Изобретение относится к области изготовления железобетонных изделий, а именно к кассетным установкам для изготовления панелей сборных железобетонных многоэтажных зданий.
Известны кассетные установки для формования железобетонных панелей (1), состоящая из опорной рамы, из вертикальных жестких тепловых щитов состоящих из каркаса обшитого с двух сторон с формовочными поверхностями из листовой стали, образующих пространственный элемент с полостью для теплоносителя, с боковыми и нижним бортовыми элементами формуемого изделия, из плоских гибких разделительных щитов с закрепленными по торцам вибраторами, расположенных между тепловыми щитами, причем все щиты опираются на раму установки через консоли на катках с возможностью перемещения, с механизмом перемещения щитов в виде тяг для сборки и распалубки изделий, отличие заключается в том, что вертикальные тепловые щиты выполнены в виде криволинейного в плане пространственного элемента, кроме того что нижним бортовым элементом и опорой тепловых щитов служит установленный на фундаментной плите плоский лист
Известны кассетные установки для формования железобетонных изделий криволинейной формы (2) и панелей крупнопанельных зданий (1) французской фирмы КОМЮ, установки Гипростройиндустрии, НИАТа, все они состоят из рамы, вертикальных тепловых и разделительных щитов с вибраторами по торцам, механизма сборки, распалубки и перемещения щитов. Такие установки получили широкое распространение и производятся многими машиностроительными предприятиями строительной отрасли.
Наиболее близким техническим решением по отношению к заявленному решению является кассетные установки НИАТА (1 стр. 41), где кассетная установка выполнена с рамой, вертикальными тепловыми и разделительными щитами и с гидравлической системой сборки кассет и распалубки изделий.
Указанное техническое решение принято за прототип. Характеризуется оно тем, что кассета состоит из опорной рамы, из вертикальных жестких тепловых щитов состоящих из каркаса обшитого с двух сторон с формовочными поверхностями из листовой стали, образующих пространственный элемент с полостью для теплоносителя, с боковыми и нижним бортовыми элементами формуемого изделия, из плоских гибких разделительных щитов с закрепленными по торцам вибраторами, расположенных между тепловыми щитами, причем все щиты опираются на раму установки через консоли на катках с возможностью перемещения, с механизмом перемещения щитов в виде тяг, гидросистемы для сборки и распалубки изделий.
Недостатком такой конструкции является то, что она предназначена для формования только плоских панелей. При этом во время формования из-за не плотностей формующих полостей бетонная смесь часто проливается на пол под установкой и требует механизмов для ее уборки. Такие установки, для обеспечения жесткости и точной геометрии, требуют применения толстых стальных листов, что приводит к большой металлоемкости установок.
Целью изобретения является создание кассетных установок для формования криволинейных в плане вертикальных стен, упрощение конструкции кассет и снижение их металлоемкости.
Сущностью изобретения является то, что опорой и нижним бортом элементов служит установленный на плите плоский металлический лист, при этом на внешней выпуклой стороне каждого пространственного элемента установлены вибраторы, замки для соединения смежных пространственных элементов между собой и проушины для захвата при перемещении пространственных элементов по металлическому листу с помощью гидравлических домкратов и тяг, поочередно соединяемых с тепловыми щитами для сборки и распалубки, на внутренней вогнутой стороне пространственного элемента закреплены бортовые элементы, а в каждом пространственном элементе установлен нагреватель.
Суть изобретения раскрыта на чертежах, где представлено:
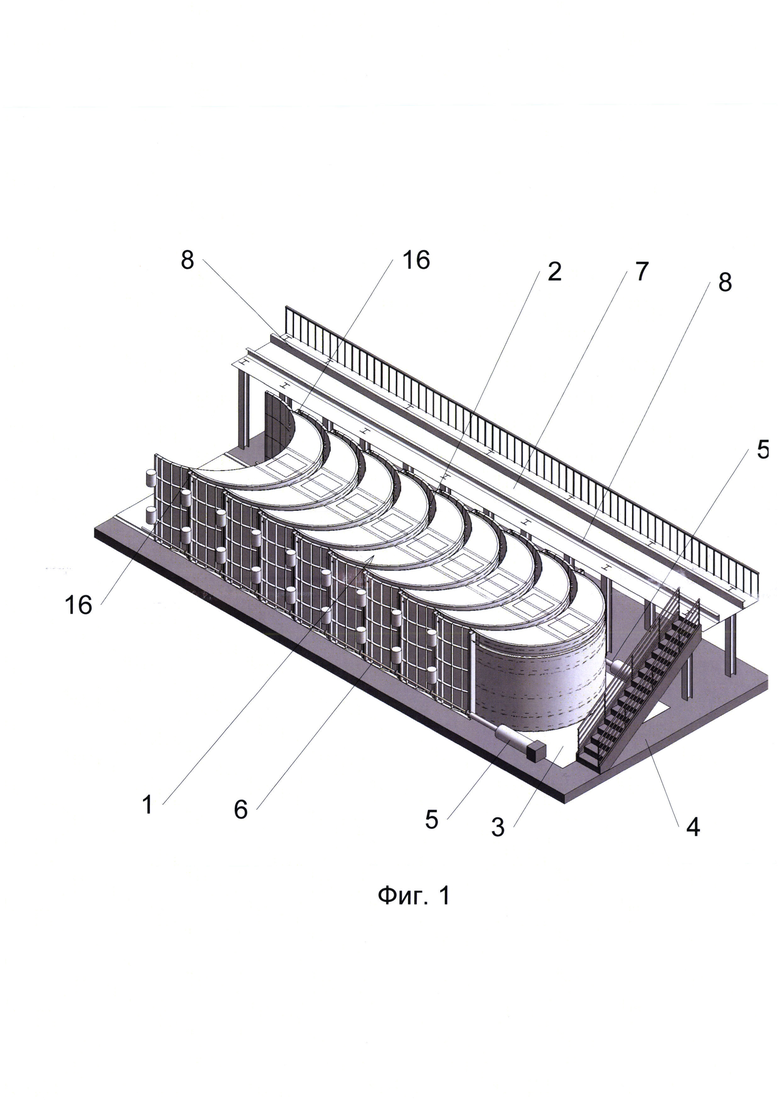
на фиг.1 - общий вид установки для формования криволинейных в плане стен
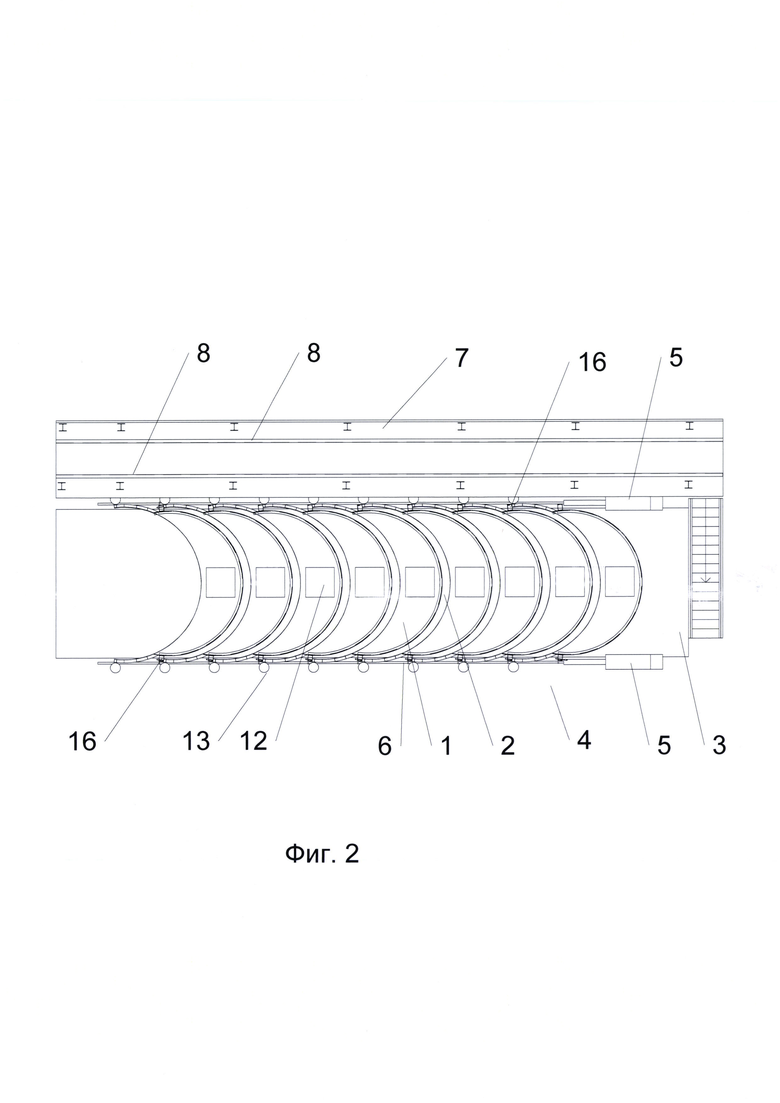
на фиг.2 - план установки для формования криволинейных в плане стен
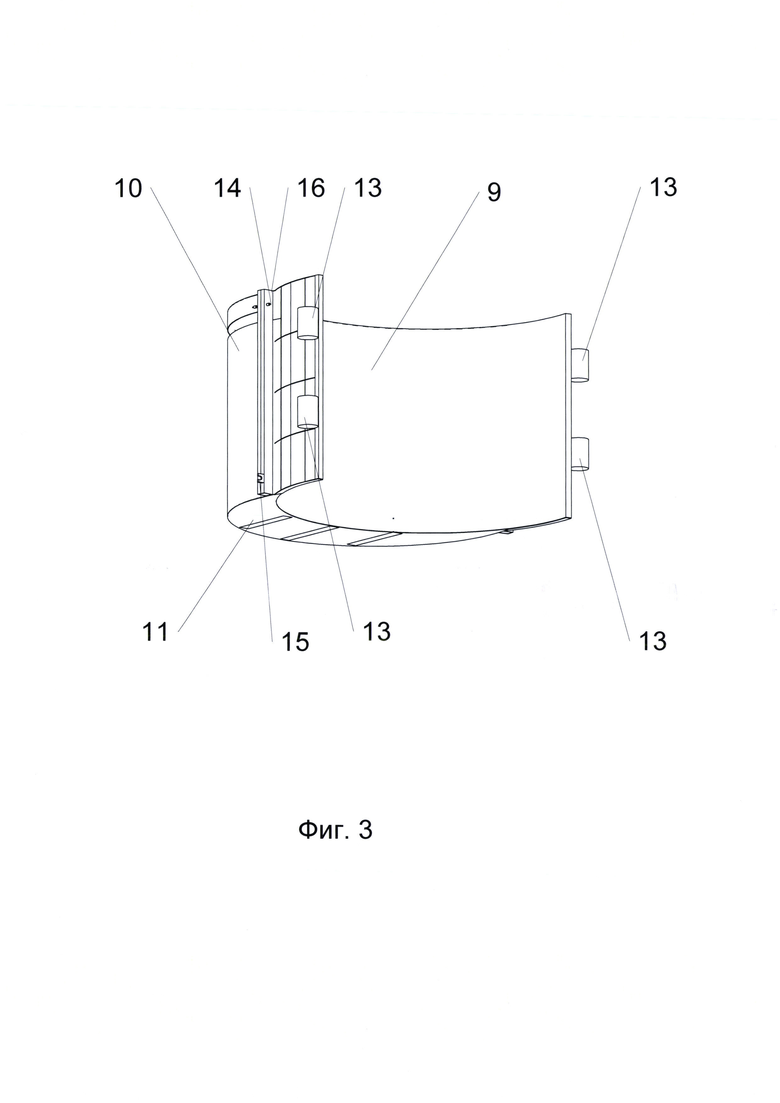
на фиг.3 - криволинейный в плане пространственный элемент форм
Установка для формования криволинейных в плане стен (фиг.1, фиг.2) состоит из одинаковых пространственных элементов 1 сочетание которых образует формовочную полость 2. Количество пространственных элементов 1 зависит от необходимого количества изделий. Пространственные элементы форм 1 устанавливаются на металлический лист 3, который установлен на фундаментной плите 4. Пространственные элементы 1 перемещаются по листу для сборки и распалубки с помощью гидравлических домкратов 5 и тяг 6, поочередно соединяемых с пространственными элементами 1. Для обслуживания установки и подачи бетонной смеси с помощью бетоноукладчика подключенного к бетонному насосу служит эстакада 7 с рельсами 8 бетоноукладчика.
Сам пространственный элемент 1, служащий при сочетании как минимум двух элементов формой для изделия, выполнен (фиг.3) в виде каркаса обшитого со всех сторон стальным листом. Вогнутый лист 9 - внешняя сторона изделий, выпуклая 10 - внутренняя сторона изделий. Так же листовой сталью 11 обшита верхняя плоскость и нижняя 11. Верхняя 11 поверхность снабжена люком 12 для обслуживания установленных в пространственном элементе нагревателей, например, нихромовых. При этом в качестве нагревателя может быть использован теплоноситель.
На гибком продолжении листа 10 устанавливаются вибраторы 13, замки 14 для соединения смежных пространственных элементов между собой и проушины 15 для захвата при перемещении пространственного элемента гидросистемой. На листах 9 закреплены боковые бортовые элементы 16.
Работает установка следующим образом. Гидродомкраты 5 поочередно смещает пространственные элементы 1 по листу 3, раскрывая формовочную полость. Поверхности листов 9 и 10 на смежных элементах чистятся, смазываются, устанавливается арматурный каркас формуемого изделия. Далее гидросистема 5 притягивает один из элементов 1 и закрываются винтовые замки между ними. Аналогична операция продолжается для всех элементов. Затем в формовочные полости 2 с помощью бетононасоса подается бетонная смесь и включаются вибраторы 13. Дополнительно применяются глубинные вибраторы. Возможна установка вибраторов и внутри пространственного элемента в специальных теплоизолированных камерах. Гидростатическое давление удерживается большой пространственной жесткостью элементов и замками. После тепловой обработка гидравлическая система 5 так же поочередно перемещает элементы 1 и изделие поднимается и перемещается на склад мостовым краном. Перемещение пространственного элемента производится по смазанной поверхности листа 3, служащего нижним бортом форм, поэтому никаких подтеков бетонной смеси нет. При необходимости, производственные элементы 1 могут перемещаться мостовым краном.
Сами пространственные элементы выполнены из относительно легкого каркаса и обшиты тонкими листами стали, поэтому их металлоемкость минимальна. У установки отсутствует рама и нет площадок облуживания, поскольку ими служит верх пространственных элементов. Все это приводит к тому, что металлоемкость оборудования по сравнению с обычными кассетными установками существенно меньше. Установка не занимает больших площадей в производственном корпусе, поскольку нет рам и меньше обслуживающих площадок. Отсутствует система очистки бетонной смеси под кассетами. Установка предназначена для формования изделий специальных серий многоэтажных зданий.
Литература
1. Мкртумян А.К. Технология изготовления деталей крупнопанельных домов в кассетах. Госстройиздат, Москва, 1961 г.
2. SU 160088 А1, кл. В28, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2106962C1 |
| КОНСТРУКЦИЯ МНОГОЭТАЖНОГО ЗДАНИЯ | 2020 |
|
RU2742782C1 |
| Установка для формования железобетонных изделий | 1981 |
|
SU988561A1 |
| Способ изготовления объемных блоков | 1979 |
|
SU783018A1 |
| СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 2022 |
|
RU2784548C1 |
| Установка для формования объемных блоков | 1987 |
|
SU1516360A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU743878A1 |
| КОНСТРУКЦИЯ МНОГОЭТАЖНОГО ЗДАНИЯ | 2020 |
|
RU2750112C1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
Изобретение относится к области изготовления железобетонных изделий, а именно к кассетным установкам для изготовления панелей сборных железобетонных многоэтажных зданий. Установка для формования криволинейных стен состоит из нескольких вертикальных тепловых щитов, выполненных в виде криволинейных в плане пространственных элементов с внешней выпуклой и внутренней вогнутой поверхностями, состоящих из каркасов, обшитых со всех сторон стальным листом, сочетание которых образует формовочную полость. При этом опорой и нижним бортом элементов служит установленный на плите плоский металлический лист. На внешней выпуклой стороне каждого пространственного элемента установлены вибраторы, замки для соединения смежных пространственных элементов между собой и проушины для захвата при перемещении пространственных элементов по металлическому листу с помощью гидравлических домкратов и тяг, поочередно соединяемых с тепловыми щитами для сборки и распалубки. На внутренней вогнутой стороне пространственного элемента закреплены боковые бортовые элементы, а в каждом пространственном элементе установлен нагреватель. Техническим результатом является повышение эффективности формования криволинейных в плане вертикальных стен, упрощение конструкции кассет и снижение их металлоемкости. 3 ил.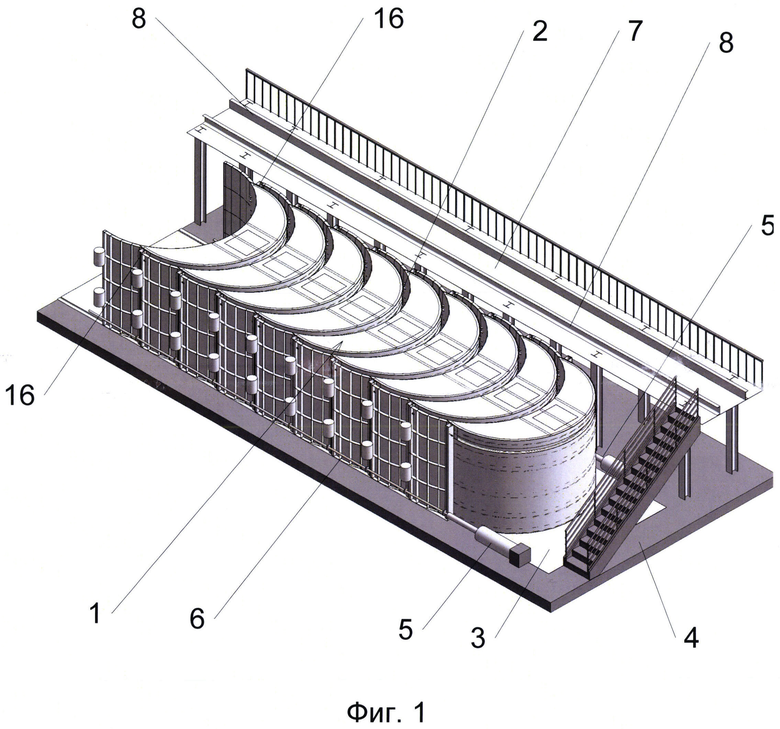
Установка для формования криволинейных стен, состоящая из нескольких вертикальных тепловых щитов, выполненных в виде криволинейных в плане пространственных элементов с внешней выпуклой и внутренней вогнутой поверхностями, состоящих из каркасов, обшитых со всех сторон стальным листом, сочетание которых образует формовочную полость, отличающаяся тем, что опорой и нижним бортом элементов служит установленный на плите плоский металлический лист, при этом на внешней выпуклой стороне каждого пространственного элемента установлены вибраторы, замки для соединения смежных пространственных элементов между собой и проушины для захвата при перемещении пространственных элементов по металлическому листу с помощью гидравлических домкратов и тяг, поочередно соединяемых с тепловыми щитами для сборки и распалубки, на внутренней вогнутой стороне пространственного элемента закреплены боковые бортовые элементы, а в каждом пространственном элементе установлен нагреватель.
| МКРТУМЯН А.К | |||
| Технология изготовления деталей крупнопанельных домов в кассетах | |||
| - М | |||
| "Госстройиздат" | |||
| Судно | 1925 |
|
SU1961A1 |
| 0 |
|
SU160088A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО БЛОКА | 2012 |
|
RU2540371C2 |
| CN 105196407 А, 30.12.2015 | |||
| US 4343453 А, 10.08.1982 | |||
| БАТЯНОВСКИЙ Э.И | |||
| Технология производства бетонных и железобетонных изделий | |||
| Учебное пособие | |||
| Минск | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |

