Изобретение относится к способу предпочтительно непрерывной вытяжки металлических лент, в частности тонких металлических лент из алюминиевых сплавов, причем металлическая лента в одной или нескольких зонах вытяжки пластически деформируется при растягивающих напряжениях в области предела текучести или выше предела текучести. Под тонкими металлическими лентами подразумеваются, в частности, металлические ленты с толщиной от 0,05 до 1 мм, предпочтительно от 0,1 до 0,5 мм. Под зоной вытяжки обычно подразумевается участок ленты внутри установки для обработки ленты между двумя приводимыми в движение роликами, в которых лента пластически удлиняется и растягивающие напряжения в ленте имеют величину порядка предела текучести.
Известно выравнивание тонких металлических лент в ходе непрерывной вытяжки. Лента проходит через комплект фрикционных роликов и через комплект тяговых роликов и между обоими комплектами роликов в ходе вытяжки подвергается растягивающим усилиям в пластической области. Причем лента между обоими комплектами роликов может проходить несколько зон вытяжки и в этих зонах вытягиваться в пластической и/или упругой области (сравните DE 10323811 A1).
Наряду с вытяжкой правка металлических лент может осуществляться с помощью прокатки, например, дрессировочной прокатки и/или рихтовки. С помощью известных способов правки металлических лент при прокатке, рихтовке и/или вытяжки не может быть полностью устранена, в частности, волнистость или саблевидность ленты, так что идеальная ровность достигается только в редких случаях.
В связи с этим, в частности, при прокатке предлагалось в металлической ленте с помощью зонного нагрева или охлаждения для воздействия на распределение растягивающих напряжений создавать меняющийся по ширине ленты и при необходимости на заданной длине ленты температурный профиль. Степень ровности при этом регулируется, следовательно, с помощью изменения распределения растягивающих напряжений (сравните DE 19933610 A1).
Задачей изобретения является такое усовершенствование способа однажды описанного вида, чтобы можно было улучшить ровность металлической ленты в ходе вытяжки простым и благоприятным в плане стоимости способом.
Для решения этой задачи изобретением предлагается при соответствующем виде способа непрерывной вытяжки металлических лент, что металлическая лента внутри по меньшей мере одной зоны вытяжки нагревается и/или охлаждается местным образом по ширине ленты для получения неоднородного по ширине ленты распределения температуры. Изобретение при этом исходит из знания того, что на процесс вытяжки можно особенно чувствительно влиять, если внутри одной или также внутри нескольких зон вытяжки во время пластического деформирования лента нагревается зонным образом. Следовательно, лента нагревается не перед входом в зону вытяжки, где растяжение находится еще внутри предела текучести, а только тогда, когда она фактически находится в зоне вытяжки. Таким образом, перед началом нагрева растягивающие напряжения находятся еще ниже растягивающих напряжений, соответствующих пределу текучести σs. Особое значение имеет тот факт, что, например, нагревание полосы ленты не изменяет распределение растягивающих напряжений в ленте при допущении идеально пластического поведения материала. В рамках изобретения под идеально пластическим материалом подразумевается материал, в котором в ходе пластического деформирования не наступает какого-либо наклепа или наступает лишь пренебрежимо малый наклеп. Однако даже при малом наклепе можно исходить из того, что распределение растягивающих напряжений изменяется лишь незначительно, если полоса ленты нагревается внутри зоны вытяжки, в которой лента находится при растягивающих напряжениях в области предела текучести. Однако с помощью нагревания такой полосы ленты внутри зоны вытяжки при процессе вытягивания может быть оказано местное влияние, так как разница в пластическом удлинении между отдельными полосами ленты с различной температурой получается непосредственно благодаря термическому удлинению нагретой полосы ленты (и не так чтобы за счет различного распределения растягивающих напряжений).
Для ненагретой или холодной полосы действительно:
εges=σs/E+εp,kalt
Соответственно для нагретой полосы действительно:
εges=σs/E+εp,warm+α·ΔT,
где εges - общее удлинение, σs - предел текучести, Е - модуль упругости, α - коэффициент теплового расширения, ΔT - (относительный) нагрев нагретой полосы ленты в °С, εp,warm соответственно εp,kalt - пластическое удлинение нагретой и холодной полосы. Так как общее удлинение εges для с одной стороны холодной полосы, с другой стороны теплой полосы внутри зоны вытяжки идентично, из приведенных выше зависимостей непосредственно следует, что распределение пластического удлинения по ширине ленты прямо зависит от разницы температуры ΔТ
Δεp=εp,kalt-εp.warm=α·ΔT
Таким образом, на распределение пластического удлинения по ширине ленты может быть воздействовало с помощью созданной разницы температуры. Установление распределения температуры образовывает, как бы, другой исполнительный элемент, для обеспечения ровности в процессе вытяжки. В результате в ходе предложенного в соответствии с изобретением способа могут быть получены металлические ленты с особо высокой ровностью. К тому же предложенный в соответствии с изобретением способ отличается высокой гибкостью. Далее особое значение имеет тот факт, что воздействие температурой на ленту осуществляется внутри зоны вытяжки и, следовательно, после соответствующего первого вытяжного ролика пары вытяжных роликов. Поэтому исключено воздействие температуры вытяжного ролика, которое могло бы в противном случае нежелательным образом сказаться на процессе вытяжки.
В этой связи изобретение предлагает в особо предпочтительном варианте исполнения, что металлическая лента затем в той же зоне вытяжки нагревается и/или охлаждается (по меньшей мере) местным образом по ширине ленты для получения однородного по ширине ленты распределения температуры. При этом изобретение исходит из того, что особенно предпочтительным является новое выравнивание еще в той же зоне вытяжки первоначально неоднородного температурного профиля и следовательно устранение полученной разницы в температуре ленты. Таким образом, лента после вытяжки снова имеет постоянную температуру по ширине ленты. Особо предпочтительным является осуществление этого выравнивания температуры еще внутри той же зоны вытяжки, так как таким образом надежно предотвращается неоднородное температурное воздействие как первого вытяжного ролика, так и второго вытяжного ролика одной пары вытяжных роликов. Это особенно предпочтительно в случае, когда в одной и той же установке следом друг за другом обрабатываются различные ленты или рулоны, которые требуют различного распределения температуры для правки. Именно, таким образом удается надежно предотвратить, чтобы после обработки первого рулона с определенным распределением температуры, это распределение температуры передавалось бы одному или нескольким роликам установки для вытяжки. Следовательно, создается препятствие тому, чтобы при последующей обработке другого рулона нужно было бы смиряться с влиянием ранее нагретого ролика. В рамках изобретения для выравнивания температурного профиля существует возможность того, что лента в первоначально нагретых (или охлажденных) областях затем подвергается обратному температурному воздействию, т.е. нагретые области охлаждаются и/или охлажденные области нагреваются. Однако имеется также возможность того, что затем охлаждаются не нагретые раньше области, а что прямо нагреваются области, которые раньше не нагревались. Также и таким образом может быть проведено выравнивание температуры, а именно, без востребования охладительных элементов.
Далее изобретение предлагает, что осуществляется измерение распределения температуры внутри зоны вытяжки и/или позади зоны вытяжки и что производится регулирование и/или управление температурным профилем в зависимости от этих результатов измерений. С помощью определения распределения температуры процесс может безупречно контролироваться, так что могут учитываться, в частности, переменные скорости движения ленты.
Кроме того, имеется возможность того, что измеряется ровность ленты в зоне вытяжки и/или позади зоны вытяжки и что управление и/или регулирование температурным профилем осуществляется в зависимости от измерений.
Предметом изобретения является также установка для вытяжки металлических лент, в частности, тонких металлических лент, по способу описанного рода. Такая установка для вытяжки имеет, по меньшей мере, одну пару вытяжных роликов, которая образует зону вытяжки между первым вытяжным роликом и вторым вытяжным роликом. Предпочтительно, что такая установка для вытяжки имеет, по меньшей мере, один входной комплект натяжных роликов, например, комплект фрикционных роликов, и по меньшей мере, один выходной комплект натяжных роликов, например, тяговых роликов, причем между входным комплектом натяжных роликов и выходным комплектом натяжных роликов расположена, по меньшей мере, одна пара вытяжных роликов. Однако изобретение включает также варианты осуществления с несколькими зонами вытяжки и, в частности, с несколькими парами вытяжных роликов.
Согласно изобретению в зоне вытяжки или в зонах вытяжки или, по меньшей мере, в одной их зон вытяжки расположено первое устройство для поддержания температуры с одним или несколькими нагревательными или охладительными элементами для получения неоднородного по ширине ленты температурного профиля. Далее является особенно предпочтительным, когда в той же зоне вытяжки следом за первым устройством для поддержания температуры на заданном расстоянии расположено второе устройство для поддержания температуры, которое также имеет один или несколько нагревательных элементов и/или охладительных элементов для получения однородного по ширине ленты температурного профиля. В то время как с помощью первого устройства для поддержания температуры получается требуемый для воздействия на процесс вытяжки неоднородный температурный профиль, расположенное следом устройство для поддержания температуры служит для выравнивания первоначально полученного температурного профиля.
Такое устройство для поддержания равномерной температуры может иметь несколько распределенных по ширине ленты (отдельных) нагревательных элементов и/или охладительных элементов. Однако также в рамках изобретения предлагается, что такое устройство для поддержания равномерной температуры имеет один или несколько перемещающихся или траверсирующихся по ширине ленты нагревательных элементов и/или охладительных элементов. В случае нагревательных элементов речь может идти о тепловых излучателях, например инфракрасных излучателях. В качестве альтернативы или дополнительно в качестве нагревательных элементов могут применяться индукционные нагревательные элементы или нагревательные элементы другого вида. Охладительные элементы могут быть образованы, например, в виде элементов, направляющих струю воздуха для охлаждающего воздействия.
В предпочтительном варианте исполнения устройство для поддержания температуры, с помощью которого по ширине ленты получается неоднородный температурный профиль, расположено непосредственно позади первого вытяжного ролика, что означает, что поддержание температуры осуществляется в начале зоны вытяжки. Далее целесообразно, если второе устройство для поддержания температуры, с помощью которого производится снова выравнивание неоднородного температурного профиля, расположено непосредственно или на небольшом расстоянии перед вторым вытяжным роликом или в области конца зоны вытяжки. В этой связи, например, целесообразно, если расстояние между первым устройством для поддержания температуры и вторым устройством для поддержания температуры составляет, по меньшей мере, половину длины зоны вытяжки или половину расстояния между вытяжными роликами пары вытяжных роликов.
В другом варианте изобретение предлагает, что в зоне вытяжки и/или позади зоны вытяжки расположено, по меньшей мере, одно устройство для поддержания температуры, которое может быть соединено с устройством для управления и/или регулирования, которое опять же присоединено к этому или нескольким устройствам поддержания температуры. Далее может быть целесообразно, если в зоне вытяжки и/или позади зоны вытяжки расположено устройство для измерения ровности, которое также может быть соединено с устройством для управления и/или регулирования, которое опять же работает с устройствами для поддержания температуры.
Ниже изобретение более подробно поясняется с помощью чертежа, представляющего только один пример осуществления. На чертеже схематически и очень упрощенно показан вид сбоку установки для вытяжки, с помощью которой осуществляется предложенный согласно изобретению способ.
Такая установка для вытяжки в основе своей конструкции имеет входной комплект натяжных роликов, выполненный в виде комплекта 1 фрикционных роликов, и выходной комплект натяжных роликов, образованный в виде комплекта 2 тяговых роликов. Между комплектом 1 фрикционных роликов и комплектом 2 тяговых роликов в примере осуществления расположена пара 3 вытяжных роликов, которая между первым вытяжным роликом 4 и вторым вытяжным роликом 5 образует зону вытяжки R. Комплект 1 фрикционных роликов и комплект 2 тяговых роликов имеют соответственно несколько роликов, которым придается ступенчатый крутящий момент/числа оборотов и, следовательно, создается растягивающее усилие, для регулирования желаемой вытяжки между комплектом 1 фрикционных роликов и комплектом 2 вытяжных роликов. Вытяжные ролики 4, 5 пары 3 вытяжных роликов также соответственно приводятся в движение, так что лента внутри зоны вытяжки R находится под растягивающими напряжениям величиной порядка предела текучести и лента В пластически деформируется, соответственно удлиняется.
В соответствии с изобретением внутри зоны вытяжки R предусмотрено первое устройство 6 для поддержания температуры, которое имеет один или несколько нагревательных элементов и/или охладительных элементов. С помощью этого первого устройства 6 для поддержания температуры непосредственно после первого вытяжного ролика 4 и, следовательно, во время пластического деформирования металлической ленты В получается неоднородный по ширине ленты температурный профиль. Лента В в одной или выбранных нескольких полосах ленты получает местный нагрев. Этот местный нагрев, соответственно созданная разница температур оказывает непосредственно влияние на пластическое удлинение, так что на процесс вытяжки может быть оказано существенное воздействие. Холодные области удлиняются сильнее, чем соответственно нагретые области. Первое устройство 6 для поддержания температуры при этом расположено непосредственно позади первого ролика 4 пары 3 вытяжных роликов. Таким образом, лента получает местный нагрев, после того как она покинет первый ролик 4.
Далее на чертеже показано, что внутри этой зоны вытяжки R предусмотрено второе устройство 7 для поддержания температуры, которое расположено на расстоянии а от первого устройства 6 для поддержания температуры. Это устройство 7 для поддержания температуры имеет один или несколько нагревательных элементов и/или охладительных элементов, с помощью которых потом снова может быть осуществлено выравнивание прежде полученного неоднородного температурного профиля. Таким образом, лента В выходит из зоны R вытяжки с постоянной по ширине ленты температурой. Следовательно, в рамках изобретения нет каких-либо участвующих в работе роликов, которые взаимодействовали бы с лентой, имеющей по ширине неоднородную температуру, так что не имеется опасности того, что участвующий в работе ролик получит местный нагрев или охлаждение. Этим гарантируется, что предложенный в соответствии с изобретением процесс может быть надежно осуществлен.
Расстояние А между обоими вытяжными роликами 4, 5, соответственно длина зоны R вытяжки, составляет обычно до 5 м, например, от 2 до 3 м. На чертеже показано, что первое устройство 6 для поддержания температуры расположено непосредственно позади вытяжного ролика 4, так что лента местным образом подвергается температурному воздействию непосредственно после того, как она покинет первый ролик 5. Под выражением непосредственно после первого ролика подразумевается первая половина зоны вытяжки, преимущественно первая треть зоны вытяжки, например, первая четверть зоны вытяжки. Расстояние устройства для поддержания температуры х от вытяжного ролика 4 составляет предпочтительно меньше 1 м, например, меньше 0,5 м. Далее на чертеже показано, что второе устройство 7 для поддержания температуры расположено непосредственно перед вторым вытяжным роликом 5. Под выражением непосредственно перед вторым вытяжным роликом понимается вторая половина зона вытяжки, преимущественно последняя треть зоны вытяжки, например, последняя четверть зоны вытяжки. Расстояние у между вторым устройством 7 для поддержания температуры и вторым вытяжным роликом 5 составляет, например, меньше 1 м, предпочтительно меньше 0,5 м. В этом отношении целесообразно, если расстояние а между обоими устройствами 6, 7 для поддержания температуры относится к расстоянию А между вытяжными роликами 4, 5 с возможно большей величиной. Расстояние а составляет при этом предпочтительно, по меньшей мере, половину расстояния А между вытяжными роликами 4, 5. В рамках изобретения под расстоянием понимается расстояние, соответственно удаление вдоль ленты, например, расстояние устройства для поддержания температуры или корреспондирующей с воздействием температуры области ленты от области, в которой лента покидает ролик, соответственно в которой лента находится в контакте с роликом.
Далее на чертеже показано, что в установке для вытяжки, например, позади пары 3 вытяжных роликов и при необходимости также позади комплекта 2 тяговых роликов может быть расположено устройство 8 для измерения ровности, например, ролик, измеряющий ровность, или даже бесконтактное устройство для измерения ровности. Таким образом, может быть непосредственно измерена или проверена ровность ленты В, полученная в ходе вытяжки. Результаты измерения могут направляться в устройство управления и/или регулирования, которое соединено с отдельными компонентами установки для вытяжки и, в частности, также с одним или несколькими устройствами 6, 7 для поддержания температуры. Это на чертеже не показано.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И СПОСОБ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2008 |
|
RU2395359C2 |
| СПОСОБ ПРАВКИ РАСТЯЖЕНИЕМ ХОЛОДНОКАТАНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2275263C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2010 |
|
RU2540286C2 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫТЯГИВАЮЩЕЙ ПРАВКИ С ГИБКОЙ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2014 |
|
RU2665668C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ ВЫТЯЖКОЙ С ГИБКОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2017 |
|
RU2751912C2 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
3аявленная группа изобретений относится к металлургической промышленности и может быть использована для вытяжки тонких металлических лент. Металлическую ленту в одной или нескольких зонах вытяжки пластически деформируют при растягивающих напряжениях в области или выше предела текучести. В этой же зоне ее местным образом нагревают и/или охлаждают для получения неоднородного распределения температуры по ширине ленты. Используют установку, содержащую по меньшей мере одну пару вытяжных роликов, которая образует зону вытяжки между первым вытяжным роликом и вторым вытяжным роликом. В зоне вытяжки, в которой металлическая лента находится при растягивающих напряжениях в области или выше предела текучести, расположено по меньшей мере одно первое устройство для поддержания температуры с одним или несколькими нагревательными элементами и/или охладительными элементами для получения неоднородного по ширине ленты температурного профиля. Повышается качество металлических лент. 2 н. и 14 з.п. ф-лы, 1 ил.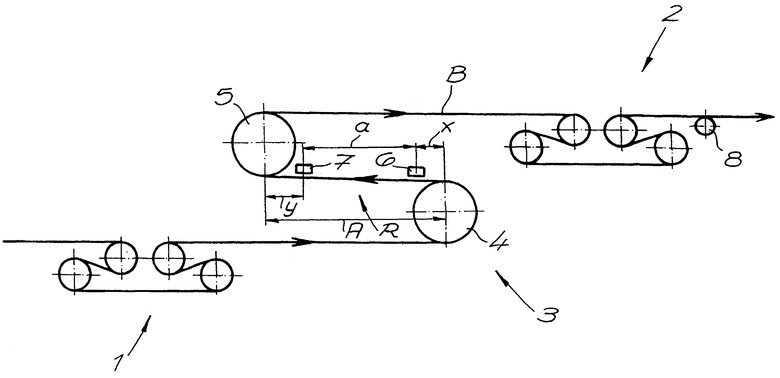
1. Способ предпочтительно непрерывной вытяжки металлических лент, в частности тонких лент, при котором металлическую ленту в одной или нескольких зонах вытяжки пластически деформируют при растягивающих напряжениях в области или выше предела текучести, отличающийся тем, что металлическую ленту внутри по меньшей мере одной зоны вытяжки, в которой металлическая лента находится при растягивающем напряжении в области или выше предела текучести, нагревают и/или охлаждают местным образом по ширине ленты для получения неоднородного по ширине ленты распределения температуры.
2. Способ по п.1, отличающийся тем, что металлическую ленту в той же зоне вытяжки нагревают и/или охлаждают по меньшей мере местным образом по ширине ленты для получения однородного по ширине ленты распределения температуры.
3. Способ по п.2, отличающийся тем, что ленту в нагретых или охлажденных областях охлаждают или нагревают и/или в ненагретых или неохлажденных областях нагревают или охлаждают.
4. Способ по любому из пп.1-3, отличающийся тем, что распределение температуры измеряют внутри зоны вытяжки и/или позади зоны вытяжки и управляют и/или регулируют получение температурного профиля в зависимости от измерений.
5. Способ по любому из пп.1-3, отличающийся тем, что ровность ленты замеряют внутри зоны вытяжки и/или позади зоны вытяжки и управляют и/или регулируют получение температурного профиля в зависимости от измерений.
6. Установка для вытяжки металлических лент (В), в частности тонких лент, способом по любому из пп.1-5, содержащая по меньшей мере одну (3) пару вытяжных роликов, которая образует зону вытяжки (R) между первым вытяжным роликом (4) и вторым вытяжным роликом (5), при этом в зоне вытяжки (R), в которой металлическая лента находится при растягивающих напряжениях в области или выше предела текучести расположено по меньшей мере одно первое устройство (6) для поддержания температуры с одним или несколькими нагревательными элементами и/или охладительными элементами для получения неоднородного по ширине ленты температурного профиля.
7. Установка по п.6, отличающаяся тем, что в этой зоне вытяжки (R) следом за первым устройством (6) для поддержания температуры расположено второе устройство (7) для поддержания температуры с одним или несколькими нагревательными элементами и/или охладительными элементами для получения однородного по ширине ленты температурного профиля.
8. Установка по п.6 или 7, отличающаяся тем, что первое и/или второе устройство (6, 7) для поддержания температуры имеет несколько распределенных по ширине ленты нагревательных элементов и/или охладительных элементов.
9. Установка по п.6 или 7, отличающаяся тем, что первое и/или второе устройство (6, 7) для поддержания температуры имеет один или несколько перемещающихся по ширине ленты нагревательных элементов и/или охладительных элементов.
10. Установка по п.6 или 7, отличающаяся тем, что нагревательные элементы образованы в виде тепловых излучателей, например инфракрасных излучателей, или в виде элементов индукционного нагрева.
11. Установка по п.6 или 7, отличающаяся тем, что в зоне вытяжки (R) или позади зоны вытяжки расположено по меньшей мере одно устройство для измерения температуры для определения распределения температуры по ширине ленты, которое предпочтительно соединено с устройством для управления и/или регулирования.
12. Установка по п.6 или 7, отличающаяся тем, что в зоне вытяжки и/или позади зоны вытяжки расположено устройство (8) для измерения ровности для определения ровности ленты, которое предпочтительно соединено с устройством для управления и/или регулирования,
13. Установка по п.6 или 7, отличающаяся тем, что она содержит по меньшей мере один входной комплект натяжных роликов (1), например комплект фрикционных роликов, и по меньшей мере один комплект (2) натяжных роликов, например комплект тяговых роликов, и по меньшей мере одна пара (3) вытяжных роликов расположена между входным комплектом (1) натяжных роликов и выходным комплектом (2) натяжных роликов.
14. Установка по п.6 или 7, отличающаяся тем, что первое устройство (6) для поддержания температуры расположено непосредственно позади первого вытяжного ролика (4) и/или, что второе устройство (7) для поддержания температуры расположено непосредственно перед вторым вытяжным роликом (5).
15. Установка по п.14, отличающаяся тем, что расстояние (а) между первым устройством (6) для поддержания температуры и вторым устройством (7) для поддержания температуры составляет по меньшей мере половину длины зоны вытяжки или расстояния (А) между вытяжными роликами (4, 5).
16. Установка по п.14, отличающаяся тем, что первое устройство (6) для поддержания температуры расположено в первой половине зоны (R) вытяжки, например в первой трети, предпочтительно в первой четверти зоны (R) вытяжки, и/или, что второе устройство (7) для поддержания температуры расположено во второй половине зоны (R) вытяжки, например в последней трети, преимущественно в последней четверти зоны (R) вытяжки.
| FR 1363981 А, 19.06.1964 | |||
| DE 19933610 A1, 25.01.2001 | |||
| СПОСОБ ИСПРАВЛЕНИЯ СЕРПОВИДНОСТИ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 0 |
|
SU220202A1 |
| Установка для правки полос | 1975 |
|
SU596325A1 |

