Изобретение относится к оборудованию для резки, в том числе просечки ленточного материала, и может быть использовано на предприятиях металлургического, машиностроительного и строительного комплексов.
Известна линия для изготовления просечно-вытянутой заготовки (полуфабриката) просечно-вытяжной (цельно-металлической) сетки [1], содержащая просечное устройство (многодисковые ножницы) и привод устройства.
Недостатками технического решения [1] является низкая производительность, невозможность реализации непрерывного процесса получения полуфабриката цельно-металлической сетки (по схеме рулон-рулон), ограниченная область использования (цельно-металлическая сеточная продукция, полученная из заготовки толщиной более 0,3 мм), высокая металлоемкость, стоимость и большие затраты на транспортировку и складирование.
Известно применение многороликового натяжного устройства для создания регулируемого натяжения при дрессировке ленты, содержащего ролики, корпус, раму и привод роликов [2].
Изменение величины усилия натяжения ленты в известном устройстве [2] достигается изменением скорости вращения роликов.
Однако наличие привода роликов устройства значительно усложняет конструкцию стана. Кроме того, известное техническое решение [2] не позволяет изменять величину натяжения деформируемой ленты по ее ширине.
Наиболее близкой по составу оборудования предлагаемому изобретению является линия продольной резки ленты [3], содержащая разматыватель, правильную машину, подающие валки, смонтированные на раме привода ножницы продольной резки (многодисковые ножницы) и намоточное устройство.
Многодисковые ножницы, намоточное и правильное устройства выполнены приводными, при этом последнее установлено перед многодисковыми ножницами.
Стабилизация уровня ленты по высоте в очаге деформации обеспечивается подающими валками и выводной арматурой, которой оборудованы многодисковые ножницы.
Недостатком известной линии [3] являются ограниченные технологические возможности, так как она может быть использована только для резки исходной ленты на ленточки шириной не менее 4 мм [4].
Кроме того, с уменьшением ширины отрезаемых ленточек снижается качество готовой продукции и увеличиваются трудозатраты на настройку многодисковых ножниц, что связано с несовершенством известных конструкций съемников и сложностью обеспечения равного натяжения для всех отрезаемых узких ленточек при их смотке на барабан одного намоточного устройства.
В основу изобретения положена техническая задача, заключающаяся в расширении технологических возможностей линии продольной резки ленты путем изготовления полуфабриката цельно-металлической сетки и порезки ленты шириной менее 4 мм при одновременном повышении качества готовой продукции, компактности рулонов и снижении трудозатрат на эксплуатацию.
Поставленная задача рожается тем, что линия продольной резки ленты, содержащая разматыватель, намоточное устройство и установленные на раме привода многодисковые ножницы, согласно изобретению снабжена натяжным устройством, которое установлено на раме между намоточным устройством и многодисковыми ножницами и выполнено в виде роликовой клети, неприводные ролики которой расположены в верхнем и нижнем горизонтах корпуса натяжного устройства с возможностью взаимного контакта, причем в верхнем горизонте упомянутого корпуса размещено два ролика, а в нижнем - один, при этом корпус, один из верхних и нижний ролики смонтированы посредством оси и поворотных рычагов на раме и в корпусе соответственно с возможностью поворота, оси поворота поворотных рычагов ориентированы параллельно, а ось поворота корпуса - перпендикулярно осям вращения роликов, поворотные рычаги верхнего ролика и корпус оборудованы средствами регулируемого поворота, кроме того, многодисковые ножницы, содержащие приводные валы со съемниками в виде колец, установленных между составными режущими дисками, оборудованы двумя парами опорных роликов, последние смонтированы над верхним и под нижним валами, параллельно им, с возможностью регулируемого перемещения в направлении, перпендикулярном плоскости осей валов, и снабжены средствами этого перемещения, а кольца установлены между составными режущими дисками с возможностью свободного осевого и радиального перемещений и оперты на соответствующую пару опорных роликов.
Средства регулируемого поворота верхнего ролика натяжного устройства выполнены в виде передачи винт-гайка, при этом гайка упомянутой передачи смонтирована в расточке корпуса с возможностью свободного осевого перемещения, а между опорным торцем гайки и корпусом установлен упругий элемент в виде кольца из полиуретана.
Валы многодисковых ножниц оборудованы средствами включения с приводом последних.
Поворотный верхний ролик натяжного устройства установлен в корпусе со стороны намоточного устройства.
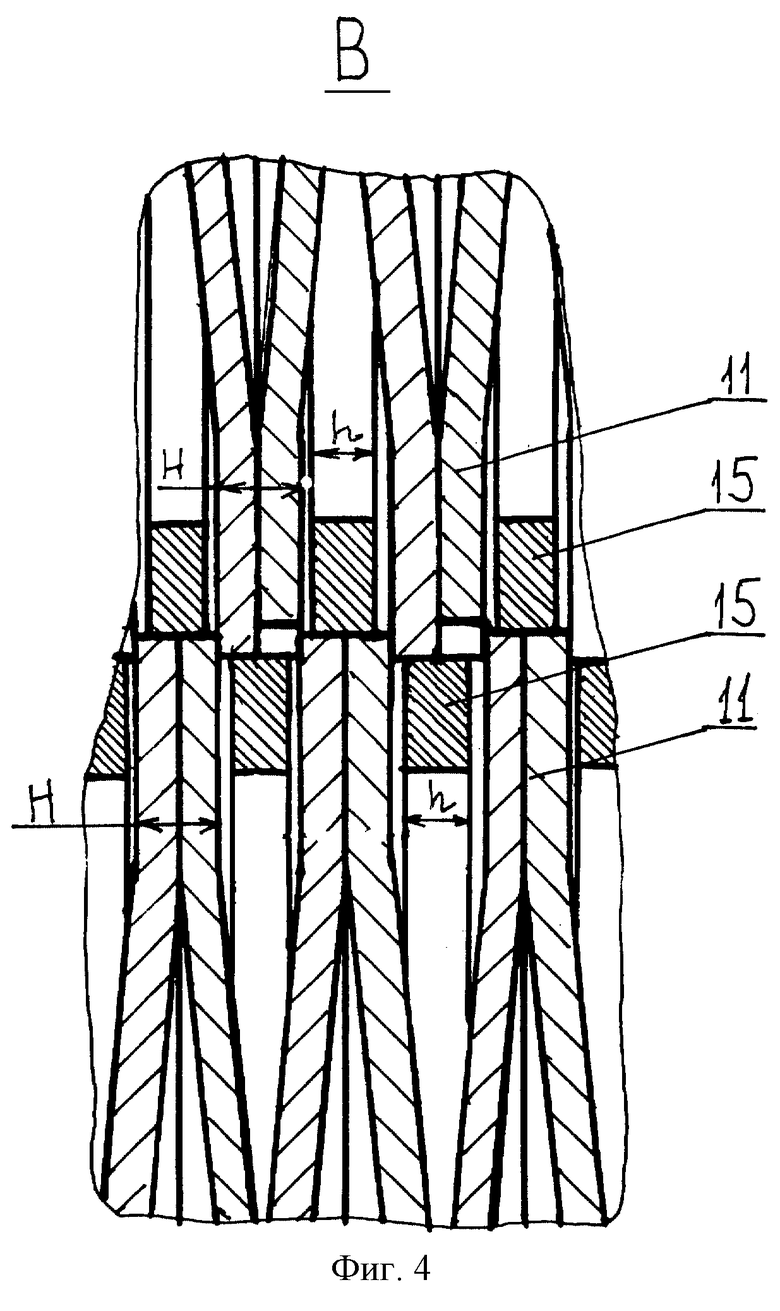
Толщина h колец выполнена равной h=0,8...0,95 Н, где Н - толщина составного режущего диска.
Оснащение линии продольной резки многодисковыми ножницами [5] существенно расширяет ее технологические возможности, так как конструктивное исполнение составных режущих дисков позволяет получать рулонированный полуфабрикат цельно-металлической сетки, в том числе из ленты толщиной менее 0,3 мм и выполнять продольную порезку ленты на полоски шириной менее 4 мм.
Однако после периодической резки ленты полуфабрикат в местах соединения полосок с перемычками имеет большую толщину (образуются вспучивания), чем исходная заготовка, а это наряду с деформацией полосок при их съеме с составных режущих дисков не обеспечивает плотной намотки рулона полуфабриката. В результате при намотке полуфабриката на барабан наблюдается послойное его проскальзывание, а прерывистый характер процесса периодической резки ленты приводит к тому, что слои в момент проскальзывания смещаются в осевом направлении. Указанные негативные явления отрицательно сказываются на сохранности формы рулона и кромочных полосок при транспортировке и хранении полуфабриката, а смятие кромочных полосок и слоев рулона препятствует осуществлению растяжения полуфабриката в цельно-металлическую сетку.
Установка перед намоточным устройством натяжного устройства в виде роликовой клети, неприводные ролики которой расположены в верхнем и нижнем горизонтах корпуса с возможностью взаимного контакта и оборудованы средствами регулирования взаимного положения, обеспечивает повышение плотности намотки полуфабриката в рулоне и устранение дефектов намотки рулона, связанных с проскальзыванием слоев полуфабриката за счет эффективной правки вспучиваний и деформированных полосок и возможности создания требуемого усилия натяжения полуфабриката на участке натяжное устройство - намоточное устройство.
Установка корпуса натяжного устройства на раме посредством оси, перпендикулярной осям вращения роликов, и оборудование корпуса средствами регулируемого поворота позволяет создать равные усилия натяжения кромочных полосок полуфабриката, что исключает образование дефектов намотки рулона, связанных с ослаблением натяжения одной из кромок.
Исполнение средств регулирования взаимного положения роликов предлагаемым образом обеспечивает установку заданного натяжения полуфабриката, в том числе и по его ширине, эффективную правку вспучиваний и деформированных полосок при простом конструктивном исполнении устройства и минимальных трудозатратах на его эксплуатацию.
Размещение поворотного верхнего ролика со стороны намоточного устройства устраняет влияние операций по установке взаимного положения роликов на стабильность процесса резки ленты.
Установка между опорным торцем подвижной в осевом направлении гайки упругого элемента в виде кольца из полиуретана существенно упрощает настройку взаимного положения роликов, исключает поломки деталей и повышает качество правки.
Осуществление процесса периодической резки ленты при отключенном приводе валов многодисковых ножниц повышает точность резки, увеличивает стойкость составных режущих дисков и исключает необходимость в согласовании скоростей намоточного устройства и многодисковых ножниц.
Выполнение съемников прерывистых полосок с составных режущих дисков в виде колец, которые установлены на валах с возможностью свободного осевого и радиального перемещений и оперты на соответствующую пару опорных роликов, позволяет исключить обрывы полосок при их съеме дисков и существенно снизить трудозатраты по сборке и настройке многодисковых ножниц.
Выполнение толщины кольца h, равной h=0,85...0,95 Н, обеспечивает оптимальные условия работы колец и составных режущих дисков, при этом нарушение регламентируемого диапазона в меньшую сторону приводит к повышенной деформации прерывистых полосок (отрезаемых ленточек) при их съеме с составных режущих дисков, а в большую - к снижению точности резки и повышенному износу составных режущих дисков и колец.
Оборудование каждой пары опорных роликов средствами регулируемого перемещения в направлении, перпендикулярном плоскости осей валов, позволяет устранить отрицательное влияние переменных технологических факторов (износа, усилия сжатия составных режущих дисков и др.) на величину деформации полосок.
Следует отметить, что указанные выше преимущества в равной степени относятся и к случаю продольной резки исходной ленты на узкие ленточки.
Таким образом, использование многодисковых ножниц с предлагаемыми съемниками и устройством натяжения обеспечивает расширение технологических возможностей известной линии путем получения рулонированного полуфабриката цельно-металлической сетки, в том числе из ленты толщиной менее 0,3 мм и порезки исходной ленты на ленточки шириной менее 4 мм, при одновременном повышении качества готовой продукции, увеличении плотности намотки рулонов и снижении трудозатрат на эксплуатацию линии.
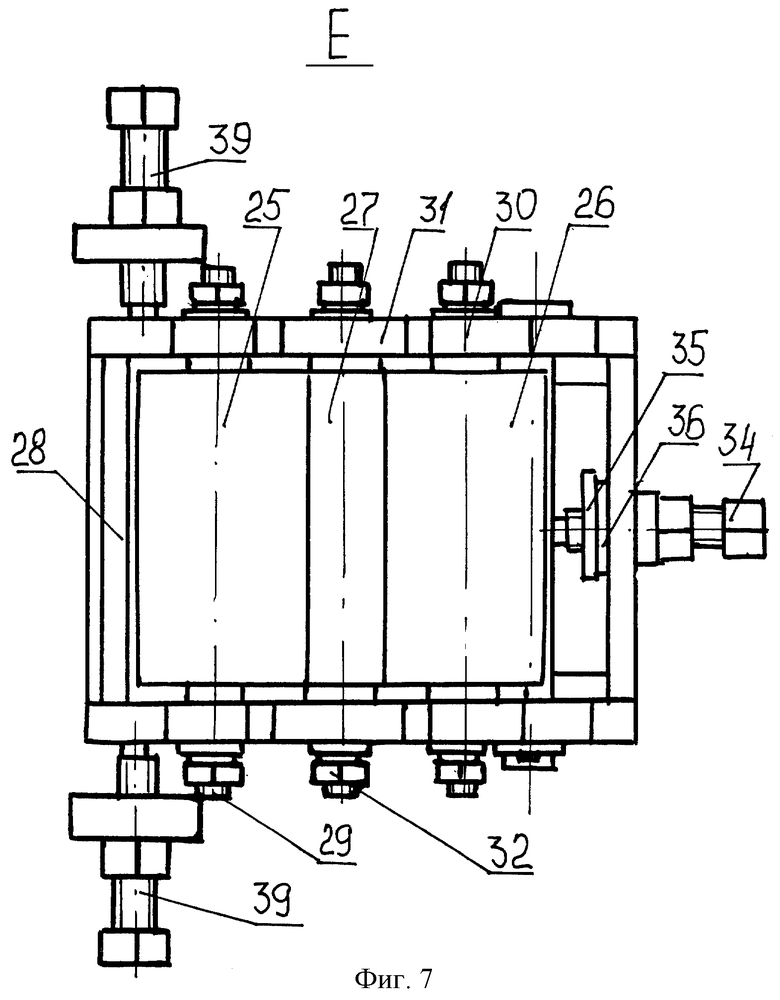
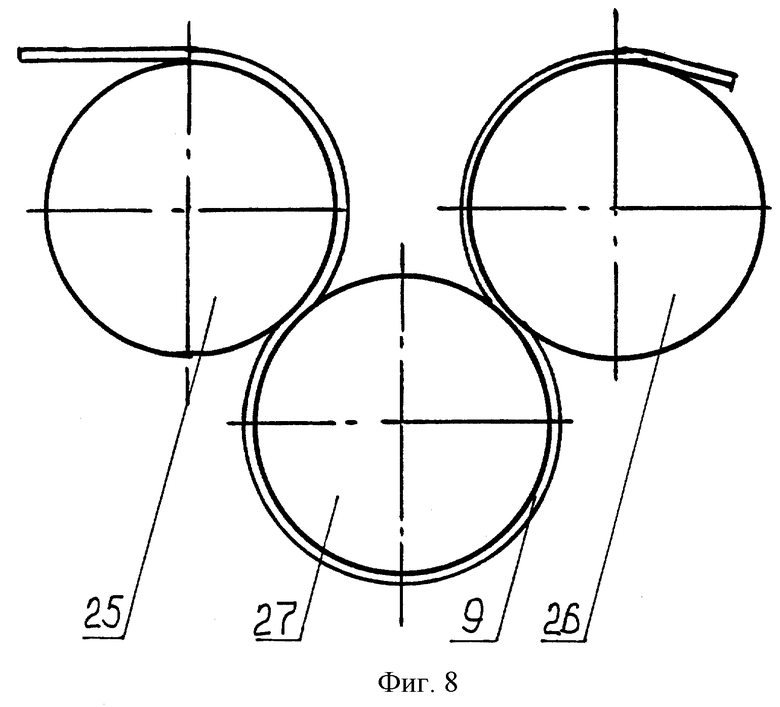
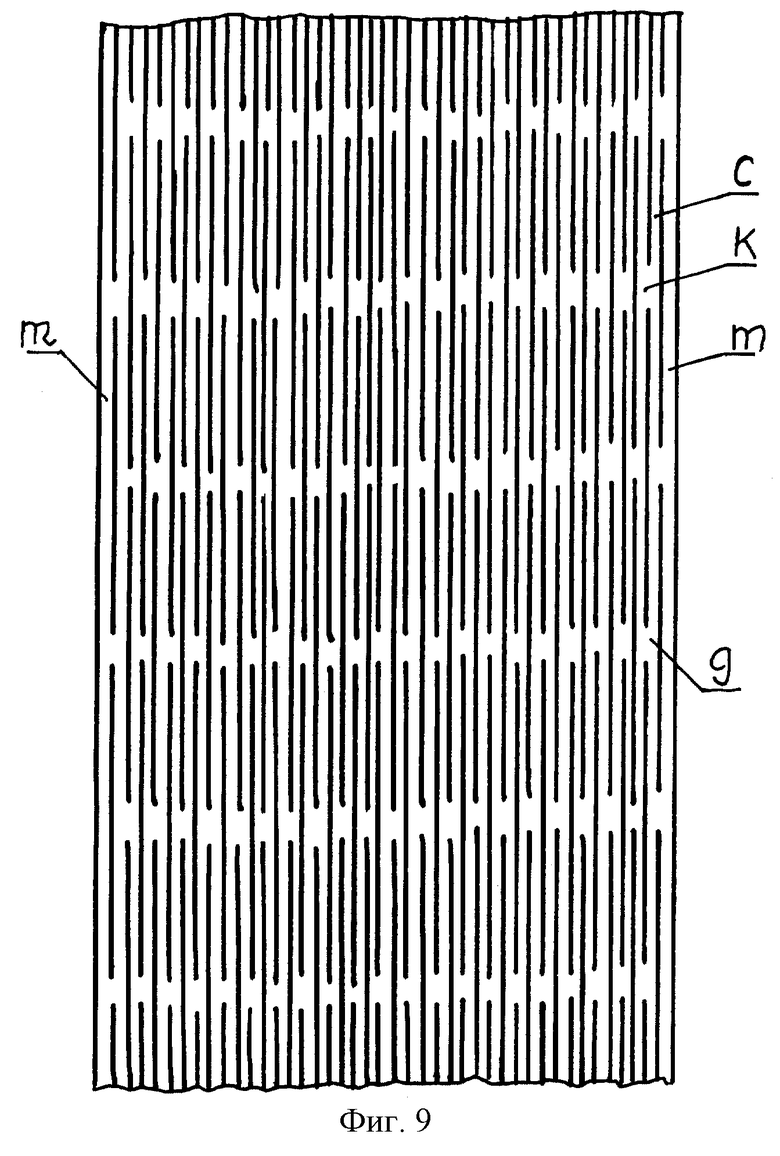
Предлагаемое изобретение поясняется чертежами, где на фиг.1 показана линия продольной резки ленты, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг. 2, на фиг.4 - выносной элемент В на фиг.2, на фиг.5 - выносной элемент Г на фиг.1, на фиг.6 - разрез Д-Д на фиг.5, на фиг.7 - вид Е на фиг.5, на фиг.8 - положение полуфабриката цельно-металлической сетки на роликах натяжного устройства, на фиг.9 - полуфабрикат цельно-металлической сетки.
Линия продольной резки ленты содержит (фиг.1) разматыватель 1 рулона 2 с исходной лентой 3, подающие валки 4, смонтированные на раме 5 привода 6 многодисковые ножницы 7, натяжное устройство 8 полуфабриката 9 цельно-металлической сетки (отрезаемых узких ленточек) и намоточное устройство 10.
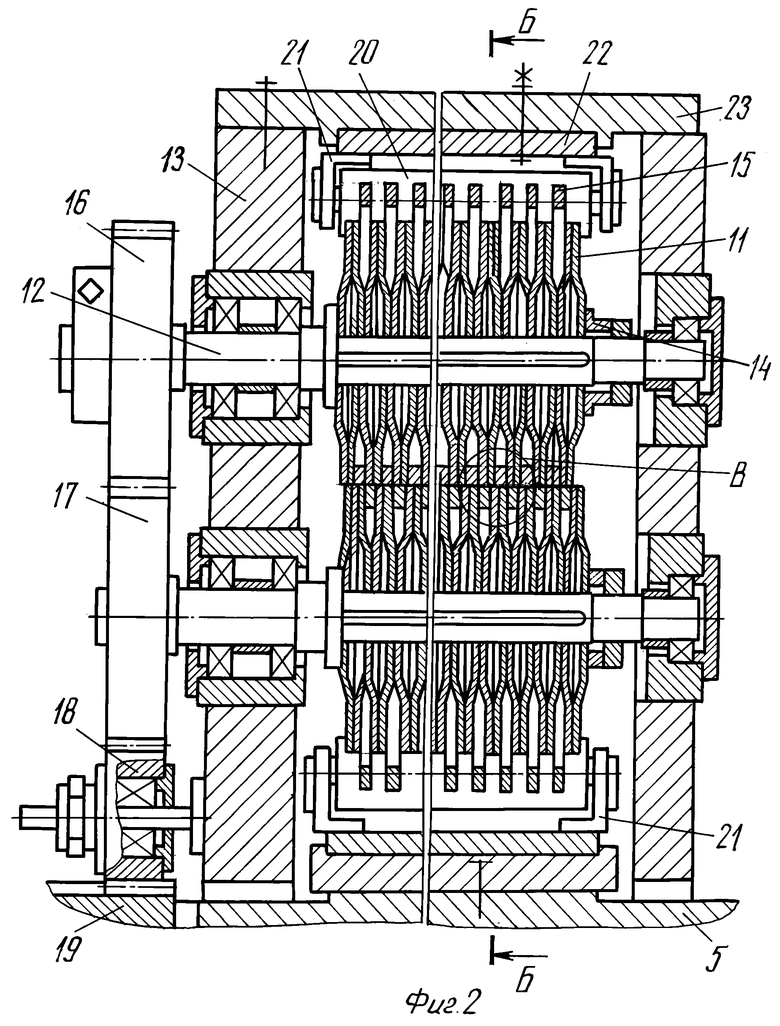
Многодисковые ножницы 7, выполненные по патенту 2148479, содержат (см. фиг. 2, 3, 4) составные режущие диски 11, установленные на двух параллельных валах 12, размещенных в опорных стойках 13, механизмы выборки зазоров 14 между режущими кромками оппозитно расположенных составных режущих дисков 11 и выполненные в виде колец 15 съемники.
Валы 12 кинематически связаны между собой шестернями 16, 17. Шестерня 16 оборудована средствами бесступенчатой регулировки взаимного углового положения валов 12 (на черт. не показано), а шестерня 17 - средствами включения с приводом 6 многодисковых ножниц 7, выполненными в виде подвижной в осевом направлении шестерни 18, находящейся в постоянном зацеплении с шестерней 19 привода 6, и системы рычагов управления (на черт. не показано).
Кольца 15 установлены на валах 12 между составными режущими дисками 11 с возможностью свободного осевого Δh и радиального ΔR перемещений, величина которых определяется из соотношений: Δh=Н-h, ΔR=А-d, где Н - толщина составного режущего диска 11, h - толщина кольца 15, А - расстояние между осями валов 12, d - диаметр составного режущего диска (см. фиг.3, 4), и оперты на опорные ролики 20. Опорные ролики 20 попарно смонтированы над верхним и под нижним валами 12, параллельно им посредством съемных боковин 21, подвижных в направлении, перпендикулярном плоскости осей валов 12 ползунов 22 и оснований 23. Основания 23 нижней и верхней пар опорных роликов 20 жестко скреплены посредством болтов (на черт. не показано) соответственно с рамой 5 и опорной стойкой 13, расположенной у привода 6 многодисковых ножниц 7. Ползуны 22, размещенные в направляющих (на черт. не показано) оснований 23, снабжены средствами регулируемого перемещения в виде передачи винт-гайка 24. Фиксация ползунов 22 от вертикальных перемещений осуществляется болтовым соединением (на черт. не показано).
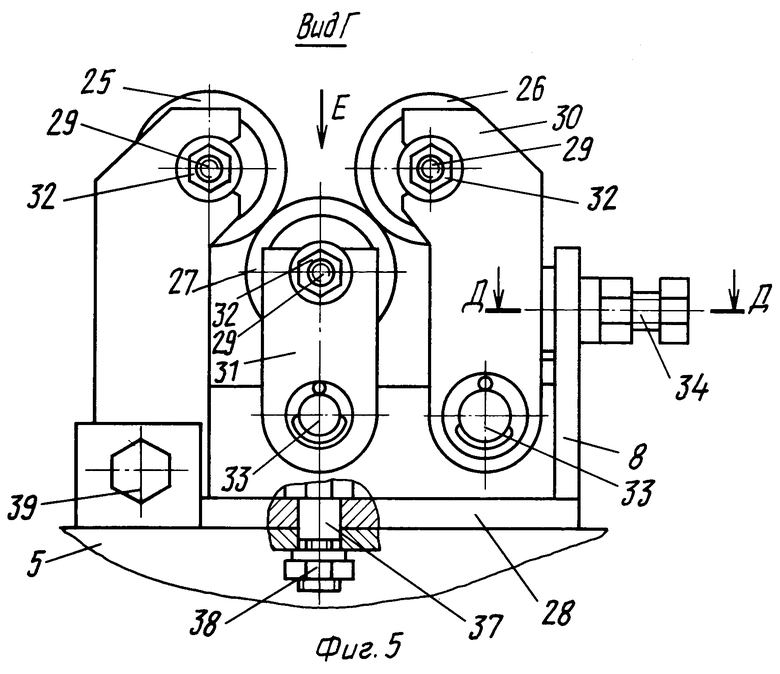
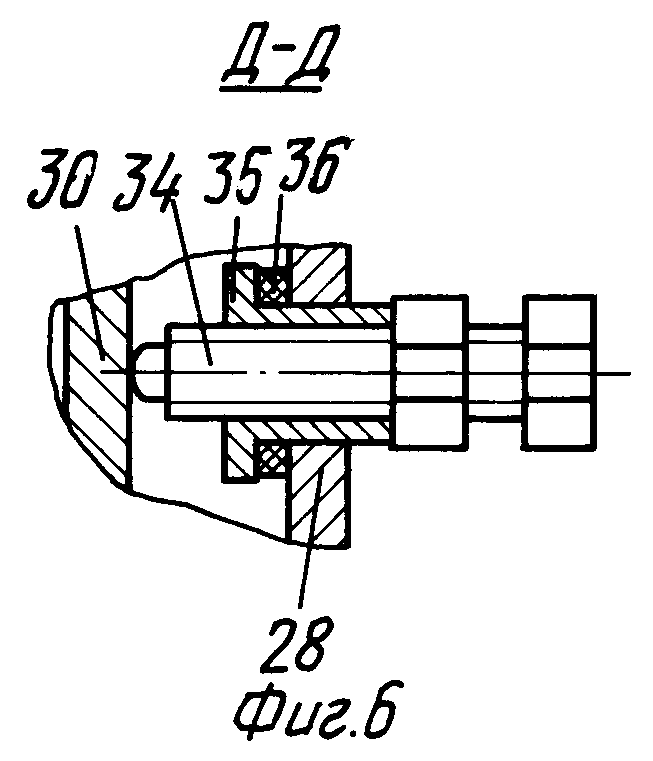
Натяжное устройство 8 (см. фиг.5, 6, 7) содержит верхние 25, 26 и нижний 27 ролики, которые смонтированы в верхнем и нижнем горизонтах корпуса 28 с возможностью взаимного контакта. Неподвижные оси 29 роликов 25, 26, 27 устанавливается в U-образных пазах, выполненных на стойках корпуса 28 и поворотных рычагах 30, 31, и крепятся гайками 32. В верхнем горизонте корпуса 28 U-образные пазы своими открытыми частями ориентированы навстречу друг другу, а в нижнем горизонте - вверх. Поворотные рычаги 30, 31 установлены в корпусе 28 на осях 33, параллельных осям 29, с возможностью свободного поворота, при этом поворотный рычаг 30, расположенный со стороны намоточного устройства 10, снабжен средствами регулируемого поворота, выполненными в виде передачи винт 34 - гайка 35. Гайка 35 установлена в расточке корпуса 28 с возможностью осевого перемещения, а между опорным торцем гайки 35 и корпусом 28 установлен упругий элемент в виде кольца 36 из полиуретана.
Корпус 28 установлен на раме привода с возможностью поворота посредством оси 37, перпендикулярной осям 29 роликов 25, 26, 27, зафиксирован от вертикальных перемещений гайкой 38 и оборудован средствами регулируемого поворота в виде двух оппозитно расположенных передач винт-гайка 39.
Настройка и работа на линии продольной резки ленты осуществляется следующим образом.
В направляющих (на черт. не показано) оснований 23 монтируются ползуны 22 со средствами их перемещения по направляющим (на черт. не показано) в виде передачи винт-гайка 24, съемными боковинами 21 и опорными роликами 20. Передачами винт-гайка 24 выполняют предварительную настройку положения разноименных пар опорных роликов 20 относительно плоскости осей валов 12. В зависимости от намечаемого к реализации технологического процесса на валы 12 устанавливаются соответствующие составные режущие диски 11, а между ними кольца 15. Благодаря наличию зазоров в осевом и радиальном направлениях между кольцами 15, составными режущими дисками 11 и опорными роликами 20 установка колец 15 осуществляется при минимально возможных трудозатратах. Известным образом с помощью механизмов выборки зазоров 14 производится сжатие составных режущих дисков 11 на валах 12 и осуществляется установка опорной стойки 13, расположенной со стороны, противоположной приводу 6.
Винтом 34 поворотный рычаг 30 устанавливается в положение, обеспечивающее беспрепятственную заправку полуфабриката 9 (отрезаемых ленточек) в ролики 25, 26, 27 натяжного устройства 8 (см. фиг.8).
С помощью системы рычагов управления (на черт. не показано) подвижная в осевом направлении шестерня 18, находящаяся в постоянном зацеплении с шестерней 19 привода 6, вводится в зацепление с шестерней 17.
На разматыватель 1 устанавливается рулон 2 с исходной лентой 3. Передний конец исходной ленты 3 сматывают с рулона 2, пропускают между подающими валками 4 и подводят к составным режущим дискам 11. Включают в толчковом режиме привод 6. Составные режущие диски 11, вращаясь, своими режущими кромками разделяют исходную ленту на узкие полоски, а при прохождении через очаг деформации сквозных выемок (при периодической резке) образуют перемычки "k" (см. фиг.9). Съем отрезанных полосок, в том числе и прерывистых "с", с составных режущих дисков 11 производится кольцами 15, которые при прохождении ленточной заготовки через очаг деформации прижимаются к опорным роликам 20. В случае значительных деформаций полосок передачами винт-гайка 24 корректируют взаимное положение плоскостей осей колец 15 и валов 12. Далее осуществляют заправку переднего конца полуфабриката (концов отрезанных узких ленточек) 9 в ролики 25, 26, 27 натяжного устройства 8 и намоточное устройство 10. Винтом 34 выбирают зазоры между роликами 25, 26, 27 и полуфабрикатом (отрезанными узкими ленточками) 9 и осуществляют предварительное нагружение роликов 25, 26, 27, обеспечивающее эффективную правку вспучиваний и деформированных прерывистых полосок (отрезанных ленточек). Благодаря наличию упругого кольца 36 эта операция не требует особой точности установки осевого положения винта 34.
Поворотом корпуса 28 посредством передач винт-гайка 39 устанавливают равное друг другу натяжение кромочных полосок "m" (ленточек).
С помощью систем рычагов управления (на черт. не показано) подвижная в осевом направлении шестерня 18 выводится из зацепления с шестерней 17.
Для создания рабочего натяжения полуфабриката (отрезанных ленточек) 9 на участке "натяжное устройство 8 - намоточное устройство 10" на барабан намоточного устройства 10 наматывается 2-3 слоя полуфабриката (отрезанных ленточек). Выполняется проверка качества правки, величины усилия натяжения полуфабриката 9 в целом и его кромочных полосок "m". При необходимости осуществляется корректировка усилия сжатия роликов 25, 26, 27 и углового положения корпуса 28. После чего приступают к периодической (продольной) резке исходной рулонированной ленты 3.
Следует отметить, что установка верхнего поворотного ролика 26 в корпусе 28 натяжного устройства 8 со стороны намоточного устройства 10 обеспечивает совместно с подающими валками 4 стабилизацию уровня разрезаемой ленты 3 по высоте на участке линии между подающими валками 4 и натяжным устройством 8, что в свою очередь повышает качество резки.
Согласно предлагаемому изобретению была опробована технология продольной резки стальной ленты шириной 80 мм, толщиной: 0,1 мм; 0,12 мм; 0,15 мм; 0,3 мм на ленточки шириной: 2; 4 мм и изготовления полуфабриката цельно-металлической сетки с шириной прерывистых полосок; 1,9; 2,0 мм и длиной перемычек 5 мм. В качестве съемников использовались кольца толщиной: 0,7; 0,8; 0,85; 0,9; 0,95; 1,00 Н, где Н - толщина составного режущего диска.
Все экспериментальные исследования, проводимые на предлагаемой опытной линии, дублировались исследованиями без натяжного устройства и устройства включения с валами многодисковых ножниц, оборудованных известными съемниками [5].
В результате выполненных исследований установлено следующее.
Продольная резка исходной ленты на известном устройстве сопровождалась:
- частыми аварийными остановками из-за обрыва узких ленточек при съеме их с составных режущих дисков;
- торцевыми смещениями слоев и различной плотностью рулонов по ширине барабана намоточного устройства, что приводило к разборке части рулонов при их съеме с барабана.
При периодической резке исходной ленты также не удалось добиться качественной намотки полуфабриката в рулоне (торцевые смещения слоев, низкая плотность рулона) и избежать обрывов полосок. На одном квадратном метре цельно-металлической сетки в среднем было по 3-5 обрывов.
Кроме того, растяжение полуфабриката в цельно-металлическую сетку характеризовалось частыми остановками из-за смятия кромочных полосок при транспортировке и хранении рулонированного полуфабриката.
При реализации процессов периодической и продольной резки на предлагаемой линии с использованием колец толщиной h, равной h = 0,85...0,95 Н обрывов ленточек и полосок не обнаружено, торцевые смещения слоев в рулоне отсутствовали, а плотность рулонов была повышена в среднем на 15-20%.
Повышение плотности рулонов и отсутствие торцевых смещений слоев обеспечило:
- сохранение формы рулонов узких ленточек при их снятии с барабана и транспортировке;
- устранение смятия кромок рулонированного полуфабриката при транспортировке и хранении.
Резка исходной заготовки с использованием колец, толщина которых была больше регламентируемого диапазона, сопровождалась снижением точности резки и повышенным износом составных режущих дисков и колец, а меньше - повышенной деформацией прерывистых полосок (отрезаемых ленточек), устранение которой достигалось увеличением усилия сжатия роликов натяжного устройства, что в свою очередь приводит к увеличению установочной мощности привода намоточного устройства и повышенному износу роликов.
Следует отметить, что время настройки многодисковых ножниц в результате установки предлагаемых съемников было сокращено на 60%, а оборудование валов многодисковых ножниц устройством включения с приводом позволило повысить стойкость составных режущих дисков на 10-15% и сузить поле допуска на ширину отрезаемых полосок (ленточек) на 6-8%.
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет расширить технологические возможности линии при одновременном сокращении трудозатрат на ее эксплуатацию, повышение качества готовой продукции и компактности рулонов.
Предлагаемую линии продольной резки целесообразно применять при производстве узких рулонированных ленточек и полуфабриката цельно-металлической сетки на предприятиях металлургического и машиностроительного комплексов. Возможно применение указанной линии при резке бумаги, картона и других материалов.
Источники информации
1. Патент RU 2117543, 20.08.98, МПК 6 В 21 D 31/02, 47/02.
2. Целиков А.И., Зюзин В.И. Современное развитие прокатных станов. - М.: Металлургия, 1977, - С. 277.
3. Когос А.М. Механическое оборудование волочильных и листопрокатных цехов. 3-изд. - М.: Металлургия, 1980. - С. 296.
4. ГОСТ 503-81. Лента холоднокатанная из низкоуглеродистой стали. Технические условия.
5. Патент RU 2148479, 10.05.2000, МПК 7 В 23 D 19/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТОЧНОГО МАТЕРИАЛА | 2009 |
|
RU2419522C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2009 |
|
RU2419523C1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |

Изобретение относится к оборудованию для резки и может быть использовано при производстве ленточной и сеточной продукции на предприятиях металлургического, машиностроительного и строительного комплексов. Линия содержит разматыватель, намоточное устройство, натяжное устройство, а также многодисковые ножницы, на приводных валах которых установлены составные режущие диски со съемниками отрезаемых лент. Натяжное устройство выполнено в виде роликовой клети с верхними и нижним роликами, которые установлены с возможностью взаимного контакта и оборудованы средствами регулирования их взаимного положения. Корпус натяжного устройства смонтирован на раме посредством оси, перпендикулярной осям вращения указанных роликов, и снабжен средствами его регулируемого поворота. Съемники отрезаемых лент выполнены в виде колец, установленных между режущими дисками с возможностью свободного осевого и радиального перемещений и опертых на опорные ролики. Опорные ролики оборудованы средствами регулируемого перемещения. Использование такой конструкции позволяет расширить технологические возможности линии при одновременном повышении качества готовой продукции. 4 з.п.ф-лы, 9 ил.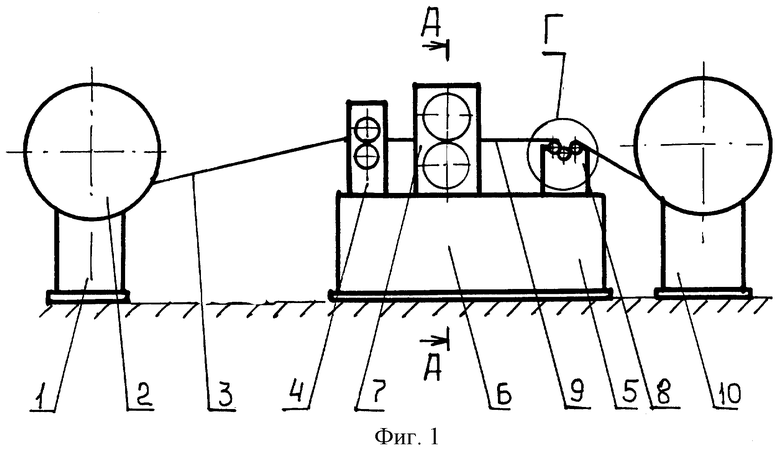
| Когос А.М | |||
| Механическое оборудование волочильных и листопрокатных цехов | |||
| - М.: Металлургия, 1980, с.296 | |||
| Устройство для резки ленты | 1984 |
|
SU1299709A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2086364C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| US 3628710, 21.12.1971 | |||
| СПОСОБ ОДНОВРЕМЕННОЙ ОБРАБОТКИ КРОМОК ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2143156C1 |
| FR 2058430, 03.05.1971. | |||
