Предлагаемое техническое решение относится к области изготовления инструмента для чеканки монет, медалей и других монетовидных изделий.
Известен способ структурирования твердой поверхности объекта чеканки с помощью устройства с лазером с длительностью импульса от нано- до фемтосекундного диапазона (WO 2007/012215 A1, опубл. 01.02.2007). Лазером создаются решетчатые структуры в нанометровом диапазоне. Структурирование создается за счет поляризации лазерного излучения и осуществления относительного движения между плоскостью поляризации и поверхностью объекта для формирования сетчатых структур.
Известен способ получения цветного изображения с помощью дифракционной решетки при воздействии света (RU 2593618 C2, опубл. 10.08.2016). Способ характеризуется тем, что на поверхности твердого тела создают массивы дифракционной решетки в течение процесса микроструктурирования посредством воздействия лазера. При этом используется, по крайней мере, одна лазерная установка в наносекундном или пикосекундном диапазоне,
Известен способ структурирования поверхности твердого тела, покрытого твердым материалом, при помощи лазера (RU 2567138 C2, опубл. 10.11.2015). Способ включает облучение, как минимум, одной области поверхности лазером, при этом посредством первого лазера, имеющего продолжительность импульса, измеряемую наносекундами, создают первую структуру, на которую накладывают вторую рифленую структуру посредством второго лазера с продолжительностью импульса, измеряемой в пико- или фемтосекундах. Полученные геометрические структуры имеют размеры, соизмеримые с длиной волны светового излучения. Таким образом формируется правильная дифракционная решетка. Эта решетка наносится тиснением на тонкую металлизированную пленку.
Также известно устройство нанооптического цветного тиснения (US 2005/0211114 A1, опубл. 29.09.2005). Данное устройство содержит монолитный материал с активной областью, закрепленный на носителе. Активная область содержит поверхностную структуру с заданной наноструктурой, изготовленную путем токарной обработки, матричной эрозии или лазерной абляции. Наноструктура создает на поверхности тиснения структуру, которая создает заданную цветовую структуру при воздействии видимого света.
Все указанные выше способы требуют нанесения правильной геометрической структуры с размерами, соизмеримыми с длиной волны светового излучения, и применения лазеров, имеющих длительность импульсов в нано- или фемтосекундном диапазоне для изготовления рабочей поверхности штемпеля и штемпеля с такой рабочей поверхностью.
Задачей настоящего технического решения является создание способа изготовления штемпеля и штемпеля для чеканки монетовидных изделий с цветным изображением с эффектом интерференции света, являющимся неотъемлемой частью рабочей поверхности штемпеля, с возможностью формирования цветного изображения на изделии посредством чеканки.
Техническим результатом предложенной группы изобретений является получение цветного изображения с эффектом интерференции света на рабочей поверхности штемпеля, с возможностью формирования цветного изображения на изделии посредством чеканки.
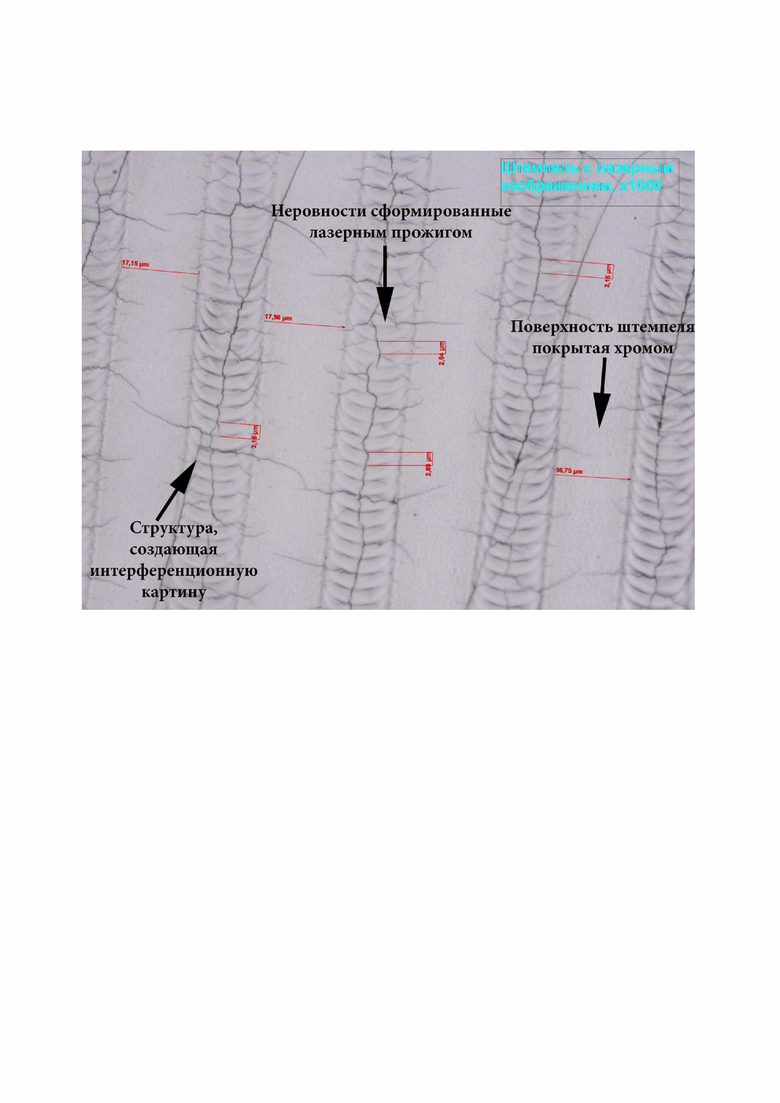
Технический результат достигается за счет выполнения cпособа изготовления штемпеля для чеканки монетовидных изделий, характеризующегося тем, что, используя постоянную скорость работы зеркал сканаторной системы лазерной установки и подобрав частоту лазерных импульсов, устанавливают режим заполнения единичной поверхности всей или части участков полированной хромированной рабочей поверхности штемпеля, выполненной, на глубину приблизительно 0,2 мкм углублениями от прожига лазером таким образом, что геометрические характеристики их взаимного наложения позволяют получить размеры неровностей, необходимые для получения интерференционной картины, при которой отраженный от рабочей поверхности штемпеля рассеянный свет позволит наблюдать цветную интерференционную картину в режиме реального времени со свойством изменения ее интенсивности и цветового наполнения при изменении угла наблюдения цветного изображения на рабочей поверхности штемпеля.
В частности, нанесение лазерной структуры проводится при скорости лазерного луча 800 мм/сек, частоте следования импульсов 320 кГц, длительности импульса 200 μс.
Также технический результат достигается за счет выполнения штемпеля для чеканки монетовидных изделий, в том числе монет, содержащего полированную хромированную рабочую поверхность, предложенным способом.
Вид рабочей поверхности штемпеля с нанесенными на нее неровностями от прожига лазером проиллюстрирован фотографией (фиг.), которая выполнена через микроскоп с увеличением 1000х. На фотографии видна полученная в результате прожига структура, создающая интерференционную картину.
Существуют следующие решения для получения цветного изображения на изделии:
1. Цветное изображение наносится на изделие в момент чеканки посредством использования отдельной пластины с нанесенной цветной голограммой.
2. Цветное изображение наносится на изделие после чеканки методом тампонной печати.
3. Цветное изображение наносится на изделие после чеканки методом УФ печати на специализированном принтере.
Таким образом цветное изображение на изделии может получиться за счет двух технологий - цветной печати и чеканкой.
Исходя из условия, что цветное изображение должно быть неотъемлемой частью рабочей поверхности штемпеля, с возможностью формирования цветного изображения на изделии посредством чеканки для реализации технического решения был выбран слой хромового покрытия на штемпеле.
Предполагается в качестве источника цветного изображения использовать способ получения интерференционной картины на хромовом покрытии.
Интерференция света - это перераспределение интенсивности света в результате наложения нескольких световых волн, в основном имеющих близкие по значению длины волн и частоты, в идеальном приближении когерентные.
В качестве обоснования разработки технологии получения цветного изображения на штемпеле взят принцип Гюйгенса.
Согласно принципу Гюйгенса, каждая точка поверхности штемпеля, до которой дошло световое возмущение, сама становится источником вторичных световых волн.
Так как вторичные волны имеют свойство когерентности, то появляются условия возникновения интерференции в отраженном свете.
Если на поверхности изделия сформировать совокупность неровностей, позволяющих отражать рассеянный световой поток, то можно получить цветовую интерференцию отраженного света.
Для выполнения необходимых неровностей на рабочей поверхности штемпеля возможно использовать только лазерное оборудование, т.к. оно может выполнить неровности, по размеру сопоставимые с необходимыми условиями интерференции.
Диаметр светового пятна лазера, при идеальном техническом состоянии оборудования, составляет 0,02 мм или 20 мкм. Длина световой волны, например, зеленого цвета, составляет 0,00051 мм или 0,51 мкм. Длина волн всего видимого светового излучения составляет от 400 нм (0,40 мкм) до 700 нм (0,70 мкм).
Очевидно, прямым способом с помощью лазерного луча получить необходимое не представляется возможным.
Однако, если использовать постоянную скорость работы зеркал сканаторной системы лазера и подобрать частоту лазерных импульсов, то можно найти режим заполнения единичной поверхности углублениями от прожига лазером рабочей поверхности штемпеля так, что их взаимное наложение позволит получить размеры неровностей, приближенные к необходимым неровностям для получения интерференционной картины (фиг.)
Прожиг данной структуры осуществлялся на полированной хромированной рабочей поверхности стального чеканочного штемпеля на глубину около 0,2 мкм, при общей толщине хромового покрытия от 3 до 7 мкм.
Нанесение лазерной структуры проводится по следующему режиму:
1. Тип режима: «свой»;
2. Установка мощности, от максимальной: 20%;
3. Скорость лазерного луча: 800 мм/сек;
4. Частота следования импульсов: 320 кГц;
5. Длительность импульса: 200 μс;
6. Динамика: Inter I.
После завершения процесса нанесения лазерной структуры рабочая поверхность штемпеля промывается от остатков продуктов прожига ватным тампоном смоченным бензином и направляется на окончательный приемочный контроль.
В результате отраженный от рабочей поверхности штемпеля рассеянный свет позволяет наблюдать цветную интерференционную картину в режиме реального времени со свойством изменения ее интенсивности и цветового наполнения при изменении угла наблюдения за рабочей поверхностью штемпеля, тем самым создается возможность формирования цветного изображения на изделии посредством чеканки. Таким образом, достигается технический результат заявленной группы изобретений.
Интерференционная картина наилучшим образом наблюдается при освещении изделия прямым или отраженным солнечным светом или белым светодиодным точечным источником света (фонарик, телефон и пр.)
Стойкость чеканочного инструмента с нанесенной лазером структурой сопоставима со среднестатистическими значениями стойкости штемпелей, изготовленных по стандартной технологии «пруф».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПОВЕРХНОСТИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2499286C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С АХРОМАТИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2591770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДАЛЕЙ И МОНЕТНО-ЖЕТОННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2570862C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАЗМЕРОВ МИКРОЧАСТИЦ | 1993 |
|
RU2061223C1 |
| Способ дистанционного формирования голографической записи | 2018 |
|
RU2707582C1 |
| Способ формирования тонкоплёночного рисунка на подложке | 2015 |
|
RU2613054C1 |
Предлагаемое техническое решение относится к области изготовления инструмента для чеканки монет, медалей и других монетовидных изделий. Способ характеризуется тем, что используют постоянную скорость работы зеркал сканаторной системы лазерной установки, устанавливают режим заполнения единичной поверхности всей или части участков полированной хромированной рабочей поверхности штемпеля на глубину 0,2 мкм углублениями от прожига лазером, при этом нанесение лазерной структуры проводят при скорости лазерного луча 800 мм/с, частоте следования импульсов 320 кГц и длительности импульса 200 мкс, что позволяет получить цветное изображение с эффектом интерференции света на рабочей поверхности штемпеля, с возможностью формирования цветного изображения на изделии посредством чеканки. 2 н.п. ф-лы, 1 ил.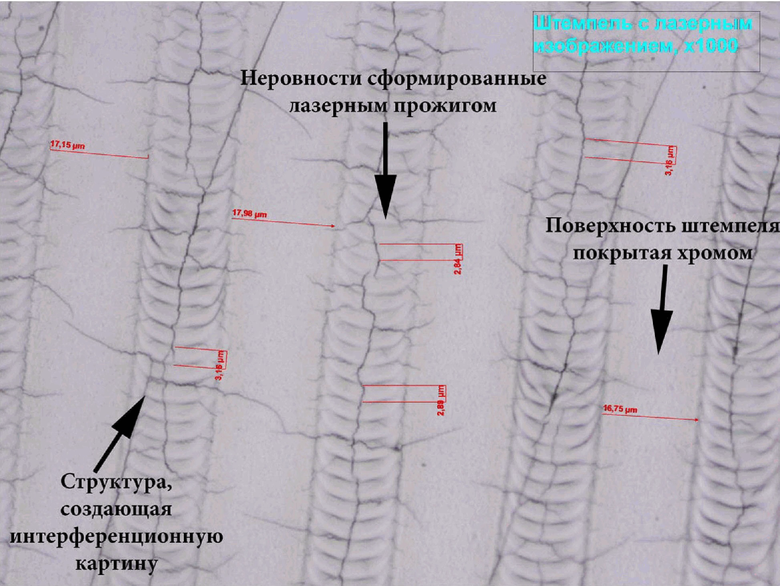
1. Способ изготовления штемпеля для чеканки монетовидных изделий, характеризующийся тем, что используют постоянную скорость работы зеркал сканаторной системы лазерной установки, устанавливают режим заполнения единичной поверхности всей или части участков полированной хромированной рабочей поверхности штемпеля на глубину 0,2 мкм углублениями от прожига лазером, при этом нанесение лазерной структуры проводят при скорости лазерного луча 800 мм/с, частоте следования импульсов 320 кГц и длительности импульса 200 мкс.
2. Штемпель для чеканки монетовидных изделий, в том числе монет, содержащий полированную хромированную рабочую поверхность, изготовленный способом по п. 1.
| WO 2018088935 A1, 17.05.2018 | |||
| US 20210154964 A1, 27.05.2021 | |||
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| DE 202010018039 U1, 20.02.2014 | |||
| US 20170129272 A1, 11.05.2017 | |||
| WO 2001070516 A3, 27.09.2001. | |||
