Настоящее изобретение относится к способу сборки невулканизированных шин.
Настоящее изобретение также относится к рабочей станции, предназначенной для наложения элементарных полуфабрикатов для сборки невулканизированных шин, которая работает в соответствии с указанным способом.
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, включающую в себя, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, контактно взаимодействующие с соответствующими кольцевыми удерживающими конструкциями, как правило, называемыми «сердечниками бортов», предусмотренными в зонах, обычно называемых «бортами» и имеющих внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины для установки ее на соответствующем ободе. Шина также содержит коронную конструкцию, включающую в себя по меньшей мере одну брекерную ленту, расположенную в радиально наружном месте по отношению к слою каркаса, и протекторный браслет, который является радиально наружным по отношению к брекерной ленте. Между протекторным браслетом и брекерной(-ыми) лентой(-ами) может быть размещен так называемый «подслой» из эластомерного материала, обладающий свойствами, подходящими для обеспечения стабильного соединения между брекерной(-ыми) лентой(-ами) и тем же протекторным браслетом. Кроме того, соответствующие боковины из эластомерного материала наложены на боковые поверхности каркасной конструкции, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой удерживающей конструкции в бортах. В шинах «бескамерного» типа слой каркаса покрыт внутри слоем эластомерного материала, предпочтительно эластомерного материала на основе бутила, обычно упоминаемого как «герметизирующий слой», который имеет оптимальные характеристики воздухонепроницаемости и проходит от одного борта до другого.
Термин «эластомерный материал» относится к композиции, содержащей по меньшей мере один эластомерный полимер и по меньшей мере один активный наполнитель. Указанная композиция предпочтительно также содержит добавки, например, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента указанный материал может быть подвергнут сшиванию посредством нагрева для формирования конечного изделия.
Термин «элементарный полуфабрикат» относится к непрерывному удлиненному элементу, образованному из эластомерного материала. Указанный непрерывный удлиненный элемент предпочтительно содержит один или более армирующих кордов, предпочтительно текстильных или металлических кордов, расположенных параллельно друг другу в продольном направлении самогó удлиненного элемента. Более предпочтительно, если указанный непрерывный удлиненный элемент отрезан с заданным размером.
Предусмотрено, что «компонент» или «компонент конструкции» шины представляет собой любую часть шины, которая может выполнять определенную функцию, или элемент данной части. Компоненты шины включают, например: герметизирующий слой, слой, расположенный под герметизирующим слоем, вставки боковин, сердечники бортов, вставки из наполнителей, антиабразивный слой, боковины, слой (слои) каркаса, слой (слои) брекера, протекторный браслет, подслой под протекторным браслетом, подбрекерные вставки и т.д. или их части.
«Функция коррекции», имеющая отношение к антропоморфной роботизированной руке, представляет собой функцию, которая «указывает» на ошибку при позиционировании, сделанную указанной антропоморфной роботизированной рукой в определенной рабочей зоне, при этом указанная ошибка при позиционировании характеризует разницу между положениями, которые указанная антропоморфная роботизированная рука должна принимать при выполнении заданных команд на перемещение, и соответствующими положениями, фактически принимаемыми указанной антропоморфной роботизированной рукой при выполнении указанных заданных команд на перемещение.
«Конфигурация» антропоморфной роботизированной руки относится к набору параметров, которые определяют - для каждого положения конечного устройства антропоморфной роботизированной руки - углы, под которыми расположены и ориентированы части или звенья указанной антропоморфной роботизированной руки. Как правило, заданное положение конечного устройства антропоморфной роботизированной руки может быть получено посредством двух или более различных конфигураций.
Термин «модель шины» относится к совокупности геометрических характеристик шины, то есть, например, ширины профиля, высоты боковин, посадочного диаметра и/или наружного диаметра; конструктивных характеристик, то есть, например, наличия одного или двух слоев каркаса, наличия или отсутствия вставок боковин для езды на спущенной шине, числа брекерных лент, наличия конструкции с боковиной поверх протектора («SOT») или с протектором поверх боковины («TOS»), и технологических характеристик, то есть, например, типа эластомерного материала, используемого для каждого компонента, материала, используемого для каждого армирующего корда, придания определенной формы данным материалам.
В публикации WO 00/35666 описаны способ и устройство для формирования шины посредством образования ее компонентов непосредственно на жесткой тороидальной опоре, форма которой соответствует форме шины, которая должна быть получена. Некоторые компоненты шины получают посредством подачи элементарного полуфабриката из экструдера для его соответствующего распределения на тороидальной опоре при вращении последней вокруг ее собственной оси. Тороидальную опору, подвешенную к роботизированной руке, одновременно перемещают перед экструдером для обеспечения распределения элементарного полуфабриката в поперечном направлении и формирования при этом множества окружных витков, которые размещают рядом друг с другом в аксиальном направлении и/или размещают друг над другом в радиальном направлении для образования компонента конструкции шины.
В публикации DE 202013101050 U1 описаны способ и устройство для калибровки в реальном времени и направления многокоординатной роботизированной шарнирно-сочлененной руки, которая вместе с ее конечным звеном перемещается вдоль заданной траектории, хранимой в устройстве управления самим роботом. Роботизированная шарнирно-сочлененная рука обеспечивает перемещение конечного звена вдоль траектории, запрограммированной во время контрольного перемещения посредством процесса, выполненного экспериментально, при обеспечении опоры для тестового элемента, принадлежащего внешней системе управления. Во время перемещения робота положение и ориентация тестового элемента сохраняются в памяти посредством внешнего измерительного устройства, в частности, оптического устройства, и посредством управляющего компьютера, принадлежащего системе управления. В этом случае погрешности ориентации и отклонения от траектории обнаруживаются в реальном времени, и определяются корректирующие значения, которые передаются устройству управления роботом. Внешняя система управления и/или устройство управления роботом хранят корректирующие значения, и при последующих операциях перемещения выполняются вдоль запрограммированной траектории, будучи скорректированными таким образом, возможно, без использования внешней системы управления.
Заявитель отмечает, что использование способов и устройств, подобных описанным в WO 00/35666, в которых элементарные полуфабрикаты используются для формирования компонентов шины посредством наложения на формообразующий барабан (который имеет по существу цилиндрическую или тороидальную форму), требует точности и безошибочности при наложении элементарного полуфабриката как вследствие малых размеров самогó элементарного полуфабриката, так и вследствие изменчивости траектории, по которой должен следовать формообразующий барабан, перемещаемый роботизированной рукой.
Заявитель удостоверился в том, что неточности могут возникать во время стадии наложения вследствие того, что положения, принимаемые роботизированной рукой и, следовательно, формообразующим барабаном, не являются точно теми, которые указаны в технических требованиях.
Более подробно, Заявитель удостоверился в том, что системы управления для антропоморфных роботизированных рук обеспечивают возможность перемещений, характеризующихся высокой степенью повторяемости тем не менее при отсутствии некоторой точности. Другими словами, такие системы управления обеспечивают выполнение перемещений, которые могут быть по существу идентичными друг другу, но с течением времени конечное положение может оказаться отличным от ожидаемого.
Заявитель также удостоверился в том, что разница между фактическим положением, принимаемым антропоморфной роботизированной рукой, и ожидаемым положением не является одинаковой для всех положений, а изменяется в зависимости от рассматриваемого положения.
Заявитель установил в результате наблюдений, что на практике такая недостаточная точность может приводить к погрешностям при размещении элементарных полуфабрикатов на тороидальной опоре и в конце концов может приводить к изготовлению шин, не соответствующих требуемым высоким стандартам качества.
Заявитель отмечает, что способ управления, описанный в DE 202013101050 U1, не подходит для решения вышеуказанной проблемы. Действительно, в DE 202013101050 U1 описана система для коррекции перемещения роботизированной руки на основе определения в реальном времени положения конечного звена роботизированной руки посредством специализированного измерительного устройства. Заявитель полагает, что такой подход не может быть эффективно реализован в промышленных условиях, например, при наложении элементарных полуфабрикатов на формообразующий барабан для сборки шин, вследствие физической и вычислительной сложности систем, необходимых для обеспечения непрерывного мониторинга.
Заявитель также отмечает, что в случае коррекций, сохраненных в памяти, в документе DE 202013101050 U1 предлагается функционирование вдоль отдельных траекторий, повторяющихся с течением времени, идентичным образом, так что любые различающиеся траектории, даже формируемые в одной и той же рабочей зоне, потребуют выполнения этапа определения и сохранения корректирующих значений для траекторий, что является трудоемким и ресурсоемким процессом.
Таким образом, Заявитель осознал, что для обеспечения возможности достижения требуемого уровня точности и безошибочности при использовании ограниченного времени и ограниченных ресурсов выбранные средства коррекции должны быть функциональными и эффективными, начиная от наложения самого первого элементарного полуфабриката. Кроме того, указанные средства контроля не должны быть ограничены одной траекторией, по которой должно осуществляться перемещение, с тем, чтобы их можно было применять для разных траекторий, формируемых в пределах одной и той же рабочей зоны.
Как было осознано Заявителем, указанные средства коррекции могут быть использованы после их настройки для сборки шин разных моделей, изготавливаемых посредством одной и той же антропоморфной роботизированной руки, работающей в указанной рабочей зоне.
В завершение, Заявитель установил, что положения, принимаемые антропоморфной роботизированной рукой, могут быть изменены заранее посредством ранее сохраненной в памяти функции коррекции, которая соответствует антропоморфной роботизированной руке и одной рабочей зоне.
Более конкретно, Заявитель установил, что заданные координаты антропоморфной роботизированной руки, предназначенной для перемещения формообразующего барабана, предпочтительно имеющего по существу цилиндрическую или тороидальную форму, в рабочей зоне, могут быть изменены посредством указанной функции коррекции, в результате чего получают соответствующие обработанные координаты, которые затем используются для передачи команд на перемещение антропоморфной роботизированной руке для достижения требуемой точности наложения.
В соответствии с первым аспектом изобретение относится к способу сборки невулканизированных шин.
Предпочтительно предусмотрено обеспечение наличия формообразующего барабана.
Предпочтительно предусмотрено обеспечение наличия по меньшей мере одного подающего устройства, выполненного с возможностью подачи элементарного полуфабриката.
Предпочтительно предусмотрено связывание антропоморфной роботизированной руки с указанным формообразующим барабаном.
Предпочтительно предусмотрена передача команд на перемещение указанной антропоморфной роботизированной руке для перемещения указанного формообразующего барабана в рабочей зоне.
Указанная рабочая зона предпочтительно образована рядом с выходной зоной, в которой элементарный полуфабрикат выходит из указанного подающего устройства.
Указанный формообразующий барабан предпочтительно перемещают в указанной рабочей зоне во время подачи указанного элементарного полуфабриката указанным подающим устройством, так что указанный элементарный полуфабрикат накладывается на указанный формообразующий барабан в виде витков, расположенных рядом друг с другом и/или по меньшей мере частично перекрывающих друг друга, для образования по меньшей мере одного компонента невулканизированной шины заданной модели шины.
Для передачи указанных команд на перемещение указанной антропоморфной роботизированной руке предпочтительно предусмотрено определение заданных координат для указанной антропоморфной роботизированной руки для перемещения указанного формообразующего барабана в указанной рабочей зоне.
Указанные заданные координаты предпочтительно соответствуют по меньшей мере одному компоненту указанной невулканизированной шины.
Для передачи указанных команд на перемещение указанной антропоморфной роботизированной руке предпочтительно предусмотрено извлечение функции коррекции из области памяти.
Указанная функция коррекции предпочтительно связана с указанной антропоморфной роботизированной рукой.
Указанная функция коррекции предпочтительно связана с указанной рабочей зоной.
Для передачи указанных команд на перемещение указанной антропоморфной роботизированной руке предпочтительно предусмотрено изменение указанных заданных координат посредством указанной функции коррекции, посредством чего получают обработанные координаты.
Для передачи указанных команд на перемещение указанной антропоморфной роботизированной руке предпочтительно предусмотрено использование указанных обработанных координат для указанных команд на перемещение.
Заявитель полагает, что, таким образом, невулканизированная шина может быть собрана с точностью, повторяемостью и ограниченным использованием времени и ресурсов, посредством чего получают готовые шины, соответствующие соответствующим техническим требованиям.
Согласно другому аспекту изобретение относится к рабочей станции для наложения элементарных полуфабрикатов для сборки невулканизированных шин.
Предпочтительно предусмотрено по меньшей мере одно подающее устройство для подачи элементарного полуфабриката.
Предпочтительно предусмотрен формообразующий барабан.
Предпочтительно предусмотрена антропоморфная роботизированная рука, соединяемая с указанным формообразующим барабаном.
Предпочтительно предусмотрено управляющее устройство.
Указанное управляющее устройство предпочтительно выполнено с возможностью передачи команд на перемещение указанной антропоморфной роботизированной руке для перемещения указанного формообразующего барабана в рабочей зоне.
Указанная рабочая зона предпочтительно образована рядом с выходной зоной, в которой элементарный полуфабрикат выходит из указанного подающего устройства.
Указанный формообразующий барабан предпочтительно перемещается в указанной рабочей зоне во время подачи указанного элементарного полуфабриката указанным подающим устройством, так что указанный элементарный полуфабрикат накладывается на указанный формообразующий барабан в виде витков, расположенных рядом друг с другом и/или по меньшей мере частично перекрывающих друг друга, для образования по меньшей мере одного компонента невулканизированной шины заданной модели шины.
Указанное управляющее устройство предпочтительно выполнено с возможностью передачи заданных координат для указанной антропоморфной роботизированной руки для перемещения указанного формообразующего барабана в указанной рабочей зоне.
Указанные заданные координаты предпочтительно соответствуют по меньшей мере одному компоненту указанной невулканизированной шины.
Указанное управляющее устройство предпочтительно выполнено с возможностью извлечения функции коррекции, связанной с указанной антропоморфной роботизированной рукой, из области памяти.
Указанная функция коррекции предпочтительно связана с указанной рабочей зоной.
Указанное управляющее устройство предпочтительно выполнено с возможностью изменения указанных заданных координат посредством указанной функции коррекции, в результате чего получаются обработанные координаты.
Указанное управляющее устройство предпочтительно выполнено с возможностью использования указанных обработанных координат для передачи указанных команд на перемещение.
В соответствии с по меньшей мере одним из вышеуказанных аспектов настоящее изобретение может иметь по меньшей мере один из нижеприведенных предпочтительных признаков.
Предпочтительно предусмотрен этап задания указанной функции коррекции.
Задание указанной функции коррекции предпочтительно включает определение множества известных положений, имеющих известные координаты.
Задание указанной функции коррекции предпочтительно включает перемещение указанной антропоморфной роботизированной руки так, чтобы указанная антропоморфная роботизированная рука последовательно оказывалась в определенных положениях, каждое из которых соответствует соответствующему одному из указанных известных положений.
Задание указанной функции коррекции предпочтительно включает определение достигнутых координат указанной антропоморфной роботизированной руки, когда указанная антропоморфная роботизированная рука находится в каждом из указанных определенных положений.
Задание указанной функции коррекции предпочтительно включает сравнение известных координат каждого из указанных известных положений с достигнутыми координатами, связанными с соответствующим определенным положением.
Задание указанной функции коррекции предпочтительно включает вычисление указанной функции коррекции на основе указанного сравнения.
Сравнение указанных известных координат с указанными достигнутыми координатами предпочтительно включает вычисление разницы между известными координатами каждого из указанных известных положений и достигнутыми координатами, связанными с соответствующим определенным положением.
Перемещение указанной антропоморфной роботизированной руки предпочтительно включает получение команд на перемещение от пользователя.
Указанные команды на перемещение предпочтительно выдают посредством внешнего устройства ручного управления.
Вычисление указанной функции коррекции на основе указанных разниц предпочтительно включает применение операции сглаживания, выполняемой для разниц между достигнутыми координатами и известными координатами, более предпочтительно посредством алгоритма минимизации.
Указанные заданные координаты предпочтительно по меньшей мере частично отличаются от известных координат указанных известных положений.
Одно или более положений указанной антропоморфной роботизированной руки, соответствующих указанным заданным координатам, предпочтительно могут быть достигнуты посредством двух или более разных конфигураций указанной антропоморфной роботизированной руки.
Предпочтительно предусмотрен выбор одной из указанных двух или более разных конфигураций на основе конфигураций указанной антропоморфной роботизированной руки, используемых для перевода указанной антропоморфной роботизированной руки в указанные определенные положения.
Определение указанного множества известных положений предпочтительно включает обеспечение наличия калибровочного устройства.
Определение указанного множества известных положений предпочтительно включает перемещение указанного калибровочного устройства для определения указанных известных положений.
Указанное калибровочное устройство предпочтительно содержит базовую плиту.
Указанное калибровочное устройство предпочтительно содержит опору, установленную на указанной базовой плите с возможностью поворота.
Указанное калибровочное устройство предпочтительно содержит опорный элемент, установленный на указанной опоре с возможностью поступательного перемещения.
Перемещение указанного калибровочного устройства предпочтительно включает поворот указанной опоры относительно указанной базовой плиты.
Перемещение указанного калибровочного устройства предпочтительно включает поступательное перемещение указанного опорного элемента вдоль указанной опоры.
Перемещение указанного калибровочного устройства предпочтительно включает поворот указанной опоры относительно указанной базовой плиты и поступательное перемещение указанного опорного элемента вдоль указанной опоры.
Указанный опорный элемент предпочтительно определяет указанные известные положения.
Указанная функция коррекции предпочтительно не зависит от указанной заданной модели шины.
Указанная функция коррекции предпочтительно представляет собой кусочно-заданную функцию.
Каждый из указанных кусков предпочтительно связан с отличной от других частью указанной рабочей зоны.
Указанная функция коррекции предпочтительно задана по-разному в двух или более из указанных кусков.
Указанная антропоморфная роботизированная рука предпочтительно имеет по меньшей мере пять осей поворота. Более предпочтительно, если указанная антропоморфная роботизированная рука имеет по меньшей мере шесть осей поворота.
Предпочтительно предусмотрено калибровочное устройство для калибровки указанной антропоморфной роботизированной руки.
Указанная опора предпочтительно может быть установлена в множестве первых положений относительно указанной базовой плиты.
Указанный опорный элемент предпочтительно может быть установлен в множестве вторых положений относительно указанной опоры.
Предпочтительно посредством комбинирования указанных первых положений и указанных вторых положений определяют известные положения для калибровки указанной антропоморфной роботизированной руки.
Предпочтительно предусмотрены первые фиксирующие элементы для фиксации указанной опоры относительно указанной базовой плиты с возможностью устранения фиксации.
Предпочтительно предусмотрены вторые фиксирующие элементы для фиксации указанного опорного элемента относительно указанной опоры с возможностью устранения фиксации.
Дополнительные признаки и преимущества станут более очевидными из нижеприведенного подробного описания предпочтительного, но неограничивающего варианта осуществления изобретения. В нижеприведенном описании делается ссылка на приложенные чертежи, которые также представлены в качестве иллюстративного и неограничивающего примера и на которых:
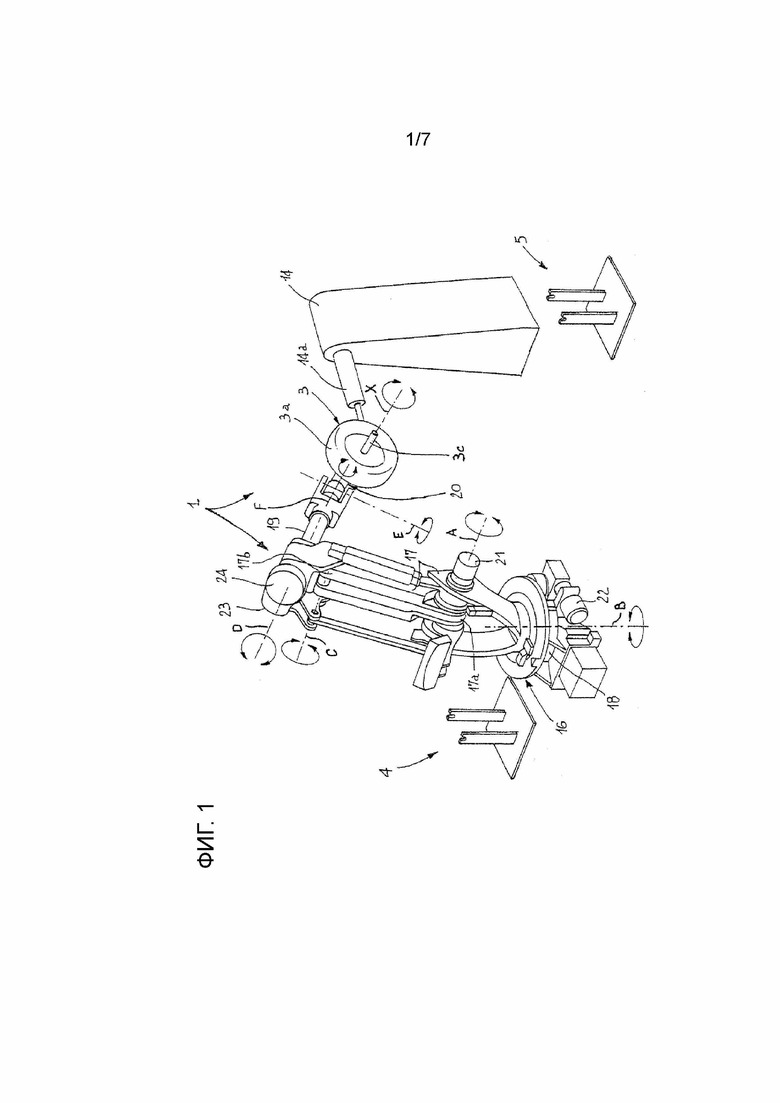
фиг.1 - схематическое изображение рабочей станции, которая содержит антропоморфную роботизированную руку и в которой может быть реализовано изобретение;
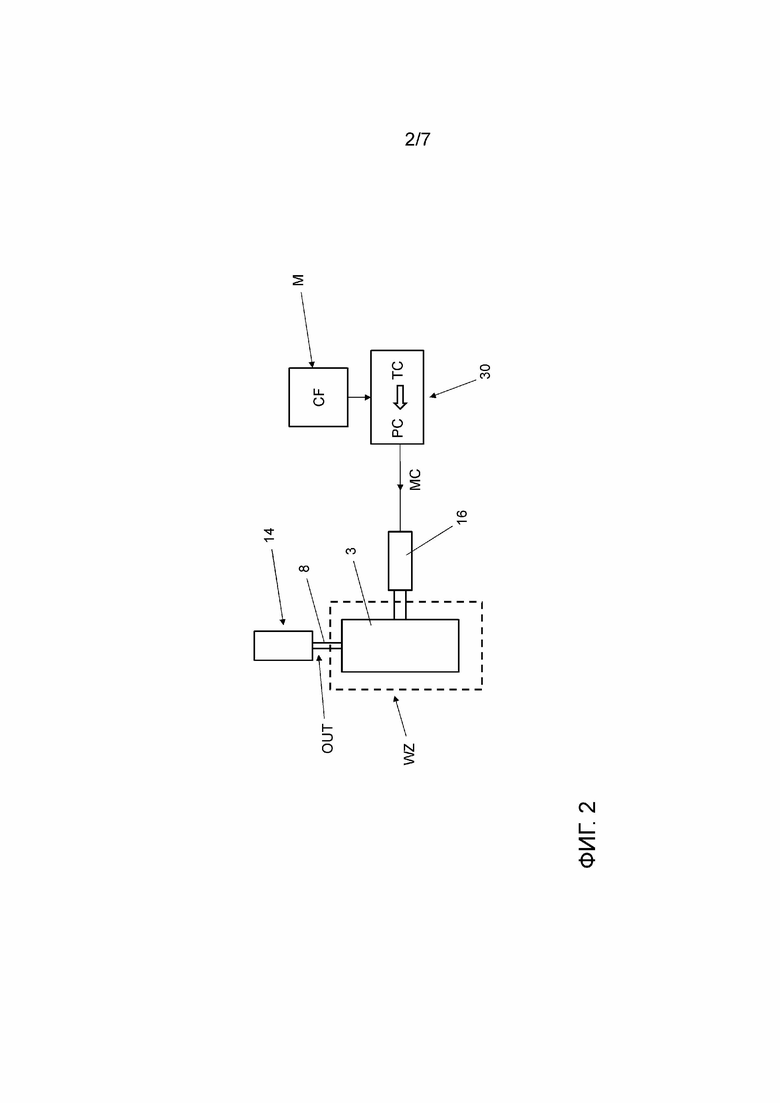
фиг.2 - схематическое изображение одного аспекта настоящего изобретения;
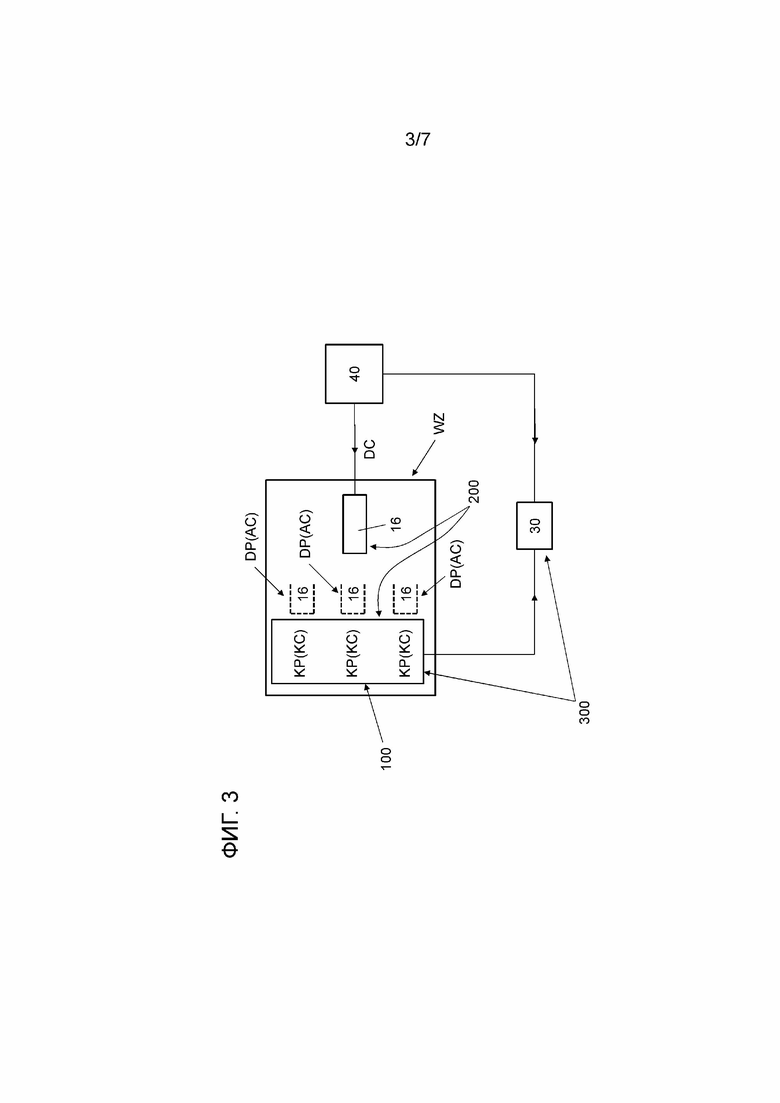
фиг.3 - схематическое изображение некоторых операций, которые могут быть выполнены при реализации изобретения;
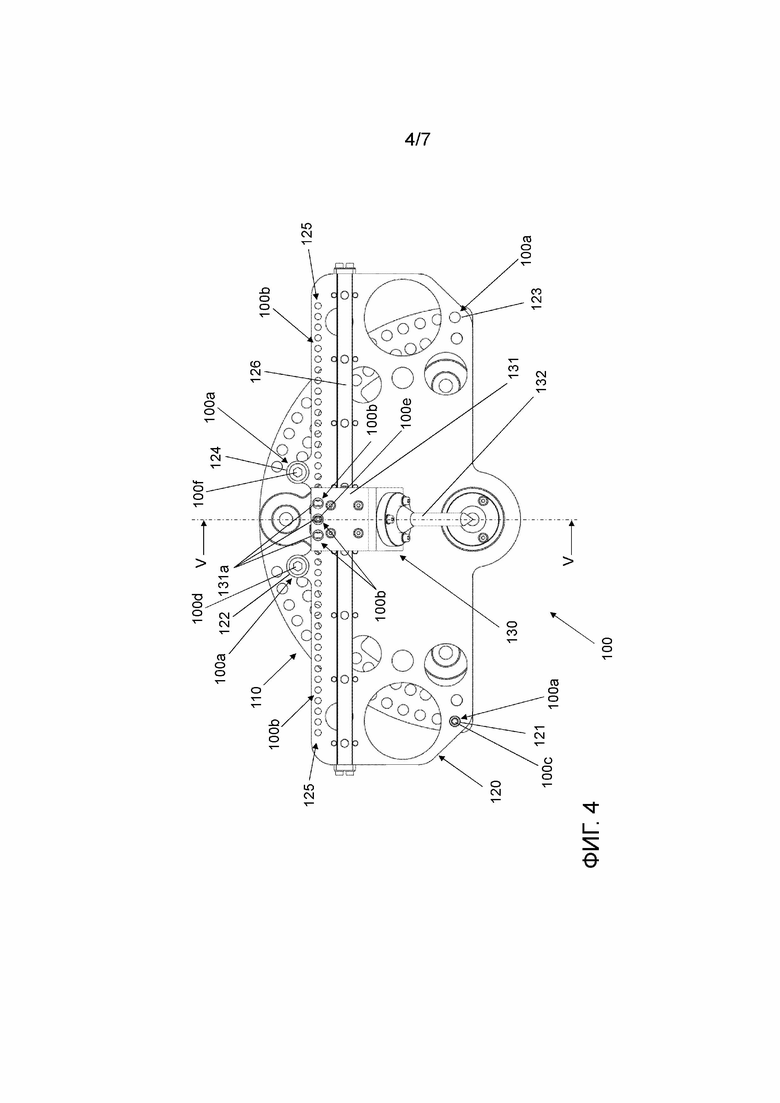
фиг.4 - вид спереди калибровочного устройства, которое может быть использовано при реализации изобретения;
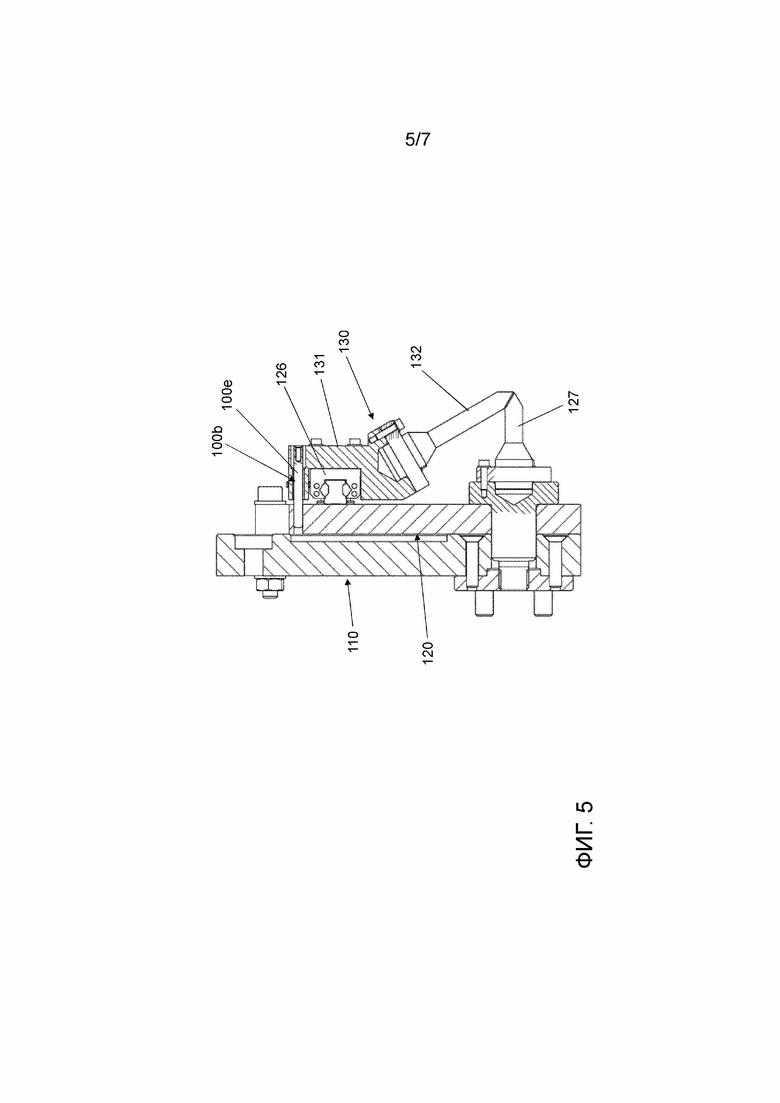
фиг.5 - вид устройства с фиг.4 в разрезе по плоскости, обозначенной линией V-V на фиг.4;
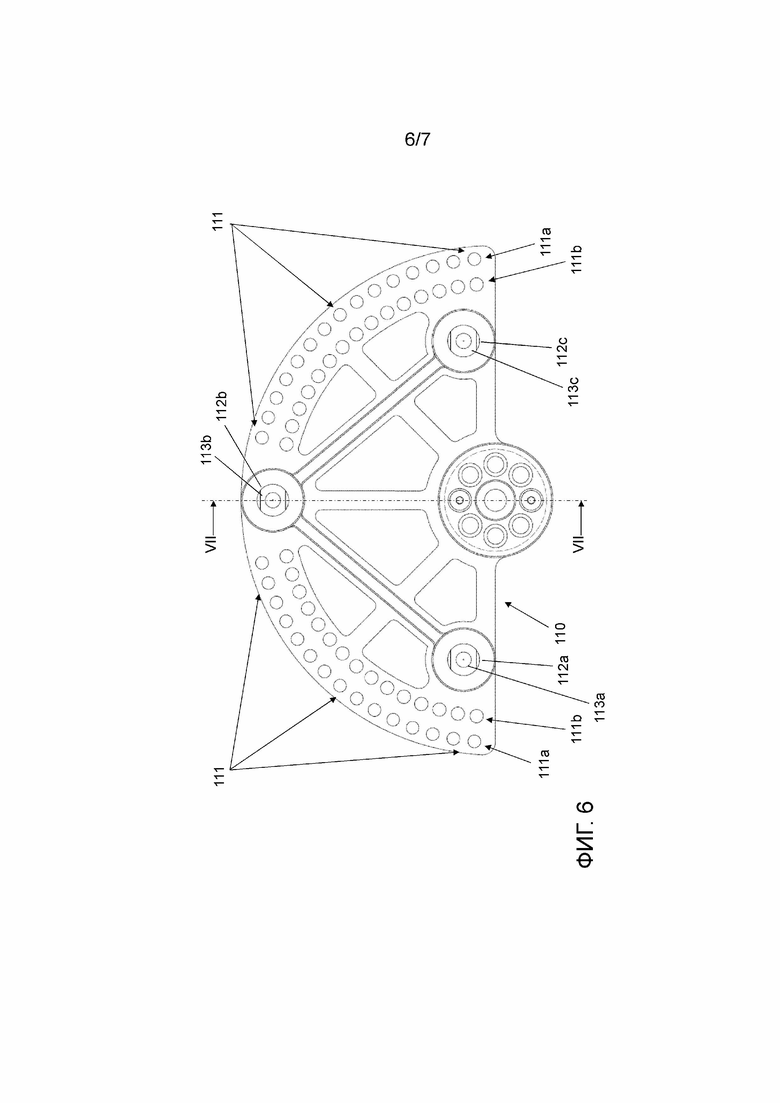
фиг.6 - вид спереди компонента устройства с фиг.4 в заданной рабочей конфигурации;
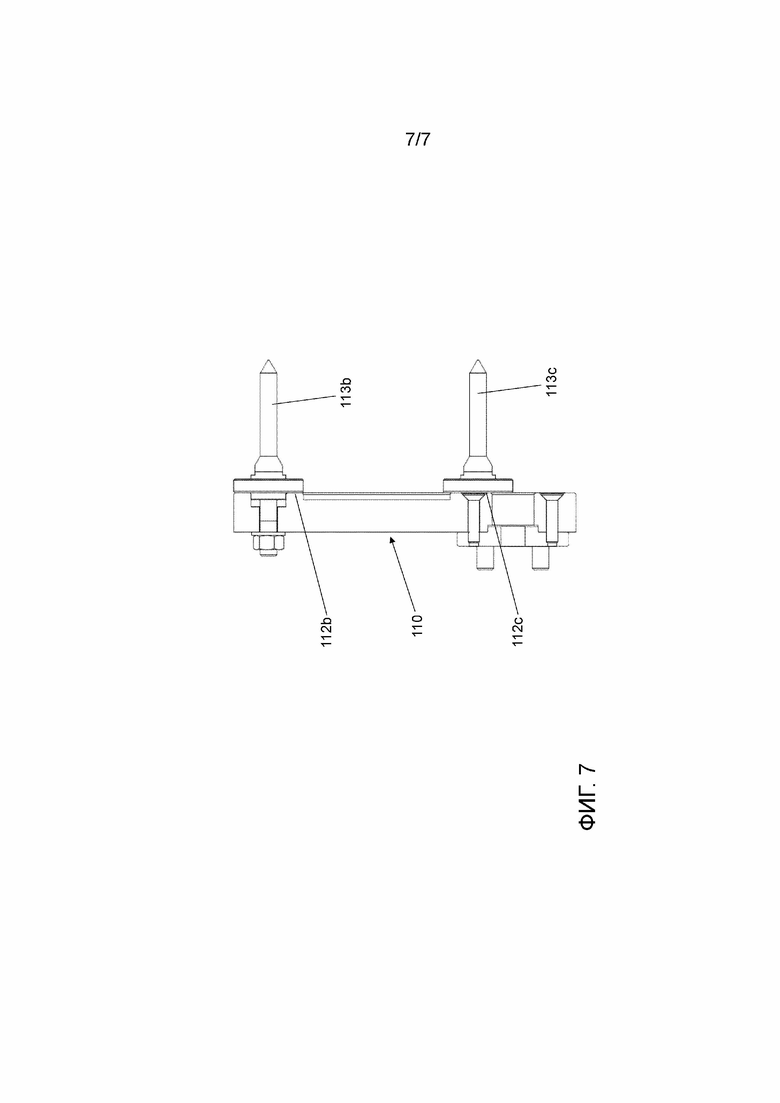
фиг.7 - вид устройства с фиг.6 в разрезе по плоскости, обозначенной линией VII-VII на фиг.6.
На приложенных чертежах ссылочная позиция 1 обозначает в целом рабочую станцию, которая предназначена для наложения элементарных полуфабрикатов для сборки невулканизированных шин и в которой может быть реализовано настоящее изобретение.
Рабочая станция 1 предпочтительно содержит по меньшей мере одно подающее устройство 14 для подачи элементарного полуфабриката 8.
Более конкретно, подающее устройство 14 выполнено с возможностью подачи элементарного полуфабриката 8 посредством соответствующего подающего элемента 14а.
Рядом с выходной зоной OUT, в которой элементарный полуфабрикат 8 выходит из подающего устройства 14, образована рабочая зона WZ (фиг.2).
Рабочая станция 1 также предпочтительно содержит формообразующий барабан 3. Формообразующий барабан 3 предпочтительно имеет по существу цилиндрическую или тороидальную форму.
Формообразующий барабан 3 имеет радиально наружную поверхность 3а, на которую накладывают элементарный полуфабрикат 8 для образования одного или более компонентов невулканизированной шины.
Рабочая станция 1 предпочтительно содержит роботизированную руку, связанную с формообразующим барабаном 3. Указанная роботизированная рука предпочтительно представляет собой антропоморфную роботизированную руку 16. Более предпочтительно, если антропоморфная роботизированная рука 16 имеет по меньшей мере шесть осей поворота.
В качестве примера антропоморфная роботизированная рука 16, показанная на фиг.1, имеет семь осей поворота: «A», «B», «C», «D», «E», «F», «X».
В частности, антропоморфная роботизированная рука 16 содержит первое звено 17, имеющее первый конец 17а, присоединенный к опорной платформе 18 с возможностью поворота относительно первой оси «A» поворота/качания, расположенной горизонтально, и второй оси «B», расположенной вертикально или в любом случае перпендикулярно к первой оси «A» поворота/качания.
Антропоморфная роботизированная рука 16 дополнительно содержит второе звено 19, удерживаемое на втором конце 17b первого звена 17 с возможностью качания/поворота вокруг третьей оси «C», которая предпочтительно параллельна первой оси «A», а также вокруг четвертой оси «D» качания/поворота, которая перпендикулярна к третьей оси «C» и предпочтительно расположена в продольном направлении относительно самого второго звена 19.
Концевая головка 20, выполненная с возможностью контактного взаимодействия с формообразующим барабаном 3 с возможностью отсоединения от него, функционально соединена с концом второго звена 19. С концевой головкой 20 соединен, например, двигатель (непоказанный), который обеспечивает приведение во вращение захватного элемента (также не показанного), выполненного с возможностью контактного взаимодействия с формообразующим барабаном 3 с возможностью отсоединения от него на установочном стержне 3с, выступающем коаксиально на противоположных сторонах формообразующего барабана 3.
Концевая головка 20 может также поворачиваться вокруг пятой оси «E», перпендикулярной к четвертой оси «D» качания/поворота.
В предпочтительном варианте осуществления пятая ось «E» находится в одной плоскости с четвертой осью «D», и концевая головка 20 также может поворачиваться при приведении ее в движение посредством соответствующего двигателя (непоказанного) вокруг шестой оси «F», ориентированной перпендикулярно по отношению к формообразующему барабану 3, а также по отношению к пятой оси «E» качания/поворота.
Управление движениями первого звена 17, второго звена 18 и концевой головки 20 относительно соответствующих осей «A», «B», «C», «D», «E», «F» качания/поворота осуществляется посредством соответствующих двигателей, из которых на фиг.1 видны только те двигатели, обозначенные ссылочными позициями 21, 22, 23, 24, которые обеспечивают перемещения относительно первой, второй, третьей и четвертой осей.
Двигатель для обеспечения перемещений относительно пятой оси «E», не показанный на чертеже, может быть выполнен подобно остальным двигателям любым предпочтительным способом, известным специалистам в данной области техники.
Формообразующий барабан 3 предпочтительно захватывается антропоморфной роботизированной рукой 16 из положения 4 захвата. После этого антропоморфная роботизированная рука 16 переносит формообразующий барабан 3 в положение рядом с подающим устройством 14 для наложения полуфабриката 8. В завершение формообразующий барабан 3 размещают в положении 5 после наложения.
В частности, антропоморфная роботизированная рука 16 выполнена с возможностью перемещения формообразующего барабана 3 в указанной рабочей зоне WZ во время подачи элементарного полуфабриката 8 подающим устройством 14. Таким образом, происходит наложение элементарного полуфабриката 8 на радиально наружную поверхность 3а формообразующего барабана 3 в виде витков, расположенных рядом друг с другом и/или по меньшей мере частично перекрывающих друг друга, для образования данного по меньшей мере одного компонента невулканизированной шины.
Более подробно, во время формирования данного по меньшей мере одного компонента невулканизированной шины формообразующий барабан 3 остается соединенным с антропоморфной роботизированной рукой 16, которая обеспечивает его ориентирование соответствующим образом относительно подающего устройства 14 и его вращение вокруг геометрической оси «X» синхронно с подающим устройством 14 для выполнения наложения элементарного полуфабриката 8.
Возможность перемещения формообразующего барабана 3 относительно шести осей «A», «B», «C», «D», «E», «F» качания/поворота и его вращение вокруг геометрической оси «X» позволяют обеспечить правильное наложение элементарного полуфабриката 8, выходящего из подающего устройства 14.
Рабочая станция 1 предпочтительно содержит управляющее устройство 30 (фиг.2).
Управляющее устройство 30 выполнено с возможностью передачи команд МС на перемещение антропоморфной роботизированной руке 16.
Команды МС на перемещение обеспечивают перемещение формообразующего барабана 3, установленного на концевой головке 20 антропоморфной роботизированной руки 16, в частности, в рабочей зоне WZ во время подачи элементарного полуфабриката 8 подающим устройством 14.
Управляющее устройство 30 может быть выполнено, например, в виде обычного компьютера, запрограммированного соответствующим образом для выполнения операций, описанных в данном документе. Указанные команды МС на перемещение передаются из управляющего устройства 30 антропоморфной роботизированной руке 16, то есть внутренней системе управления в антропоморфной роботизированной руке 16, которая затем преобразует такие команды МС на перемещение в ориентации отдельных траекторий перемещения антропоморфной роботизированной руки 16 относительно соответствующих осей поворота.
Управляющее устройство 30 предпочтительно выполнено с возможностью достижения заданных координат ТС, соответствующих данному по меньшей мере одному компоненту невулканизированной шины, подлежащей сборке.
В частности, заданные координаты ТС относятся к базовой системе координат, составляющей «одно целое» с подающим устройством 14 и его выходной зоной OUT.
На практике заданные координаты ТС представляют собой координаты, в соответствии с которыми должна быть размещена антропоморфная роботизированная рука 16 для наложения элементарного полуфабриката 8 согласно техническим требованиям.
Заданные координаты ТС предпочтительно определяют заранее на стадии проектирования в зависимости от модели шины, которая должна быть изготовлена, конкретного компонента, который должен быть образован, относительных положений антропоморфной роботизированной руки и подающего устройства и т.д.
Например, заданные координаты ТС могут быть получены управляющим устройством 30 посредством их извлечения из соответствующей области памяти (непоказанной) или посредством получения их от другого электронного устройства.
Заданные координаты ТС предпочтительно определяют последовательность положений, в которых антропоморфная роботизированная рука 16 должна находиться во время подачи элементарного полуфабриката 8 подающим устройством 14 для образования указанного по меньшей мере одного компонента невулканизированной шины.
Однако при передаче команд на перемещение, базирующихся на заданных координатах ТС, антропоморфной роботизированной руке 16 заданные перемещения фактически не обеспечиваются вследствие ряда погрешностей/неидеальных условий, обусловленных самóй антропоморфной роботизированной рукой 16.
По этой причине управляющее устройство 30 выполнено с возможностью использования функции CF коррекции для перевода антропоморфной роботизированной руки 16 в действительно заданные положения.
Управляющее устройство 30 предпочтительно выполнено с возможностью извлечения функции CF коррекции из области М памяти.
Область М памяти может быть или встроена в управляющее устройство 30, или соединена с управляющим устройством 30.
Функция CF коррекции связана с антропоморфной роботизированной рукой 16 и с рабочей зоной WZ.
Функция CF коррекции предпочтительно описывает разницу между заданными координатами ТС и координатами (отличающимися от координат ТС из-за вышеуказанных причин) положения, в котором оказалась бы антропоморфная роботизированная рука 16, если бы она получала команды на перемещение, базирующиеся на заданных координатах ТС.
Дополнительные подробности в отношении функции CF коррекции будут приведены в дальнейшем.
Управляющее устройство 30 предпочтительно выполнено с возможностью применения функции CF коррекции для заданных координат ТС, посредством чего получают соответствующие обработанные координаты РС.
Управляющее устройство 30 предпочтительно выполнено с возможностью использования обработанных координат РС для передачи команд МС на перемещение антропоморфной роботизированной руке 16.
На практике обработанные координаты РС представляют собой координаты, которые должны использоваться для управления антропоморфной роботизированной рукой 16 таким образом, чтобы гарантировать то, что последняя действительно будет находиться в заданных положениях.
Если снова обратиться к рассмотрению функции CF коррекции, следует отметить, что она предпочтительно не зависит от модели шины, которая должна быть изготовлена.
Функция CF коррекции предпочтительно не зависит от заданных координат ТС.
В частности, функция CF коррекции не зависит от конкретной траектории, по которой должна следовать антропоморфная роботизированная рука 16, или от перемещения, которое она должна выполнять во время подачи элементарного полуфабриката 8 подающим устройством 14.
Следовательно, функция CF коррекции имеет силу для по существу любого перемещения, которое антропоморфная роботизированная рука 16 может совершать в пределах рабочей зоны WZ.
В одном варианте осуществления функция CF коррекции представляет собой кусочно-заданную функцию. В частности, каждый кусок, на котором задана функция CF коррекции, связан с отличной от других частью указанной рабочей зоны WZ, и функция CF коррекции предпочтительно задана по-разному в каждом куске. Такое решение может быть полезным, например, когда антропоморфная роботизированная рука 16 должна функционировать в большой рабочей зоне WZ с довольно длинным расстоянием от одной части до другой: задание функции CF коррекции по-разному в каждой части обеспечит повышение точности перемещений антропоморфной роботизированной руки 16 в пределах одной и той же рабочей зоны WZ, какой бы большой она ни была.
Предпочтительно предусмотрено задание функции CF коррекции, в частности, посредством управляющего устройства 30.
Задание - то есть вычисление - функции CF коррекции предпочтительно происходит на начальной стадии перед началом использования антропоморфной роботизированной руки 16 для наложения элементарного полуфабриката 8.
Как только функция CF коррекции будет задана/определена, она может быть использована при условии, что антропоморфная роботизированная рука 16 должна функционировать в рабочей зоне WZ. Другими словами, будет отсутствовать необходимость в повторном задании/переопределении функции CF коррекции при каждом изменении модели шины, подлежащей изготовлению, или компонента, который должен быть образован.
Функция CF коррекции предпочтительно может быть изменена, например, всякий раз, когда антропоморфная роботизированная рука, которая неизбежно подвергается износу, будет снова делать неприемлемые ошибки. Указанную операцию изменения функции CF коррекции предпочтительно выполняют посредством меньшего числа точек по сравнению с числом точек, необходимым для ее первого задания.
Функцию CF коррекции предпочтительно задают перед соединением формообразующего барабана 3 с антропоморфной роботизированной рукой 16.
Для задания функции CF коррекции предпочтительно определяют множество известных положений КР, имеющих известные координаты КС.
Известные координаты КС предпочтительно определяют по отношению к указанной базовой системе координат, связанной с выходной зоной OUT подающего устройства 14 (фиг.3).
Для определения таких известных положений КР можно целесообразно использовать калибровочное устройство 100, схематически показанное на фиг.4-7, которое будет описано в дальнейшем более подробно.
На практике известные координаты КС известных положений КР непосредственно измеряют в пространстве посредством средств измерения, обеспечивающих достаточную точность, например, с максимальной погрешностью, которая равна одной трети от погрешности, которая должна рассматриваться как допустимая во время использования антропоморфной роботизированной руки 16 для формирования указанного по меньшей мере одного компонента невулканизированной шины.
При использовании калибровочного устройства 100 или другого устройства, способного механически и геометрически задать/определить известные положения КР, точность известных координат КС гарантируется за счет геометрической точности, с которой устройство было изготовлено.
Каждое известное положение КР определяют на соответствующей операции определения.
Как только известное положение КР будет определено, то есть в конце каждой операции определения, антропоморфную роботизированную руку 16 перемещают так, чтобы она оказалась в определенном положении DP, соответствующем указанному известному положению КР.
Следовательно, антропоморфную роботизированную руку 16 перемещают так, чтобы она последовательно оказывалась в определенных положениях DP, каждое из которых соответствует соответствующему известному положению КР. На фиг.3 антропоморфная роботизированная рука 16 схематически показана посредством пунктирных линий, когда она находится в определенных положениях DP.
Перед тем как антропоморфная роботизированная рука 16 будет совершать данные перемещения, на ее свободном конце предпочтительно устанавливают заостренный элемент или другой подходящий элемент. Затем антропоморфную роботизированную руку 16 перемещают так, чтобы острие указанного заостренного элемента последовательно оказалось в определенных положениях DP, то есть оно будет «касаться» каждого из известных положений КР.
Для выполнения данных перемещений антропоморфная роботизированная рука 16 предпочтительно получает команды DC на перемещение от пользователя. В частности, такие команды DC на перемещение могут быть выданы посредством внешнего устройства 40 ручного управления, например, такого как так называемый «подвесной пульт обучения».
Достигнутые координаты АС антропоморфной роботизированной руки 16 определяют, когда антропоморфная роботизированная рука 16 находится в каждом из определенных положений DP.
На практике это означает определение того, где находится антропоморфная роботизированная рука 16, как «она полагает», в то время как она фактически находится в другом положении, то есть в одном из известных положений КР, имеющих известные координаты КС.
Как только антропоморфная роботизированная рука 16 будет переведена во все из определенных положений DP и все достигнутые координаты АС будут определены, выполняется вычисление разницы между известными координатами КС каждого из известных положений КР и достигнутыми координатами АС, соответствующими соответствующему определенному положению DP. На основе этих разниц затем вычисляется функция CF коррекции.
Таким образом, осуществляется экстраполяция функции CF коррекции исходя из расхождений, определенных в отдельных точках, то есть в указанных известных положениях КР, между известными координатами КС и достигнутыми координатами АС. Следовательно, функция CF коррекции предпочтительно является непрерывной в пределах рабочей зоны WZ.
Когда функция CF коррекции является кусочно-заданной, она предпочтительно является непрерывной в каждом куске. Различные куски могут быть или смежными, или отдельными друг от друга.
Для задания функции CF коррекции можно применять - предпочтительно посредством алгоритма минимизации - операцию сглаживания, выполняемую для разниц между достигнутыми координатами АС и известными координатами КС.
Следует отметить, что известные координаты КС известных положений КР предпочтительно по меньшей мере частично отличаются от заданных координат ТС, которые должны учитываться при работе. Таким образом, функция CF коррекции действует также для точек, отличных от используемых для задания самой функции CF коррекции, согласованно с тем, что функция CF коррекции может быть использована во всей рабочей зоне WZ.
Указанную базовую систему координат предпочтительно задают перед определением указанных известных положений КР в пространстве и перед тем, как антропоморфная роботизированная рука 16 достигнет их.
Для этого по меньшей мере три точки задают в пространстве. Указанные по меньшей мере три точки определяют положение двух осей и одного начала системы координат в плоскости в пространстве, которые определяют трехмерную систему координат (третья ось определяется однозначно как вектор, ортогональный к первым двум осям).
Для обеспечения возможности того, чтобы антропоморфная роботизированная рука 16 «определила положение» указанной базовой системы координат, саму антропоморфную роботизированную руку 16 направляют так, чтобы она «коснулась» каждой из точек, которые определяют базовую систему координат. Эта операция, как описано ранее, может предпочтительно выполняться посредством внешнего устройства 40 ручного управления.
Посредством указанной операции определения положения антропоморфная роботизированная рука 16 определяет свою внутреннюю систему координат, которая является отражением (то есть является виртуальной копией) указанной базовой системы координат.
Достигнутые координаты АС предпочтительно относятся к внутренней системе координат антропоморфной роботизированной руки 16.
Как только базовая система координат будет получена (то есть будет сделана ее виртуальная копия) антропоморфной роботизированной рукой 16, выполняется вышеописанная процедура определения известных положений КР.
Число известных положений КР, которые используются для задания функции CF коррекции, может варьироваться в зависимости от ряда факторов.
Только в качестве примера могут быть учтены 10-30 известных положений КР.
Известные положения КР предпочтительно распределены по всей рабочей зоне WZ, например, в соответствии со схемой расположения, по существу описывающей решетку.
В одном варианте осуществления одно или более положений антропоморфной роботизированной руки 16, соответствующих заданным координатам ТС, могут быть достигнуты посредством двух или более разных конфигураций самóй антропоморфной роботизированной руки 16.
Это обусловлено тем, что, поскольку антропоморфная роботизированная рука 16 теоретически сама может принять различные конфигурации, она, как правило, может достигать заданного, отдельно взятого положения посредством двух или более разных конфигураций.
Следовательно, предпочтительно предусмотрена операция выбора, на которой выбирают одну из указанных двух или более разных конфигураций. Выбор осуществляют на основе конфигураций антропоморфной роботизированной руки 16, используемых для перевода антропоморфной роботизированной руки 16 в определенные положения DP.
Другими словами, во время процедуры задания функции CF коррекции и, в частности, во время установки антропоморфной роботизированной руки 16 в определенных положениях DP может быть осуществлен выбор того, какая конфигурация из двух или более возможных конфигураций должна быть использована, чтобы достичь одного из определенных положений DP. Результат этого выбора сохраняют и затем используют для осуществления аналогичного выбора при работе, то есть при перемещении формообразующего барабана 3 перед подающим устройством 14.
Фиг.4-7 схематически показывают калибровочное устройство 100, которое может быть использовано в пределах объема настоящего изобретения.
В частности, калибровочное устройство 100 перемещают и выполняют таким образом, чтобы определить указанные известные положения КР и предпочтительно точки для задания указанной базовой системы координат.
Калибровочное устройство 100 предпочтительно содержит базовую плиту 110. Как схематически показано на фиг.4-7, базовая плита 110 может иметь по существу полукруглый профиль.
Базовая плита 110 предпочтительно имеет первые отверстия 111.
Указанные первые отверстия 111 предпочтительно расположены в соответствии с первой последовательностью 111а и второй последовательностью 111b.
Первая последовательность 111а и вторая последовательность 111b предпочтительно соответствуют соответствующим дугообразным профилям. Указанные дугообразные профили предпочтительно по существу параллельны друг другу.
Первые отверстия 111 из первой последовательности 111а предпочтительно расположены на одинаковом угловом расстоянии друг от друга.
Первые отверстия 111 из второй последовательности 111b предпочтительно расположены на одинаковом угловом расстоянии друг от друга.
Базовая плита 110 также предпочтительно выполнена с по меньшей мере тремя гнездами 112а, 112b, 112с, каждое из которых выполнено с возможностью приема соответствующей опорной детали 113а, 113b, 113с.
Опорные детали 113а, 113b, 113с предпочтительно могут быть установлены в указанных гнездах 112а, 112b, 112с с возможностью удаления.
В качестве примера опорные детали 113а, 113b, 113с могут быть выполнены в виде заостренных элементов, как схематически показано на фиг.6-7.
Калибровочное устройство 100 дополнительно содержит опору 120.
Опора 120 установлена на базовой плите 110 с возможностью поворота.
Таким образом, опора 120 может принимать множество первых положений относительно базовой плиты 110.
Калибровочное устройство 100 предпочтительно содержит первые средства 100а фиксации для фиксации опоры 120 относительно базовой плиты 110 с возможностью устранения фиксации.
Опора 120 предпочтительно имеет по существу пластинчатую форму с по существу прямоугольным профилем.
Опора 120 предпочтительно шарнирно присоединена к базовой плите 110 в по существу центральной части большей стороны указанного по существу прямоугольного профиля.
Точка, в которой опора 120 шарнирно присоединена к базовой плите 110, предпочтительно определяет центр дугообразных профилей, в соответствии с которыми расположены первая последовательность 111а и вторая последовательность 111b первых отверстий 111.
Опора 120 имеет по меньшей мере одно второе отверстие 121.
Второе отверстие 121 расположено так, что оно будет располагаться напротив первых отверстий 111, когда опора 120 постепенно поворачивается относительно базовой плиты 110 и принимает разные первые положения.
В частности, второе отверстие 121 расположено так, что оно будет располагаться напротив первых отверстий 111 из первой последовательности 111а или первых отверстий 111 из второй последовательности 111b.
Опора 120 предпочтительно имеет по меньшей мере одно третье отверстие 122.
В частности, второе отверстие 121 может быть расположено напротив первых отверстий 111 из первой последовательности 111а, и третье отверстие 122 может быть расположено напротив первых отверстий 111 из второй последовательности 111b.
В варианте осуществления, показанном на фиг.4-5, также имеются четвертое отверстие 123 и пятое отверстие 124, которые аналогичны соответственно второму отверстию 121 и третьему отверстию 122.
Опора 120 предпочтительно также имеет множество шестых отверстий 125.
Шестые отверстия 125 предпочтительно расположены в соответствии с по существу прямолинейным профилем.
Шестые отверстия 125 предпочтительно расположены на одинаковом расстоянии друг от друга.
Для фиксации опоры 120 в одном из указанных первых положений штифт или винт 100с, 100d вставляют через второе отверстие 121 и/или третье отверстие 122 до тех пор, пока он также не войдет в одно из первых отверстий базовой плиты 110.
В предпочтительном варианте осуществления соответствующие винты 100d, 100f вставляют в третье отверстие 122 и/или в пятое отверстие 124 для фиксации опоры 120 от поворота, а также для устранения какого-либо люфта в аксиальном направлении (то есть в направлении, ортогональном к плоскости, в которой проходит базовая плита 110). Удерживание в аксиальном направлении может быть дополнительно усилено посредством закрепляющего элемента, установленного в зоне поворотного/шарнирного соединения между опорой 120 и плитой 110.
Во второе отверстие 121 или четвертое отверстие 123 (которые за исключением ситуации, когда базовая плита 110 и опора 120 расположены так, как показано на фиг.4, используются альтернативно) вставляют штифты, которые способствуют фиксации в радиальном направлении. Фиг.4 показывает в качестве примера штифт 100с, вставленный во второе отверстие 121.
При этом для перемещения опоры 120 в другое из первых положений достаточно удалить штифты и винты, так что опора 120 сможет снова поворачиваться относительно базовой плиты 110.
Таким образом, первые фиксирующие элементы 100а могут содержать первые отверстия 111, второе отверстие 121, третье отверстие 122, четвертое отверстие 124, пятое отверстие 125 и штифты/винты 100с, 100d, 100f, вставляемые в них.
Калибровочное устройство 100 дополнительно содержит опорный элемент 130.
Опорный элемент 130 предпочтительно установлен на опоре 120 с возможностью поступательного перемещения.
Опорный элемент 130 предпочтительно может принимать множество вторых положений относительно опоры 120.
Калибровочное устройство 100 предпочтительно содержит вторые средства 100b фиксации для фиксации опорного элемента 130 относительно опоры 120 с возможностью устранения фиксации.
Более подробно, по существу прямолинейная направляющая 126 закреплена на опоре 120, при этом указанная направляющая предпочтительно проходит вдоль большей стороны прямоугольного профиля опоры 120. Опорный элемент 130 установлен на указанной направляющей 126 с возможностью смещения.
Направляющая 126 предпочтительно по существу параллельна прямолинейному профилю, вдоль которого расположены шестые отверстия 125.
Опорный элемент 130 предпочтительно содержит ползунок 131, удерживаемый относительно указанной направляющей 126, и заостренный элемент 132, выполненный как одно целое с указанным ползунком 131.
Ползунок 131 предпочтительно имеет один или более пазов 131а.
В варианте осуществления, показанном на фиг.4-5, ползунок 131 имеет три паза 131а.
Пазы 131а предпочтительно расположены на одинаковом расстоянии друг от друга.
Расстояние между двумя соседними пазами 131а предпочтительно отличается от расстояния между двумя соседними шестыми отверстиями 125.
Пазы 131а расположены так, что они будут располагаться напротив шестых отверстий 125, когда ползунок постепенно перемещается вдоль направляющей 126 и принимает его вторые положения. Это обеспечивает возможность наличия большего числа возможных вторых положений при определенной длине направляющей 126. Другими словами, это позволяет увеличить «плотность расположения» вторых положений опорного элемента 130 вдоль направляющей 126.
Для фиксации опорного элемента 130 в одном из указанных вторых положений по меньшей мере один штифт или винт 100е вставляют в один из пазов 131а и в шестое отверстие 125, которое расположено напротив него.
Таким образом, вторые фиксирующие элементы 100b могут содержать шестые отверстия 125, пазы 131а и штифты/винты 100е, вставляемые в них.
Калибровочное устройство 100 предпочтительно содержит вспомогательный заостренный элемент 127, который может быть установлен в зоне поворотного/шарнирного соединения между базовой плитой 110 и опорой 120.
Вспомогательный заостренный элемент 127 обеспечивает возможность проверки того, что опорный элемент 130 правильно скользит по направляющей 126 - по меньшей мере в по существу центральной части ее.
Следует отметить, что антропоморфная роботизированная рука 16 и калибровочное устройство 100 представляют собой компоненты калибровочной системы 200 (фиг.3), которая предпочтительно образует один аспект настоящего изобретения.
Также следует отметить, что управляющее устройство 30 предпочтительно в сочетании с калибровочным устройством 100 образует систему 300 управления (фиг.3), которая может образовывать один аспект настоящего изобретения.
При использовании калибровочное устройство 100 может быть закреплено или в выходной зоне OUT, при этом оно будет составлять одно целое с подающим устройством 14, или на свободном конце антропоморфной роботизированной руки 16.
Ниже будет описан способ использования калибровочного устройства 100, в котором последнее закреплено в выходной зоне OUT. Следует отметить, что полностью аналогичные операции могут быть выполнены при закреплении калибровочного устройства 100 на свободном конце антропоморфной роботизированной руки 16.
Калибровочное устройство 100 предпочтительно используют во время начальной стадии для задания указанной базовой системы координат.
Для этого опорные детали 113а, 113b, 113с устанавливают на базовой плите 110.
На антропоморфной роботизированной руке 16 устанавливают концевой элемент, например, такой как заостренный элемент, полностью аналогичный опорным деталям 113а, 113b, 113с.
Затем антропоморфную роботизированную руку 16 перемещают при ручном управлении, например, посредством указанного внешнего устройства 40 ручного управления, так, чтобы она коснулась своим концевым элементом острия каждой из опорных деталей 113а, 113b, 113с.
Таким образом получают базовую систему координат, и после этого опорные детали 113а, 113b, 113с могут быть удалены из базовой плиты 110.
Следует отметить, что, когда опорные детали 113а, 113b, 113с устанавливают на базовой плите 110, опора 120 остается повернутой приблизительно на 180° относительно положения, показанного на фиг.4, чтобы она не мешала установке/снятию самих опорных деталей 113а, 113b, 113с и заданию базовой системы координат.
Для простоты опора 120 не показана на фиг.6-7. Фактически опора 120 имеется, но, как указано выше, она была повернута так, чтобы она не мешала операциям, предусматривающим действия с опорными деталями 113а, 113b, 113с.
После удаления опорных деталей 113а, 113b, 113с опору 120 переводят в положение, которое идентично или аналогично положению, показанному на фиг.4.
Посредством перемещения опоры 120 и опорного элемента 130 из данного положения определяют указанные известные положения КР. Например, такие положения определяют посредством острия заостренного элемента 132 за счет комбинирования первых положений опоры 120 и вторых положений опорного элемента 130.
Перемещение опоры 120 относительно базовой плиты 110 до отдельно взятого первого положения и перемещение опорного элемента 130 относительно опоры 120 до отдельно взятого второго положения представляют собой части соответствующей операции определения, описанной ранее.
Пространственные координаты известных положений КР определяют посредством положения (которое известно), в котором установлено калибровочное устройство 100, и посредством геометрии (которая также известна) самогó калибровочного устройства 100.
Известные положения КР, определенные таким образом, могут быть использованы антропоморфной роботизированной рукой 16 для достижения соответствующих определенных положений DP, описанных ранее, так, чтобы перейти к заданию функции CF коррекции.
После выполнения всех операций определения/измерения, необходимых для калибровки, калибровочное устройство 100 снимают, и на антропоморфной роботизированной руке 16 устанавливают рабочий элемент (так называемый «рабочий орган»), необходимый для обеспечения удерживания формообразующего барабана 3.
Следует отметить, что в представленном описании была сделана конкретная ссылка на рабочую станцию 1 для наложения элементарных полуфабрикатов для сборки невулканизированных шин. Однако метод калибровки (то есть метод получения функции CF коррекции), калибровочное устройство 100 и способ управления антропоморфной роботизированной рукой 16 на основе функции CF коррекции также могут быть использованы в других случаях всякий раз, когда необходимо функционирование антропоморфной роботизированной руки 16 с особой точностью вдоль различных траекторий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭТИКЕТОК НА ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2683737C1 |
| РАСШИРЯЮЩИЙСЯ ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАСНПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2709340C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ И В УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2709152C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2700599C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| СПОСОБ И ЛИНИЯ ДЛЯ КОНТРОЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2729453C2 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ШИН В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ И УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2705443C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2640762C2 |
| СПОСОБ И ЛИНИЯ КОНТРОЛЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2678224C1 |
Группа изобретений относится к способу сборки невулканизированных шин и к рабочей станции для наложения элементарных полуфабрикатов для сборки невулканизированных шин. Способ включает обеспечение наличия формообразующего барабана. Обеспечение наличия по меньшей мере одного подающего устройства, выполненного с возможностью подачи элементарного полуфабриката. Обеспечивают связывание антропоморфной роботизированной руки с формообразующим барабаном. Осуществляют передачу команд на перемещение антропоморфной роботизированной руке для перемещения формообразующего барабана в рабочей зоне. Рабочая зона образована рядом с выходной зоной, в которой элементарный полуфабрикат выходит из подающего устройства. Формообразующий барабан перемещают в рабочей зоне во время подачи элементарного полуфабриката подающим устройством, так что элементарный полуфабрикат накладывается на формообразующий барабан в виде витков, расположенных рядом друг с другом или по меньшей мере частично перекрывающих друг друга, для образования по меньшей мере одного компонента невулканизированной шины заданной модели шины. Передача команд на перемещение антропоморфной роботизированной руке включает определение заданных координат, соответствующих указанному по меньшей мере одному компоненту невулканизированной шины, для антропоморфной роботизированной руки для перемещения формообразующего барабана в рабочей зоне. Передача команд также включает извлечение функции коррекции, связанной с антропоморфной роботизированной рукой и с рабочей зоной, из области памяти. Также включает изменение заданных координат посредством функции коррекции с получением обработанных координат и использование обработанных координат для команд на перемещение. Группа изобретений обеспечивает повышение точности размеров изготавливаемых изделий. 2 н. и 23 з.п. ф-лы, 7 ил.
1. Способ сборки невулканизированных шин, включающий:
обеспечение наличия формообразующего барабана (3);
обеспечение наличия по меньшей мере одного подающего устройства (14), выполненного с возможностью подачи элементарного полуфабриката (8);
связывание антропоморфной роботизированной руки (16) с формообразующим барабаном (3);
передачу команд (МС) на перемещение антропоморфной роботизированной руке (16) для перемещения формообразующего барабана (3) в рабочей зоне (WZ), при этом рабочая зона (WZ) образована рядом с выходной зоной (OUT), в которой элементарный полуфабрикат (8) выходит из подающего устройства (14), причем формообразующий барабан (3) перемещают в рабочей зоне (WZ) во время подачи элементарного полуфабриката (8) подающим устройством (14), так что элементарный полуфабрикат (8) накладывается на формообразующий барабан (3) в виде витков, расположенных рядом друг с другом или по меньшей мере частично перекрывающих друг друга, для образования по меньшей мере одного компонента невулканизированной шины заданной модели шины;
при этом передача команд (МС) на перемещение антропоморфной роботизированной руке (16) включает:
определение заданных координат (ТС), соответствующих указанному по меньшей мере одному компоненту невулканизированной шины, для антропоморфной роботизированной руки (16) для перемещения формообразующего барабана (3) в рабочей зоне (WZ);
извлечение функции (CF) коррекции, связанной с антропоморфной роботизированной рукой (16) и с рабочей зоной (WZ), из области (М) памяти;
изменение заданных координат (ТС) посредством функции (CF) коррекции с получением обработанных координат (РС);
использование обработанных координат (РС) для команд (МС) на перемещение.
2. Способ по п.1, включающий этап задания функции (CF) коррекции.
3. Способ по п.2, в котором задание функции (CF) коррекции включает:
определение множества известных положений (КР), имеющих известные координаты (КС);
перемещение антропоморфной роботизированной руки (16) так, чтобы антропоморфная роботизированная рука (16) последовательно оказывалась в определенных положениях (DP), каждое из которых соответствует соответствующему одному из известных положений (КР);
определение достигнутых координат (АС) антропоморфной роботизированной руки (16), когда антропоморфная роботизированная рука (16) находится в каждом из определенных положений (DP);
сравнение известных координат (КС) каждого из известных положений (КР) с достигнутыми координатами (АС), связанными с соответствующим определенным положением (DP);
вычисление функции (CF) коррекции на основе указанного сравнения.
4. Способ по п.3, в котором сравнение известных координат (КС) с достигнутыми координатами (АС) включает вычисление разницы между известными координатами (КС) каждого из известных положений (КР) и достигнутыми координатами (АС), связанными с соответствующим определенным положением (DP).
5. Способ по п.3 или 4, в котором перемещение антропоморфной роботизированной руки (16) включает получение команд (DC) на перемещение от пользователя.
6. Способ по п.5, в котором команды (DC) на перемещение выдают посредством внешнего устройства (40) ручного управления.
7. Способ по любому из пп.3-6, в котором вычисление функции (СF) коррекции на основе указанных разниц включает применение операции сглаживания, выполняемой для разниц между достигнутыми координатами (АС) и известными координатами (КС).
8. Способ по любому из пп.3-7, в котором заданные координаты (ТС) по меньшей мере частично отличаются от известных координат (КС) известных положений (КР).
9. Способ по любому из пп.3-8, в котором одно или более положений антропоморфной роботизированной руки (16), соответствующих заданным координатам (ТС), могут быть достигнуты посредством двух или более разных конфигураций антропоморфной роботизированной руки (16).
10. Способ по п.9, включающий выбор одной из указанных двух или более разных конфигураций на основе конфигураций антропоморфной роботизированной руки (16), используемых для перевода антропоморфной роботизированной руки (16) в определенные положения (DP).
11. Способ по любому из пп.3-10, в котором определение множества известных положений (КР) включает:
обеспечение наличия калибровочного устройства (100);
перемещение калибровочного устройства (100) для определения известных положений (КР).
12. Способ по п.11, в котором калибровочное устройство (100) содержит:
базовую плиту (110);
опору (120), установленную на базовой плите (110) с возможностью поворота;
опорный элемент (130), установленный на опоре (120) с возможностью поступательного перемещения.
13. Способ по п.12, в котором перемещение калибровочного устройства (100) включает поворот опоры (120) относительно базовой плиты (110) и/или поступательное перемещение опорного элемента (130) вдоль опоры (120), при этом опорный элемент (130) определяет указанные известные положения (КР).
14. Способ по любому из предшествующих пунктов, в котором функция (CF) коррекции является независимой от заданной модели шины.
15. Способ по любому из предшествующих пунктов, в котором функция (CF) коррекции представляет собой кусочно-заданную функцию, при этом каждый кусок связан с отличной от других частью рабочей зоны, причем функция (CF) коррекции задана по-разному в двух или более из указанных кусков.
16. Способ по любому из предшествующих пунктов, в котором антропоморфная роботизированная рука (16) имеет по меньшей мере шесть осей поворота.
17. Рабочая станция для наложения элементарных полуфабрикатов для сборки невулканизированных шин, содержащая:
по меньшей мере одно подающее устройство (14) для подачи элементарного полуфабриката (8);
формообразующий барабан (3);
антропоморфную роботизированную руку (16), связанную с формообразующим барабаном (3);
управляющее устройство (30), выполненное с возможностью передачи команд (МС) на перемещение антропоморфной роботизированной руке (16) для перемещения формообразующего барабана (3) в рабочей зоне (WZ), причем рабочая зона (WZ) образована рядом с выходной зоной (OUT), в которой элементарный полуфабрикат (8) выходит из подающего устройства (14), при этом формообразующий барабан (3) перемещается в рабочей зоне (WZ) во время подачи элементарного полуфабриката (8) подающим устройством (14), так что элементарный полуфабрикат (8) накладывается на формообразующий барабан (3) в виде витков, расположенных рядом друг с другом или по меньшей мере частично перекрывающих друг друга, для образования по меньшей мере одного компонента невулканизированной шины заданной модели шины,
причем управляющее устройство (30) также выполнено с возможностью осуществления следующих операций:
определения заданных координат (ТС), соответствующих указанному по меньшей мере одному компоненту невулканизированной шины, для антропоморфной роботизированной руки (16) для перемещения формообразующего барабана (3) в рабочей зоне (WZ);
извлечения функции (CF) коррекции, связанной с антропоморфной роботизированной рукой (16) и с рабочей зоной (WZ), из области (М) памяти;
изменения заданных координат (ТС) посредством функции (CF) коррекции с получением обработанных координат (РС);
использования обработанных координат (РС) для передачи команд (МС) на перемещение.
18. Рабочая станция по п.17, в которой антропоморфная роботизированная рука (16) имеет по меньшей мере шесть осей поворота.
19. Рабочая станция по п.17 или 18, в которой функция (CF) коррекции является независимой от заданной модели шины.
20. Рабочая станция по любому из пп.17-19, дополнительно содержащая калибровочное устройство (100) для калибровки антропоморфной роботизированной руки (16).
21. Рабочая станция по п.20, в которой калибровочное устройство (100) содержит:
базовую плиту (110);
опору (120), установленную на базовой плите (110) с возможностью поворота;
опорный элемент (130), установленный на опоре (120) с возможностью поступательного перемещения.
22. Рабочая станция по п.21, в которой опора (120) может быть установлена во множестве первых положений относительно базовой плиты (110), а опорный элемент (130) может быть установлен во множестве вторых положений относительно опоры (120).
23. Рабочая станция по п.22, в которой посредством комбинирования первых положений и вторых положений определяются известные положения для калибровки антропоморфной роботизированной руки (16).
24. Рабочая станция по п.22 или 23, в которой калибровочное устройство (100) содержит первые фиксирующие элементы (100а) для фиксации опоры (120) относительно базовой плиты (110) с возможностью устранения фиксации.
25. Рабочая станция по любому из пп.22-24, в которой калибровочное устройство (100) содержит вторые фиксирующие элементы (100b) для фиксации опорного элемента (130) относительно опоры (120) с возможностью устранения фиксации.
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ ПРИ РАБОТЕ НЕПРЕРЫВНЫМ ПОТОКОМ | 1933 |
|
SU35666A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2535714C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2002 |
|
RU2324594C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ МАНИПУЛИРОВАНИЕМ КОЛЬЦЕВЫМИ УДЕРЖИВАЮЩИМИ КОНСТРУКТИВНЫМИ ЭЛЕМЕНТАМИ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2635139C2 |
| DE 202013101050 U1, 05.08.2014. | |||

