Изобретение относится к отрасли атомного машиностроения и может быть использовано в металлургической, нефтехимической, пищеперерабатывающей и ряде других отраслей промышленности.
Шестигранные трубы используются для стеллажей бассейна выдержки, стеллажей для тепловыделяющих сборок, транспортно-упаковочных комплектов для транспортирования ядерного топлива, герметичных пеналов и другого оборудования с ядерным топливом.
В условиях уплотненного размещения шестигранных труб с минимально возможным шагом возрастают требования к их размерной точности.
Традиционный способ изготовления подобных шестигранных труб по ТУ14-3-1630-89 [1] с использованием слитка ЭШП, подвергаемого многочисленным кузнечным операциям, отличается, наряду с высоким расходным коэффициентом металла и длительным циклом изготовления, значительной разнотолщинностью и кривизной, выходящей за пределы, требуемые техническими условиями.
Так, например, по известному способу производства шестигранных труб [2], включающего использование сплошных передельных слитков размером 480x1800x25 мм электрошлакового переплава из боросодержащей стали 04Х14Т3Р1Ф-Ш предусматривается механическая обточка слитка, затем сверловка его центрального отверстия, а после нагрева до температуры 1030-1050°С его прошивка в гильзы с последующей прокаткой на пильгерстане в трубы-плети размером 287x11x25600 мм.
После удаления технологических отходов их разрезают на трубы длиной 10250-11000 мм, а затем на трубы длиной 5200 мм с последующей расточкой и обточкой в трубы размером 281x5x5250-5500 мм для профилирования в шестигранные трубы 255x5x4300 мм.
Недостатком указанного способа является, наряду с чрезмерно высокой трудоемкостью их изготовления с многочисленными технологическими операциями, нарушение геометрии трубы, которая выражается в появлении разнотолщинности и ее кривизны.
Известен способ производства шестигранных труб с использованием передельных полых слитков электрошлакового переплава [3].
По этому способу полые слитки растачивают и обтачивают до удаления раковин и следов флюса в полые слитки-заготовки размером 500x330x2750 мм. После нагрева до температуры пластичности их прокатывают на пилигримовом стане в трубы-плети размером 325x12x22400-23300 мм с дальнейшей разрезкой на трубы-краты длиной 7450-7750 мм, которые растачивают и обтачивают в передельные трубы размером 321x8x7450-7750 мм, а затем их подвергают прокатке на стане ХПТ450 в трубы размером 284,8x6x10500-11000 мм с последующей разрезкой на трубы-заготовки размером 284,8x6x5250-5500 мм для профилирования в шестигранные трубы.
Недостатком указанного способа производства шестигранных труб с применением полого слитка является высокая трудоемкость их изготовления, связанная с многочисленными ковочными операциями, а также механической резкой, обточкой и расточкой труб и дополнительной прокаткой на стане ХПТ450, которые способствуют снижению производительности и повышению себестоимости производства труб.
Наряду с этим, появление усадочных дефектов в полых слитках, изготовленных методом ЭШП, вызывает дополнительные операции по их устранению, что также является недостатком этого способа производства шестигранных труб.
Известен способ производства шестигранных труб из боросодержащей листовой стали путем изготовления лазерной сваркой каждой грани трубы из отдельного листа, соответственно с шестью продольными сварными швами, который освоен на предприятиях в Германии и Чехии, например, АО «SKODA JS [4].
Указанный способ производства шестигранных труб позволяет избежать появления разнотолщинности и кривизны, характерных для шестигранных труб, получаемых способом пластического деформирования. Недостатком способа является значительное усложнение технологического процесса по сварке шести отдельных граней трубы и высокая себестоимость их изготовления.
Следующим недостатком указанного способа изготовления шестигранных труб является использование листового проката с низким содержанием бора 0,8-1,15%, несовместимым с требованиями к шестигранным трубам российского производства, которые по техническим условиям составляет 1,5-1,8% [1].
Известен патент на полезную модель с описанием шестигранной трубы размером «под ключ» 257±2,0 мм, выполненной из боросодержащей листовой стали со сварным швом, полученным лазерной сваркой, размещенным в средней части в одной из граней трубы [5].
Недостатком указанного патента является отсутствие способа изготовления трубы, т.е. технологических параметров, характеризующих выполнение операции по гибке листа и лазерной сварке, без которых невозможно реализовать предлагаемое изобретение.
Наиболее близким к заявленному способу производства сварных шестигранных труб из боросодержащей листовой стали является способ лазерной сварки двух половинок шестигранной трубы из листового проката боросодержащей стали 04Х14Т3Р1Ф длиной в 1 метр, используемый на установке, система которой фокусирует лазерное излучение в пятно диаметром 200-400 мкм с длиной перетяжки 10 мм со скоростью сварки 1,5-3,3 м/мин и мощностью лазерного излучения 5-7 кВт (6).
Недостатком указанного способа изготовления шестигранных труб является отсутствие доказательной базы для распространения указанного режима сварки на шестигранные трубы промышленного производства длиной 4300 мм, используемых для оборудования АЭС.
Задачей заявленного способа изготовления шестигранных труб является исключение из процесса их производства многочисленных и трудоемких ковочных операций, снижающих производительность труда и способствующих появлению разнотолщинности и кривизны труб, которые присущи традиционному способу их изготовления при пластической деформации сплошного или полого слитка, а также снижение до минимума количества сварных продольных швов, соединяющих грани.
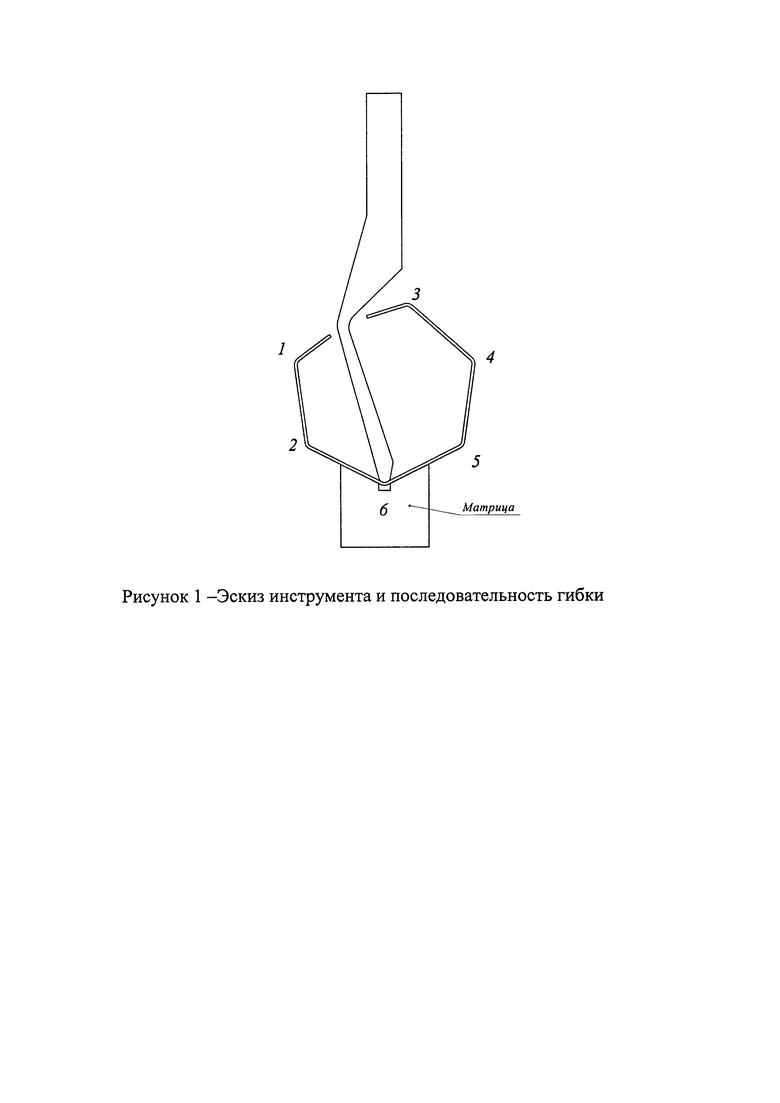
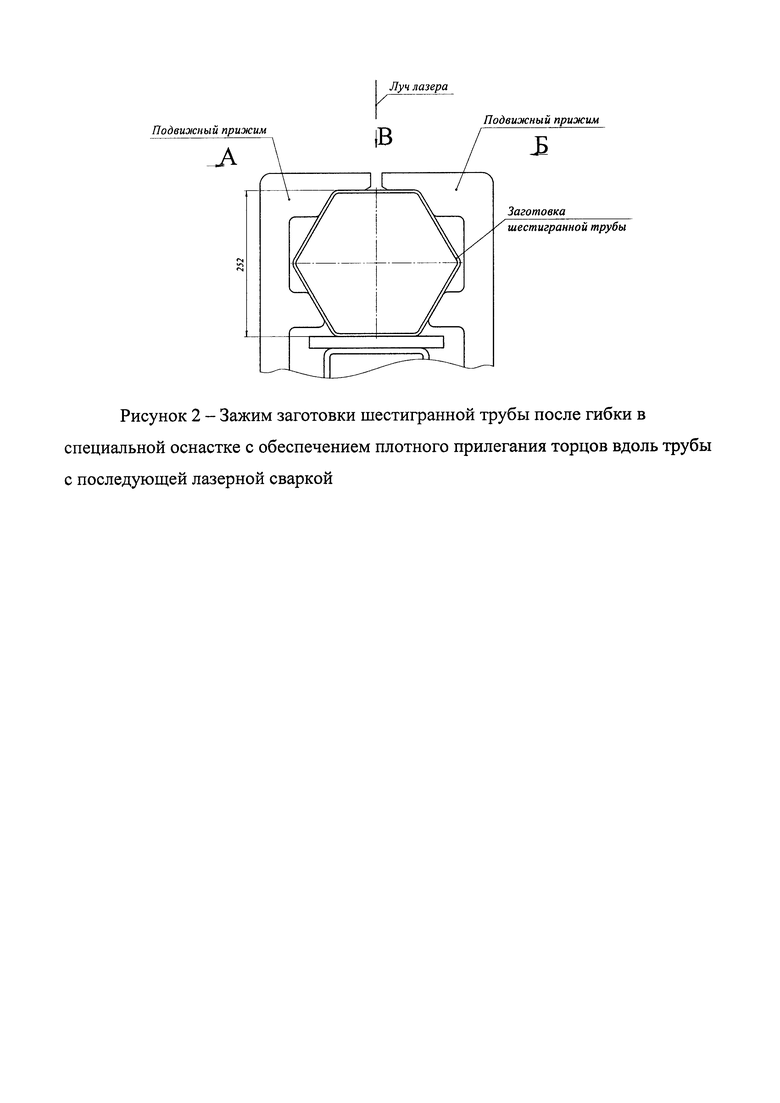
Техническое решение по заявленному способу изготовления шестигранной трубы достигается путем использования листового проката из стали марки 04Х14Т3Р1Ф (ЧС82) по ТУ 14-1-5655-2016 [7] с содержанием бора 1,5-1,8% в термически обработанном состоянии с фиксированной толщиной стенки, составляющей 5+0,7 мм, и шириной листа 847 мм, соответствующей суммарной ширине шести граней трубы с длиной 4300±20 мм, подвергаемой гибке в матрице, с поверхностью дна, расположенной под углом 120 (рис. 1),под воздействием пуансона, формирующего последовательно каждый из шести углов между гранями трубы с последующим зажимом на стенде каждой грани трубы (рис. 2), обеспечивающим плотное стыковое соединение кромок листа под сварку волоконным лазером за один проход в режиме сквозного проплавления при мощности излучения 8 кВт и скорости сварки 3,5 м/мин с фокусировкой лазерного луча в пятно диаметром не менее 420 мкм и длиной перетяжки 12 мм при ширине зоны термического влияния не более 3 мм с образованием одного продольного сварного шва шириной не менее 0,4 мм в условиях защиты его верха и корня от окисления в среде аргона.
Практическая реализация заявленного способа производства сварных шестигранных труб из боросодержащего листового проката размером «под ключ» 252±2х5+0,7х4300±20 мм осуществлялась в отделении металлургического комплекса предприятия ОАО «Тяжпрессмаш».
Исходной заготовкой для изготовления шестигранной трубы служил горячекатаный лист толщиной 5+0,7 мм из стали марки 04Х14Т3Р1Ф (ЧС82) с содержанием бора 1,5-1,8 в соответствии с требованиями ТУ 14-1-5655-2016 [7].
Раскрой листа позволил получить заготовку шириной 847 мм и длиной 4300 мм.
Гибка полученной заготовки горячекатаного листа осуществлялась в матрице с поверхностью дна, расположенного под углом 120° (рис. 1), с помощью пуансона, подвергающего гибке горячекатаный лист для образования шести углов между гранями трубы в последовательности, указанной на рис.1 от 1 по 6 номер.
Следующая технологическая операция производилась на стенде, в котором происходит зажим граней заготовки шестигранной трубы, после ее гибки (рис. 2) для обеспечения плотного стыковочного прилегания кромок листа, необходимого условия для получения высококачественного сварного шва.
Сварка стыкового соединения кромок листа производилась с помощью волоконного лазера ЛС-10 с максимальной мощностью излучения 10 кВт, параметры оптической системы которого позволяют сфокусировать лазерный луч в пятно диаметром 420 мкм и длиной перетяжки 12 мм.
Сварка стыкового соединения кромок листа осуществлялась за один проход в режиме сквозного проплавления при мощности излучения 8 кВч и скорости 3,5 м/мин, обеспечивающих образование продольного шва шириной не менее 0,4 мм.
При этом защита верха и корня сварного шва от окисления осуществлялась с помощью инертного газа аргона.
В результате выполненных работ на предприятии ОАО «Тяжпрессмаш» получена шестигранная труба размером «под ключ» 252±2х5+0,7х4300±20 мм из боросодержащего листового проката марки 04Х14Т3Р1Ф (ЧС82) с одним продольным сварным швом, полностью отвечающим требованиям технических условий на эту продукцию, в том числе по таким показателям, как разнотолщинность и кривизна.
При этом трудоемкость изготовления труб по заявленному способу снизилось на 45-50% по сравнению с традиционным методом их производства путем пластической деформации слитка, а производительность труда повысилась в 3-5 раз.
Источники информации:
1. ТУ 14-3Р-1630-2009 «Трубы стальные бесшовные шестигранные».
2. Патент РФ 2547613 С2 от 10.12.2013.
3. Патент РФ 2536023 С2 от 20.12.2014.
4. Протокол совещания по СУХТ от 20.04.2018.
5 Патент РФ 121760 U1 от 11.10.2017.
6. Отчет НИИЯУ «МИФИ» «Лазерная сварка трубы из стали ЧС82» Москва 2019.
7. ТУ 14-1-5655-2016 «Прокат толстолистовой горячекатаный из коррозионно-стойкой стали марки 04Х14Т3Р1Ф (ЧС82)».
Изобретение относится к способу производства сварных шестигранных труб размером "под ключ" 252±2×5+0,7×4300±20 мм из боросодержащего листового проката для оборудования АЭС. Используют листовой прокат из боросодержащей стали толщиной стенки 5+0,7 мм, длиной 4300±20 мм и шириной 847 мм, соответствующей периметру шестигранной трубы, с дальнейшей гибкой в матрице под воздействием пуансона. Обеспечивают плотное стыковое соединение кромок листа под сварку волоконным лазером за один проход в режиме сквозного проплавления при мощности излучения 8 кВт и скорости сварки 3,5 м/мин с образованием одного продольного шва шириной не менее 0,4 мм в условиях защиты его верха и корня от окисления в среде аргона. В результате снижается трудоемкость при изготовлении труб. 1 з.п. ф-лы, 2 ил.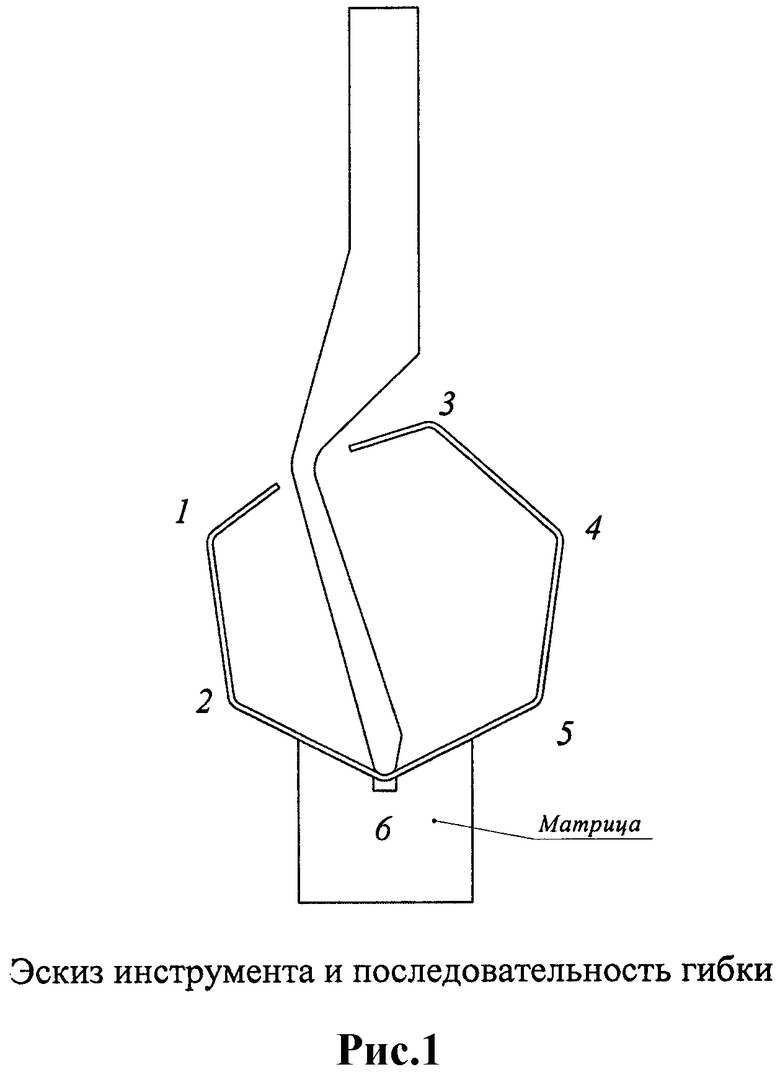
1. Способ производства сварных шестигранных труб из боросодержащего листового проката размером «под ключ» 252±2×5+0,7×4300±20 мм для оборудования АЭС, включающий использование листового проката толщиной стенки 5+0,7 мм под сварку продольным швом каждой отдельно взятой грани трубы или двух ее половинок, отличающийся тем, что используемый термически обработанный листовой прокат с содержанием бора 1,5-1,8% с толщиной стенки 5+0,7 мм, длиной 4300±20 мм и шириной 847 мм, соответствующей всему периметру шестигранной трубы, подвергают гибке в матрице с поверхностью дна, расположенного под углом 120°, под воздействием пуансона, формирующего каждый из шести углов между гранями трубы с последующим зажимом на стенде каждой ее грани, обеспечивающим плотное стыковое соединение кромок листа под сварку волоконным лазером за один проход в режиме сквозного проплавления при мощности излучения 8 кВт, скорости сварки 3,5 м/мин с фокусировкой лазерного луча в пятно диаметром не менее 420 мкм и длиной перетяжки 12 мм при ширине зоны термического влияния не более 3 мм с образованием одного продольного сварного шва шириной не менее 0,4 мм в условиях защиты его верха и корня от окисления в среде аргона.
2. Способ по п. 1, отличающийся тем, что термическая обработка листового проката из боросодержащей стали с толщиной стенки 5+0,7 мм осуществляют по режиму: отпуск при температуре 750-800°С со временем выдержки не менее 20 мин и дальнейшим его охлаждением на воздухе.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2011 |
|
RU2552826C2 |
| Способ лазерной сварки труб | 2017 |
|
RU2637034C1 |
| Эжектор | 1989 |
|
SU1707280A1 |

