Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для вытягивающей правки с гибкой металлических лент, причем лента проходит комплект входных натяжных роликов для создания натяжения ленты и комплект выходных натяжных роликов для уменьшения натяжения ленты,
причем лента между комплектом входных натяжных роликов и комплектом выходных натяжных роликов сначала попеременно изгибается вокруг отдельно поддерживаемых (то есть, не соединенных друг с другом с фрикционным замыканием), вытягивающих роликов и при этом коэффициент вытяжки повышается, и
причем лента затем проходит расположенный за последним вытягивающим роликом, многороликовый правильный комплект с большим количеством правильных роликов, вокруг которых, с целью уменьшения искривлений ленты и/или остаточных напряжений, лента попеременно изгибается. Величина, на которую лента (в целом) пластически вытягивается и, следовательно, удлиняется, обозначается как коэффициент вытяжки.
Посредством такого способа вытягивающей правки с гибкой можно править неровные металлические ленты и, следовательно, устранять неровности. Неровность предполагает, в частности, волнистость ленты и/или кривизну ленты, которые выявляются вследствие различий в длине волокон ленты в плоскости ленты. Под неровностями понимают, однако, также искривления ленты в продольном и поперечном направлениях, которые образуются вследствие наличия изгибающих моментов в ленте, к примеру, когда лента была упруго пластически изогнута вокруг направляющих роликов или за счет упругих пластических деформаций при навивке ленты. Продольные искривления обозначаются также как Coil-Set, а поперечные искривления как Cross-Bow. В ходе вытягивающей правки с гибкой неровная лента при растягивающем натяжении, значение которого лежит ниже предела RE эластичности или технического предела Rp0,01 эластичности материала ленты, (попеременно) изгибается вокруг роликов достаточно небольших диаметров, так что за счет наложения растягивающего напряжения на изгиб имеет место упругая/пластическая деформация в ленте. Лента пластически удлиняется, причем величины пластического удлинения обозначается как коэффициент вытяжки. При пластическом удлинении изначально короткие волокна ленты сравнительно сильно удлиняются. В идеальном случае после правки все волокна ленты имеют одинаковую длину, так что, в принципе, в идеально выпрямленной ленте отсутствует волнистость или не должны возникать искривления.
Уровень техники
В известных из практики способах вытягивающей правки с гибкой, в принципе, за счет попеременного изгибания в упруго пластичной зоне после правки в ленте могут иметь место остаточные изгибающие моменты, которые в процессе обработки ленты могут наблюдаться в виде поперечной кривизны и на вырезанном листе могут приводить к пластическому остаточному искривлению в продольном и/или поперечном направлениях. Остаточные изгибающие моменты возникают тогда, когда отдельные изгибы по своей интенсивности не согласованы друг с другом оптимальным образом. Радиусы гибки зависят от параметров ленты (толщины, коэффициента упругости, циклической характеристики прочности, коэффициента поперечного сжатия), от натяжения ленты, от диаметров роликов, а также от геометрии движения ленты вокруг роликов. В первом приближении последний параметр может быть описан посредством угла обхвата ленты вокруг роликов. При достаточно большом угле обхвата или достаточном натяжении лента принимает радиус ролика. Тогда изгиб ленты достигает своего максимума и при увеличивающемся далее угле обхвата или при увеличивающемся натяжении остается неизменным. Как правило, однако, углы обхвата отрегулированы таким образом, что лента не повторяет радиус ролика.
Даже при оптимальной регулировке заданной структуре вытягивающей правки с гибкой выявляются остаточные изгибающие моменты за счет отклонений параметров процесса. Так как на практике как натяжение и, следовательно, коэффициент вытяжки, так и значения прочности и толщина ленты, в принципе, подвержены определенным отклонениям.
Простой процесс вытягивающей правки с гибкой лишь с тремя изгибаниями относительно восприимчиво реагирует на отклонения в указанных параметрах. Поэтому в ленте, в зависимости от варианта применения, остаются нежелательно большие остаточные изгибания.
Существенное улучшение обеспечивает процесс вытягивающей правки с гибкой с четырьмя отдельными, выполненными с возможностью регулировки, вытягивающими роликами (см. WO 2011/032890 А1).
Более высокие требования выставляются, к примеру, тогда, когда предел вытяжки и требуемый коэффициент вытяжки становятся очень высокими, к примеру, у высокопрочных стальных лент. Тогда может потребоваться большее количество изгибаний для удержания значения остаточного изгибания внутри диапазона малых значений, к примеру, менее 10-1 (1/м).
Классическим техническим решением, посредством которого может быть осуществлено большое количество изгибания, является многороликовый правильный комплект, к примеру, с нижней жесткой или с верхней выполненной с возможностью регулировки кассетой с правильными роликами и опорными роликами. Верхняя кассета, как правило, осуществлена с возможностью вертикальной регулировки по положению и с возможностью регулировки по наклону. Таким образом, получают линейно, от ролика к ролику, уменьшающийся угол обхвата, причем первый и последний правильные ролики, соответственно, имеют лишь половинный угол обхвата и первоначально функцию Passlein-роликов. Недостатком такого классического решения является то, что правильные ролики внутри кассеты через опорные ролики с фрикционным замыканием соединены друг с другом, то есть, что все правильные ролики вращаются с одной и той же скоростью. За счет полученного в ленте в ходе вытягивающей правки с гибкой удлинения (то есть, коэффициента вытяжки) лента, однако, перемещается, соответственно, от ролика к ролику все быстрее. Вследствие этого, в комплекте роликов имеет место пробуксовка и, как следствие, вибрации, которые могут приводить к образованию нежелательных следов вибраций на ленте. Риск возникновения следов вибраций увеличивается с коэффициентом вытяжки, так что такая конструкция на практике используется, прежде всего, при небольших коэффициентах вытяжки.
На основании этого, уже было предложено комбинировать традиционное устройство для вытягивающей правки с гибкой с многороликовыми правильными блоками. Такой способ вытягивающей правки с гибкой ранее описанного типа известен, к примеру, из ЕР 0665069 В1 или из DE 69514010 Т2. Положения роликов регулируются посредством системы управления/регулировки, которая работает с математической моделью. При этом посредством вытягивающих роликов, выполненных с возможностью попарной регулировки относительно друг друга, получают коэффициент вытяжки. В комплекте роликов затем, без существенного повышения коэффициента вытяжки, производится лишь корректировка погрешностей продольного изгиба.
Преимущества комбинации устройства для вытягивающей правки с гибкой с многороликовым правильным блоком описываются уже в статье «Advances in Levelling Machines)), Keiji Yamamoto и Keizô Abe в «Journal of the Research Group of Flattened Metal Technology 31 (1992), 24-31». И там коэффициент вытяжки получается посредством выполненных с возможностью попарной регулировки относительно друг друга вытягивающих роликов. В комплекте роликов производиться затем корректировка погрешностей изгиба.
Раскрытие изобретения
В изобретении поставлена задача создания способа и устройства для вытягивающей правки с гибкой, который при небольших технических затратах обеспечивает оптимальные данные планшетности ленты, в частности, и у высокопрочных лент, а также высокие требуемые коэффициенты вытяжки.
Для решения данной задачи изобретение в способе ранее описанного типа предусмотрено в соответствии с родовой версией, что пластический коэффициент вытяжки создается как посредством вытягивающих роликов, так и частично посредством многороликового правильного комплекта. Изобретение исходит при этом из тезиса о том, что результаты правки можно явно улучшить, если коэффициент вытяжки получается не только лишь или, в основном, не только лишь посредством вытягивающих роликов, но и, если многороликовый правильный комплект абсолютно целенаправленно приобщается к формированию значительной доли коэффициента вытяжки. Так в рамках изобретения предусматривается, что, по меньшей мере, 5% пластического коэффициента вытяжки, предпочтительно, по меньшей мере, 10% пластического коэффициента вытяжки, создается посредством нижестоящего многороликовогоиков правильного комплекта. При этом особо целесообразным является, если существенная доля этого коэффициента вытяжки создается посредством первого правильного ролика или первых двух правильных роликов многороликового правильного комплекта. Далее в предпочтительном варианте предусмотрено, что, по меньшей мере, 5% пластического коэффициента вытяжки, предпочтительно, по меньшей мере, 10% пластического коэффициента вытяжки, создается посредством первого правильного ролика многороликового правильного комплекта. Изобретение выявило при этом, что, в частности, первый ролик многороликового правильного комплекта может быть в значительной мере задействован для формирования коэффициента вытяжки. Тот факт, что тогда в зоне этого первого ролика многороликового правильного комплекта происходит существенное удлинение ленты, не приводит к проблеме в отношении возникновения возможных следов вибрации на ленте, так как следующий за первым правильным роликом второй правильный ролик не соединен с первым правильным роликом с фрикционным замыканием. Лишь третий правильный ролик многороликового правильного комплекта является составной частью той же самой кассеты, что и первый правильный ролик, так что значительный коэффициент вытяжки в зоне первого правильного ролика не приводит к образованию нежелательных следов вибрации на листе.
В соответствии со следующим предложением изобретения с особым значением предусмотрено, что угол обхвата, по меньшей мере, на вытягивающих роликах и на первом правильном ролике, в предпочтительном варианте, однако, на всех правильных роликах, от ролика к ролику, уменьшается. Так, может быть предусмотрено, к примеру, что угол обхвата на вытягивающих роликах, а также, в случае необходимости, по меньшей мере, на первом правильном ролике, от ролика к ролику, уменьшается, соответственно, по меньшей мере, на 5% (относительно угла обхвата соответствующего предшествующего ролика). При этом изобретение выявило, что в известных вариантах осуществления недостатком является, если работают с парами вытягивающих роликов, у которых на каждом вытягивающем ролике такой пары вытягивающих роликов имеются приблизительно одинаковые углы обхвата. Фактически для уравновешенности остаточных напряжений благоприятным является, если углы обхвата и, тем самым, искривления ленты, от ролика к ролику, уменьшаются. При этом особо предпочтительным является, если углы обхвата при первых изгибаниях, которые создают коэффициент втяжки, уменьшаются от ролика к ролику сильнее, а при дальнейших изгибаниях только лишь незначительно. Устройство, которое работает в соответствии с таким способом, особенно нечувствительно в отношении остаточных изгибаний. Технически этот способ реализуется наиболее экономично, так как нет необходимости в использовании большого количества отдельных кассет, и так как, в соответствии с описанием, сначала предусмотрены отдельные вытягивающие ролики и затем многороликовый правильный комплект, которые работают в соответствии с изобретением.
При этом предпочтительным является, если угол обхвата на вытягивающих роликах и правильных роликах, от ролика к ролику, уменьшается сначала на большее, а затем на меньшее значение разности. Это может быть реализовано, к примеру, посредством того, что угол обхвата от первого вытягивающего ролика до первого правильного ролика, от ролика к ролику, уменьшается на первую постоянную величину разности и от второго правильного ролика до последнего правильного ролика, от ролика к ролику, на вторую постоянную величину разности, предпочтительно на меньшую величину разности. В альтернативном варианте в рамках изобретения предусматривается, что углы обхвата от первого вытягивающего ролика до первого правильного ролика уменьшаются на становящуюся от ролика к ролику все меньше величину разности.
Вариант осуществления способа с уменьшающимися углами обхвата приводит к нечувствительности способа в отношении остаточных изгибаний.
Далее изобретение выявило тот факт, что, к примеру, в отношении остаточной волнообразности благоприятным является, если расстояния между отдельными вытягивающими роликами, а также между последним вытягивающим роликом и первым правильным роликом, не уменьшаются, а, либо являются примерно идентичными, либо даже увеличиваются в направлении прохождения ленты. При этом особо предпочтительным является, если расстояния между роликами сравнительно велики. В предпочтительном варианте они составляют, соответственно, по меньшей мере, 300 мм. Так в рамках изобретения предусмотрено, что между двумя следующими друг за другом вытягивающими роликами, а также между последним вытягивающим роликом и первым правильным роликом расстояния составляют, соответственно, по меньшей мере, треть, предпочтительно, по меньшей мере, половину ширины ленты или максимальной ширины ленты. Во всяком случае, за счет достаточно больших горизонтальных расстояний (и, соответственно, в направлении движения ленты), от ролика к ролику, у вытягивающих роликов тенденции к центральной волнистости предотвращаются или минимизируются.
Предметом изобретения является также устройство для вытягивающей правки с гибкой металлических лент в соответствии со способом описанного типа. Это устройство имеет, по меньшей мере, один комплект входных натяжных роликов для создания натяжения ленты и комплект выходных натяжных роликов для уменьшения натяжения ленты, а также несколько, расположенных между комплектом входных натяжных роликов и комплектом выходных натяжных роликов, отдельно поддерживаемых, вытягивающих роликов, вокруг которых лента при повышении коэффициента вытяжки попеременно изгибается. Затем между комплектом входных натяжных роликов и комплектом выходных натяжных роликов предусмотрен расположенный после последнего вытягивающего ролика многороликовый правильный комплект с большим количеством правильных роликов, вокруг которых, с целью уменьшения искривлений ленты и/или остаточных напряжений, лента попеременно изгибается. Многороликовый правильный комплект имеет верхнюю правильную кассету с верхними правильными роликами и нижнюю правильную кассету с нижними правильными роликами, причем, по меньшей мере, одна из правильных кассет, к примеру, верхняя правильная кассета выполнена с возможностью регулировки по высоте и по наклону, предпочтительно с возможностью регулировки по положению. Многороликовый правильный комплект располагается непосредственно за последним вытягивающим роликом, то есть, между последним вытягивающим роликом и многороликовым правильным комплектом не имеется никакого другого комплекта натяжных роликов (комплекта тормозных роликов и/или комплекта подающих роликов).
Далее целесообразным является, если, по меньшей мере, последний вытягивающий ролик выполнен с возможностью регулировки, предпочтительно с возможностью регулировки по положению. В особо предпочтительном варианте (все) верхние вытягивающие ролики и/или (все) нижние вытягивающие ролики выполнены с возможностью отдельной регулировки, предпочтительно с возможностью регулировки по положению. Особое значение имеет, однако, тот факт, что отдельные вытягивающие ролики - по-другому, нежели в многороликовом правильном комплекте - соединены друг с другом без фрикционного замыкания. Первый правильный ролик многороликового правильного комплекта также соединен с предшествующим вытягивающим роликом без фрикционного замыкания, и со вторым правильном роликом также без фрикционного замыкания. Как уже описано выше, посредством такого решения предотвращается риск возникновения следов вибрации на ленте. Для различных лент можно осуществлять гибкую регулировку оптимальных комбинаций углов обхвата.
Оптимальных результатов можно добиться, если работают со сравнительно большим количеством роликов. Решение в соответствии с изобретением с вытягивающими роликами, с одной стороны, и с многороликовым правильным комплектом, с другой стороны, отличается экономичной конструкцией и ограничением требуемых конструктивных длин. При этом предпочтительным является, если предусмотрено, по меньшей мере, четыре вытяжных ролика, предпочтительно пять вытяжных роликов. В случае необходимости может быть предусмотрено и большее количество вытяжных роликов. Многороликовый правильный комплект имеет, по меньшей мере, восемь правильных роликов, предпочтительно, по меньшей мере, десять правильных роликов.
Кроме того, целесообразным является, что между комплектом входных натяжных роликов и комплектом выходных натяжных роликов перед первым вытягивающим роликом предусмотрен направляющий ролик со стороны входа, так что уже в зоне первого вытягивающего ролика угол обхвата и, тем самым, изгиб ленты, может плавно регулироваться.
Такой направляющий ролик может быть, в то же время, осуществлен в виде устройства измерения натяжения ленты. Так как дополнительно является целесообразным, если между комплектом входных натяжных роликов и комплектом выходных натяжных роликов предусмотрено устройство для измерения натяжения ленты.
Кроме того, установка оснащена устройством управления, которое соединено с различными компонентами установки. Так устройство управления может быть соединено, прежде всего, с приводными механизмами комплекта входных натяжных роликов и комплекта выходных натяжных роликов. В альтернативном варианте или в дополнение к этому устройство управление может быть соединено с регулировочными устройствами вытягивающих роликов и с регулировочными устройствами многороликового правильного комплекта. Посредством устройства управления может быть, следовательно, реализована точная по положению регулировка роликов и, тем самым, точная настройка желаемого угла обхвата.
При этом в рамках изобретения предусмотрено определять параметры регулировки роликов на основании математической модели, которая учитывает, по меньшей мере, характеристики материала (то есть, модуль упругости, коэффициент поперечного сжатия, предел упругости и/или модуль упрочнения), а также геометрию машины, толщину ленты, ширину ленты, натяжение и коэффициент вытяжки. В геометрии машины принимаются во внимание, в частности, варианты регулировки роликов и зазоры. При этом изобретение предусматривает, однако, что параметры регулировки рассчитываются не с помощью математической модели внутри устройства управления, а в соответствии с изобретением в устройство управления вводятся заданные значения для регулировки роликов. Эти заданные величины для регулировки роликов могут быть при помощи описанной математической модели рассчитаны заранее и затем в виде таблиц значений могут быть переданы на устройство управления, так что в рамках системы управления затем должны быть реализованы лишь заданные регулировки.
Изобретение может быть реализовано особо предпочтительным образом при работе с высокопрочными стальными лентами, которые могут иметь толщину, к примеру, от 0,15 мм до 2 мм, к примеру, от 0,5 мм до 2 мм. Описанные преимущества могут быть реализованы, однако, и при работе с лентами другой толщины, а также с лентами из другого материала.
Краткое описание чертежей
Изобретение поясняется далее более детально на основании представляющего лишь один пример осуществления чертежа, на котором показано:
фиг. 1 установка для вытягивающей правки с гибкой металлических лент на упрощенном виде сбоку,
фиг. 2 графическое изображение изменения (относительного) коэффициента вытяжки от ролика к ролику в устройстве в соответствии с фиг. 1,
фиг. 3а, 3b в качестве примера два различных варианта регулировки для угла обхвата на роликах.
Раскрытие изобретения
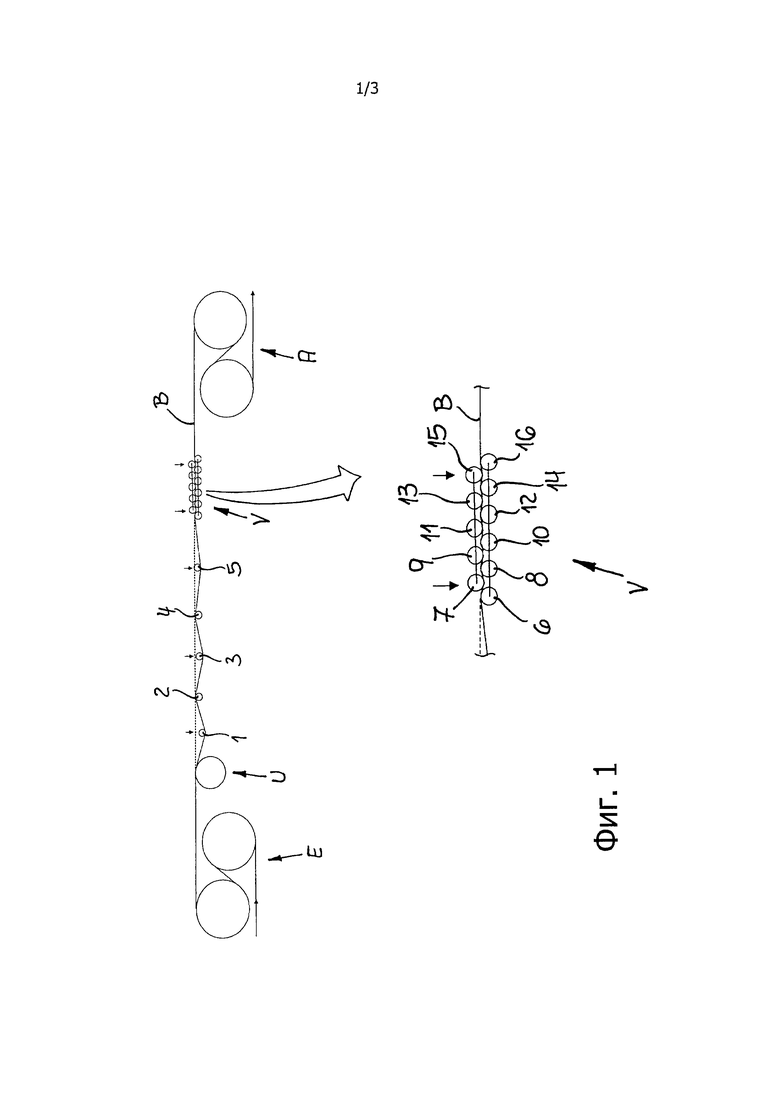
На фиг. 1 представлена установка для вытягивающей правки с гибкой металлических лент. В базовой комплектации установка имеет комплект Ε входных натяжных роликов для создания натяжения ленты и комплект А выходных натяжных роликов для уменьшения натяжения ленты. Между комплектом Ε входных натяжных роликов и комплектом А выходных натяжных роликов расположены направляющий ролик U, а также, вслед за ним, отдельно поддерживаемые вытягивающие ролики 1, 2, 3, 4, 5, вокруг которых лента В при увеличении коэффициента вытяжки попеременно изгибается.
За последним вытягивающим роликом 5 располагается в этом случае многороликовый правильный комплект V, имеющий большое количество правильных роликов 6-16, вокруг которых лента для уменьшения искривлений и/или остаточных напряжений попеременно изгибается. При этом на фигурах видно, что многороликовый правильный комплект V располагается непосредственно за последним вытягивающим роликом 5, причем между последним вытягивающим роликом 5 и многороликовым правильным комплектом V не имеется никаких других комплектов натяжных роликов. Многороликовый правильный комплект V при этом имеет с своем составе, в основном, верхнюю правильную кассету K1 и нижнюю правильную кассету K2, причем верхняя правильная кассета K1 выполнена с возможностью регулировки положения по высоте и по наклону. Каждый из правильных роликов 6-16 многороликового правильного комплекта V поддерживается посредством опорных роликов или между валиками и опорными роликами, причем отдельные ролики верхней правильной кассеты Κ1, с одной стороны, и отдельные ролики нижней правильной кассеты K2 посредством этих опорных роликов или промежуточного соединения в виде передаточного механизма 1:1 соединены друг с другом с фрикционным замыканием. На чертежах это не изображено.
Из отдельных вытягивающих роликов 1-5 в примере осуществления изобретения три верхних вытягивающих ролика 1, 3 и 5 осуществлены с возможностью отдельной регулировки по положению. Впрочем, обозначено, что расстояния между двумя непосредственно следующими друг за другом вытягивающими роликами, а также между последним вытягивающим роликом и первым правильным роликом в направлении прохождения ленты увеличиваются.
При использовании представленной установки металлические ленты и, в частности, высокопрочные металлические ленты, посредством способа описанного типа можно подвергать вытягивающей правке с гибкой. Для этого установка приводится в действие таким образом, что пластический коэффициент вытяжки создается не только исключительно посредством вытягивающих роликов 1-5, но и частично также посредством многороликового правильного комплекта V и, в частности, посредством первого правильного ролика 6.
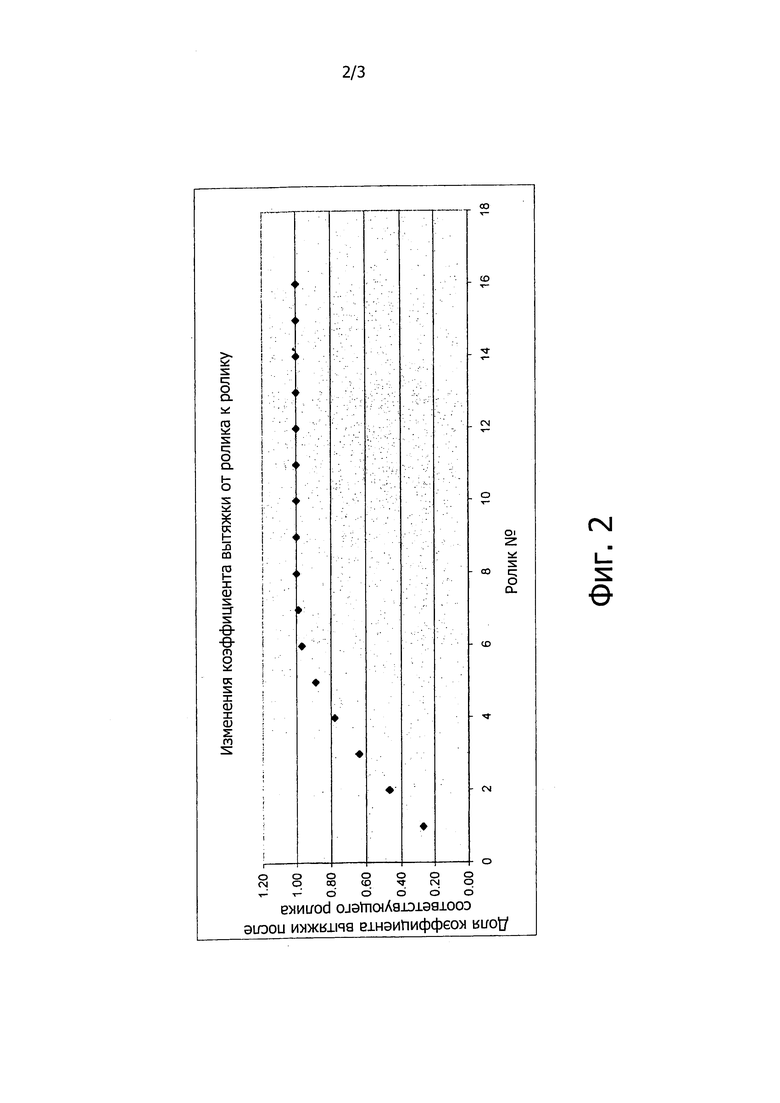
Это можно видеть, к примеру, на основании фиг. 2. Здесь, соответственно, графически представлены (относительные) коэффициенты вытяжки после соответствующего ролика. Коэффициент вытяжки изменяется от ролика к ролику следующим образом, причем, соответственно, доля общего коэффициента вытяжки представлена после соответствующего ролика:
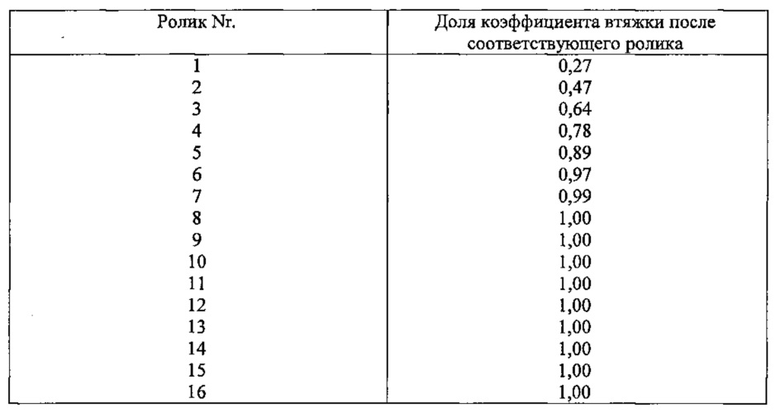
Доля коэффициента втяжки после ролика 1, равная 0,27, соответствует, следовательно, коэффициенту вытяжки в 27% от общего коэффициента вытяжки после данного ролика. После ролика 8 в данном примере осуществления изобретения, соответственно, доля коэффициента вытяжки равна 1,0 и, следовательно, получаем общий коэффициент вытяжки. То же самое относится к данным на фиг. 2. И здесь соответствующая доля общего коэффициента вытяжки представлена после соответствующего ролика.
На основании таблицы и, соответственно, фиг. 2 становится очевидно, что, в частности, посредством первого правильного ролика многороликового правильного комплекта V, по-прежнему, создается значительная доля коэффициента вытяжки, равная более 10%. Это возможно благодаря тому, что этот первый правильный ролик 6 не находится во фрикционном соединении ни с расположенным перед ним вытягивающим роликом 5, ни с расположенным за ним правильным роликом 7.
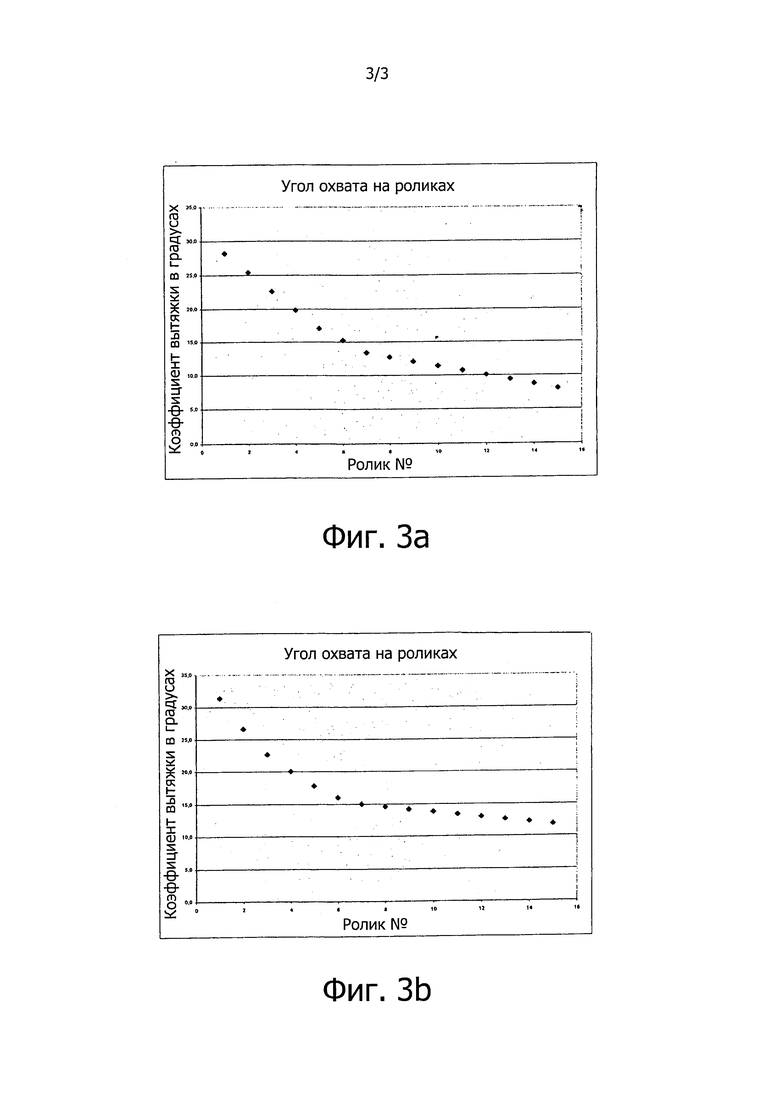
Кроме того, в соответствии с изобретением это зависит от того, что за счет отдельной регулировки положения углы обхвата могут быть выполнены с возможностью плавной регулировки. В соответствии с изобретением выявляется «медленное» уменьшение угла обхвата. Для этого имеются различные возможности.
Фиг. 3 демонстрирует первый вариант, при котором углы обхвата от первого вытягивающего ролика 1 до первого правильного ролика 6, от ролика к ролику, уменьшаются на первую постоянную величину разности, так что точки, относящиеся к роликам 1-6, в основном, соединены прямой с первым углом наклона. Затем углы обхвата от второго правильного ролика 7 до последнего правильного ролика 16 уменьшаются на вторую постоянную величину разности, которая меньше первой величины разности. Таким образом, точки, относящиеся к роликам 7-16, в основном, можно соединить посредством второй прямой со вторым углом наклона, который меньше по величине.
Фиг. 3 демонстрирует измененный режим работы, при котором углы обхвата от первого вытягивающего ролика 1 до первого правильного ролика 6 уменьшаются на все меньшую величину разности. От второго вьфавнивающего ролика 7 до последнего выравнивающего ролика 16 снова отрегулированы, в основном, постоянные значения разности.
Во всяком случае, такие режимы работы отличаются равномерно увеличивающимся изгибным воздействием, так как углы обхвата от ролика к ролику, так сказать, «плавно» уменьшаются.
Изобретение относится к обработке металлов давлением и может быть использовано для вытягивающей правки с гибкой металлических лент из высокопрочных стальных лент. Ленту пропускают через комплект входных натяжных роликов для создания натяжения ленты и комплект выходных натяжных роликов для уменьшения натяжения ленты. При этом ленту между комплектом входных натяжных роликов и комплектом выходных натяжных роликов сначала попеременно изгибают вокруг отдельно поддерживаемых вытягивающих роликов с обеспечением повышения коэффициента вытяжки. Далее ленту пропускают через расположенный за последним вытягивающим роликом многороликовый правильный комплект с большим количеством правильных роликов, вокруг которых, с целью уменьшения искривления ленты и/или остаточного напряжения, лента попеременно изгибается. Вытяжку осуществляют посредством вытягивающих роликов и частично посредством первого правильного ролика многороликового правильного комплекта. Причем последний из вытягивающих роликов выполняют с возможностью регулирования. Повышается качество выправляемых лент, за счет обеспечения коэффициента вытяжки посредством вытягивающих и правильных роликов. 2 н. и 19 з.п. ф-лы, 3 ил.
1. Способ вытягивающей правки с гибкой металлических лент, включающий пропускание ленты через комплект (Е) входных натяжных роликов для создания натяжения ленты и через комплект (А) выходных натяжных роликов для уменьшения натяжения ленты, причём ленту (В) между комплектом (Е) входных натяжных роликов и комплектом (А) выходных натяжных роликов сначала попеременно изгибают вокруг отдельно поддерживаемых вытягивающих роликов (1-5) с повышением коэффициента вытяжки, после чего пропускают через расположенный за последним вытягивающим роликом многороликовый правильный комплект (V) с большим количеством правильных роликов (6-11), вокруг которых лента (В) попеременно изгибается для обеспечения уменьшения искривления ленты и/или остаточного напряжения, отличающийся тем, что
вытяжку осуществляют посредством вытягивающих роликов (1-5) и частично посредством первого правильного ролика многороликового правильного комплекта (V), причём последний из вытягивающих роликов выполняют с возможностью регулирования.
2. Способ по п.1, отличающийся тем, что осуществляют вытяжку с по меньшей мере 5% коэффициентом вытяжки, предпочтительно по меньшей мере 10% коэффициентом вытяжки, посредством многороликового правильного комплекта (V), причём предпочтительно, вытяжку с по меньшей мере 5% коэффициентом вытяжки, в частности с 10% коэффициентом вытяжки, осуществляют посредством первого правильного ролика (6) многороликового правильного комплекта (V).
3. Способ по п.1 или 2, отличающийся тем, что угол обхвата по меньшей мере на вытягивающих роликах (1-5) и на первом правильном ролике (6), предпочтительно на всех правильных роликах (6-11), уменьшают от ролика к ролику.
4. Способ по п.3, отличающийся тем, что угол обхвата на вытягивающих роликах (1-5), и, при необходимости по меньшей мере на первом правильном ролике (6) от ролика к ролику уменьшают, соответственно по меньшей мере на 5%.
5. Способ по п.3, отличающийся тем, что угол обхвата на вытягивающих роликах (1-5) и на правильных роликах (6-11) от ролика к ролику сначала уменьшают на большее, а затем на меньшее значение разности.
6. Способ по п.5, отличающийся тем, что угол обхвата от первого вытягивающего ролика (1) до первого правильного ролика (6), от ролика к ролику, уменьшают на первую постоянную величину разности и от второго правильного ролика (7) до последнего правильного ролика (11), от ролика к ролику, уменьшают на вторую постоянную величину разности, предпочтительно на меньшую величину разности.
7. Способ по п.5, отличающийся тем, что углы обхвата от первого вытягивающего ролика (1) до первого правильного ролика (6) уменьшают на уменьшающуюся от ролика к ролику величину разности.
8. Способ по любому из пп. 1-7, отличающийся тем, что он предназначен для правки высокопрочных стальных лент.
9. Устройство для вытягивающей правки с гибкой металлических лент способом по любому из пп. 1-8, содержащее
комплект (Е) входных натяжных роликов для создания натяжения ленты,
комплект (А) выходных натяжных роликов для уменьшения натяжения ленты,
несколько расположенных между комплектом (Е) входных натяжных роликов и комплектом (А) выходных натяжных роликов отдельно поддерживаемых вытягивающих роликов (1-5), предназначенных для попеременного изгиба вокруг них ленты с повышением коэффициента вытяжки,
расположенный за последним вытягивающим роликом многороликовый правильный комплект (V) с большим количеством правильных роликов (6-11), предназначенных для попеременного изгиба вокруг них ленты,
при этом
вытягивающие ролики (1-5) и частично первый правильный ролик многороликового правильного комплекта (V) выполнены с возможностью обеспечения вытяжки,
причём последний из вытягивающих роликов выполнен с возможностью регулирования.
10. Устройство по п.9, отличающееся тем, что многороликовый правильный комплект (V) имеет верхнюю правильную кассету (К1) с верхними правильными роликами (7, 9, 11, 13, 15) и нижнюю правильную кассету (К2) с нижними правильными роликами (6, 8, 10, 12, 14, 16), причём по меньшей мере одна из правильных кассет, в частности верхняя правильная кассета (К1), выполнена с возможностью регулировки по высоте и по наклону, предпочтительно с возможностью регулировки по положению.
11. Устройство по п.9 или 10, отличающееся тем, что по меньшей мере последний вытягивающий ролик выполнен с возможностью регулировки по положению.
12. Устройство по п.11, отличающееся тем, что верхние вытягивающие ролики и/или нижние вытягивающие ролики выполнены с возможностью отдельной регулировки, предпочтительно с возможностью регулировки по положению.
13. Устройство по п.9 или 10, отличающееся тем, что расстояния между двумя непосредственно следующими друг за другом вытягивающими роликами (1-5) и между последним вытягивающим роликом и первым правильным роликом равны или увеличиваются в направлении прохождения ленты.
14. Устройство по п.9 или 10, отличающееся тем, что расстояние между двумя непосредственно следующими друг за другом вытягивающими роликами (1-5) и между последним вытягивающим роликом и первым правильным роликом составляет, соответственно, по меньшей мере 300 мм.
15. Устройство по п.9 или 10, отличающееся тем, что расстояние между двумя непосредственно следующими друг за другом вытягивающими роликами (1-5) и между последним вытягивающим роликом (1-5) и первым правильным роликом (6) составляет, соответственно, по меньшей мере, треть, предпочтительно, по меньшей мере половину ширины ленты или максимальной ширины ленты.
16. Устройство по п.9 или 10, отличающееся тем, что по меньшей мере четыре, предпочтительно пять или более вытягивающих роликов (1-5), расположены перед многороликовым правильным комплектом (V).
17. Устройство по п.9 или 10, отличающееся тем, что многороликовый правильный комплект (V) содержит по меньшей мере восемь, предпочтительно по меньшей мере, десять правильных роликов (6-16).
18. Устройство по п.9 или 10, отличающееся тем, что
оно снабжено направляющим роликом (U), причем первый вытягивающий ролик (1) расположен перед ним со стороны входа.
19. Устройство по п.9 или 10, отличающееся тем, что
оно снабжено расположенным между комплектом (Е) входных натяжных роликов и комплектом (А) выходных натяжных роликов, предпочтительно перед первым вытягивающим роликом (1), устройством измерения натяжения ленты в виде по меньшей мере одного направляющего ролика (U).
20. Устройство по п.9 или 10, отличающееся тем, что
оно снабжено устройством управления, соединенным с приводными механизмами комплекта (Е) входных натяжных роликов и комплекта (А) выходных натяжных роликов устройства регулировки вытягивающих роликов (1-5) и устройства регулировки многороликового правильного комплекта (V).
21. Устройство по п.20, отличающееся тем, что устройство управления выполнено с возможностью введения в него предварительно определенных расчетным путём заданных параметров регулировки.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СПОСОБ ПРАВКИ РАСТЯЖЕНИЕМ ХОЛОДНОКАТАНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2275263C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ СТАЛЬНЫХ ПОЛОС ИЗГИБОМ С РАСТЯЖЕНИЕМ | 1993 |
|
RU2043809C1 |
| Способ правки полосы | 1987 |
|
SU1555011A1 |

