Область техники, к которой относится изобретение
Изобретение относится к оборудованию для получения мелкодисперсных порошков металлов и их сплавов методом плазменного плавления и испарения проволочного расходуемого материала в электродуговых плазмотронах.
Уровень техники
Известен способ получения мелкодисперсного порошка, состоящий в том, что возбуждают электрическую дугу между катодным электродом возбуждения дуги и анодным электродом, в зону плазменного распыления подают расходуемый материал, обеспечивают питание электрической дуги между расходуемым материалом и анодным электродом (RU2708200, дата публикации 05.12.2019). Недостатком данного известного способа является возможность неконтролируемого изменения объема испаряемого материала и ухудшение его качества, вызванные изменением положения рабочей зоны испаряемого электрода, обусловленная случайным проскальзыванием проволоки в устройстве ее подачи и возможной неравномерностью скорости движения подающих элементов.
Сущность изобретения
Задача, решаемая настоящим изобретением, состоит в повышении качества порошка, получаемого в электродуговых плазменных реакторах с расходуемым проволочным электродом.
Техническим результатом, достигаемым с использованием изобретения, является повышение качества получаемого материала за счет повышения стабильности горения дуги и улучшения однородности получаемых частиц.
Указанный технический результат достигается тем, что способ получения мелкодисперсного порошка состоит в том, что возбуждают электрическую дугу между катодным электродом возбуждения дуги и анодным электродом, в зону плазменного распыления подают расходуемый материал, обеспечивают питание электрической дуги между расходуемым материалом и анодным электродом, измеряют разность электрических потенциалов между расходуемым материалом и катодным электродом возбуждения дуги, данные об упомянутой разности электрических потенциалов передают в блок управления, с помощью которого управляют скоростью подачи расходуемого материала в зону плазменного распыления.
Отличительной особенностью настоящего изобретения является определение положения рабочей зоны расходуемого катода и корректирование на основе этой информации скорости подачи расходуемого материала.
Перечень фигур чертежей
На Фиг.1 показана схема устройства.
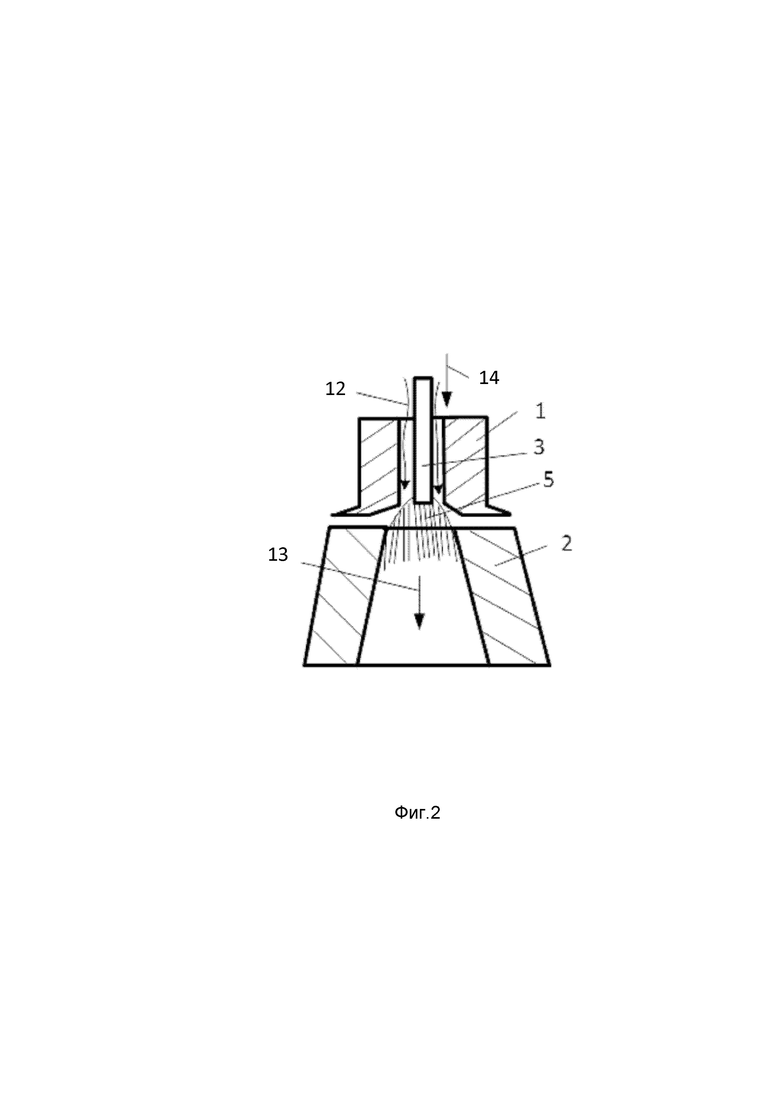
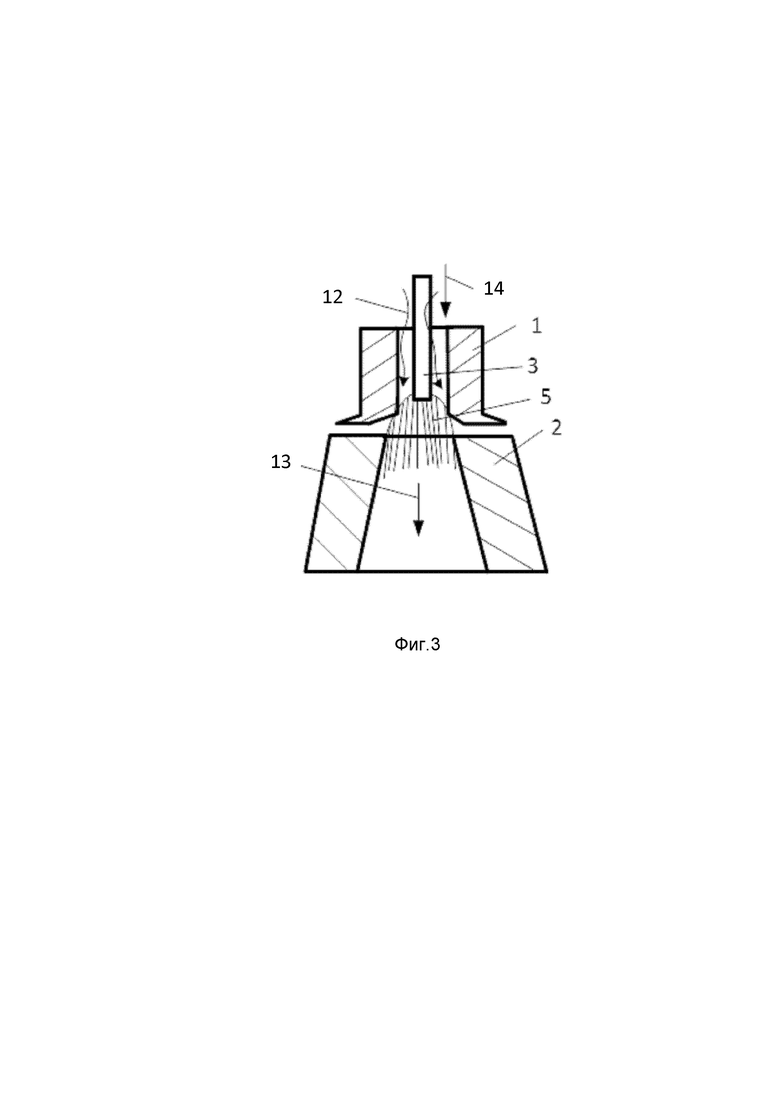
На Фиг.2 и Фиг.3 показаны положения рабочей зоны в плазматроне.
Осуществление изобретения
Для изготовления металлических порошков в электродуговых плазмотронах с расходуемым электродом в качестве расходного материала используется отожженная проволока из различных металлов и сплавов, поставляемая в бунтах. При садочном или непрерывном предварительном рекристаллизационном отжиге изготавливаемой проволоки может происходить слипание витков и образование окислов между ними. В процессе подачи в зону плазменного плавления и испарения поступающая из бунта проволока механически выпрямляется, подвергаясь упруго пластическим деформациям. При этом в материале проволоки возникают сжимающие и растягивающие напряжения по всему поперечному сечению. Возможное окисление поверхности проволоки при отжиге и напряжения, возникающие при выпрямлении проволоки, оказывают отрицательное влияние на стабильность электрической дуги и, как следствие, негативно влияет на геометрическую однородность частиц получаемого порошка.
Основной задачей рассматриваемого процесса является получение порошка из проволочного расходного материала с заданным качеством (стабильность геометрической формы и свойств) и производительностью.
Способ осуществляется с помощью устройства, показанного на Фиг.1 – Фиг.3.
На Фиг.1 показаны следующие элементы: 1 – распылитель потока газа, используемый в качестве катодного электрода при возбуждении дуги; 2 – анодный электрод; 3 – расходуемый материал; 4 – устройство для подачи расходуемого материала в зону 5 плазменного распыления; 8 – блок управления.
Устройство содержит электрическую схему для возбуждения и питания электрической дуги. Электрическая схема может быть выполнена различным образом. Например, электрическая схема может содержать источник 6 питания возбуждения дуги; электрические ключи 7 и 10; источник 9 питания основной дуги.
Устройство содержит измеритель 11 разности электрических потенциалов между расходуемым материалом 3 и катодным электродом 1 возбуждения дуги. Выход измерителя 11 соединен с блоком управления 8, выполненным с возможностью управлять скоростью подачи расходуемого материала в зону плазменного распыления.
Измеритель 11 определяет положение рабочей зоны 5 расходуемого материала (катода) 3. Отличительной особенностью настоящего изобретения является регулирование величины испаряемого участка расходуемого материала 3 в зависимости от напряжения на распылителе 1 потока газа.
Изобретение осуществляется следующим образом.
В канал распылителя потока газа 1 с помощью устройства 4 подают расходуемый материал 3. Вместе с расходуемым материалом 3 может через тот же канал может подаваться и плазмообразующий газ 12.
С помощью источника питания 6 и ключевых элементов 7 и 10 создается разность потенциалов и возбуждается электрическая дуга между распылителем 1 потока газа, выполняющим функцию катодного электрода при возбуждении дуги, и анодным электродом 2. После разогрева возбужденной дугой материала расходуемого катода 3 до необходимой температуры распылитель потока газа 1 становится электрически нейтральным и с помощью ключа 7 формируется основная электрическая цепь плазмотрона «расходуемый катод 3 – анодный электрод 2 – источник питания 9 – плазмообразующий газ 12».
После этого распылитель потока газа 1 становится электрически нейтральным и с помощью ключа 10 подключается к измерителю напряжения 11. Электрический потенциал на распылителе потока газа 1 подается на электронный блок 8, который управляет устройством 4 подачи проволочного расходуемого катода.
Рабочая зона 5 расходуемого катода 3 находится в окрестности торца проволоки. При заданном положении рабочая зона расходуемого катода 3 находится на некотором расстоянии, при котором поток плазмы (см. Фиг.2) не влияет на потенциал распылителя потока газа 1. При приближении рабочей зоны 5, к распылителю 1 (Фиг. 3) потенциал на нем относительно проволоки под действием потока плазмы начинает монотонно увеличиваться. Разность потенциалов между проволокой и распылителем газа 1, определяемую измерителем напряжения 11, используют в качестве управляющего сигнала для блока управления 8. При сближении рабочей зоны 5 и распылителя 1 обеспечивается увеличение скорости подачи расходуемого материала 3, восстанавливая заданное положение рабочей зоны 5 в электродной системе плазмотрона и, как следствие, величину тока дуги.
Таким образом, в электродной системе плазмотрона, после возбуждения электрической дуги измеритель 11 подключают к измерителю разницы электрических потенциалов между проволокой 3 и распылителем газа 1, используемым в этот момент в качестве нейтрального электрода. На этой стадии потенциал на распылителе соответствует потенциалу, контактирующей с ним области плазмы. По мере приближении рабочей зоны, к распылителю газа 1 потенциал на нем относительно проволоки 3 начинает монотонно увеличиваться. Разность потенциалов между проволокой 3 и распылителем газа 1 используется в качестве управляющего сигнала для блока управления 3, который при сближении рабочей зоны и распылителя увеличивает скорость подачи проволоки, стабилизируя положение рабочей зоны расходуемого проволочного катода и величину тока дуги.
На Фиг.2 и Фиг.3 приведено положение потока плазмы относительно электродов плазмотрона и распылителя. На них дополнительно обозначено направление 13 движения плазмы с частицами материала расходуемого катода 3 и направление 14 подачи проволочного расходуемого катода 3.
Использованием измерения потенциала на распылителе газа 1 для стабилизации положения рабочей зоны 5 плазмотрона обеспечивается повышение производительности, повышение качества получаемых частиц порошка и стабильность размеров частиц за счет стабилизации горения дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения мелкодисперсного порошка | 2020 |
|
RU2756959C1 |
| Устройство для получения мелкодисперсного металлического порошка в электродуговом плазменном реакторе | 2023 |
|
RU2832032C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2022 |
|
RU2783203C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2614533C1 |
| ПЛАЗМЕННЫЕ УСТРОЙСТВО И СИСТЕМА | 2007 |
|
RU2479438C2 |
| ПЛАЗМЕННЫЕ УСТРОЙСТВО И СИСТЕМА | 2007 |
|
RU2459010C2 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2672961C2 |
| ПЛАЗМЕННО-ДУГОВОЙ РЕАКТОР С РАСХОДУЕМЫМ КАТОДОМ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ МЕТАЛЛОВ, СПЛАВОВ И ИХ ХИМИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2708200C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |

Изобретение относится к порошковой металлургии, в частности к способу плазменного получения металлических порошков. Расходуемый материал в виде металлической проволоки подают через канал распылителя потока плазмообразующего газа в зону плазменного распыления. Возбуждают электрическую дугу между катодным электродом возбуждения дуги, представляющим собой распылитель потока плазмообразующего газа, и анодным электродом и разогревают расходуемый материал до заданной температуры. Формируют основную электрическую цепь, включающую расходуемый материал, анодный электрод, источник питания и плазмообразующий газ, при этом распылитель потока плазмообразующего газа становится электрически нейтральным. Его электрический потенциал, соответствующий потенциалу контактирующей с ним области плазмы, подают на блок управления устройством подачи расходуемого материала. Путем измерения разницы потенциалов между расходуемым материалом и распылителем потока плазмообразующего газа контролируют скорость подачи расходуемого материала в зону плазменного распыления для стабилизации величины тока дуги и положения рабочей зоны расходуемого материала относительно распылителя потока плазмообразующего газа. Скорость подачи расходуемого материала увеличивают при приближении рабочей зоны расходуемого материала к распылителю потока плазмообразующего газа и увеличении его потенциала. Обеспечивается повышение качества получаемого порошка. 3 ил.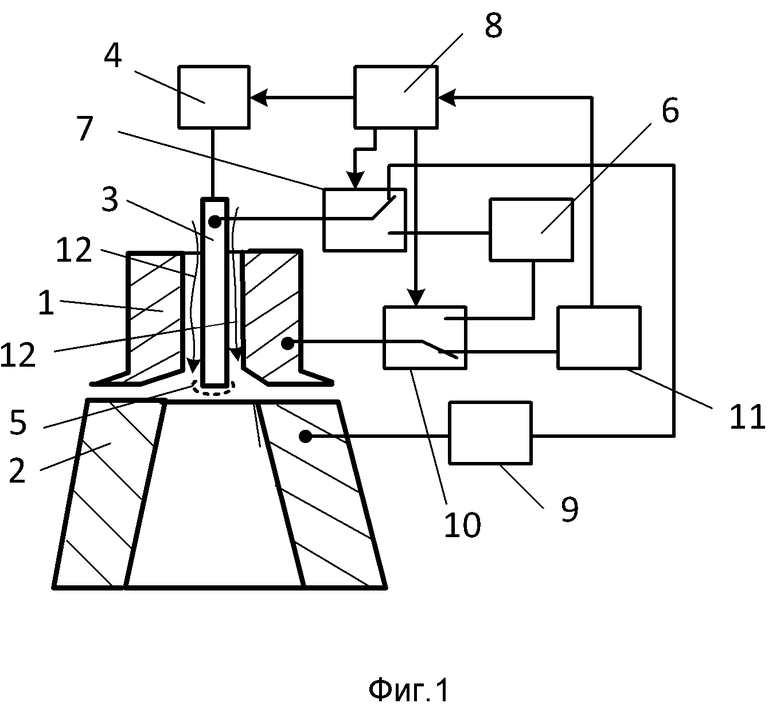
Способ получения мелкодисперсного металлического порошка, включающий возбуждение электрической дуги между катодным электродом возбуждения дуги, представляющим собой распылитель потока плазмообразующего газа, и анодным электродом и подачу расходуемого материала в виде металлической проволоки через канал распылителя потока плазмообразующего газа в зону плазменного распыления, отличающийся тем, что расходуемый материал разогревают возбужденной дугой до заданной температуры, после чего формируют основную электрическую цепь, включающую расходуемый материал, анодный электрод, источник питания и плазмообразующий газ, при этом распылитель потока плазмообразующего газа становится электрически нейтральным, его электрический потенциал, соответствующий потенциалу контактирующей с ним области плазмы, подают на блок управления устройством подачи расходуемого материала, и путем измерения разницы потенциалов между расходуемым материалом и распылителем потока плазмообразующего газа контролируют скорость подачи расходуемого материала в зону плазменного распыления для стабилизации величины тока дуги и положения рабочей зоны расходуемого материала относительно распылителя потока плазмообразующего газа, причем скорость подачи расходуемого материала увеличивают при приближении рабочей зоны расходуемого материала к распылителю потока плазмообразующего газа и увеличении его потенциала.
| ПЛАЗМЕННО-ДУГОВОЙ РЕАКТОР С РАСХОДУЕМЫМ КАТОДОМ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ МЕТАЛЛОВ, СПЛАВОВ И ИХ ХИМИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2708200C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРАКЦИОНИРОВАННЫХ УЛЬТРАДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2534089C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНОГО ОЧИЩЕННОГО ПОРОШКА ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389584C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЧАСТИЦ ПОРОШКА И СПОСОБ ЕЕ РАБОТЫ | 2017 |
|
RU2671034C1 |
| US 20180169763 A1, 21.06.2018 | |||
| CN 105252012 B, 08.02.2017. | |||

