Настоящее изобретение относится к способу управления наложением шумопонижающих элементов на шины для колес транспортных средств.
Шина для колес транспортных средств, как правило, имеет по существу тороидальную конструкцию относительно ее оси вращения при эксплуатации и имеет осевую среднюю плоскость, ортогональную к оси вращения, при этом указанная плоскость, как правило, представляет собой плоскость (по существу) геометрической симметрии - то есть без учета некоторых возможных незначительных асимметрий, обусловленных, например, рисунком протектора и/или надписями на боковинах и/или на внутренней конструкции.
«Внутренняя полость» представляет собой пространство, ограниченное внутренней поверхностью шины и поверхностью монтажного обода, обращенной к внутренней поверхности шины, когда последняя находится в смонтированном состоянии.
«Протяженность внутренней окружности» представляет собой линейную протяженность внутренней поверхности шины в ее осевой средней плоскости.
Термины «радиальный» и «аксиальный» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются в данном документе для упоминания соответственно направления, перпендикулярного к оси вращения шины, и направления, параллельного оси вращения шины.
Вместо этого термины «окружной» и «по окружности/в направлении вдоль окружности» используются в данном документе в отношении направления протяженности шины по кольцу, то есть направления ее качения.
Термин «шумопонижающий элемент» относится к элементу, который, будучи наложенным на внутреннюю поверхность шины (как правило, на внутреннюю поверхность части, соответствующей протекторному браслету), обладает способностью уменьшать шум, создаваемый во время качения из-за наличия внутренней полости (кавитационный шум). Эта способность вышеупомянутого элемента обычно обусловлена типом материала (-ов), используемого (-ых) для изготовления указанного элемента, и/или его размерами и/или числом элементов, вставленных в полость. Такие шумопонижающие элементы могут состоять из блоков, например, имеющих по существу форму параллелепипеда и образованных из пористого материала, например, полимерного пеноматериала, которые приклеены к тому участку внутренней поверхности шины, который соответствует протекторному браслету, и расположены последовательно один за другим вдоль протяженности внутренней окружной поверхности шины.
Термин «цифровое изображение» - или эквивалентно «изображение» - в общем случае относится к набору данных, как правило, содержащихся в компьютерном файле, в котором каждый кортеж координат (как правило, каждая пара координат) из конечной совокупности (как правило, двумерной и матричной совокупности, то есть N строк Ч М столбцов) из кортежей пространственных координат (каждое множество соответствует одному «пикселю») связан с соответствующим набором числовых значений (которые могут характеризовать величины разных типов). Например, в монохромных изображениях (подобных изображениям в серой шкале) данный набор значений состоит из одного значения на конечной шкале (как правило, с 256 уровнями или тонами), при этом такое значение характеризует, например, уровень яркости (или интенсивности) соответствующего множества пространственных координат при отображении. Другим примером являются цветные изображения, в которых набор значений характеризует уровень яркости множества цветов или каналов, которые, как правило, представляют собой основные цвета (например, красный, зеленый и синий в кодировке RGB или голубой, пурпурный, желтый и черный в кодировке CMYK). Термин «изображение» необязательно означает его реальную визуализацию.
Любое упоминание конкретного «цифрового изображения» охватывает в более общем смысле любое цифровое изображение, которое может быть получено посредством подвергания указанного конкретного цифрового изображения одной или более операциям цифровой обработки (например, фильтрации, выравниванию, сглаживанию, бинаризации, сравнению с порогом, морфологическим преобразованиям (открытию и т.д.), вычислению производных или интегралов и т.д.).
В документе WO2016/067192 A1 описаны способ и устройство для автоматического наложения шумопонижающего элемента на шину для колес транспортных средств. Шумопонижающий элемент направляют в заданном направлении и во время указанной операции направления адгезивный материал наносят на первую поверхность шумопонижающего элемента. В частности, шумопонижающий элемент размещен на первой конвейерной ленте, выполненной с возможностью перемещения вдоль направления подачи и имеющей на ее верхней поверхности непрерывную пленку, служащую опорой для слоя адгезивного материала. Шумопонижающий элемент прижимают к первой конвейерной ленте так, что он оказывается полностью приклеенным к части указанного слоя адгезивного материала. За счет перемещения первой конвейерной ленты вдоль указанного направления подачи шумопонижающий элемент перемещается на вторую конвейерную ленту, расположенную по ходу за первой конвейерной лентой. Во время этого перемещения непрерывная пленка удерживается на первой конвейерной ленте, и при отделении шумопонижающего элемента от первой конвейерной ленты часть указанного слоя адгезивного материала, которая прилипает к шумопонижающему элементу, отделяется от слоя адгезивного материала, имеющегося на указанной первой конвейерной ленте. После этого шумопонижающий элемент «захватывают» посредством второй конвейерной ленты и размещают в заданном положении на радиально внутренней поверхности шины для колес транспортных средств, при этом указанная первая поверхность вводится в контакт с указанной радиально внутренней поверхностью.
В документе ЕР 2 100 833 А1 описано устройство для перемещения удлиненных изделий по отдельности. Устройство снабжено видеокамерой, выполненной с возможностью мониторинга поперечных гнезд при их перемещении для обнаружения наличия или отсутствия удлиненных изделий в каждом из них и - в случае наличия удлиненных изделий - определения их числа, местоположения и ориентации. Устройство снабжено роботизированными манипуляционными элементами, «обслуживающими» указанную видеокамеру и выполненными с возможностью извлечения по меньшей мере одного из указанных удлиненных изделий из каждого из занятых поперечных гнезд по прибытии, на основе координат, предоставленных самой видеокамерой, для перемещения изделия в расположенную дальше по ходу позицию выдачи с заданной ориентацией.
Заявитель установил в результате наблюдений, что для эффективного уменьшения указанного шума целесообразно покрыть радиально внутреннюю поверхность шины шумопонижающими элементами почти на всей ее протяженности.
Заявитель также установил в результате наблюдений, что также для эффективного уменьшения шума может быть целесообразным использование шумопонижающих элементов, имеющих разные длины в направлении вдоль окружности. В частности, Заявитель отметил, что при использовании шумопонижающих элементов разной длины можно ограничить генерирование гармоник, обусловленных наличием чрезмерно регулярной структуры, создаваемой шумопонижающими элементами, которые все имеют по существу одинаковую длину.
Заявитель также отметил, что данные две конструкции требуют, чтобы шумопонижающие элементы были размещены на радиально внутренней поверхности шины с особой прецизионностью и точностью.
Однако Заявитель удостоверился в том, что в ситуации, подобной той, которая описана в WO 2016/067192 A1, положение шумопонижающих элементов на конвейерной ленте, которая служит для них опорой при их захвате, например, роботизированной рукой для наложения на радиально внутреннюю поверхность шины, по существу невозможно спрогнозировать заранее. В частности, Заявитель удостоверился в том, что это обусловлено тянущим воздействием, которому подвергается каждый шумопонижающий элемент, когда он вместе с соответствующим адгезивом отделяется от смежного шумопонижающего элемента, а также поперечными движениями/колебаниями (которые являются малыми, но не пренебрежимо малыми) самуй конвейерной ленты. Таким образом, Заявитель установил, что, поскольку роботизированная рука, используемая для захвата и наложения шумопонижающих элементов в ситуации, подобной той, которая описана в WO 2016/067192 A1, не «знает» точного положения шумопонижающего элемента на конвейерной ленте, она не может захватить его с достаточной точностью и наложить его на шину с заданной точностью. Это приводит к риску, например, того, что соседние шумопонижающие элементы будут перекрывать друг друга, будут смещены и/или ориентация шумопонижающих элементов относительно осевой средней плоскости шины будет неправильной.
Заявитель также установил, что после некорректного наложения шумопонижающего элемента на шину должны быть выполнены специально предусмотренные операции для удаления такого шумопонижающего элемента и очистки соответствующего участка радиально внутренней поверхности шины. Такие операции могут выполняться вручную оператором, когда действие выполняется с достаточной быстротой; в противном случае будет необходимо использовать специальное оборудование, например, машины, в которых используется сухой лед. В любом случае неправильно размещенный шумопонижающий элемент приводит к непроизводительным затратам времени и ресурсов.
Заявитель осознал, что посредством улучшения знаний о месте, из которого шумопонижающие элементы захватываются, например, роботизированной рукой, можно повысить точность размещения самих шумопонижающих элементов на радиально внутренней поверхности шины.
Как было осознано Заявителем, такое решение также должно обеспечить возможность манипулирования шумопонижающими элементами, имеющими разные размеры, без негативного воздействия на длительность цикла, то есть общее время, необходимое для наложения всех шумопонижающих элементов, которые требуются для данной шины.
При этом Заявитель установил, что при использовании системы идентификации изображений, предназначенной для точного обнаружения шумопонижающих элементов на движущихся элементах (например, конвейерных лентах, конвейерах и т.д.), которые обеспечивают перемещение шумопонижающих элементов к соответствующей зоне/соответствующему месту захвата для наложения на внутреннюю сторону шины, можно обеспечить захват таких элементов, например, роботизированной рукой с заданной точностью и последующее правильное размещение их на радиально внутренней поверхности шины в соответствии с техническими требованиями.
В соответствии с первым аспектом изобретение относится к способу управления наложением шумопонижающих элементов на шины для колес транспортных средств.
Предпочтительно, предусмотрена подача последовательности шин к рабочей станции.
Предпочтительно, предусмотрена подача первого множества шумопонижающих элементов к указанной рабочей станции посредством первого конвейера.
Предпочтительно, предусмотрено приведение в действие системы обнаружения для идентификации одного или более первых изображений.
Указанные одно или более первых изображений предпочтительно отображают по меньшей мере один шумопонижающий элемент из указанного первого множества.
Предпочтительно, предусмотрено приведение в действие процессора для определения первых параметров.
Указанные первые параметры предпочтительно определяют в зависимости от указанных первых изображений.
Указанные первые параметры предпочтительно характеризуют координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из указанного первого множества, в первой плоскости, параллельной указанному первому конвейеру.
Указанные первые параметры предпочтительно характеризуют угол ориентации указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества относительно направления, определенного на указанной первой плоскости.
Предпочтительно, предусмотрена передача первой команды на перемещение роботизированной руке, включенной в указанную рабочую станцию.
Указанную первую команду на перемещение предпочтительно передают на основе указанных первых параметров.
Указанная роботизированная рука предпочтительно снабжена концевым инструментом.
Указанная первая команда на перемещение предпочтительно обеспечивает позиционирование и ориентирование указанного концевого инструмента указанной роботизированной руки в соответствии с указанными первыми параметрами для соединения указанного концевого инструмента с указанным по меньшей мере одним шумопонижающим элементом из указанного первого множества.
Указанная первая команда на перемещение предпочтительно обеспечивает захват указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества указанной роботизированной рукой с указанного первого конвейера.
Указанная первая команда на перемещение предпочтительно обеспечивает наложение указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества на радиально внутреннюю поверхность шины из указанной последовательности посредством указанной роботизированной руки.
Заявитель полагает, что таким образом наложение шумопонижающих элементов на радиально внутреннюю поверхность шины может выполняться с требуемой точностью, посредством чего будут достигнуты заданные характеристики, связанные с уменьшением шума, и можно будет избежать необходимости во вмешательствах для удаления любых неправильно размещенных шумопонижающих элементов. В частности, Заявитель установил, что можно обеспечить то, что погрешности позиционирования будут ниже порогового значения, составляющего приблизительно один миллиметр, и погрешности ориентации будут ниже порогового значения, составляющего приблизительно 0,1 градуса.
Заявитель также полагает, что данное решение обеспечивает возможность манипулирования шумопонижающими элементами, имеющими разные размеры, поскольку использование системы идентификации изображений позволяет работать с разными элементами даже без особенно сложных и усовершенствованных структур аппаратных средств и программного обеспечения.
В завершение Заявитель полагает, что данное решение позволяет сохранить длительность цикла по существу не измененной, поскольку выполнение задач получения и обработки изображений занимает ничтожно малое время по сравнению с операциями, необходимыми для подготовки, захвата и установки шумопонижающих элементов в заданные положения.
В соответствии с другим аспектом изобретение относится к рабочей станции для наложения шумопонижающих элементов на шины для колес транспортных средств.
Предпочтительно, используется роботизированная рука.
Указанная роботизированная рука предпочтительно выполнена с возможностью захвата шумопонижающих элементов из первого множества, подаваемых посредством первого конвейера.
Предпочтительно, используется система обнаружения.
Указанная система обнаружения предпочтительно выполнена с возможностью идентификации одного или более первых изображений.
Указанные одно или более первых изображений предпочтительно отображают по меньшей мере один шумопонижающий элемент из указанного первого множества.
Предпочтительно, используется процессор.
Указанный процессор предпочтительно выполнен с возможностью определения первых параметров.
Указанные первые параметры предпочтительно определяются в зависимости от указанных первых изображений.
Указанные первые параметры предпочтительно характеризуют координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из указанного первого множества, в первой плоскости, параллельной указанному первому конвейеру.
Указанные первые параметры предпочтительно характеризуют угол ориентации указанного шумопонижающего элемента из указанного первого множества относительно направления, определенного на указанной первой плоскости.
Указанный процессор предпочтительно выполнен с возможностью передачи первой команды на перемещение указанной роботизированной руке.
Указанная первая команда на перемещение предпочтительно передается на основе указанных первых параметров.
Указанная первая команда на перемещение предпочтительно обеспечивает позиционирование и ориентирование указанного концевого инструмента указанной роботизированной руки в соответствии с указанными первыми параметрами для соединения указанного концевого инструмента с указанным по меньшей мере одним шумопонижающим элементом из указанного первого множества.
Указанная первая команда на перемещение предпочтительно обеспечивает захват указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества указанной роботизированной рукой с указанного первого конвейера.
Указанная первая команда на перемещение предпочтительно обеспечивает наложение указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества на радиально внутреннюю поверхность шины посредством указанной роботизированной руки.
Согласно по меньшей мере одному из вышеуказанных аспектов настоящее изобретение может иметь по меньшей мере один из нижеприведенных предпочтительных признаков.
Шумопонижающие элементы из указанного первого множества предпочтительно расположены по порядку на указанном первом конвейере, начиная с первого начального шумопонижающего элемента.
Первый начальный шумопонижающий элемент предпочтительно представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения указанного первого конвейера вперед - по отношению ко всем остальным шумопонижающим элементам из первого множества.
Указанные первые изображения предпочтительно отображают указанный первый начальный шумопонижающий элемент.
Указанные первые параметры предпочтительно поставлены в соответствие указанному первому начальному шумопонижающему элементу.
При получении указанной первой команды на перемещение указанная роботизированная рука предпочтительно соединяет указанный концевой инструмент с указанным первым начальным шумопонижающим элементом.
При получении указанной первой команды на перемещение указанная роботизированная рука предпочтительно накладывает указанный первый начальный шумопонижающий элемент на радиально внутреннюю поверхность указанной шины.
Предпочтительно, предусмотрено приведение в действие указанного процессора для определения по меньшей мере одной первой длины указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества.
Указанную первую длину предпочтительно определяют на основе указанных первых изображений.
Предпочтительно, предусмотрено приведение в действие указанного процессора для выполнения первого сравнения между указанной первой длиной и одним или более первыми контрольными значениями.
Предпочтительно, предусмотрено приведение в действие указанного процессора для избирательного генерирования указанной первой команды на перемещение в зависимости от результата указанного первого сравнения.
Шумопонижающие элементы из первого множества предпочтительно по существу имеют первый размер.
Первый размер шумопонижающих элементов из указанного первого множества предпочтительно больше или равен 100 мм и/или меньше или равен 300 мм.
Указанный первый конвейер предпочтительно имеет первую концевую зону, из которой захватывают указанный по меньшей мере один шумопонижающий элемент из указанного первого множества.
Предпочтительно, предусмотрено обеспечение наличия контрастной стенки рядом с указанной первой концевой зоной.
Предпочтительно, предусмотрено приведение в действие указанного процессора для генерирования сигнала отбраковки для перемещения указанной контрастной стенки и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества.
Генерирование указанного сигнала отбраковки предпочтительно будет осуществляться, если указанная первая длина не соответствует указанным одному или более первым контрольным значениям.
Предпочтительно, предусмотрена подача по меньшей мере одного второго множества шумопонижающих элементов к указанной рабочей станции посредством по меньшей мере одного второго конвейера.
Предпочтительно, предусмотрено приведение в действие системы обнаружения для идентификации одного или более вторых изображений.
Указанные вторые изображения предпочтительно отображают по меньшей мере один шумопонижающий элемент из указанного второго множества.
Предпочтительно, предусмотрено приведение в действие указанного процессора для определения вторых параметров.
Указанные вторые параметры предпочтительно определяют в зависимости от указанных вторых изображений.
Указанные вторые параметры предпочтительно характеризуют координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из указанного второго множества, во второй плоскости, параллельной указанному второму конвейеру.
Указанные вторые параметры предпочтительно характеризуют угол ориентации указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества относительно направления, определенного на указанной второй плоскости.
Предпочтительно, предусмотрена передача второй команды на перемещение указанной роботизированной руке на основе указанных вторых параметров.
Указанная вторая команда на перемещение предпочтительно обеспечивает позиционирование и ориентирование указанного концевого инструмента указанной роботизированной руки в соответствии с указанными вторыми параметрами для соединения указанного концевого инструмента с указанным по меньшей мере одним шумопонижающим элементом из указанного второго множества.
Указанная вторая команда на перемещение предпочтительно обеспечивает захват указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества указанной роботизированной рукой с указанного второго конвейера.
Указанная вторая команда на перемещение предпочтительно обеспечивает наложение указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества на радиально внутреннюю поверхность указанной шины посредством указанной роботизированной руки.
Шумопонижающие элементы из указанного второго множества предпочтительно расположены по порядку на указанном втором конвейере, начиная со второго начального шумопонижающего элемента.
Второй начальный шумопонижающий элемент предпочтительно представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения указанного второго конвейера вперед - по отношению ко всем остальным шумопонижающим элементам из второго множества.
Указанные вторые изображения предпочтительно отображают указанный второй начальный шумопонижающий элемент.
Указанные вторые параметры предпочтительно поставлены в соответствие указанному второму начальному шумопонижающему элементу.
При получении указанной второй команды на перемещение указанная роботизированная рука предпочтительно соединяет указанный концевой инструмент с указанным вторым начальным шумопонижающим элементом.
При получении указанной второй команды на перемещение указанная роботизированная рука предпочтительно накладывает указанный второй начальный шумопонижающий элемент на радиально внутреннюю поверхность указанной шины.
Предпочтительно, предусмотрено приведение в действие указанного процессора для определения по меньшей мере одной второй длины указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества на основе указанных вторых изображений.
Предпочтительно, предусмотрено приведение в действие указанного процессора для выполнения второго сравнения между указанной второй длиной и одним или более вторыми контрольными значениями.
Предпочтительно, предусмотрено приведение в действие указанного процессора для избирательного генерирования указанной второй команды на перемещение в зависимости от результата указанного второго сравнения.
Шумопонижающие элементы из второго множества предпочтительно по существу имеют второй размер, отличающийся от указанного первого размера.
Второй размер шумопонижающих элементов из указанного второго множества предпочтительно больше или равен 100 мм и/или меньше или равен 300 мм.
Разность первого размера шумопонижающих элементов из указанного первого множества и второго размера шумопонижающих элементов из указанного второго множества предпочтительно больше или равна 10 мм и/или меньше или равна 80 мм.
Указанный второй конвейер предпочтительно имеет вторую концевую зону, из которой захватывают указанный по меньшей мере один шумопонижающий элемент из указанного второго множества.
Указанная контрастная стенка предпочтительно расположена рядом с указанной второй концевой зоной.
Предпочтительно, предусмотрено приведение в действие указанного процессора для генерирования сигнала отбраковки для перемещения указанной контрастной стенки и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества.
Генерирование указанного сигнала отбраковки предпочтительно будет осуществляться, если указанная вторая длина не соответствует указанным одному или более вторым контрольным значениям.
Указанный процессор предпочтительно выполнен с возможностью определения по меньшей мере одной первой длины указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества.
Указанный процессор предпочтительно выполнен с возможностью выполнения первого сравнения между указанной первой длиной и одним или более первыми контрольными значениями.
Указанный процессор предпочтительно выполнен с возможностью избирательного генерирования указанной первой команды на перемещение в зависимости от результата указанного первого сравнения.
Указанный процессор предпочтительно выполнен с возможностью генерирования сигнала отбраковки для перемещения указанной контрастной стенки и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из указанного первого множества.
Указанная роботизированная рука предпочтительно выполнена с возможностью захвата шумопонижающих элементов из второго множества, подаваемых посредством второго конвейера.
Указанная система обнаружения предпочтительно выполнена с возможностью идентификации одного или более вторых изображений, отображающих по меньшей мере один шумопонижающий элемент из указанного второго множества.
Указанный процессор предпочтительно выполнен с возможностью определения вторых параметров в зависимости от указанных вторых изображений.
Указанный процессор предпочтительно выполнен с возможностью передачи указанной роботизированной руке второй команды на перемещение на основе указанных вторых параметров.
Указанная система обнаружения предпочтительно содержит первое устройство обнаружения, выполненное с возможностью идентификации указанных первых изображений.
Указанная система обнаружения предпочтительно содержит второе устройство обнаружения, выполненное с возможностью идентификации указанных вторых изображений.
Указанный процессор предпочтительно выполнен с возможностью определения по меньшей мере одной второй длины указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества на основе указанных вторых изображений.
Указанный процессор предпочтительно выполнен с возможностью выполнения второго сравнения между указанной второй длиной и одним или более вторыми контрольными значениями.
Указанный процессор предпочтительно выполнен с возможностью избирательного генерирования указанной второй команды на перемещение в зависимости от результата указанного второго сравнения.
Указанный процессор предпочтительно выполнен с возможностью генерирования указанного сигнала отбраковки для перемещения указанной контрастной стенки и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из указанного второго множества.
Указанная роботизированная рука предпочтительно представляет собой антропоморфную роботизированную руку с по меньшей мере шестью осями поворота.
Дополнительные признаки и преимущества станут более очевидными из нижеприведенного подробного описания предпочтительного, но неограничивающего варианта осуществления изобретения. В нижеприведенном описании будет сделана ссылка на приложенные чертежи, которые также приведены в качестве иллюстративного и неограничивающего примера и на которых:
фиг.1 - только в целях описания схематический вид в разрезе (не в масштабе) вдоль осевой средней плоскости шины, получаемой посредством рабочей станции в соответствии с изобретением;
фиг.1а - один возможный профиль деформации шумопонижающего элемента, наложенного на внутреннюю поверхность шины;
фиг.2 - схема, отображающая схематический вид в плане рабочей станции в соответствии с настоящим изобретением;
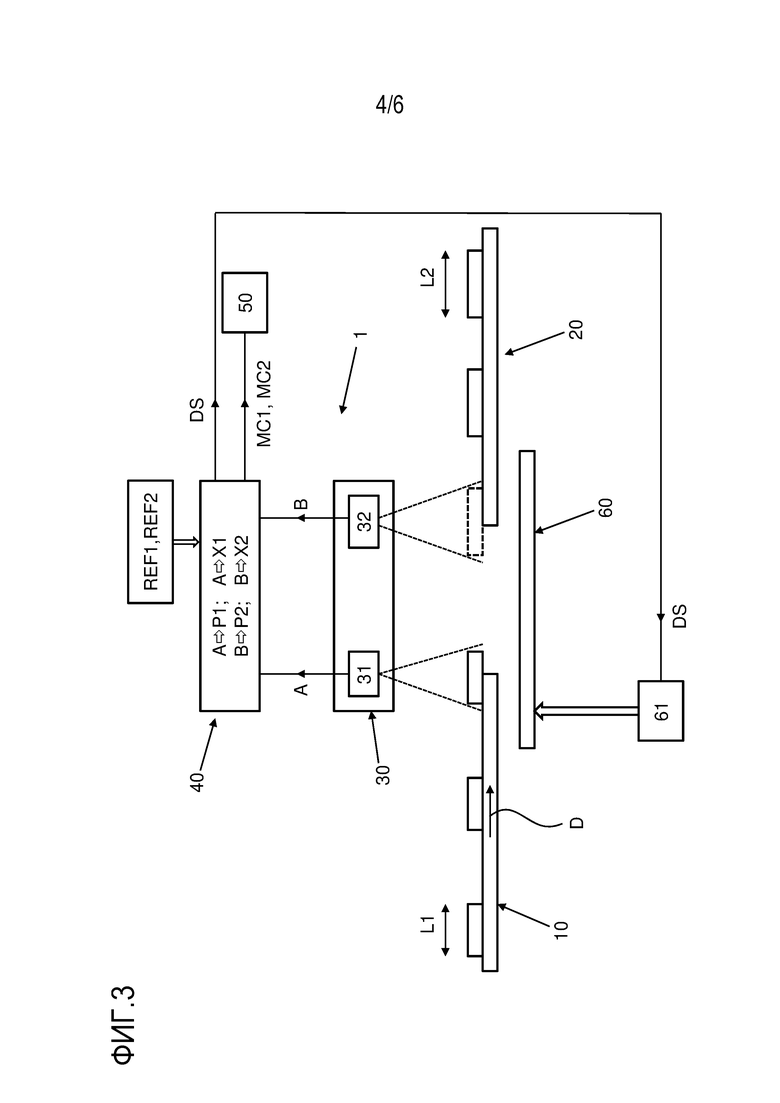
фиг.3 - схема, отображающая схематический вид сбоку рабочей станции с фиг.1;
фиг.4 - схематическая иллюстрация элемента, взаимодействующего с рабочей станцией с фиг.2-3; и
фиг.5 - схематическая иллюстрация одного возможного варианта осуществления части рабочей станции, представленной на фиг.2.
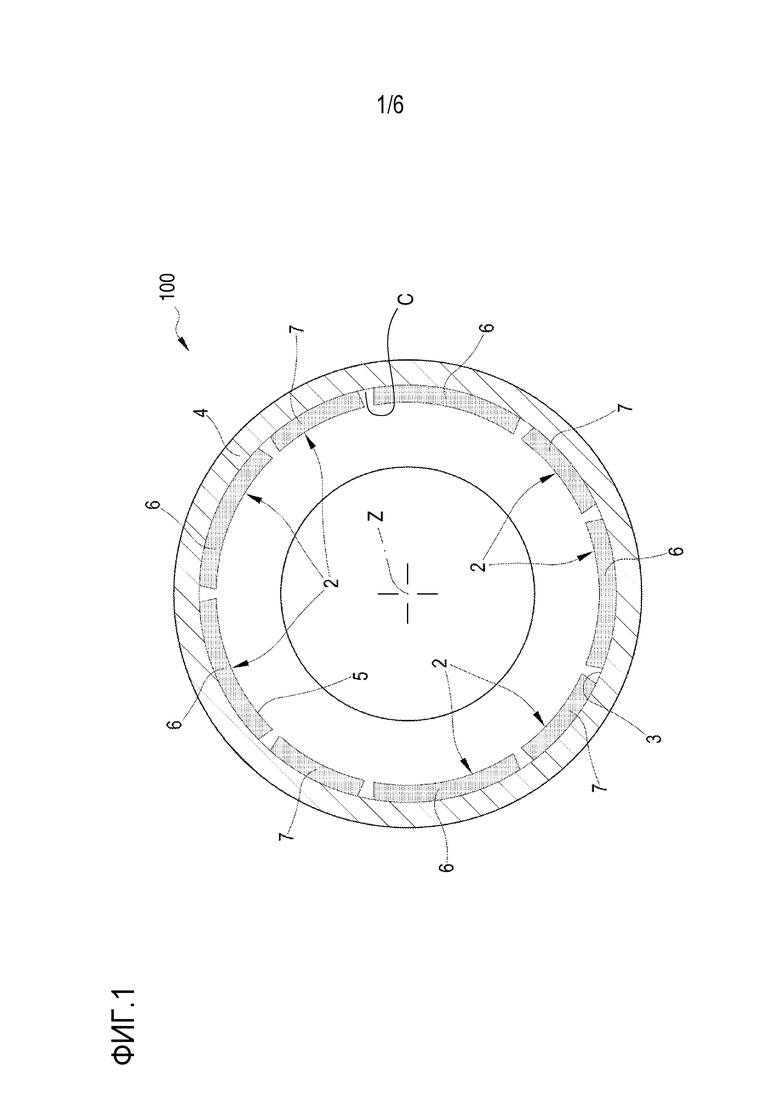
Как показано на фиг.1, шина 100 имеет ось Z вращения и протяженность внутренней окружности, которая образована радиально внутренней поверхностью 3 в осевой средней плоскости.
Последовательность шумопонижающих элементов 2, предпочтительно имеющих по меньшей мере два разных размера (длины в направлении вдоль окружности), наложена по окружности на радиально внутреннюю поверхностную часть 3 шины предпочтительно в месте, соответствующем протекторному браслету 4.
В шине, показанной в качестве примера на фиг.1, последовательность шумопонижающих элементов состоит из девяти элементов, при этом пять шумопонижающих элементов 6 имеют размер L1, который больше размера L2 оставшихся четырех шумопонижающих элементов 7.
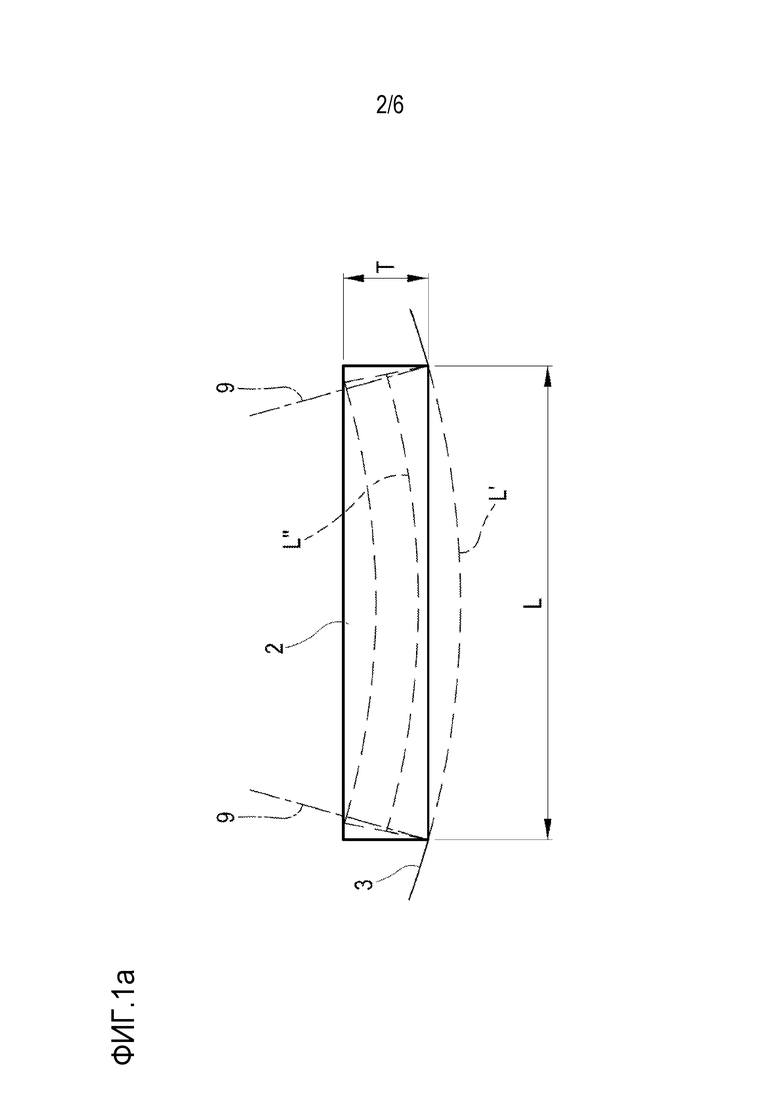
Фиг.1а показывает один возможный профиль деформации шумопонижающего элемента 2, который в качестве примера выполнен в виде прямого параллелепипеда в его недеформированной конфигурации (хотя также возможны другие формы, такие как призмы, непрямые параллелепипеды и т.д.).
Каждый шумопонижающий элемент в недеформированном состоянии (непрерывная линия) имеет длину L, ширину (в направлении, ортогональном к плоскости фиг.1а) и толщину Т.
Когда элемент 2 наложен на шину (пунктирная линия), он подвергается деформированию для адаптации его собственной формы к криволинейной внутренней поверхности шины. Характер и степень деформации зависят от одного или более факторов, таких как материал и форма недеформированного элемента 2, криволинейный профиль шины и вид деформации элемента.
Следует подчеркнуть, что вследствие указанной деформации расстояние между двумя соседними элементами может изменяться вдоль направления толщины элементов (то есть вдоль радиального направления). Например, боковые поверхности элементов 2, наложенных на шину, могут сходиться по направлению к оси Z и приближаться друг к другу (как показано на фиг.1), так что расстояние между двумя соседними элементами, измеренное в зоне радиально внутренних поверхностей 5, будет меньше, чем расстояние, измеренное в зоне радиально внутренней поверхности 3.
В представленном описании любое упоминание длины, ширины и толщины элемента 2 относится к элементу в недеформированном состоянии. Однако также может упоминаться деформированный элемент без отхода от настоящего изобретения. Например, будет возможным рассмотрение или определяемой вдоль окружности длины L’ поверхности, находящейся в контакте с радиально внутренней поверхностью 3 шины, или длины L”, определяемой вдоль окружности в любой точке вдоль направления толщины, например, на половине высоты (как показано на фиг.1а) или в зоне радиально внутренней поверхности 5.
Аналогичным образом в данном документе будет рассматриваться протяженность/длина С внутренней окружности, измеренная на радиально внутренней поверхности 3 (как правило, радиально внутренней поверхности герметизирующего слоя) в осевой средней плоскости. Однако также может быть возможным рассмотрение длин других внутренних окружностей при их зависимости от указанной длины С внутренней окружности. Например, как показано на фиг.1, можно рассматривать длину окружности, «охватывающей» радиально внутренние поверхности 5 элементов 2.
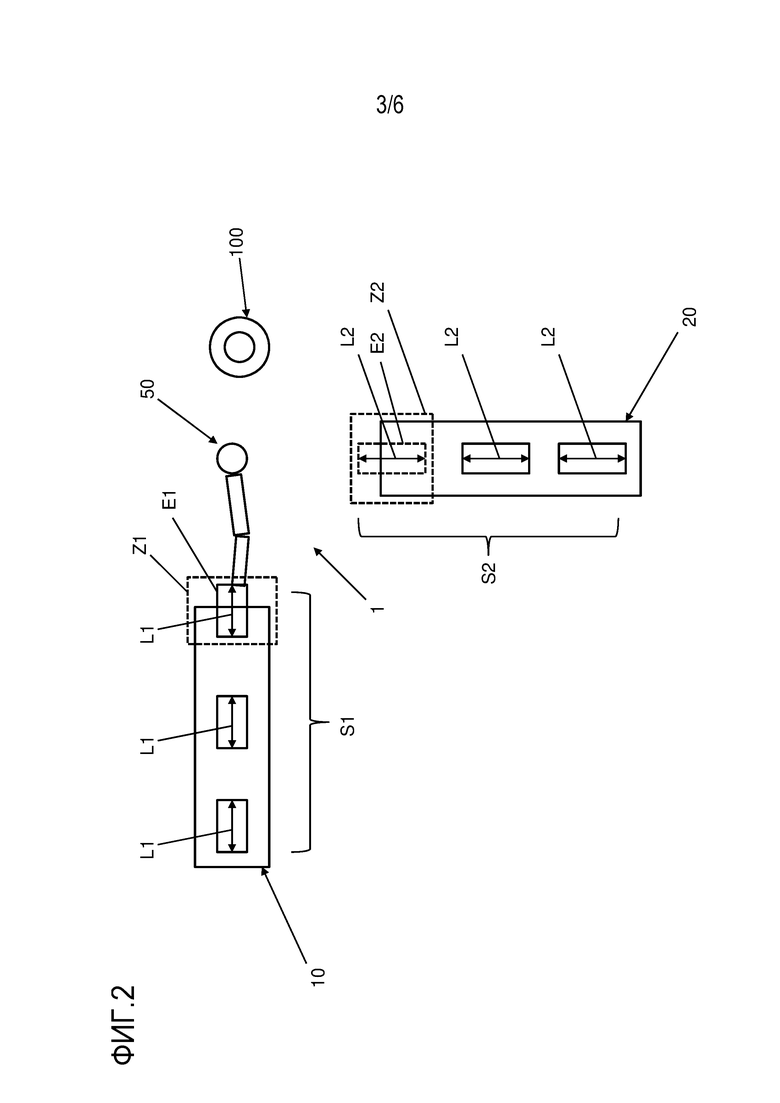
Фиг.2-3 схематически показывают рабочую станцию 1 в соответствии с изобретением.
Рабочая станция 1 содержит роботизированную руку 50.
Роботизированная рука 50 предпочтительно представляет собой антропоморфную роботизированную руку. Более предпочтительно, если указанная роботизированная рука 50 представляет собой антропоморфную роботизированную руку с по меньшей мере шестью осями поворота.
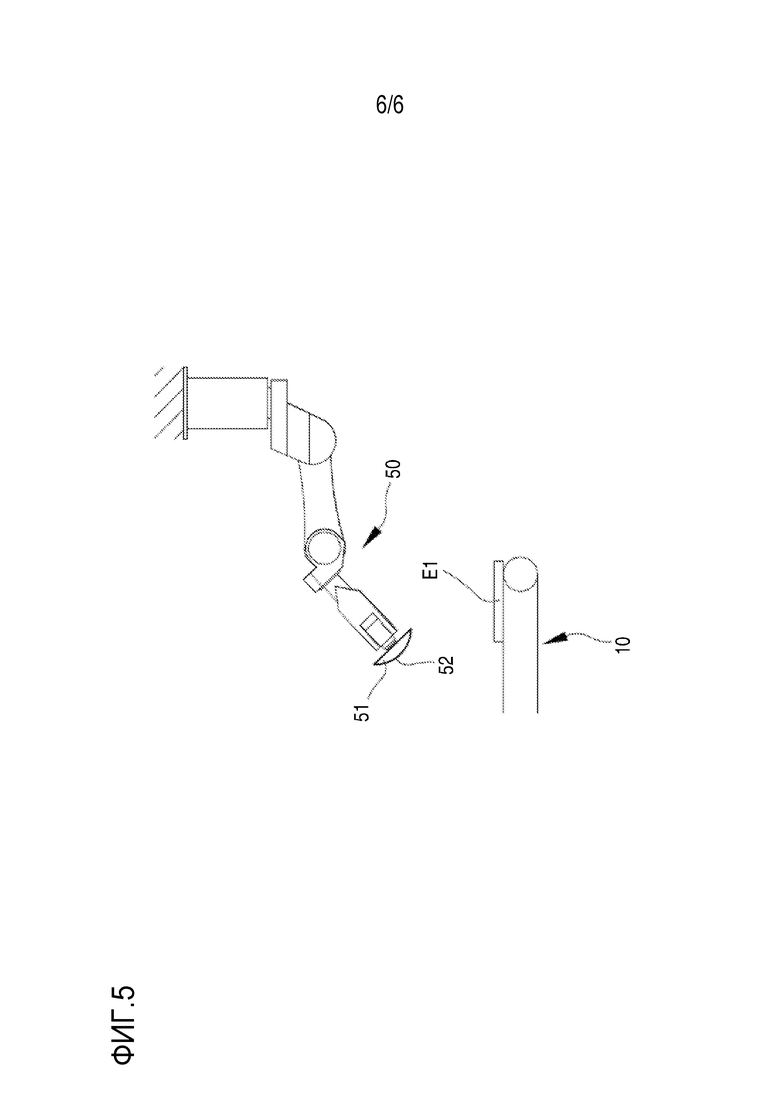
Роботизированная рука 50 предпочтительно снабжена концевым инструментом 51 (фиг.5), позиционирование и ориентирование которого осуществляются посредством перемещений самуй роботизированной руки 50.
Посредством концевого инструмента 51 роботизированная рука 50 выполняет задачу захвата шумопонижающих элементов, поданных к рабочей станции 1, и наложения их на радиально внутреннюю поверхность последовательности шин.
В одном варианте осуществления концевой инструмент 51 может иметь множество всасывающих каналов (непоказанных), соединенных по текучей среде с всасывающим устройством, выполненным с возможностью избирательного приведения в действие. Следовательно, захват шумопонижающих элементов и их удерживание во время перемещений роботизированной руки 50 по направлению к шине происходят за счет действия всасывающей силы, действующей на шумопонижающие элементы, когда указанное всасывающее устройство приведено в действие/включено. Отпускание шумопонижающих элементов на радиально внутренней поверхности шины происходит после выключения указанного всасывающего устройства.
Концевой инструмент 51 предпочтительно содержит поверхность 52 для контактного взаимодействия, имеющую криволинейный профиль. Профиль поверхности 52, предназначенной для контактного взаимодействия, предпочтительно имеет радиус кривизны, который является по существу таким же, как радиус кривизны радиально внутренней поверхности 3 шины 100 вдоль направления вдоль окружности шины. В частности, значение радиуса кривизны поверхности 52 для контактного взаимодействия по существу равно среднему значению радиусов кривизны внутренних поверхностей множества шин, на которые должны быть наклеены шумопонижающие элементы.
Последовательность шин подается на рабочую станцию посредством соответствующих подающих устройств (непоказанных). Для простоты фиг.2 показывает только одну шину 100, на которую шумопонижающие элементы накладываются посредством роботизированной руки 50.
Каждый шумопонижающий элемент предпочтительно содержит звукоизоляционный материал или изготовлен из звукоизоляционного материала, предпочтительно из полимерного пеноматериала, предпочтительно пенополиуретана, предпочтительно открытопористого типа.
Звукоизоляционный материал предпочтительно имеет плотность в диапазоне от приблизительно 5 кг/м3 до приблизительно 60 кг/м3.
Каждый шумопонижающий элемент предпочтительно представляет собой параллелепипед (как правило, но необязательно прямой параллелепипед), имеющий длину, ширину и толщину. Каждый шумопонижающий элемент предпочтительно имеет прямоугольную форму с указанной длиной и указанной шириной на виде в плане. Например, указанная длина может соответствовать большей стороне прямоугольника. При использовании направление толщины соответствует радиальному направлению, и направление ширины по существу соответствует аксиальному направлению (без учета возможных деформаций элемента).
Как станет яснее в дальнейшем, шумопонижающие элементы, используемые в настоящем изобретении, разделены на по меньшей мере первое множество S1 и второе множество S2.
Все шумопонижающие элементы, принадлежащие каждому множеству, предпочтительно имеют одинаковую трехмерную форму и/или по существу одинаковую длину, одинаковую ширину и одинаковую толщину, что облегчает манипулирование ими.
Все шумопонижающие элементы из всех множеств предпочтительно имеют одинаковые ширину и/или толщину. Другими словами, шумопонижающие элементы, принадлежащие разным множествам, различаются только по значению длины. Таким образом, каждая последовательность шумопонижающих элементов является по существу однородной на всей ее протяженности в том, что касается поперечного размера, в результате чего предотвращается ситуация, в которой возникают проблемы, связанные с нарушением балансировки катящейся шины, и обеспечивается равномерное заполнение полости.
Все шумопонижающие элементы, принадлежащие всем множествам, предпочтительно имеют одинаковую трехмерную форму, что облегчает манипулирование ими.
Длина всех шумопонижающих элементов предпочтительно больше или равна 100 мм, более предпочтительно больше или равна 150 мм и/или меньше или равна 300 мм, более предпочтительно меньше или равна 250 мм. Ширина всех шумопонижающих элементов предпочтительно больше или равна 80 мм и/или меньше или равна 160 мм, более предпочтительно меньше или равна 140 мм.
Толщина всех шумопонижающих элементов предпочтительно больше или равна 10 мм и меньше или равна 50 мм.
Такие шумопонижающие элементы обладают хорошей способностью к подавлению шума; они могут быть легко прикреплены к внутренней поверхности шины посредством приклеивания с помощью адгезива; после приклеивания они не будут разрушаться и не будут отсоединяться при их подвергании воздействию циклов деформирования, которые испытывает шина, катящаяся по дороге; они также обеспечат сохранение остальных эксплуатационных характеристик шины по существу не измененными.
Шумопонижающие элементы предпочтительно закрывают по меньшей мере 80%, более предпочтительно по меньшей мере 90% от протяженности внутренней окружной поверхности шины 100.
Расстояние между двумя соседними шумопонижающими элементами, измеренное вдоль направления длины внутренней окружности/окружной поверхности шины 100, предпочтительно составляет от 5 мм до 200 мм, в частности, от 10 мм до 15 мм.
Первый конвейер 10 подает первое множество S1 шумопонижающих элементов к рабочей станции 1.
Каждый шумопонижающий элемент из первого множества S1 имеет по существу первый размер L1. На практике это означает, что все шумопонижающие элементы из первого множества S1 имеют длину, по существу равную первому размеру L1.
Выражение «по существу» в отношении размеров шумопонижающих элементов означает то, что учитываются допуски на обработку (обусловленные, например, операциями резания) и/или допуски при манипулировании (например, адаптация к криволинейной внутренней поверхности). Указанные допуски на обработку и/или допуски при манипулировании обычно приводят к отклонениям размеров шумопонижающих элементов, не превышающим приблизительно ±3% от номинального размера. Например, для размера, определяемого вдоль окружности и составляющего от приблизительно 150 мм до приблизительно 250 мм, допуск может составлять, например, приблизительно 1,5 мм.
Второй конвейер 20 подает второе множество S2 шумопонижающих элементов к рабочей станции 1.
Каждый шумопонижающий элемент из второго множества S2 имеет по существу второй размер L2. На практике это означает, что все шумопонижающие элементы из второго множества S2 имеют длину, по существу равную второму размеру L2.
Разность первого размера L1 и второго размера L2 предпочтительно больше или равна 10 мм, более предпочтительно больше или равна 20 мм и/или меньше или равна 80 мм, более предпочтительно меньше или равна 60 мм.
Шумопонижающие элементы из первого и второго множеств S1, S2 могут быть размещены, например, так, как описано в международной патентной заявке WO 2016/067192 А1, при этом шумопонижающие элементы сначала размещают на первой конвейерной ленте; затем шумопонижающие элементы перемещают на вторую конвейерную ленту, на которой они соединяются с непрерывной пленкой из адгезивного материала; при их перемещении на третью конвейерную ленту адгезивный материал разрезают по заданному размеру, так что шумопонижающие элементы на третьей конвейерной ленте будут отделены друг от друга, при этом каждый из них будет соединен с соответствующей частью адгезивного материала.
Первый конвейер 10 и второй конвейер 20 предпочтительно соответствуют указанной третьей конвейерной ленте.
Другими словами, предусмотрено, что группа конвейерных лент (например, первая, вторая и третья конвейерные ленты, подобные описанным в WO 2016/067192 А1) обеспечивает подачу шумопонижающих элементов из первого множества S1, и другая группа конвейерных лент (например, другие первая, вторая и третья конвейерные ленты) обеспечивает подачу шумопонижающих элементов из второго множества S2. Первый конвейер 10 может соответствовать, например, третьей конвейерной ленте из первой группы, в то время как второй конвейер 20 может соответствовать, например, третьей конвейерной ленте из второй группы.
Первый конвейер 10 и второй конвейер 20 предпочтительно образованы из нелипкого материала, например, им приданы противоадгезионные свойства посредством обработки поверхности силиконами, чтобы они не препятствовали захвату шумопонижающих элементов роботизированной рукой 50.
Шумопонижающие элементы из первого множества S1 расположены по порядку на первом конвейере 10, начиная с первого начального шумопонижающего элемента Е1. Последний представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения первого конвейера 10 вперед - по отношению ко всем остальным шумопонижающим элементам из первого множества S1.
Шумопонижающие элементы из второго множества S2 расположены по порядку на втором конвейере 20, начиная со второго начального шумопонижающего элемента Е2. Последний представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения второго конвейера 20 вперед - по отношению ко всем остальным шумопонижающим элементам из второго множества S2.
Шумопонижающие элементы из первого множества S1 предпочтительно подаются к рабочей станции 1 поочередно с шумопонижающими элементами из второго множества S2.
В общем случае шумопонижающие элементы из первого множества S1 и из второго множества S2 подаются к рабочей станции 1 в соответствии с рабочей программой, которая должна выполняться роботизированной рукой 50 для наложения шумопонижающих элементов на радиально внутреннюю поверхность 3 шины 100.
Последовательность шин, подаваемых к рабочей станции 1, может содержать или по существу одинаковые шины, при этом в данном случае шумопонижающие элементы накладывают в соответствии с одной и той же схемой расположения, или разные шины, при этом в данном случае шумопонижающие элементы накладывают в соответствии с разными схемами расположения. Управление роботизированной рукой 50 осуществляется соответствующим образом для наложения на каждую шину с определенной схемой расположения, соответствующей ей.
Роботизированная рука 50 захватывает один шумопонижающий элемент в каждый отдельно взятый момент времени (из первого множества S1 или из второго множества S2 в соответствии с указанной рабочей программой) и накладывает его на шину 100.
В примере по фиг.2 роботизированная рука 50 воздействует на первый начальный шумопонижающий элемент Е1 в первой концевой зоне Z1 первого конвейера 10. Второй начальный шумопонижающий элемент Е2 начерчен пунктирными линиями, поскольку он предпочтительно доходит до второй концевой зоны Z2 второго конвейера 20 в более позднее время.
Когда наложение шумопонижающих элементов на шину 100 будет завершено, рабочая станция 1 начинает работать с последующими шинами в соответствии с порядком, заданным указанной последовательностью шин.
Следует отметить, что в представленном описании упоминаются, в частности, первое множество S1 шумопонижающих элементов и второе множество S2 шумопонижающих элементов, подаваемые соответственно посредством первого конвейера 10 и посредством второго конвейера 20. Однако изобретение может быть также реализовано при большем числе множеств шумопонижающих элементов и соответствующих конвейеров.
Рабочая станция 1 содержит систему 30 обнаружения (фиг.3).
Система 30 обнаружения выполнена с возможностью идентификации одного или более первых изображений А, отображающих по меньшей мере один шумопонижающий элемент из первого множества S1.
В частности, система 30 обнаружения может быть снабжена первым устройством 31 обнаружения, выполненным, например, в виде видеокамеры, чувствительной к инфракрасным излучениям, и предназначенным для идентификации первых изображений А.
Для идентификации первых изображений А система 30 обнаружения и, в частности, первое устройство 31 обнаружения работают в первой концевой зоне Z1 первого конвейера 10. На практике первая концевая зона Z1 первого конвейера 10 задана в определенных границах, и захват первых изображений А осуществляется, когда шумопонижающий элемент из первого множества S1 находится в указанной первой концевой зоне Z1.
Первые изображения А отображают первый начальный шумопонижающий элемент Е1, когда он находится в первой концевой зоне Z1.
Как станет более очевидным из нижеизложенного, первый начальный шумопонижающий элемент Е1 может быть или наложен на шину, или отбракован. В любом случае он будет затем заменен другим шумопонижающим элементом из первого множества S1, поступающим в первую концевую зону Z1, который, таким образом, станет новым первым начальным шумопонижающим элементом.
Следовательно, первые изображения А предпочтительно отображают все шумопонижающие элементы из первого множества S1, при этом каждое первое изображение А (или каждая группа первых изображений А) отображает один шумопонижающий элемент из первого множества S1, когда он находится в первой концевой зоне Z1 первого конвейера 10.
Система 30 обнаружения выполнена с возможностью идентификации одного или более вторых изображений В, отображающих по меньшей мере один шумопонижающий элемент из второго множества S2.
В частности, система 30 обнаружения может быть снабжена вторым устройством 32 обнаружения, выполненным, например, в виде видеокамеры, чувствительной к инфракрасным излучениям, и предназначенным для идентификации вторых изображений В.
Для идентификации вторых изображений В система 30 обнаружения и, в частности, второе устройство 32 обнаружения работают во второй концевой зоне Z2 второго конвейера 20. На практике вторая концевая зона Z2 второго конвейера 20 задана в определенных границах, и захват вторых изображений В осуществляется, когда шумопонижающий элемент из второго множества S2 находится в указанной второй концевой зоне Z2.
Вторые изображения В отображают второй начальный шумопонижающий элемент Е2, когда он находится во второй концевой зоне Z2.
Второй конвейер 20 работает в значительной степени так же, как первый конвейер 10.
Следовательно, вторые изображения В предпочтительно отображают все шумопонижающие элементы из второго множества S2, при этом каждое второе изображение В (или каждая группа вторых изображений В) отображает один шумопонижающий элемент из второго множества S2.
Рабочая станция 1 предпочтительно содержит контрастную стенку 60.
Контрастная стенка 60 расположена рядом с первой концевой зоной Z1 и рядом со второй концевой зоной Z2.
В частности, контрастная стенка 60 установлена ниже, чем первый конвейер 10 и второй конвейер 20, так что первая концевая зона Z1 и вторая концевая зона Z2 расположены между системой 30 обнаружения и контрастной стенкой 60 (как схематически показано на фиг.3).
Контрастная стенка 60 предпочтительно имеет светлый цвет для облегчения обнаружения посредством системы 30 обнаружения. Действительно, предусмотрено, что шумопонижающие элементы имеют темный цвет.
Контрастная стенка 60 предпочтительно может быть переведена из рабочего положения в положение отбраковки и наоборот.
В рабочем положении контрастная стенка 60 находится рядом с первой и второй концевыми зонами Z1, Z2 и, как указано выше, облегчает обнаружение посредством системы 30 обнаружения.
В положении отбраковки контрастная стенка 60 перемещена от первой и/или второй концевых зон Z1, Z2, посредством чего обеспечивается возможность падения шумопонижающего элемента, поступающего с первого конвейера 10 и/или со второго конвейера 20, вниз, когда он подлежит отбраковке.
Для перемещения контрастной стенки 60 из рабочего положения в положение отбраковки предпочтительно используется исполнительный механизм 61, который может представлять собой, например, пневматический исполнительный механизм.
Контрастная стенка 60 обычно находится в рабочем положении. Когда она должна быть перемещена в положение отбраковки, приводится в действие исполнительный механизм 61, который при этом обеспечит необходимое перемещение (поступательное перемещение и/или поворот) контрастной стенки 60.
Когда операция отбраковки будет завершена, контрастная стенка 60 будет переведена обратно в рабочее положение.
Следует отметить, что контрастная стенка 60 была описана выше как один элемент, взаимодействующий как с первой концевой зоной Z1, так и со второй концевой зоной Z2. Однако в пределах объема настоящего изобретения предусмотрено, что могут быть использованы две отдельные стенки, одна из которых предназначена для первой концевой зоны Z1 и другая предназначена для второй концевой зоны Z2. Управление такими двумя отдельными контрастными стенками может осуществляться посредством одного и того же исполнительного механизма, или каждая из таких двух отдельных контрастных стенок может взаимодействовать с исполнительным механизмом, предназначенным для нее.
Рабочая станция 1 содержит процессор 40.
Процессор 40 может быть выполнен, например, в виде обычного компьютера или может представлять собой часть ПЛК (программирующего логического контроллера), управляющего всей работой рабочей станции 1. В общем случае процессор 40 может быть встроен в любой компьютер, способный взаимодействовать с роботизированной рукой 50.
Процессор 40 получает первые изображения А.
На основе первых изображений А процессор 40 определяет первые параметры Р1, соответствующие шумопонижающему элементу, отображенному на таких первых изображениях А.
Первые параметры Р1 характеризуют координаты точки, характеризующей данный по меньшей мере один шумопонижающий элемент из первого множества S1, в первой плоскости, параллельной первому конвейеру 10.
Например, первые параметры Р1 включают абсциссу и ординату геометрического центра отображенного шумопонижающего элемента, относящиеся к двумерной системе координат, заданной на указанной первой плоскости.
Заявитель отмечает, что при условии, что структура шумопонижающих элементов является по существу однородной, их геометрический центр может представлять собой центр тяжести с достаточной точностью.
Первые параметры Р1 также характеризуют угол ориентации данного по меньшей мере одного шумопонижающего элемента из первого множества S1 относительно направления, определенного на первой плоскости.
Указанное определенное направление может представлять собой, например, направление движения первого конвейера 10 вперед.
На практике первые параметры Р1 характеризуют то, где находится геометрический центр шумопонижающего элемента (на виде в плане) и как тот же шумопонижающий элемент ориентирован относительно направления движения первого конвейера 10 вперед.
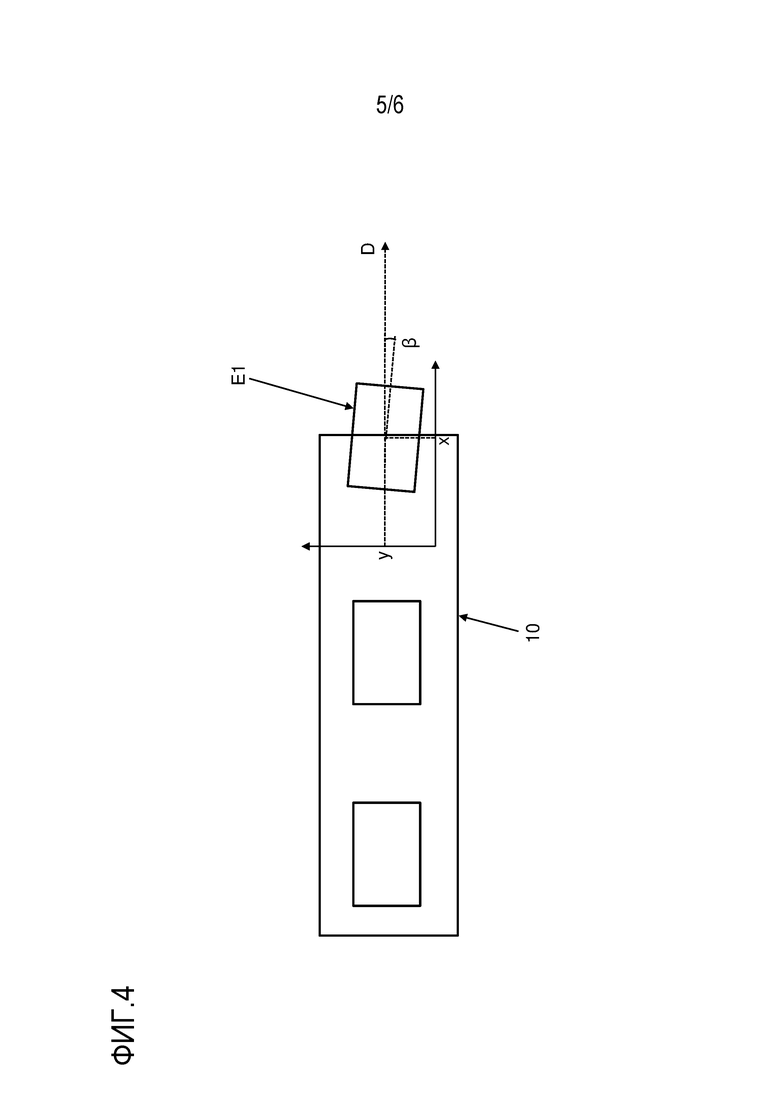
Фиг.4 схематически показывает первый конвейер 10 и первый начальный шумопонижающий элемент Е1 из первого множества S1, расположенный на нем. x и y представляют собой координаты геометрического центра шумопонижающего элемента, в то время как в представляет собой угол ориентации относительно направления D движения первого конвейера 10 вперед, при этом ось x абсцисс предпочтительно параллельна указанному направлению D движения вперед.
Процессор 40 предпочтительно определяет по меньшей мере одну первую длину Х1 начального шумопонижающего элемента Е1 из первого множества S1, который отображен на первых изображениях А. В частности, процессор 40 может определить как длину, так и ширину отображенного шумопонижающего элемента.
После этого выполняется первое сравнение между размерами, полученными таким образом, и первыми контрольными значениями REF1.
Первые контрольные значения REF1 представляют собой правильные размеры шумопонижающего элемента.
Если полученные размеры чрезмерно отличаются от первых контрольных значений REF1, то есть полученные размеры не соответствуют первым контрольным значениям REF1, то процессор 40 предотвратит наложение начального шумопонижающего элемента Е1 на шину 100.
Например, если первая длина Х1 не соответствует первому размеру L1, процессор 40 не передаст команды на перемещение роботизированной руке 50 для захвата начального шумопонижающего элемента Е1 и обеспечит возможность продолжения движения первого конвейера 10, что вызывает падение начального шумопонижающего элемента Е1 за первой концевой зоной Z1.
Напротив, если полученные размеры соответствуют первым контрольным значениям REF1, то процессор 40 будет генерировать первую команду МС1 на перемещение, предназначенную для роботизированной руки 50.
Первая команда МС1 на перемещение предпочтительно генерируется на основе первых параметров Р1.
В частности, первая команда МС1 на перемещение учитывает положение (абсциссу x, ординату y, ориентацию в) начального шумопонижающего элемента Е1 и обеспечивает направление роботизированной руки 50 так, чтобы она приняла соответствующую конфигурацию и могла правильно захватить начальный шумопонижающий элемент Е1.
В этой связи Заявитель отмечает, что первый начальный шумопонижающий элемент Е1 мог быть размещен на первом конвейере 10 неидеальным образом, то есть он может быть расположен не в центре (в поперечном направлении) на первом конвейере 10 и/или может быть не ориентирован параллельно направлению D движения первого конвейера вперед.
На основе первых параметров Р1 процессор 40 предпочтительно определяет, в какой степени положение и ориентация первого начального шумопонижающего элемента Е1 отличаются от идеальных - то есть тех, которые роботизированная рука 50 при отсутствии дополнительной информации использовала бы в качестве опорных значений/ориентира для позиционирования и ориентирования концевого инструмента 51 для захвата первого начального шумопонижающего элемента Е1.
Таким образом, первые параметры Р1 используются для корректного позиционирования и ориентирования концевого инструмента 51 для его точного соединения с первым начальным шумопонижающим элементом Е1. В частности, поверхность 52 для контактного взаимодействия переводится в положение, в котором она будет по существу сопрягаться с верхней поверхностью первого начального шумопонижающего элемента Е1.
Первая команда МС1 на перемещение также обеспечивает дополнительное перемещение роботизированной руки 50 для наложения начального шумопонижающего элемента Е1 на радиально внутреннюю поверхность шины 100.
В любом случае вследствие движения первого конвейера 10 следующий шумопонижающий элемент из первого множества S1 займет место первого начального шумопонижающего элемента Е1, только что захваченного или отбракованного.
Процессор 40 также получает вторые изображения В и работает таким же образом, посредством чего он определяет вторые параметры Р2, соответствующие шумопонижающим элементам из второго множества S2, отображенным на указанных вторых изображениях В (то есть второго начального шумопонижающего элемента Е2).
Такие вторые параметры Р2 характеризуют положение и ориентацию второго начального шумопонижающего элемента Е2.
Схематическое изображение по фиг.4, относящееся к первому конвейеру 10 и первому начальному шумопонижающему элементу Е1, также применимо для второго конвейера 20 и второго начального шумопонижающего элемента Е2. Вторые параметры Р2 предпочтительно представляют собой абсциссу, ординату и ориентацию второго начального шумопонижающего элемента Е2.
На основе вторых изображений В процессор 40 определяет по меньшей мере одну вторую длину Х2 второго начального шумопонижающего элемента Е2 из второго множества S2. В частности, процессор 40 выполнен с возможностью определения как длины, так и ширины второго начального шумопонижающего элемента Е2 из второго множества S2.
Вторую длину Х2 и предпочтительно все полученные размеры сравнивают со вторыми контрольными значениями REF2.
Если значения соответствуют друг другу, будет сгенерирована вторая команда МС2 на перемещение для роботизированной руки 50 для захвата шумопонижающего элемента и наложения его на шину 100; как описано ранее в отношении первого начального шумопонижающего элемента Е1, концевой инструмент 51 роботизированной руки 50 будет установлен в заданное положение и ориентирован в соответствии со вторыми параметрами Р2 для соединения указанного концевого инструмента 51 со вторым начальным шумопонижающим элементом Е2.
Напротив, если отсутствует соответствие между второй длиной Х2 и вторыми контрольными значениями REF2, то второй начальный шумопонижающий элемент Е2 не будет наложен на шину 100. Например, если вторая длина Х2 не соответствует второму размеру L2, второй конвейер 20 будет продолжать двигаться без захвата второго начального шумопонижающего элемента Е2 до тех пор, пока второй начальный шумопонижающий элемент Е2 не переместится за вторую концевую зону Z2.
В любом случае вследствие движения второго конвейера 20 следующий шумопонижающий элемент из второго множества S2 займет место второго начального шумопонижающего элемента Е2, только что захваченного или отбракованного.
Когда шумопонижающий элемент должен быть отбракован, то есть, когда отсутствует соответствие между данной по меньшей мере одной первой длиной Х1 и первыми контрольными значениями REF1 и/или между данной по меньшей мере одной второй длиной Х2 и вторыми контрольными значениями REF2, процессор 40 предпочтительно будет генерировать сигнал DS отбраковки.
Сигнал DS отбраковки будет передан указанному исполнительному механизму 61 и обеспечит смещение контрастной стенки 60. Таким образом, контрастная стенка 60 не будет обеспечивать опору для отбракованного шумопонижающего элемента или удерживать отбракованный шумопонижающий элемент, который тем временем переместится к концу соответствующего конвейера 10, 20 и упадет перед ней.
При этом шумопонижающий элемент может оказаться в соответствующем контейнере для сбора, расположенным под контрастной стенкой 60 рядом с первой и второй концевыми зонами Z1, Z2, так что он может быть подвергнут дополнительной механической обработке для придания ему более точных размеров или же может быть окончательно забракован.
Настоящее изобретение относится к снижению шума шин для колес транспортных средств. Осуществляется подача последовательности шин к рабочей станции (1); затем подача множества (S1) шумопонижающих элементов к рабочей станции посредством конвейера (10); приведение в действие системы (30) обнаружения для идентификации одного или более изображений, отображающих по меньшей мере один шумопонижающий элемент из множества (S1); приведение в действие процессора для определения параметров (Р1), характеризующих координаты в первой плоскости и угол ориентации указанного по меньшей мере одного шумопонижающего элемента; передача роботизированной руке (50), снабженной концевым инструментом (51), команды (МС1) на перемещение для позиционирования и ориентирования концевого инструмента для соединения его с указанным шумопонижающим элементом и наложения указанного шумопонижающего элемента на внутреннюю поверхность шины. Техническим результатом изобретения является снижение шума шин за счет точного наложения шумопонижающих элементов на радиально внутреннюю поверхность шины. 2 н. и 31 з.п. ф-лы, 6 ил.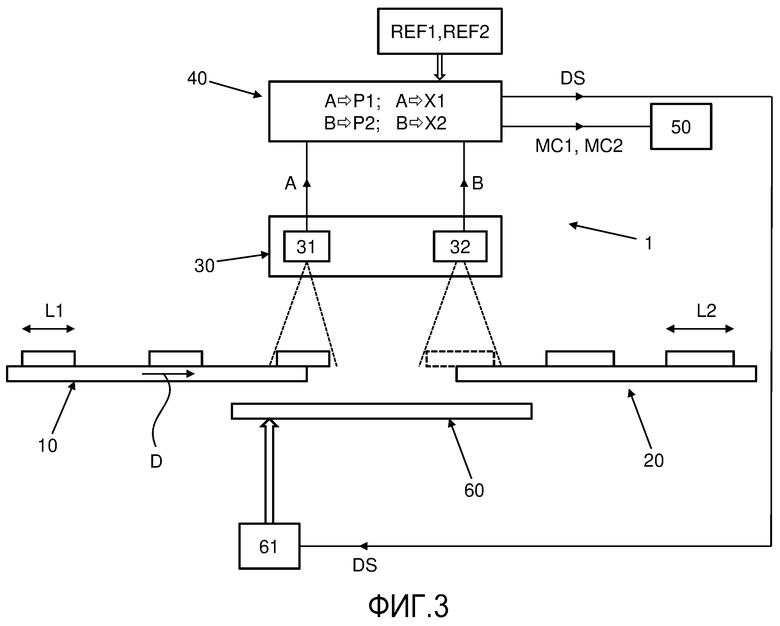
1. Способ управления наложением шумопонижающих элементов на шины для колес транспортных средств, включающий:
подачу последовательности шин к рабочей станции (1);
подачу первого множества (S1) шумопонижающих элементов к рабочей станции (1) посредством первого конвейера (10);
приведение в действие системы (30) обнаружения для идентификации одного или более первых изображений (А), отображающих по меньшей мере один шумопонижающий элемент из первого множества (S1);
приведение в действие процессора (40) для определения, в зависимости от первых изображений (А), первых параметров (Р1), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из первого множества (S1), в первой плоскости, параллельной первому конвейеру (10), и
- угол ориентации указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1) относительно направления, определенного на первой плоскости;
передачу роботизированной руке (50), включенной в рабочую станцию (1) и снабженной концевым инструментом (51), первой команды (МС1) на перемещение на основе первых параметров (Р1) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии с первыми параметрами (Р1) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из первого множества (S1);
- захвата указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1) с первого конвейера (10) и его наложения на радиально внутреннюю поверхность шины (100) из указанной последовательности.
2. Способ по п.1, при котором шумопонижающие элементы из первого множества (S1) расположены по порядку на первом конвейере (10), начиная с первого начального шумопонижающего элемента (Е1), при этом первый начальный шумопонижающий элемент (Е1) представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения первого конвейера (10) вперед - по отношению ко всем остальным шумопонижающим элементам из первого множества (S1).
3. Способ по п.2, при котором первые изображения (А) отображают первый начальный шумопонижающий элемент (Е1).
4. Способ по п.2 или 3, при котором первые параметры (Р1) связаны с первым начальным шумопонижающим элементом (Е1).
5. Способ по любому из пп.2-4, при котором при получении первой команды (МС1) на перемещение роботизированная рука (50) соединяет концевой инструмент (51) с первым начальным шумопонижающим элементом (Е1) и накладывает первый начальный шумопонижающий элемент (Е1) на радиально внутреннюю поверхность шины (100).
6. Способ по любому из предшествующих пунктов, включающий приведение в действие процессора (40) для:
определения по меньшей мере одной первой длины (Х1) указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1) на основе первых изображений (А);
выполнения первого сравнения между первой длиной (Х1) и одним или более первыми контрольными значениями (REF1);
избирательного генерирования первой команды (МС1) на перемещение в зависимости от результата первого сравнения.
7. Способ по любому из предшествующих пунктов, при котором шумопонижающие элементы из первого множества (S1) по существу имеют первый размер (L1), при этом первый размер (L1) больше или равен 100 мм и/или меньше или равен 300 мм.
8. Способ по любому из предшествующих пунктов, при котором первый конвейер (10) имеет первую концевую зону (Z1), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из первого множества (S1).
9. Способ по п.8, включающий обеспечение наличия контрастной стенки (60) рядом с первой концевой зоной (Z1).
10. Способ по п.6, при котором первый конвейер (10) имеет первую концевую зону (Z1), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из первого множества (S1);
при этом способ дополнительно включает обеспечение наличия контрастной стенки (60) рядом с первой концевой зоной (Z1),
причем, если первая длина (L1) не соответствует указанным одному или более первым контрольным значениям (REF1), процессор (40) будет генерировать сигнал (DS) отбраковки для перемещения контрастной стенки (60) и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1).
11. Способ по любому из предшествующих пунктов, включающий:
подачу по меньшей мере одного второго множества (S2) шумопонижающих элементов к рабочей станции (1) посредством по меньшей мере одного второго конвейера (20);
приведение в действие системы обнаружения (30) для идентификации одного или более вторых изображений (В), отображающих по меньшей мере один шумопонижающий элемент из второго множества (S2);
приведение в действие процессора (40) для определения - в зависимости от вторых изображений (В) - вторых параметров (Р2), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из второго множества (S2), во второй плоскости, параллельной второму конвейеру (20), и
- угол ориентации указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) относительно направления, определенного на второй плоскости;
передачу роботизированной руке (50) второй команды (МС2) на перемещение на основе вторых параметров (Р2) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии со вторыми параметрами (Р2) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из второго множества (S2);
- захвата указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) со второго конвейера (20) и наложения указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на радиально внутреннюю поверхность шины (100).
12. Способ по п.11, при котором шумопонижающие элементы из второго множества (S2) расположены по порядку на втором конвейере (20), начиная cо второго начального шумопонижающего элемента (Е2), при этом второй начальный шумопонижающий элемент (Е2) представляет собой шумопонижающий элемент, который расположен впереди - в направлении перемещения второго конвейера (20) вперед - по отношению ко всем остальным шумопонижающим элементам из второго множества (S2).
13. Способ по п.12, при котором вторые изображения (В) отображают второй начальный шумопонижающий элемент (Е2).
14. Способ по п.12 или 13, при котором вторые параметры (Р2) связаны со вторым начальным шумопонижающим элементом (Е2).
15. Способ по любому из пп.12-14, при котором при получении второй команды (МС2) на перемещение роботизированная рука (50) соединяет концевой инструмент (51) со вторым начальным шумопонижающим элементом (Е2) и накладывает второй начальный шумопонижающий элемент (Е2) на радиально внутреннюю поверхность шины (100).
16. Способ по любому из пп.11-15, включающий приведение в действие процессора (40) для:
определения по меньшей мере одной второй длины (Х2) указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на основе вторых изображений (В);
выполнения второго сравнения между второй длиной (Х2) и одним или более вторыми контрольными значениями (REF2);
избирательного генерирования второй команды (МС2) на перемещение в зависимости от результата второго сравнения.
17. Способ по любому из пп.11-16, при котором шумопонижающие элементы из второго множества (S2) по существу имеют второй размер (L2), отличающийся от первого размера (L1), при этом второй размер (L2) больше или равен 100 мм и/или меньше или равен 300 мм.
18. Способ по п.17, при котором разность первого размера (L1) шумопонижающих элементов из первого множества (S1) и второго размера (L2) шумопонижающих элементов из второго множества (S2) больше или равна 10 мм и/или меньше или равна 80 мм.
19. Способ по любому из пп.11-18, при котором второй конвейер (20) имеет вторую концевую зону (Z2), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из второго множества (S2).
20. Способ по п.10, включающий:
подачу по меньшей мере одного второго множества (S2) шумопонижающих элементов к рабочей станции (1) посредством по меньшей мере одного второго конвейера (20);
приведение в действие системы обнаружения (30) для идентификации одного или более вторых изображений (В), отображающих по меньшей мере один шумопонижающий элемент из второго множества (S2);
приведение в действие процессора (40) для определения - в зависимости от вторых изображений (В) - вторых параметров (Р2), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из второго множества (S2), во второй плоскости, параллельной второму конвейеру (20), и
- угол ориентации указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) относительно направления, определенного на второй плоскости;
передачу роботизированной руке (50) второй команды (МС2) на перемещение на основе вторых параметров (Р2) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии со вторыми параметрами (Р2) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из второго множества (S2);
- захвата указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) со второго конвейера (20) и наложения указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на радиально внутреннюю поверхность шины (100);
причем второй конвейер (20) имеет вторую концевую зону (Z2), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из второго множества (S2),
при этом контрастная стенка (60) расположена рядом со второй концевой зоной (Z2).
21. Способ по п.20, включающий приведение в действие процессора (40) для:
определения по меньшей мере одной второй длины (Х2) указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на основе вторых изображений (В);
выполнения второго сравнения между второй длиной (Х2) и одним или более вторыми контрольными значениями (REF2);
избирательного генерирования второй команды (МС2) на перемещение в зависимости от результата второго сравнения;
при этом, если вторая длина (L2) не соответствует указанным одному или более вторым контрольным значениям (REF2), процессор (40) будет генерировать сигнал (DS) отбраковки для перемещения контрастной стенки (60) и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2).
22. Рабочая станция для наложения шумопонижающих элементов на шины для колес транспортных средств, содержащая:
роботизированную руку (50), выполненную с возможностью захвата шумопонижающих элементов из первого множества (S1), подаваемых посредством первого конвейера (10);
систему (30) обнаружения, выполненную с возможностью идентификации одного или более первых изображений (А), отображающих по меньшей мере один шумопонижающий элемент из первого множества (S1);
процессор (40), выполненный с возможностью:
- определения, в зависимости от первых изображений (А), первых параметров (Р1), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из первого множества (S1), в первой плоскости, параллельной первому конвейеру (10), и
- угол ориентации шумопонижающего элемента из первого множества (S1) относительно направления, определенного на первой плоскости;
- передачи роботизированной руке (50) первой команды (МС1) на перемещение на основе первых параметров (Р1) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии с первыми параметрами (Р1) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из первого множества (S1);
- захвата указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1) с первого конвейера (10) и его наложения на радиально внутреннюю поверхность шины (100).
23. Рабочая станция по п.22, в которой процессор (40) выполнен с возможностью:
определения по меньшей мере одной первой длины (Х1) указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1) на основе первых изображений (А);
выполнения первого сравнения между первой длиной (Х1) и одним или более первыми контрольными значениями (REF1);
избирательного генерирования первой команды (МС1) на перемещение в зависимости от результата первого сравнения.
24. Рабочая станция по п.22 или 23, в которой первый конвейер (10) имеет первую концевую зону (Z1), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из первого множества (S1).
25. Рабочая станция по п.24, дополнительно содержащая контрастную стенку (60), расположенную рядом с первой концевой зоной (Z1).
26. Рабочая станция по п.23, в которой первый конвейер (10) имеет первую концевую зону (Z1), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из первого множества (S1);
при этом рабочая станция дополнительно содержит контрастную стенку (60), расположенную рядом с первой концевой зоной (Z1),
причем процессор (40) выполнен с возможностью генерирования сигнала (DS) отбраковки для перемещения контрастной стенки (60) и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из первого множества (S1), если первая длина (Х1) не соответствует указанным одному или более первым контрольным значениям (REF1).
27. Рабочая станция по любому из пп.22-26, в которой роботизированная рука (50) выполнена с возможностью захвата шумопонижающих элементов из второго множества (S2), подаваемых посредством второго конвейера (20), при этом шумопонижающие элементы из первого множества (S1) имеют по существу первый размер (L1), отличающийся от второго размера (L2) шумопонижающих элементов из второго множества (S2), причем система (30) обнаружения выполнена с возможностью идентификации одного или более вторых изображений (В), отображающих по меньшей мере один шумопонижающий элемент из второго множества (S2), при этом процессор (40) выполнен с возможностью определения - в зависимости от вторых изображений (В) - вторых параметров (Р2), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из второго множества (S2), во второй плоскости, параллельной второму конвейеру (20), и
- угол ориентации указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) относительно направления, определенного на второй плоскости;
причем процессор (40) выполнен с возможностью передачи роботизированной руке (50) второй команды (МС2) на перемещение на основе вторых параметров (Р2) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии со вторыми параметрами (Р2) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из второго множества (S2);
- захвата указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) со второго конвейера (20) и наложения указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на радиально внутреннюю поверхность шины (100).
28. Рабочая станция по п.27, в которой система (30) обнаружения содержит первое устройство (31) обнаружения, выполненное с возможностью идентификации первых изображений (А), и второе устройство (32) обнаружения, выполненное с возможностью идентификации вторых изображений (В).
29. Рабочая станция по п.27 или 28, в которой процессор (40) выполнен с возможностью:
определения по меньшей мере одной второй длины (Х2) указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на основе вторых изображений (В);
выполнения второго сравнения между второй длиной (Х2) и одним или более вторыми контрольными значениями (REF2);
избирательного генерирования второй команды (МС2) на перемещение в зависимости от результата второго сравнения.
30. Рабочая станция по любому из пп.27-29, в которой второй конвейер (20) имеет вторую концевую зону (Z2), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из второго множества (S2).
31. Рабочая станция по п.30, в которой контрастная стенка (60) расположена рядом со второй концевой зоной (Z2).
32. Рабочая станция по п.26, в которой роботизированная рука (50) выполнена с возможностью захвата шумопонижающих элементов из второго множества (S2), подаваемых посредством второго конвейера (20), при этом шумопонижающие элементы из первого множества (S1) имеют по существу первый размер (L1), отличающийся от второго размера (L2) шумопонижающих элементов из второго множества (S2), причем система (30) обнаружения выполнена с возможностью идентификации одного или более вторых изображений (В), отображающих по меньшей мере один шумопонижающий элемент из второго множества (S2), при этом процессор (40) выполнен с возможностью определения - в зависимости от вторых изображений (В) - вторых параметров (Р2), характеризующих:
- координаты точки, характеризующей указанный по меньшей мере один шумопонижающий элемент из второго множества (S2), во второй плоскости, параллельной второму конвейеру (20), и
- угол ориентации указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) относительно направления, определенного на второй плоскости;
причем процессор (40) выполнен с возможностью передачи роботизированной руке (50) второй команды (МС2) на перемещение на основе вторых параметров (Р2) для:
- позиционирования и ориентирования концевого инструмента (51) в соответствии со вторыми параметрами (Р2) для соединения концевого инструмента (51) с указанным по меньшей мере одним шумопонижающим элементом из второго множества (S2);
- захвата указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) со второго конвейера (20) и наложения указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на радиально внутреннюю поверхность шины (100);
при этом процессор (40) выполнен с возможностью:
определения по меньшей мере одной второй длины (Х2) указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2) на основе вторых изображений (В);
выполнения второго сравнения между второй длиной (Х2) и одним или более вторыми контрольными значениями (REF2);
избирательного генерирования второй команды (МС2) на перемещение в зависимости от результата второго сравнения;
причем второй конвейер (20) имеет вторую концевую зону (Z2), из которой захватывают указанный по меньшей мере один шумопонижающий элемент из второго множества (S2);
при этом контрастная стенка (60) расположена рядом со второй концевой зоной (Z2);
причем процессор (40) выполнен с возможностью генерирования сигнала (DS) отбраковки для перемещения контрастной стенки (60) и обеспечения отбраковки указанного по меньшей мере одного шумопонижающего элемента из второго множества (S2), если вторая длина (Х2) не соответствует указанным одному или более вторым контрольным значениям (REF2).
33. Рабочая станция по любому из пп.23-32, в которой роботизированная рука (50) представляет собой антропоморфную роботизированную руку с по меньшей мере шестью осями поворота.
| WO 2016067192 A1, 06.05.2016 | |||
| WO 2018116209 A1, 28.06.2018 | |||
| WO 2018096458 A1, 31.05.2018 | |||
| БУМАЖНО-СЛОИСТЫЙ ПЛАСТИК (ВАРИАНТЫ) | 2013 |
|
RU2520521C1 |
| МНОГОСЛОЙНАЯ ШУМОПОНИЖАЮЩАЯ ПРОКЛАДКА ПАНЕЛИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2188772C2 |

