротационной глубокой печати, измеряли с помощью DC45 от компании Datacolor в диапазоне от 400 нм до 1100 нм. 100%-ный коэффициент отражения измеряли с использованием внутреннего стандарта устройства. Значения коэффициента отражения (в %) на выбранных длинах волн представлены в таблице 4D.
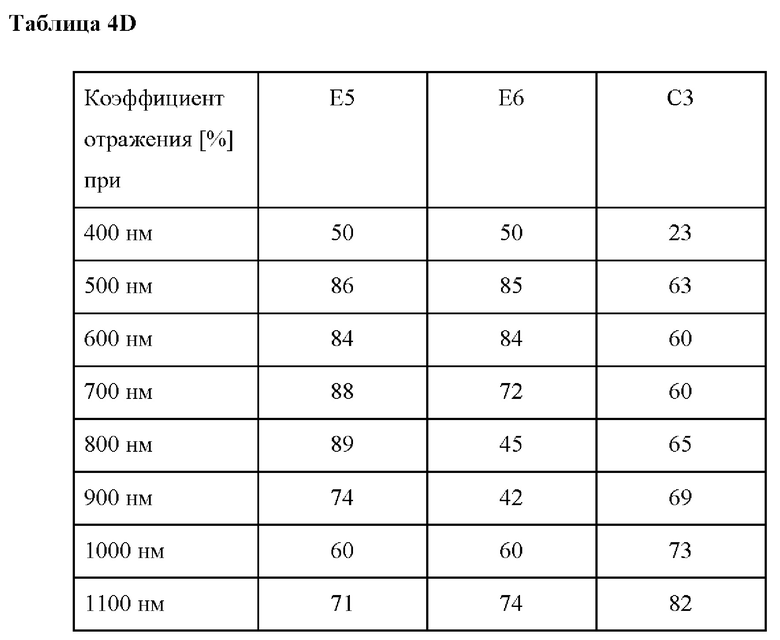
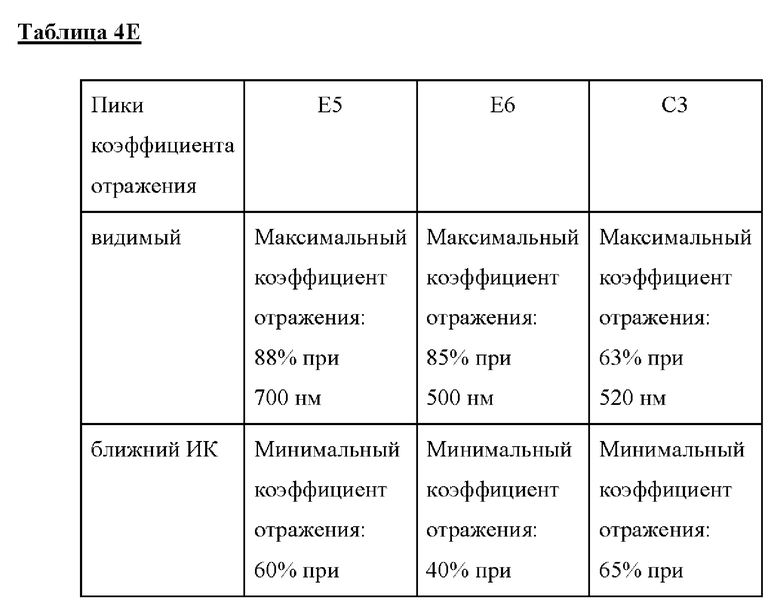

[0173] Как показано в таблице 4D, печатный защитный признак для ротационной глубокой печати, выполненный из сравнительной закрепляющейся под воздействием тепла защитной краски СЗ для ротационной глубокой печати, демонстрировал низкий коэффициент отражения от приблизительно 400 нм до приблизительно 1100 нм. Как показано в таблице 4Е, печатный защитный признак для ротационной глубокой печати, выполненный из сравнительной закрепляющейся под воздействием тепла защитной краски СЗ для ротационной глубокой печати, не демонстрировал разницы между максимальным коэффициентом отражения в видимом диапазоне и минимальным коэффициентом отражения в ближнем ИК-диапазоне. Продемонстрированные значения и профиль коэффициента отражения делают невозможным обнаружение указанного защитного признака (т.е. машиночитаемые характеристики) стандартными детекторами, такими как те, которые оснащены высокоскоростными машинами для сортировки банкнот, поскольку такие детекторы полагаются на разницу коэффициента отражения на выбранных длинах волн в видимом и ближнем ИК-диапазонах. Кроме того, значения L*a*b* печатного защитного признака для ротационной глубокой печати, выполненного из сравнительной закрепляющейся под воздействием тепла защитной краски СЗ для ротационной глубокой печати, соответствуют зеленому цвету, что делает чрезвычайно трудным получение чистых светлых цветов в видимом диапазоне при одновременном достаточно сильном поглощении в ближнем ИК-диапазоне.
[0174] В отличие от печатного защитного признака для ротационной глубокой печати, выполненного из сравнительной закрепляющей под воздействием тепла защитной краски С3 для ротационной глубокой печати, и как показано в таблице 4D, печатный защитный признак для ротационной глубокой печати, выполненный из закрепляющихся под воздействием тепла защитных красок для ротационной глубокой печати согласно настоящему изобретению (Е5 и Е6), демонстрировал значительную, разницу в коэффициенте отражения между видимым и ближним ИК-диапазонами, что позволяет легко и надежно обнаруживать указанные защитные признаки на высокой скорости. Печатный защитный признак для ротационной глубокой печати, выполненный из закрепляющейся под воздействием тепла защитной краски для ротационной глубокой печати согласно настоящему изобретению Е5, отличался от защитного признака, выполненного из печатного защитного признака для ротационной глубокой печати, выполненного из закрепляющейся под воздействием тепла защитной краски для ротационной глубокой печати согласно настоящему изобретению Е6, их соответствующим профилем коэффициента отражения в ближнем ИК-диапазоне. В частности, минимальный коэффициент отражения имел место при 1000 нм для печатного защитного признака для ротационной глубокой печати, выполненного из сравнительной закрепляющейся под воздействием тепла защитной краски для ротационной глубокой печати согласно настоящему изобретению Е5, тогда как минимальный коэффициент отражения имел место при 850 нм для печатного защитного признака для ротационной глубокой печати, выполненного из закрепляющейся под воздействием тепла защитной краски для ротационной глубокой печати Е6. Значения L*a*b* печатного защитного признака для ротационной глубокой печати, выполненного из закрепляющихся под воздействием тепла защитных красок для ротационной глубокой печати согласно настоящему изобретению (Е5 и Еб), представляют собой значения неокрашенных образцов. Соответственно, печатный защитный признак для ротационной глубокой печати, выполненный из закрепляющихся под воздействием тепла защитных красок для ротационной глубокой печати согласно настоящему изобретению (Е5 и Е6), демонстрировал чистый и светлый цвет в видимом диапазоне в сочетании с достаточно сильным поглощением в ближнем ИК-диапазоне.
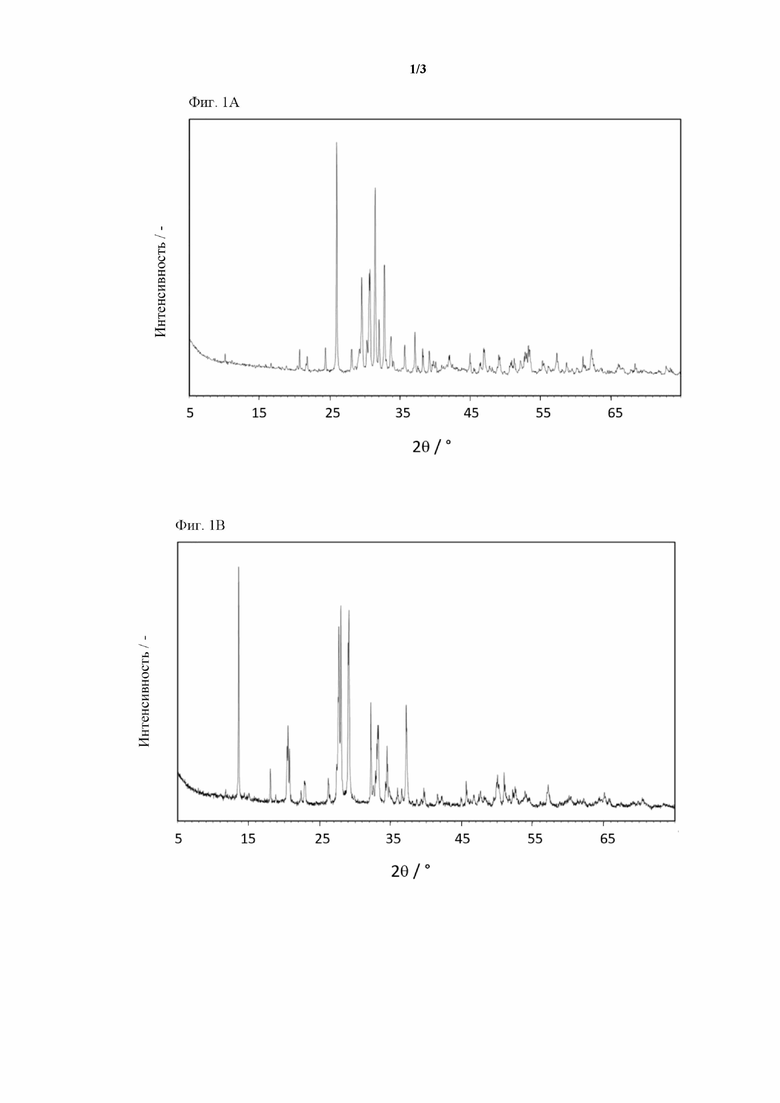
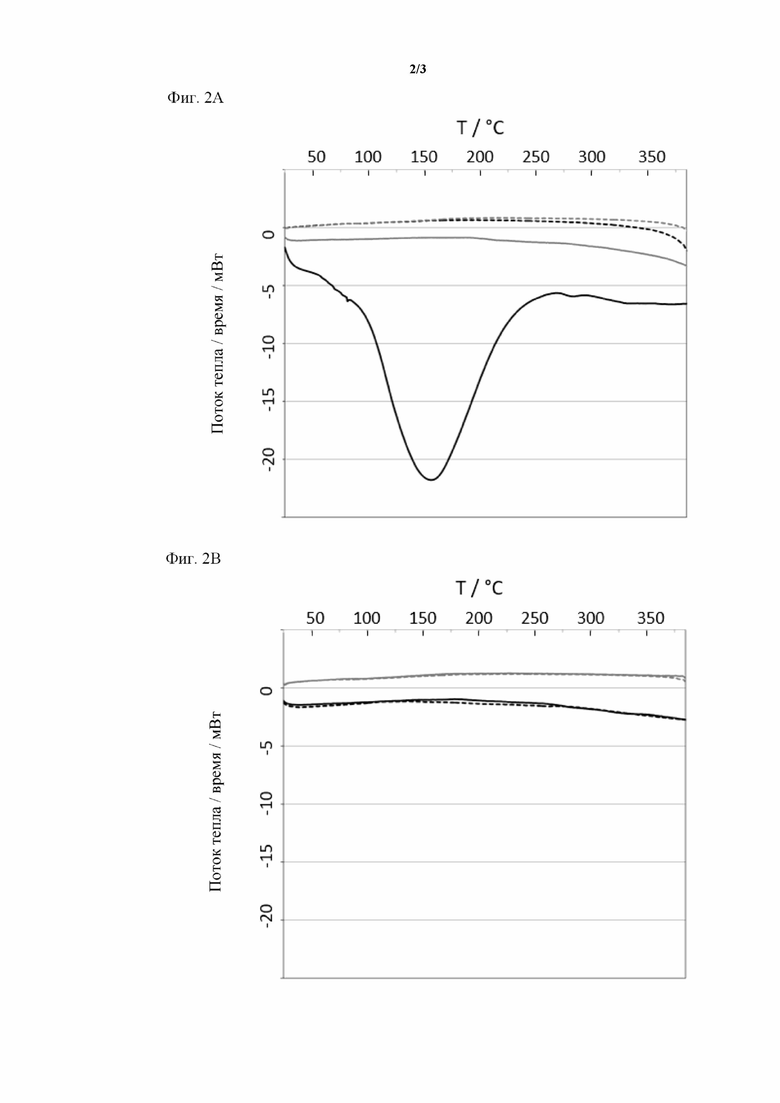
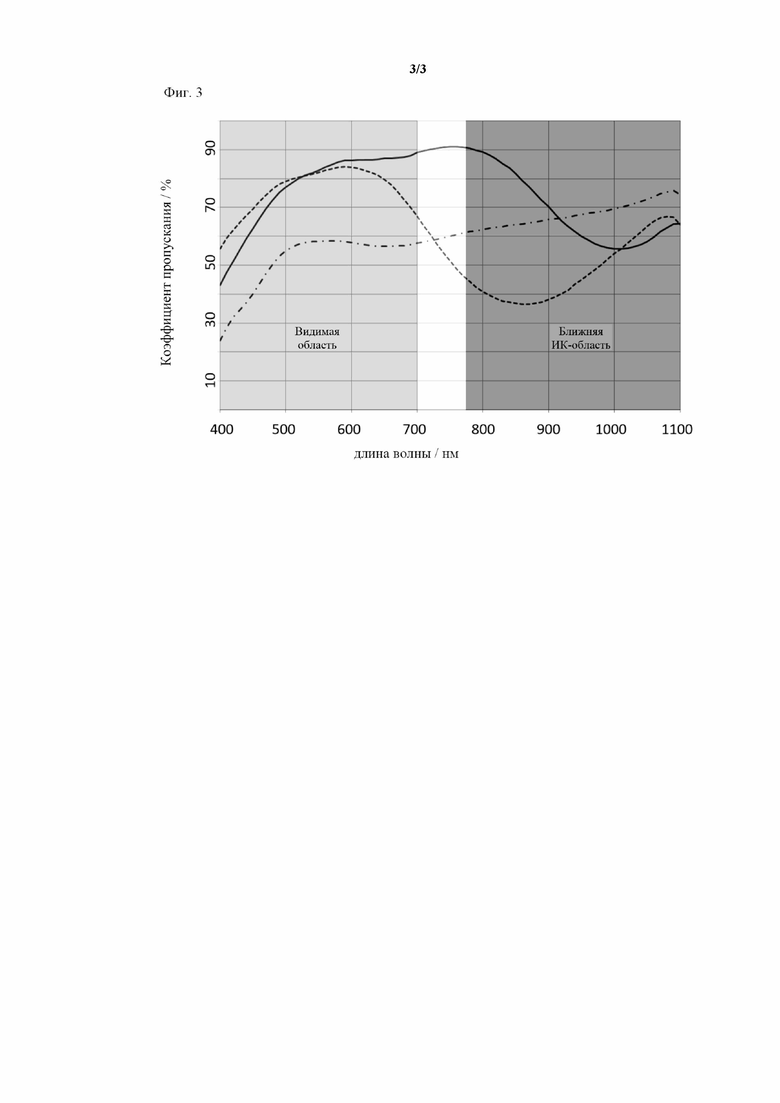
Изобретение может быть использовано при защите документов от подделки. Предложена защитная краска для печати машиночитаемого защитного признака, содержащая один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из ортофосфатов железа(II) без кристаллизационной воды общей формулы Fe3(PO4)2 с кристаллической структурой графтонита, металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II) без кристаллизационной воды, металлосодержащих пирофосфатов железа(II) без кристаллизационной воды, металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), выбранных из Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, Co, Ni, Ag, Au, металлов и полуметаллов третьей, четвертой и пятой основных групп, выбранных из В, Al, Ga, In, Si, Sn, Sb, Bi и лантаноидов, и их смесей. Защитная краска представляет собой закрепляющуюся окислением защитную краску, или отверждаемую под воздействием излучения в УФ и видимой области защитную краску, или закрепляющуюся под воздействием тепла защитную краску, или их комбинацию. Предложены также машиночитаемый защитный признак и способ его получения, защищаемый документ и способ его аутентификации. Изобретение позволяет повысить степень защиты документов. 5 н. и 10 з.п. ф-лы, 3 ил., 15 табл.
1. Защитная краска для печати машиночитаемого защитного признака, при этом указанная защитная краска содержит один или более поглощающих ИК-излучение материалов, выбранных из группы, состоящей из
ортофосфатов железа(II) без кристаллизационной воды общей формулы Fe3(PO4)2 с кристаллической структурой графтонита,
металлосодержащих ортофосфатов железа(II) без кристаллизационной воды, металлосодержащих фосфонатов железа(II) без кристаллизационной воды, металлосодержащих пирофосфатов железа(II) без кристаллизационной воды,
металлосодержащих метафосфатов железа(II) без кристаллизационной воды общей формулы FeaMb(POc)d, где а представляет собой число от 1 до 5, b представляет собой число от >0 до 5, с представляет собой число от 2,5 до 5, d представляет собой число от 0,5 до 3 и М представляет собой один или более металлов, выбранных из группы, состоящей из Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba, переходных металлов (блок d), выбранных из Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, Co, Ni, Ag, Au, металлов и полуметаллов третьей, четвертой и пятой основных групп, выбранных из В, Al, Ga, In, Si, Sn, Sb, Bi и лантаноидов, и
их смесей,
при этом указанная защитная краска представляет собой
закрепляющуюся окислением защитную краску, содержащую от 0,01 до 10 вес.% одного или более осушителей, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся окислением защитной краски, или
отверждаемую под воздействием излучения в УФ и видимой области защитную краску, содержащую от 0,1 до 20 вес.% одного или более фотоинициаторов, при этом весовое процентное содержание рассчитано исходя из общего веса отверждаемой под воздействием излучения в УФ и видимой области защитной краски, или
закрепляющуюся под воздействием тепла защитную краску, содержащую от 10 до 90 вес.% одного или более растворителей, выбранных из группы, состоящей из органических растворителей, воды и их смесей, при этом весовое процентное содержание рассчитано исходя из общего веса закрепляющейся под воздействием тепла защитной краски, или
их комбинацию.
2. Защитная краска по п. 1, где закрепляющаяся окислением защитная краска представляет собой закрепляющуюся окислением защитную краску для офсетной печати или закрепляющуюся окислением защитную краску для глубокой печати, предпочтительно закрепляющуюся окислением защитную краску для глубокой печати.
3. Защитная краска по п. 1, где отверждаемая под воздействием излучения в УФ и видимой области защитная краска представляет собой отверждаемую под воздействием излучения в УФ и видимой области защитную краску для офсетной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для глубокой печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для трафаретной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для флексографической печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для ротационной глубокой печати или отверждаемую под воздействием излучения в УФ и видимой области защитную краску для струйной печати с использованием продольно-изгибной печатающей головки, предпочтительно отверждаемую под воздействием излучения в УФ и видимой области защитную краску для глубокой печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для трафаретной печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для флексографической печати, отверждаемую под воздействием излучения в УФ и видимой области защитную краску для ротационной глубокой печати или отверждаемую под воздействием излучения в УФ и видимой области защитную краску для струйной печати с использованием продольно-изгибной печатающей головки.
4. Защитная краска по п. 1, где закрепляющаяся под воздействием тепла защитная краска представляет собой закрепляющуюся под воздействием тепла защитную краску для трафаретной печати, закрепляющуюся под воздействием тепла защитную краску для флексографической печати, закрепляющуюся под воздействием тепла защитную краску для ротационной глубокой печати или закрепляющуюся под воздействием тепла защитную краску для струйной печати с использованием продольно-изгибной печатающей головки.
5. Защитная краска по любому из предыдущих пунктов, где один или более поглощающих ИК-излучение материалов представляют собой FeaMb(POc)d, где М представляет собой калий (K), магний (Mg) и цинк (Zn) или их комбинацию, предпочтительно KFePO4, K(Fe0,75Zn0,25)PO4 или K(Fe0,75Mg0,25)PO4.
6. Защитная краска по любому из предыдущих пунктов, где средний размер частиц (d50) каждого из одного или более поглощающих ИК-излучение материалов составляет от 0,01 до 50 мкм, предпочтительно от 0,1 до 20 мкм и более предпочтительно от 1 до 10 мкм.
7. Защитная краска по любому из предыдущих пунктов, где один или более поглощающих ИК-излучение материалов присутствуют в количестве от 5 до 60 вес.%, при этом вес.% рассчитаны исходя из общего количества защитной краски.
8. Защитная краска по любому из предыдущих пунктов, где один или более поглощающих ИК-излучение материалов получены способом, включающим следующие этапы, на которых:
а) изготовляют смесь, содержащую
i) соединения железа (А), выбранные из соединений Fe(III), соединений Fe(III)/Fe(II) и их смесей в процентном содержании от 20 до 90 вес.% по весу смеси, выбранные из группы, состоящей из оксидов, гидроксидов, гидроксидов оксидов, карбонатов, карбоксилатов, таких как оксалаты, формиаты, ацетаты, цитраты, лактаты, ортофосфатов, фосфонатов, метафосфонатов, пирофосфатов, сульфатов и смесей вышеупомянутых,
ii) восстановители (В) в процентном содержании от 5 до 50 вес.% по весу смеси, выбранные из группы, состоящей из фосфоновой кислоты H3PO3, триоксида фосфора Р2О3, фосфиновой кислоты H3PO2, четырехокиси фосфора P2O4, гиподифосфорной кислоты Н4Р206, дифосфорной кислоты H4P2O5, гиподифосфоновой кислоты H4P2O4, солей Fe и солей М вышеупомянутых кислот и смесей вышесказанного в качестве твердых веществ, водных растворов или суспензий,
iii) необязательный донор фосфата (С) в процентном содержании от 0 до 50 вес.% по весу смеси, выбранный из фосфорной кислоты H3PO4 в качестве водного раствора, фосфата металла Mx(PO4)z или кислого фосфата металла MxHY(PO4)z, где 1≥х≥4, 1≥у≥5 и 1≥z≥4, в качестве твердых или водных растворов или суспензии, дифосфорной кислоты H4P2O7, метафосфорной кислоты (HPO3)n, где n≥3, или их солей, пентоксида фосфора P2O5 или смесей вышесказанного, где М является таким, как определено выше, и
iv) необязательный донор (D) металла (М) в процентном содержании от 0 до 50 вес.% по весу смеси, выбранный из металлосодержащих соединений одного или более металлов из группы, состоящей из K, Rb, Cs, Mg, Са, Sr, Ва, переходных металлов (блок d), в частности Sc, Y, La, Ti, Zr, Hf, Nb, Та, Cr, Mo, W, Mn, Cu, Zn, и металлов и полуметаллов третьей, четвертой и пятой основных групп, в частности В, Al, Ga, In, Si, Sn, Sb, Bi, и лантаноидов, и выбранный из оксидов, гидроксидов, гидроксидов оксидов, карбонатов, оксалатов, формиатов, ацетатов, цитратов, лактатов, ортофосфатов, пирофосфатов и сульфатов вышеупомянутых металлов и их смесей, при этом весовая доля компонентов (A)-(D) смеси рассчитана исходя из процентного содержания веществ без включения какого-либо растворителя и/или суспендирующего агента,
b) полученную смесь, содержащую водные и/или органические растворители, сушат при температуре менее 400°С, и
c) сухую или высушенную смесь обрабатывают при температуре от 400 до 1200°С.
9. Машиночитаемый защитный признак, выполненный из защитной краски по любому из пп. 1-8.
10. Защищаемый документ, содержащий машиночитаемый защитный признак по п. 9.
11. Защищаемый документ по п. 10, где машиночитаемый защитный признак по п. 9 состоит из первого участка и содержит второй участок, состоящий из защитного признака, выполненного из краски, содержащей одно или более соединений, поглощающих в другой области электромагнитного спектра (УФ или видимой), или состоящий из защитного признака, выполненного из машиночитаемой магнитной краски, содержащей одно или более магнитных соединений, предпочтительно первый участок и второй участок выполнены из красок, совпадающих по цвету в видимом спектре.
12. Способ получения машиночитаемого защитного признака, отличающийся тем, что способ включает этап а) нанесения посредством процесса печати, выбранного из группы, состоящей из офсетной печати, глубокой печати, трафаретной печати, флексографической печати, ротационной глубокой печати и струйной печати с использованием продольно-изгибной печатающей головки, защитной краски по любому из пп. 1-8 на подложку.
13. Способ по п. 12, отличающийся тем, что способ дополнительно включает этап b) закрепления и/или отверждения защитной краски при наличии излучения в УФ и видимой области и/или воздуха или тепла с образованием защитного признака на подложке, при этом указанный этап закрепления осуществляют после этапа а).
14. Способ по п. 12 или 13, отличающийся тем, что подложка выбрана из группы, состоящей из бумаги или других волокнистых материалов, материалов, содержащих бумагу, стекол, металлов, керамики, пластмасс и полимеров, металлизированных пластмасс или металлизированных полимеров, композиционных материалов и их смесей или комбинаций.
15. Способ аутентификации защищаемого документа, отличающийся тем, что способ включает этапы, на которых
a) предоставляют защищаемый документ по п. 10 или 11, содержащий машиночитаемый защитный признак, выполненный из краски по любому из пп. 1-8;
b) освещают машиночитаемый защитный признак на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне, а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне;
c) обнаруживают оптические характеристики машиночитаемого защитного признака посредством восприятия света, отражаемого указанным машиночитаемым защитным признаком на по меньшей мере двух длинах волн, при этом одна из указанных по меньшей мере двух длин волн находится в видимом диапазоне, а другая из указанных по меньшей мере двух длин волн находится в ближнем ИК-диапазоне; и
d) определяют аутентичность защищаемого документа за счет обнаруженных оптических характеристик машиночитаемого защитного признака.
| EP 1790701 A1, 30.05.2007 | |||
| СПОСОБ И НАБОР ПЕЧАТНЫХ КРАСОК ДЛЯ МАРКИРОВКИ И ИДЕНТИФИКАЦИИ ИЗДЕЛИЙ | 2003 |
|
RU2305119C2 |
| НАБОР ПЕЧАТНЫХ КРАСОК, ПЕЧАТНОЕ ИЗДЕЛИЕ, СПОСОБ ПЕЧАТИ И ПРИМЕНЕНИЕ КРАСИТЕЛЯ | 2002 |
|
RU2292370C2 |
| СВЕТОСИГНАЛЬНОЕ ТАБЛО | 2016 |
|
RU2626215C1 |
| US 2015014983 A1, 15.01.2015. | |||

