Область техники, к которой относится изобретение
Настоящее изобретение относится к фитинговому элементу для использования при восстановлении трубопроводов с помощью вкладыша. Изобретение также относится к способу изготовления фитингового элемента. В другом аспекте изобретение относится к способу восстановления трубопровода с помощью трубчатого вкладыша из армирующих волокон и отверждаемой полимерной композиции, а также к сборке фитингового элемента и вкладыша для восстановления трубопровода.
Известный уровень техники
Покрытие трубопроводов изнутри на месте вкладышем, содержащим армирующие волокна и отверждаемую полимерную композицию, все чаще используется для восстановления поврежденных трубопроводов. Типичный способ предусматривает предоставление пропитанной полимерной композицией трубки, изготовленной из полиэстера, стеклоткани или ряда других материалов, подходящих для пропитки композицией, выворачивание трубки и/или втягивание ее в поврежденную трубу. Вкладыш может выворачиваться наизнанку, например, используя давление воды или воздуха. Горячая вода, ультрафиолетовое излучение, отверждение при температуре окружающей среды или пар, например, могут затем использоваться в качестве средства отверждения полимера и превращения вкладыша в твердое тело с намерением формирования относительно плотно прилегающей, предпочтительно бесшовной и устойчивой к коррозии ремонтной трубы, также называемой CIPP (отвержденная на месте труба).
CIPP-вкладыши могут вставляться в поврежденную трубу через точку доступа выше по потоку, например, через люк или другую врезку. В такой точке доступа вкладыш должен соединяться, например, с другим вкладышем, с существующей трубой (сегментом трубы), клапаном или насосом.
Чтобы соединить вкладыш с другим вкладышем другой трубы (сегмента трубы), вкладыш должен снабжаться фитинговым элементом. Обычно это делается путем приваривания стальных фланцев к свободному концу поврежденной основной трубы и соединения вкладыша с упомянутым стальным фланцем. Однако эта процедура занимает много времени и должна выполняться специалистом, чтобы обеспечить надежное соединение между вкладышем, фланцем и трубой.
В документе WO 2016133393 A1 раскрыт фитинговый элемент для использования при восстановлении трубопроводов с помощью вкладыша. Первая часть фитингового элемента содержит армирующие волокна и практически полностью отвержденную полимерную композицию, тогда как вторая часть фитингового элемента содержит армирующие волокна и частично отвержденную полимерную композицию или полимерную композицию в стадии B. Вторая часть используется в качестве связующей поверхности, но не может принимать какую-либо отверждаемую полимерную композицию, источником которой не является фитинговый элемент. Кроме того, первая и вторая части конструктивно не связаны в направлении толщины фитингового элемента посредством армирующих волокон, продолжающихся в упомянутом направлении толщины. Поэтому фитинговый элемент склонен к отслаиванию.
В документе US 20140119813 Al описан способ экспонирования части армирующих волокон в предварительно пропитанном слоистом пластике (препреге). В этом способе для вытеснения полимера в подвергаемой воздействию части используется гель. После отверждения гель удаляется, оставляя часть с открытыми волокнами. Открытая часть используется в качестве прилипающей поверхности при контакте открытых частей двух слоистых материалов и введении клея между упомянутыми частями. Прочность, полученного таким образом соединения ограничена прочностью клея. Известный способ, кроме того, требует использования геля, который необходимо позже удалять. Следовательно, открытые волокна не являются первично "сухими" волокнами, как они были изготовлены, но могут содержать оставшиеся частицы геля и/или препрегового полимера. Геля также может воздействовать на поверхностные покрытия армирующих волокон, такие как клеи и связующие, что может снижать прочность соединения.
Было бы желательно обеспечить более эффективный и надежный способ соединения вкладыша с другим вкладышем или с фитинговым элементом в процессе восстановления трубы мгновенно и на длительную перспективу срока службы восстановленной трубы, чтобы при этом соединение сглаживало или даже устраняло недостатки известных из уровня техники способов.
Раскрытие сущности изобретения
В первом аспекте изобретения предлагается фитинговый элемент для вкладыша в соответствии с пунктом 1 формулы изобретения. Фитинговый элемент представляет собой композитное изделие из армирующих волокон и полимерной композиции, причем первая часть фитингового элемента содержит армирующие волокна и практически полностью отвержденную полимерную композицию, а вторая часть фитингового элемента содержит сухие армирующие волокна, которые могут принимать отверждаемую полимерную композицию, источником которой при необходимости является вкладыш, для формирования функционального соединения между фитинговым элементом и по меньшей мере частью вкладыша, и в котором интерфейсный слой фитингового элемента конструктивно соединяет первую и вторую части.
Предлагаемый в настоящем изобретении фитинговый элемент может отверждаться на месте (in situ) и может образовать соединение с пропитанным вкладышем, когда последний отвержден. Действительно, фитинговый элемент имеет по меньшей мере две части: первую твердую (отвержденную) часть, которая придает фитинговому элементу форму, и вторую часть, предусмотренную, например, на внутренней поверхности фитингового элемента, которая облегчает конструктивное соединение с вкладышем. После отверждения вкладыша, предпочтительно на месте, совместно с фитинговым элементом, между ними обеспечивается прочное соединение. Это приводит к получению вкладыша, снабженного интегрированным фитинговым элементом. Таким образом достигается хорошее сцепление между фитинговым элементом и вкладышем. Это важно, так как вкладыши, обычно используемые для восстановления труб, имеют тенденцию к усадке после отверждения, и это может приводить к отслоению компонентов (трубы, фитингового элемента, вкладыша).
Предлагаемый в настоящем изобретении фитинговый элемент имеет собой вторую часть, в которой армирующие волокна являются сухими. Свойства армирующих волокон предпочтительно являются "такими, как они изготовлены", включая любые средства обработки и адгезии, наносимые производителем волокон на волокна.
Во втором аспекте изобретения предлагается способ восстановления трубопровода с помощью трубчатого вкладыша из армирующих волокон и отверждаемой полимерной композиции, при этом способ предусматривает приведение предлагаемого в настоящем изобретении фитингового элемента в соосное положение с концом трубопровода, размещение части вкладыша под давлением по меньшей мере напротив второй части фитингового элемента, и отверждение отверждаемой полимерной композиции вкладыша, при этом отверждаемая полимерная композиция вкладыша принимается сухими армирующими волокнами второй части фитингового элемента, чтобы сформировать функциональное соединение между фитинговым элементом и частью вкладыша, и/или отверждаемая полимерная композиция наносится на вторую часть и совместно отверждается для образования функционального соединения.
В третьем аспекте изобретения предлагается сборка фитингового элемента и вкладыша, предназначенная для восстановления трубопровода, причем вторая часть фитингового элемента и краевая часть вкладыша перекрываются в зоне соединения и практически полностью отверждены для формирования функционального соединения.
Не будучи ограниченными формой, подходящие примеры предлагаемого в настоящем изобретении фитингового элемента включают в себя муфту, фланец, колено, Т-образное звено и тому подобное. В одном из вариантов осуществления изобретения предлагается фитинговый элемент, содержащий фланец для соединения с другим компонентом системы трубопроводов.
В одном из вариантов осуществления изобретения предлагается фитинговый элемент, в котором армирующие волокна первой части отличаются от армирующих волокон второй части по используемому материалу и/или по форме используемого материала.
Термореактивные композитные изделия обычно приклеиваются к другим изделиям с помощью клеевого соединения или механических соединений, таких как болтовые соединения, оба из которых имеют недостатки. Клеевое соединение является дорогостоящим, иногда опасным для окружающей среды, а качество получаемого соединения обычно чувствительно к изменениям параметров процесса. Качество клеевого соединения действительно зависит от свойств поверхности и мастерства исполнителя, что делает его довольно ненадежным способом соединения составных изделий, таких как вкладыш и фитинговый элемент. Используется дополнительный материал, а обработка поверхности обычно занимает много времени и зависит от обстоятельств. Болтовое соединение, с другой стороны, требует проделывания отверстий в соединяемых изделиях, что приводит к концентрации напряжений и, возможно, к их преждевременному разрушению. Предлагаемый в настоящем изобретении фитинговый элемент является легко транспортируемым и, тем не менее, обеспечивает связующую поверхность, которая может на месте соединяться с (связующей поверхностью) вкладышем для получения функциональной сборки.
Подразумевается, что функциональное соединение между фитинговым элементом и вкладышем представляет собой соединение, которое позволяет сборке элемента и вкладыша быть полезной по меньшей мере для выполнения одной из основных функций, для которых предназначена или используется сборка. Два типичных функциональных соединения – это силовые соединения и уплотняющее соединение, герметичное для текучей среды или газа.
Подразумевается, что силовое соединение между фитинговым элементом и вкладышем представляет собой соединение, которое вносит вклад в несущую способность сборки и способно передавать функциональные нагрузки между фитинговым элементом и вкладышем. Функциональные нагрузки могут быть, но не ограничиваются этим, расчетными нагрузками, первичными нагрузками и другими ожидаемыми нагрузками, которые необходимо передать для обеспечения конструктивной целостности сборки.
В другом варианте осуществления изобретения предлагается фитинговый элемент, в котором форма материала армирующих волокон второй части представляет собой поверхность, и эти волокна проходят в направлении, которое выходит за пределы этой поверхности. Плоские формы материала армирующих волокон, определяющие указанную поверхность, включают в себя, но не ограничиваются ими, параллельно ориентированные однонаправленные структуры, тканые структуры, имеющие два или более направления волокон, случайным образом ориентированные волоконные маты и/или войлок, причем последний является предпочтительным.
Интерфейсный слой в предлагаемом в изобретении фитинговом элементе может создаваться любым мыслимым способом, который по меньшей мере частично зависит от поясняемого ниже способа изготовления фитингового элемента. Один из вариантов осуществления предлагаемого в настоящем изобретении фитингового элемента отличается тем, что интерфейсный слой содержит армирующие волокна первой части. В другом варианте осуществления интерфейсный слой содержит армирующие волокна второй части. Еще один полезный вариант осуществления относится к фитинговому элементу, у которого интерфейсный слой содержит клей. В этом варианте осуществления вторая часть может быть связана с первой частью с помощью клея.
В особенно предпочтительном варианте осуществления предлагается фитинговый элемент, в котором интерфейсный слой содержит армирующие волокна второй части и полимерную композицию, источником которой является первая часть. Для такого фитингового элемента характерна особая прочность и долговечность интерфейса. Клей может использоваться в качестве альтернативы полимеру первой части или добавляться к полимеру первой части.
В другом варианте осуществления изобретения предлагается фитинговый элемент, имеющий третью часть, причем третья часть содержит частично отвержденную термореактивную полимерную композицию, так что она содержит реакционноспособные фрагменты. Термореактивная полимерная композиция первой части фитингового элемента практически полностью отверждена, что обеспечивает фитинговому элементу твердую первую часть, обладающую желаемыми механическими свойствами, и легко обрабатывается, транспортируется и тому подобное. Фитинговый элемент, благодаря наличию третьей части, может присоединяться к другим изделиям, таким как вкладыш, когда это необходимо. Поскольку термореактивная полимерная композиция третьей части отверждена только частично и, следовательно, содержит реакционноспособные фрагменты, она может связываться с другой частью или вкладышем для создания функционального соединения между соответствующими реакционноспособными фрагментами. Такое соединение может быть более прочным, чем обеспечиваемое вторичной связью, такой как связь между отвержденным термореактивным композитным изделием и клеевым слоем, нанесенным на его поверхность.
Согласно изобретению, первая термореактивная полимерная композиция практически полностью отверждена. По существу, полностью отвержденная первая термореактивная полимерная композиция может быть получена в соответствии с циклом отверждения, рекомендованным поставщиком первой термореактивной полимерной композиции, или в соответствии с циклом отверждения, который дает аналогичный результат. Может использоваться постотверждение.
Под термином "существенно" или "по существу" в контексте настоящей заявки подразумевается по меньшей мере 70% указанного свойства, более предпочтительно по меньшей мере 80%, еще более предпочтительно по меньшей мере, 90% и наиболее предпочтительно по меньшей мере 95% указанного свойства.
Согласно одному из вариантов осуществления изобретения термореактивная полимерная композиция третьей части отверждается частично, так что она все еще содержит реакционноспособные фрагменты. Частичное отверждение определяется как любая степень отверждения, отличная от нуля и от полностью отвержденного состояния. Степень отверждения термореактивной полимерной композиции может быть установлена в соответствии с хорошо известными стандартными практиками. Подходящая и широко используемая технология заключается в измерении (изменения в) энтальпии с использованием дифференциальной сканирующей калориметрии (ДСК). Степень или полнота отверждения определяется как произошедшее изменение энтальпии по сравнению с общим изменением энтальпии полной реакции (по существу, полного отверждения или степени отверждения 100%). Общее изменение энтальпии, вовлеченной в завершение реакции отверждения, определяется с использованием наклона медленной составляющей температуры от низкой температуры до температуры, близкой к началу термического разложения. Чтобы определить степень отверждения термореактивной полимерной композиции третьей части, потребуется отобрать образец такого полимера из второй части и определить остаточное изменение энтальпии с использованием наклона медленного изменения температуры от низкой температуры до температуры, близкой к началу термического разложения термореактивного полимера. Затем из отношения полного изменения энтальпии минус остаточное изменение энтальпии к общему изменению энтальпии полимера определяют степень отверждения. Хотя ДСК является предпочтительным способом при определении степени отверждения и, следовательно, состояния частичного отверждения термореактивной полимерной композиции, могут использоваться также другие способы, такие, например, как динамический механический анализ (ДМА).
В одном из вариантов осуществления изобретения предлагается фитинговый элемент, в котором термореактивная полимерная композиция третьей части представляет собой композицию на стадии B. Используемый здесь термин "стадия В" означает, что произошло частичное отверждение (частичное сшивание) термореактивной полимерной композиции. "Стадия B" термореактивной полимерной композиции хорошо известна специалисту в данной области техники и является промежуточной стадией в реакции определенных термореактивных полимеров, в которой материал размягчается при нагревании и набухает при контакте с определенными жидкостями, но не может полностью расплавиться или раствориться. На стадии B термореактивный полимер может иметь липкую поверхность, но это не является обязательным. Третьи части предлагаемого в настоящем изобретении фитингового элемента могут соединяться и нагреваться для дальнейшего отверждения термореактивной полимерной композиции в третьих частях и создания первичной связи между упомянутой третьей частью и другой частью, такой как первая и/или вторая часть.
Настоящий вариант осуществления предлагаемого в изобретении фитингового элемента содержит первую по существу полностью отвержденную часть и третью часть, которая содержит частично отвержденную термореактивную смолу. При изготовлении такого варианта осуществления необходимо соблюдать осторожность, чтобы избежать преждевременного отверждения термореактивной полимерной композиции третьей части при отверждении первой термореактивной полимерной композиции. Один из способов достижения этой цели предлагается в одном из вариантов осуществления фитингового элемента, в котором термореактивная полимерная композиция третьей части имеет температуру отверждения, и в которой реакционная способность термореактивной полимерной композиции первой части выше, чем реакционная способность термореактивной полимерной композиции третьей части при температуре ниже, чем температура отверждения термореактивной полимерной композиции третьей части.
Третья часть варианта осуществления представляет собой связующую поверхность, сохраняющую свои свойства в течение некоторого периода времени. Временной интервал, в течение которого обеспечивается сохранение свойств связующей поверхности, зависит от ряда параметров, таких как температура, при которой хранится фитинговый элемент. Чтобы задержать отверждение термореактивной полимерной композиции третьей части, фитинговый элемент может храниться при температурах, более низких, чем температура, при которой инициируется реакция отверждения. Такая температура хранения может быть ниже 0°С.
В одном из полезных вариантов осуществления фитингового элемента термореактивная полимерная композиция третьей части стабильна при температуре -10°С. В таком варианте осуществления полимер, по существу, не будет отверждаться (изменять свою степень отверждения) при температуре -10°С в течение по меньшей мере одного дня, более предпочтительно в течение по меньшей мере одной недели, еще более предпочтительно в течение по меньшей мере одного месяца, еще более предпочтительно в течение по меньшей мере трех месяцев, и наиболее предпочтительно по меньшей мере в течение шести месяцев.
В других полезных вариантах осуществления термореактивная полимерная композиция третьей части является стабильной при температуре -5°С, более предпочтительно при температуре 0°С, еще более предпочтительно при температуре 5°С, еще более предпочтительно при температура 10°С, еще более предпочтительно при температуре 15°С и наиболее предпочтительно при комнатной температуре. Под комнатной температурой подразумевается температура от 15 до 40°C.
В одном из вариантов осуществления предлагаемого в настоящем изобретении фитингового элемента термореактивной полимерной композиции первой и третьей частей имеют различную степень отверждения. Такое различие может быть создано первой и третьей полимерными композициями, которые содержат одинаковые компоненты (например, мономеры и отвердители), но которые были отверждены в разной степени. В другом варианте осуществления изобретения предлагается фитинговый элемент, в котором мономерная композиция первой термореактивной полимерной композиции отличается от мономерной композиции третьей термореактивной полимерной композиции. Различные составляющие обеих полимерных композиций позволяют осуществлять непосредственную настройку реакционной способности и степени отверждения в изделии. Такие варианты осуществления могут обеспечить фитинговый элемент, в котором реакционная способность и/или мономерная композиция первой части отличаются от реакционной способности и/или мономерной композиции третьей части.
В одном из полезных вариантов осуществления предлагается фитинговый элемент, в котором третья часть содержит интерфейсный слой.
Объемный процент первой и второй частей фитингового элемента относительно общего объема фитингового элемента может выбираться в широком диапазоне. Например, возможно, что вторая часть фитингового элемента составляет до 90% объема фитингового элемента. В предпочтительном варианте осуществления составного фитингового элемента вторая часть фитингового элемента составляет не более 60% объема фитингового элемента, более предпочтительно не более 50% объема фитингового элемента, еще более предпочтительно не более 40% объема фитингового элемента, еще более предпочтительно не более 30% объема фитингового элемента, еще более предпочтительно не более 20% объема фитингового элемента и наиболее предпочтительно не более 10% объема фитингового элемента. Первая часть фитингового элемента в таком случае предпочтительно занимает оставшийся объем. В других вариантах осуществления вторая часть фитингового элемента составляет по меньшей мере 5% объема фитингового элемента и более предпочтительно по меньшей мере 10% объема фитингового элемента.
В одном из вариантов осуществления предлагаемого в настоящем изобретении составного фитингового элемента первая часть является непрерывной по всему элементу и обеспечивает стабильность размеров элемента и несет на себе вторую часть или части. Под непрерывной первой частью подразумевается первая часть, которая непрерывно продолжается через весь элемент. Такая первая часть может, однако, локально содержать отверстия и т.д., при условии, что может быть найдена линия, непрерывно проходящая по первой части от одного конца элемента до противоположного конца элемента.
Отвержденная первая часть фитингового элемента в этом варианте осуществления обеспечивает стабильность формы элемента, так что он может транспортироваться и обрабатываться даже с сухой второй частью (частями) или дополнительной частично отвержденной третьей частью. После первого цикла отверждения (или этапа производства) форма элемента (по существу) определена и не требует дополнительных опорных конструкций для обработки. В дополнение к этому, оснастка для последующего цикла отверждения, такого как отверждение вкладыша на фитинговом элементе или отверждение необязательной третьей части, может быть упрощена или даже опущена благодаря стабильности формы первой части элемента.
В одном из особенно полезных вариантов осуществления предлагается фитинговый элемент, представляющий собой окружное тело, внешняя окружная оболочка которого образует первую часть, а внутренняя окружная оболочка образует вторую часть или наоборот. В таком варианте осуществления изобретения предлагается составной элемент, имеющий некую толщину, причем вторая часть продолжается через часть упомянутой толщины. Этот вариант осуществления обеспечивает липкую поверхность на одной стороне элемента и твердую, по существу, полностью отвержденную поверхность на противоположной стороне элемента.
Другой вариант осуществления относится к фитинговому элементу, в котором круговая оболочка, расположенная между внешней и внутренней круговыми оболочками, образует третью часть.
Хотя любая из окружных оболочек фитингового элемента может продолжаться только по части окружности фитингового элемента, в практическом варианте осуществления предлагается фитинговый элемент, в котором любая из окружных оболочек фитингового элемента продолжается практически по всей окружности фитингового элемента.
Термореактивная полимерная композиция предлагаемого в настоящем изобретении фитингового элемента может выбираться из широкого спектра доступных термореактивных полимерных композиций. Термореактивная полимерная композиция необязательной третьей части предпочтительно доступна в стабильном частично отвержденном состоянии. В одном из вариантов осуществления изобретения предлагается фитинговый элемент, в котором термореактивная полимерная композиция содержит смесь эпоксидного, ненасыщенного полиэфирного, фенольного, полиуретанового или бисмалеимидного полимера/отвердителя или их комбинацию, такую как двухкомпонентные системы на основе термореактивного уретана. Смесь эпоксидного и/или ненасыщенного полиэфирного полимера/отвердителя является особенно предпочтительной.
Сборка вкладыша и предлагаемого в настоящем изобретении фитингового элемента, прикрепленного к свободному концу вкладыша, может выгодно использоваться для восстановления трубопровода. В одном из вариантов осуществления изобретения фитинговый элемент дополнительно имеет защитную часть для свободного края вкладыша.
Предпочтительный фитинговый элемент отличается тем, что защитная часть соединяется с вкладышем, например, посредством сварочного соединения. Однако соединение между защитной частью и свободным краем вкладыша может быть обеспечено и другими способами, например, посредством клеевого соединения. В одном из вариантов осуществления защитная часть фитингового элемента содержит термореактивную вставку, которая может быть приварена к вкладышу для герметизации свободного края вкладыша.
Соединение фитингового элемента с первой и второй частями и вкладышем может быть результатом химического соединения (или, более конкретно, сшитым соединением) между элементом и вкладышем, если вторая часть снабжена отверждаемой полимерной композицией, источником которой, при необходимости, является сам вкладыш, и цикл отверждения отверждаемой полимерной композиции второй части выполнен. Как правило, в такой сборке могут быть идентифицированы два интерфейса: первый интерфейсный слой между первой и второй частями и второй интерфейс между второй частью элемента и поверхностью вкладыша. Первый интерфейс создается, когда первая часть фитингового элемента, по существу, полностью отверждена, в то время как вторая часть остается сухой. Интерфейсный слой обеспечивает соединение обеих частей. Соединение фитингового элемента и вкладыша может быть достигнуто посредством контакта поверхностей вкладыша и второй части фитингового элемента и совместного отверждения для образования соединения.
В четвертом аспекте изобретения предлагается способ изготовления фитингового элемента, предусматривающий создание формы, нанесение сухих армирующих волокон на поверхность формы для образования второй части, объединение армирующих волокон и полимерной композиции вокруг второй части для формирования первой части фитингового элемента и отверждение термореактивной полимерной композиции до, по существу, полностью отвержденного состояния.
Армирующие волокна могут быть объединены с термореактивной полимерной композицией(ями) любым известным способом. Подходящие примеры включают в себя, но не ограничиваются ими, укладку вручную, при которой армирующие волокна пропитывают вручную, например, используя кисть или валик; способы инфузии полимера, такие как литьевое прессование полимера (RTM), при которых термореактивный полимер впрыскивается или всасывается в закрытую форму с армирующими волокнами, или вакуумная инфузия; пултрузия, при которой армирующие волокна пропускаются через ванну с термореактивным полимером и затем через нагретую фильеру; центробежное формование, при котором термореактивный полимер вводится во вращающуюся форму и продавливается центробежной силой через имеющиеся в форме армирующие волокна; и намотку пропитанных полимером волокон. Способ в соответствии с предпочтительным вариантом осуществления объединяет армирующие волокна и первую и необязательную третью термореактивную полимерную композицию для формирования первой и необязательной третьей частей фитингового элемента путем пропитки армирующих волокон первой и необязательной третьей термореактивной полимерной композицией и намотки пропитанных армирующий волокон на первую часть, расположенную на оправке, определяющей форму элемента, и/или пултрузии пропитанных армирующих волокон через фильеру. Альтернативно, армирующие волокна и первая и необязательная третья термореактивная полимерная композиция могут быть объединены для формирования первой и необязательной третьей частей фитингового элемента путем пропитки армирующих волокон первой и необязательной третьей термореактивной полимерной композицией и намотки пропитанных армирующих волокон на оправку, определяющую форму элемента, и наложения первой части сухого армирования на нанесенную первую и необязательную третью части.
В практическом варианте осуществления способа импрегнирование армирующих волокон первой и необязательной третьей термореактивными полимерными композициями осуществляется путем обеспечения первой и второй ванн с термореактивным полимером и пропускания армирующих волокон через одну из упомянутых ванн. Пропускание армирующих волокон через ванну, содержащую первую термореактивную полимерную композицию, приводит к получению первых частей, тогда как пропускание армирующих волокон через ванну, содержащую третью термореактивную полимерную композицию, приводит к получению необязательных третьих частей фитингового элемента.
Другие полезные варианты осуществления изобретения относятся к способу, в котором объединение армирующих волокон и первой и необязательной третьей термореактивной полимерной композиций для образования первой и необязательной третьей частей фитингового элемента осуществляют путем пропитки армирующих волокон первой и необязательной третьей термореактивной полимерной композицией посредством вакуумной инфузии или формования с переносом полимера (RTM).
Соответственно, один из вариантов осуществления изобретения относится к способу, в котором объединение армирующих волокон и термореактивной полимерной композиции для формирования первой и необязательной третьей частей фитингового элемента выполняется путем пропитки армирующих волокон полимерной композицией и намотки пропитанных армирующих волокон на оправку.
Другой вариант осуществления относится к способу, в котором третью часть изготавливают путем намотки полупропитанных армирующих волокон, представляющих собой сухие армирующие волокна, часть толщины которых пропитана полимерной композицией, на оправку и нанесения волокон и полимерной композиции для формирования первой части.
Предлагаемый в настоящем изобретении составной фитинговый элемент может содержать другие компоненты, такие как металлические вставки, пенопластовый или сотовый сердечник, термопластичные или термореактивные пленки, связанные с ним иными способами, отличными от способов настоящего изобретения, или любой другой материал, который может быть включен в состав такого фитингового элемента в качестве неотъемлемого элемента
Краткое описание чертежей
Далее изобретение описывается более подробно на конкретном примере, однако не ограничивается им, со ссылкой на прилагаемые к описанию чертежи, на которых показано:
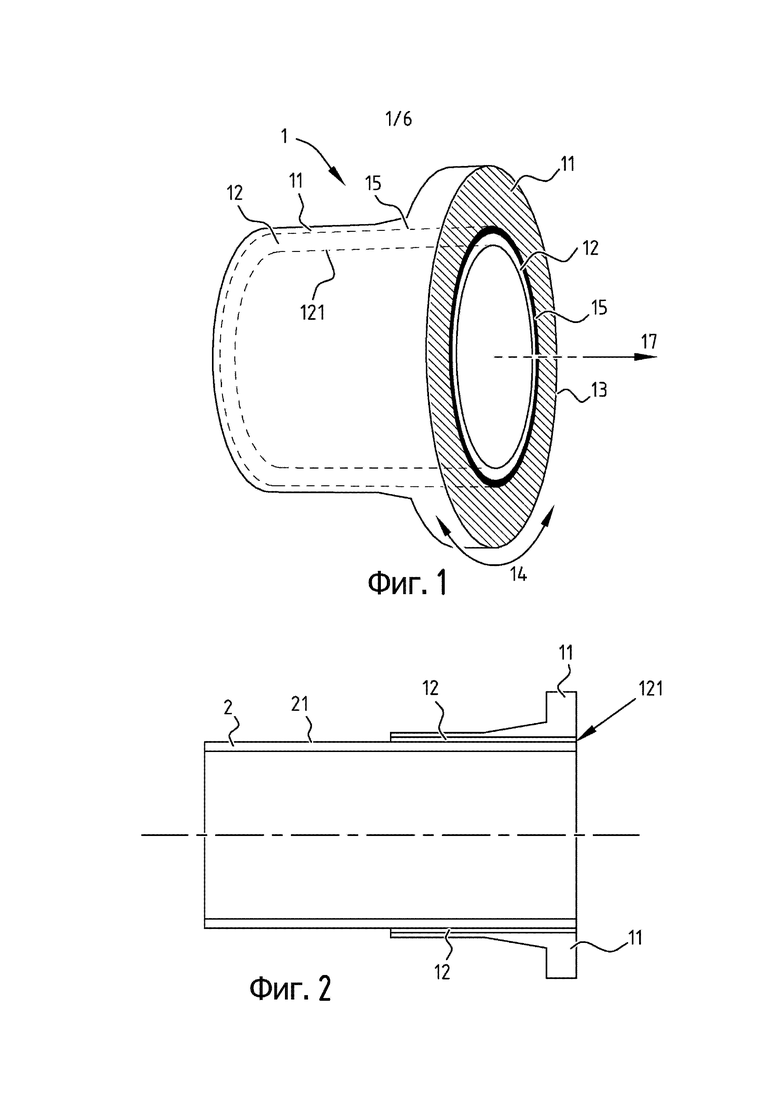
на фиг. 1 – схематичный вид в перспективе фитингового элемента в одном из вариантов осуществления изобретения;
на фиг. 2 – схематичный вид сечения показанного на фиг. 1 фитингового элемента в сборке с вкладышем;
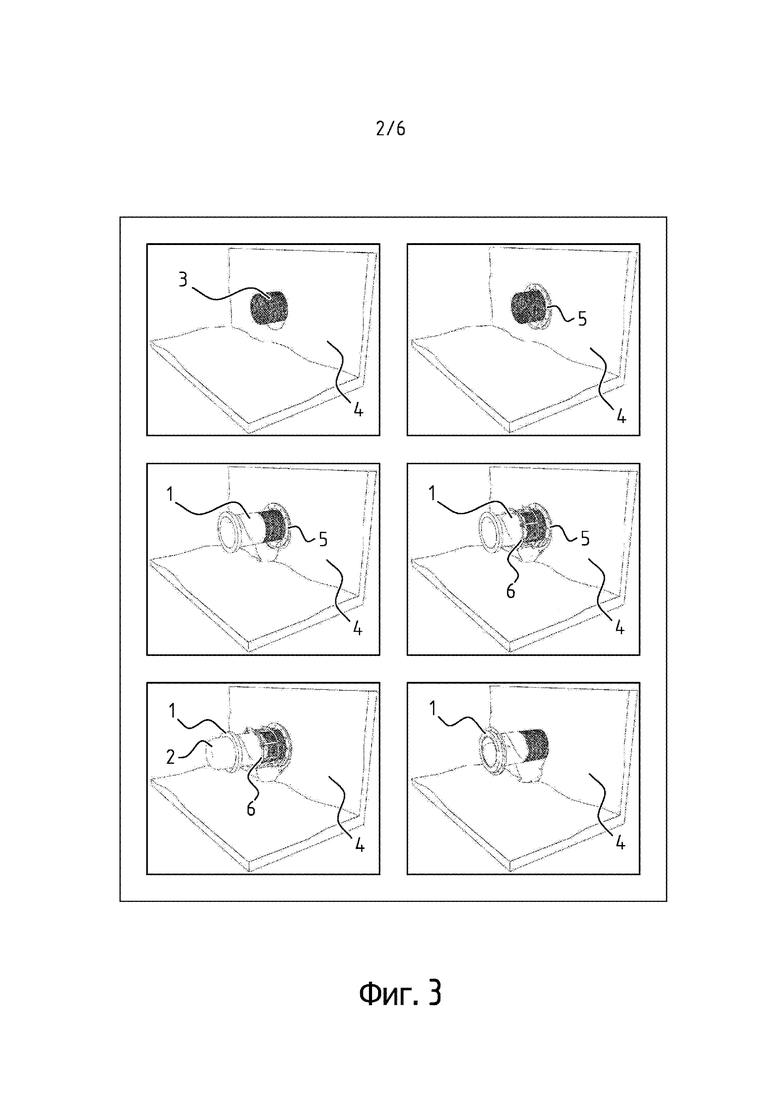
на фиг. 3А-3F – схематичный вид части варианта осуществления способа восстановления трубопровода с помощью трубчатого вкладыша с предлагаемым в изобретении фитинговым элементом;
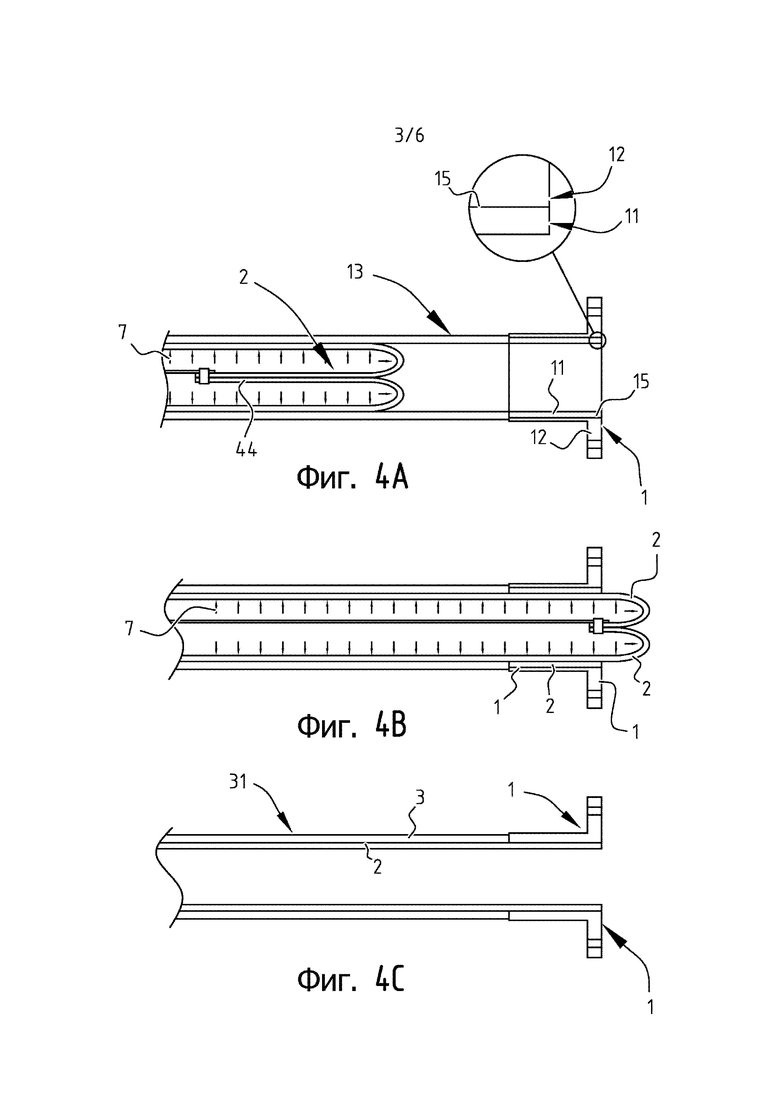
на фиг. 4А-4С – схематичный вид другой части варианта осуществления способа восстановления трубопровода с помощью трубчатого вкладыша с предлагаемым в изобретении фитинговым элементом;
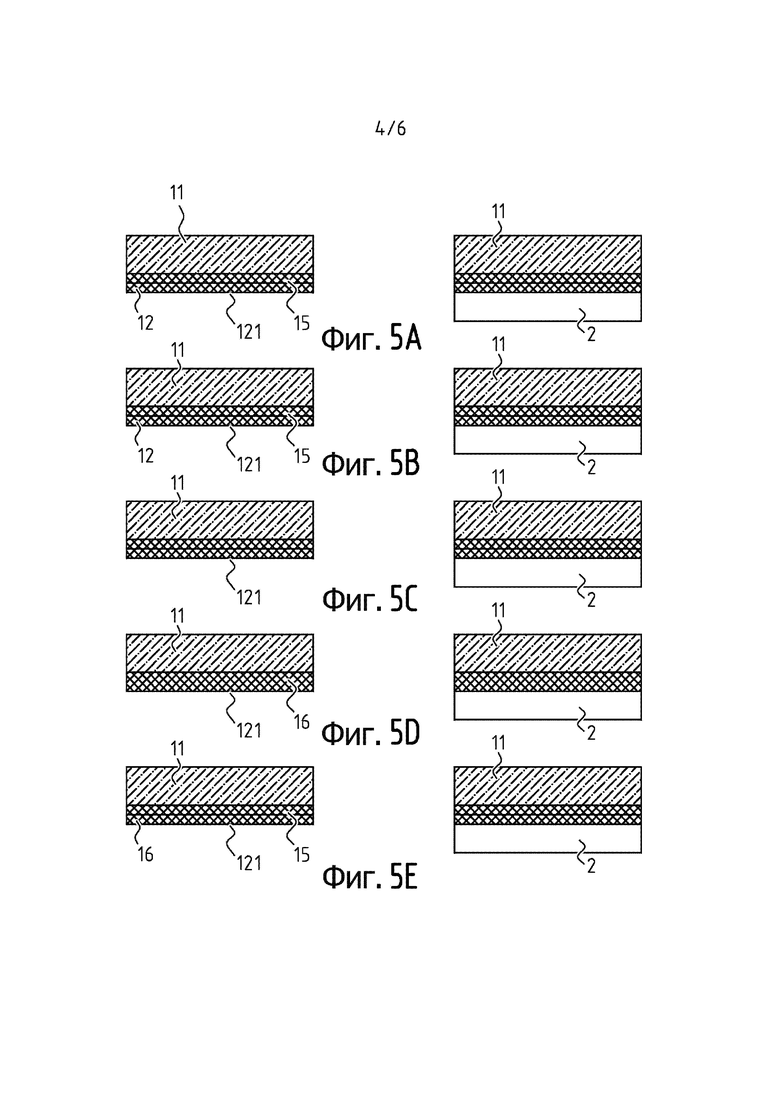
на фиг. 5А-5Е – схематичный вид частей стенки нескольких вариантов осуществления предлагаемого в настоящем изобретении фитингового элемента, демонстрирующий первую, вторую и необязательную третью части;
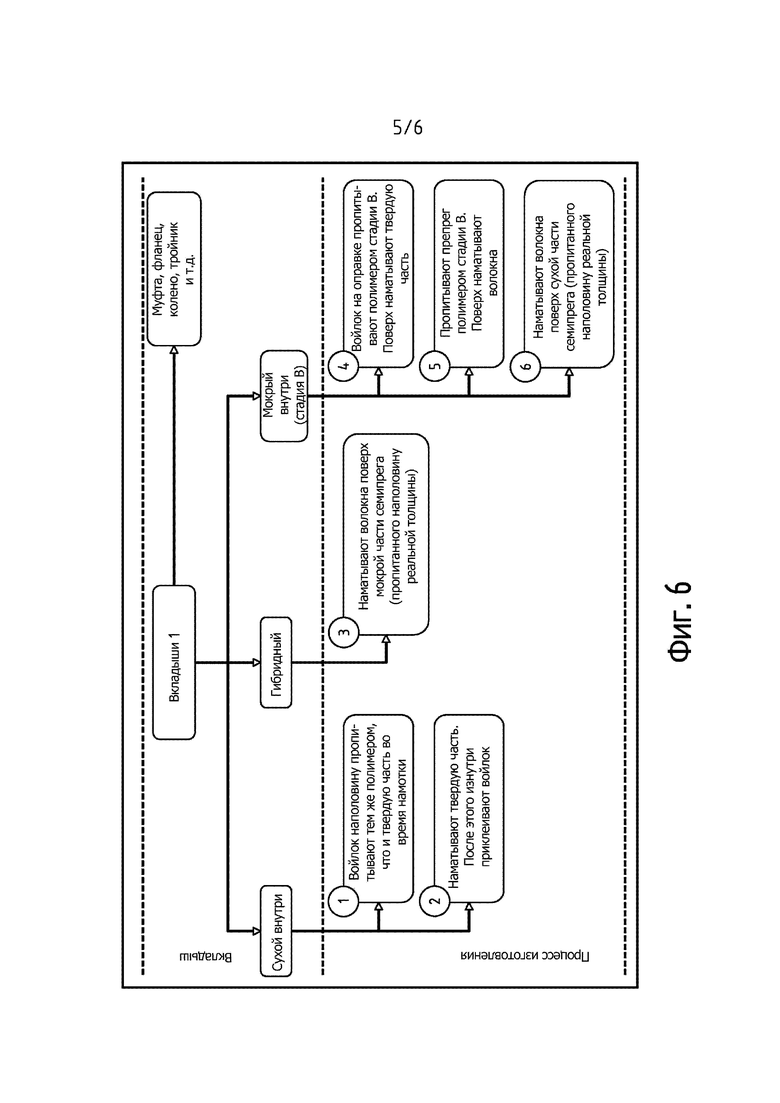
на фиг. 6 – схематичный вид различных вариантов осуществления предлагаемого в настоящем изобретении способа изготовления фитингового элемента;
на фиг. 7 – схематичный вид варианта осуществления части восстановленного участка трубы в соответствии с изобретением;
на фиг. 8А – схематичный вид сечения известного восстановленного участка трубы; в то время как
на фиг. 8В – схематичный вид сечения улучшенного справа восстановленного участка трубы в одном из вариантов осуществления изобретения;
на фиг. 9А – схематичный вид сечения фитингового элемента в одном из вариантов осуществления изобретения; и
на фиг. 9В – схематичный вид сечения сборки фитингового элемента, показанного на фиг. 9А, и соединенного с ним вкладыша.
Осуществление изобретения
На фиг. 1, показан вид в перспективе фитингового элемента 1 в одном из вариантов осуществления изобретения. Фитинговый элемент 1 изготовлен из композитного материала, содержащего армирующие волокна и полимерную композицию, например, ненасыщенного полиэфира, армированного стекловолокном, и имеет первую часть 11 из армирующих волокон и практически полностью отвержденной полимерной композиции. Вторая часть 12 фитингового элемента 1 содержит сухие армирующие волокна, которые образуют связующую поверхность. Эта вторая часть 12 по существу не содержит полимерной композиции в фитинговом элементе 1 как таковом, то есть в том виде, в котором он был изготовлен. Фитинговый элемент 1 имеет окружное тело, наружная окружная оболочка образует первую часть 11, а внутренняя окружная оболочка образует вторую часть 12. Обе окружные оболочки фитингового элемента 1 продолжаются практически по всей окружности 13 фитингового элемента 1 в окружном направлении 14. Внутренняя поверхность 121 второй части 12 предназначена для контакта с внешней поверхностью 21 вкладыша 2 (фиг. 2). Интерфейсный слой 15 фитингового элемента 1 между поверхностями первой части 11 и второй части 12 конструктивно соединяет первую 11 и вторую 12 части. Этот интерфейсный слой 15 может, например, образоваться полимером, источником которого является первая часть 11 перед отверждением, который частично пропитывает вторую часть 12 из сухих армирующих волокон.
На фиг. 2 показан фитинговый элемент 1 в соединенном с вкладышем 2 в состоянии для восстановления поврежденной трубы (секции). Вкладыш 2 обычно представляет собой композитное изделие из армирующих волокон и полимерной композиции, например войлок, пропитанный ненасыщенным полиэфирным полимером. Внешняя поверхность 21 вкладыша контактирует с внутренней поверхностью 121 фитингового элемента 1. Вторая часть 12 фитингового элемента 1 может принимать отверждаемую полимерную композицию, источником которой при необходимости является неотвержденный или частично отвержденный вкладыш 2, чтобы образовать функциональное соединение между фитинговым элементом 1 и по меньшей мере частью вкладыша 2. Для этой цели также можно снабдить вторую часть 12 отдельной отверждаемой полимерной композицией.
Фитинговый элемент 1 преимущественно используется для восстановления поврежденной трубы (секции) 3, как это показано на фиг. 3 и 4.
Со ссылкой на фиг. 3 описывается монтаж фитингового элемента 1 в поврежденном трубопроводе 3. Первый этап обычно представляет собой проделывание отверстия 4 в грунте, чтобы обеспечить доступ к трубе 3. Затем перерезают подлежащую восстановлению трубу 3 (верхний левый чертеж). Фланец 5 под приварку подводят и устанавливают на трубе 3 у стенки отверстия 4 (верхний правый чертеж). Затем предлагаемый в настоящем изобретении фитинговый элемент 1 выравнивают соосно с исходной трубой 3 (левый чертеж в среднем ряду) таким образом, чтобы торцевая поверхность трубы 3 упиралась в торцевую поверхность фитингового элемента 1. В этом положении фитинговый элемент 1 фиксируют с помощью инструмента 6, как показано на правом чертеже в среднем ряду. Затем подводится вкладыш 2, который выворачивается наизнанку или протягивается через фитинговый элемент 1 и накачивается изнутри, так что достигается хороший контакт между внешней поверхностью 21 вкладыша 2 и внутренней поверхностью 121 фитингового элемента 1 (нижний левый чертеж). Полимерную композицию вкладыша 2 затем отверждают вместе с фитинговым элементом 1 для образования прочного соединения между ними. В зависимости от полимерной композиции вкладыша 2 для отверждения могут использоваться горячая вода, ультрафиолетовое излучение, отверждение при комнатной температуре или пар. После отверждения вкладыш 2 при необходимости может быть обрезан и готов к использованию, возможно, после снятия инструмента 6 (нижний правый чертеж). Торцевая фланцевая часть фитингового элемента 1 может использоваться для соединения с другим сегментом трубы и/или другим фитинговым элементом 1, предусмотренным на другом сегменте трубы.
На фиг. 4А-4С показана часть вышеописанного способа восстановления, используемого при ремонте существующего трубопровода 3. В этом способе пропитанный полимерной композицией не отвержденный или частично отвержденный вкладыш 2 в форме войлочной трубки, изготовленной из полиэфирного/стекловолоконного полотна или ряда других материалов, подходящих для пропитки полимером, вывернута и втянута в поврежденную трубу 3. Вкладыш 2 может быть вывернут с использованием давления 7 воды или воздуха. Фитинговый элемент 1 располагают напротив торца трубы 3. Вкладыш 2 надувают и продвигают внутрь трубы 3 до тех пор, пока он не соприкоснется с фитинговым элементом 1 на внутренней поверхности 121 первой части 11 фитингового элемента 1. Первая часть 11 фитингового элемента 1, содержащая только сухое армирование, в этом процессе только частично пропитана полимером, источником которого является вкладыш 2. Пропитанную первую часть 11 и вкладыш 2 затем совместно отверждают, например, путем подачи горячей воды, ультрафиолетового облучения, отверждения при температуре окружающей среды и/или подачи пара. После отверждения образуется плотно прилегающая, бесшовная и устойчивая к коррозии восстановленная труба 31, имеющая фланец, который можно использовать для соединения с другими компонентами в восстановленной системе труб. Чтобы сделать фланец (торец фитингового элемента 1) доступным для соединения с другими компонентами (на чертежах не показаны), вкладыш 2 может быть обрезан, как показано на фиг. 4C.
После отверждения вкладыша 2 вместе с фитинговым элементом 1 между ними образуется прочное соединение. В результате получается сборка вкладыша 2 с интегрированным фитинговым элементом 1. Хорошая адгезия между фитинговым элементом 1 и вкладышем 2 важна по соображениям конструкционной целостности, так как вкладыш 2 имеет тенденцию сжиматься относительно фитингового элемента 1 до и после отверждения. Это может приводить к отслоению вкладыша 2 от фитингового элемента 1.
На фиг. 5А-5Е показано несколько конфигураций, которые обеспечивают приемлемое соединение в контексте изобретения.
На фиг. 5D и 5E показана конфигурация, в которой фитинговый элемент 1 имеет внутреннюю поверхность 121 (т.е. поверхность, ближайшую к вкладышу 2), которая содержит не отвержденный полимер или полимер в стадии В. Поверхность 121 образована третьей частью 16, содержащей полимер в стадии B и войлок. Эта поверхность может отверждаться вместе с наружной поверхностью вкладыша 2, образуя химическую связь (например, полученную путем поперечного сшивания) между полимерными композициями обоих компонентов, как показано на чертеже справа. В этом варианте осуществления прочность соединения может зависеть от химической совместимости и свойств полимерной композиции. На фиг. 5D в войлоке имеется не отвержденный полимер или полимер в стадии В, и имеется тонкий интерфейсный слой 15 между отвержденной частью 11 (например, стеклянными волокнами, заложенными в отвержденный полимер) и частью 16. На фиг. 5Е не отвержденный полимер или полимер в стадии B содержится только в части толщины войлока, а другая часть толщины войлока образует интерфейсный слой 15 между отвержденной частью 11 (например, стеклянными волокнами, заложенными в отвержденный полимер) и частью 16.
На фиг. 5А и 5В показана улучшенная конфигурация, в которой фитинговый элемент 1 имеет внутреннюю поверхность 121 (то есть поверхность, ближайшую к вкладышу 2), которая содержит только сухие армирующие волокна. Поверхность 121 ограничена второй частью 12, содержащей в показанном варианте осуществления войлок. Расположенная внутри сухая армирующая часть 12, которая предпочтительно имеет волокна, ориентированные в нормальном к плоскости направлении (радиальное направление 17 фитингового элемента 1), например, может изготавливаться из войлока или стекловолокна и прочно соединяться с отвержденной частью 11 фитингового элемента 1. Во время монтажа сухая часть 12 пропитывается тем же полимером, который использовался во вкладыше 2, или совместимым с ним полимером. Источником этого полимера может быть вкладыш 2, или полимер может наноситься отдельно. После отверждения часть 12 оказывается прочно прикрепленной как к вкладышу 2, так и к части 11 фитингового элемента 1, улучшая прочность соединения. На фиг. 5А войлок имеет сухие волокна только в части своей толщины (образующей часть 12), а другая часть толщины войлока образует интерфейсный слой 15 между отвержденной частью 11 (например, стеклянными волокнами, заложенными в отвержденный полимер) и частью 12. На фиг. 5В войлок имеет сухие волокна только в части своей толщины (образующей часть 12), а другая часть толщины войлока при нанесении клея образует интерфейсный слой 15 между отвержденной частью 11 (например, стеклянными волокнами, заложенными в отвержденный полимер) и частью 12.
И, наконец, на фиг. 5С показана гибридная конфигурация, объединяющая оба описанных выше механизма. В этом варианте осуществления войлок имеет сухие волокна только в части своей толщины (формируя часть 12), а другая часть толщины войлока формирует третью часть 16, содержащую полимер в стадии В. Эти интерфейсные слои существуют между отвержденной частью 11, частью 16 и частью 12. В этом варианте осуществления фитинговый элемент 1 имеет внутреннюю поверхность 121 (т.е. поверхность, ближайшую к вкладышу 2), которая содержит только сухие армирующие волокна. Поверхность 121 ограничена второй частью 12, содержащей в показанном варианте осуществления войлок.
На фиг. 6 проиллюстрирован возможный способ изготовления фитинговых элементов 1. Как показано на этом чертеже, фитинговые элементы 1 могут изготавливаться различными способами. Практический способ изготовления предусматривает намотку армирующих волокон, пропитанных полимером, на оправку для получения не отвержденной части 1, при этом на оправку ранее было наложено сухое армирование, такое как войлок. Однако фитинговые элементы 1 могут изготавливаться несколькими другими способами, такими как RTM, и армирующий материал сухой части 1 также может быть стекловолокном или другими материалами. Блок-схема последовательности операций, представленная на фиг. 6, дает несколько примеров того, как изготавливать фитинговые элементы 1.
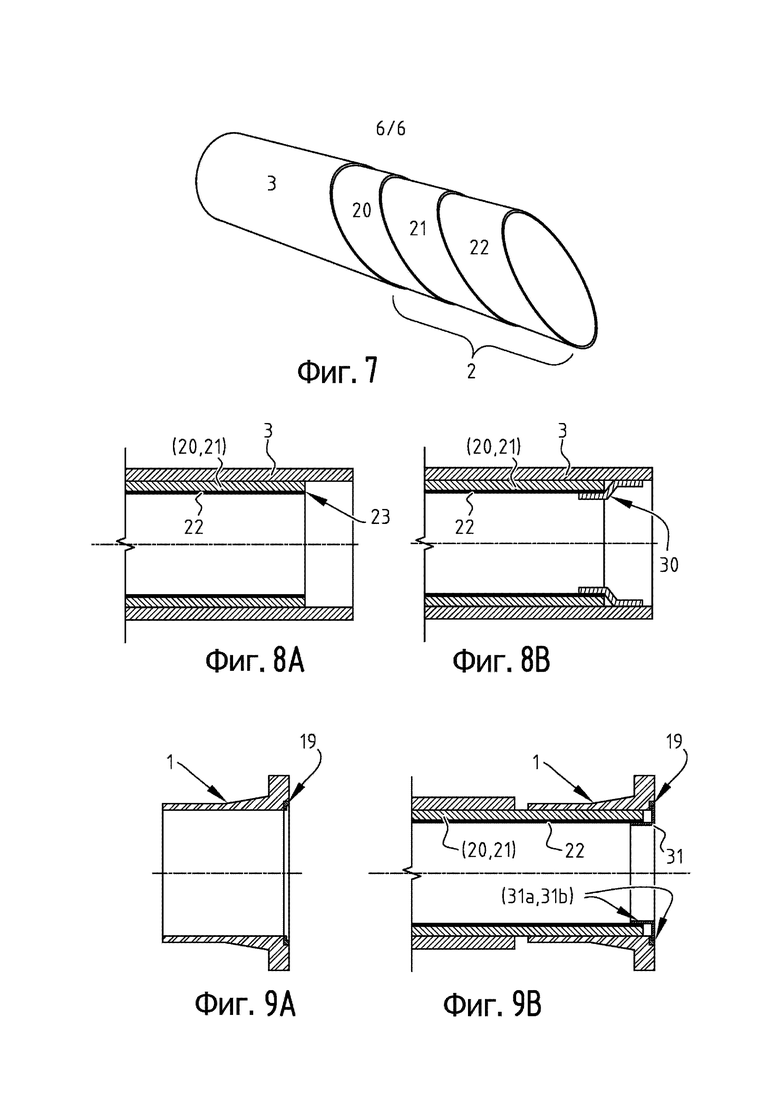
Со ссылкой на фиг. 7, 8 и 9 раскрыт другой вариант осуществления предлагаемого в настоящем изобретении фитингового элемента 1. Как показано на фиг. 7, CIPP-вкладыши 2 обычно изготавливаются из структурированного слоя 20 (например, из войлока и/или разновидности стекловолоконного материала), часть 21 толщины которого может быть насыщена полимером, т.е. снабжена с внутренней стороны термопластичным слоем, известным как покровный слой 22. Такой вкладыш 2 может сочетать в себе несколько функций. Он может работать как надувной пузырь во время установки вкладыша 2, он может обеспечивать водонепроницаемую поверхность и может препятствовать миграции химических веществ из использованных полимерных композиций в протекающую по трубопроводу 3 среду, такую, например, как питьевая вода.
Известная проблема состоит в том, что после установки и обрезки вкладыша 2 передняя сторона структурированного слоя (20, 21) вкладыша находится в прямом контакте с водой, что может приводить к течи и механическим проблемам. Поэтому предлагается уплотнение для передней боковой кромки 23 вкладыша 2, представляющее собой резиновое уплотнение 30, как показано на фиг. 8В.
Усовершенствованный вариант осуществления фитингового элемента 1 представляет собой вставку 19, например, в форме кольца, установленного в кольцевой канавке фитингового элемента на его передней стороне. Примерный вариант осуществления содержит термопластичную вставку 19, так что термопластичный уплотнительный элемент 31 может быть приварен одной концевой частью 31a к слою 22 покрытия, а другой концевой частью 31b к вставке 19, как это показано ниже. Это обеспечивает простое и надежное уплотнение между фитинговым элементом 1 и вкладышем 2.
Изобретение относится к фитинговому элементу (1) для использования при восстановления трубопроводов с помощью вкладыша (2), причем фитинговый элемент представляет собой композитное изделие из армирующих волокон и полимерной композиции, в котором первая часть (11) фитингового элемента содержит армирующие волокна и, по существу, полностью отвержденную полимерную композицию, в котором вторая часть (12) фитингового элемента содержит сухие армирующие волокна, которые могут принимать отверждаемую полимерную композицию, источником которой при необходимости является вкладыш (2), образуя функциональное соединение между фитинговым элементом (1) и по меньшей мере частью вкладыша (2), и в котором интерфейсный слой (15) фитингового элемента конструктивно соединяет первую (11) и вторую части (12) посредством связывания армирующих волокон второй части (12) с полимером первой части (11). Изобретение обеспечивает более эффективный и надежный способ соединения вкладыша с другим вкладышем или с фитинговым элементом в процессе восстановления трубы мгновенно и на длительную перспективу срока службы восстановленной трубы. 4 н. и 16 з.п. ф-лы, 17 ил.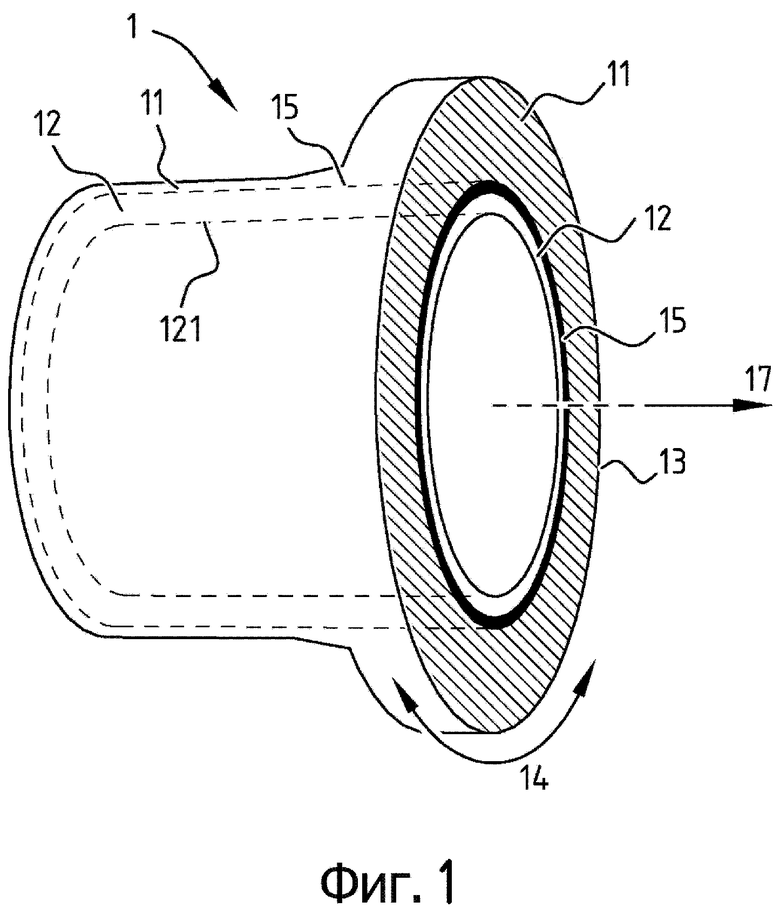
1. Фитинговый элемент для использования при восстановлении трубопроводов с помощью вкладыша, причем фитинговый элемент представляет собой композитное изделие из армирующих волокон и полимерной композиции, в котором первая часть фитингового элемента содержит армирующие волокна и практически полностью отвержденную полимерную композицию, а вторая часть фитингового элемента содержит сухие армирующие волокна, выполненные с возможностью принятия отверждаемой полимерной композиции, источником которой при необходимости является вкладыш, для формирования функционального соединения между фитинговым элементом и по меньшей мере частью вкладыша, и в котором интерфейсный слой фитингового элемента конструктивно соединяет указанные первую и вторую части посредством того, что содержит армирующие волокна из второй части и полимер из первой части.
2. Фитинговый элемент по п. 1, в котором армирующие волокна первой части отличаются от армирующих волокон второй части используемым материалом и/или формой материала.
3. Фитинговый элемент по п. 2, в котором форма материала армирующих волокон второй части представляет собой поверхность, при этом волокна простираются в направлении, выходящем за пределы указанной поверхности.
4. Фитинговый элемент по любому из пп. 1-3, в котором интерфейсный слой дополнительно содержит армирующие волокна первой части.
5. Фитинговый элемент по любому из пп. 1-4, в котором интерфейсный слой содержит клей.
6. Фитинговый элемент по любому из пп. 1-5, в котором третья часть фитингового элемента содержит частично отвержденную термореактивную полимерную композицию, такую, которая содержит реакционноспособные фрагменты.
7. Фитинговый элемент по п. 6, в котором реакционная способность и/или мономерная композиция первой части отличаются от реакционной способности и/или мономерной композиции третьей части.
8. Фитинговый элемент по любому из пп. 1-7, в котором фитинговый элемент представляет собой окружное тело, внешняя окружная оболочка которого образует первую часть, а внутренняя окружная оболочка образует вторую часть.
9. Фитинговый элемент по п. 8, в котором окружная оболочка, расположенная между внешней и внутренней окружными оболочками, образует третью часть.
10. Фитинговый элемент по п. 8 или 9, в котором любая из окружных оболочек фитингового элемента простирается практически по всей окружности фитингового элемента.
11. Фитинговый элемент по любому из пп. 6-10, в котором частично отвержденная термореактивная полимерная композиция находится в стадии В.
12. Фитинговый элемент по любому из пп. 1-11, в котором его первая часть непрерывна по всему фитинговому элементу и обеспечивает стабильность размеров фитингового элемента и несет в себе его вторую часть.
13. Фитинговый элемент по любому из пп. 1-12, имеющий защитную часть для свободного края вкладыша.
14. Фитинговый элемент по п. 13, в котором защитная часть соединена с вкладышем, например, посредством сварки.
15. Фитинговый элемент по п. 14, в котором защитная часть представляет собой термопластичную вставку, которая может быть приварена к вкладышу для герметизации свободного края вкладыша.
16. Фитинговый элемент по любому из пп. 1-15, содержащий фланец для соединения с другим компонентом системы трубопроводов.
17. Способ изготовления фитингового элемента по любому из пп. 1-16, включающий обеспечение оправки, нанесение сухих армирующих волокон на поверхность оправки для формирования второй части, объединение армирующих волокон и полимерной композиции вокруг второй части для формирования первой части фитингового элемента, при этом полимер из первой части частично пропитывает армирующие волокна второй части, и отверждение термореактивной полимерной композиции до стадии, по существу, полного отверждения.
18. Способ по п. 17, в котором объединение армирующих волокон и композиции термореактивной полимера для формирования первой части фитингового элемента выполняют путем пропитки армирующих волокон полимерной композицией и намотки пропитанных армирующих волокон на оправку.
19. Способ восстановления трубопровода посредством трубчатого вкладыша из армирующих волокон и отверждаемой полимерной композиции, включающий
расположение фитингового элемента по любому из пп. 1-16 соосно с концом трубопровода,
размещение части вкладыша под давлением напротив по меньшей мере второй части фитингового элемента и отверждение отверждаемой полимерной композиции вкладыша,
при этом отверждаемая полимерная композицию вкладыша принимается сухими армирующими волокнами второй части для создания функционального соединения между фитинговым элементом и частью вкладыша и/или на вторую часть наносят отверждаемую полимерную композицию и совместно отверждают для образования функционального соединения.
20. Сборный узел, содержащий фитинговый элемент по любому из пп. 1-16 и вкладыш для восстановления трубопровода, при этом вторая часть фитингового элемента и краевая часть вкладыша перекрываются в зоне соединения и являются, по существу, полностью отвержденными с образованием функционального соединения.
| WO 2016133393 A1, 25.08.2016 | |||
| СПОСОБ ПОЛУЧЕНИЯ СУЛЬФАТОНИТРАТА АММОНИЯ | 2015 |
|
RU2602097C1 |
| DE 102008063551 A1, 10.06.2010 | |||
| ЭЛЕМЕНТ ЖЕСТКОСТИ УСИЛЕННОЙ КОНСТРУКЦИИ | 1991 |
|
RU2068968C1 |
| US 20140119813 A1, 01.05.2014. | |||

