Изобретение относится к способу правки вытяжкой с гибкой металлической ленты, причем металлическая лента при растягивающем напряжении попеременно изгибается вокруг вытяжных роликов (клети для вытяжки с гибкой) и при этом создается, соответственно повышается, коэффициент вытяжки, причем один или несколько вытяжных роликов, которые, например, изготовлены из металла, снабжены со стороны обхвата неметаллическим покрытием и таким образом рубашкой. При этом лента для создания натяжения, как правило, проходит через блок входных натяжных роликов и для снятия натяжения через блок выходных натяжных роликов, причем между блоком входных натяжных роликов и блоком выходных натяжных роликов лента попеременно изгибается вокруг вытяжных роликов и при этом создается, соответственно повышается, коэффициент вытяжки.
С таким способом правки вытяжкой с гибкой могут правиться неровные металлические ленты и таким образом устраняться неровности. Под неровностью подразумевается, например, волнистость ленты и/или серповидность ленты, которые появляются в результате различия длины волокон ленты в плоскости ленты. В рамках этого изобретения такие неровности следует отличать от искривлений ленты в продольном и/или поперечном направлении, которые возникают вследствие изгибающих моментов в ленте, например, когда лента упруго пластично изгибалась вокруг отклоняющих роликов или вследствие упруго-пластичных деформаций при наматывании ленты, Продольные искривления называются еще деформациями рулона после размотки, поперечные искривления поперечным изгибом.
В ходе правки вытяжкой с гибкой для устранения неровностей (то есть волнистости ленты и серповидности ленты) неровная лента с растягивающим напряжением, которое лежит внутри предела RE упругости, соответственно технического предела упругости Rp0.01 материала ленты, изгибается (попеременно) вокруг роликов достаточно небольшого диаметра, так что благодаря наложению растягивающего напряжения с гибкой лента упругопластическим образом деформируется. Лента пластически удлиняется, причем уровень пластического удлинения называется коэффициентом вытяжки. При пластическом удлинении первоначально короткие волокна ленты удлиняются относительно сильнее. В идеальном случае после правки вытяжкой с гибкой все волокна ленты имеют одинаковую длину, так что в принципе должна получаться идеально выправленная лента свободная от волнистости или серповидности.
На практике такой способ правки вытяжкой с гибкой, как правило, осуществляется с устройством для правки вытяжкой с гибкой, которое имеет по меньшей мере клеть для вытяжки с гибкой. Такая клеть для вытяжки с гибкой на практике зачастую имеет три или пять вытяжных роликов.
В рамках изобретения в случае вытяжных роликов имеются в виду предпочтительно отдельно опертые (на опорные ролики) вытяжные ролики, причем опционально один или даже несколько вытяжных роликов по отдельности могут подводиться в рабочее положение. В этом отношении такая клеть для вытяжки с гибкой со своими вытяжными роликами может отличаться от точно также известного блока для правки с большим количеством роликов, который, как правило, имеет нерегулируемую и подводимую в рабочее положение кассету с соответственно множеством правильных роликов и опорных роликов. Правильные ролики внутри такого правильного блока с большим количеством роликов, как правило, в соответствующей кассете связаны друг с другом через опорные ролики с фрикционным замыканием, то есть, что все правильные ролики (одной кассеты) вращаются с одинаковой скоростью. В таком правильном блоке с большим количеством роликов, как правило, производится устранение остаточных искривлений, причем лента в правильном блоке с большим количеством роликов, как правило, не находится под натяжением или находится только под незначительным натяжением. «Глобальный» коэффициент вытяжки не создается.
Поэтому предложенная согласно изобретению правка вытяжкой с гибкой должна отличаться от устранения остаточных искривлений ленты в правильном блоке с большим количеством роликов (без натяжения ленты или при только незначительном натяжении ленты и без значительного создания коэффициента вытяжки). С вытяжными роликами, соответственно с клетью для вытяжки при изгибе, как правило, создается коэффициент вытяжки по меньшей мере 0,2 %. Лента, как правило, находится под растягивающим напряжением по меньшей мере 15 %, преимущественно по меньшей мере 20 % предела текучести металлической ленты.
На практике следует принимать во внимание, что металлическая лента при входе в установку для правки вытяжкой с гибкой, соответственно в клеть для правки вытяжкой с гибкой, не всегда совершенно чиста. Зачастую поверхность ленты имеет прилипшие частицы грязи или остатки пленки масла, применяемого для валков. Кроме того на практике металлические ленты подвергаются обработке, при которой их поверхность снабжается оксидным слоем, например, алюминиевые ленты, причем этот оксидный слой при сильном изгибе вокруг вытяжных роликов при правке вытяжкой с гибкой лопается, так что частицы оксида могут отрываться от поверхности ленты. Вытяжные ролики при правке вытяжкой с гибкой на практике, как правило, имеют металлическую поверхность, например, из закаленной стали. Частицы грязи, соответственно оксида, могут прилипать к этим поверхностям роликов и накапливаться на них больше и больше. Это ведет к вибрациям, которые опять же ведут к нежелательным следам вибрации на ленте.
Чтобы предотвратить налипание частиц грязи, соответственно, оксида на ролики и таким образом связанные с этим проблемы, на практике является обычным осуществление процесса правки вытяжкой с гибкой мокрым способом. Лента и возможно также и вытяжные ролики и опорные ролики со стороны входа опрыскиваются средством для опрыскивания или средство наносится иным способом. Таким образом, смываются вредные частицы и предотвращается накапливание частиц на роликах. В качестве средства для опрыскивания при этом могут применяться имеющие в своей основе воду средства. Недостатком при этом является, что перед намоткой необходима полная чистка и сушка ленты, так как даже остаточная влажность в намотанном рулоне ведет к коррозии. В качестве альтернативы могут применяться средства для опрыскивания на основе растворителей, например, средства на основе керосина. При этом недостатком является испарение растворителя, так что должна предусматриваться вытяжная вентиляция и при необходимости очистка отработанного воздуха. Кроме того такие растворители могут воспламеняться, так что должны предусматриваться противопожарные устройства.
Другой недостаток применения средств для опрыскивания заключается в том, что лента с твердыми влажными частицами может иметь склонность к проскальзыванию на натяжных роликах блока выходных натяжных роликов. Это ведет к тому, что натяжные ролики могут рассчитываться только с более низким коэффициентом передачи.
В качестве альтернативы в ЕР 0 276 614 предлагалось при правке вытяжкой с гибкой снабжение вытяжных роликов покрытием из керамического материала, а именно, в составе, который имеет не только достаточную твердость, го точно также имеет очень низкую способность к смачиванию жидкостями, чтобы предотвращать прилипание находящихся на поверхности ленты металлических частичек и частичек оксида к ролику. Керамический слой при этом может быть изготовлен, например, на основе оксида алюминия. Однако реализация на практике таких роликов с керамическим покрытием для вытяжки с гибкой сопряжена со значительной проблемой.
При этом состоянии вопроса в основу изобретения положена задача создания способа и устройства для правки металлической ленты вытяжкой с гибкой однажды описанного вида, который, соответственно которое, позволят конструктивно простым образом осуществление процесса при сухом режиме работ.
Для решения этой задачи предложенные в соответствии с изобретение способ и устройство для правки металлической ленты вытяжкой с гибкой отличаются тем, что вытяжные ролики снабжены покрытием из синтетического материала. В рамках изобретения под синтетическим материалом имеется в виду полимерный материал, в частности, синтетический полимерный материал, включая резину. Предпочтительно речь идет о покрытии из полиуретана или сравнимого синтетического материала. В качестве альтернативы может также применяться покрытие из полиамида.
Покрытия из синтетического материала уже известны из практики в связи с натяжными роликами и отклоняющими роликами, чтобы, например, оптимизировать трение и таким образом коэффициенты передачи или защитить поверхности ленты. Для вытяжных роликов при правке вытяжкой с гибкой, при которой лента находится при растягивающем напряжении, составляющим обычно по меньшей мере 15 %, преимущественно по меньшей мере 20 %, предела текучести металлической ленты и при которой с вытяжными роликами создается коэффициент вытяжки по меньшей мере 0,2 %, применение таких покрытий из синтетического материала, например, покрытий из полиуретана, до сих пор не рассматривался. Теперь неожиданно было установлено, что при правке вытяжкой с гибкой, например, алюминиевых лент, вместо обычных вытяжных роликов из стали на самом деле могут применяться вытяжные ролики с, например, полиуретановым покрытием. Такие вытяжные ролики состоят таким образом предпочтительно из металлического сердечника ролика, например, из стали, и покрытия из синтетического материала, например, полиуретана. С таким покрытием процесс вытяжки с гибкой может осуществляться насухо. Неожиданно выявилось, что вытяжные ролики хотя сначала загрязняются, однако, степень загрязнения стабилизируется на уровне, который позволяет сухой режим работы, не приводя к повреждению поверхности ленты. Таким образом, можно отказаться от применяемых на практике систем опрыскивания, так что предотвращаются связанные с эти недостатки. В противоположность к предложенным в уровне техники керамическим покрытиям, покрытия из синтетических материалов, в частности, покрытия из полиуретана, могут просто и благоприятно в экономическом отношении реализоваться и неожиданным образом оказалось, что углы обхвата вокруг вытяжных роликов могут устанавливаться в зависимости от натяжения ленты настолько малыми, что не превышается максимальная допустимая для покрытия линейная нагрузка. Опасения в связи с поверхностями из полиуретана, согласно которым, что, к примеру, сегментированные опорные ролики или промежуточные ролики могли бы оставлять оттиски на поверхностях из полиуретана, не подтвердились. Несмотря на довольно высокое требуемое натяжение ленты для желательного коэффициента вытяжки результирующая линейная нагрузка на вытяжной ролик в общем достаточно низкая и лежит ниже допустимой для полиуретанового покрытия максимальной величины. Дополнительно покрытие из синтетического материала, например, покрытие из полиуретана, имеет также определенный эффект в части гашения вибраций, так что минимизируются, соответственно предотвращаются, вибрации и следы вибраций. Также загрязнение предусмотренных на практике опорных роликов не должно наблюдаться при сухом режиме работы.
Таким образом, в общем, возможно без недостатков и повреждений поверхности осуществлять работы с металлическими лентами при сухом режиме работы.
В уровне техники в JP63-199023 A и JP63-199024 A описывается применение покрытия из синтетического материала в блоке с большим количеством роликов. При такой «правке роликами» металлическая лента, как правило, не испытывает никакого или находится только под весьма незначительным натяжением и также не создается никакого существенного коэффициента вытяжки, так что на ролики и покрытия действуют только очень низкие нагрузки. На передний план при этом выходит защита металлической ленты с помощью покрытия из синтетического материала, так что повреждения ленты должны предотвращаться. В противоположность этому в основу изобретения положена другая идея.
Предпочтительно в рамках изобретения применяется покрытие с твердостью по меньшей мере 90 по Шору А. Покрытие может иметь толщину по меньшей мере 1 мм, преимущественно по меньшей мере 3 мм. Так существует возможность применения покрытия с толщиной от, например, 1 до 10 мм, предпочтительно от 3 до 7 мм.
Вытяжные ролики предпочтительно имеют диаметр от 25 до 100 мм, например, от 35 до 70 мм. При этом диаметр относится к сердечнику, то есть значение без покрытия из синтетического материала.
Вытяжные ролики при правке вытяжкой с гибкой, соответственно в клети для правки вытяжкой с гибкой оперты соответственно по отдельности, то есть они могут быть оперты соответственно по отдельности на по меньшей мере два опорных ролика и опционально на несколько промежуточных валков. В противоположность блоку с большим количеством роликов отдельные вытяжные ролики (например, под лентой или над лентой) не соединены друг с другом с фрикционным замыканием через опорные ролики, а оперты по отдельности, так что они могут вращаться с различными скоростями. Предпочтительно один или несколько вытяжных роликов могут подводиться в рабочее положение по отдельности. Например, существует возможность, что все втяжные ролики могут приводиться в рабочее положение по отдельности. Но обычно также возможно при нескольких вытяжных роликах подведение в рабочее положение только нижних вытяжных роликов по отношению к верхним вытяжным роликам или наоборот верхних вытяжных роликов по отношению к нижним вытяжным роликам. Однако, предпочтительно, что углы обхвата у отдельных вытяжных роликов могут устанавливаться по отдельности и независимо друг от друга.
На переднем плане изобретения стоит покрытие вытяжных роликов из синтетического материала. Но дополнительно покрытием из синтетического материала, например, покрытием из полиуретана, могут быть снабжены также опорные ролики и/или промежуточные валки.
Предпочтительно в качестве металлических лент применяются ленты из алюминия или ленты из алюминиевых сплавов. Но изобретение включает также обработку металлических лент из других материалов, например, ленты из стали или ленты из нержавеющей стали.
Предметом изобретения является не только описанный способ, но и также устройство для правки металлических лент вытяжкой с гибкой. С этим устройством может осуществляться предпочтительно описанный способ. Предпочтительно устройство имеет блок входных натяжных роликов для создания натяжения ленты и блок выходных натяжных роликов для снятия натяжения ленты. Между блоком входных натяжных роликов и блоком входных натяжных роликов предусмотрено несколько вытяжных роликов, которые предпочтительно оперты по отдельности, вокруг которых лента попеременно изгибается при повышении коэффициента вытяжки. Один, несколько или все эти вытяжные ролики со стороны обхвата снабжены неметаллическим покрытием и таким образом рубашкой. Согласно изобретению это покрытие состоит из синтетического материала, например, из полиуретана. В частности, для предпочтительного исполнения устройства делается отсылка к пояснениям относительно описанного способа.
Ниже изобретение более подробно поясняется с помощью представляющего только один пример осуществления чертежа. Где показывают:
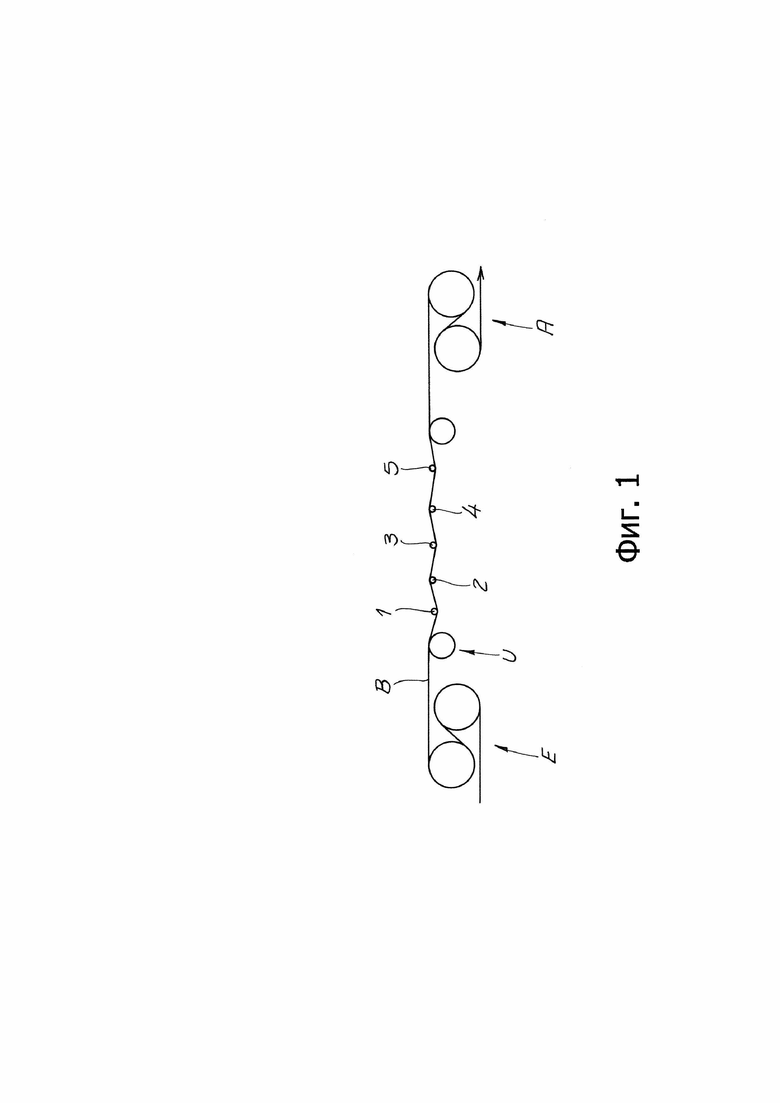
фиг. 1: установку для правки металлической ленты вытяжкой с гибкой,
фиг. 2а и 2b: увеличенный фрагмент предмета согласно фиг. 1 в различных предложенных в соответствии с изобретением формах осуществления и
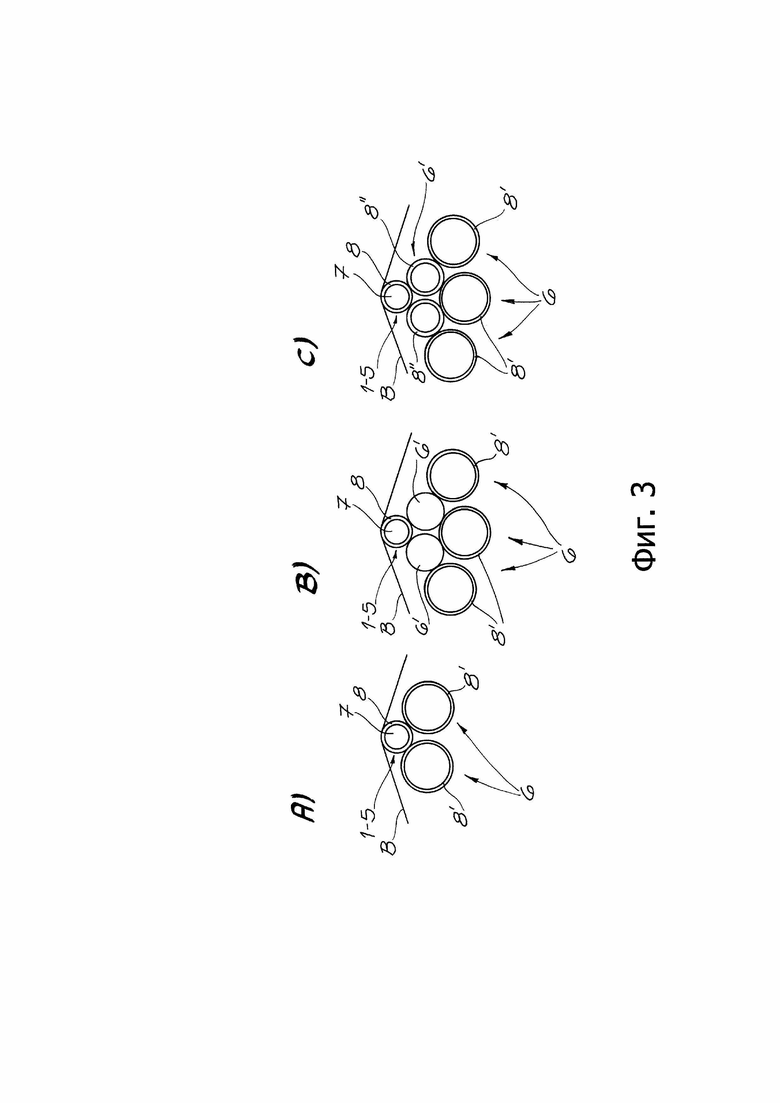
фиг. 3а, 3b и 3с другие формы осуществления изобретения.
На фигурах представлено устройство для правки металлической ленты В вытяжкой с гибкой. В случае металлической ленты В речь может идти, например, об алюминиевой ленте. Но изобретение включает также правку вытяжкой с гибкой стальных лент или лент из других металлов или сплавов.
Устройство в своей основной конструкции имеет блок Е входных натяжных роликов для создания натяжения ленты и блок А выходных натяжных роликов для снятия натяжения ленты. Между блоком Е входных натяжных роликов и блоком А выходных натяжных роликов предусмотрено несколько вытяжных роликов 1, 2, 3, 4, 5, вокруг которых попеременно изгибается лента при повышении коэффициента вытяжки. В остальном можно видеть, что перед первым вытяжным роликом 1 расположен отклоняющий ролик U. За последним вытяжным роликом может быть расположен другой отклоняющий ролик.
Каждый из этих вытяжных роликов 1 – 5 оперт по отдельности, а именно, на по меньшей мере два опорных ролика 6, которые не представлены на фиг. 1. При этом речь может идти о сплошных опорных роликах или о рядах сегментированных опорных роликов. Во всяком случае, вытяжные ролики 1 – 5 оперты по отдельности, это значит, что они (в противоположность устройству для правки с большим количеством роликов) не соединены друг с другом с фрикционным замыканием через опорные ролики 6.
С вытяжными роликами 1 – 5 создается коэффициент вытяжки по меньшей мере 0,2 %. С блоком Е входных натяжных роликов и блоком А выходных натяжных роликов в металлической ленте В во время правки вытяжкой с гибкой создается растягивающее напряжение. Растягивающее напряжение составляет по меньшей мере 15 %, преимущественно по меньшей мере 20 % предела текучести металлической ленты.
В представленном примере осуществления все вытяжные ролики 1 – 5 снабжены неметаллическим покрытием 8. Таким образом, отдельные вытяжные ролики состоят из сердечника 7 ролика и рубашки 8. Согласно изобретению в случае покрытия речь идет о покрытии 8 из синтетического материала, преимущественно из полиуретана или сравнимого синтетического материала. Это покрытие может иметь толщину от, например, 1 мм до 10 мм, предпочтительно от 3 до 7 мм. Вытяжные ролики 1 – 5 имеют диаметр от 25 до 100 мм, например, от 35 до 70 мм, причем при этом имеется в виду диаметр вытяжных роликов без покрытия и следовательно диаметр сердечника 7 ролика.
При этом фиг. 2а и 2b показывают формы осуществления, в которых предложенным в соответствии с изобретением покрытием 8 из синтетического материала снабжены только вытяжные ролики 1 – 5, в то время как опорные ролики 6 и предусмотренные в данном случае промежуточные валки 6’ не снабжены покрытием. При этом фиг. 2а показывает форму осуществления с двумя опорными роликами 6 и фиг. 2b показывает форму осуществления, в которой дополнительно предусмотрены промежуточные валки 6’.
Исходя из этого, фиг. 3а, 3b и 3с показывают формы осуществления, в которых дополнительно к вытяжным роликам 1 – 5 предусмотрены также другие ролики с покрытием.
Фиг. 3а показывает форму осуществления, в которой имеющий покрытие вытяжной ролик 1 – 5 оперт на два имеющих покрытие опорных ролика 6. Покрытие 8’ опорных роликов 6 может точно также состоять из полиуретана или другого синтетического материала.
Фиг. 3b показывает форму осуществления, в которой вытяжные ролики 1 – 5 оперты с помощью двух промежуточных валков 6’ и трех опорных роликов 6, соответственно трех рядов сегментированных опорных роликов. В этой форме осуществления вытяжные ролики 1 – 5 и опорные ролики 6 снабжены покрытием 8, соответственно 8’, в то время как промежуточные валки 6’ не имеют покрытия.
Фиг. 3с показывает вариант формы осуществления согласно фиг. 3b, причем здесь и промежуточные валки 6’ снабжены покрытием 8”.
C представленной установкой для правки вытяжкой с гибкой могут правиться металлические ленты В при сухом режиме работы, то есть при отказе от подачи на вытяжные ролики 1 – 5 средства для опрыскивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫТЯГИВАЮЩЕЙ ПРАВКИ С ГИБКОЙ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2014 |
|
RU2665668C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И СПОСОБ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2008 |
|
RU2395359C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2010 |
|
RU2540286C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2008 |
|
RU2391170C2 |
| СПОСОБ ПРАВКИ РАСТЯЖЕНИЕМ ХОЛОДНОКАТАНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2275263C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ И/ИЛИ ОЧИСТКИ УДЛИНЕННОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2003 |
|
RU2325965C2 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| ВЕНОЗНЫЙ ЖГУТ | 2014 |
|
RU2655076C1 |
| Сборная взлетно-посадочная площадка для вертолетов | 1989 |
|
SU1738885A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при правке металлической ленты. Осуществляют попеременный изгиб металлической ленты (В) при растягивающем напряжении вокруг вытяжных роликов (1 – 5) при повышении коэффициента вытяжки. По меньшей мере один вытяжной ролик (1 - 5) снабжен покрытием (8) из пластмассы и имеет диаметр от 25 до 100 мм, например от 35 до 70 мм. Каждый вытяжной ролик (1 - 5) имеет индивидуальную опору. В результате обеспечивается возможность осуществления процесса правки при сухом режиме работы, т.е. без подачи на вытяжные ролики средства для опрыскивания. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Способ правки вытяжкой с гибкой металлической ленты (В), включающий попеременный изгиб при растягивающем напряжении металлической ленты (В) вокруг вытяжных роликов (1 – 5) при повышении коэффициента вытяжки, при этом по меньшей мере один вытяжной ролик (1 - 5) снабжен неметаллическим покрытием, отличающийся тем, что по меньшей мере один вытяжной ролик снабжен покрытием (8) из пластмассы,
при этом каждый вытяжной ролик (1 - 5) имеет диаметр от 25 до 100 мм, например от 35 до 70 мм, причем каждый вытяжной ролик (1 - 5) имеет индивидуальную опору.
2. Способ по п. 1, отличающийся тем, что металлическая лента для приложения к ней натяжения проходит блок (Е) входных натяжных роликов и для снятия натяжении проходит блок (А) выходных натяжных роликов, причем лента (В) между блоком (Е) входных натяжных роликов и блоком (А) выходных натяжных роликов попеременно изгибается вокруг вытяжных роликов (1 – 5) при повышении коэффициента вытяжки.
3. Способ по п. 1 или 2, отличающийся тем, что все вытяжные ролики (1 – 5) снабжены покрытием (8) из пластмассы.
4. Способ по любому из пп. 1 – 3, отличающийся тем, что покрытие (8) состоит из полиуретана.
5. Способ по любому из пп. 1 – 4, отличающийся тем, что покрытие (8) имеет твердость по меньшей мере 90 по шкале А Шора.
6. Способ по любому из пп. 1 – 5, отличающийся тем, что металлическая лента (В) проходит вытяжные ролики (1 – 5) при сухом режиме работы без подачи на вытяжные ролики средства для опрыскивания.
7. Способ по любому из пп. 1 – 6, отличающийся тем, что угол обхвата вытяжных роликов (1 – 5) устанавливают в зависимости от натяжения ленты так, что не превышается допустимая для покрытия (8) максимальная линейная нагрузка.
8. Способ по любому из пп. 1 – 7, отличающийся тем, что посредством вытяжных роликов (1 – 5) создают коэффициент вытяжки, составляющий по меньшей мере 0,2%.
9. Способ по любому из пп. 1 – 8, отличающийся тем, что лента находится под растягивающим напряжением, составляющим по меньшей мере 15%, преимущественно по меньшей мере 20%, предела текучести металлической ленты (В).
10. Способ по любому из пп. 1 – 9, отличающийся тем, что покрытие (8) имеет толщину по меньшей мере 1 мм, преимущественно по меньшей мере 3 мм, например толщину от 1 до 10 мм, предпочтительно от 3 до 7 мм.
11. Способ по любому из пп. 1 – 10, отличающийся тем, что один или все вытяжные ролики (1 – 5) выполнены с возможностью отдельного подведения в рабочее положение.
12. Способ по любому из пп. 1 – 11, отличающийся тем, что между блоком (Е) входных натяжных роликов и блоком (А) выходных натяжных роликов расположено от трех до пяти вытяжных роликов (1 – 5).
13. Способ по любому из пп. 1 – 12, отличающийся тем, что вытяжные ролики (1 – 5) индивидуально опираются на по меньшей мере два опорных ролика и/или промежуточных валка.
14. Способ по п. 13, отличающийся, тем, что опорные ролики (6) и/или промежуточные валки (6’) снабжены покрытием (8’, 8”) из пластмассы, например из полиуретана.
15. Устройство для правки металлической ленты вытяжкой с гибкой способом по любому из пп. 1 – 14, содержащее по меньшей мере: блок (Е) входных натяжных роликов для создания натяжения ленты; блок (А) выходных натяжных роликов для снятия натяжения ленты; расположенные между блоком (Е) входных натяжных роликов и блоком (А) выходных натяжных роликов вытяжные ролики (1 – 5), вокруг которых лента попеременно изгибается при повышении коэффициента вытяжки; причем по меньшей мере один вытяжной ролик (1 – 5) снабжен неметаллическим покрытием, отличающееся тем, что по меньшей мере один вытяжной ролик (1 – 5) снабжен покрытием (8) из пластмассы, например из полиуретана,
при этом каждый вытяжной ролик (1 - 5) имеет диаметр от 25 до 100 мм, например от 35 до 70 мм, причем каждый вытяжной ролик (1 - 5) имеет индивидуальную опору.
| DE 3828159 A1, 22.02.1990 | |||
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2010 |
|
RU2540286C2 |
| Ролик правильной машины | 1981 |
|
SU965544A1 |
| Листоправильная машина | 1975 |
|
SU517353A1 |
| US 5182931 A1, 02.02.1993. | |||

