Настоящее изобретение относится к способу и устройству для наложения шумопонижающих элементов на шину для колес транспортных средств.
Способ и устройство по настоящему изобретению предпочтительно обеспечивают возможность автоматического или по существу автоматического наложения вышеупомянутых шумопонижающих элементов на шину.
Термин «автоматический» используется для обозначения операции, выполняемой механическими устройствами при отсутствии необходимости ручного вмешательства оператора.
Термин «механические устройства» используется для обозначения полностью механических, электромеханических, гидравлических или пневматических устройств, возможно управляемых блоком управления посредством соответствующего программного обеспечения.
Термин «по существу автоматический» используется для указания того, что большинство операций выполняются вышеупомянутыми механическими устройствами и ручное вмешательство оператора ограничено несколькими конкретными операциями. В конкретном случае настоящего изобретения ручное вмешательство оператора ограничено главным образом первоначальным размещением шумопонижающих элементов, например, размещением шумопонижающих элементов на транспортной ленте.
Термин «шумопонижающий элемент» используется для обозначения элемента, который после его соединения с шиной для колес транспортных средств способен уменьшить шум, создаваемый шиной при использовании. Такая способность предпочтительно придается вышеупомянутому элементу за счет типа материала, из которого изготовлен вышеупомянутый элемент. Материал, пригодный для этой цели, представляет собой, например, звукопоглощающий пористый материал, подобный, например, вспененному полимерному материалу, подобному, например, открытопористому пенополиуретану.
Термин «эластомерный» используется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно дополнительно содержит добавки, подобные, например, сшивающему агенту и/или пластификатору. Благодаря наличию сшивающего агента такой материал может быть подвергнут сшиванию посредством нагрева для формирования конечного изготовленного изделия.
Термины «радиальный» и «аксиальный» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются по отношению к радиальному направлению шины (то есть, к направлению, перпендикулярному к оси вращения шины) и к аксиальному направлению шины (то есть, к направлению, параллельному оси вращения шины). С другой стороны, термины «окружной» и «в направлении вдоль окружности/по окружности» используются по отношению к протяженности шины по кольцу.
Термин «направление подачи» используется для указания направления, параллельного продольному направлению подающей ленты. Таким образом, направление подачи соответствует направлению перемещения подающей ленты вперед.
Термины «низкий», «ниже», «нижний» или «под» и «высокий», «выше», «верхний» или «над» используются для указания относительного положения по отношению к вышеупомянутой подающей ленте.
Термины «передний по ходу» или «передний» и «задний по ходу» или «задний» используются по отношению к вышеупомянутому направлению подачи. Следовательно, если предположить, например, что направление подачи - это направление слева направо, место «впереди по ходу» или «спереди» по отношению к любому упоминаемому элементу означает место справа от указанного упоминаемого элемента и место «позади по ходу» или «сзади» означает место слева от указанного упоминаемого элемента.
Операция, посредством которой два или более шумопонижающих элементов вводят в контакт друг с другом вдоль указанного направления подачи, также названа термином «плотное размещение».
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, содержащую, по меньшей мере, один слой каркаса, образованный из армирующих кордов, включенных в матрицу из эластомерного материала. Слой каркаса имеет концевые края, соответственно введенные в контактное взаимодействие с кольцевыми удерживающими конструкциями. Последние расположены в зонах шины, обычно называемых «бортами», и каждая из них обычно сформирована из по существу окружной кольцевой вставки, на которую в ее радиально наружном месте наложена, по меньшей мере, одна наполнительная вставка. Такие кольцевые вставки обычно называют «сердечниками бортов», и они предназначены для удерживания шины прочно зафиксированной относительно удерживающего седла, специально выполненного на ободе колеса, в результате чего при эксплуатации предотвращается выход радиально внутреннего концевого края шины из такого седла.
Особые усиливающие конструкции, предназначенные для улучшения передачи крутящего момента шине, могут быть предусмотрены в бортах.
Коронная конструкция присоединена в радиально наружном месте по отношению к каркасной конструкции.
Коронная конструкция содержит брекерную конструкцию и в радиально наружном месте по отношению к брекерной конструкции протекторный браслет, образованный из эластомерного материала.
Брекерная конструкция содержит один или более слоев брекера, расположенных в радиальном направлении один поверх другого и имеющих текстильные или металлические армирующие корды с ориентацией с перекрещиванием и/или ориентацией, по существу параллельной направлению протяженности шины вдоль окружности.
Слой эластомерного материала, называемый «подбрекерным», может быть предусмотрен между каркасной конструкцией и брекерной конструкцией, при этом указанный слой предназначен для обеспечения как можно более однородной, радиально наружной поверхности каркасной конструкции для последующего наложения брекерной конструкции.
Так называемый «подслой», образованный из эластомерного материала, может быть расположен между протекторным браслетом и брекерной конструкцией, при этом подслой имеет свойства, подходящие для обеспечения стабильного соединения протекторного браслета с брекерной конструкцией.
Соответствующие боковины из эластомерного материала наложены на боковые поверхности каркасной конструкции, при этом каждая боковина проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой удерживающей конструкции в бортах.
В документе WO 2016/067192 раскрыты способ и устройство для наложения шумопонижающего элемента на шину для колес транспортных средств. Шумопонижающий элемент размещают на первой транспортной ленте, которая перемещается вдоль направления подачи и имеет на ее верхней поверхности непрерывную пленку, которая служит опорой для слоя адгезивного материала. Впоследствии шумопонижающий элемент прижимают к непрерывной пленке для обеспечения его прочного прилипания к части слоя адгезивного материала. Посредством перемещения первой транспортной ленты вдоль направления подачи шумопонижающий элемент впоследствии перемещают на вторую транспортную ленту, расположенную за первой транспортной лентой вдоль вышеупомянутого направления подачи. Во время такого перемещения непрерывная пленка удерживается на первой транспортной ленте, и при перемещении шумопонижающего элемента с первой транспортной ленты часть слоя адгезивного материала, которая прилипает к шумопонижающему элементу, отделяется от слоя адгезивного материала, который находится на первой транспортной ленте. Отделение может происходить в результате относительного перемещения второй транспортной ленты относительно первой транспортной ленты (в случае, когда адгезивный материал имеет слабые внутренние связи) или посредством разрезания, выполняемого соответствующим ножом, предусмотренным между двумя транспортными лентами (в случае, когда адгезивный материал имеет очень сильные внутренние связи). В завершение шумопонижающий элемент захватывают со второй транспортной ленты и размещают в заданном месте на радиально внутренней поверхности шины.
Заявитель отмечает, что изобретение, описанное в WO 2016/067192, обеспечивает возможность получения высокой степени автоматизации процесса приклеивания шумопонижающих элементов к шинам, в результате чего обеспечивается увеличенная производительность линий, предназначенных для изготовления шин, снабженных шумопонижающими элементами.
Заявитель рассмотрел проблему обеспечения дополнительного повышения производительности в сочетании с повторяемостью операций приклеивания слоя адгезивного материала к каждому шумопонижающему элементу.
Заявитель обнаружил, что при выравнивании и плотном размещении шумопонижающих элементов перед размещением слоя адгезивного материала на каждом из них и, в частности, при соответствующем манипулировании отдельно взятыми шумопонижающими элементами, по меньшей мере, в двух направлениях для их по существу автоматического перевода в вышеупомянутое состояние выравнивания друг относительно друга и плотного размещения и при соответствующем перемещении отдельно взятых шумопонижающих элементов вдоль их собственного направления подачи после нанесения соответствующего слоя адгезивного материала на каждый из них можно получить чистое и точное отделение слоя адгезивного материала, прилипшего к шумопонижающему элементу, от слоя адгезивного материала, прилипшего к шумопонижающему элементу, непосредственно следующему за ним вдоль направления подачи шумопонижающих элементов. Таким образом, производительность дополнительно повышается, и обеспечивается повторяемость при распределении адгезивного слоя на каждом шумопонижающем элементе.
Следовательно, настоящее изобретение относится в его первом аспекте к способу наложения шумопонижающих элементов на шину для колес транспортных средств.
Множество шумопонижающих элементов предпочтительно размещают предпочтительно на расстоянии друг от друга на подающей ленте, перемещаемой вдоль заданного направления подачи.
Предпочтительно, по меньшей мере, два из указанных шумопонижающих элементов выравнивают вдоль указанного направления подачи.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно вводят в контакт друг с другом вдоль указанного направления подачи.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно перемещают с указанной подающей ленты на технологическую плоскость, расположенную за указанной подающей лентой вдоль указанного направления подачи и имеющую на ее верхней поверхности непрерывную пленку, которая служит опорой для слоя адгезивного материала.
Указанный слой адгезивного материала предпочтительно наносят на нижнюю поверхность каждого из указанных, по меньшей мере, двух шумопонижающих элементов при отделении его от указанной непрерывной пленки.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно перемещают один за другим с указанной технологической плоскости на транспортную ленту, расположенную за указанной технологической плоскостью вдоль указанного направления подачи.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно размещают один за другим на радиально внутренней поверхности шины.
Заявитель полагает, что вышеупомянутый способ, обеспечивая чистое и точное отделение слоя адгезивного материала, прилипшего к двум шумопонижающим элементам, расположенным последовательно вдоль направления их подачи благодаря предшествующему выравниванию и плотному размещению шумопонижающих элементов вдоль вышеупомянутого направления подачи, эффективно решает вышеупомянутые проблемы, связанные с производительностью производственных линий, предназначенных для изготовления шин, снабженных шумопонижающими элементами, и при этом одновременно обеспечивает повторяемость операций распределения слоя адгезивного материала на каждом шумопонижающем элементе.
В его втором аспекте настоящее изобретение относится к устройству для наложения шумопонижающих элементов на шину для колес транспортных средств.
Предпочтительно предусмотрена подающая лента, при этом подающая лента выполнена с возможностью подачи шумопонижающих элементов и с возможностью перемещения вдоль заданного направления подачи.
Предпочтительно предусмотрен первый толкающий элемент, при этом первый толкающий элемент выполнен с возможностью перемещения вдоль направления, перпендикулярного к указанному направлению подачи, для выравнивания, по меньшей мере, двух из указанных шумопонижающих элементов вдоль указанного направления подачи.
Предпочтительно предусмотрен второй толкающий элемент, при этом второй толкающий элемент выполнен с возможностью перемещения вдоль указанного направления подачи для ввода указанных, по меньшей мере, двух шумопонижающих элементов в контакт друг с другом вдоль указанного направления подачи.
Технологическая плоскость предпочтительно расположена за указанной подающей лентой вдоль указанного направления подачи, при этом технологическая плоскость имеет на своей верхней поверхности непрерывную пленку, которая служит опорой для слоя адгезивного материала.
Указанная непрерывная пленка предпочтительно выполнена с возможностью перемещения вдоль указанного направления подачи.
Предпочтительно предусмотрен прижимной элемент, при этом прижимной элемент выполнен с возможностью поджима указанных, по меньшей мере, двух шумопонижающих элементов к верхней поверхности указанной технологической плоскости так, что указанные, по меньшей мере, два шумопонижающих элементов прочно прилипают к части указанного слоя адгезивного материала.
Транспортная лента предпочтительно расположена за указанной технологической плоскостью вдоль указанного направления подачи.
Указанная транспортная лента предпочтительно выполнена с возможностью перемещения вдоль указанного направления подачи.
Предпочтительно предусмотрен захватный элемент, при этом захватный элемент выполнен с возможностью захвата указанных, по меньшей мере, двух шумопонижающих элементов и их размещения на радиально внутренней поверхности шины.
Устройство, описанное выше, обеспечивает возможность выполнения способа, описанного выше.
Настоящее изобретение может иметь, по меньшей мере, в одном из вышеупомянутых аспектов, по меньшей мере, один из предпочтительных признаков, описанных в дальнейшем.
Размещение указанного множества шумопонижающих элементов на указанной подающей ленте предпочтительно включает установку указанных шумопонижающих элементов одного за другим на загрузочной ленте, расположенной перед указанной подающей лентой вдоль указанного направления подачи. Указанные шумопонижающие элементы могут быть предпочтительно установлены на указанной загрузочной ленте по существу случайным образом, то есть не только на расстоянии друг от друга, но и также без идеального выравнивания, чтобы не вызвать никакого снижения производительности линии. Заданное выравнивание и взаимное расположение в действительности обеспечиваются автоматически впоследствии.
Предпочтительно во время или после установки указанных шумопонижающих элементов на указанной загрузочной ленте и перед выравниванием указанных, по меньшей мере, двух шумопонижающих элементов указанную загрузочную ленту перемещают вдоль указанного направления подачи при удерживании указанной подающей ленты в неподвижном состоянии.
Перемещение указанной загрузочной ленты предпочтительно продолжается, пока концевая часть первого шумопонижающего элемента из указанных, по меньшей мере, двух шумопонижающих элементов не окажется расположенной над указанной подающей лентой.
Указанную загрузочную ленту и указанную подающую ленту после этого предпочтительно перемещают синхронно вдоль указанного направления подачи, пока указанный первый шумопонижающий элемент не будет полностью размещен над указанной подающей лентой. Таким образом, обеспечивается перемещение каждого из шумопонижающих элементов с загрузочной ленты на подающую ленту.
Выравнивание указанных, по меньшей мере, двух шумопонижающих элементов предпочтительно включает толкание указанных, по меньшей мере, двух шумопонижающих элементов для обеспечения их прилегания к опорной стенке, параллельной указанному направлению подачи.
Указанная опорная стенка предпочтительно соединена с указанной подающей лентой.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно имеют заданную ширину.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно имеют заданную длину.
Выравнивание указанных, по меньшей мере, двух шумопонижающих элементов предпочтительно включает толкание указанных, по меньшей мере, двух шумопонижающих элементов к указанной опорной стенке посредством первого толкающего элемента, который перемещается в направлении, перпендикулярном к указанному направлению подачи, с заданным ходом, определяемым в зависимости от ширины указанных, по меньшей мере, двух шумопонижающих элементов. Следовательно, длина хода, выполняемого вышеупомянутым первым толкающим элементом вдоль вышеупомянутого направления, перпендикулярного к направлению подачи, может регулироваться в зависимости от ширины шумопонижающих элементов, которые подвергаются обработке, для обеспечения заданного выравнивания шумопонижающих элементов без их одновременного чрезмерного деформирования.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно вводят в контакт друг с другом при их удерживании выровненными вдоль указанного направления подачи.
Заявитель полагает, что такая мера обеспечивает возможность достижения оптимального взаимного расположения шумопонижающих элементов, при этом такое оптимальное взаимное расположение обеспечивает возможность оптимального отделения слоя адгезионного материала, прилипшего к шумопонижающему элементу, от слоя адгезионного материала, прилипшего к шумопонижающему элементу, следующему непосредственно за ним вдоль направления подачи шумопонижающих элементов.
Заявитель также полагает, что обеспечение плотного размещения шумопонижающих элементов после их выравнивания (и, следовательно, выравнивания шумопонижающих элементов перед их вводом в контакт друг с другом вдоль направления подачи) позволяет гарантировать то, что заданное взаимное расположение шумопонижающих элементов будет получено независимо от материала, из которого они изготовлены. Заявитель действительно полагает, что в случае, когда шумопонижающие элементы изготовлены из материала, имеющего высокий коэффициент трения, может оказаться невозможным обеспечение идеального выравнивания возможных шумопонижающих элементов, которые уже плотно размещены. Это обусловлено тем, что вышеупомянутый коэффициент трения будет приводить к неизбежному перемещению шумопонижающих элементов при перемещении первого толкающего элемента от них после операции выравнивания.
Указанные, по меньшей мере, два шумопонижающих элемента предпочтительно вводят в контакт друг с другом при неподвижных указанной подающей ленте и указанной непрерывной пленке.
Ввод указанных, по меньшей мере, двух шумопонижающих элементов в контакт друг с другом предпочтительно включает толкание первого шумопонижающего элемента из указанных, по меньшей мере, двух шумопонижающих элементов ко второму шумопонижающему элементу из указанных, по меньшей мере, двух шумопонижающих элементов, при этом указанный второй шумопонижающий элемент расположен на указанной подающей ленте по ходу за указанным первым шумопонижающим элементом.
Указанный первый шумопонижающий элемент предпочтительно толкают к указанному второму шумопонижающему элементу посредством второго толкающего элемента, который перемещается вдоль указанного направления подачи с заданным ходом, определяемым в зависимости от длины указанных, по меньшей мере, двух шумопонижающих элементов. Следовательно, длину хода, выполняемого вышеупомянутым вторым толкающим элементом вдоль направления подачи, можно регулировать в зависимости от длины шумопонижающих элементов, которые подвергаются обработке, для обеспечения заданного контакта шумопонижающих элементов друг с другом без их одновременного чрезмерного деформирования.
Указанный первый шумопонижающий элемент предпочтительно толкают к указанному второму шумопонижающему элементу после выравнивания указанного второго шумопонижающего элемента и его ввода в контакт с третьим шумопонижающим элементом, который, по меньшей мере частично, размещен на указанной технологической плоскости. Таким образом, третий шумопонижающий элемент, частично расположенный над технологической плоскостью и, следовательно, имеющий слой адгезивного материала, прилипшего как к нижней поверхности, так и к непрерывной пленке, опирающейся на технологическую плоскость, не перемещается вдоль направления подачи под толкающим воздействием, оказываемым со стороны первого шумопонижающего элемента на второй шумопонижающий элемент (и со стороны последнего на третий шумопонижающий элемент). Таким образом, третий шумопонижающий элемент служит в качестве опорного элемента, противодействующего толкающему воздействию со стороны первого толкающего элемента на второй шумопонижающий элемент, что обеспечивает возможность получения оптимального плотного размещения/контакта между первым шумопонижающим элементом и вторым шумопонижающим элементом.
Указанный второй шумопонижающий элемент предпочтительно выравнивают и вводят в прямой контакт с указанным третьим шумопонижающим элементом.
В альтернативном варианте указанный второй шумопонижающий элемент предпочтительно выравнивают и вводят в контакт с указанным третьим шумопонижающим элементом посредством размещения между ними одного или более дополнительных шумопонижающих элементов, ранее выровненных и введенных в контакт друг с другом вдоль указанного направления подачи.
Перемещение указанных, по меньшей мере, двух шумопонижающих элементов с указанной подающей ленты на указанную технологическую плоскость предпочтительно включает синхронное перемещение указанной подающей ленты и указанной непрерывной пленки вдоль указанного направления подачи.
Наложение указанного слоя адгезивного материала предпочтительно включает поджим указанных, по меньшей мере, двух шумопонижающих элементов к верхней поверхности указанной технологической плоскости.
Перемещение указанных, по меньшей мере, двух шумопонижающих элементов одного за другим с указанной технологической плоскости на указанную транспортную ленту предпочтительно включает синхронное перемещение указанной непрерывной пленки и указанной транспортной ленты вдоль указанного направления подачи, пока указанный первый шумопонижающий элемент не будет, по меньшей мере частично, размещен над указанной транспортной лентой.
После вышеупомянутого синхронного перемещения указанную транспортную ленту предпочтительно перемещают вдоль указанного направления подачи при удерживании указанной непрерывной пленки в неподвижном состоянии. Таким образом, обеспечивается отделение шумопонижающего элемента, размещаемого каждый раз на транспортной ленте, от тех, которые расположены на технологической плоскости.
Предпочтительно после перемещения указанных, по меньшей мере, двух шумопонижающих элементов на указанную транспортную ленту и перед размещением указанных, по меньшей мере, двух шумопонижающих элементов на указанной шине указанные, по меньшей мере, два шумопонижающих элемента перемещают один за другим на разгрузочную ленту, расположенную за указанной транспортной лентой вдоль указанного направления подачи.
Перемещение указанных, по меньшей мере, двух шумопонижающих элементов на указанную разгрузочную ленту предпочтительно обеспечивают в результате синхронного перемещения указанной транспортной ленты и указанной разгрузочной ленты вдоль указанного направления подачи.
Предпочтительно после перемещения каждого шумопонижающего элемента на указанную разгрузочную ленту и перед размещением указанных, по меньшей мере, двух шумопонижающих элементов на указанной шине указанную разгрузочную ленту перемещают вдоль указанного направления подачи при удерживании указанной транспортной ленты в неподвижном состоянии. Такая мера обеспечивает возможность перемещения каждого шумопонижающего элемента в достаточной степени от шумопонижающего элемента, который следует непосредственно за ним, для обеспечения возможности захвата шумопонижающего элемента для последующего размещения на шине без риска случайного столкновения с шумопонижающим элементом, следующим непосредственно за ним вдоль направления подачи.
Положение указанной непрерывной пленки на верхней поверхности указанной технологической плоскости вдоль направления, перпендикулярного к указанному направлению подачи, предпочтительно можно регулировать. Такая мера позволяет удерживать непрерывную пленку и, следовательно, слой адгезивного материала, опирающийся на нее, в сцентрированном положении в зависимости от положения, занимаемого шумопонижающими элементами на подающей ленте вдоль вышеупомянутого перпендикулярного направления после операций выравнивания и плотного размещения.
Скорость указанной подающей ленты предпочтительно можно регулировать в зависимости от скорости перемещения указанной непрерывной пленки вперед на указанной технологической плоскости. Таким образом, можно обеспечить заданное плотное размещение шумопонижающих элементов независимо от скорости перемещения непрерывной пленки вперед. В частности, обеспечивается то, что скорость подающей ленты всегда будет немного больше скорости непрерывной пленки.
Указанный второй толкающий элемент предпочтительно выполнен с возможностью перемещения как вдоль указанного направления подачи, так и вдоль вертикального направления. Перемещение вдоль направления подачи обеспечивает возможность вышеупомянутого плотного размещения шумопонижающих элементов. Перемещение вдоль вертикального направления обеспечивает возможность периодического перевода второго толкающего элемента в положение за пределами зоны толкания после плотного размещения некоторых из шумопонижающих элементов и перед плотным размещением дополнительных шумопонижающих элементов.
Загрузочная лента, на которую загружают шумопонижающие элементы, предпочтительно расположена перед указанной подающей лентой вдоль указанного направления подачи. Оператор может устанавливать шумопонижающие элементы на такой загрузочной ленте, не обращая особого внимания на их взаимное расположение.
Разгрузочная лента, с которой выгружают шумопонижающие элементы, предпочтительно расположена за указанной транспортной лентой вдоль указанного направления подачи. Наличие такой разгрузочной ленты обеспечивает возможность автоматического захвата каждого шумопонижающего элемента для последующего размещения на шине без риска случайного контакта с шумопонижающим элементом, следующим за ним вдоль направления подачи.
Указанная технологическая плоскость предпочтительно содержит центральную часть, расположенную под указанным прижимным элементом.
Указанная технологическая плоскость предпочтительно содержит заднюю часть, механически отсоединенную от центральной части и расположенную перед указанной центральной частью вдоль указанного направления подачи.
Указанная технологическая плоскость предпочтительно содержит переднюю часть, механически отсоединенную от центральной части и расположенную за указанной центральной частью вдоль указанного направления подачи.
Выполнение трех частей, механически отсоединенных друг от друга, предпочтительно обеспечивает возможность регулирования положения передней части и/или задней части относительно центральной части. Такая мера полезна для обеспечения возможности регулирования положения непрерывной пленки относительно положения шумопонижающих элементов в зависимости, например, от размеров шумопонижающих элементов, используемых каждый раз.
Разматыватель, выполненный с возможностью размотки указанной непрерывной пленки, предпочтительно расположен под указанной технологической плоскостью рядом с указанной задней частью.
Моталка, выполненная с возможностью намотки указанной непрерывной пленки, предпочтительно расположена под указанной технологической плоскостью рядом с указанной передней частью.
Указанная непрерывная пленка предпочтительно проходит от указанного разматывателя к указанной моталке, проходя над указанной задней частью, указанной центральной частью и указанной передней частью указанной технологической плоскости.
Предпочтительно предусмотрено регулировочное устройство для регулирования положения указанной непрерывной пленки на верхней поверхности указанной технологической плоскости в направлении, перпендикулярном к указанному направлению подачи.
Указанное регулировочное устройство предпочтительно содержит, по меньшей мере, одно исполнительное устройство, воздействующее на указанную переднюю часть и/или заднюю часть указанной технологической плоскости для перемещения указанной передней части и/или задней части относительно указанной центральной части в направлении, перпендикулярном к указанному направлению подачи.
Предпочтительно предусмотрены первые регулировочные элементы, выполненные с возможностью регулирования хода указанного первого толкающего элемента.
Предпочтительно предусмотрены вторые регулировочные элементы, выполненные с возможностью регулирования хода указанного второго толкающего элемента.
Предпочтительно предусмотрены третьи регулировочные элементы, выполненные с возможностью регулирования хода указанного прижимного элемента.
Каждый из вышеупомянутых элементов для регулирования хода обеспечивает возможность задания оптимального хода соответствующих толкающих/прижимного элементов в зависимости от размеров шумопонижающих элементов, используемых каждый раз.
Дополнительные признаки и преимущества настоящего изобретения станут более ясными из нижеследующего подробного описания предпочтительных вариантов его осуществления, выполненного со ссылкой на приложенные чертежи.
На таких чертежах:
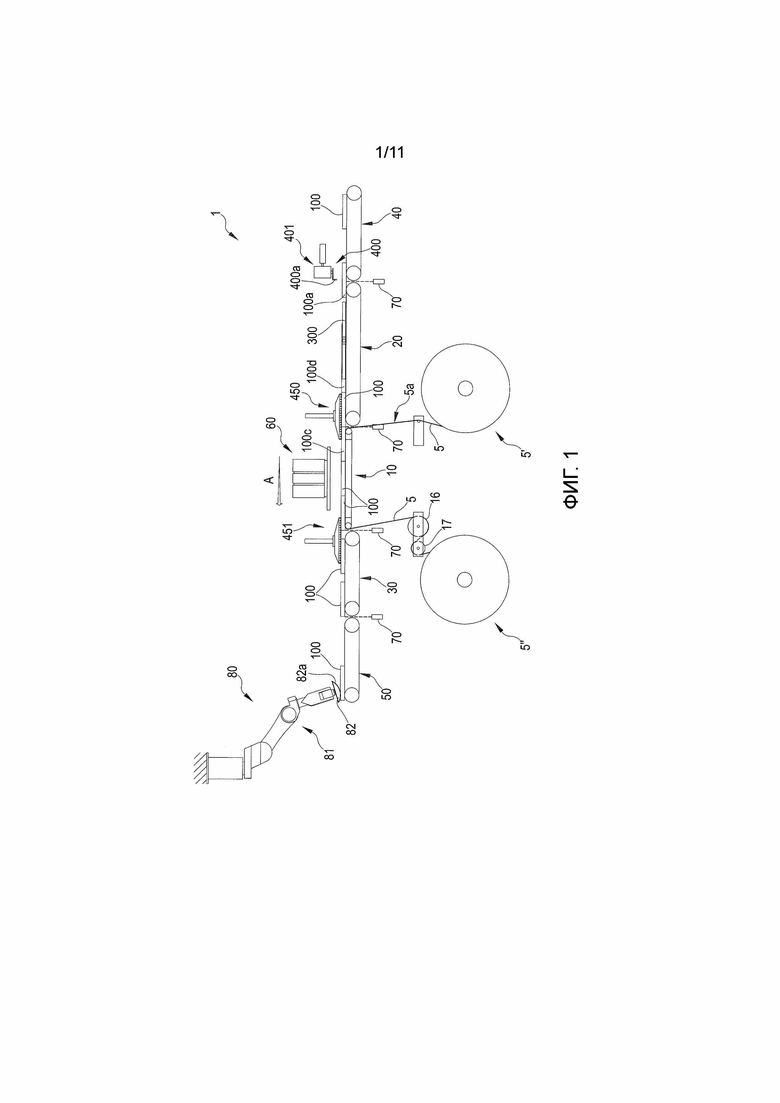
фиг.1 - схематический вид сбоку иллюстративного варианта осуществления устройства для автоматического наложения шумопонижающих элементов на шину для колес транспортных средств согласно настоящему изобретению, при этом такое устройство проиллюстрировано в его первой рабочей конфигурации;
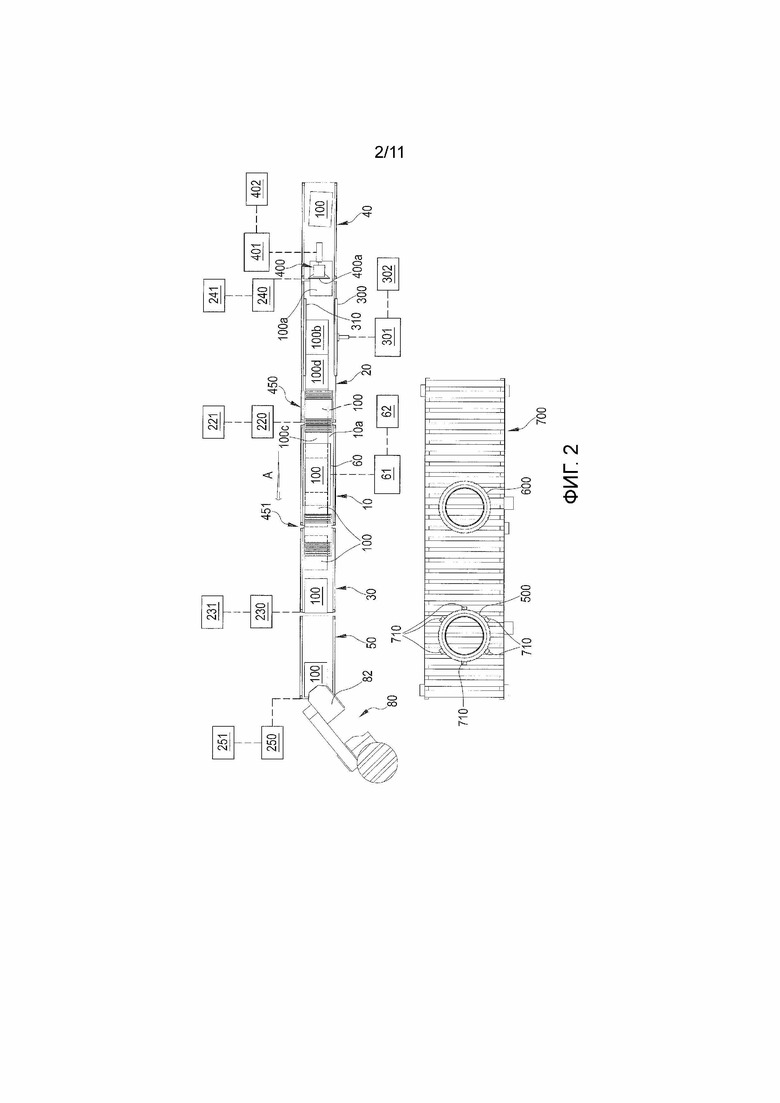
фиг.2 - схематический вид сверху устройства с фиг.1;
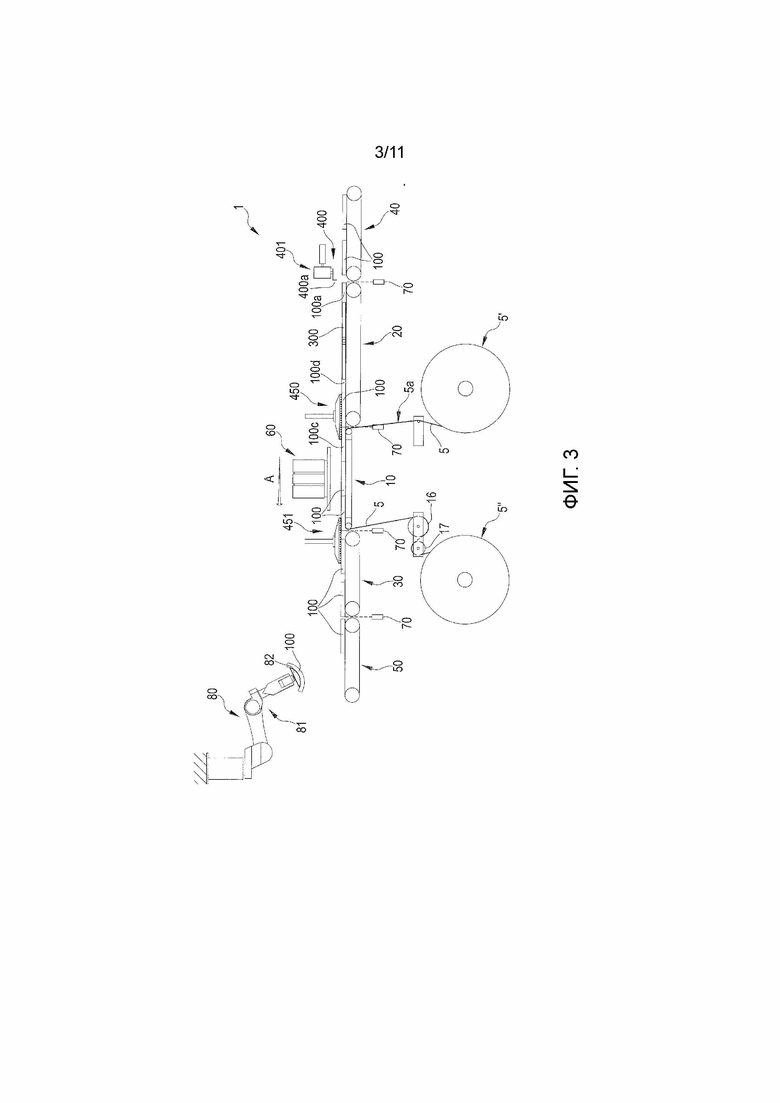
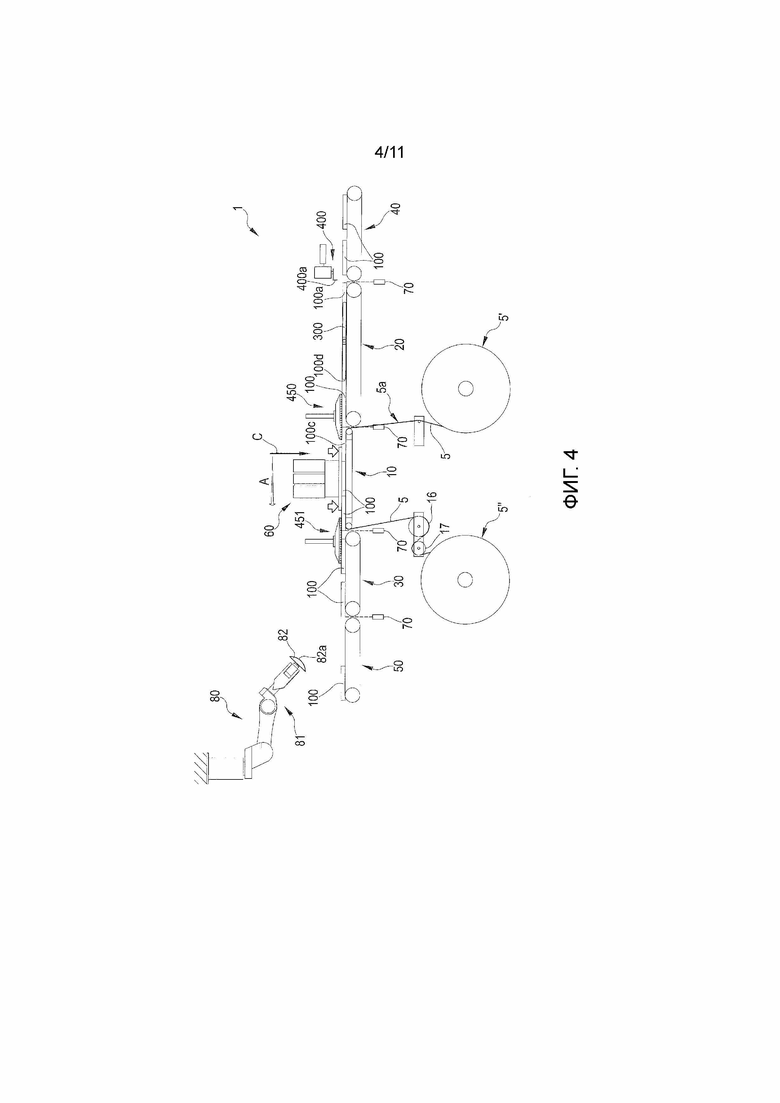
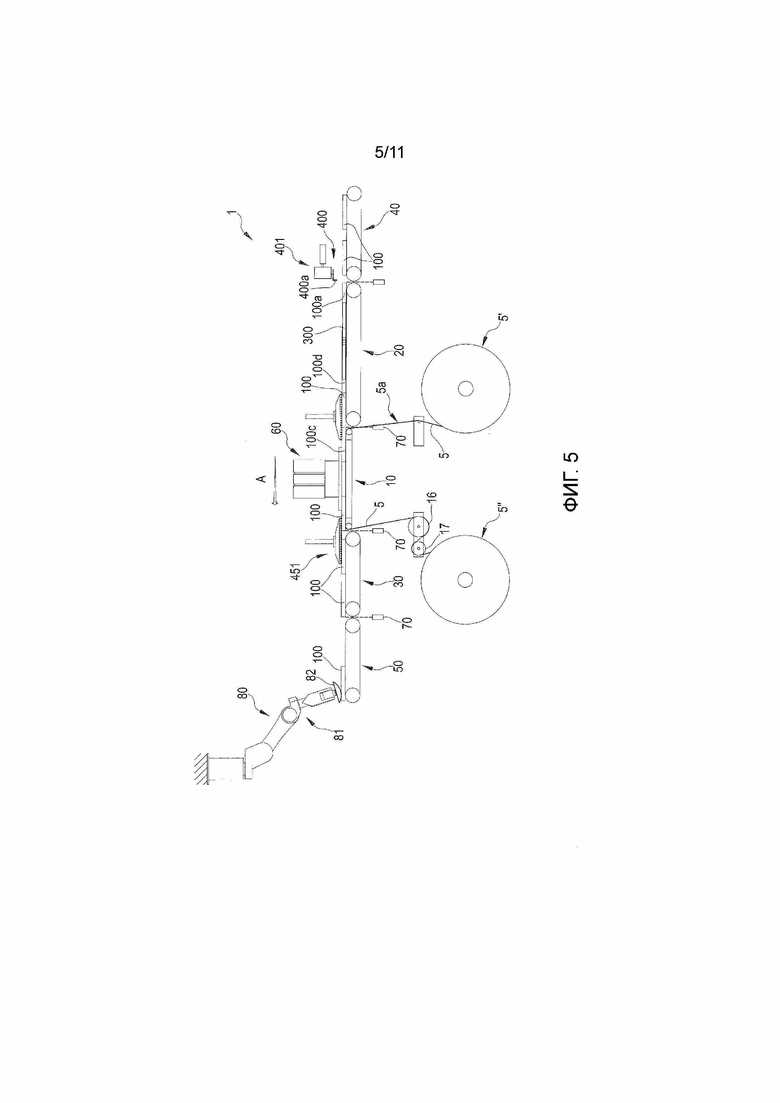
фиг.3-5 - упрощенные схематические виды сбоку устройства с фиг.1 в его двух дополнительных рабочих конфигурациях;
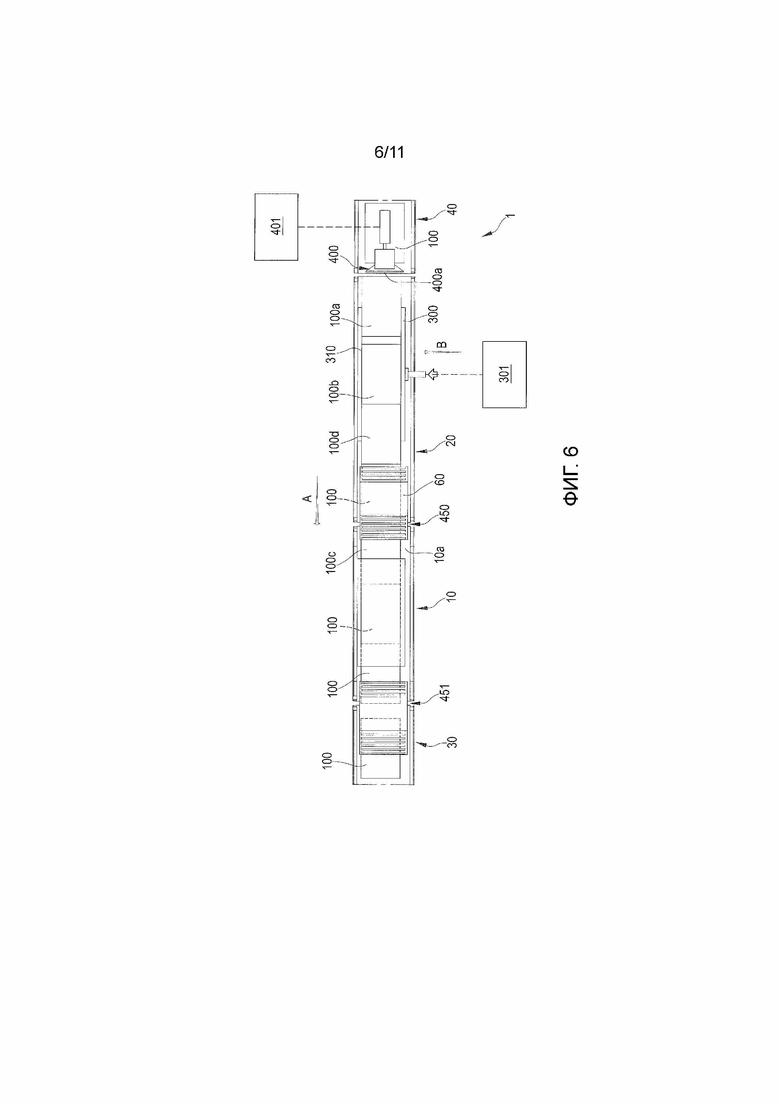
фиг.6 - упрощенный схематический вид сверху устройства с фиг.1 в рабочей конфигурации с фиг.5;
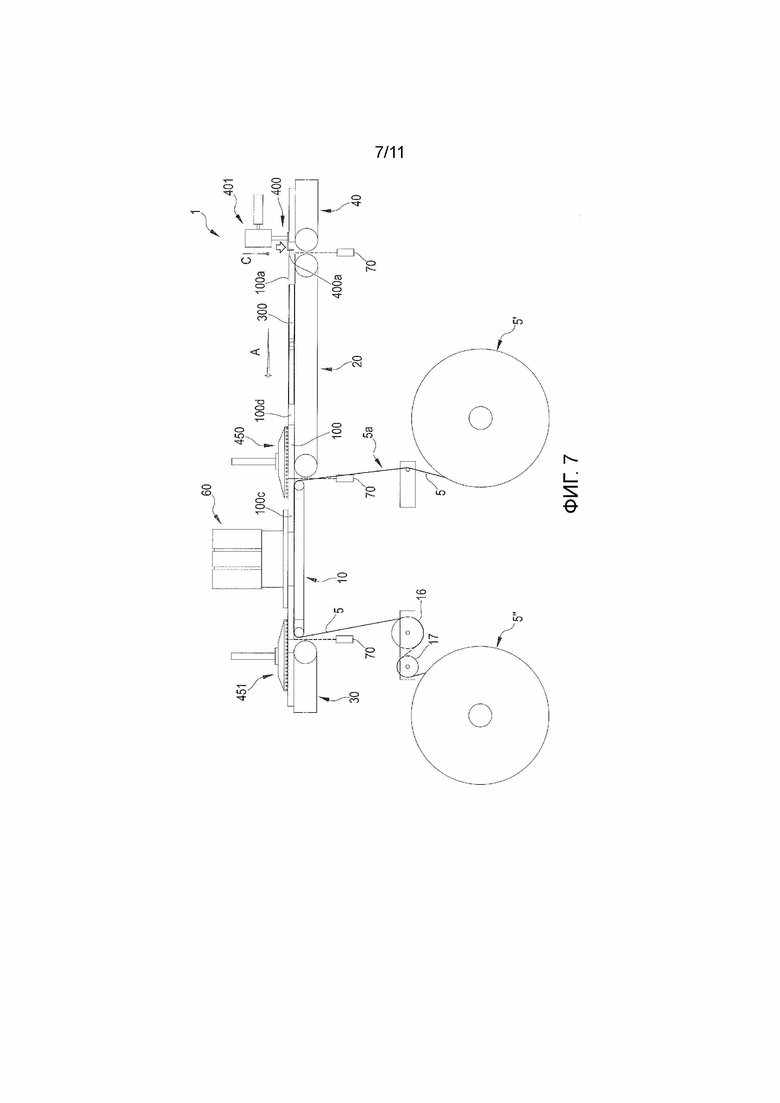
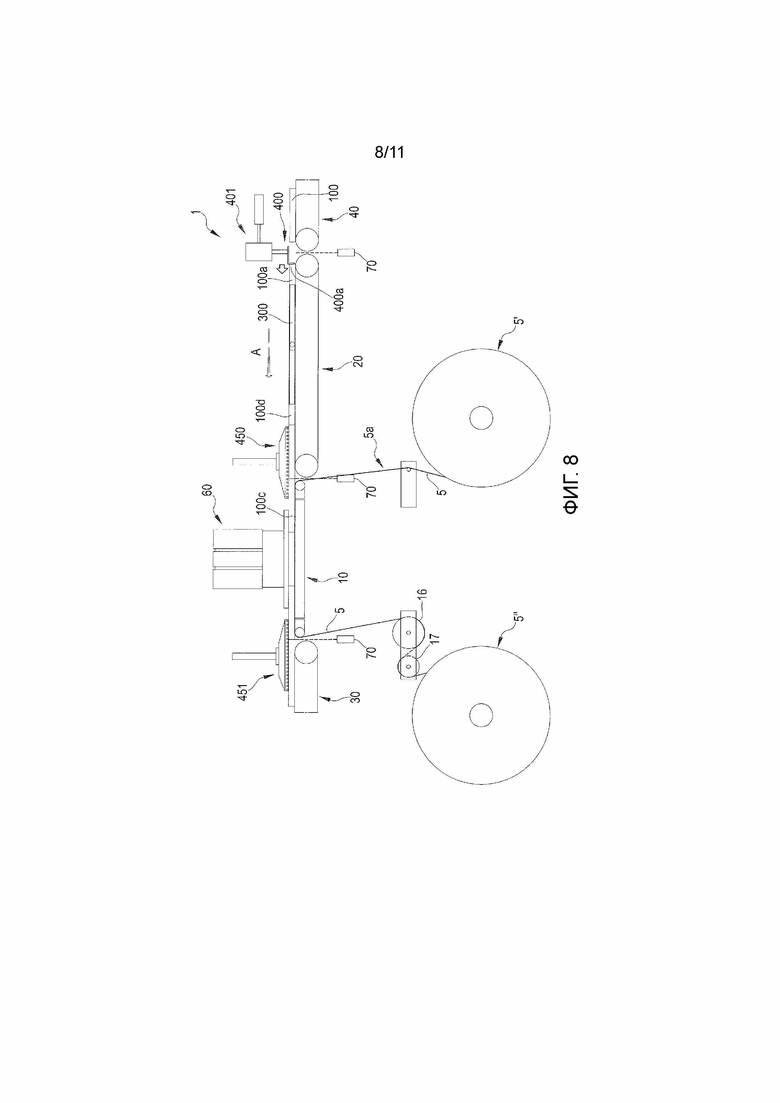
фиг.7 и 8 - упрощенные схематические виды сбоку устройства с фиг.1 в его дополнительных рабочих конфигурациях;
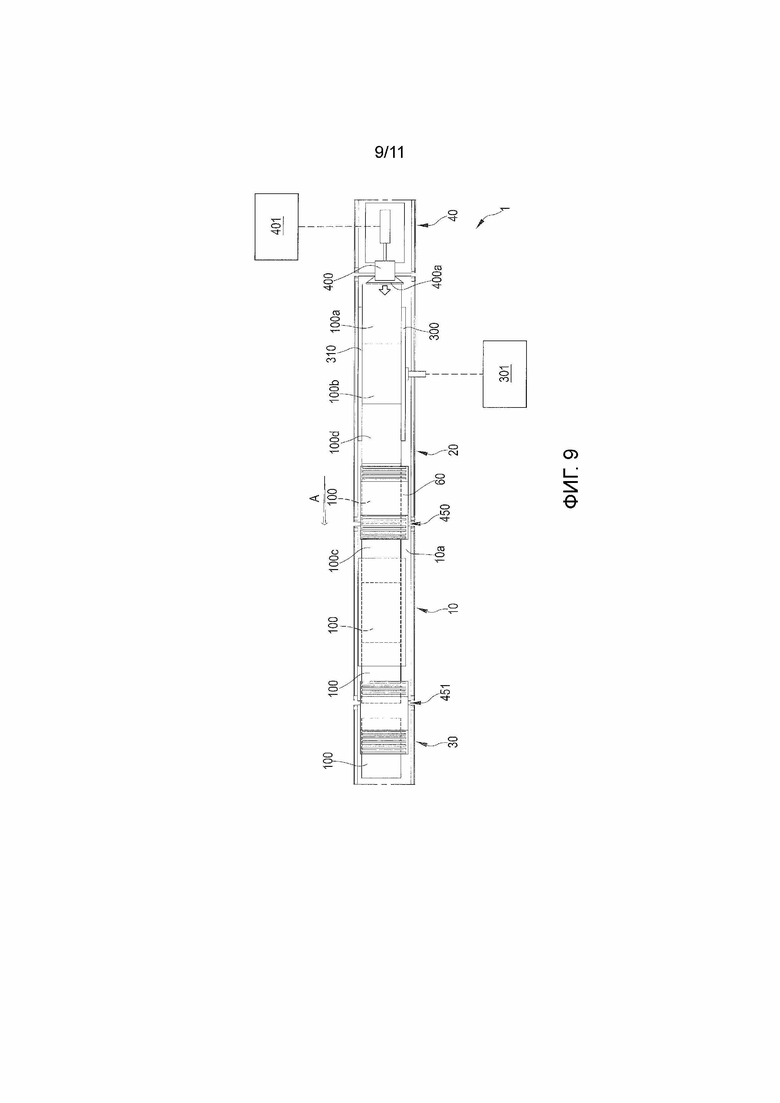
фиг.9 - упрощенный схематический вид сверху устройства с фиг.1 в рабочей конфигурации с фиг.8;
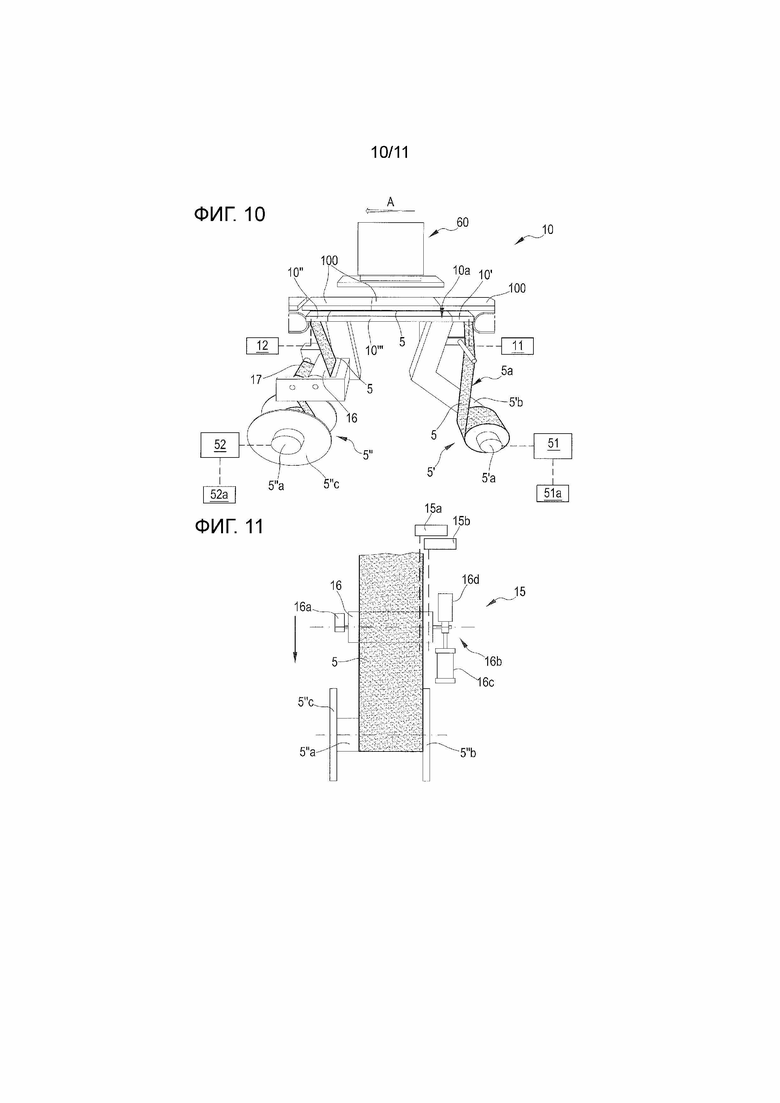
фиг.10 - схематический вид в перспективе части устройства с фиг.1;
фиг.11 - схематический вид сверху фрагмента части с фиг.10; и
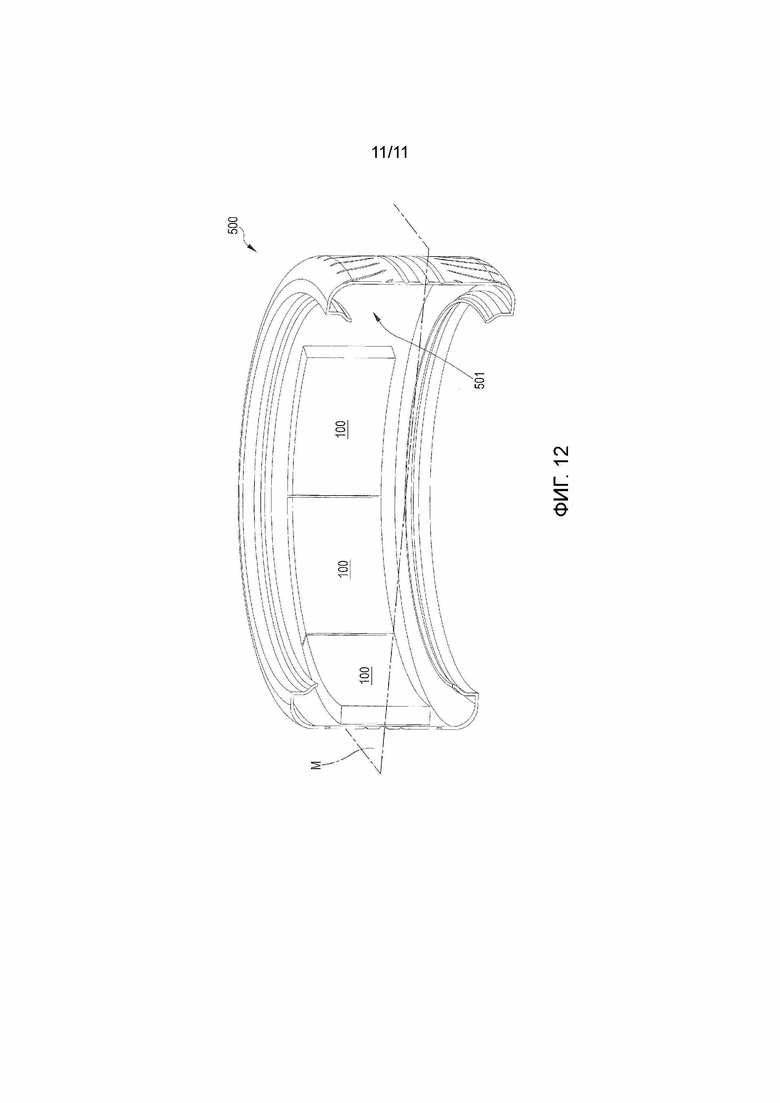
фиг.12 - схематический вид в перспективе части шины для колес транспортных средств, на внутренней поверхности которой множество шумопонижающих элементов были наклеены посредством устройства по фиг.1.
На фиг.1-9 ссылочная позиция 1 обозначает в целом иллюстративный вариант осуществления устройства для автоматического наложения множества шумопонижающих элементов 100 одного за другим на радиально внутреннюю поверхность 501 шины 500 для колес транспортных средств в соответствии с настоящим изобретением.
Пример такой шины проиллюстрирован на фиг.2 и 12 и обозначен ссылочной позицией 500. Предпочтительно это шина для четырехколесных транспортных средств, более предпочтительно для транспортных средств с высокими эксплуатационными характеристиками.
Как проиллюстрировано на фиг.12, шумопонижающие элементы 100 приклеены вдоль направления по окружности шины 500 предпочтительно симметрично относительно осевой средней плоскости М шины 500.
Фиг.2 иллюстрирует дополнительную шину, обозначенную ссылочной позицией 600, на которой предусмотрено приклеивание шумопонижающих элементов 100 также посредством устройства 1, описанного в данном документе, после завершения процесса наклеивания шумопонижающих элементов 100 на шину 500.
Шины 500 и 600 предпочтительно размещены на полотне 700 роликового конвейера, расположенного рядом с устройством 1.
Во время операций приклеивания шина 500, к которой приклеивают шумопонижающие элементы 100, удерживается в заданном положении на полотне 700 роликового конвейера с помощью соответствующих удерживающих элементов 710. В конкретном примере, проиллюстрированном в данном документе, такие удерживающие элементы 710 выполнены с возможностью вертикального перемещения относительно полотна 700 роликового конвейера и равномерно распределены вокруг шины 500 для обеспечения также центрирования шины 500 относительно вышеупомянутых удерживающих элементов 710. В частности, в примере по фиг.2 имеются шесть удерживающих элементов 710, расположенных на одинаковом угловом расстоянии друг от друга, составляющем 60°.
Шумопонижающие элементы 100 предпочтительно имеют форму прямоугольного параллелепипеда. Более предпочтительно, если они имеют ширину в диапазоне между приблизительно 100 мм и приблизительно 250 мм, длину в диапазоне между приблизительно 100 мм и приблизительно 300 мм и толщину в диапазоне между приблизительно 15 мм и приблизительно 50 мм. Однако шумопонижающие элементы 100 могут иметь формы и размеры, отличающиеся от указанных в данном документе.
Как проиллюстрировано на фиг.12, шумопонижающие элементы 100 предпочтительно наклеивают на радиально внутреннюю поверхность 501 шины 500 вдоль направления шины по окружности, при этом более длинные стороны шумопонижающих элементов 100 размещают по существу параллельно осевой средней плоскости М шины 500.
Взаимное расположение шумопонижающих элементов 100 на радиально внутренней поверхности 501 шины 500 предпочтительно таково, чтобы оставался зазор между двумя соседними шумопонижающими элементами 100. Однако шумопонижающие элементы 100 также могут находиться в прямом контакте друг с другом.
Определяемая в направлении вдоль окружности протяженность части радиально внутренней поверхности 501 шины 500, на которой наклеены шумопонижающие элементы 100 (в дальнейшем такая протяженность в направлении вдоль окружности будет упоминаться при использовании термина «охват»), предпочтительно равна, по меньшей мере, 50% от протяженности радиально внутренней поверхности 501 шины 500 в направлении вдоль окружности. В зависимости от размера шины 500 по окружности вышеупомянутый охват может находиться, например, в диапазоне между приблизительно 65% и приблизительно 95%, предпочтительно между приблизительно 70% и приблизительно 90% от протяженности радиально внутренней поверхности 501 шины 500 в направлении вдоль окружности. При изменении размера шины 500 по окружности можно при необходимости использовать шумопонижающие элементы 100 другой длины для обеспечения заданного охвата.
Шумопонижающие элементы 100 предпочтительно изготовлены из звукопоглощающего пористого материала, например, из вспененного полимерного материала, предпочтительно из открытопористого пенополиуретана. Однако также может быть использован другой материал, обладающий аналогичной способностью уменьшать шум.
Плотность шумопонижающих элементов 100 предпочтительно находится в диапазоне между приблизительно 20 кг/м3 и приблизительно 200 кг/м3. В конкретном варианте осуществления такая плотность равна приблизительно 40 кг/м3.
Как показано, в частности, на фиг.1-10, устройство 1 содержит технологическую плоскость 10, на верхней поверхности 10а которой (фиг.10) проходит непрерывная пленка 5, которая служит опорой для слоя адгезивного материала 5а предпочтительно типа адгезива, склеивающего при надавливании.
Технологическая плоскость 10 содержит переднюю часть 10ʺ, заднюю часть 10' и центральную часть 10ʺ'. Передняя часть 10ʺ расположена перед центральной частью 10ʺ' вдоль направления А подачи. Задняя часть 10' расположена за центральной частью 10ʺ' вдоль направления А подачи.
Передняя 10ʺ и задняя 10' части механически отсоединены от центральной части 10ʺ' для обеспечения возможности их перемещения относительно центральной части 10ʺ' по команде соответствующих исполнительных устройств 11, 12. Такая мера обеспечивает возможность регулирования положения непрерывной пленки 5 на верхней поверхности 10а технологической плоскости 10 в направлении, перпендикулярном к направлению А подачи, как описано ниже.
Непрерывная пленка 5 предпочтительно изготовлена из нелипкого материала или покрыта нелипким материалом. Например, по меньшей мере, одна поверхность непрерывной пленки 5 (в частность, по меньшей мере, поверхность, противоположная той, которая находится в контакте с верхней поверхностью 10а технологической плоскости 10) выполнена нелипкой посредством обработки поверхности силиконами.
Непрерывная пленка 5 сначала накоплена на разматывателе 5', предпочтительно расположенном под технологической плоскостью 10 рядом с ее задней частью 10'. Непрерывная пленка 5 проходит от разматывателя 5' и проходит над верхней поверхностью 10а технологической плоскости 10 до тех пор, пока она не дойдет до моталки 5ʺ. Моталка 5ʺ предпочтительно расположена под технологической плоскостью 10 рядом с ее передней частью 10ʺ.
Во время размотки с разматывателя 5' непрерывная пленка 5 перемещается на верхней поверхности 10а технологической плоскости 10 вдоль направления А подачи для ее последующего накапливания на моталке 5ʺ.
Управление перемещением непрерывной пленки 5 вдоль направления А подачи осуществляется посредством приводного элемента 51, взаимодействующего с разматывателем 5', и посредством приводного элемента 52, взаимодействующего с моталкой 5ʺ. Возможность регулирования такого перемещения обеспечивается посредством соответствующих устройств 51а, 52а регулирования скорости, взаимодействующих с вышеупомянутыми приводными элементами 51, 52.
Как показано на фиг.1-9, устройство 1 дополнительно содержит перед технологической плоскостью 10 по отношению к направлению А подачи подающую ленту 20, также выполненную с возможностью перемещения вдоль направления А подачи. Управление перемещением подающей ленты 20 вдоль направления А подачи осуществляется посредством соответствующего приводного элемента 220 (фиг.2). Скорость перемещения подающей ленты 20 вперед вдоль направления А подачи можно регулировать посредством устройства 221 регулирования скорости, взаимодействующего с приводным элементом 220.
Устройство 1 дополнительно содержит за технологической плоскостью 10 по отношению к направлению А подачи транспортную ленту 30, также выполненную с возможностью перемещения вдоль направления А подачи. Управление перемещением транспортной ленты 30 вдоль направления А подачи осуществляется посредством соответствующего приводного элемента 230 (фиг.2). Скорость перемещения транспортной ленты 30 вперед вдоль направления А подачи можно регулировать посредством устройства 231 регулирования скорости, взаимодействующего с приводным элементом 230.
В приведенном в качестве примера варианте осуществления, проиллюстрированном в данном документе, загрузочная лента 40, на которую загружают шумопонижающие элементы 100, предпочтительно предусмотрена перед подающей лентой 20 по отношению к направлению А подачи. Загрузочная лента 40 также выполнена с возможностью перемещения вдоль направления А подачи. Управление перемещением загрузочной ленты 40 вдоль направления А подачи осуществляется посредством соответствующего приводного элемента 240 (фиг.2). Скорость перемещения загрузочной ленты 40 вперед вдоль направления А подачи можно регулировать посредством устройства 241 регулирования скорости, взаимодействующего с приводным элементом 240. Кодовый датчик положения (непроиллюстрированный) взаимодействует с загрузочной лентой 40 предпочтительно рядом с ее передней частью для управления перемещением загрузочной ленты 40 вдоль направления А подачи.
В приведенном в качестве примера варианте осуществления, проиллюстрированном в данном документе, разгрузочная лента 50, с которой выгружают шумопонижающие элементы 100, предпочтительно предусмотрена за транспортной лентой 30 по отношению к направлению А подачи. Разгрузочная лента 50 также выполнена с возможностью перемещения вдоль направления А подачи. Управление перемещением разгрузочной ленты 50 вдоль направления А подачи осуществляется посредством соответствующего приводного элемента 250 (фиг.2). Скорость перемещения разгрузочной ленты 50 вперед вдоль направления А подачи можно регулировать посредством устройства 251 регулирования скорости, взаимодействующего с приводным элементом 250.
Технологическая плоскость 10 и ленты 20, 30, 40, 50 выровнены и расположены одна за другой в соответствии с тем, что описано выше, вдоль направления А подачи.
Регулировочные устройства 51а, 52а, 221, 231, 241, 251 избирательно воздействуют на соответствующие приводные элементы 51, 52, 220, 230, 240, 250 независимо друг от друга для обеспечения возможности перемещения непрерывной пленки 5 и лент 20, 30, 40, 50 независимо друг от друга и, возможно, с разными скоростями, если это необходимо или желательно.
На приложенных фигурах:
- ссылочная позиция 100а обозначает на фиг.1 и 2 шумопонижающий элемент 100, который вскоре переместится с загрузочной ленты 40 на подающую ленту 20, и на фиг.6-9 вышеупомянутый шумопонижающий элемент 100а, когда он полностью размещен на подающей ленте 20;
- ссылочная позиция 100b обозначает шумопонижающий элемент 100, расположенный на подающей ленте 20 за шумопонижающим элементом 100а вдоль направления А подачи;
- ссылочная позиция 100с обозначает шумопонижающий элемент 100, уже перемещенный на технологическую плоскость 10, когда шумопонижающие элементы 100а и 100b находятся в положениях, описанных выше;
- ссылочная позиция 100d обозначает шумопонижающий элемент 100, расположенный между шумопонижающим элементом 100b и шумопонижающим элементом 100с.
В конкретном примере, проиллюстрированном в данном документе, шумопонижающие элемент 100 устанавливают на загрузочной ленте 40 для их последующего перемещения на подающую ленту 20.
Шумопонижающие элементы 100 заранее захватываются вручную оператором или автоматически посредством роботизированной руки (непроиллюстрированной) из соответствующей емкости (непроиллюстрированной) или в альтернативном варианте отрезаются от листа больших размеров (например, 800×1200 мм), расположенного рядом с загрузочной лентой 40.
После этого шумопонижающие элементы 100 устанавливают на загрузочной ленте 400 вручную или посредством вышеупомянутой роботизированной руки так, чтобы каждый шумопонижающий элемент 100, установленный на загрузочной ленте 40, был расположен на расстоянии от шумопонижающего элемента 100, установленного ранее на загрузочной ленте 40.
Перемещение шумопонижающих элементов 100 с загрузочной ленты 40 на подающую ленту 20 происходит в результате перемещения загрузочной ленты 40 и подающей ленты 20 вдоль направления А подачи. В частности, каждый шумопонижающий элемент 100, расположенный на загрузочной ленте 40, сначала перемещается по направлению к подающей ленте 20 в результате перемещения загрузочной ленты 40 вдоль направления А подачи при удерживании подающей ленты 20 в неподвижном состоянии до тех пор, пока передняя часть шумопонижающего элемента 100 не будет размещена над подающей лентой 20. После этого перемещение загрузочной ленты 40 прекращается, и только подающая лента 20 перемещается вдоль направления А подачи, пока весь шумопонижающий элемент 100 не будет размещен над подающей лентой 20.
После размещения на подающей ленте 20 шумопонижающие элементы 100 подвергаются операции выравнивания и плотного размещения, как описано в дальнейшем.
Шумопонижающие элементы 100 после этого перемещаются от подающей ленты 20 к технологической плоскости 10.
Перемещение шумопонижающих элементов 100 с подающей ленты 20 на технологическую плоскость 10 происходит в результате синхронного перемещения подающей ленты 20 и непрерывной пленки 5 вдоль направления А подачи.
После перемещения шумопонижающих элементов 100 на технологическую плоскость 10 обеспечивается прочное прилипание их нижней поверхности к части слоя адгезивного материала 5а, предусмотренного на верхней поверхности части непрерывной пленки 5, расположенной на верхней поверхности 10а технологической плоскости 10. В частности, часть слоя адгезивного материала 5а, которая находится под каждым шумопонижающим элементом 100, прочно прикрепляется к нижней поверхности шумопонижающего элемента 100 и остается прикрепленной к такому шумопонижающему элементу 100 во время последующего перемещения непрерывной пленки 5 вдоль направления А подачи. Следовательно, часть непрерывной пленки 5, наматываемая на моталку 5ʺ, будет по существу свободной от вышеупомянутого слоя адгезивного материала 5а.
После этого шумопонижающие элементы 100 перемещаются с технологической плоскости 10 на транспортную ленту 30. Такое перемещение происходит в результате синхронного перемещения непрерывной пленки 5 и транспортной ленты 30 вдоль направления А подачи. Как только каждый шумопонижающий элемент 100 будет размещен, предпочтительно полностью, над транспортной лентой 30, последнюю перемещают вдоль направления А подачи при удерживании непрерывной пленки 5 в неподвижном состоянии для обеспечения чистого и точного отделения слоя адгезивного материала 5а, соединенного с шумопонижающим элементом, только что перемещенным на транспортную ленту 30, от слоя адгезивного материала 5а, соединенного с непрерывной пленкой 5, опирающейся на технологическую плоскость 10.
После этого шумопонижающие элементы 100 перемещаются с транспортной ленты 30 на разгрузочную ленту 50.
Перемещение шумопонижающих элементов 100 с транспортной ленты 30 на разгрузочную ленту 50 происходит в результате синхронного перемещения транспортной ленты 30 и разгрузочной ленты 50 вдоль направления А подачи. Как только каждый шумопонижающий элемент 100 будет размещен, предпочтительно полностью, над разгрузочной лентой 50, последнюю перемещают вдоль направления А подачи при удерживании транспортной ленты 30 в неподвижном состоянии для удаления шумопонижающего элемента 100, размещенного на разгрузочной ленте 50, от шумопонижающего элемента, который следует непосредственно за ним и который по-прежнему расположен на транспортной ленте 30.
Из того, что проиллюстрировано выше, можно видеть, что:
- при перемещении шумопонижающих элементов 100 с загрузочной ленты 40 на подающую ленту 20 и после этого с подающей ленты 20 на технологическую плоскость 10 они свободны от адгезивного материала;
- когда шумопонижающие элементы 100 находятся на технологической плоскости 10, часть слоя адгезивного материала 5а, имеющегося на непрерывной пленке 5, опирающейся на технологическую плоскость 10, прилипает к нижней поверхности каждого из вышеупомянутых шумопонижающих элементов 100;
- при перемещении шумопонижающих элементов 100 с технологической плоскости 10 на транспортную ленту 30 и после этого с транспортной ленты 30 на разгрузочную ленту 50 вышеупомянутая часть слоя адгезивного материала 5а остается соединенной с нижней поверхностью каждого из вышеупомянутых шумопонижающих элементов 100.
Непрерывная пленка 5 предпочтительно изготовлена из нелипкого материала (например, из бумаги или полимерного материала, подобного полиэтилену ПЭ, полипропилену ПП или полиэтилентерефталату ПЭТ, поверхность которого обработана силиконами). Следовательно, сила адгезионного сцепления слоя адгезивного материала 5а с непрерывной пленкой 5 существенно меньше силы адгезионного сцепления слоя адгезивного материала 5а с нижней поверхностью шумопонижающих элементов 100.
Такая непрерывная пленка 5 имеет ширину, которая равна или больше ширины шумопонижающих элементов 100. Возможная разность ширины непрерывной пленки 5 и ширины шумопонижающих элементов 100 предпочтительно не превышает приблизительно 2 мм.
Адгезив, нанесенный на непрерывную пленку 5, предпочтительно имеет толщину (включая слой адгезивного материала 5а) в диапазоне между 30 и 250 мкм, например, равную приблизительно 80 мкм.
Примерами непрерывной пленки 5 (выполненной со слоем адгезивного материала 5а), которая может быть использована, являются: пленки 300LSE и 9773, изготавливаемые 3M Company, и пленка 5015Т, изготавливаемая компанией Nitto Europe NV.
Как проиллюстрировано на фиг.1-10, над центральной частью 10ʺ' технологической плоскости 10 имеется прижимной элемент 60, который может периодически перемещаться вдоль по существу вертикального направления для поджима каждый раз, по меньшей мере, некоторых из шумопонижающих элементов 100, которые находятся над указанной центральной частью 10ʺ', к непрерывной пленке 5, опирающейся на технологическую плоскость 10, для гарантирования того, что каждый из таких шумопонижающих элементов 100 сможет прочно прилипнуть к соответствующей части слоя адгезивного материала 5а (фиг.4).
Как проиллюстрировано на фиг.2, управление прижимным элементом 60 предпочтительно осуществляется посредством приведения в действие пневматического цилиндра 61. Силу давления можно регулировать посредством регулятора 62 давления, и также может быть задана длительность приложения давления.
Как проиллюстрировано на фиг.1-9, устройство 1 содержит рядом с подающей лентой 20 первый толкающий элемент 300, который может периодически перемещаться вдоль горизонтального направления В (фиг.6), перпендикулярного к направлению А подачи.
Первый толкающий элемент 300 выполнен с возможностью выравнивания, по меньшей мере, двух шумопонижающих элементов 100а, 100b, расположенных над подающей лентой 20, вдоль направления А подачи. Такое выравнивание происходит за счет толкания указанных, по меньшей мере, двух шумопонижающих элементов 100а, 100b посредством указанного первого толкающего элемента 300 к опорной стенке 310, взаимодействующей с подающей лентой 20 и проходящей параллельно направлению А подачи.
После того как выравнивание произошло, шумопонижающие элементы 100а, 100b остаются выровненными вдоль направления А подачи при их перемещении с подающей ленты 20 на технологическую плоскость 10 и после этого на транспортную ленту 30 и на разгрузочную ленту 50.
Как проиллюстрировано на фиг.2, управление первым толкающим элементом 300 осуществляется посредством приводного элемента 301, который, в свою очередь, взаимодействует с регулировочным элементом 302, выполненным с возможностью регулирования хода первого толкающего элемента 300 вдоль направления В в зависимости от ширины шумопонижающих элементов 100, используемых каждый раз.
Перемещение первого толкающего элемента 300 вдоль направления В предпочтительно обеспечивается посредством приведения в действие пневматического цилиндра, и его ход можно механически регулировать посредством регулировки противоположных винтов (непроиллюстрированных).
Устройство 1 также содержит рядом с задней частью подающей ленты 20 второй толкающий элемент 400, периодически перемещаемый как вдоль вертикального направления С (фиг.7), так и вдоль направления А подачи (фиг.8 и 9).
Второй толкающий элемент 400 выполнен с возможностью ввода шумопонижающих элементов 100а, 100b в контакт друг с другом вдоль направления А подачи после обеспечения прилегания таких шумопонижающих элементов 100а, 100b к указанной опорной стенке 310 посредством первого толкающего элемента 300.
Второй толкающий элемент 400 содержит вертикальную плиту 400а, предназначенную для толкания шумопонижающего элемента 100а к шумопонижающему элементу 100b вдоль направления А подачи.
Как проиллюстрировано на фиг.1, управление вторым толкающим элементом 400 осуществляется посредством приводного элемента 401, который, в свою очередь, взаимодействует с регулировочным элементом 402, выполненным с возможностью регулирования хода второго толкающего элемента 400 вдоль направления А подачи в зависимости от длины шумопонижающих элементов 100, используемых каждый раз.
Перемещение второго толкающего элемента 400 вдоль вертикального направления С предпочтительно обеспечивается посредством приведения в действие пневматического цилиндра. Управление таким перемещением осуществляется посредством двух магнитных концевых упоров (непроиллюстрированных), воздействующих непосредственно на такой пневматический цилиндр.
Перемещение второго толкающего элемента 400 вдоль направления подачи предпочтительно обеспечивается посредством приведения в действие электродвигателя. Такое перемещение регулируется посредством регулировочного элемента 402 в зависимости от длины используемых шумопонижающих элементов 100.
Устройство 1 также содержат множество первых противодействующих роликов 450, расположенных рядом с задней частью 10' технологической плоскости 10, и множество вторых противодействующих роликов 451, расположенных рядом с передней частью 10ʺ технологической плоскости 10.
Противодействующие ролики 450 предпочтительно расположены над передней частью подающей ленты 20 и проходят до зоны над задней частью 10' технологической плоскости 10. Они предотвращают подъем шумопонижающих элементов 100 от подающей ленты 20 и от технологической плоскости 10, вызываемый толкающим воздействием со стороны второго толкающего элемента 400 вдоль направления А подачи во время операций плотного размещения шумопонижающих элементов 100.
Противодействующие ролики 451 предпочтительно расположены над передней частью 10ʺ технологической плоскости 10 и проходят до зоны над задней частью транспортной ленты 30. Они предотвращают подъем шумопонижающих элементов 100 от технологической плоскости 10 и от транспортной ленты 30 во время перемещения с технологической плоскости 10 на транспортную ленту 30.
В варианте осуществления, который не проиллюстрирован, между технологической плоскостью 10 и транспортной лентой 30 расположена нагретая проволока, которая на практике функционирует подобно ножу. Такая нагретая проволока выполнена с возможностью перемещения предпочтительно вдоль по существу вертикального направления между исходным положением, удаленным от верхней поверхности 10а технологической плоскости 10, и рабочим положением, в котором нагретая проволока пересекает верхнюю поверхность 10а технологической плоскости 10.
Когда она находится в исходном положении, нагретая проволока не выполняет никакого действия. С другой стороны, когда нагретая проволока находится в ее рабочем положении, она отрезает слой адгезивного материала 5а, расположенный между первым шумопонижающим элементом 100, только что перемещенным на транспортную ленту 30, от слоя адгезивного материала 5а, который соединен со вторым шумопонижающим элементом 100, который является соседним с вышеупомянутым шумопонижающим элементом 100 и который вскоре будет перемещен с технологической плоскости 10 на транспортную ленту 30, при этом слой адгезивного материала 5а, соединенный с вышеупомянутым первым шумопонижающим элементом 100, отделяется от слоя адгезивного материала 5а, соединенного с вышеупомянутым вторым шумопонижающим элементом 100.
Вышеупомянутый вариант осуществления может быть использован, когда адгезивный материал 5а имеет очень сильные внутренние связи.
В варианте осуществления, проиллюстрированном на приложенных чертежах, вышеупомянутая нагретая проволока не используется. Такой вариант осуществления может быть использован, когда используемый адгезивный материал 5а не имеет очень сильных внутренних связей. В этом случае отделение слоя адгезивного материала 5а, прилипшего к шумопонижающему элементу, перемещенному на транспортную ленту 30, от слоя адгезивного материала 5а, соединенного с шумопонижающим элементом 100, имеющимся на технологической плоскости 10, происходит в результате только изменения скорости транспортной ленты 30 относительно непрерывной пленки 5 и благодаря удерживающему воздействию, оказываемому на технологическую плоскость за счет силы давления, действующей на шумопонижающий элемент 100 со стороны прижимного элемента 60.
Устройство 1 также содержит рядом с передней частью разгрузочной ленты 50 захватный элемент, который предпочтительно представляет собой роботизированную руку 80 антропоморфного типа, имеющую, по меньшей мере, шесть степеней подвижности и предназначенную для захвата шумопонижающих элементов 100 с загрузочной ленты 50 и размещения их в заданном положении на радиально внутренней поверхности 501 шины 500. Такое размещение может включать приложение соответствующего давления к радиально внутренней поверхности 501 шины 500.
Роботизированная рука 80 предпочтительно представляет собой роботизированную руку подвесного типа (то есть, она выполнена с возможностью присоединения к потолку или к подвесной балке), чтобы она не занимала места на грунте. Однако в качестве альтернативы также может быть использована роботизированная рука, удерживаемая на грунте.
Роботизированная рука 80 содержит шарнирное соединение 81, которое обеспечивает возможность перемещения роботизированной руки 80 вдоль любого направления в пространстве.
На своем свободном конце роботизированная рука 80 содержит захватный элемент 82, выполненный с возможностью захвата шумопонижающих элементов 100 с разгрузочной ленты 50 и с возможностью удерживания их в заданном положении во время перемещения роботизированной руки 80 к шине 500.
В варианте осуществления захватный элемент 82 содержит множество всасывающих каналов (непроиллюстрированных), соединенных с возможностью перемещения текучей среды с всасывающим устройством, выполненным с возможностью избирательного приведения в действие. Следовательно, захват шумопонижающих элементов 100 с разгрузочной ленты 50 и их удерживание во время перемещения роботизированной руки 80 к шине 500 происходят благодаря всасывающей силе, действующей на шумопонижающие элементы 100 после приведения в действие вышеупомянутого всасывающего устройства. С другой, стороны, освобождение шумопонижающих элементов 100 на радиально внутренней поверхности 501 шины 500 происходит после выключения вышеупомянутого всасывающего устройства.
Захватный элемент 82 содержит захватную поверхность 82а, имеющую криволинейный профиль. Профиль захватной поверхности 82а предпочтительно имеет радиус кривизны, по существу равный радиусу кривизны внутренней поверхности 501 шины 500 вдоль ее направления по окружности. В частности, значение радиуса кривизны захватной поверхности 82а по существу равно среднему значению радиусов кривизны внутренних поверхностей партии шин 500, 600, на которые желательно наклеить шумопонижающие элементы 100.
Захватная поверхность 82а предпочтительно имеет по существу такую же протяженность, как один из шумопонижающих элементов 100.
В альтернативном варианте осуществления захватный элемент 82 может содержать множество втягиваемых крюков, выполненных с возможностью соответствующего управления ими для захвата/освобождения шумопонижающих элементов 100.
Как показано на фиг.10, разматыватель 5' предпочтительно содержит шпиндель 5'a с пневматическим управлением, который после его радиального расширения позволяет удерживать рулон непрерывной пленки 5 от вращения относительно шпинделя 5'a и удерживать вышеупомянутый рулон в положении прилегания к опорной стенке 5'b, которая расположена в той же вертикальной плоскости, в которой расположена опорная стенка 310.
Аналогичным образом, моталка 5ʺ предпочтительно содержит шпиндель 5ʺa с пневматическим управлением, который после его радиального расширения позволяет удерживать накопительный рулон непрерывной пленки 5 от вращения относительно шпинделя 5ʺa и удерживать вышеупомянутый рулон в положении прилегания к опорной стенке 5ʺb, которая также расположена в той же вертикальной плоскости, в которой расположена опорная стенка 310.
Моталка 5ʺ дополнительно содержит диск 5ʺc, установленный на шпинделе 5ʺa и удерживаемый на шпинделе 5ʺa в таком положении, чтобы предотвратить перемещения непрерывной пленки 5 относительно оси вращения шпинделя 5ʺа во время намотки непрерывной пленки 5 на рулон, установленный на шпинделе 5ʺa. Положение диска 5ʺc на шпинделе 5ʺa изменяется при изменении ширины шумопонижающих элементов 100, используемых в каждом случае.
Как показано на фиг.10 и 11, устройство 1 дополнительно содержит регулировочное устройство 15, выполненное с возможностью регулирования положения непрерывной пленки 5 на верхней поверхности 10а технологической плоскости 10 в направлении, перпендикулярном к направлению А подачи (то есть вдоль вышеупомянутого направления В). Такое устройство 15 обеспечивает возможность надлежащего центрирования непрерывной пленки 5 относительно шумопонижающих элементов 100, расположенных на верхней поверхности 10а технологической плоскости 10.
Регулировочное устройство 15 содержит два фотоэлемента 15а, 15b, которые определяют положение продольного края непрерывной пленки 5 в пределах поля допуска, соответствующего расстоянию между двумя фотоэлементами 15а, 15b (равному, например, 1 мм). В конкретном примере, проиллюстрированном на фиг.11, фотоэлементы 15а, 15b расположены рядом с моталкой 5ʺ.
Регулировочное устройство 15 дополнительно содержит наклонный ролик 16, расположенный между моталкой 5ʺ и технологической плоскостью 10. Угол наклона наклонного ролика 16 изменяется, когда фотоэлементы 15а, 15b определяют, что край непрерывной пленки 5 находится за пределами вышеупомянутого поля допуска. Изменение угла наклона наклонного ролика 16 приводит к перемещению непрерывной пленки 5 вдоль вышеупомянутого направления, перпендикулярного к направлению А подачи.
Наклонный ролик 16 опирается на его конце на опорный блок 16а и на его противоположном конце на упорный блок 16b.
Упорный блок 16b содержит пневматический цилиндр 16с и опорный элемент 16d. Перемещение поршня пневматического цилиндра 16с относительно опорного элемента 16d приводит к изменению угла наклона наклонного ролика 16.
Фотоэлементы, аналогичные фотоэлементам 15а, 15b, описанным выше, предусмотрены рядом с моталкой 5' для контроля положения непрерывной пленки 5 перед ее перемещением на верхнюю поверхность 10а технологической плоскости 10.
Дополнительные фотоэлементы, аналогичные фотоэлементам 15а, 15b, описанным выше, могут быть предусмотрены рядом с верхней поверхностью технологической плоскости 10 для регулирования положения непрерывной пленки 5 на такой поверхности вдоль направления, перпендикулярного к направлению А подачи.
Исполнительные устройства 11 и 12 и регулировочное устройство 15 взаимодействуют для обеспечения центрирования непрерывной пленки 5 на верхней поверхности 10а технологической плоскости 10 относительно шумопонижающих элементов 100, расположенных на такой поверхности. Следовательно, такое центрирование обеспечивается благодаря относительному перемещению непрерывной пленки 5 и задней 10' и передней 10ʺ частей технологической плоскости 10 относительно центральной части 10ʺ' технологической плоскости 10.
Возвратный ролик 17 расположен между моталкой 5ʺ и наклонным роликом 16. Возвратный ролик 17 снабжен кодовым датчиком для определения окружной скорости такого ролика, которая соответствует скорости перемещения непрерывной пленки 5 вперед вдоль направления А подачи. Сигнал, обнаруженный кодовым датчиком, используется для приведения моталки 5ʺ во вращение для создания постоянного натяжения в части непрерывной пленки 5, расположенной между возвратным роликом 17 и моталкой 5ʺ. Такой сигнал также используется для регулирования скорости подающей ленты 20 для приведения данной ленты в движение со скоростью, немного превышающей скорость перемещения непрерывной пленки 5 вперед, для избежания возможности перемещения плотно расположенных шумопонижающих элементов друг от друга вдоль направления А подачи.
Как проиллюстрировано на фиг.1, устройство 1 дополнительно содержит множество фотоэлементов, которые все обозначены ссылочной позицией 70 и которые расположены соответственно между загрузочной лентой 40 и подающей лентой 20, между подающей лентой 20 и транспортной лентой 30 и между транспортной лентой 30 и разгрузочной лентой 50 для отслеживания перемещения шумопонижающих элементов 100 и, следовательно, приведения в действие приводных элементов 51, 52, 220, 230, 240, 250 так, чтобы непрерывная пленка 5 и ленты 20, 30, 40 и 50 перемещались вдоль направления А подачи с заданной скоростью и согласованием по времени.
Далее будет описан предпочтительный вариант осуществления способа автоматического наложения шумопонижающих элементов 100 на шину 500. В частности, этот способ может быть реализован посредством устройства 1, описанного выше.
Сначала, как проиллюстрировано на фиг.1 и 2, шумопонижающие элементы 100 устанавливают последовательно на загрузочной ленте 40 так, чтобы они были расположены на расстоянии друг от друга.
Загрузочная лента 40 перемещается с заданной скоростью вдоль направления А подачи. Такое перемещение может происходить последовательно и попеременно с установкой шумопонижающих элементов 100 на загрузочной ленте 40 каждый раз с шагом перемещения вперед, имеющим заданную длину, или во время непрерывного перемещения загрузочной ленты 40 вдоль направления А подачи.
Установка шумопонижающих элементов 100 на загрузочной ленте 40 может выполняться роботизированной рукой или вручную оператором, как описано ранее.
После этого шумопонижающие элементы 100 перемещаются с загрузочной ленты 40 на подающую ленту 20. Такое перемещение вначале происходит в результате перемещения загрузочной ленты 40 вдоль направления А подачи с шагом перемещения вперед, имеющим заданную длину, при удерживании подающей ленты 20 в неподвижном состоянии. Когда передняя часть каждого шумопонижающего элемента 100 будет размещена над подающей лентой 20, перемещение загрузочной ленты 40 прекращается, и только подающая лента 20 перемещается вдоль направления А подачи, пока весь шумопонижающий элемент 100 не будет размещен над подающей лентой 20.
Таким образом, достигается рабочая конфигурация, проиллюстрированная на фиг.3, в которой шумопонижающий элемент 100а только что перемещен с загрузочной ленты 40 на подающую ленту 20.
В такой рабочей конфигурации шумопонижающий элемент 100а не выровнен относительно шумопонижающего элемента 100b, перемещенного ранее с загрузочной ленты 40 на подающую ленту 20, и не находится в контакте с указанным шумопонижающим элементом 100b.
Первый толкающий элемент 300 затем приводится в действие для обеспечения выравнивания шумопонижающих элементов 100а и 100b вдоль направления А подачи и впоследствии - при приведении в действие второго толкающего элемента 400 - для обеспечения плотного размещения шумопонижающих элементов 100а и 100b вдоль направления А подачи (фиг.6-9).
Операции выравнивания и плотного размещения выполняются, когда загрузочная 40 и подающая 20 ленты удерживаются в неподвижном состоянии.
Выравнивание включает приведение в действие первого толкающего элемента 300 и его перемещение вдоль направления В, пока шумопонижающие элементы 100а и 100b не будут переведены в положение, в котором они прилегают к опорной стенке 310. Ход первого толкающего элемента 300 определяется в зависимости от ширины используемых шумопонижающих элементов 100.
Последующее плотное размещение выполняют при удерживании прижимного элемента 300 в вышеупомянутом положении толкания к опорной стенке 310, и оно включает приведение в действие второго толкающего элемента 400 и его перемещение сначала вдоль вертикального направления С и после этого вдоль направления А подачи (фиг.7).
Перемещение второго толкающего элемента 400 вдоль вертикального направления С выполняют для размещения вертикальной плиты 400а перед шумопонижающим элементом 100а вдоль направления А подачи.
Последующее перемещение второго толкающего элемента 400 вдоль направления подачи выполняют для толкания шумопонижающего элемента 100а вдоль направления А подачи, пока он не будет введен в контакт с шумопонижающим элементом 100b (фиг.8 и 9). Ход второго толкающего элемента 400 вдоль направления А подачи определяют в зависимости от длины шумопонижающих элементов 100, и он является таким, чтобы создать определенное контактное взаимодействие между шумопонижающим элементом 100а и шумопонижающим элементом 100b. Такая мера позволяет шумопонижающим элементам 100а и 100b оставаться в контакте друг с другом, когда после осуществления плотного размещения второй толкающий элемент 400 удаляется от шумопонижающего элемента 100а для выполнения последующих операций, описанных в дальнейшем.
Толкающее воздействие со стороны прижимного элемента 400 на шумопонижающий элемент 100а обеспечивает плотное размещение шумопонижающего элемента 100а относительно шумопонижающего элемента 100b и относительно всех шумопонижающих элементов, расположенных за шумопонижающим элементом 100b вдоль направления А подачи (и, следовательно, уже плотно размещенных и выровненных относительно шумопонижающего элемента 100b) и размещенных на технологической плоскости 10 (среди них имеется один шумопонижающий элемент, обозначенный на приложенных фигурах ссылочной позицией 100с) и на подающей ленте 20 (среди них имеется один шумопонижающий элемент, обозначенный на приложенных фигурах ссылочной позицией 100d).
Шумопонижающие элементы 100 после их выравнивания и плотного размещения перемещаются с подающей ленты 20 на технологическую плоскость 10 в результате синхронного перемещения подающей ленты 20 и непрерывной пленки 5 вдоль направления А подачи с шагом перемещения вперед, имеющим заданную длину (предпочтительно равную длине шумопонижающих элементов 100). Перемещение непрерывной пленки 5 включает размотку продольной части непрерывной пленки 5, выполненной со слоем адгезивного материала 5а, с разматывателя 5' и намотку соответствующей продольной части непрерывной пленки 5, свободной от адгезивного материала 5а, на моталку 5ʺ.
Впоследствии шумопонижающие элементы 100 поджимаются по направлению к верхней поверхности 10а технологической плоскости 10 для обеспечения возможности их прочного прилипания к слою адгезивного материала 5а, соединенного с непрерывной пленкой 5, расположенной на верхней поверхности 10а технологической плоскости 10 (фиг.4 и 5). Такое давление действует за счет приведения в действие прижимного элемента 60, расположенного над технологической плоскостью 10, после прерывания перемещения непрерывной пленки 5 и подающей ленты 20 вдоль направления А подачи.
При необходимости положение непрерывной пленки 5 на технологической плоскости 10 в направлении, перпендикулярном к направлению А подачи, можно соответственно регулировать посредством регулировочного устройства 15, описанного выше, так, чтобы шумопонижающие элементы 100, которые расположены на непрерывной пленке 5, были сцентрированы относительно последней вдоль вышеупомянутого перпендикулярного направления.
После этого шумопонижающие элементы 100 перемещаются с технологической плоскости 10 на транспортную ленту 30.
Такое перемещение включает сначала синхронное перемещение непрерывной пленки 5 и транспортной ленты 30 вдоль направления А подачи с шагом перемещения вперед, имеющим заданную длину (предпочтительно равную длине шумопонижающих элементов 100). В дальнейшем, в частности сразу после того, как каждый шумопонижающий элемент 100 будет, по меньшей мере частично, размещен над транспортной лентой 30, только транспортная лента 30 перемещается вдоль направления А подачи с вышеупомянутым шагом перемещения вперед при удерживании непрерывной пленки 5 в неподвижном состоянии.
Таким образом, обеспечивается заданное расстояние между шумопонижающими элементами 100 на транспортной ленте 30, как показано на фиг.1 и 2. Например, гарантируется то, что шумопонижающие элементы 100 будут расположены на транспортной ленте 30 на расстоянии друг от друга, которое больше приблизительно 1 мм и предпочтительно находится в диапазоне между приблизительно 1 мм и приблизительно 3-5 мм.
Если внутренние связи слоя адгезивного материала 5а не очень сильные, перемещение транспортной ленты 30 относительно непрерывной пленки 5 также создаст возможность обеспечения чистого и точного отделения слоя адгезивного материала 5а, соединенного с шумопонижающим элементом 100, расположенным на транспортной ленте 30, от слоя адгезивного материала 5а, соединенного с непрерывной пленкой 5, которая наматывается н7а моталку 5ʺ.
С другой стороны, если внутренние связи слоя адгезивного материала 5а таковы, что они не позволяют обеспечить возможность вышеупомянутого чистого и точного отделения, такое отделение обеспечивают посредством разрезания, выполняемого вышеупомянутой нагретой проволокой. Перемещение транспортной ленты 30 относительно непрерывной пленки 5 предпочтительно обеспечивает возможность перемещения шумопонижающего элемента 100 в достаточной степени от шумопонижающего элемента 100, который вскоре будет перемещен с технологической плоскости 10 на транспортную ленту 30, для предотвращения случайного разрезания нагретой проволокой одного или обоих из вышеупомянутых шумопонижающих элементов 100.
После этого шумопонижающие элементы 100 перемещаются с транспортной ленты 30 на разгрузочную ленту 50.
Такое перемещение включает сначала синхронное перемещение транспортной ленты 30 и разгрузочной ленты 50 вдоль направления А подачи с первым шагом перемещения вперед, имеющим заданную длину. После этого, предпочтительно сразу после того, как каждый шумопонижающий элемент 100 будет полностью размещен над разгрузочной лентой 50, только разгрузочная лента 50 перемещается вдоль направления А подачи со вторым шагом перемещения вперед, который больше или равен вышеупомянутому первому шагу перемещения вперед, при удерживании транспортной ленты 30 в неподвижном состоянии.
После этого шумопонижающие элементы 100, расположенные на разгрузочной ленте 50, захватываются последовательно с разгрузочной ленты 50 роботизированной рукой 80 для их переноса к шине 500 и размещения (и, следовательно, приклеивания) в соответствующих заданных местах на радиально внутренней поверхности 501 шины 500. Такие захват и перенос выполняются захватным элементом 82 роботизированной руки 80.
Захват шумопонижающих элементов 100 с разгрузочной ленты 50 и их удерживание во время перемещения к шине 500 происходят благодаря всасывающей силе, действующей на шумопонижающие элементы 100 со стороны захватного элемента 82 (фиг.1 и 3).
Вышеупомянутые операции захвата шумопонижающего элемента 100 с разгрузочной ленты 50 и наклеивания на радиально внутреннюю поверхность 501 шины 500 повторяются последовательно для множества шумопонижающих элементов 100, пока не будет достигнут заданный охват радиально внутренней поверхности 501 шины 500.
Как проиллюстрировано на фиг.4 и 5, роботизированная рука 80 после наложения первого шумопонижающего элемента 100 на шину 500 перемещается к разгрузочной ленте 50 для захвата второго шумопонижающего элемента 100, который тем временем был перемещен вдоль направления А подачи, до тех пор, пока не будет достигнуто положение захвата, занимаемое ранее вышеупомянутым первым шумопонижающим элементом.
Роботизированная рука может быть выполнена с возможностью захвата шумопонижающего элемента 100 вдоль первого направления или вдоль второго направления, перпендикулярного к первому направлению, и с возможностью размещения такого шумопонижающего элемента 100 на радиально внутренней поверхности 501 шины 500 так, чтобы сторона шумопонижающего элемента 100, имеющая больший размер, была расположена параллельно направлению вдоль окружности шины 500 (как проиллюстрировано на фиг.12) или перпендикулярно к такому направлению вдоль окружности в зависимости от размера шины, используемой каждый раз.
Когда операции приклеивания всех шумопонижающих элементов 100 будут завершены, шину 500, например, захватывают посредством соответствующей роботизированной руки и заменяют шиной 600.
Процесс, описанный выше, повторяется идентичным образом для наложения множества шумопонижающих элементов 100 на радиально внутреннюю поверхность шины 600.
Настоящее изобретение было описано со ссылкой на некоторые предпочтительные варианты осуществления. Могут быть выполнены различные модификации вышеописанных вариантов осуществления, при этом они остаются в пределах объема охраны изобретения, определяемого нижеприведенной формулой изобретения.
Группа изобретений относится к способу и устройству для наложения шумопонижающих элементов на шину для колес транспортных средств. Способ включает размещение множества шумопонижающих элементов на подающей ленте, перемещаемой вдоль заданного направления (А) подачи. Шумопонижающие элементы впоследствии выравнивают вдоль указанного направления (А) подачи и вводят в контакт друг с другом для их последующего перемещения на технологическую плоскость, расположенную за указанной подающей лентой вдоль указанного направления (А) подачи и имеющую на ее верхней поверхности непрерывную пленку, которая служит опорой для слоя адгезивного материала. Указанный слой адгезивного материала наносят на нижнюю поверхность каждого из указанных шумопонижающих элементов посредством его отделения от указанной непрерывной пленки. После этого шумопонижающие элементы перемещают один за другим на транспортную ленту, расположенную за указанной технологической плоскостью вдоль указанного направления (А) подачи. В завершение шумопонижающие элементы размещают один за другим на радиально внутренней поверхности шины. Группа изобретений обеспечивает повышение производительности при наложении шумопонижающих элементов на шину для колес транспортных средств. 2 н. и 27 з.п. ф-лы, 12 ил.
1. Способ наложения шумопонижающих элементов на шину для колес транспортных средств, включающий:
размещение множества шумопонижающих элементов на подающей ленте (20), выполненных с возможностью перемещения вдоль заданного направления (А) подачи на подающей ленте (20);
выравнивание, по меньшей мере, двух из указанных шумопонижающих элементов (100а, 100b) вдоль направления (А) подачи на подающей ленте (20);
ввод указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) в контакт друг с другом вдоль направления (А) подачи;
перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) с подающей ленты (20) на технологическую плоскость (10), расположенную за подающей лентой (20) вдоль направления (А) подачи и имеющую на ее верхней поверхности (10а) непрерывную пленку (5), которая служит опорой для слоя адгезивного материала (5а);
нанесение слоя адгезивного материала (5а) на нижнюю поверхность каждого из указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) посредством его отделения от непрерывной пленки (5);
перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) одного за другим с технологической плоскости (10) на транспортную ленту (30), расположенную за технологической плоскостью (10) вдоль направления (А) подачи; и
размещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) одного за другим на радиально внутренней поверхности (501) шины (500).
2. Способ по п.1, при котором размещение множества шумопонижающих элементов на подающей ленте (20) включает установку шумопонижающих элементов последовательно на загрузочной ленте (40), расположенной перед подающей лентой (20) вдоль направления (А) подачи.
3. Способ по п.2, включающий во время или после установки шумопонижающих элементов на загрузочной ленте (40) и перед выравниванием указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b):
перемещение загрузочной ленты (40) вдоль направления (А) подачи при удерживании подающей ленты (20) в неподвижном состоянии, пока концевая часть первого шумопонижающего элемента (100а) из указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) не будет размещена над подающей лентой (20), и после этого
синхронное перемещение загрузочной ленты (40) и подающей ленты (20) вдоль направления (А) подачи, пока первый шумопонижающий элемент (100а) не будет полностью размещен над подающей лентой (20).
4. Способ по любому из предшествующих пунктов, при котором выравнивание указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) включает толкание указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) для обеспечения их прилегания к опорной стенке (310), параллельной направлению (А) подачи.
5. Способ по п.4, при котором указанные, по меньшей мере, два шумопонижающих элемента (100а, 100b) имеют заданную ширину, при этом выравнивание указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) включает толкание указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) к опорной стенке (310) посредством первого толкающего элемента (300), перемещаемого в направлении, перпендикулярном направлению (А) подачи, с заданным ходом, определяемым в зависимости от ширины указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b).
6. Способ по любому из предшествующих пунктов, при котором указанные, по меньшей мере, два шумопонижающих элемента (100а, 100b) вводят в контакт друг с другом при их удерживании выровненными вдоль направления (А) подачи.
7. Способ по любому из предшествующих пунктов, при котором ввод указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) в контакт друг с другом включает толкание первого шумопонижающего элемента (100а) из указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) ко второму шумопонижающему элементу (100b) из указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b), при этом второй шумопонижающий элемент (100b) расположен на подающей ленте (20) по ходу за первым шумопонижающим элементом (100а).
8. Способ по п.7, при котором указанные, по меньшей мере, два шумопонижающих элемента (100а, 100b) имеют заданную длину, при этом первый шумопонижающий элемент (100а) толкают ко второму шумопонижающему элементу (100b) посредством второго толкающего элемента (400), перемещаемого вдоль направления (А) подачи с заданным ходом, определяемым в зависимости от длины указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b).
9. Способ по п.7 или 8, при котором первый шумопонижающий элемент (100а) толкают ко второму шумопонижающему элементу (100b) после выравнивания второго шумопонижающего элемента (100b) и его ввода в прямой или непрямой контакт с третьим шумопонижающим элементом (100с), размещенным, по меньшей мере частично, на технологической плоскости (10).
10. Способ по п.9, при котором второй шумопонижающий элемент (100b) выравнивают и вводят в контакт с третьим шумопонижающим элементом (100с) напрямую или посредством размещения между ними одного или более дополнительных шумопонижающих элементов (100d), ранее выровненных и введенных в контакт друг с другом вдоль направления (А) подачи.
11. Способ по любому из предшествующих пунктов, при котором перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) с подающей ленты (20) на технологическую плоскость (10) включает синхронное перемещение подающей ленты (20) и непрерывной пленки (5) вдоль направления (А) подачи.
12. Способ по любому из предшествующих пунктов, при котором наложение слоя адгезивного материала (5а) включает поджим указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) к верхней поверхности (10а) технологической плоскости (10).
13. Способ по любому из предшествующих пунктов, при котором перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) одного за другим с технологической плоскости (10) на транспортную ленту (30) включает:
синхронное перемещение непрерывной пленки (5) и транспортной ленты (30) вдоль направления (А) подачи, пока первый шумопонижающий элемент (100а) не будет, по меньшей мере частично, размещен над транспортной лентой (30), и после этого
перемещение транспортной ленты (30) вдоль направления (А) подачи при удерживании непрерывной пленки (5) в неподвижном состоянии.
14. Способ по любому из предшествующих пунктов, включающий, после перемещения указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) на транспортную ленту (30) и перед размещением указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) на шине (500), перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) одного за другим на разгрузочную ленту (50), расположенную за транспортной лентой (30) вдоль направления (А) подачи.
15. Способ по п.14, при котором перемещение указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) на разгрузочную ленту (50) обеспечивают в результате синхронного перемещения транспортной ленты (30) и разгрузочной ленты (50) вдоль направления (А) подачи.
16. Способ по п.14 или 15, включающий, после перемещения каждого шумопонижающего элемента на разгрузочную ленту (50) и перед размещением указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) на шине (500), перемещение разгрузочной ленты (50) вдоль направления (А) подачи при удерживании транспортной ленты (30) в неподвижном состоянии.
17. Способ по любому из предшествующих пунктов, включающий регулирование положения непрерывной пленки (5) на верхней поверхности (10а) технологической плоскости (10) вдоль направления, перпендикулярного направлению (А) подачи.
18. Способ по любому из предшествующих пунктов, включающий регулирование скорости подающей ленты (20) в зависимости от скорости перемещения непрерывной пленки (5) вперед на технологической плоскости (10).
19. Устройство (1) для наложения шумопонижающих элементов на шину для колес транспортных средств, содержащее:
подающую ленту (20), выполненную с возможностью подачи шумопонижающих элементов, при этом подающая лента (20) выполнена с возможностью перемещения вдоль заданного направления (А) подачи;
первый толкающий элемент (300), расположенный у подающей ленты (20) и выполненный с возможностью перемещения вдоль направления, перпендикулярного направлению (А) подачи, для выравнивания, по меньшей мере, двух (100а, 100b) из указанных шумопонижающих элементов вдоль направления (А) подачи;
второй толкающий элемент (400), выполненный с возможностью перемещения вдоль направления (А) подачи для ввода указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) в контакт друг с другом вдоль направления (А) подачи;
технологическую плоскость (10), расположенную за подающей лентой (20) вдоль направления (А) подачи и имеющую на своей верхней поверхности (10а) непрерывную пленку (5), которая служит опорой для слоя адгезивного материала (5а), при этом непрерывная пленка (5) выполнена с возможностью перемещения вдоль направления (А) подачи;
прижимной элемент (60), выполненный с возможностью поджима указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) к верхней поверхности (10а) технологической плоскости (10) таким образом, что указанные, по меньшей мере, два шумопонижающих элемента (100а, 100b) прочно прилипают к части указанного слоя адгезивного материала (5а);
транспортную ленту (30), расположенную за технологической плоскостью (10) вдоль направления (А) подачи и выполненную с возможностью перемещения вдоль направления (А) подачи; и
захватный элемент (80), выполненный с возможностью захвата указанных, по меньшей мере, двух шумопонижающих элементов (100а, 100b) и их размещения на радиально внутренней поверхности (501) шины (500).
20. Устройство (1) по п.19, в котором второй толкающий элемент (400) выполнен с возможностью перемещения как вдоль направления (А) подачи, так и вдоль вертикального направления.
21. Устройство (1) по п.19 или 20, содержащее загрузочную ленту (50), расположенную перед подающей лентой (30) вдоль направления (А) подачи.
22. Устройство (1) по любому из пп.19-21, содержащее разгрузочную ленту (50), расположенную за транспортной лентой (30) вдоль направления (А) подачи.
23. Устройство (1) по любому из пп.19-22, в котором технологическая плоскость (10) содержит:
центральную часть (10ʺ'), расположенную под прижимным элементом (60);
заднюю часть (10'), механически отсоединенную от центральной части (10ʺ') и расположенную перед центральной частью (10ʺ') вдоль направления (А) подачи;
переднюю часть (10ʺ), механически отсоединенную от центральной части (10ʺ') и расположенную за центральной частью (10ʺ') вдоль направления (А) подачи.
24. Устройство (1) по п.23, содержащее:
разматыватель (5'), выполненный с возможностью размотки непрерывной пленки (5) и расположенный под технологической плоскостью (10) рядом с задней частью (10'); и
моталку (5ʺ), выполненную с возможностью намотки непрерывной пленки (5) и расположенную под технологической плоскостью (10) рядом с передней частью (10ʺ);
при этом непрерывная пленка (5) проходит от разматывателя (5') к моталке (5ʺ), проходя над задней частью (10'), центральной частью (10ʺ') и передней частью (10ʺ) технологической плоскости (10).
25. Устройство (1) по любому из пп.19-24, содержащее регулировочное устройство (15), выполненное с возможностью регулирования положения непрерывной пленки (5) на верхней поверхности (10а) технологической плоскости (10) в направлении, перпендикулярном направлению (А) подачи.
26. Устройство (1) по п.24, содержащее регулировочное устройство (15), выполненное с возможностью регулирования положения непрерывной пленки (5) на верхней поверхности (10а) технологической плоскости (10) в направлении, перпендикулярном направлению (А) подачи, причем регулировочное устройство (15) содержит, по меньшей мере, одно исполнительное устройство (11, 12), воздействующее на переднюю часть (10ʺ) и/или заднюю часть (10') технологической плоскости (10) для перемещения передней части (10ʺ) и/или задней части (10') относительно центральной части (10ʺ') в направлении, перпендикулярном направлению (А) подачи.
27. Устройство (1) по любому из пп.19-26, содержащее первые регулировочные элементы (302), выполненные с возможностью регулирования хода первого толкающего элемента (300).
28. Устройство (1) по любому из пп.19-27, содержащее вторые регулировочные элементы (402), выполненные с возможностью регулирования хода второго толкающего элемента (400).
29. Устройство (1) по любому из пп.19-28, содержащее третьи регулировочные элементы (62), выполненные с возможностью регулирования хода прижимного элемента (60).
| WO 2016067192 A1, 06.05.2016 | |||
| US 5915611 A, 29.09.1999 | |||
| US 5167751 A, 01.12.1992 | |||
| SU 1790518 A3, 23.01.1993. |

