Изобретение относится к сварке металлов и может найти широкое применение в машиностроении и других отраслях промышленности при:
- сварке металлов;
- наплавке металлов с высокой производительностью при минимальном проплавлении и перемешивании с основным металлом, с большим регулированием толщины наплавленного слоя при использовании электродной проволоки большого диаметра, так и минимального;
- ремонте изношенных деталей (реновации) с чистовой наплавкой без последующей механической обработки, либо с минимальной обработкой - шлифованием;
- выращивании деталей (3D - печать) крупногабаритных - корпусов ракет или, при использовании микроплазмотронов, - малых деталей.
Известен способ плазменной сварки плавящимся электродом (ПСПЭ) - патент №7104337 Нидерланды от 01.04.1971 МКИ В23К 9/00, 9/16. При этом способе плавящийся электрод (проволока) проходит по оси горелки сверху вниз через соосные с осью горелки токоподводящий мундштук и плазмообразующее сопло плазмотрона, при этом через плазмообразующее сопло также проходит осевая плазменная дуга, которая поддерживается между расположенным сбоку вольфрамовым электродом и изделием. Внутрь плазмообразующего сопла подается плазмообразующий газ, а снаружи - защитный газ. Плазменная дуга поддерживается от источника питания плазмы. На расстоянии от токоподводящего мундштука (вылет проволоки) горит дуга плавящегося электрода (ПЭ), которая поддерживается от источника питания дуги ПЭ. Плазменная дуга окружает дугу ПЭ и часть вылета ПЭ - вылет ПЭ в плазме. Дуга ПЭ и плазменная дуга должны иметь одинаковую полярность: прямую - минус на электроде, плюс на изделии или обратную - плюс на электроде, минус на изделии.
Способ ПСПЭ по сравнению со способом сварки плавящимся электродом (СПЭ), при котором горит одна дуга ПЭ в защитном газе, имеет следующие преимущества:
- обеспечивается регулировка тепловложения в свариваемое изделие и плавящуюся проволоку при высокой производительности наплавки;
- дуга ПЭ возбуждается без касания изделия и разбрызгивания;
- обеспечивается стабильный мелкокапельный перенос без разбрызгивания;
- при повышении тока дуги ПЭ и достижения критической величины проволока под давлением дуги, нагрева плазмой и проходящим по ней током становится пластичной, изгибается в поперечном направлении и под воздействием электромагнитной силы вращается вместе с дугой и веером капель по поверхности изделия, при этом критический ток вращения ПЭ меньше, чем при СПЭ, где плазма отсутствует, [Плазменная сварка плавящимся электродом. Перевод с японского языка №Ц-86808 статьи из журнала "Ёсэцу гидзюцу", 1975, т.23, №3, с. 85-90. Всесоюзный центр переводов НТЛД, Москва, 1976].
Режим вращения позволяет уменьшить и обеспечить равномерность проплавления основного металла и увеличить ширину наплавки.
Несмотря на преимущества, способ ПСПЭ имеет существенные недостатки.
Нестабильность горения плазменной дуги, которая происходит по нескольким причинам:
- пробои плазмы на проволоку и плазмообразующее сопло, которое разрушается [А.В. Петров. Плазменная сварка. "ВИНИТИ. Итоги науки и техники. Серия сварка. Т 12". Москва, 1980, с. 53-109], при этом вероятность пробоя на проволоку больше, поскольку вылет ПЭ в плазме больше длины плазмообразующего сопла;
- низкая устойчивость плазмы (гаснет) при большом диаметре плазмообразующего сопла, который требуется для предотвращения пробоев [W.G. Essers, G.A.M. Willems, J.J.С.Buelens and M.R.M. van Gompel. Plasma-MIG welding - a new torch and arc starting method. "Metal Construction", №1, 1981, s. 36-42];
- при возмущениях сварки: изгибах проволоки, отдельных брызгах и при малом токе дуги ПЭ, [Schevers А.А. Plasma-MIG welding of Aluminium. "Welding and Metall Fabrication", т.44, №1, 1976.].
Меньшая тепловая эффективность ПСПЭ по сравнению с СПЭ. При ПСПЭ размеры общего источника тепла больше, а его сосредоточенность меньше и, как следствие, меньше глубина проплавления. Плазменная дуга при ПСПЭ окружает дугу ПЭ (СПЭ), кроме того сама она значительно больше обычной плазменной дуги. Так диаметр плазмообразующего сопла при ПСПЭ составляет 8-10 мм, а при обычной плазменной сварке не более 5 мм.
При ПСПЭ имеются ограничения по току дуги ПЭ. Большой вылет проволоки требует увеличение ее диаметра с целью повышения жесткости. При большем диаметре требуется больший ток дуги. Для обеспечения режима вращения дуги для стальной проволоки ∅1,2 мм с вылетом 40 мм необходим большой ток дуги - 300А, при этом режим вращения ограничен током, при котором вращающаяся струя сопровождается разбрызгиванием металла по бокам валика и в дуговом промежутке, [Плазменная сварка плавящимся электродом. Перевод с японского языка №Ц-86808 статьи из журнала "Ёсэцу гидзюцу", 1975, т.23, №3, с. 85-90. Всесоюзный центр переводов НТЛД, Москва, 1976].
Устройства ПСПЭ с вольфрамовым электродом не пригодны для сварки на обратной полярности из-за ограниченной стойкости вольфрамового электрода. Так для прямой полярности, когда стойкость вольфрамового электрода в защитном газе аргоне высока (для электрода ∅ 3 мм ток 200-300А), но неудовлетворительна - для обратной (для электрода ∅ 3 мм ток 20-40А). Для обратной полярности, возможно применить вольфрамовый электрод ∅ 6 мм ток 80-130А, что тоже недостаточно (использованы данные по продукции АО "Спецэлектрод" г. Москва). Между тем, сварка алюминиевых и магниевых сплавов должна производиться на обратной полярности для того, чтобы окисная пленка на поверхности свариваемых кромок разбивалась за счет эффекта катодного распыления. Поэтому при ПСПЭ алюминия на обратной полярности применяют медные трубчатые (проволока проходит внутри трубки) водоохлаждаемые электроды, [Авторское свидетельство 997348 СССР от 27.05.1981], либо медные трубчатые с кольцевыми графитовыми вставками, [Авторское свидетельство 1123181 СССР от 28.10.1983]. Необходимо отметить, что ресурс медных электродов и электродов с графитовыми вставками мал.
Таким образом, ПСПЭ имеет много недостатков, но все они связаны с тем, что электродная проволока проходит через плазмообразующее сопло, что вызывает: нестабильность плазмы, большие размеры плазмы и низкую плотность теплового источника, ограниченный диапазон режима и применения.
В отличие от подачи электродной проволоки через сопло плазменной горелки исследовался процесс дугоплазменной сварки, при котором плазменная дуга направлялась на ПЭ и дугу на нем сбоку, [Барашков А.С., Ткачук К.К. Снижение разбрызгивания воздействием дуги на перенос металла при сварке плавящимся электродом. // Сварочное производство, №9, 1986, с. 13-14]. В этой работе было показано, что при подключении полярностей плазменной дуги и дуги ПЭ по схеме ПСПЭ, боковая плазменная дуга сдувает образующиеся капли на проволоке и нарушает перенос металла.
Известен двухструйный плазмотрон, в котором наклонные катодная и анодная струи, симметричные относительно оси системы, соединяются в осевую струю, в которую подается порошок для напыления, [Новиков О.Я., Тамкиви П.И., Тимошевский А.Н. и др. Многодуговые системы. /Новосибирск: Наука СО РАН, 1988, с. 55-57], [Патент 3472995 США]. Эта схема не может использоваться для ПСПЭ, но схема показывает, что осевая плазменная дуга может быть создана соединением наклонных плазменных дуг, а плавящийся электрод возможно подать в осевую плазменную дугу, исключая подачу через плазмообразующее сопло.
Известен многодуговой (МД) плазмотрон, который характеризуется наличием более двух наклонных плазменных дуг, равномерно расположенных относительно общей оси системы, причем плазменные дуги формируют общий поток, [Новиков О.Я., Тамкиви П.И., Тимошевский А.Н. и др. Многодуговые системы. /Новосибирск: Наука СО РАН, 1988, с. 57-58], [Патент 959472 Великобритания]. Этот плазмотрон используется для распыления тугоплавких материалов и является прототипом.
В МД плазмотроне наклонные плазменные дуги от анодных плазмотронов (обратная полярность) направлены в одну точку на оси системы с краю, но внутри сопла - катода. По оси МД плазмотрона в эту же точку подается пруток тугоплавкого материала. Из сопла - катода выдувается общий плазменный поток с распыленным материалом. Если наклонные плазменные дуги направить на точку оси системы с небольшим смещением, то возникает вихревое движение общего плазменного потока. Недостатком МД плазмотрона является то, что в нем отсутствует осевая плазменная дуга, поскольку наклонные плазменные дуги соединяются в точке внутри сопла - катода в одну дугу, которая сразу переходит на сопло - катод. Этот недостаток можно устранить, если сопло - катод заменить катодом - изделием. Точка соединения должна находиться перед изделием, тогда от точки соединения дуг до изделия будет гореть осевая плазменная дуга, в которую уже можно подать плавящийся электрод вместо прутка.
Задачей, на решение которой направлено изобретение является исключение подачи электродной проволоки через плазмообразующее сопло при ПСПЭ и устранение недостатков, связанных с этой подачей, а именно:
- большой диаметр плазмообразующего сопла снижает сосредоточенность теплового источника, глубину проплавления, а также устойчивость плазменной дуги;
- большой вылет плавящегося электрода в плазме увеличивает вероятность пробоя плазмы;
- большой вылет плавящегося электрода затрудняет сварку с использованием малого диаметра проволоки;
- имеется ограниченный диапазон режима и применения.
Поставленная задача решается способом плазменной сварки плавящимся электродом, при котором плавящийся электрод подают по оси системы сверху вниз к изделию, при этом между плавящемся электродом и изделием горит дуга в окружении осевой плазменной дуги, горящей также на изделие. Согласно изобретению осевая плазменная дуга образована соединением двух и более наклонных и равномерно расположенных относительно оси системы плазменных дуг, при этом плазменные дуги направлены и соединяются в точке на оси системы выше изделия.
Возможна реализация способа, в котором наклонные плазменные дуги направлены в точку на оси системы со смещением и вращают осевую плазменную дугу, что обеспечивает равномерность распределения по окружности осевой плазменной дуги, при этом увеличится нагрев ПЭ и ускорится переход к режиму вращения ПЭ.
А также возможен способ, в котором плавящийся электрод одновременно с подачей вращают относительно оси системы, что обеспечивает равномерность проплавления изделия.
Кроме того, способ реализуется с помощью горелки плазменной сварки плавящимся электродом, которая, согласно изобретению, имеет корпус с отверстиями, при этом осевое отверстие предназначено для установки горелки плавящегося электрода, а также два и более боковые наклонные отверстия, равномерно расположенные относительно оси корпуса, предназначены для установки плазмотронов, при этом оси боковых отверстий направлены в точку на оси корпуса.
Сравнение заявляемого технического решения - многодуговой плазменной сварки плавящимся электродом с уровнем техники по научно-технической литературе и патентным источникам показывает, что совокупность существенных признаков заявленного решения не была известна. Следовательно, оно соответствует условию патентоспособности - «новизна».
Заявляемое решение может быть промышленно применимо, так как может быть изготовлено промышленным способом, осуществимо и воспроизводимо, следовательно, оно соответствует условию патентоспособности - «промышленная применимость».
Отличительными признаками предлагаемого технического решения являются:
- осевая плазменная дуга образована соединением двух и более наклонных и равномерно расположенных относительно оси системы плазменных дуг;
- плазменные дуги направлены и соединяются в осевую дугу в точке на оси системы выше изделия.
Влияние отличительных признаков на решение задачи:
- стабильность плазменных дуг не зависит от плавящегося электрода и определяется высокой стабильностью обычных плазмотронов;
- регулировка высоты осевой плазменной дуги позволяет контролировать вылет проволоки в плазме, при котором происходит пробой плазмы на проволоку;
- поскольку каждая плазменная дуга сжата, то сжатой остается и осевая плазменная дуга, поэтому сосредоточенность теплового источника близка к сосредоточенности теплового источника при СПЭ;
- вылет проволоки является обычным вылетом при СПЭ и процесс обеспечивается в широком диапазоне режима;
- увеличение высоты сжатой осевой плазменной дуги обеспечивает ускоренный нагрев и режим вращения плавящегося электрода;
- многодуговая плазменная система обеспечивает сварку на обратной полярности, поскольку снижает тепловую нагрузку на отдельный вольфрамовый электрод.
Предлагаемая горелка для плазменной сварки обеспечивает реализацию патентуемого способа.
Предлагаемое техническое решение иллюстрируется чертежами на фигурах: на фиг. 1 показана схема способа и горелки многодуговой плазменной сварки плавящимся электродом (МДПСПЭ), на фиг. 2 - сечение А-А фиг. 1, на фиг. 3 - сечение Б-Б фиг. 2, на фиг. 4 -способ и горелка 2ДПСПЭ с конкретной проработкой, на фиг. 5 - сечение В-В фиг. 4, на фиг. 6 - корпус горелки 2ДПСПЭ, на фиг. 7 - сечение Г-Г фиг. 6, на фиг. 8 - сечение Д-Д фиг. 7, на фиг. 9 - конструкция малогабаритного плазмотрона МДПСПЭ, на фиг. 10 - сечение Е-Е фиг. 9, на фиг. 11 - сечение Ж-Ж фиг. 9, на фиг. 12 - сечение 3-3 фиг. 11, на фиг. 13 - внешний вид сборки вольфрамового электрода с завихрителем.
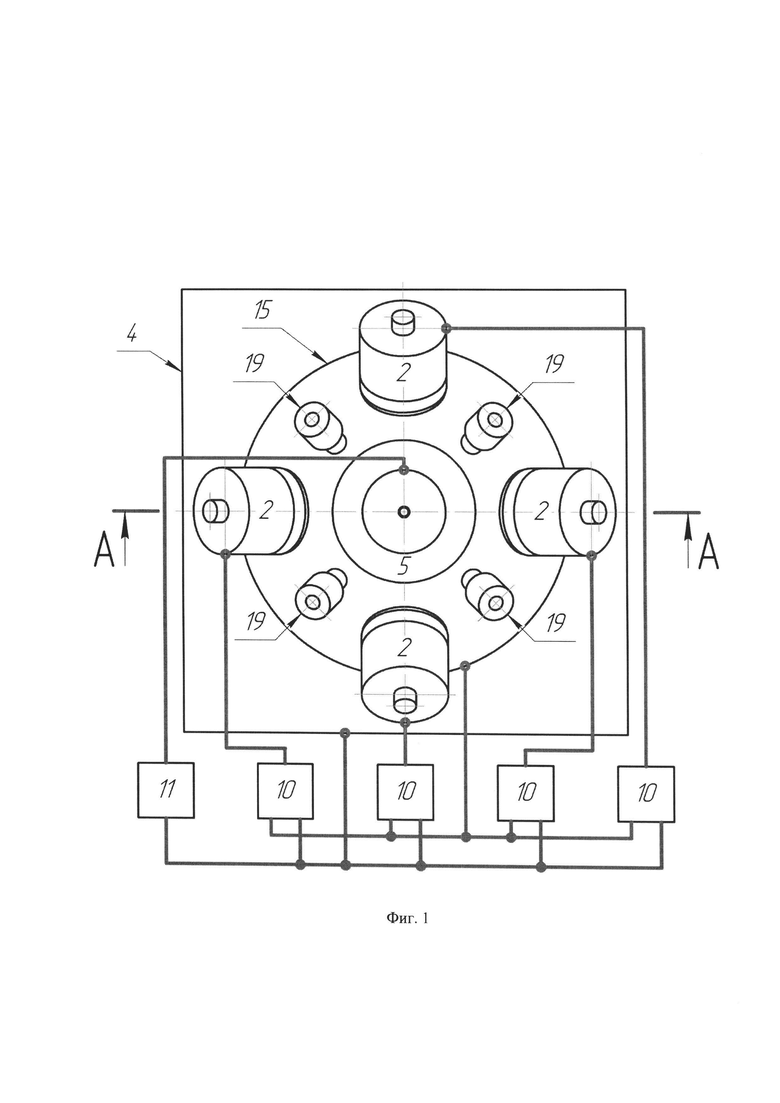
На фиг. 1-2 показана схема МДПСПЭ с четырьмя плазменными дугами. Термин «Многодуговой плазмотрон» предполагает использование более двух дуг, то есть три и более, [Новиков О.Я., Тамкиви П.И., Тимошевский А.Н. и др. Многодуговые системы. /Новосибирск: Наука СО РАН, 1988, с. 57]. Однако, в нашем случае, возможно, использовать две плазменные дуги, что уменьшит размеры МД горелки в поперечном направлении и обеспечит наплавку в стесненных условиях, например, при наплавке изношенных гребней бандажей железнодорожных колес, которую возможно совместить с упрочнением, [Барашков А.С.Плазменное упрочнение гребней бандажей колесных пар. Опыт локомотивного депо Таганай (Златоуст) //Локомотив, 2019, №8, с. 31-34]. Фактически при двух плазменных дугах будет гореть третья дуга ПЭ, поэтому способ и устройство МДПСПЭ подразумевает использование двух и более плазменных дуг. При описании конкретного способа МДПСПЭ с известным количеством плазменным дуг нужно вместо буквы М ставить количество плазменных дуг. Например, способы 2ДПСПЭ и 4ДПСПЭ означают двухдуговую и четырехдуговую ПСПЭ.
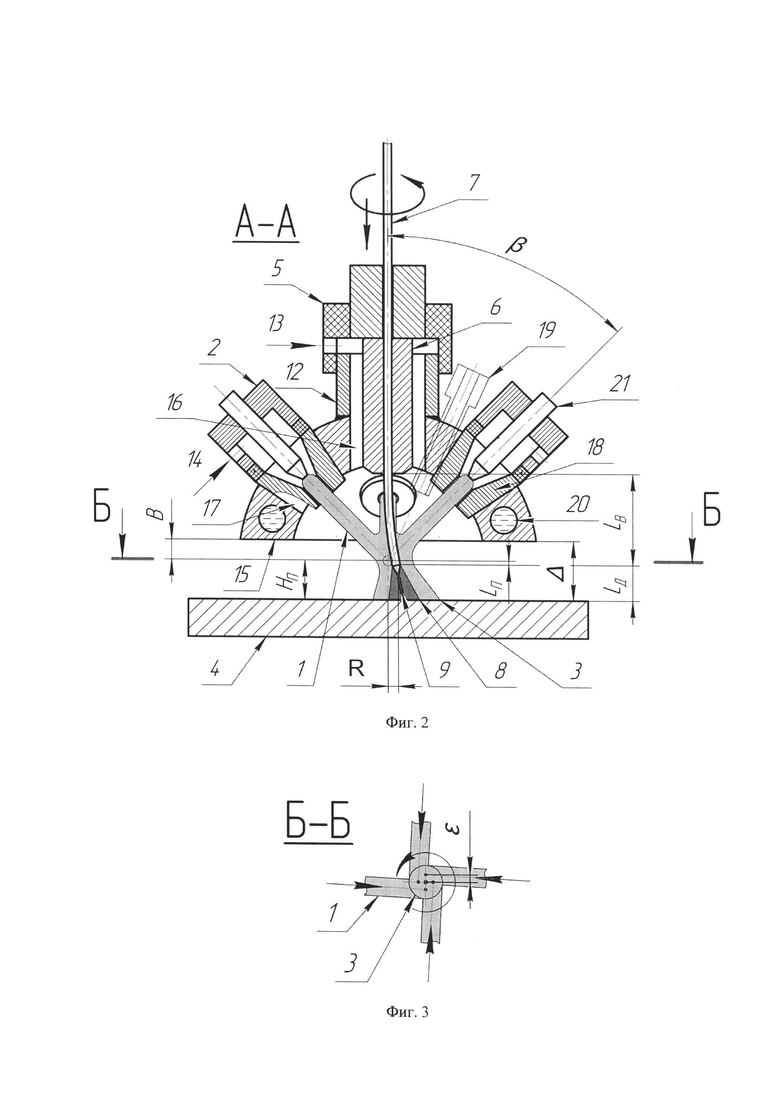
Наклонные под углом β плазменные дуги 1 от плазмотронов 2 равномерно расположены относительно оси системы. Угол наклона β должен быть минимальным, чтобы увеличить эффективность нагрева изделия, уменьшить длину дуг и мощность плазмотронов, а также уменьшить размеры горелки. Наклонные плазменные дуги соединяются в точке выше изделия на оси системы в осевую плазменную дугу 3, горящую на изделие 4. Сверху по оси системы через горелку 5 (горелка СПЭ) с токоподводящим мундштуком 6 подается плавящийся электрод - проволока 7 в осевую плазменную дугу. Между ПЭ и изделием горит дуга 8, внутри которой имеется струя капель 9 от ПЭ на изделие. Все плазменные дуги и дуга ПЭ должны иметь одинаковую полярность: прямую или обратную. Поскольку дуги одной полярности притягиваются, то осевая плазменная дуга всегда располагается вокруг ПЭ и смещается вслед за смещением ПЭ. Каждая плазменная дуга горит от отдельного плазменного источника питания 10. Дуга ПЭ горит от источника питания 11. Через защитное сопло 12 горелки СПЭ подается защитный газ 13. В плазмотроны подается плазмообразующий газ 14.
Основу конструкции горелки МДПСПЭ (МД горелки) составляет корпус 15 с отверстиями. К осевому отверстию 16 закрепляется защитное сопло горелки СПЭ, а в боковые, наклонные и равномерно расположенные к оси корпуса отверстия 17 устанавливаются плазмообразующие сопла 18 плазмотронов, как это делается в работе [Новиков О.Я., Тамкиви П.И., Тимошевский А.Н. и др. Многодуговые системы. /Новосибирск: Наука СО РАН, 1988, с. 54-55], где для параллельных плазменных дуг плазмообразующие отверстия изготовлены в одном корпусе. Оси боковых отверстий 17 направлены в точку на оси корпуса. В местах установки плазмообразующих сопел в корпусе имеются резьбовые отверстия для крепления плазмотронов. В корпусе МД горелки также имеются отверстия для установки трубок 19 лазерных дальномеров контроля толщины наплавленного слоя металла, пирометра контроля температуры нагрева изделия и для подачи порошка с целью придания наплавленному металлу повышенной твердости, износостойкости, ударопрочности и других физико-технических свойств. Внизу корпуса имеется контур охлаждения водой 20.
Схема многодуговой сварки эффективна при обратной полярности, когда стойкость вольфрамовых электродов 21 в плазмотронах ограничена. Для двух плазменных дуг обратной полярности с диаметром вольфрамового электрода 6 мм общий ток составит 160-260А, что вполне достаточно, а для 4-х дуг - 320-520А, что очень много и ток на каждой дуге нужно убавить.
Если наклонные плазменные дуги направить на точку оси системы с небольшим (в пределах диаметра осевой дуги) смещением е, то возникнет вращение осевой плазменной дуги, фиг.3, которое обеспечит равномерность распределения осевой плазменной дуги по окружности. При этом увеличится нагрев ПЭ и ускорится переход к режиму вращения ПЭ.
По схеме наклонные плазменные дуги соединяются в осевую плазменную дугу в точке на оси МД горелки на расстоянии В от нижней поверхности горелки. Высота осевой плазменной дуги НП=Δ-В, где: Δ - воздушный промежуток между МД горелкой и изделием; В - выход наклонных плазменных дуг из МД горелки. Таким образом, высоту осевой плазменной дуги НП возможно регулировать изменением воздушного промежутка Δ. Для обеспечения стабильного мелкокапельного переноса высота осевой плазменной дуги должна быть не меньше длины дуги СПЭ НП ≥ LД. При этом вылет проволоки в плазме LП, не должен превышать критической величины, когда произойдет пробой плазмы на проволоку, LП=НП-LД ≤ UПП/EП, где: ЕП - напряженность электрического поля в плазме, В/мм; UПП - падение напряжения в месте пробоя плазмы на проволоку, В (достаточно одной точки пробоя, поскольку дуга на проволоку уже горит).
Необходимо отметить, что при МДПСПЭ по сравнению с ПСПЭ осевая плазменная дуга является сжатой с высокой напряженностью ЕП, поскольку образована сжатыми наклонными плазменными дугами. При сжатой дуге увеличивается эффективность нагрева изделия и проволоки, но пробоя плазмы на проволоку не происходит, поскольку вылет проволоки в плазме LП мал и может регулируется от нулевого значения, когда НП=LД.
На фиг. 1 проволока в своем вылете LB показана искривленной со смещением от оси МД горелки R. Это оставшаяся естественная кривизна после намотки проволоки на катушку. Кривизна проволоки обеспечивает постоянный контакт в токоподводящем мундштуке. Если проволоку полностью выправить изгибающими роликами, то возможно пропадание контакта, возбуждение дуги и приплавление проволоки к мундштуку. Известен способ сварки плавящимся электродом [Патент 1807922 СССР от 5.05.1991], при котором по начальному радиусу изгиба проволоки, зазору проволоки в мундштуке и вылету рассчитывается смещение конца проволоки R. При этом способе производят как продольную подачу проволоки, так и вращение ее вокруг оси. Этот способ используется для заварки глубоких отверстий, [Патент 1834764 СССР от 5.05.1991]. Эти способы полезны в МДПСПЭ. Искусственное вращение дуги ПЭ с веером капель обеспечивает благоприятное проплавление, не дожидаясь естественного вращения при большом токе дуги.
Процесс МДПСПЭ можно проводить точечно с перерывами на кристаллизацию тонкого слоя наплавленного металла, поскольку при наплавке толстого слоя в нем возможно образование усадочных трещин. При наплавке протяженных изделий процесс МДПСПЭ проводится непрерывно с заданной скоростью. При этом толщина наплавленного слоя контролируется дальномерами (перед наплавленным слоем и после). Ширина наплавленного валика определяется радиусом вращения R и угловой скоростью вращения ω плавящегося электрода, при этом центростремительное ускорение ан, от которого зависит сила смещения капель от оси электрода, равно ан=ω2R. Из этой формулы видно, что даже при малом R, но при большой ω отклонение капель значительно увеличится и увеличится ширина валика.
При МДПСПЭ, чтобы не допустить глубокого расплавления, важно контролировать наибольшую температуру изделия пирометром, которая для подвижного источника тепла смещается от центра источника, [Барашков А.С. Расчет параметров подвижного поверхностного нормально распределенного источника по смещению температурного поля нагреваемого плоского тела от центра источника //Сварка и контроль - 2004. Сборник докладов конференции, посвященной 150-летию Н.Г. Славянова. Том 2. Теория сварки. Пермь 2004, с. 267-272].
При МДПСПЭ различных металлов и сплавов в качестве плазмообразующего газа используется аргон, а в качестве защитного газа: - углекислый газ для сталей; - азот для меди; - аргон или гелий для алюминиевых и магниевых сплавов.
Процесс МДПСПЭ осуществляется следующим образом. Включаются все источники питания и охлаждение водой МД горелки. Подается защитный газ в горелку СПЭ и плазмообразующий газ - в плазмотроны. При сварке протяженных изделий включается перемещение МД горелки. С помощью осцилляторов в источниках питания плазмотронов загораются вспомогательные дуги между вольфрамовыми электродами и плазмообразующими соплами. При выдувании вспомогательных дуг из сопел возбуждаются основные плазменные дуги, а вспомогательные дуги выключаются. После нагрева изделия до заданной температуры включаются подача и вращение проволоки, при этом возбуждается дуга ПЭ. Необходимо отметить, что при увеличении тока дуги ПЭ и увеличении вылета проволоки в плазме LП=НП-LД начинается естественное вращение плавящегося электрода, поэтому в этом случае искусственное вращение проволоки можно не производить. Выключение МДПСПЭ осуществляется в обратной последовательности.
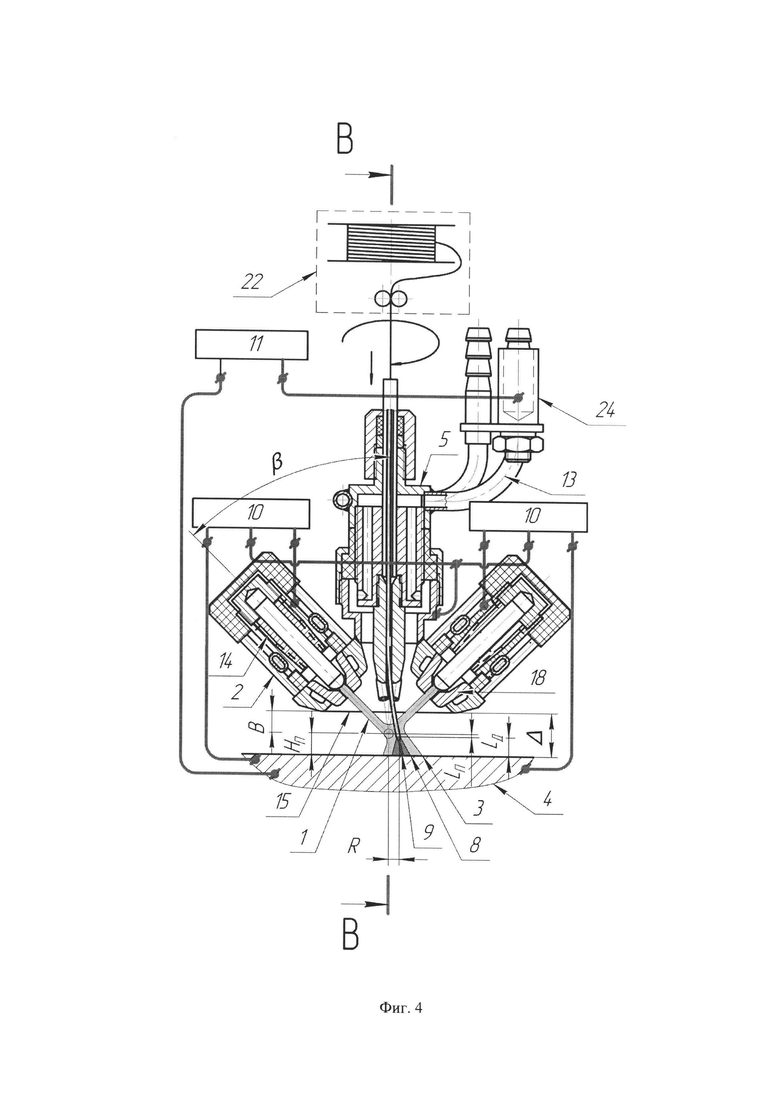
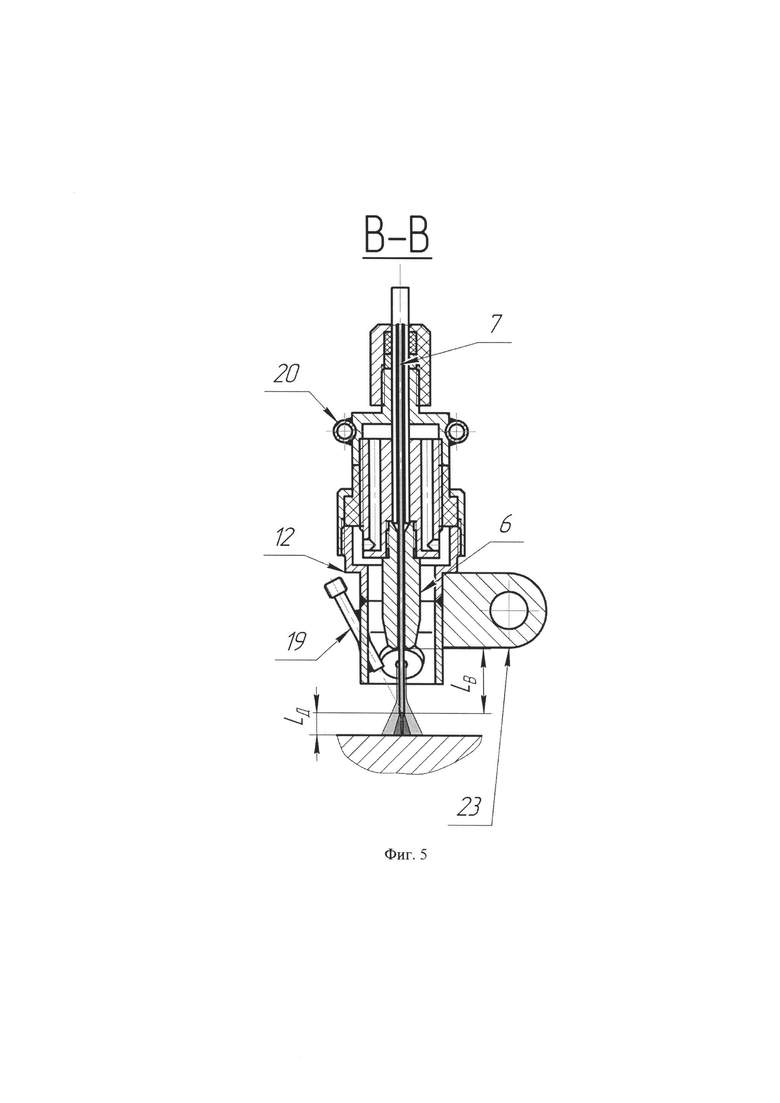
Горелка для 2ДПСПЭ на фиг. 4-5 использует в своей конструкции корпус 15, к которому крепятся горелка СПЭ 5 и два плазмотрона 2. Две наклонные плазменные дуги от плазмотронов равномерно расположены относительно общей оси МД горелки. Наклонные плазменные дуги соединяются в точке выше изделия на оси МД горелки в осевую плазменную дугу, горящую на изделие. Сверху с помощью механизма вращения и подачи проволоки 22 по общей оси через горелку СПЭ с токоподводящим мундштуком подается плавящийся электрод - проволока в осевую плазменную дугу. Между ПЭ и изделием горит дуга, внутри которой имеется струя капель от ПЭ на изделие. С помощью кронштейна крепления горелки и токоподвода к плазмообразующим соплам 23 обеспечивается возбуждение плазменных дуг. Плазменные дуги горят от плазменных источников питания. Дуга ПЭ горит от источника питания с подключением к горелке СПЭ с помощью токоподвода 24. Через защитное сопло горелки СПЭ подается защитный газ. В плазмотроны подается плазмообразующий газ. Горелка СПЭ и плазмотроны имеют отдельные системы охлаждения.
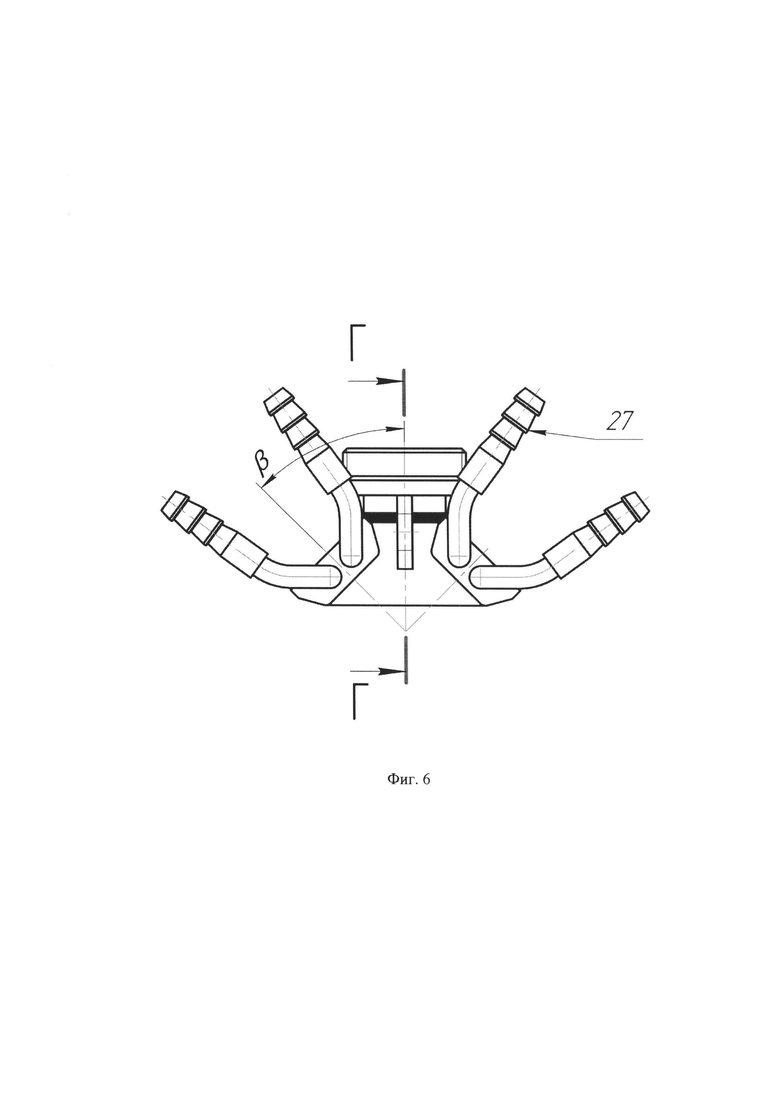
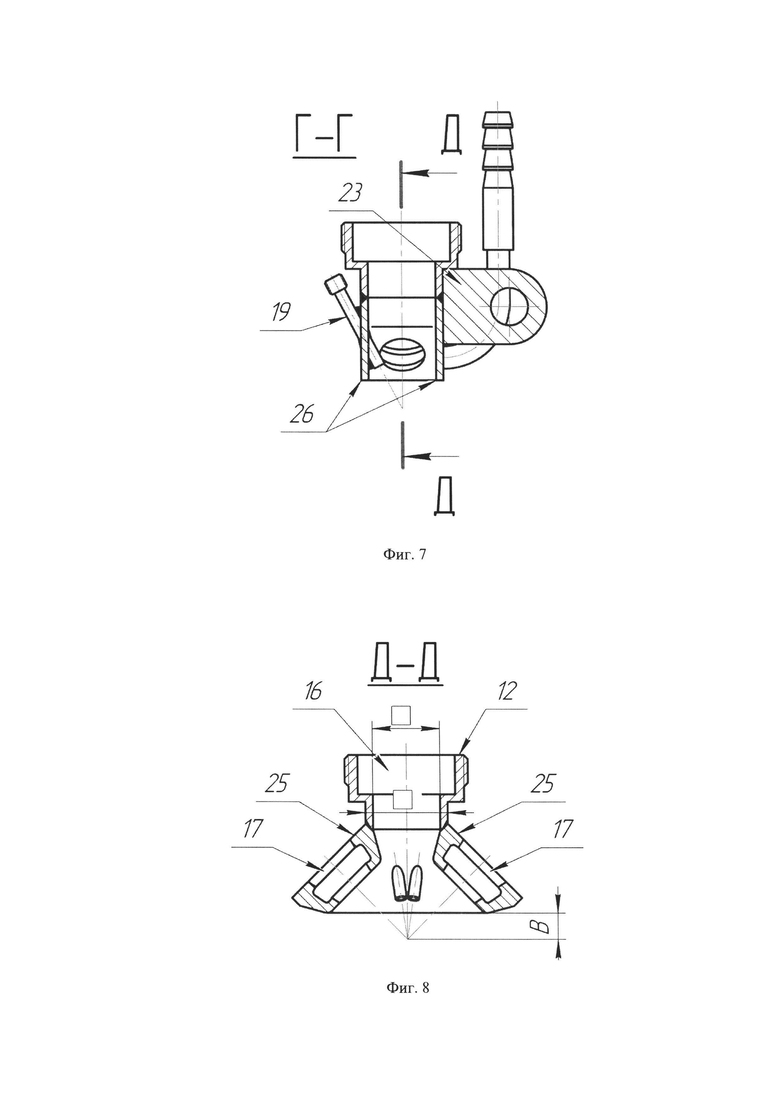
Основу конструкции горелки 2ДПСПЭ составляет корпус 15, фиг. 6-8. Корпус состоит из защитного сопла 12 горелки СПЭ на оси корпуса и двух наклонных прямоугольных оснований плазмотронов 25. Защитное сопло имеет осевое отверстие 16 для установки горелки СПЭ с токоподводящим мундштуком, а основания плазмотронов имеют отверстия 17 для установки плазмообразующих сопел и к основаниям крепятся плазмотроны. Оси отверстий оснований плазмотронов соединяются в точке на оси корпуса. Для обеспечения сопряжения защитного сопла с прямоугольными основаниями плазмотронов нижняя часть отверстия защитного сопла выполнена квадратной. Для создания объемной конструкции подачи защитного газа корпус имеет две боковые стенки 26. К боковым стенкам приварены трубки дальномера, пирометра, подачи порошка и кронштейн крепления горелки и подвода тока к плазмообразующим соплам. Охлаждение оснований и плазмообразующих сопел осуществляется водой через припаянные трубки с ниппелями 27.
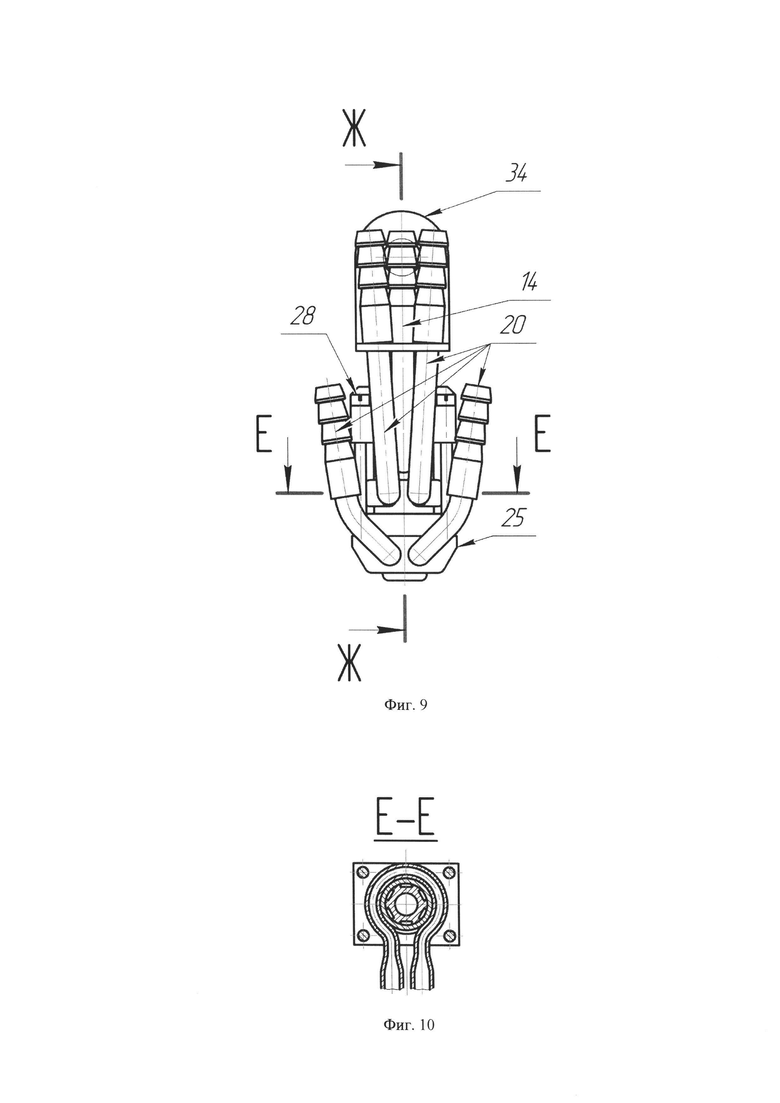
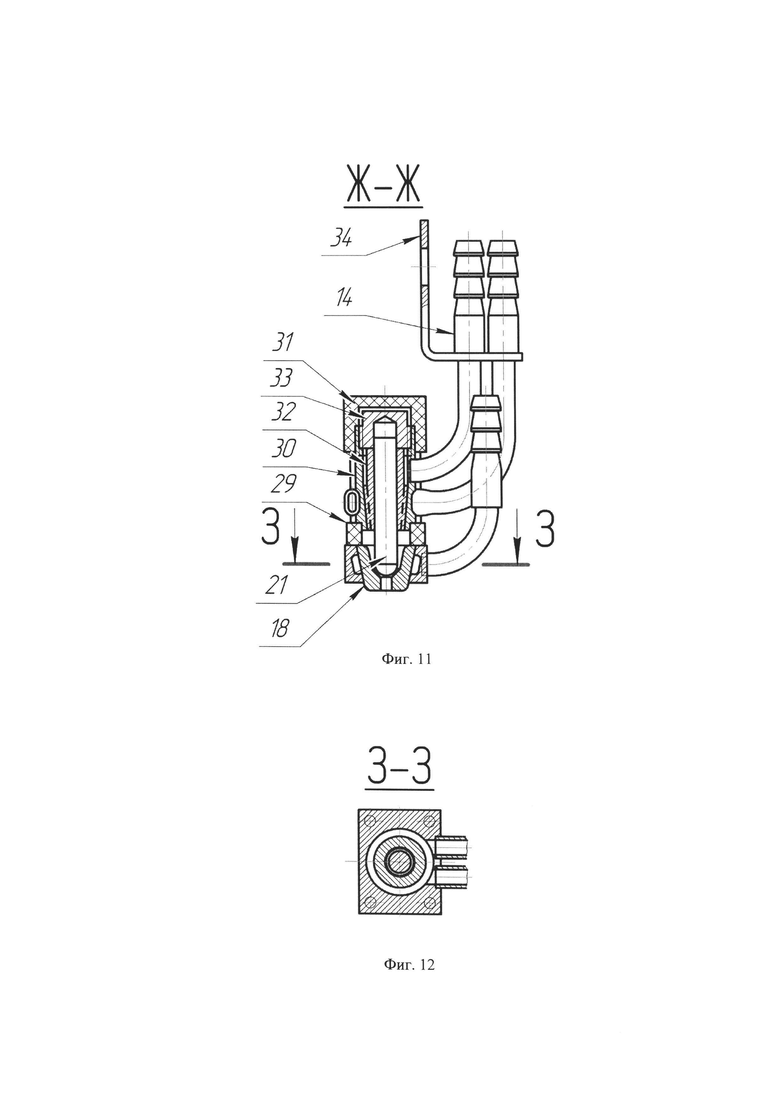
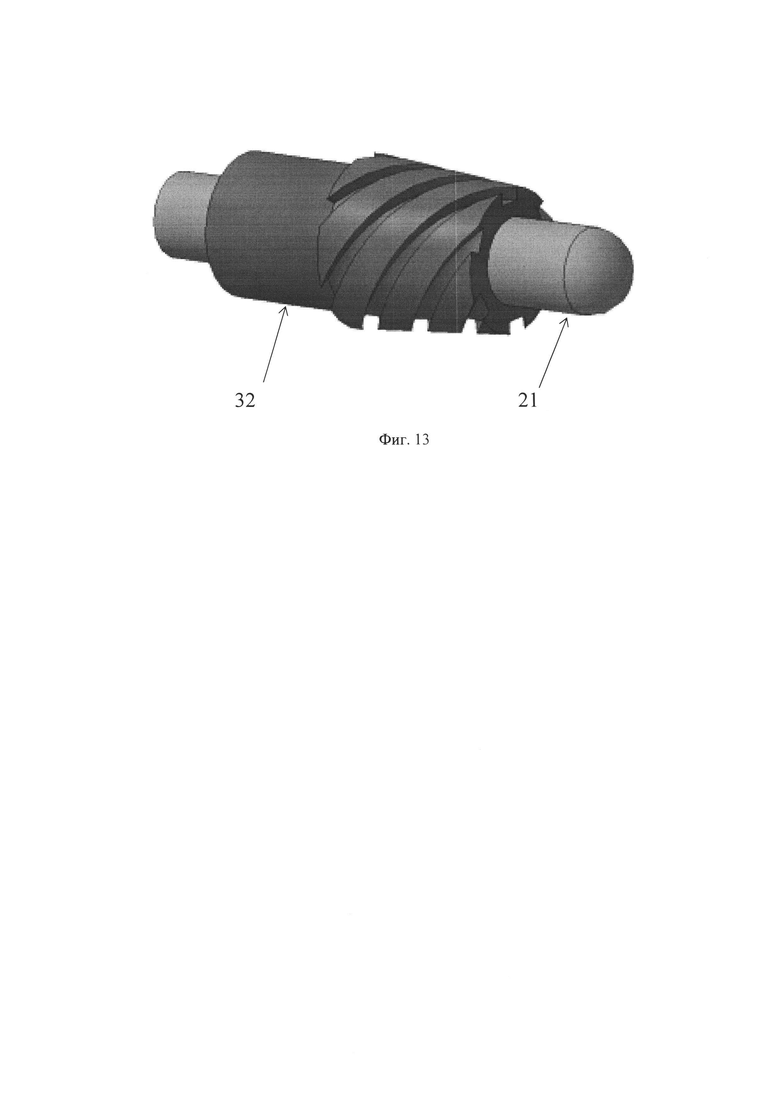
Корпус малогабаритного плазмотрона собран на прямоугольном основании 25, фиг. 9-12. Плазмотрон не имеет регулировки вольфрамового электрода относительно плазмообразующего сопла. Точность установки обеспечивается точностью механической обработки деталей. Плазмотрон собирается с помощью 4-х винтов 28, стягивающих детали: термостойкий изолятор 29 и электродержатель 30 между крышкой 31 и основанием. Вольфрамовый электрод 21 в сборе с завихрителем 32 закрепляется в водоохлаждаемом электродержателе с помощью гайки 33. К трубкам электродержателя припаян токоподвод 34 к вольфрамовому электроду. При установке этого плазмотрона для МДПСПЭ (фиг. 1) он крепится винтами вместо основания к корпусу МД горелки.
Вольфрамовый электрод 21 должен быть запрессован в медный завихритель 32 с термонатягом, фиг. 13. Поскольку коэффициент линейного расширения меди в 4 раза больше, чем у вольфрама возможна запрессовка с пайкой, так и термораспрессовка. На фиг. 5 показан вольфрамовый электрод для сварки на обратной полярности. Шестизаходные канавки завихрителя изготовлены по конической спирали. Завихрение плазмообразующего газа стабилизирует плазменную дугу строго по оси сопла.
Преимуществами способа МДПСПЭ по сравнению ПСПЭ являются:
- стабильное без пробоев на ПЭ и угасаний горение многодуговой плазменной системы;
- вращение осевой плазменной дуги при МДПСПЭ обеспечит равномерность распределения осевой плазменной дуги по окружности, при этом увеличится нагрев ПЭ и ускорится переход к режиму вращения ПЭ;
- мощная, сосредоточенная, осевая плазменная дуга обеспечивает высокую скорость нагрева изделия, глубокое противление при сварке, а при наплавке с вращением ПЭ обеспечивается равномерное и неглубокое проплавление с минимальным нагревом основного металла, что позволяет использовать процесс многократно;
- процесс МДПСПЭ осуществим в широком диапазоне автоматического режима и применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
Изобретение может быть использовано для сварки и наплавки металлов, восстановления чистовой наплавкой изношенных деталей без последующей механической обработки, выращивания наплавкой тонких слоев. Электродную проволоку 7 подают по оси системы плазменной сварки сверху вниз к изделию 4. Между плавящемся электродом 7 и изделием 4 горит дуга 8 в окружении осевой плазменной дуги 3, образованной соединением по меньшей мере двух наклонных плазменных дуг 1. Наклонные плазменные дуги 1 направляют в осевую точку на оси системы выше изделия 4 с возможностью образования осевой плазменной дуги 3 или направляют со смещением от осевой точки и оси системы с возможностью образования и вращения вокруг оси системы осевой плазменной дуги, при этом плазменные дуги 1 направлены и соединяются в точке на оси системы выше изделия 4. Система плазменной сварки содержит корпус 15 с отверстиями. В осевом отверстии 16 корпуса установлена горелка 5 для сварки плавящимся электродом 7. В боковых наклонных отверстиях 17 установлены плазмообразующие сопла плазмотронов 2. Оси плазмообразующих сопел направлены в точку на оси системы на заданном расстоянии В от нижней поверхности корпуса. Изобретение обеспечивает быстрый локальный нагрев металла и нанесение расплавленного металла плавящегося электрода без разбрызгивания при увеличении глубины проплавления. Наплавка с вращением плавящегося электрода не приводит к разогреву основного металла изделия и позволяет использовать способ для чистовой наплавки и выращивания деталей. 2 н. и 1 з.п. ф-лы, 13 ил.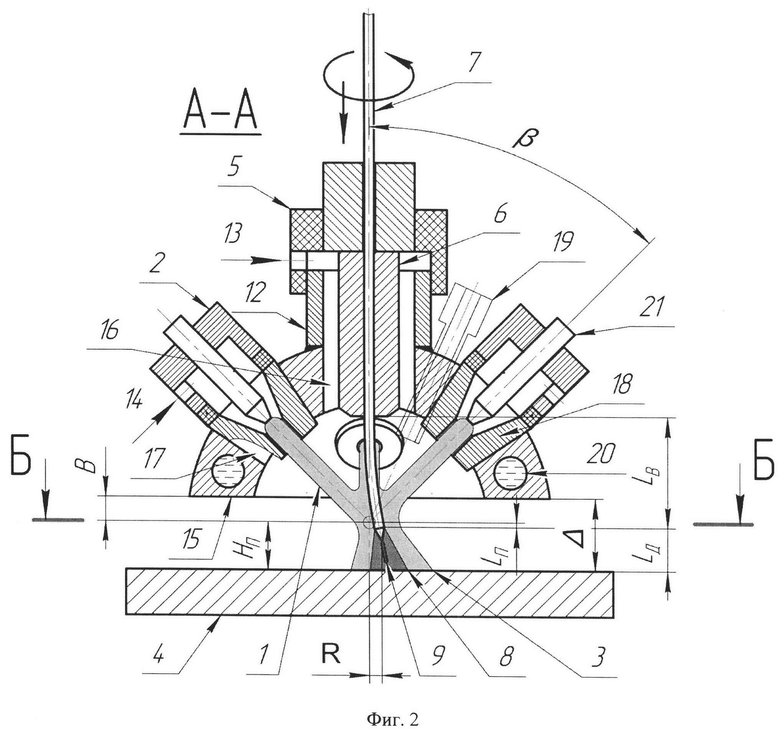
1. Способ плазменной сварки плавящимся электродом, включающий подачу электродной проволоки по оси системы плазменной сварки сверху вниз к изделию, возбуждение дуги между электродной проволокой и изделием, окруженной осевой плазменной дугой, горящей на изделие и образованной соединением по меньшей мере двух наклонных плазменных дуг, равномерно расположенных относительно оси системы, отличающийся тем, что наклонные плазменные дуги направляют в осевую точку на оси системы выше изделия с возможностью образования осевой плазменной дуги или направляют со смещением от осевой точки и оси системы с возможностью образования и вращения вокруг оси системы осевой плазменной дуги, при этом все плазменные дуги и дуга плавящегося электрода имеют одинаковую полярность, а высота осевой плазменной дуги составляет не менее длины дуги плавящегося электрода, но менее величины, при которой происходит пробой осевой плазменной дуги на электродную проволоку.
2. Способ по п. 1, отличающийся тем, что плавящийся электрод одновременно с подачей вращают относительно оси системы.
3. Система плазменной сварки плавящимся электродом, содержащая корпус, имеющий осевое отверстие и по меньшей мере два боковых наклонных отверстия, равномерно расположенных относительно оси корпуса, при этом в осевом отверстии корпуса установлена горелка для сварки в защитном газе плавящимся электродом, в боковых наклонных отверстиях установлены плазмообразующие сопла плазмотронов, а плазмотроны закреплены к корпусу соосно боковым наклонным отверстиям, отличающаяся тем, что оси плазмообразующих сопел плазмотронов направлены в осевую точку на оси системы на расстоянии В от нижней поверхности корпуса с возможностью образования осевой плазменной дуги или направлены со смещением от осевой точки и оси системы с возможностью образования и вращения вокруг оси системы осевой плазменной дуги, при этом дуги, образуемые плазмотронами и горелкой плавящегося электрода, имеют одинаковую полярность, а расстояние В равно В=Δ-Нп, где Δ – воздушный промежуток между корпусом и свариваемым изделием, Нп – высота осевой плазменной дуги.
| GB 959472 A, 03.06.1964 | |||
| US 3472995, 14.10.1969 | |||
| УСТРОЙСТВО ДЛЯ МНОГОДУГОВОЙ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1979 |
|
RU862463C |
| АВТОМАТИЧЕСКАЯ ТРЕЛЕВОЧНАЯ КАРЕТКА | 0 |
|
SU202987A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1981 |
|
SU997348A1 |

