Настоящее изобретение относится к способу и устройству для наложения шумопонижающих элементов на шину для колес транспортных средств.
Способ и устройство по настоящему изобретению предпочтительно обеспечивают возможность автоматического или по существу автоматического наложения вышеупомянутых шумопонижающих элементов на шину.
Термин «автоматический» используется для обозначения операции, выполняемой механическими устройствами при отсутствии необходимости ручного вмешательства оператора.
Термин «механические устройства» используется для обозначения полностью механических, электромеханических, гидравлических или пневматических устройств, возможно управляемых блоком управления посредством соответствующего программного обеспечения.
Термин «по существу автоматический» используется для указания того, что большинство операций выполняются вышеупомянутыми механическими устройствами и ручное вмешательство оператора ограничено несколькими конкретными операциями. В конкретном случае настоящего изобретения ручное вмешательство оператора ограничено самое большее первоначальным размещением шумопонижающих элементов, например, размещением шумопонижающих элементов на опорном устройстве, подобном, например, ленточному конвейеру, роликовому конвейеру и т.д.
Термин «шумопонижающий элемент» используется для обозначения элемента, который после его соединения с шиной для колес транспортных средств способен уменьшить шум, создаваемый шиной во время использования. Такая способность предпочтительно придается вышеупомянутому элементу за счет типа материала, из которого изготовлен вышеупомянутый элемент. Материал, пригодный для этой цели, представляет собой, например, звукопоглощающий пористый материал, подобный, например, вспененному полимерному материалу, например, открытопористому пенополиуретану.
Термин «эластомерный материал» используется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно дополнительно содержит добавки, подобные, например, сшивающему агенту и/или пластификатору. Благодаря наличию сшивающего агента такой материал может быть подвергнут сшиванию посредством нагрева для формирования конечного изготовленного изделия.
Термины «радиальный» и «аксиальный» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются по отношению к радиальному направлению шины (то есть, к направлению, перпендикулярному к оси вращения шины) и к аксиальному направлению шины (то есть, к направлению, параллельному оси вращения шины). С другой стороны, термины «окружной» и «в направлении вдоль/по окружности» используются по отношению к протяженности шины по кольцу.
Термин «направление подачи» используется для указания направления перемещения, параллельного продольному направлению опорного устройства, подобного, например, ленточному конвейеру, роликовому конвейеру и т.д. Таким образом, направление подачи соответствует направлению перемещения предмета, который расположен поверх опорного устройства, вперед.
Термины «низ», «под», «нижний» или «ниже» и «верх», «выше», «верхний» или «над» используются для указания относительного положения по отношению к вышеупомянутому опорному устройству.
Термины «передний по ходу» или «передний» и «задний по ходу» или «задний» используются по отношению к вышеупомянутому направлению подачи. Следовательно, если предположить, например, что направление подачи - это направление слева направо, место «впереди по ходу» или «спереди» по отношению к любому упоминаемому элементу означает место справа от указанного упоминаемого элемента и место «позади по ходу» или «сзади» означает место слева от указанного упоминаемого элемента.
Термин «целевая зона» используется для обозначения той зоны радиально внутренней поверхности шины, на которую должен быть наложен шумопонижающий элемент.
Термин «сервисная зона» используется для обозначения той зоны радиально внутренней поверхности шины, на которую не должен быть наложен шумопонижающий элемент, поскольку, например, предусмотрено, что в такой сервисной зоне шина будет снабжена электронным устройством, выполненным с возможностью определения рабочих параметров шины, подобных, например, давлению, ускорению, температуре и т.д.
Термин «изображение» используется для обозначения - в общем случае - набора данных, как правило, содержащихся в компьютерном файле, в котором каждый кортеж из n координат (как правило, каждая пара координат) из конечной совокупности (как правило, двумерной и матричной, то есть N строк × М столбцов) кортежей из n пространственных координат (при этом каждый кортеж из n элементов соответствует «пикселю») связан с соответствующим набором числовых значений (которые могут характеризовать величины разных типов). Например, в монохромных изображениях (подобных изображениям в серой шкале) такой набор значений состоит из одного значения на конечной шкале (как правило, с 256 уровнями или тонами), при этом такое значение характеризует, например, уровень светлоты (или интенсивности) соответствующего кортежа из n пространственных координат при визуализации. Дополнительный пример представлен цветными изображениями, в которых набор значений характеризует уровень светлоты множества цветов или каналов, как правило, основных цветов (например, красного, зеленого и синего в кодировке RGB и голубого, пурпурного, желтого и черного в кодировке CMYK). Термин «изображение» необязательно означает его реальную визуализацию.
Любая ссылка на конкретное «изображение» охватывает в более общем смысле любое изображение, которое может быть получено посредством одной или более операций цифровой обработки указанного конкретного изображения (подобных, например, фильтрации, выравниванию, сглаживанию, бинаризации, сравнению с порогом, морфологическим преобразованиям («открытию» и т.д.), вычислениям производных или интегралов и т.д.).
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, содержащую, по меньшей мере, один слой каркаса, образованный из армирующих кордов, включенных в матрицу из эластомерного материала. Слой каркаса имеет концевые края, соответственно введенные в контактное взаимодействие с кольцевыми удерживающими конструкциями. Последние расположены в зонах шины, обычно называемых «бортами», и каждая из них обычно сформирована из по существу окружной кольцевой вставки, на которую в радиально наружном месте наложена, по меньшей мере, одна наполнительная вставка. Такие кольцевые вставки обычно называют «сердечниками бортов», и они предназначены для удерживания шины прочно зафиксированной относительно удерживающего седла, специально выполненного на ободе колеса, в результате чего при эксплуатации предотвращается выход радиально внутреннего концевого края шины из такого седла.
Особые усиливающие конструкции, предназначенные для улучшения передачи крутящего момента шине, могут быть предусмотрены в бортах.
Коронная конструкция присоединена в радиально наружном месте по отношению к каркасной конструкции.
Коронная конструкция содержит брекерную конструкцию и в радиально наружном месте по отношению к брекерной конструкции протекторный браслет, образованный из эластомерного материала.
Брекерная конструкция содержит один или более слоев брекера, расположенных в радиальном направлении один поверх другого и имеющих текстильные или металлические армирующие корды с ориентацией с перекрещиванием и/или ориентацией, по существу параллельной направлению протяженности шины вдоль окружности.
Слой эластомерного материала, называемый «подбрекерным», может быть предусмотрен между каркасной конструкцией и брекерной конструкцией, при этом указанный слой предназначен для обеспечения как можно более однородной, радиально наружной поверхности каркасной конструкции для последующего наложения брекерной конструкции.
Так называемый «подслой» может быть расположен между протекторным браслетом и брекерной конструкцией, при этом подслой образован из эластомерного материала, имеющего свойства, подходящие для обеспечения стабильного соединения протекторного браслета с брекерной конструкцией.
Соответствующие боковины из эластомерного материала наложены на боковые поверхности каркасной конструкции, при этом каждая боковина проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой удерживающей конструкции в бортах.
В ЕР 1659004 описан пример шины, содержащей шумопонижающие элементы на ее радиально внутренней поверхности.
В WO 99/41093 раскрыта шина, содержащая на радиально внутренней поверхности электронное устройство, предназначенное для мониторинга эксплуатационных характеристик шины.
В документе WO 2016/067192 раскрыты способ и устройство для наложения шумопонижающего элемента на шину для колес транспортных средств. Шумопонижающий элемент размещают на первой конвейерной ленте, перемещаемой вдоль направления подачи и имеющей на ее верхней поверхности непрерывную пленку, которая служит опорой для слоя адгезивного материала. Впоследствии шумопонижающий элемент прижимают к непрерывной пленке для обеспечения его прочного прилипания к части слоя адгезивного материала. Посредством перемещения первой конвейерной ленты вдоль направления подачи шумопонижающий элемент впоследствии перемещают на вторую конвейерную ленту, расположенную за первой конвейерной лентой вдоль вышеупомянутого направления подачи. Во время такого перемещения непрерывная пленка удерживается на первой конвейерной ленте, и при перемещении шумопонижающего элемента с первой конвейерной ленты часть слоя адгезивного материала, которая прилипает к шумопонижающему элементу, отделяется от слоя адгезивного материала, который находится на первой конвейерной ленте. В завершение шумопонижающий элемент захватывают со второй конвейерной ленты и размещают в заданном месте на радиально внутренней поверхности шины, расположенной на соседней конвейерной ленте.
Следует отметить, что то, что описано в WO 2016/067192, обеспечивает возможность получения высокой степени автоматизации процесса приклеивания шумопонижающих элементов к шинам, в результате чего обеспечивается повышение производительности линий, предназначенных для изготовления шин, снабженных шумопонижающими элементами.
Была рассмотрена проблема выполнения автоматического приклеивания шумопонижающих элементов в соответствии со способами, описанными, например, в WO 2016/067192, к шинам, которые имеют на соответствующих радиально внутренних поверхностях одну или более сервисных зон, например, зон, в которых предусмотрено применение электронного устройства, например, такого типа, как описанное в WO 99/41093.
Было отмечено, что в этом случае необходимо избежать риска того, что во время процесса автоматического приклеивания шумопонижающих элементов шумопонижающий элемент будет случайно наложен на сервисную зону. В этом случае действительно будет невозможным обеспечение возможного последующего применения электронного устройства на такой сервисной зоне.
Было осознано, что такого риска можно избежать посредством определения - на радиально внутренней поверхности шины - определяемого в направлении вдоль окружности положения зоны (целевой зоны), на которую должен быть наложен шумопонижающий элемент, в зависимости от положения сервисных зон в направлении вдоль окружности.
Было обнаружено, что при выполнении осмотра радиально внутренней поверхности шины, направленного на определение углового положения сервисной зоны относительно исходного положения, и определения расстояния в направлении вдоль окружности от такой сервисной зоны до такого исходного положения на основе ее углового положения и окружного размера радиально внутренней поверхности шины можно определить на радиально внутренней поверхности шины одну или более зон, которые отличаются от сервисных зон и на которые можно наложить шумопонижающий элемент.
Следовательно, в его первом аспекте настоящее изобретение относится к способу наложения шумопонижающих элементов на шину для колес транспортных средств.
Указанная шина предпочтительно имеет радиально внутреннюю поверхность, содержащую, по меньшей мере, одну сервисную зону.
Указанная радиально внутренняя поверхность предпочтительно имеет заданный окружной размер.
Предпочтительно определяют положение указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности на указанной радиально внутренней поверхности шины.
Предпочтительно определяют положение, по меньшей мере, одной целевой зоны в направлении вдоль окружности на указанной радиально внутренней поверхности шины на основе положения указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности.
По меньшей мере, один шумопонижающий элемент предпочтительно накладывают в указанной, по меньшей мере, одной целевой зоне.
Положение указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности предпочтительно определяют посредством осмотра указанной радиально внутренней поверхности шины.
Указанную радиально внутреннюю поверхность шины предпочтительно осматривают по окружности, начиная с заданного исходного положения.
Положение указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности предпочтительно определяют посредством определения углового положения указанной, по меньшей мере, одной сервисной зоны относительно указанного исходного положения.
Положение указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности предпочтительно определяют на основе указанного углового положения и окружного размера указанной радиально внутренней поверхности шины.
Предполагается, что благодаря тому, что положение зоны (целевой зоны), в которой должен быть приклеен шумопонижающий элемент, определяют на основе положения сервисной (-ых) зоны (зон), вышеупомянутый способ обеспечивает возможность приклеивания шумопонижающих элементов в зонах, отдельных от сервисных зон и не перекрывающихся с ними.
В его втором аспекте настоящее изобретение относится к устройству для наложения шумопонижающих элементов на шину для колес транспортных средств.
Указанная шина предпочтительно имеет радиально внутреннюю поверхность, содержащую, по меньшей мере, одну сервисную зону.
Указанная радиально внутренняя поверхность предпочтительно имеет заданный окружной размер.
Предпочтительно предусмотрено опорное устройство для указанной шины.
Предпочтительно предусмотрено устройство обнаружения.
Указанное устройство обнаружения предпочтительно выполнено с возможностью обнаружения, по меньшей мере, одной сервисной зоны на указанной радиально внутренней поверхности шины.
Предпочтительно предусмотрен захватный элемент, который выполнен с возможностью захвата, по меньшей мере, одного шумопонижающего элемента и размещения его на, по меньшей мере, одной целевой зоне, заданной на шине.
Указанная, по меньшей мере, одна целевая зона предпочтительно задана на указанной радиально внутренней поверхности шины.
Предпочтительно предусмотрен блок управления, который функционально соединен с указанным устройством обнаружения.
Указанный блок управления предпочтительно выполнен с возможностью определения положения указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности на указанной радиально внутренней поверхности шины.
Указанный блок управления предпочтительно выполнен с возможностью определения положения указанной, по меньшей мере, одной целевой зоны в направлении вдоль окружности на указанной радиально внутренней поверхности шины на основе положения указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности и указанного заданного окружного размера указанной радиально внутренней поверхности шины.
Устройство, описанное выше, обеспечивает возможность осуществления способа, описанного выше.
Настоящее изобретение может иметь, по меньшей мере, в одном из вышеупомянутых аспектов, по меньшей мере, один из предпочтительных признаков, описанных в дальнейшем.
Осмотр указанной радиально внутренней поверхности шины предпочтительно включает анализ, по меньшей мере, одного окружного участка указанной радиально внутренней поверхности шины посредством датчика.
Осмотр указанной радиально внутренней поверхности шины предпочтительно включает перемещение указанного датчика вокруг базисной оси, которая параллельна оси вращения шины или совпадает с ней, начиная из указанного исходного положения.
Указанный датчик предпочтительно охватывает угол, равный, по меньшей мере, 360°, вокруг указанной базисной оси, начиная от указанного исходного положения. Таким образом, можно идентифицировать возможное наличие многих сервисных зон на радиально внутренней поверхности шины.
Определение углового положения указанной, по меньшей мере, одной сервисной зоны предпочтительно включает получение первого изображения указанной, по меньшей мере, одной сервисной зоны, когда указанный датчик обнаружит контрастный элемент, предусмотренный на указанной радиально внутренней поверхности шины в указанной, по меньшей мере, одной сервисной зоне.
Определение углового положения указанной, по меньшей мере, одной сервисной зоны предпочтительно включает определение расстояния в направлении вдоль окружности, пройденного указанным датчиком относительно указанного исходного положения, когда получено указанное первое изображение.
Положение указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности предпочтительно определяют на основе указанного расстояния в направлении вдоль окружности.
Указанный контрастный элемент предпочтительно образован на пленке, присоединенной с возможностью съема к указанной радиально внутренней поверхности шины в указанной, по меньшей мере, одной сервисной зоне. Таким образом, можно снять пленку после идентификации сервисной зоны, например, для обеспечения возможности возможного последующего применения электронного устройства на такой сервисной зоне. Пленка также обеспечивает возможность сохранения чистоты той части радиально внутренней поверхности шины, на которой будет применяться вышеупомянутое электронное устройство.
Указанный контрастный элемент предпочтительно является по существу треугольным или стреловидным.
Вершина треугольника или стрелки предпочтительно ориентирована вдоль направления снятия указанной пленки.
Указанная пленка предпочтительно содержит основную часть и часть для обнаружения, соседнюю с указанной основной частью и имеющую первую длину в направлении вдоль окружности и вторую длину в аксиальном направлении.
Указанный контрастный элемент предпочтительно образован на указанной части для обнаружения.
Перед определением положения указанной, по меньшей мере, одной сервисной зоны в направлении вдоль окружности указанную шину предпочтительно перемещают вдоль направления подачи.
В первых вариантах осуществления указанная пленка соединена с указанной радиально внутренней поверхностью шины так, что указанная часть для обнаружения расположена сзади от указанной основной части по отношению к указанному направлению подачи.
В этом случае указанный контрастный элемент предпочтительно расположен на указанной части для обнаружения в месте, центральном в аксиальном направлении.
Во вторых вариантах осуществления указанная пленка соединена с указанной радиально внутренней поверхностью шины так, что указанная часть для обнаружения расположена спереди от указанной основной части по отношению к указанному направлению подачи.
Также и в этом случае указанный контрастный элемент предпочтительно расположен на указанной части для обнаружения в месте, центральном в аксиальном направлении.
В дополнительных вариантах осуществления указанная пленка соединена с указанной радиально внутренней поверхностью шины так, что указанная часть для обнаружения будет параллельна указанной основной части относительно указанного направления подачи.
В этом случае указанный контрастный элемент предпочтительно расположен на указанной части для обнаружения в месте, центральном в направлении вдоль окружности.
Положение указанной части для обнаружения относительно указанной основной части по отношению к указанному направлению подачи предпочтительно определяют посредством сравнения указанного первого изображения со вторым изображением, полученным указанным датчиком после указанного первого изображения. Таким образом, определяют, расположена ли часть для обнаружения сзади от, спереди от или параллельно основной части по отношению к указанному направлению подачи.
Определение положения указанной, по меньшей мере, одной целевой зоны в направлении вдоль окружности предпочтительно включает расчет первого линейного размера в зависимости от указанного расстояния в направлении вдоль окружности.
Расчет указанного первого линейного размера предпочтительно включает прибавление второго линейного размера к указанному расстоянию в направлении вдоль окружности или вычитание второго линейного размера из указанного расстояния в направлении вдоль окружности. Таким образом, гарантируется то, что положение целевой зоны в направлении вдоль окружности будет соседним с положением сервисных зон, и целевая зона не будет перекрывать сервисные зоны.
Радиально внутренняя поверхность шины предпочтительно содержит, по меньшей мере, две сервисные зоны.
Предпочтительно определяют положение указанных, по меньшей мере, двух сервисных зон в направлении вдоль окружности.
Предпочтительно рассчитывают расстояние в направлении вдоль окружности между указанными, по меньшей мере, двумя сервисными зонами.
Положение указанной, по меньшей мере, одной целевой зоны в направлении вдоль окружности на указанной радиально внутренней поверхности шины предпочтительно определяют на основе положения указанных, по меньшей мере, двух сервисных зон в направлении вдоль окружности и расстояния в направлении вдоль окружности между указанными, по меньшей мере, двумя сервисными зонами.
По меньшей мере, один шумопонижающий элемент предпочтительно накладывают в указанной, по меньшей мере, одной целевой зоне.
Указанные шумопонижающие элементы предпочтительно имеют заданную длину в направлении вдоль окружности.
Число шумопонижающих элементов, которые могут быть наложены между указанными, по меньшей мере, двумя сервисными зонами, предпочтительно определяют в зависимости от указанной заданной длины в направлении вдоль окружности.
Указанный датчик предпочтительно представляет собой первую камеру.
Указанное опорное устройство предпочтительно выполнено с возможностью перемещения вдоль заданного направления подачи.
Предпочтительно предусмотрено подающее устройство, выполненное с возможностью подачи указанного, по меньшей мере, одного шумопонижающего элемента.
Указанное подающее устройство предпочтительно выполнено с возможностью перемещения вдоль направления, параллельного указанному заданному направлению подачи.
Указанное устройство обнаружения предпочтительно расположено над указанным опорным устройством.
Указанное устройство обнаружения предпочтительно содержит первую камеру, выполненную с возможностью перемещения вдоль направления, параллельного оси вращения шины или совпадающего с осью вращения шины.
Указанная первая камера предпочтительно выполнена с возможностью поворота вокруг базисной оси, которая параллельна указанной оси вращения шины или совпадает с указанной осью вращения шины.
Указанная первая камера предпочтительно выполнена с возможностью получения первого изображения указанной, по меньшей мере, одной сервисной зоны, когда указанная первая камера формирует кадр указанной, по меньшей мере, одной сервисной зоны.
Кодовый датчик предпочтительно функционально соединен с указанной первой камерой. Такой кодовый датчик обеспечивает возможность получения числовой информации о расстоянии в направлении вдоль окружности, пройденном указанной первой камерой во время ее перемещения вокруг вышеупомянутой базисной оси.
Указанный блок управления предпочтительно выполнен с возможностью определения расстояния в направлении вдоль окружности, пройденного указанной первой камерой относительно исходного положения, когда указанная первая камера получила указанное первое изображение.
Указанный блок управления предпочтительно выполнен с возможностью расчета первого линейного размера на основе указанного расстояния в направлении вдоль окружности и окружного размера указанной радиально внутренней поверхности шины.
Указанный блок управления предпочтительно выполнен с возможностью сравнения указанного первого изображения со вторым изображением, полученным указанной первой камерой после указанного первого изображения.
Предпочтительно предусмотрены стопорные элементы, выполненные с возможностью останова указанной шины на указанном опорном устройстве рядом с указанной первой камерой.
Предпочтительно предусмотрена вторая камера, которая поворачивается как одно целое с указанной первой камерой. Такая вторая камера может быть использована, например, для идентификации возможных пятен от веществ, ранее нанесенных на радиально внутреннюю поверхность шины для разных целей. В этом случае первая и вторая камеры предпочтительно могут иметь общие электронные и механические компоненты, необходимые для их перемещения, следствием чего являются преимущества с точки зрения функциональности и конструкции. Еще более предпочтительно, если длительность цикла работы первой камеры может перекрывать длительность цикла работы второй камеры или наоборот, следствием чего являются преимущества, связанные с процессом (увеличение суммарной длительности цикла равно нулю).
Указанная вторая камера предпочтительно ориентирована под углом 180° относительно указанной первой камеры. Такая мера позволяет избежать возможного перекрывания между полем зрения одной камеры и полем зрения другой камеры.
Дополнительные признаки и преимущества настоящего изобретения станут более ясными из нижеследующего подробного описания предпочтительных вариантов его осуществления, выполненного со ссылкой на приложенные чертежи, на которых:
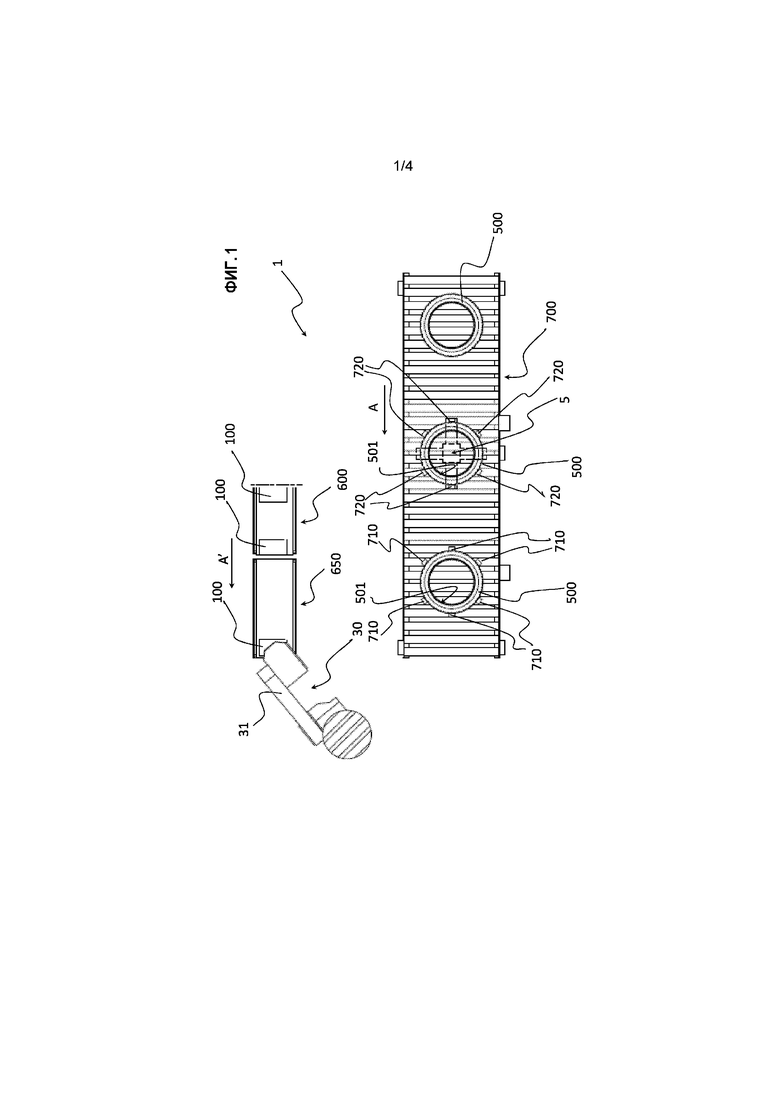
фиг.1 - схематический вид сверху иллюстративного варианта осуществления устройства для автоматического наложения шумопонижающих элементов на шину для колес транспортных средств согласно настоящему изобретению, при этом такое устройство проиллюстрировано в его первой рабочей конфигурации;
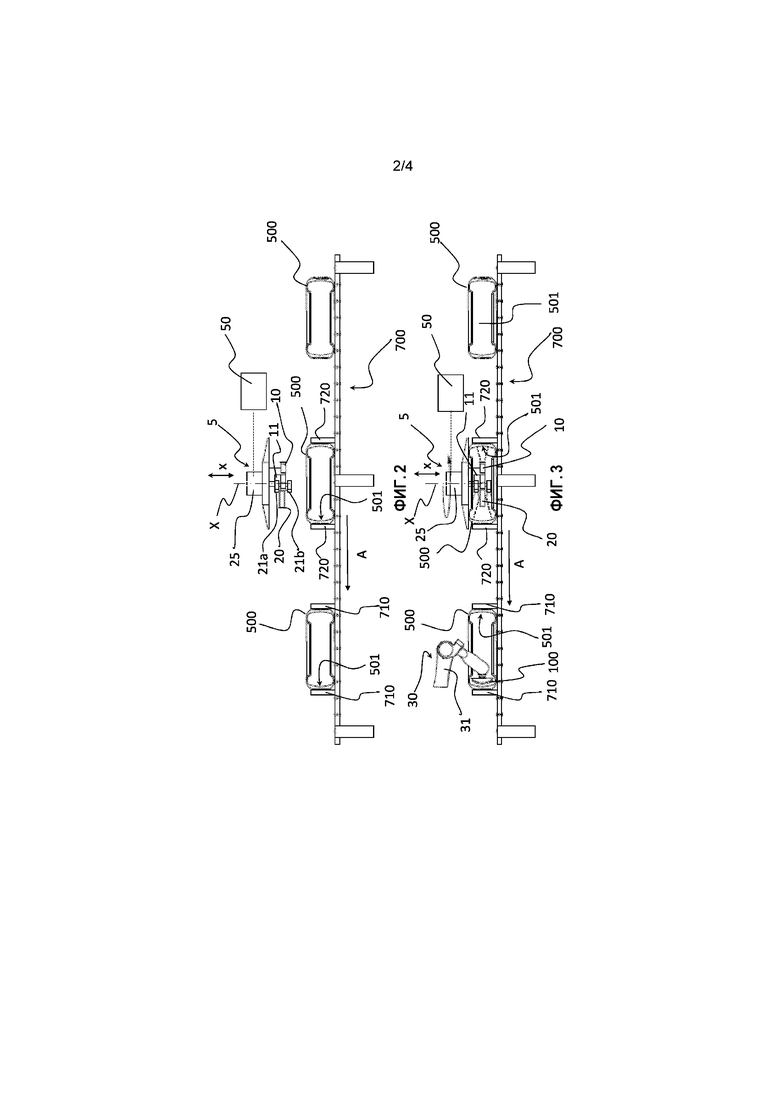
фиг.2 - схематический вид сбоку части устройства с фиг.1 в вышеупомянутой первой рабочей конфигурации;
фиг.3 - схематический вид сбоку части устройства по фиг.1 в рабочей конфигурации, отличающейся от конфигурации с фиг.1 и 2;
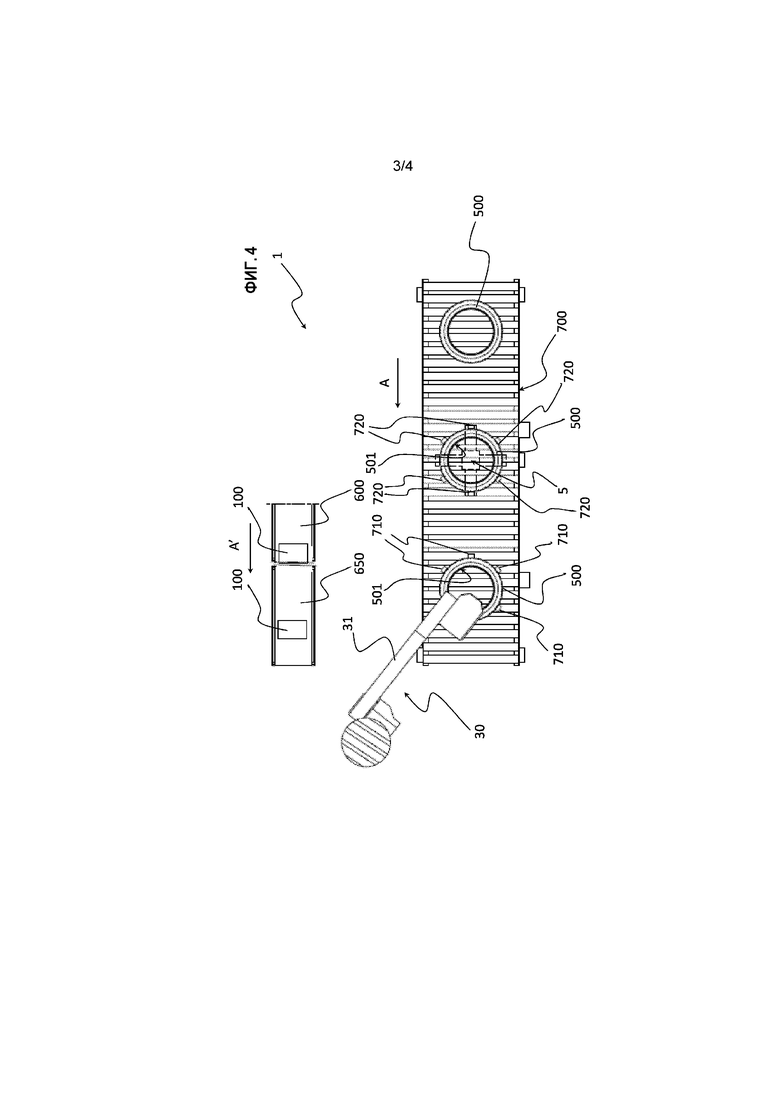
фиг.4 - схематический вид сверху части устройства по фиг.1 в дополнительной рабочей конфигурации; и
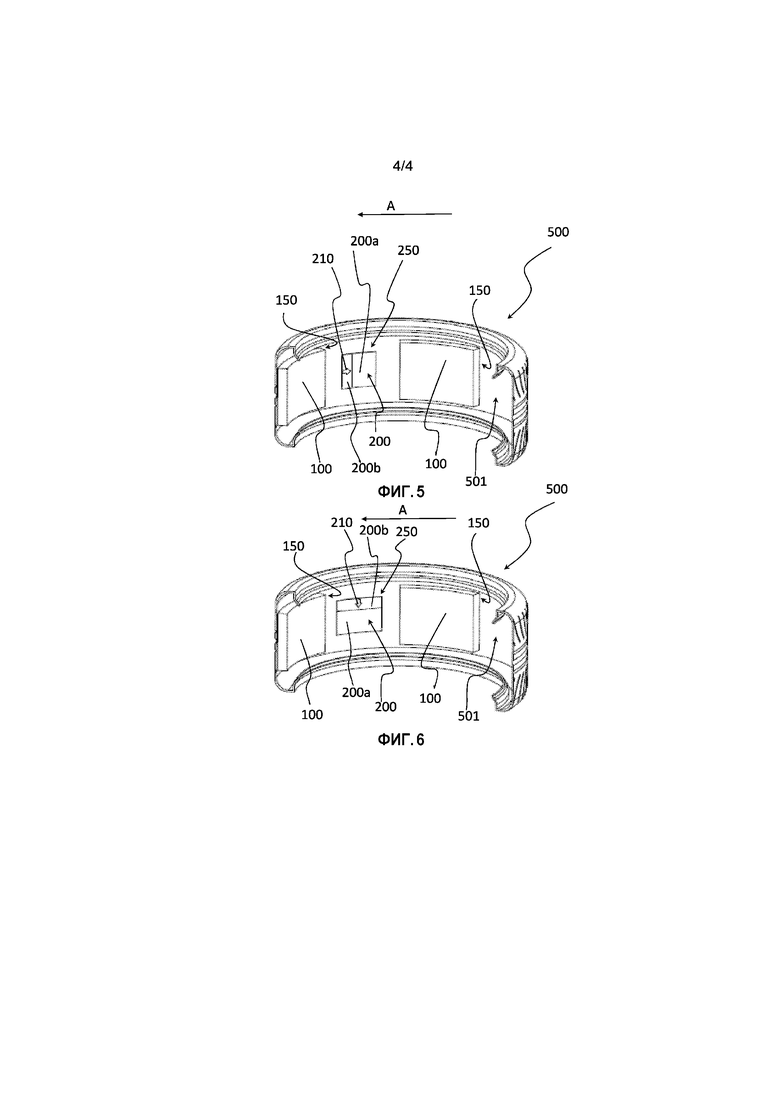
фиг.5 и 6 - схематические виды в перспективе части шины для колес транспортных средств, на внутренней поверхности которой множество шумопонижающих элементов были наклеены посредством устройства с фиг.1.
На фиг.1-4 ссылочная позиция 1 обозначает в целом иллюстративный вариант осуществления устройства для автоматического наложения множества шумопонижающих элементов 100 одного за другим на радиально внутреннюю поверхность 501 шины 500 для колес транспортных средств в соответствии с настоящим изобретением.
Пример такой шины 500 проиллюстрирован на фиг.5 и 6. Предпочтительно такая шина 500 предназначена для использования в четырехколесных транспортных средствах, более предпочтительно в автомобилях с высокими эксплуатационными характеристиками.
Шумопонижающие элементы 100 предпочтительно имеют форму прямоугольного параллелепипеда. Более предпочтительно, если они имеют ширину в диапазоне между приблизительно 100 мм и приблизительно 250 мм (на фиг.5 и 6 такая ширина измеряется в аксиальном направлении), длину в диапазоне между приблизительно 100 мм и приблизительно 300 мм (на фиг.5 и 6 такая длина измеряется в направлении вдоль окружности) и толщину в диапазоне между приблизительно 15 мм и приблизительно 50 мм. Однако также могут быть использованы шумопонижающие элементы 100, имеющие форму и размеры, отличающиеся от указанных в данном документе.
Шумопонижающие элементы 100 имеют на их поверхности адгезивный материал, который обеспечивает возможность их приклеивания к радиально внутренней поверхности 501 шины 500.
Как проиллюстрировано на фиг.5 и 6, шумопонижающие элементы 100 предпочтительно приклеивают к радиально внутренней поверхности 501 шины 500 вдоль направления шины по окружности, при этом более длинные стороны шумопонижающих элементов 100 размещают по существу параллельно вышеупомянутому направлению вдоль окружности.
Шумопонижающие элементы 100 предпочтительно изготовлены из звукопоглощающего пористого материала, например, из вспененного полимерного материала, предпочтительно из открытопористого пенополиуретана. Тем не менее, может быть использован другой материал, обладающий аналогичной способностью уменьшать шум.
Плотность шумопонижающих элементов 100 предпочтительно находится в диапазоне между приблизительно 20 кг/м3 и приблизительно 200 кг/м3. В конкретном иллюстративном варианте осуществления такая плотность равна приблизительно 40 кг/м3.
Как показано на фиг.1 и 3, устройство 1 содержит подающее устройство 650, выполненное с возможностью подачи шумопонижающих элементов 100. В конкретном примере, проиллюстрированном в данном документе, подающее устройство 650 представляет собой ленточный конвейер.
Как показано на фиг.1-4, устройство 1 дополнительно содержит опорное устройство 700, выполненное с возможностью обеспечения опоры для одной или более шин 500, на которые должны быть наклеены шумопонижающие элементы 100.
Опорное устройство 700 находится рядом с подающим устройством 650 и предпочтительно проходит параллельно ему.
Фиг.1-4 иллюстрируют три шины 500, расположенные последовательно на опорном устройстве 700 вдоль направления А подачи. В конкретном примере, проиллюстрированном в данном документе, транспортирующее устройство 700 представляет собой полотно роликового конвейера.
Как конкретно показано на фиг.1, 3 и 4, устройство 1 дополнительно содержит захватный элемент 30, выполненный с возможностью захвата шумопонижающих элементов 100 одного за другим из подающего устройства 650 и их перемещения к опорному устройству 700 для их окончательного приклеивания к радиально внутренней поверхности 501 первой шины (шины, которая на фиг.1-4 расположена слева на опорном устройстве 700).
Захватный элемент 30 предпочтительно содержит роботизированную руку 31, предпочтительно антропоморфного типа с, по меньшей мере, шестью степенями подвижности. Роботизированная рука 31 предпочтительно представляет собой роботизированную руку подвесного типа (то есть, она предназначена для присоединения к потолку или к подвесной балке), чтобы она не занимала место на полу цеха. Однако в альтернативном варианте можно использовать роботизированную руку, удерживаемую на полу цеха.
Захват шумопонижающих элементов 100 с подающего устройства 650 и их приклеивание к радиально внутренней поверхности 501 вышеупомянутой первой шины предпочтительно происходят так, как описано в WO 2016/067192.
Как только операции приклеивания всех шумопонижающих элементов 100 к вышеупомянутой первой шине будут завершены, такую первую шину захватывают, и ее место занимает вторая шина (шина, которая на фиг.1-4 расположена на опорном устройстве 700 непосредственно сзади от вышеупомянутой первой шины по отношению к направлению А подачи) для обеспечения возможности перехода к приклеиванию множества шумопонижающих элементов 100 к данной шине 500, указанной последней. Перемещение вышеупомянутой второй шины в место, занимаемое ранее первой шиной, происходит вследствие перемещения опорного устройства 700 вдоль направления А подачи. Такое перемещение обеспечивает перевод третьей шины (шины, которая на фиг.1-4 расположена справа на опорном устройстве 700, то есть непосредственно сзади от вышеупомянутой второй шины по отношению к направлению А подачи) в место, которое на фиг.1-4 занято вышеупомянутой второй шиной.
Во время операций приклеивания шина 500 (шина, расположенная слева на опорном устройстве 700 на фиг.1-4), к которой приклеивают шумопонижающие элементы 100, удерживается в заданном положении на опорном устройстве 700 с помощью соответствующих удерживающих элементов 710. В конкретном примере, проиллюстрированном в данном документе, такие удерживающие элементы 710 могут быть перемещены в вертикальном направлении относительно опорного устройства 700 и равномерно распределены вокруг шины 500 для обеспечения также центрирования шины 500 относительно вышеупомянутых удерживающих элементов 710. В частности, в конкретном примере, проиллюстрированном в данном документе, предусмотрены шесть удерживающих элементов 710, которые расположены на одинаковом угловом расстоянии друг от друга, составляющем 60°.
Подающее устройство 650 обеспечивает перемещение шумопонижающих элементов 100 последовательно вдоль направления А', которое предпочтительно параллельно направлению А подачи шины 500, до тех пор, пока они не будут переведены в место, в котором они захватываются захватным элементом 30.
Перед подающим устройством 650 по отношению к направлению А' предусмотрен передаточный конвейер 600, который обеспечивает подачу шумопонижающих элементов 100 на подающее устройство 650.
Следовательно, подающее устройство 650 и передаточный конвейер 600 выровнены и расположены последовательно вдоль направления А'.
Перемещение шумопонижающих элементов 100 с передаточного конвейера 600 на подающее устройство 650 предпочтительно происходит в результате синхронного перемещения передаточного конвейера 600 и подающего устройства 650 вдоль направления А'. Как только каждый шумопонижающий элемент 100 будет размещен предпочтительно полностью над подающим устройством 650, последнее перемещается вдоль направления А' при удерживании передаточного конвейера 600 неподвижным для перемещения шумопонижающего элемента 100, размещенного на подающем устройстве 650, от шумопонижающего элемента, который находится непосредственно за ним и по-прежнему расположен на ленточном конвейере 600.
Шумопонижающие элементы 100 предпочтительно подаются на передаточный конвейер 600 и с передаточного конвейера на подающее устройство 650 так, как описано в WO 2016/067192.
Шина 500, приведенная в качестве примера на фиг.5 и 6, содержит на ее радиально внутренней поверхности 501 сервисную зону 250, предназначенную, например, для приема электронного устройства, выполненного с возможностью определения рабочих параметров шины 500, подобных, например, давлению, ускорению, температуре и т.д.
В конкретном примере, проиллюстрированном на фиг.5 и 6, адгезивная пленка 200 прикреплена к такой сервисной зоне 250. Адгезивная пленка 200 может быть снята перед возможным наложением вышеупомянутого электронного устройства.
Пленка 200 имеет по существу четырехугольную, предпочтительно прямоугольную или квадратную форму. Она содержит основную часть 200а и часть 200b для обнаружения, соседнюю с основной частью 200а и имеющую контрастный элемент 210.
Пленка 200 предпочтительно изготовлена из пластика.
Основная часть 200а предпочтительно является прозрачный или окрашена непрозрачной краской, более предпочтительно черной.
Часть 200b для обнаружения предпочтительно имеет светлый цвет, более предпочтительно белый.
Контрастный элемент 210 предпочтительно имеет темный цвет, более предпочтительно черный.
Контрастный элемент 210 предпочтительно имеет форму, подобную треугольнику или, как проиллюстрировано на фиг.5 и 6, подобную стреле, более предпочтительно с вершиной, ориентированной так, чтобы указать направление снятия/удаления пленки 200 с радиально внутренней поверхности 501 шины 500.
Часть 200b для обнаружения имеет первую длину в направлении вдоль окружности и вторую длину в аксиальном направлении.
Фиг.5 показывает первый пример наложения пленки 200 на радиально внутреннюю поверхность 501 шины 500. В этом случае пленка 200 имеет квадратную форму и наложена так, что часть 200b для обнаружения расположена спереди от основной части 200а по отношению к направлению А подачи шины 500. В этом случае первая длина части 200b для обнаружения меньше общего размера пленки 200 в направлении вдоль окружности. Пленку 200 предпочтительно удаляют посредством ее оттягивания в направлении вдоль окружности.
Фиг.6 показывает второй пример наложения пленки 200 на радиально внутреннюю поверхность 501 шины 500. В этом случае пленка 200 имеет прямоугольную форму и наложена так, что часть 200b для обнаружения параллельна основной части 200а по отношению к направлению А подачи шины 500. В этом случае первая длина части 200b для обнаружения равна общему размеру пленки 200 в направлении вдоль окружности. Пленку 200 предпочтительно удаляют посредством ее оттягивания в аксиальном направлении.
Контрастный элемент 210 предпочтительно расположен на части 200b для обнаружения в месте, центральном в аксиальном направлении, как проиллюстрировано, например, на фиг.5, или в месте, центральном в направлении вдоль окружности, как проиллюстрировано, например, на фиг.6.
Каждый шумопонижающий элемент 100 приклеивают к радиально внутренней поверхности 501 шины 500 в соответствующей целевой зоне 150, отдельной от сервисной зоны 250, то есть даже не имеющей частичного перекрытия с сервисной зоной 250.
Как показано, в частности, на фиг.2 и 3, устройство 1 содержит устройство 5 обнаружения, выполненное с возможностью осмотра радиально внутренней поверхности 501 шины 500.
Такой осмотр предназначен для определения положения сервисной зоны 250 в направлении вдоль окружности на вышеупомянутой радиально внутренней поверхности 501. Это происходит после определения положения контрастного элемента 210 в направлении вдоль окружности.
Устройство 5 обнаружения расположено над опорным устройством 700 и сзади по отношению к месту, занимаемому вышеупомянутой первой шиной. В конкретном примере, проиллюстрированном на фиг.1-4, устройство 5 обнаружения расположено рядом с вышеупомянутой второй шиной.
После определения положения сервисной зоны 250 в направлении вдоль окружности на радиально внутренней поверхности 501 вышеупомянутой второй шины такую вторую шину перемещают вдоль направления А подачи, пока она не достигнет положения, которое на фиг.1-4 занимает вышеупомянутая первая шина, для обеспечения возможности перехода к приклеиванию шумопонижающих элементов 100 к ее радиально внутренней поверхности 501.
Во время определения положения сервисной зоны 250 в направлении вдоль окружности вышеупомянутую вторую шину удерживают в заданном положении на опорном устройстве 700 посредством соответствующих стопорных элементов 720. В конкретном примере, проиллюстрированном в данном документе, такие стопорные элементы 720 выполнены с возможностью перемещения в вертикальном направлении относительно опорного устройства 700 и равномерно распределены вокруг шины 500 для обеспечения также центрирования шины 500 относительно вышеупомянутых стопорных элементов 720. В частности, в конкретном примере, проиллюстрированном в данном документе, имеются шесть стопорных элементов 720, которые расположены на одинаковом угловом расстоянии друг от друга, составляющем 60°.
Как показано на фиг.2 и 3, в варианте осуществления, проиллюстрированном в данном документе, устройство 5 обнаружения содержит датчик, более предпочтительно первую камеру 10, выполненный (-ую) с возможностью перемещения вдоль направления x, параллельного оси вращения (в конкретном примере, проиллюстрированном в данном документе, совпадающего с осью вращения) вышеупомянутой второй шины. Первая камера 10 также выполнена с возможностью поворота вокруг базисной оси Х, которая параллельна оси вращения (в конкретном примере, проиллюстрированном в данном документе, совпадет с осью вращения) вышеупомянутой второй шины.
При эксплуатации первая камера 10 предпочтительно выполняет, по меньшей мере, один полный оборот вокруг базисной оси Х.
Кодовый датчик 11 функционально соединен с первой камерой 10 для измерения ее углового перемещения относительно заданного исходного положения.
Первая камера 10 выполнена с возможностью последовательного формирования кадров окружных участков радиально внутренней поверхности 501 шины 500 во время перемещения первой камеры 10 вокруг базисной оси Х и с возможностью получения первого изображения такой радиально внутренней поверхности 501 при формировании кадра с контрастным элементом 210 и, следовательно, сервисной зоной 250.
Устройство 1 также содержит блок 50 управления, функционально связанный с устройством 5 обнаружения и выполненный с возможностью определения положения сервисной зоны 250 в направлении вдоль окружности.
Блок 50 управления также выполнен с возможностью определения положения каждой целевой зоны 150 в направлении вдоль окружности на основе положения сервисной зоны 250 в направлении вдоль окружности и окружного размера радиально внутренней поверхности 501 шины 500 и с возможностью управления захватным элементом 30 так, чтобы каждый шумопонижающий элемент 100 был приклеен к радиально внутренней поверхности 501 шины 500 в соответствующей целевой зоне 150.
Блок 50 управления также выполнен с возможностью определения расстояния в направлении вдоль окружности, пройденного первой камерой 10 относительно вышеупомянутого исходного положения, когда первая камера 10 получила вышеупомянутое первое изображение.
Блок 50 управления также выполнен с возможностью расчета первого линейного размера на основе вышеупомянутого расстояния в направлении вдоль окружности, пройденного первой камерой 10, и окружного размера радиально внутренней поверхности 501 шины 500.
Блок 50 управления также выполнен с возможностью получения второго изображения после вышеупомянутого первого изображения и с возможностью определения ориентации части 200b для обнаружения относительно основной части 200а посредством сравнения двух полученных изображений.
Как также показано на фиг.2 и 3, устройство 1 также содержит вторую камеру 20, поворачивающуюся как одно целое с первой камерой 10 и предпочтительно ориентированную под углом 180° относительно первой камеры 10.
Вторая камера 20 используется для осмотра радиально внутренней поверхности 501 шины 500 для других целей.
Как проиллюстрировано на фиг.2, первая пара источников 21а света предпочтительно расположена над второй камерой 20 и вторая пара источников 21b света расположена под второй камерой 20.
Источники 21а, 21b света предпочтительно излучают УФ-излучение и взаимодействуют со второй камерой 20 для обнаружения наличия - на радиально внутренней поверхности 501 шины 500 - возможных пятен веществ или зон, покрытых веществами, которые ранее были специально нанесены на радиально внутреннюю поверхность 501 шины 500 для вышеупомянутых других целей.
Камеры 10 и 20 и источники 21a, 21b света смонтированы на одной стойке 25, которая выполнена с возможностью перемещения вдоль направления x и с возможностью поворота вокруг базисной оси Х.
Далее будет описан предпочтительный вариант осуществления способа автоматического наложения шумопонижающих элементов 100 на шину 500. В частности, это способ, который может быть выполнен посредством устройства 1, описанного выше.
Посредством такого способа можно определить положение множества целевых зон 150, к которым автоматически приклеивают шумопонижающие элементы 100, в направлении вдоль окружности на радиально внутренней поверхности 501 шины 500 на основе положения одной или более сервисных зон 250 в направлении вдоль окружности на радиально внутренней поверхности 501 шины 500, в результате чего обеспечивается полное отсутствие перекрывания целевых зон 150 и сервисных зон 250.
Как проиллюстрировано на фиг.1, шумопонижающие элементы 100 подают последовательно на подающее устройство 650 посредством передаточного конвейера 600 вдоль направления А'.
Перед подачей или одновременно с подачей шумопонижающих элементов 100 на подающее устройство 650 шину 500, к которой должны быть приклеены шумопонижающие элементы 100, размещают на опорном устройстве 700 и перемещают вдоль направления А подачи, пока она не будет размещена под стойкой 25 так, чтобы ось вращения шины 500 была по существу выровнена относительно базисной оси Х. Такое положение соответствует положению, занимаемому шиной 500, которая ранее была указана как вторая шина.
Как только данное положение будет достигнуто, стопорные элементы 720 приводят в действие для удерживания шины 500 в заданном положении на опорном устройстве 700 (фиг.2).
После этого стойку 25 перемещают вниз вдоль направления x до тех пор, пока камеры 10 и 20 не будут размещены внутри полости, ограниченной радиально внутренней поверхностью 501 шины 500 (фиг.3).
Перед перемещением или после перемещения стойки 25 вдоль направления x первую камеру 10 переводят в вышеупомянутое исходное положение.
Такое исходное положение предпочтительно представляет собой положение, в котором первая камера 10 расположена параллельно направлению А подачи и ее зона обзора «ориентирована» вперед по отношению к вышеупомянутому направлению А подачи.
После этого стойку 25 приводят во вращение вокруг вышеупомянутой базисной оси Х, и начинается осмотр радиально внутренней поверхности 501 шины 500 камерами 10 и 20.
Когда первая камера 10 формирует кадр контрастного элемента 210, она получает первое изображение охваченной кадром части радиально внутренней поверхности 501 шины 500.
Одновременно с получением такого первого изображения кодовый датчик 11 выдает данные по угловому положению контрастного элемента 210 относительно вышеупомянутого исходного положения в качестве выходного сигнала.
При продолжении поворота вокруг базисной оси Х второе изображение получают сразу же после получения первого изображения первой камерой 10.
После этого стойку 25 перемещают вверх вдоль направления x до тех пор, пока камеры 10 и 20 не будут размещены за пределами полости, которая ограничена радиально внутренней поверхностью 501 шины 500.
После этого шину 500 перемещают вдоль направления А, пока она не достигнет положения, в котором выполняют приклеивание шумопонижающих элементов 100. Такое положение соответствует положению, занимаемому шиной 500, которая ранее была указана как первая шина.
Между тем, блок 50 управления, имеющий данные по угловому положению и окружному размеру радиально внутренней поверхности 501 шины 500, рассчитывает расстояние в направлении вдоль окружности, которое первая камера 10 прошла относительно указанного исходного положения, когда указанное первое изображение было получено, и на основе указанного расстояния в направлении вдоль окружности рассчитывается первый линейный размер, определяющий положение контрастного элемента 210 в направлении вдоль окружности относительно вышеупомянутого исходного положения.
Блок 50 управления также сравнивает два полученных изображения и определяет ориентацию пленки 200 на радиально внутренней поверхности 501 шины 500. В частности, блок 50 управления определяет, расположена ли предназначенная для обнаружения часть 200b пленки 200, соединенной с радиально внутренней поверхностью 501 шины 500, сзади от, спереди от или параллельно основной части 200а по отношению к направлению А подачи.
Как описано ниже со ссылкой на некоторые конкретные примеры, в зависимости от ориентации пленки 200 и от направления поворота первой камеры 10 вокруг базисной оси Х блок 50 управления прибавляет/вычитает второй линейный размер к вышеупомянутому первому линейному размеру/из вышеупомянутого первого линейного размера.
Вышеупомянутый второй линейный размер рассчитывают как сумму расстояния, которое отделяет контрастный элемент 210 от одного из краев пленки 200 и определяется в направлении вдоль окружности, и заданной величины удаления/расстояния от указанного края. Таким образом, можно гарантировать то, что первая целевая зона совершенно не будет перекрывать сервисную зону 250 в направлении вдоль окружности. Следовательно, блок 50 управления управляет захватным элементом 30 так, что захватный элемент 30 размещает первый шумопонижающий элемент на указанной первой целевой зоне.
Если первая камера 10 поворачивается вокруг базисной оси Х в направлении против часовой стрелки, блок 50 управления предпочтительно прибавляет указанный второй линейный размер к вышеупомянутому первому линейному размеру. С другой стороны, если первая камера 10 поворачивается вокруг базисной оси Х в направлении по часовой стрелке, блок 50 управления вычитает указанный второй линейный размер из вышеупомянутого первого линейного размера.
Первый шумопонижающий элемент предпочтительно приклеивают непосредственно спереди от пленки 200.
Последующие шумопонижающие элементы 100 последовательно приклеивают по одному за раз к радиально внутренней поверхности 501 шины 500 на заданном расстоянии от шумопонижающего элемента 100, который был приклеен непосредственно до них. Такое расстояние предпочтительно рассчитывают в зависимости от разности окружного размера радиально внутренней поверхности 501 шины 500 и суммы длин всех шумопонижающих элементов 100 в направлении вдоль окружности.
Последний шумопонижающий элемент 100 предпочтительно приклеивают сзади от пленки 200 с учетом направления поворота против часовой стрелки.
Если на радиально внутренней поверхности 501 шины 500 имеются две или более сервисных зон 250, блок 50 управления выполняет следующие действия:
- определение положения двух сервисных зон 250 в направлении вдоль окружности или - в случае, в котором предусмотрено более двух сервисных зон 250, - положения двух следующих друг за другом в направлении вдоль окружности, сервисных зон 250 в направлении вдоль окружности;
- расчет расстояния в направлении вдоль окружности между указанными, по меньшей мере, двумя сервисными зонами 250;
- определение числа шумопонижающих элементов 100, которые могут быть наложены между указанными двумя сервисными зонами 250, и положения соответствующих целевых зон 150 в направлении вдоль окружности на радиально внутренней поверхности 501 шины 500 на основе положения указанных двух сервисных зон 250 в направлении вдоль окружности, расстояния в направлении вдоль окружности между указанными двумя сервисными зонами 250 и длины шумопонижающих элементов 100 в направлении вдоль окружности.
ПРИМЕРЫ
Пример 1
Фиг.5 показывает пленку 200, наклеенную на радиально внутреннюю поверхность 501 шины 500 так, что часть 200b для обнаружения расположена спереди по отношению к основной части 200а вдоль направления А подачи.
Первый шумопонижающий элемент должен быть наложен непосредственно спереди от пленки 200 с учетом направления поворота против часовой стрелки, то есть слева от пленки 200, если смотреть на фиг.5.
Пленка 200 имеет длину в направлении вдоль окружности, составляющую 90 мм, и длину в аксиальном направлении, составляющую 90 мм.
Контрастный элемент 210 находится на расстоянии 5 мм от края пленки 200, ближайшего к нему в направлении вдоль окружности, (левого края на фиг.5) и на расстоянии 85 мм от края пленки 200, наиболее удаленного от него в направлении вдоль окружности (правого края на фиг.5).
Вышеупомянутая заданная величина удаления/расстояния от края пленки 200 в направлении вдоль окружности равна 5 мм.
Следовательно, вышеупомянутый второй линейный размер равен 10 мм. Такое значение получено как сумма 5 мм (расстояние от контрастного элемента 210 до левого края пленки 200) и 5 мм (заданная величина удаления/расстояния от левого края пленки 200).
Окружной размер радиально внутренней поверхности 501 шины 500 равен 2010 мм.
Первая камера 10 обнаруживает контрастный элемент 210 на угловом расстоянии, составляющем 185°, от исходного положения с учетом направления поворота против часовой стрелки.
Имея данные по длине (90 мм) пленки 200 в направлении вдоль окружности и окружному размеру (2010 мм) радиально внутренней поверхности 501 шины 500, блок 50 управления рассчитывает расстояние в направлении вдоль окружности, пройденное первой камерой 10, когда контрастный элемент 210 был обнаружен, посредством следующей формулы: 2010×185/360=1032,9 мм. Такое значение соответствует вышеупомянутому первому линейному размеру.
Блок 50 управления управляет захватным элементом 30 так, чтобы первый шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200 - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая удалена от вышеупомянутого исходного положения на 1032,9+10=1042,9 мм (сумма вышеупомянутого первого линейного размера и вышеупомянутого второго линейного размера).
Блок 50 управления также рассчитывает то расстояние в направлении вдоль окружности относительно исходного положения, на котором каждый из дополнительных шумопонижающих элементов 100 должен быть приклеен к радиально внутренней поверхности 501 шины 500 по одному в соответствующей целевой зоне 150, посредством выполнения нижеуказанных операций и нижеуказанных вычислений.
Длину той части радиально внутренней поверхности 501 шины 500 в направлении вдоль окружности, на которой дополнительные шумопонижающие элементы 100 должны быть приклеены, получают как разность окружного размера радиально внутренней поверхности 501 шины 500 и суммы длины сервисной зоны 250 в направлении вдоль окружности, заданной величины расстояния от края пленки 200 в направлении вдоль окружности и длины первого шумопонижающего элемента в направлении вдоль окружности. Следовательно, расчет таков: 2010-(90+5+220)=1695 мм.
Число шумопонижающих элементов 100, подлежащих приклеиванию к вышеупомянутой части радиально внутренней поверхности 501 шины 500, получают делением определяемой в направлении вдоль окружности длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены дополнительные шумопонижающие элементы 100, на длину каждого шумопонижающего элемента 100 в направлении вдоль окружности. Следовательно, расчет таков: 1695/220=7,7.
Целая часть числа 7,7 составляет 7. Следовательно, имеются семь дополнительных шумопонижающих элементов 100, подлежащих приклеиванию на вышеупомянутой части радиально внутренней поверхности 501 шины 500.
Общую длину той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены семь шумопонижающих элементов 100 и которая не имеет шумопонижающих элементов 100, получают вычитанием определяемой в направлении вдоль окружности длины семи шумопонижающих элементов 100, подлежащих приклеиванию, из определяемой в направлении вдоль окружности длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены семь шумопонижающих элементов 100. Следовательно, расчет таков: 1695-(220×7)=155 мм.
Расстояние в направлении вдоль окружности между сервисной зоной 250 и первым шумопонижающим элементом и между последним и вторым шумопонижающим элементом, подлежащим приклеиванию, получают делением общей длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены вышеупомянутые семь шумопонижающих элементов 100 и которая не имеет шумопонижающих элементов 100, на число свободных промежутков, имеющихся в вышеупомянутой части радиально внутренней поверхности 501 шины 500. Следовательно, расчет таков: 155/7=22,1 мм.
Расстояние в направлении вдоль окружности относительно исходного положения, на котором второй шумопонижающий элемент должен быть приклеен спереди от второй сервисной зоны с учетом направления поворота против часовой стрелки, получают как сумму расстояния в направлении вдоль окружности, пройденного первой камерой 10, когда был обнаружен контрастный элемент 210, имеющийся на пленке 200, расположенной в сервисной зоне 250, и расстояния в направлении вдоль окружности между вышеупомянутой сервисной зоной 250 и вышеупомянутым первым шумопонижающим элементом, подлежащим приклеиванию. Следовательно, расчет таков: 1032,9+22,1=1055 мм.
Блок 50 управления управляет захватным элементом 30 так, чтобы второй шумопонижающий элемент был приклеен на радиально внутренней поверхности 501 шины 500 спереди от пленки 200 - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1055 мм от вышеупомянутого исходного положения.
Каждый из остальных шести шумопонижающих элементов 100 будет приклеен спереди от предыдущего шумопонижающего элемента 100 в соответствующей целевой зоне 150, которая расположена относительно исходного положения на расстоянии в направлении вдоль окружности, равном сумме расстояния в направлении вдоль окружности от исходного положения до целевой зоны 150, соответствующей предыдущему шумопонижающему элементу 100, и 22,1 мм.
Пример 2
Единственное отличие по отношению к примеру 1 состоит в том, что пленка 200 наклеена на радиально внутренней поверхности 501 шины 500 так, что часть 200b для обнаружения расположена сзади по отношению к основной части 200а вдоль направления А подачи (то есть ориентирована под углом 180° относительно положения, проиллюстрированного на фиг.5).
В этом случае вышеупомянутый второй линейный размер равен 90 мм. Такая величина получена как сумма 85 мм (расстояние от контрастного элемента 210 до левого края пленки 200) и 5 мм (заданная величина удаления/расстояния от левого края пленки 200).
Блок 50 управления управляет захватным элементом 30 так, чтобы первый шумопонижающий элемент был приклеен на радиально внутренней поверхности 501 шины 500 спереди от пленки 200 - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1032,9+85+5=1122,9 мм от вышеупомянутого исходного положения, которое представляет собой сумму вышеупомянутого первого линейного размера, расстояния от контрастного элемента 210 до левого края пленки 200 и вышеупомянутой заданной величины расстояния/удаления от края пленки 200.
Блок 50 управления также рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором каждый из дополнительных шумопонижающих элементов 100 должен быть приклеен на радиально внутренней поверхности 501 шины 500 по одному в соответствующей целевой зоне 150, в соответствии с такой же логикой, как описанная выше в примере 1.
Пример 3
Фиг.6 показывает пленку 200, приклеенную на радиально внутренней поверхности 501 шины 500 так, что часть 200b для обнаружения расположена параллельно основной части 200а вдоль направления А подачи.
Первый шумопонижающий элемент должен быть наложен непосредственно спереди от пленки 200 с учетом направления поворота против часовой стрелки, то есть слева от пленки 200, если смотреть на фиг.6.
Пленка 200 имеет длину в направлении вдоль окружности, составляющую 120 мм, и длину в аксиальном направлении, составляющую 90 мм.
Контрастный элемент 210 находится на расстоянии 60 мм от краев пленки 200, противоположных в направлении вдоль окружности.
Вышеупомянутая заданная величина удаления/расстояния от края пленки 200 в направлении вдоль окружности равна 5 мм.
Следовательно, вышеупомянутый второй линейный размер равен 65 мм. Такое значение получено как сумма 60 мм (расстояние от контрастного элемента 210 до левого края пленки 200) и 5 мм (заданная величина удаления/расстояния от левого края пленки 200).
Окружной размер радиально внутренней поверхности 501 шины равен 2060 мм.
Первая камера 10 обнаруживает контрастный элемент 210 на угловом расстоянии, составляющем 285°, от исходного положения с учетом направления поворота против часовой стрелки.
Имея данные по длине (120 мм) пленки 200 в направлении вдоль окружности и окружному размеру (2060 мм) радиально внутренней поверхности 501 шины 500, блок 50 управления рассчитывает расстояние в направлении вдоль окружности, пройденное первой камерой 10, когда контрастный элемент 210 был обнаружен, посредством следующей формулы: 2060×285/360=1630,8 мм. Такое значение соответствует вышеупомянутому первому линейному размеру.
Блок 50 управления управляет захватным элементом 30 так, чтобы первый шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200 - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1630,8+65=1695,8 мм от вышеупомянутого исходного положения, которое представляет собой сумму вышеупомянутого первого линейного размера и вышеупомянутого второго линейного размера.
Блок 50 управления также рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором каждый из дополнительных шумопонижающих элементов 100 должен быть приклеен на радиально внутренней поверхности 501 шины 500 по одному в соответствующей целевой зоне 150, в соответствии с такой же логикой, как описанная выше в примере 1.
Пример 4
Единственное отличие по отношению к примеру 3 состоит в том, что пленка 200 приклеена на радиально внутренней поверхности 501 шины 500 так, что часть 200b для обнаружения расположена сзади по отношению к основной части 200а вдоль направления А подачи (то есть повернута на 90° в направлении по часовой стрелке относительно положения, проиллюстрированного на фиг.6).
Контрастный элемент 210 находится на расстоянии 5 мм от правого края пленки 200 и на расстоянии 85 мм от левого края пленки 200.
В этом случае вышеупомянутый второй линейный размер равен 90 мм. Такую величину получают как сумму 85 мм (расстояние от контрастного элемента 210 до левого края пленки 200) и 5 мм (заданная величина расстояния/удаления от левого края пленки 200).
Блок 50 управления управляет захватным элементом 30 так, чтобы первый шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200 - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1032,9+85+5=1122,9 мм от вышеупомянутого исходного положения, которое представляет собой сумму вышеупомянутого первого линейного размера, расстояния от контрастного элемента 210 до левого края пленки 200 и вышеупомянутой заданной величины расстояния/удаления от края пленки 200.
Блок 50 управления также рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором каждый из дополнительных шумопонижающих элементов 100 должен быть приклеен на радиально внутренней поверхности 501 шины 500 по одному в соответствующей целевой зоне 150, в соответствии с такой же логикой, как описанная выше в примере 1.
Пример 5
Шина 500 имеет две сервисные зоны 250, расположенные на расстоянии друг от друга в направлении вдоль окружности, на каждой из которых размещена соответствующая пленка 200.
Каждая пленка 200 размещена так, что часть 200b для обнаружения является параллельной по отношению к основной части 200а вдоль направления А подачи, то есть это аналогично пленке 200 на фиг.6.
Первый шумопонижающий элемент должен быть наложен непосредственно спереди от пленки 200, размещенной на первой сервисной зоне, с учетом направления поворота против часовой стрелки.
Каждая пленка 200 имеет длину в направлении вдоль окружности, составляющую 120 мм, и длину в аксиальном направлении, составляющую 90 мм.
Контрастный элемент 210 находится на расстоянии 60 мм от краев соответствующей пленки 200, противоположных в направлении вдоль окружности.
Вышеупомянутая заданная величина удаления/расстояния от края каждой пленки 200 в направлении вдоль окружности равна 5 мм.
Таким образом, вышеупомянутый второй линейный размер равен 65 мм. Такое значение получено как сумма 60 мм (расстояние от контрастного элемента 210 до левого края соответствующей пленки 200) и 5 мм (заданная величина удаления/расстояния от левого края соответствующей пленки 200).
Окружной размер радиально внутренней поверхности 501 шины равен 2060 мм.
Каждый шумопонижающий элемент 100 имеет длину в направлении вдоль окружности, равную 220 мм.
Первая камера 10 обнаруживает контрастный элемент 210, имеющийся на пленке 200, размещенной на первой сервисной зоне, на угловом расстоянии, составляющем 120°, от исходного положения с учетом направления поворота против часовой стрелки.
Первая камера 10 обнаруживает контрастный элемент 210, имеющийся на пленке 200, размещенной на второй сервисной зоне, на угловом расстоянии, составляющем 275°, от исходного положения с учетом направления поворота против часовой стрелки.
Имея данные по длине (120 мм) пленок 200 в направлении вдоль окружности и окружному размеру (2060 мм) радиально внутренней поверхности 501 шины 500, блок 50 управления рассчитывает расстояние в направлении вдоль окружности, пройденное первой камерой 10, когда был обнаружен контрастный элемент 210, имеющийся на пленке 200, размещенной на первой сервисной зоне, посредством следующей формулы: 2060×120/360=686,6 мм. Такое значение соответствует вышеупомянутому первому линейному размеру по отношению к пленке 200, размещенной на первой сервисной зоне.
Блок 50 управления также рассчитывает расстояние в направлении вдоль окружности, пройденное первой камерой 10, когда был обнаружен контрастный элемент 210, имеющийся на пленке 200, размещенной на второй сервисной зоне, посредством следующей формулы: 2060×275/360=1573,6 мм. Такое значение соответствует вышеупомянутому первому линейному размеру по отношению к пленке 200, размещенной на второй сервисной зоне.
Блок 50 управления рассчитывает расстояние относительно исходного положения, на котором первый шумопонижающий элемент теоретически может быть приклеен непосредственно спереди от пленки 200, размещенной на первой сервисной зоне, - с учетом направления поворота против часовой стрелки, как сумму 686,6 мм и 65 мм, которая представляет собой сумму вышеупомянутого первого линейного размера, соответствующего пленке 200, размещенной на первой сервисной зоне, и вышеупомянутого второго линейного размера. Такое расстояние равно 686,6+65=751,6 мм.
Блок 50 управления рассчитывает расстояние относительно исходного положения, на котором дополнительный шумопонижающий элемент 100 теоретически может быть приклеен спереди от вышеупомянутого первого шумопонижающего элемента и непосредственно спереди от пленки 200, размещенной на второй сервисной зоне, - с учетом направления поворота против часовой стрелки, как разность 1573,6 мм и 65 мм, которая представляет собой разность вышеупомянутого первого линейного размера, соответствующего пленке 200, размещенной на второй сервисной зоне, и вышеупомянутого второго линейного размера. Такое расстояние равно 1508,6 мм.
Блок 50 управления рассчитывает длину промежутка, доступного между двумя сервисными зонами 250 для приклеивания целого числа шумопонижающих элементов 100 в соответствующих целевых зонах 150. Такая длина рассчитывается как разность 1508,6 мм и 751,6 мм и равна 757 мм.
Целое число шумопонижающих элементов 100, которые могут быть приклеены в вышеупомянутом промежутке, рассчитывают, как описано ниже.
Если желательно, чтобы шумопонижающие элементы 100 были равномерно распределены в вышеупомянутом пространстве, вышеупомянутое целое число получают делением длины (757 мм) промежутка, доступного между двумя сервисными зонами 250, на длину (220 мм) каждого из шумопонижающих элементов 100 в направлении вдоль окружности. Применяется следующая формула: 757/220=3,4. Целое число шумопонижающих элементов 100, соответствующее значению 3,4, составляет 3. Следовательно, между двумя сервисными зонами 250 можно приклеить три равномерно распределенных шумопонижающих элемента 100.
Блок 50 управления рассчитывает общую длину той части радиально внутренней поверхности 501, ограниченной между двумя сервисными зонами 250, которая не имеет шумопонижающих элементов 100, посредством следующей формулы: 757-(220×3)=97 мм (разность длины промежутка, доступного между двумя сервисными зонами 250 для приклеивания трех шумопонижающих элементов 100, и суммы длин вышеупомянутых трех шумопонижающих элементов 100 в направлении вдоль окружности).
Блок 50 управления рассчитывает расстояние в направлении вдоль окружности между двумя шумопонижающими элементами 100, соседними в направлении вдоль окружности, и между каждой из двух сервисных зон 250 и шумопонижающим элементом 100, соседним с ней в направлении вдоль окружности, посредством деления общей длины (97 мм) той части радиально внутренней поверхности 501, ограниченной между двумя сервисными зонами 250, которая не имеет шумопонижающих элементов 100, на число свободных промежутков, имеющихся в вышеупомянутой части радиально внутренней поверхности 501 (2 промежутка). Такое расстояние в направлении вдоль окружности равно 97/2=48,5 мм.
Таким образом, блок 50 управления рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором первый шумопонижающий элемент фактически должен быть приклеен спереди от пленки 200, размещенной на первой сервисной зоне, - с учетом направления поворота против часовой стрелки, как сумму 686,6 мм (первый линейный размер, соответствующий пленке 200, размещенной на первой сервисной зоне) и 65 мм (второй линейный размер). Такое расстояние равно 868,6+65=751,6 мм.
Таким образом, блок 50 управления управляет захватным элементом 30 так, чтобы первый шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200, размещенной на первой сервисной зоне, - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 751,6 мм от вышеупомянутого исходного положения.
Блок 50 управления рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором шумопонижающий элемент 100 (в дальнейшем называемый вторым шумопонижающим элементом) может быть приклеен спереди от вышеупомянутого первого шумопонижающего элемента - с учетом направления поворота против часовой стрелки, - как сумму 751,6 мм (расстояние в направлении вдоль окружности от первого шумопонижающего элемента до исходного положения) и 220 мм (длина первого шумопонижающего элемента в направлении вдоль окружности) и 48,5 мм (расстояние в направление вдоль окружности между первым шумопонижающим элементом, подлежащим приклеиванию, и вторым шумопонижающим элементом, подлежащим приклеиванию). Такое расстояние равно 751,6+220+48,5=1020,1 мм.
Таким образом, блок 50 управления управляет захватным элементом 30 так, чтобы второй шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200, размещенной на первой сервисной зоне, - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1020,1 мм от вышеупомянутого исходного положения.
Блок 50 управления рассчитывает расстояние в направлении вдоль окружности относительно исходного положения, на котором шумопонижающий элемент 100 (в дальнейшем называемый третьим шумопонижающим элементом) может быть приклеен спереди от вышеупомянутого второго шумопонижающего элемента - с учетом направления поворота против часовой стрелки, - как сумму 1020,1 мм (расстояние в направлении вдоль окружности от второго шумопонижающего элемента до исходного положения) и 220 мм (длина второго шумопонижающего элемента в направлении вдоль окружности) и 48,5 мм (расстояние в направление вдоль окружности между вторым шумопонижающим элементом, подлежащим приклеиванию, и третьим шумопонижающим элементом, подлежащим приклеиванию). Такое расстояние равно 1020,1+220+48,5=1288,6 мм.
Таким образом, блок 50 управления управляет захватным элементом 30 так, чтобы третий шумопонижающий элемент был приклеен к радиально внутренней поверхности 501 шины 500 спереди от пленки 200, размещенной на первой сервисной зоне, - с учетом направления поворота против часовой стрелки - в целевой зоне 150, которая находится на расстоянии 1288,6 мм от вышеупомянутого исходного положения.
Блок 50 управления также рассчитывает то расстояние в направлении вдоль окружности относительно исходного положения, на котором каждый из дополнительных шумопонижающих элементов 100 может быть приклеен к радиально внутренней поверхности 501 шины 500 по одному в соответствующей целевой зоне 150, посредством выполнения нижеуказанных операций и нижеуказанных вычислений.
Длину той части радиально внутренней поверхности 501 шины 500 в направлении вдоль окружности, на которой дополнительные шумопонижающие элементы 100 должны быть приклеены, получают как разность окружного размера радиально внутренней поверхности 501 шины 500 и суммы расстояния в направлении вдоль окружности между первыми двумя сервисными зонами 250, длины каждой из первых двух сервисных зон 250 в направлении вдоль окружности и заданной величины расстояния/удаления от края каждой из двух пленок 200 в направлении вдоль окружности. Следовательно, расчет таков: 2060-(757+5+5+120+120)=1053 мм.
Число шумопонижающих элементов 100, подлежащих приклеиванию на вышеупомянутой части радиально внутренней поверхности 501 шины 500, получают делением определяемой в направлении вдоль окружности длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены дополнительные шумопонижающие элементы 100, на длину каждого шумопонижающего элемента 100 в направлении вдоль окружности. Следовательно, расчет таков: 1053/220=4,7.
Целое число, которое соответствует значению 4,8, составляет 4. Следовательно, имеются четыре дополнительных шумопонижающих элемента 100, подлежащих приклеиванию на вышеупомянутой части радиально внутренней поверхности 501 шины 500.
Общую длину той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены четыре шумопонижающих элемента 100 и которая не имеет шумопонижающих элементов 100, получают вычитанием определяемой в направлении вдоль окружности длины четырех шумопонижающих элементов 100, подлежащих приклеиванию, из определяемой в направлении вдоль окружности длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены четыре шумопонижающих элемента 100. Следовательно, расчет таков: 1053-(220×4)=173 мм.
Расстояние в направлении вдоль окружности между сервисной зоной 250 и шумопонижающим элементом 100, соседним с ней в направлении вдоль окружности, и между последним и другим шумопонижающим элементом 100, соседним в направлении вдоль окружности, получают делением общей длины той части радиально внутренней поверхности 501 шины 500, на которой должны быть приклеены вышеупомянутые четыре шумопонижающих элемента 100 и которая не имеет шумопонижающих элементов 100, на число свободных промежутков, имеющихся в вышеупомянутой части радиально внутренней поверхности 501 шины 500. Следовательно, расчет таков: 173/5=34,6 мм.
Расстояние в направлении вдоль окружности относительно исходного положения, на котором первый из дополнительных четырех шумопонижающих элементов 100, то есть четвертый шумопонижающий элемент от первой сервисной зоны, должен быть приклеен спереди от второй сервисной зоны - с учетом направления поворота против часовой стрелки, получают как сумму расстояния в направлении вдоль окружности, пройденного первой камерой 10, когда был обнаружен контрастный элемент 210, имеющийся на пленке 200, размещенной на второй сервисной зоне, и расстояния в направлении вдоль окружности между второй сервисной зоной и вышеупомянутым четвертым шумопонижающим элементом, подлежащим приклеиванию. Следовательно, расчет таков: 1573,6+34,6=1608,2 мм.
Расстояние в направлении вдоль окружности относительно исходного положения, на котором второй из дополнительных четырех шумопонижающих элементов 100, то есть пятый шумопонижающий элемент от первой сервисной зоны, должен быть приклеен спереди от второй сервисной зоны - с учетом направления поворота против часовой стрелки, получают как сумму расстояния в направлении вдоль окружности от вышеупомянутого четвертого шумопонижающего элемента до исходного положения, длины вышеупомянутого четвертого шумопонижающего элемента в направлении вдоль окружности и расстояния в направлении вдоль окружности между четвертым шумопонижающим элементом, подлежащим приклеиванию, и вышеупомянутым пятым шумопонижающим элементом, подлежащим приклеиванию. Следовательно, расчет таков: 1608,2+220+34,6=1862,8 мм.
Расстояние в направлении вдоль окружности относительно исходного положения, на котором третий из дополнительных четырех шумопонижающих элементов 100, то есть шестой шумопонижающий элемент от первой сервисной зоны, должен быть приклеен спереди от второй сервисной зоны - с учетом направления поворота против часовой стрелки, получают как сумму расстояния в направлении вдоль окружности от вышеупомянутого пятого шумопонижающего элемента до исходного положения, длины вышеупомянутого пятого шумопонижающего элемента в направлении вдоль окружности и расстояния в направлении вдоль окружности между пятым шумопонижающим элементом, подлежащим приклеиванию, и вышеупомянутым шестым шумопонижающим элементом, подлежащим приклеиванию. Следовательно, расчет таков: 1862,8+220+34,6=2117,4 мм.
Расстояние в направлении вдоль окружности относительно исходного положения, на котором четвертый из дополнительных четырех шумопонижающих элементов 100, то есть седьмой шумопонижающий элемент от первой сервисной зоны, должен быть приклеен спереди от второй сервисной зоны - с учетом направления поворота против часовой стрелки, получают как сумму расстояния в направлении вдоль окружности от вышеупомянутого шестого шумопонижающего элемента до исходного положения, длины вышеупомянутого шестого шумопонижающего элемента в направлении вдоль окружности и расстояния в направлении вдоль окружности между шестым шумопонижающим элементом, подлежащим приклеиванию, и вышеупомянутым седьмым шумопонижающим элементом, подлежащим приклеиванию. Следовательно, расчет таков: 2117,4+220+34,6=2372 мм.
Изобретение относится к способу и устройству для наложения шумопонижающих элементов на шину для колес транспортных средств. Способ включает определение положения по меньшей мере одной сервисной зоны (250) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500), определение положения по меньшей мере одной целевой зоны (150) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500) на основе от положения по меньшей мере одной сервисной зоны (250) в направлении вдоль окружности, наложение по меньшей мере одного шумопонижающего элемента (100) в по меньшей мере одной целевой зоне (150). Изобретение обеспечивает предотвращение случайного наложения шумопонижающих элементов на сервисную зону. 2 н. и 23 з.п. ф-лы, 6 ил.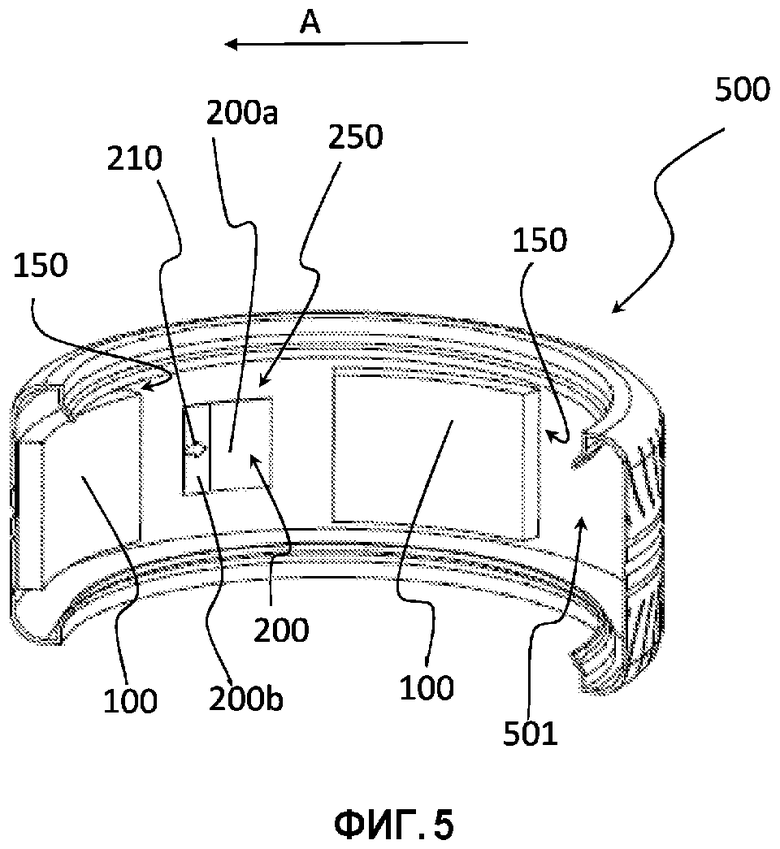
1. Способ наложения шумопонижающих элементов (100) на шину (500) для колес транспортных средств, при этом шина (500) имеет радиально внутреннюю поверхность (501), содержащую, по меньшей мере, одну сервисную зону (250) и имеющую заданный окружной размер, причем способ включает:
- определение положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500);
- определение положения, по меньшей мере, одной целевой зоны (150) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500) на основе положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности;
- наложение, по меньшей мере, одного шумопонижающего элемента (100) в указанной, по меньшей мере, одной целевой зоне (150);
при этом определение положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности включает:
- осмотр радиально внутренней поверхности (501) шины (500) по окружности, начиная с заданного исходного положения;
- определение углового положения указанной, по меньшей мере, одной сервисной зоны (250) относительно указанного исходного положения;
- определение положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности на основе углового положения и окружного размера радиально внутренней поверхности (501) шины (500).
2. Способ по п.1, в котором осмотр радиально внутренней поверхности (501) шины (500) включает:
- анализ, по меньшей мере, одного окружного участка радиально внутренней поверхности (501) шины (500) посредством датчика;
- перемещение датчика вокруг базисной оси (Х), которая параллельна оси вращения шины (500) или совпадает с ней, начиная из исходного положения.
3. Способ по п.2, в котором определение углового положения указанной, по меньшей мере, одной сервисной зоны (250) включает:
получение первого изображения указанной, по меньшей мере, одной сервисной зоны (250), когда датчик обнаружит контрастный элемент (210), предусмотренный на радиально внутренней поверхности (501) шины (500) в указанной, по меньшей мере, одной сервисной зоне (250);
- определение расстояния в направлении вдоль окружности, пройденного датчиком относительно исходного положения, когда получено первое изображение.
4. Способ по п.3, в котором положение указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности определяют на основе указанного расстояния в направлении вдоль окружности.
5. Способ по п.3 или 4, в котором контрастный элемент (210) образован на пленке (200), присоединенной с возможностью съема к радиально внутренней поверхности (501) шины (500) в указанной, по меньшей мере, одной сервисной зоне (250).
6. Способ по п.5, в котором пленка (200) содержит основную часть (200а) и часть (200b) для обнаружения, соседнюю с основной частью (200а) и имеющую первую длину в направлении вдоль окружности и вторую длину в аксиальном направлении, при этом контрастный элемент (210) образован на части (200b) для обнаружения.
7. Способ по п.6, в котором перед определением положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности шину (500) перемещают вдоль направления (А) подачи, причем пленку (200) соединяют с радиально внутренней поверхностью (501) шины (500) таким образом, что часть (200b) для обнаружения располагается сзади от основной части (200а) по отношению к направлению (А) подачи, или спереди от основной части (200а) по отношению к направлению (А) подачи, или параллельно основной части (200а) относительно направления (А) подачи.
8. Способ по п.7, включающий определение положения части (200b) для обнаружения относительно основной части (200а) по отношению к направлению (А) подачи посредством сравнения первого изображения со вторым изображением, которое получено датчиком после первого изображения.
9. Способ по любому из пп.3-8, в котором определение положения указанной, по меньшей мере, одной целевой зоны (150) в направлении вдоль окружности включает расчет первого линейного размера в зависимости от указанного расстояния в направлении вдоль окружности.
10. Способ по п.9, в котором расчет первого линейного размера включает прибавление второго линейного размера к указанному расстоянию в направлении вдоль окружности или вычитание второго линейного размера из указанного расстояния в направлении вдоль окружности.
11. Способ по любому из пп.2-10, в котором датчик представляет собой первую камеру (10).
12. Способ по любому из предшествующих пунктов, в котором радиально внутренняя поверхность (501) шины (500) содержит, по меньшей мере, две сервисные зоны (250), причем способ включает:
- определение положения указанных, по меньшей мере, двух сервисных зон (250) в направлении вдоль окружности;
- расчет расстояния в направлении вдоль окружности между указанными, по меньшей мере, двумя сервисными зонами (250);
- определение положения указанной, по меньшей мере, одной целевой зоны (150) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500) на основе положения указанных, по меньшей мере, двух сервисных зон (250) в направлении вдоль окружности и расстояния в направлении вдоль окружности между указанными, по меньшей мере, двумя сервисными зонами (250);
- наложение, по меньшей мере, одного шумопонижающего элемента (100) в указанной, по меньшей мере, одной целевой зоне (150).
13. Способ по п.12, в котором шумопонижающие элементы (100) имеют заданную длину в направлении вдоль окружности, причем способ включает определение числа шумопонижающих элементов (100), которые могут быть наложены между указанными, по меньшей мере, двумя сервисными зонами (250), в зависимости от указанной заданной длины в направлении вдоль окружности.
14. Устройство (1) для наложения шумопонижающих элементов (100) на шину (500) для колес транспортных средств, при этом шина (500) имеет радиально внутреннюю поверхность (501), содержащую, по меньшей мере, одну сервисную зону (250) и имеющую заданный окружной размер, причем устройство (1) содержит:
- опорное устройство (700), выполненное с возможностью обеспечения опоры для шины (500);
- устройство (5) обнаружения, выполненное с возможностью обнаружения, по меньшей мере, одной сервисной зоны (250) на радиально внутренней поверхности (501) шины (500);
- захватный элемент (30), выполненный с возможностью захвата, по меньшей мере, одного шумопонижающего элемента (100) и его размещения на, по меньшей мере, одной целевой зоне (150), заданной на радиально внутренней поверхности (501) шины (500);
- блок (50) управления, функционально связанный с устройством (5) обнаружения и выполненный с возможностью определения положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500) и с возможностью определения положения указанной, по меньшей мере, одной целевой зоны (150) в направлении вдоль окружности на радиально внутренней поверхности (501) шины (500) на основе положения указанной, по меньшей мере, одной сервисной зоны (250) в направлении вдоль окружности и заданного окружного размера радиально внутренней поверхности (501) шины (500).
15. Устройство (1) по п.14, в котором опорное устройство (700) выполнено с возможностью перемещения вдоль заданного направления (А) подачи.
16. Устройство (1) по п.15, содержащее подающее устройство (650), выполненное с возможностью подачи указанного, по меньшей мере, одного шумопонижающего элемента (100), при этом подающее устройство (650) выполнено с возможностью перемещения вдоль направления (А'), параллельного заданному направлению (А) подачи.
17. Устройство (1) по любому из пп.14-16, в котором устройство (5) обнаружения расположено над опорным устройством (700).
18. Устройство (1) по любому из пп.14-17, в котором устройство (5) обнаружения содержит первую камеру (10), выполненную с возможностью перемещения вдоль направления (x), параллельного оси вращения шины (500) или совпадающего с осью вращения шины (500), и с возможностью поворота вокруг базисной оси (Х), которая параллельна оси вращения шины (500) или совпадает с осью вращения шины (500), причем первая камера (10) выполнена с возможностью получения первого изображения указанной, по меньшей мере, одной сервисной зоны (250), когда первая камера (10) формирует кадр указанной, по меньшей мере, одной сервисной зоны (250).
19. Устройство (1) по п.18, содержащее кодовый датчик (11), функционально соединенный с первой камерой (10).
20. Устройство (1) по п.18 или 19, в котором блок (50) управления выполнен с возможностью определения расстояния в направлении вдоль окружности, пройденного первой камерой (10) относительно исходного положения, когда первая камера (10) получила первое изображение.
21. Устройство (1) по п.20, в котором блок (50) управления выполнен с возможностью расчета первого линейного размера на основе указанного расстояния в направлении вдоль окружности и окружного размера радиально внутренней поверхности (501) шины (500).
22. Устройство (1) по любому из пп.18-21, в котором блок (50) управления выполнен с возможностью сравнения первого изображения со вторым изображением, полученным первой камерой (10) после первого изображения.
23. Устройство (1) по любому из пп.18-22, содержащее стопорные элементы (720), выполненные с возможностью останова шины (500) на опорном устройстве (700) рядом с первой камерой (10).
24. Устройство (1) по любому из пп.18-23, содержащее вторую камеру (20), которая поворачивается как одно целое с первой камерой (10).
25. Устройство (1) по п.24, в котором вторая камера (20) ориентирована под углом 180° относительно первой камеры (10).
| WO 2016088014 A1, 09.06.2016 | |||
| Устройство для измерения количества тепла | 1981 |
|
SU958881A1 |
| Устройство для спиральной обертки бортовых колец | 1979 |
|
SU874387A1 |
| Устройство для передачи заготовок покрышек | 1988 |
|
SU1519918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2076805C1 |
| DE 102007028933 A1, 15.01.2009 | |||
| WO 2016067192 A1, 06.05.2016. | |||

