Изобретение относится к устройству и способу правки металлических лент, в частности тонких лент, в ходе прокатки, рихтовки и/или вытяжки. Такое устройство имеет, по меньшей мере, один комплект натяжных роликов с, по меньшей мере, двумя натяжными роликами. Под тонкими лентами в рамках изобретения подразумеваются, в частности, металлические ленты толщиной от 0,05 до 1,0 мм, предпочтительно от 0,1 до 0,5 мм. Под металлическими лентами подразумеваются, в частности, ленты из алюминиевых сплавов.
Металлические ленты и, в частности, тонкие металлические ленты в соответствии с нынешним стандартом должны отвечать все более высоким требованиям к ровности ленты при очень высоком качестве поверхности ленты. В этой связи известны различные способы правки металлических лент, например прокатка (в частности, дрессировочная прокатка), рихтовка (в частности, рихтовка с продольной гибкой) и вытяжка. Применяемые для этого устройства часто имеют входной комплект натяжных роликов для создания натяжения и выходной комплект натяжных роликов для снятия натяжения. Это относится, в частности, к вытяжке с продольной гибкой и вытяжке, а также к дрессированию в случае магистрального способа дрессирования. В этом случае при дрессировании между этими комплектами натяжных роликов расположена дрессировочная прокатная клеть, в то время как при рихтовке с продольной гибкой между этими комплектами натяжных роликов может быть предусмотрен блок с продольной гибкой. При устройстве для вытяжки между входным комплектом натяжных роликов и выходным комплектом натяжных роликов обычно в качестве комплекта вытяжных роликов предусмотрен, по меньшей мере, один другой комплект натяжных роликов.
С помощью известных способов правки металлических лент с использованием прокатки, рихтовки и/или вытяжки вряд ли в полной степени может быть устранена, в частности, волнистость (по краям и в середине ленты) или саблевидность ленты, а также несимметричность плоскости относительно центра ленты, так что идеальная ровность достигается в редких случаях. Далее для того, чтобы улучшить ровность ленты для устранения волнистости и саблевидности, известно, например, при дрессировочной прокатке создание изменяемого по ширине ленты температурного профиля для воздействия на распределение растягивающих напряжений, так что степень ровности может регулироваться с помощью изменения распределения растягивающих напряжений (сравните DE 19933610 A1).
Кроме того, для уменьшения краевых волн или неровностей в середине в ходе правки металлических лент предлагалось в комплекте натяжных роликов иметь регулируемый контур с, например, выпуклой внешней кривизной и/или вогнутой внутренней кривизной (сравните ЕР 0587995 A1).
Далее известно устройство для рихтовки с гибкой металлической ленты с расположенными параллельно друг другу направляющими роликами и расположенным в пазухе двух направляющих роликов рихтовальным роликом, при котором лента обвивает рихтовальный ролик с геометрическим замыканием между двумя контактными линиями, вдоль которых направляющие ролики находятся над лентой в непосредственном контакте с рихтовальным роликом. Чтобы иметь возможность изменения глубины осадки и таким образом угол обхвата в зависимости от толщины ленты и прочности материала ленты, который определяет линии контакта, на общей консоли установлены опорные ролики, направляющий ролик и рихтовальных ролик, которая может отклоняться вокруг точки поворота (сравните DE 19708488 A1). С помощью этих мероприятий распределение растягивающих напряжений не варьируется по ширине ленты, следовательно, не может варьироваться и степень ровности по ширине ленты.
В основе изобретения лежит задача таким образом усовершенствовать способ правки металлических лент однажды описанного рода, чтобы иметь возможность улучшить ровность ленты простым и одновременно благоприятным в плане стоимости способом. В частности, должны почти полностью удаляться краевые волны, волны в центре и/или саблевидность ленты.
Для решения этой задачи изобретение предусматривает у устройства соответствующего рода однажды описанного вида, что, по меньшей мере, один из натяжных роликов комплекта натяжных роликов для воздействия на степень ровности может отклоняться по ширине ленты в плоскости движения ленты и/или поперек или перпендикулярно к плоскости движения ленты. Такой натяжной ролик обычно установлен на опорах с обеих сторон с возможностью вращения. В этом случае изобретение предлагает, что положение одной опоры или обеих опор и, следовательно, положение одного конца оси или вала или обоих концов оси или вала натяжного ролика может регулироваться в плоскости движения ленты и/или поперек плоскости движения ленты. В прокатной установке, например установке дрессирования, речь может идти об одном или также о нескольких роликах входного комплекта натяжных роликов и/или выходном комплекте натяжных роликов. Равным образом это относится к устройству для рихтовки, например устройству для рихтовки с продольной гибкой. В случае установки для вытяжки, у которой между входным комплектом натяжных роликов и выходным комплектом натяжных роликов обычно предусмотрены один или также несколько других комплектов натяжных роликов, при формировании зон вытяжки, является целесообразным, если согласно изобретению один или несколько этих натяжных роликов комплекта вытяжных роликов могут регулироваться.
При этом изобретение отталкивается от знаний того, что с помощью регулируемого косого положения или установки под углом натяжного ролика можно воздействовать на степень ровности ленты или может регулироваться переменная по ширине ленты степень ровности. Так, например, при прокатке, дрессировании или рихтовке или вытяжке с продольной гибкой может быть оказано воздействие на распределение растягивающих напряжений внутри металлической ленты между комплектами натяжных роликов и может быть осуществлено регулирование переменного распределения растягивающих напряжений по ширине ленты. Если придается, например, косое положение внутри плоскости движения ленты, то в результате получается, что одна сторона ленты становится "более натянутой" а вторая сторона "более слабой", т.е. на одном из краев ленты растягивающее напряжение в ленте повышается, а на другом краю ленты оно снижается. Так как описанные процессы (в частности, прокатка и рихтовка) существенно зависят от распределения растягивающих напряжений или растяжения ленты, с помощью регулируемого косого положения внутри плоскости движения ленты могут быть устранены, в частности, односторонние дефекты ровности, например односторонние краевые волны, саблевидность ленты или несимметричные относительно середины ленты профили ровности. Однако в рамках изобретения имеется не только возможность отклонения соответствующего натяжного ролика в плоскости движения ленты, но и в качестве альтернативы или дополнительно натяжной ролик может отклоняться также поперек к плоскости движения ленты или перпендикулярно к плоскости движения ленты. Под плоскостью движения ленты всегда при этом подразумевается плоскость движения ленты в соответствующих зонах деформации. Благодаря отклонению натяжного ролика перпендикулярно к плоскости движения ленты равным образом осуществляется воздействие на распределение растягивающих напряжений в ленте, так как края натягиваются сильнее середины ленты, т.е. в области середины ленты растягивающие напряжения в ленте повышаются по сравнению с обоими краями ленты. Отсюда такая регулировка может использоваться для выравнивания волнистости в середине. При прокатке и рихтовке, при которых растягивающее напряжение в ленте между комплектами натяжных роликов лежит обычно ниже предела текучести, с помощью описанного косого положения или регулировки угла оказывается влияние на распределение растягивающих напряжений и таким образом на степень ровности. Однако и при вытяжке, при которой растягивающее напряжение в зоне вытяжки лежит в области предела текучести, на степень ровности оказывается можно оказывать воздействие с помощью косого положения или регулировки угла одного или нескольких валков. Однако при допущении идеально пластичных условий в зоне растяжения именно косое положение не должно сказываться на распределении растягивающих напряжений. Тем не менее ровность также и при вытяжке зависит от углового положения ролика, так как оно оказывает переменное влияние на пластическое распределение удлинения и таким образом на пластическое удлинение ленты по ширине ленты.
Изобретение включает варианты осуществления, при которых переставляется или поворачивается только один ролик комплекта натяжных роликов. Но в рамках изобретения имеются и варианты, при которых переставляются несколько роликов внутри одного комплекта натяжных роликов, например оба ролика одной S-роликовой пары.
Согласно другому предложению изобретения предусмотрено, что металлическая лента направляется вокруг отклоняемого натяжного ролика с углом обхвата, по меньшей мере, в 45°, так как начиная с угла обхвата в 45° (или больше) отчетливо проявляется эффект влияния на степень ровности ленты отклонения ролика. Предпочтительно угол обхвата выбирается, по меньшей мере, 90° или больше 90°. В соответствии с особо предпочтительным вариантом осуществления угол обхвата в области отклоняемого ролика составляет, самое малое, 180°.
Согласно другому предложению изобретения предусмотрено, что устройство имеет, по меньшей мере, одно устройство для измерения ровности, которое, например, может быть расположено следом за комплектом натяжных роликов. Такое устройство для измерения ровности согласно изобретению соединено с устройством управления и/или регулирования, которое опять же взаимодействует с регулируемым натяжным роликом. С помощью последующего измерения распределения растягивающих напряжений в ленте после прокатки или после рихтовки или после вытяжки может реализоваться замкнутая цепь автоматического регулирования.
Для установки косого положения или установки под углом или для позиционирования обеих опор такого натяжного ролика обеим опорам могут быть приданы соответственно отдельный или даже несколько отдельных сервоприводов. В случае этих сервоприводов речь может идти о гидравлических (или пневматических) устройствах цилиндр-поршень, электрических сервоприводах или нечто подобном. При этом целесообразно, если эти сервоприводы управляются описанным блоком управления и/или регулировки при необходимости с учетом результатов измерения ровности.
Предметом изобретения является также способ правки металлических лент в ходе прокатки, рихтовки и/или вытяжки. Подобного рода способ осуществляется с устройством описанного вида, причем испытывающая растяжение металлическая лента, по меньшей мере, местным образом деформируется пластически. При этом изобретение предлагает, что с помощью отклонения, по меньшей мере, одного натяжного ролика регулируется переменная по ширине ленты степень ровности. В случае прокатки (например, дрессировочной прокатки) или рихтовки (например, рихтовки с продольной гибкой) отклонение оказывает влияние на распределение растягивающих напряжений по ширине ленты и таким образом на степень ровности. В случае вытяжки отклонение оказывает влияние непосредственно на пластическое удлинение ленты соответственно на распределение пластической продольной деформации. Натяжной ролик при этом отклоняется, например, в плоскости движения ленты и/или поперек или перпендикулярно к плоскости движения ленты и, следовательно, перекашивается или становится под углом. Натяжной ролик при этом отклоняется вокруг оси поворота, которая (в основном) проходит перпендикулярно оси вращения натяжного ролика. Натяжной ролик (соответственно его ось) при этом для регулировки распределения растягивающих напряжений может отклоняться на угол от 0 до 5°, предпочтительно от 0 до 3°. Для этого натяжной ролик в области одной опоры или в области обеих опор может смещаться на расстояние от 0 до 2 мм, например от 0 до 1 мм. Предпочтительным образом (после правки ленты) осуществляется определение ровности ленты, например, с помощью ролика, измеряющего ровность, или нечто подобного, и установка натяжного ролика потом производится и/или регулируется в зависимости от определенной ровности.
Ниже изобретение более подробно поясняется с помощью чертежей, представляющих примеры осуществления, где показывают:
Фиг.1. Устройство для правки металлических лент, предложенное в соответствии с
изобретением, в ходе прокатки, схематическое изображение, вид сбоку,
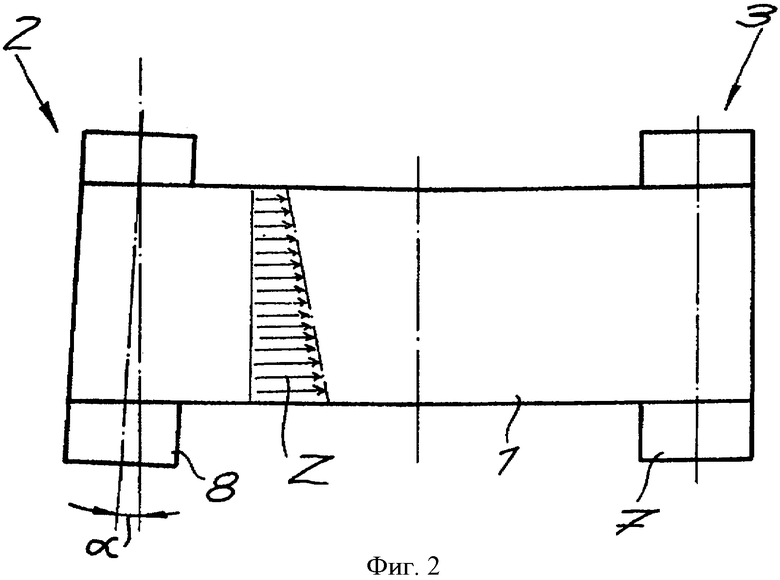
Фиг.2. Упрощенный вид сверху с приведенным распределением растягивающих
напряжений,
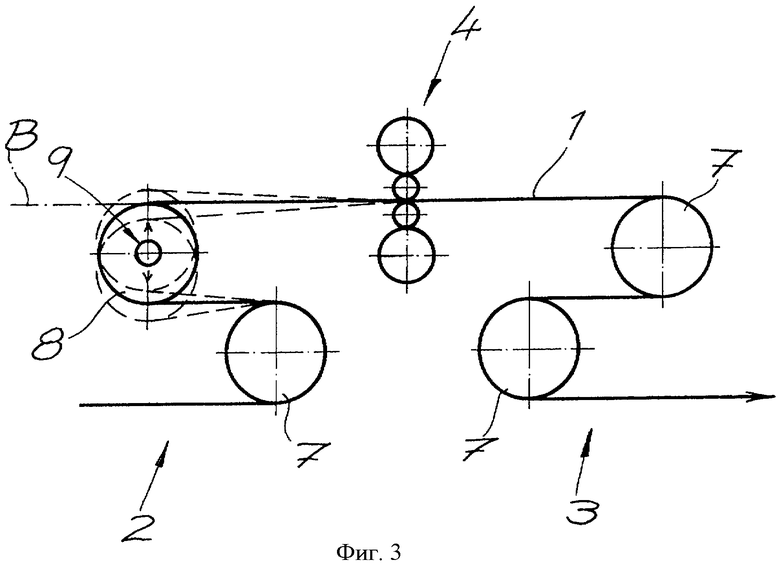
Фиг.3. Измененный вариант осуществления предмета изобретения согласно фиг.1,
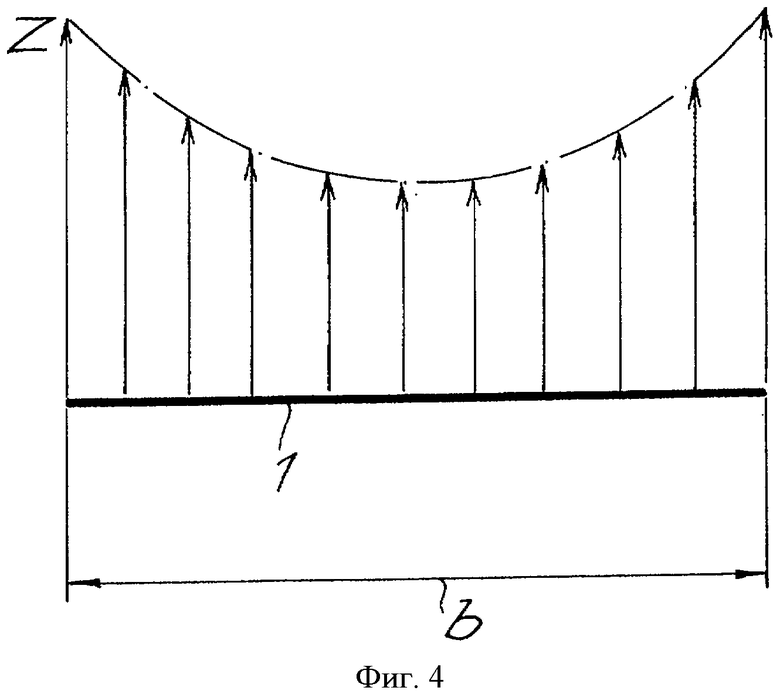
Фиг.4. Распределение растягивающих напряжений по ширине ленты b согласно предмету изобретения на фиг.3 и
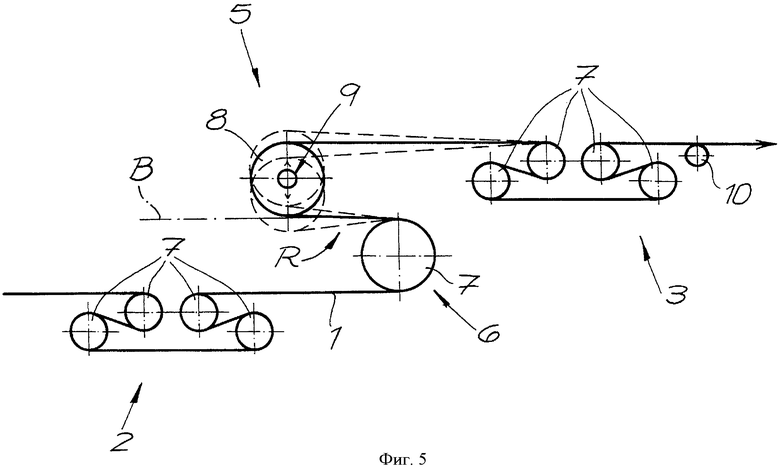
Фиг.5. Предложенное в соответствии с изобретением устройство для правки металлических лент при вытяжке, схематическое изображение, вид сбоку.
На чертежах представлены различные варианты осуществления устройства для правки металлических лент 1, в частности тонких металлических лент из алюминиевых сплавов. Такое устройство имеет, по меньшей мере, комплект 2 натяжных роликов, образованный в виде входного комплекта натяжных роликов и, по меньшей мере, комплект 3 натяжных роликов, образованный в виде выходного комплекта натяжных роликов, причем входной комплект 2 натяжных роликов служит созданию растяжения и выходной комплект 3 натяжных роликов служит снятию растяжения. Между входным комплектом 2 натяжных роликов и выходным комплектом 3 натяжных роликов может быть расположено устройство 5 обработки ленты, например прокатная клеть 4 (фиг.1-4) или блок вытяжки 5 (фиг.5). Блок вытяжки 5 согласно фиг.5 имеет другой комплект 6 натяжных роликов, который образован в виде комплекта вытяжных роликов.
Согласно изобретению теперь предусмотрено, что, по меньшей мере, один из натяжных роликов 7, 8, по меньшей мере, одного комплекта 2, 3, 6 натяжных роликов может отклоняться в плоскости В движения ленты и/или поперек к плоскости В движения ленты. С учетом того факта, что такой натяжной ролик 8 по обеим сторонам установлен с возможностью вращения в опорах 9, предусмотрено, что положение одной из этих опор 9 или обеих опор 9 может регулироваться в плоскости В движения ленты и/или поперек к плоскости В движения ленты. Для этого к опорам 9 могут быть присоединены приводы, обеспечивающие изменение положения, или сервоприводы, которые не показаны на чертежах.
Ниже изобретение должно быть пояснено на примере процесса прокатки (сравните фиг.1-4). Между входным комплектом 2 натяжных роликов и выходным комплектом 3 натяжных роликов согласно фиг.1 и 3 расположена прокатная клеть 4. В соответствии с фиг.1 натяжной ролик 8 комплекта 2 натяжных роликов, расположенный непосредственно перед или после прокатной клети 4, может отклоняться внутри плоскости В движения ленты и, следовательно, занимать косое положение. Таким образом, растяжение ленты концентрируется на одной стороне, т.е. в области края ленты растягивающее напряжение в ленте повышается, в то время как на другом крае ленты уменьшается. Косое положение ролика 8 внутри плоскости В движения ленты изображено на фиг.2 (сильно преувеличено). Угол отклонения α в плоскости движения ленты составляет обычно лишь от 0 до 2°, преимущественно лишь от 0 до 1°. Получающееся в результате этого распределение растягивающих напряжений Z точно также представлено на фиг.2. Представленный способом может корректироваться, например, саблевидность ленты. В приведенном примере осуществления данный ролик 8 может не иметь привода. Однако в рамках изобретения содержатся постоянно как (вращающиеся) приводимые в движение, так и не приводимые в движение натяжные ролики. Впрочем, на фиг.1 можно видеть, что является целесообразным, если угол обхвата составляет около 180°. Косое положение ролика 8 или угол опережения α - как приведено - относительно мал, так что смещение опоры 9 может составлять менее одного миллиметра. Поразительным образом такого рода небольшие смещения достаточны, чтобы одновременно предотвратить проблемы, связанные с ненадежным ходом ленты. Чтобы расширить область регулировки общей ровности имеется возможность комбинации представленного ролика 8 с остальными исполнительными органами, обеспечивающими ровность ленты, прокатной клети 4.
В то время как в примере осуществления по фиг.1 натяжной ролик 8 отклоняется в плоскости движения ленты В, на фиг.3 показан вариант осуществления, при котором ролик 8, расположенный непосредственно перед или следом за прокатной крепью В, отклоняется перпендикулярно к плоскости движения В ленты. Фиг.4 показывает отчетливо, что таким образом растягивающие напряжения Z в ленте концентрируются на краях или кромках ленты, следовательно, в области краев ленты будут иметь место более высокие растягивающие ленту напряжения, чем в области середины ленты. В виде последствия по краям повышается восстановление при прокатке или степень дрессирования при дрессировочных клетях и появляется тенденция к волнистости на краях, так что путем соответствующего осуществления способа может выравниваться волнистость в середине. Также при этом примере осуществления является целесообразным, чтобы установка косого положения согласовывалась с остальными исполнительными элементами прокатной клети, обеспечивающими ровность, чтобы расширить диапазон регулирования по всей поверхности.
Подобным образом, как и при прокатке, согласно фиг.1-4 эффект, предложенный согласно изобретению, может достигаться также при рихтовке с продольной гибкой. Этот вариант осуществления не представлен на чертежах. В месте в ленте, где господствуют более высокие растягивающие напряжения, чем в других местах, лента пластически сильнее растягивается и следовательно удлиняется.
На фиг.5 показано устройство для вытяжки, предложенное в соответствии с изобретением. Оно имеет также входной комплект 2 натяжных роликов для создания растяжения и выходной комплект 3 натяжных роликов для снятия растяжения. Между входным комплектом натяжных роликов и выходным комплектом натяжных роликов расположен еще один комплект 6 натяжных роликов, который выполнен в виде комплекта вытяжных роликов с двумя вытяжными роликами 7, 8. Между этими обоими вытяжными роликами 7, 8 образуется зона вытяжки, внутри которой происходит пластическая деформация для получения ровности ленты. Согласно изобретению теперь предусмотрено, что, по меньшей мере, один из этих вытяжных роликов 7, 8, например вытяжной ролик 8, на выходной стороне может отклоняться в плоскости движения ленты и/или поперек к плоскости В движения ленты. Под плоскостью В движения ленты здесь также подразумевается плоскость В движения ленты в области зоны деформирования и следовательно в области зоны вытяжки R. На фиг.5 показано только регулирование поперек или перпендикулярно к плоскости движения ленты. При вытяжке растягивающие напряжения лежат в зоне вытяжки и имеют порядок величин предела текучести. При идеально пластических условиях, при которых не имеет место какой-либо наклеп, следует исходить из того, что отклонение не оказывает воздействия на распределение растягивающих напряжений в ленте в зоне вытяжки. Однако отклонение оказывает влияние непосредственно на степень ровности, так как пластическое поведение при удлинении ленты в зоне вытяжки зависит от углового положения ролика. Регулируемый ролик 8 функционирует, так сказать, как другой исполнительный элемент, обеспечивающий ровность.
Представляется целесообразным, когда в описанную установку интегрируется устройство 10 для измерения ровности. Причем речь может идти о ролике 10, измеряющем ровность, или об устройстве для измерении ровности другого вида, например о бесконтактном устройстве для измерения ровности. На фиг.5 показано, что целесообразно расположить это устройство 10 для измерения ровности позади выходного комплекта 3 натяжных роликов. С помощью последующего измерения распределения растягивающих напряжений в ленте после прокатки или рихтовки или вытяжки может осуществляться управление и/или регулирование установки описанного предложенного в соответствии с изобретением натяжного ролика 8. При необходимости может быть оборудован замкнутый контур регулирования ровности. Изобретение может комбинироваться при этом также с другими исполнительными элементами, обеспечивающими ровность, например с роликом, имеющим переменный контур.
Изобретение относится к области обработки металлов давлением и может быть использовано для правки металлических лент, в частности тонких лент, например, из алюминиевых сплавов, в ходе прокатки, рихтовки и/или вытяжки. Используют, по меньшей мере, один комплект натяжных роликов с, по меньшей мере, двумя натяжными роликами. По меньшей мере, один из натяжных роликов комплекта натяжных роликов может отклоняться в плоскости движения ленты и/или поперек к плоскости движения ленты для регулирования переменной по ширине ленты степени ровности. Повышается качество правки. 2 н. и 8 з.п. ф-лы, 5 ил.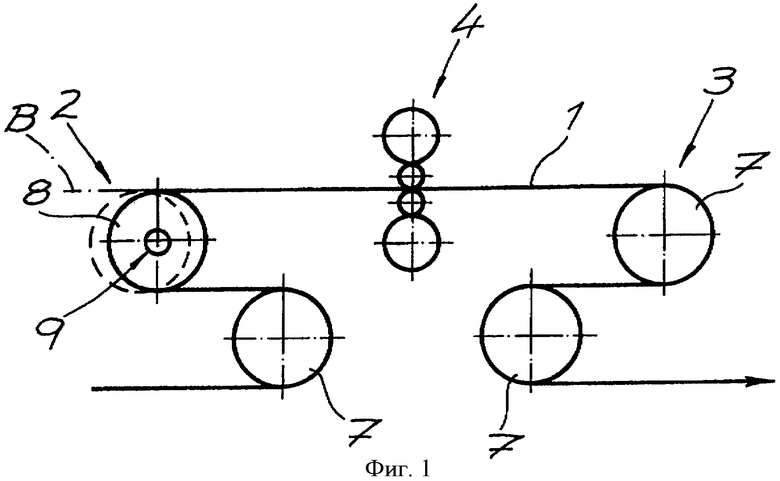
1. Устройство для правки металлических лент (1), в частности тонких металлических лент, например, из алюминиевых сплавов, в ходе прокатки, рихтовки и/или вытяжки, с, по меньшей мере, одним комплектом (2, 3, 6) натяжных роликов с, по меньшей мере, двумя натяжными роликами (7, 8), отличающееся тем, что, по меньшей мере, один из натяжных роликов (7, 8) комплекта (2, 3, 6) натяжных роликов выполнен с возможностью отклонения в плоскости (В) движения ленты и/или поперек к плоскости (В) движения ленты и регулировки переменной по ширине ленты ровности.
2. Устройство по п.1, отличающееся тем, что оно снабжено, по меньшей мере, одним комплектом натяжных роликов, выполненных в виде входного (2) комплекта натяжных роликов, для создания растяжения, а также снабжено, по меньшей мере, одним комплектом натяжных роликов, выполненных в виде выходного комплекта (3) натяжных роликов, для снятия растяжения, причем между входным комплектом (2) натяжных роликов и выходным комплектом (3) натяжных роликов расположена, по меньшей мере, одна прокатная клеть (4), устройство для рихтовки и/или устройство (5) для вытяжки с, по меньшей мере, одним комплектом натяжных роликов, образованным в виде комплекта (6) вытяжных роликов, причем, по меньшей мере, один из натяжных роликов (7, 8), по меньшей мере, одного комплекта (2, 3, 6) натяжных роликов выполнен с возможностью отклонения в плоскости (В) движения ленты и/или поперек к плоскости (В) движения ленты.
3. Устройство по п.1 или 2, отличающееся тем, что, по меньшей мере, один из натяжных роликов (7, 8) установлен обеими сторонами в опорах (9) с возможностью вращения, причем положение одной опоры (9) или обеих опор (9) может регулироваться в плоскости (В) движения ленты и/или поперек к плоскости (В) движения ленты.
4. Устройство по п.3, отличающееся тем, что положение одной опоры (9) или обеих опор (9) имеет возможность регулирования с помощью одного или нескольких сервоприводов положения.
5. Устройство по п.1 или 2, отличающееся тем, что натяжной ролик (8) выполнен с возможностью отклонения для направления вокруг него металлической ленты (1) с углом обхвата, по меньшей мере, в 45°, предпочтительно, по меньшей мере, в 90°, особо предпочтительно, по меньшей мере, в 180°.
6. Устройство по п.1 или 2, отличающееся тем, что за комплектом (2, 3, 6) натяжных роликов расположено, по меньшей мере, одно устройство (10) для измерения ровности, которое соединено с устройством для управления и/или регулирования, связанным с натяжным роликом (8), выполненным с возможностью отклонения.
7. Способ правки металлических лент в ходе прокатки, рихтовки и/или вытяжки с помощью устройства по одному из пп.1-6, включающий, по меньшей мере, местным образом пластическое деформирование и регулирование переменной по ее ширине степени ровности посредством отклонения, по меньшей мере, одного натяжного ролика находящейся под растяжением ленты.
8. Способ по п.7, отличающийся тем, что натяжной ролик для регулирования степени ровности отклоняют в плоскости ленты и/или поперек к плоскости ленты на угол а от 0 до 5°, преимущественно от 0 до 3°.
9. Способ по п.7 или 8, отличающийся тем, что натяжной ролик для регулирования степени ровности в области одной опоры или в области обеих опор смещают в плоскости ленты и/или поперек к плоскости ленты на от 0 до 2 мм, например на от 0 до 1 мм.
10. Способ по п.7 или 8, отличающийся тем, что определяют ровность ленты и натяжной ролик устанавливают и/или регулируют в зависимости от определенной ровности.
| СПОСОБ ПРАВКИ РАСТЯЖЕНИЕМ ХОЛОДНОКАТАНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2275263C2 |
| Установка для непрерывной правки проката | 1979 |
|
SU772647A1 |
| Устройство для правки проката | 1983 |
|
SU1140848A2 |
| Щетка | 1989 |
|
SU1611326A1 |
| Узел установки роликов листоправильной машины | 1989 |
|
SU1682000A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ НРАВКИ ПОЛОСОВОГО ПРОКАТА | 1971 |
|
SU425692A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2041754C1 |
| Способ правки полосы | 1990 |
|
SU1784336A1 |
| СПОСОБ ДОСТУПА К РЕСУРСАМ "ВСЕМИРНОЙ ПАУТИНЫ" ЧЕРЕЗ ШЛЮЗЫ-ПРЕДСТАВИТЕЛИ | 1996 |
|
RU2118051C1 |

