Область техники
Изобретение относится к способу восстановления трубопровода с помощью лейнера из армирующих волокон и отверждаемой композиции на основе смолы. В изобретении используется выравнивающее устройство для соединительного элемента, приспособленного для соединения лейнера с элементом трубопровода.
Предшествующий уровень техники
Покрытие на месте проведения работ внутренней поверхности трубопровода лейнером, содержащим армирующие волокна и отверждаемую композицию на основе смолы, все чаще используется для восстановления поврежденного трубопровода. Типичный способ включает в себя обеспечение наличия лейнера в виде пропитанной смолой композитной трубы, изготовленной из полиэстера, стеклоткани или ряда других материалов, подходящих для пропитки смолой, преобразование трубчатого лейнера и/или втягивание лейнера в поврежденную принимающую трубу. Лейнер можно, например, преобразовывать с использованием воды или воздуха под давлением. Горячая вода, ультрафиолетовое излучение, отверждение на открытом воздухе или пар, например, могут впоследствии использоваться в качестве среды для отверждения смолы и превращения лейнера в твердое тело с ожиданием образования относительно плотно прилегающей, предпочтительно бесшовной и устойчивой к коррозии сменной трубы, также называемой CIPP (отвержденная на месте труба).
Лейнеры CIPP могут устанавливаться в поврежденную принимающую трубу из расположенной выше по потоку точки доступа, например, из колодца или другой вырытой ямы. В такой точке доступа принимающая труба, снабженная лейнером, должна соединяться с другой принимающей трубой, снабженной лейнером, или, возможно, с существующей трубой (сегментом трубы), или с другими элементами трубопровода, такими как, например, клапан или насос.
Чтобы соединить принимающую трубу с лейнером с другой принимающей трубой с лейнером, лейнер должен иметь соединительный элемент. Обычно соединение выполняется путем приваривания стального фланца к концу принимающей трубы и создания герметичного соединения между упомянутым стальным фланцем и лейнером, например, с помощью внутреннего резинового уплотнения. Однако такая процедура требует много времени и ее должен выполнять квалифицированный рабочий, чтобы обеспечить соединение между лейнером, фланцем и принимающей трубой. Более того, процесс не идеален, поскольку соединение зависит от остаточной прочности поврежденной принимающей трубы; поэтому его долговременная работа не может быть гарантирована. Во многих случаях такое соединение должно быть, по существу, непроницаемым для жидкости и механически прочным.
В документе US20140333067A1 раскрыта соединительная деталь для двух концов труб. Соединительная деталь включает в себя первый выравнивающий элемент, приспособленный для соединения с одним концом принимающей трубы, и второй выравнивающий элемент, приспособленный для соединения с соединительной деталью, причем первый и второй элементы имеют примыкающие поверхности, когда соединительная деталь установлена напротив конца принимающей трубы, чтобы выровнять в осевом направлении принимающую трубу и соединительную деталь.
В документах US2018058614A1, US2015174706A1 и US2452985 раскрыты аналогичные устройства.
В документе WO2018139923A1 раскрыт способ ремонта трубопровода с помощью лейнера, в котором обеспечивают наличие соединительной детали. Соединительная деталь приспособлена для соединения лейнера с другими элементами трубопровода и содержит армирующие волокна и композицию на основе смолы, которая, по существу, полностью отверждена в первой части соединительной детали. Соединительная деталь выровнена по оси, но подробности не раскрываются.
Было бы желательно создать более эффективный и надежный способ восстановления трубопровода с помощью лейнера из армирующих волокон и отверждаемой композиции на основе смолы. Другая задача состоит в создании надежного и, по существу, непроницаемого для текучей среды соединения между лейнером и соединенным с ней элементом трубопровода в течение продолжительного срока службы восстановленного трубопровода.
Раскрытие изобретения
Согласно изобретению создают способ по пункту 1 формулы изобретения. Способ восстановления трубопровода с помощью лейнера из армирующих волокон и отверждаемой композиции на основе смолы включает в себя этапы, на которых:
– обеспечивают наличие соединительного элемента, выполненного с возможностью соединения лейнера с элементом трубопровода и содержащего армирующие волокна и композицию на основе смолы, которая, по существу, полностью отверждена в первой части соединительного элемента;
– обеспечивают наличие выравнивающего устройства, содержащего первый и второй выравнивающие элементы;
– соединяют первый выравнивающий элемент с концом принимающей трубы и второй выравнивающий элемент с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента посредством обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент расположен напротив конца принимающей трубы;
– пропускают часть лейнера через принимающую трубу;
– пропускают часть лейнера через соединительный элемент;
– подводят соединительный элемент по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, располагался напротив первого выравнивающего элемента, расположенного на принимающей трубе;
– прикрепляют соединительный элемент к концу принимающей трубы, используя выравнивающие элементы;
– обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции лейнера;
– повышают давление в соединительной секции лейнера, принятой в соединительном элементе, для ее прижатия к внутренней поверхности второй части соединительного элемента; и
– отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
Этот способ представляет собой более эффективный и точный способ восстановления трубопровода с помощью лейнера.
Этапы предлагаемого в изобретении способа могут выполняться в любом другом порядке, например, в соответствии с различными полезными вариантами осуществления способа.
В одном из вариантов осуществления этапы способа включают в себя:
– обеспечение наличия соединительного элемента;
– обеспечение наличия выравнивающего устройства и соединение первого выравнивающего элемента с концом принимающей трубы и второго выравнивающего элемента с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент расположен напротив конца принимающей трубы;
– подведение соединительного элемента по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
– прикрепление соединительного элемента к концу принимающей трубы, используя выравнивающие элементы;
– пропускание части лейнера через принимающую трубу и через соединительный элемент, прикрепленный к принимающей трубе;
– отсоединение соединительного элемента от принимающей трубы для обеспечения доступа к соединительной секции лейнера;
– обнажение отверждаемой композиции на основе смолы лейнера в соединительной секции;
– повторное прикрепление соединительного элемента к концу принимающей трубы, используя выравнивающие элементы;
– повышение давления в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
– отверждение отверждаемой композиции на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
В другом варианте осуществления этапы способа включают в себя:
– обеспечение наличия соединительного элемента;
– обеспечение наличия выравнивающего устройства и соединение первого выравнивающего элемента с концом принимающей трубы и второго выравнивающего элемента с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
– пропускание части лейнера через принимающую трубу и через соединительный элемент, который еще не прикреплен к принимающей трубе;
– обнажение отверждаемой композиции на основе смолы лейнера в соединительной секции;
– подведение соединительного элемента по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
– прикрепление соединительного элемента к концу принимающей трубы, используя выравнивающие элементы;
– повышение давления в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
– отверждение отверждаемой композиции на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
В еще одном варианте осуществления этапы способа включают в себя:
– обеспечение наличия соединительного элемента;
– обеспечение наличия выравнивающего устройства и соединение первого выравнивающего элемента с концом принимающей трубы, а второго выравнивающего элемента с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент расположен напротив конца принимающей трубы;
– пропускание части лейнера только через принимающую трубу;
– обнажение отверждаемой композиции на основе смолы лейнера в соединительной секции;
– пропускание конца лейнера внутрь соединительного элемента и подведение соединительного элемента по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
– прикрепление соединительного элемента к концу принимающей трубы, используя выравнивающие элементы;
– повышение давления в соединительной секции лейнера, принятой в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
– отверждение отверждаемой композиции на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
В еще одном варианте осуществления изобретения этапы способа включают в себя:
– обеспечение наличия соединительного элемента;
– обеспечение наличия выравнивающего устройства и соединение первого выравнивающего элемента с концом принимающей трубы, а второго выравнивающего элемента с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
– пропускание части лейнера только через принимающую трубу;
– пропускание конца лейнера внутрь соединительного элемента и подведение соединительного элемента по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
– обнажение отверждаемой композиции на основе смолы лейнера в соединительной секции;
– прикрепление соединительного элемента к концу принимающей трубы, используя выравнивающие элементы;
– повышение давления в соединительной секции лейнера, принятой в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
– отверждение отверждаемой композиции на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
Типичный лейнер, используемый при восстановлении труб, содержит армирующие волокна и отверждаемую композицию на основе смолы и защитную фольгу, которая, помимо прочего, может предотвращать преждевременное отверждение, например, в вариантах осуществления, в которых композиция на основе смолы является фотоотверждаемой (отверждаемой ультрафиолетовым излучением). Обнажение отверждаемой композиции на основе смолы лейнера в соединительной секции в таких вариантах осуществления включает в себя удаление защитной фольги с лейнера по меньшей мере в соединительной секции.
Изобретение относится к способу восстановления трубопровода с помощью лейнера из армирующих волокон и отверждаемой композиции на основе смолы. Подлежащий восстановлению сегмент трубы специалисты в данной области техники называют принимающей трубой, так как в нем находится лейнер, используемый для его восстановления. Принимающая труба может быть любым компонентом трубопровода или их комбинацией, например, но не ограничиваясь этим, секцией трубы, секцией трубы, которая не является водонепроницаемой, секцией трубы, остаточная прочность которой недостаточна и, следовательно, нуждаются в профилактическом восстановлении, соединителями для боковых ответвлений в системе трубопроводов, клапанами, тройниками и т.п.
Соединительный элемент, используемый в предлагаемом согласно изобретению способе, приспособлен для соединения с концом лейнера, и, следовательно, соединяет упомянутый лейнер с другими компонентами трубопровода. Компонент трубопровода может представлять собой такие компоненты, но не ограничиваясь ими, как лейнер уже восстановленной принимающей трубы, промежуточный сегмент трубы, сегмент трубы, который пока еще не требует ремонта, соединитель для боковых ответвлений в системе трубопроводов, клапаны, тройники, глухие фланцы и т.п. В случае промежуточного сегмента трубы, другая сторона этого сегмента может соединяться с другим сегментом лейнера, но также и с сегментом трубы в хорошем состоянии, который не требует санации.
В одном из вариантов осуществления изобретения предлагается способ, в котором первый выравнивающий элемент содержит пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности конца принимающей трубы, когда пластина или пластинчатая секция соединена с принимающей трубой, в плоскости, находящейся под ненулевым острым углом к центральной оси принимающей трубы и предпочтительно в плоскости, по существу, перпендикулярной центральной оси принимающей трубы.
Другой вариант осуществления изобретения относится к способу, в котором первый выравнивающий элемент съемно прикрепляют к концу принимающей трубы.
В еще одном варианте осуществления изобретения предлагается способ, в котором соединение первого выравнивающего элемента с концом принимающей трубы включает в себя осевое выравнивание первого выравнивающего элемента и конца принимающей трубы с использованием вспомогательного выравнивающего инструмента.
В способе согласно еще одному варианту осуществления, второй выравнивающий элемент содержит пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности конца соединительного элемента, когда пластина или пластинчатая секция соединена с ним, в плоскости, расположенной под ненулевым острым углом к центральной оси соединительного элемента и предпочтительно в плоскости, по существу, перпендикулярной центральной оси соединительного элемента.
В другом варианте осуществления изобретения предлагается способ, в котором второй выравнивающий элемент прикрепляют к концу соединительного элемента с возможностью съема.
В еще одном варианте осуществления изобретения предлагается способ, в котором соединительный элемент размещают напротив конца принимающей трубы, а первый и второй выравнивающие элементы соединяют для осевого выравнивания конца принимающей трубы и соединительного элемента посредством обеспечения наличия сопрягаемых поверхностей.
В принципе, способ может быть реализован с использованием любого соединительного элемента, подходящего для этой цели. Способ согласно предпочтительному варианту осуществления изобретения отличается тем, что вторая часть соединительного элемента содержит сухие армирующие волокна, а отверждаемая композиция на основе смолы лейнера принимается сухими армирующими волокнами второй части на этапе подведения соединительного элемента по направлению к принимающей трубе и/или на этапе повышения давления в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента.
Другой полезный вариант осуществления изобретения относится к способу, в котором вторую часть соединительного элемента снабжают отверждаемой композицией на основе смолы перед этапом обеспечения наличия выравнивающего устройства, содержащего первый и второй выравнивающие элементы. Соединительный элемент может отверждаться на месте (по месту) и может образовывать соединение с пропитанным лейнером, когда последний отверждается. Действительно, соединительный элемент имеет по меньшей мере две части: первую твердую (отвержденную) часть, которая придает форму соединительному элементу, и вторую часть, например, расположенную на внутренней поверхности соединительного элемента, которая облегчает конструктивное соединение с лейнером. После отверждения лейнера – предпочтительно на месте – вместе с соединительным элементом, между ними возникает прочное соединение. В результате получается лейнер, снабженный встроенным соединительным элементом.
Несмотря на отсутствие ограничения формы, подходящие примеры предлагаемого согласно изобретению соединительного элемента включают в себя муфту, фланец, колено, Т-образное звено и т.п. В одном из вариантов осуществления изобретения предлагается соединительный элемент, содержащий фланец для соединения с другим компонентом трубопроводной системы.
Согласно изобретению, первая термореактивная композиция на основе смолы, по существу, полностью отверждена. По существу, полностью отвержденная первая термореактивная композиция на основе смолы может быть получена в соответствии с циклом отверждения, рекомендованным поставщиком первой термореактивной композиции на основе смолы, или в соответствии с циклом отверждения, который дает аналогичный результат. Может использоваться пост-отверждение.
Формулировка «существенно» или «по существу» в контексте изобретения означает реализацию по меньшей мере 70% упомянутого свойства, более предпочтительно, по меньшей мере 80%, еще более предпочтительно, по меньшей мере 90% и наиболее предпочтительно, по меньшей мере 95% упомянутого свойства.
Объемный процент первой и второй частей соединительного элемента по отношению к общему объему соединительного элемента может выбираться в широком диапазоне значений. Возможно, например, что вторая часть соединительного элемента составляет до 90% объема соединительного элемента. В предпочтительном варианте осуществления композитного соединительного элемента вторая часть соединительного элемента составляет не более 60% объема соединительного элемента, более предпочтительно, не более 50% объема соединительного элемента, еще более предпочтительно, не более 40% объема соединительного элемента, еще более предпочтительно, не более 30% объема соединительного элемента, еще более предпочтительно, не более 20% объема соединительного элемента и наиболее предпочтительно, не более 10% объема соединительного элемента. Соответственно, первая часть соединительного элемента предпочтительно занимает остающийся объем. В других вариантах осуществления вторая часть соединительного элемента составляет по меньшей мере 5% объема соединительного элемента и более предпочтительно, по меньшей мере 10% объема соединительного элемента.
В одном из вариантов осуществления предлагаемого согласно изобретению композитного соединительного элемента первая часть является непрерывной по всему элементу и обеспечивает стабильность размеров элемента и несет на себе вторую часть или части. Под непрерывной первой частью подразумевается первая часть, которая непрерывно проходит по всему элементу. Однако такая первая часть может локально содержать отверстия и т.д. при условии, что может быть найдена линия, которая непрерывно проходит по первой части от одного конца элемента к противоположному концу элемента.
Отвержденная первая часть соединительного элемента в этом варианте осуществления обеспечивает стабильность формы элемента, так что его можно транспортировать и обрабатывать даже с сухой второй частью (частями) или второй частью, которая представлена, по существу, неотвержденной композицией на основе смолы.
Особенно полезный вариант осуществления изобретения обеспечивается соединительным элементом, содержащим окружной корпус, у которого внешняя окружная оболочка образует первую часть, а внутренняя окружная оболочка образует вторую часть, или наоборот. Такой вариант осуществления изобретения обеспечивает композитный элемент, имеющий некоторую толщину, причем вторая часть проходит по части упомянутой толщины. Этот вариант осуществления обеспечивает связываемую поверхность на одной стороне элемента и твердую, по существу, полностью отвержденную поверхность на противоположной стороне элемента.
Предлагаемая согласно изобретению термореактивная композиция на основе смолы соединительного элемента может выбраться из широкого диапазона доступных термореактивных композиций на основе смолы. В одном из вариантов осуществления изобретения предлагается соединительный элемент, в котором термореактивная композиция на основе смолы представляет собой эпоксидную смолу, ненасыщенный сложный полиэфир, фенол, полиуретан или смесь бисмалеимидной смолы/отвердителя или их комбинации, такие как двухкомпонентные системы на основе термореактивного уретана. Особенно предпочтительна смесь эпоксидной смолы и/или ненасыщенной полиэфирной смолы/отвердителя.
Предпочтительной является композиция на основе смолы, отверждаемая ультрафиолетовым излучением. В этом отношении особенно предпочтительным является вариант осуществления способа, в котором вторая часть соединительного элемента покрыта устойчивой к ультрафиолетовому излучению фольгой, и фольгу удаляют.
Предпочтительным является вариант осуществления способа, в котором отверждаемая композиция на основе смолы второй части соединительного элемента представляет собой композицию, которая, по существу, аналогична отверждаемой композиции на основе смолы лейнера, или представляет собой отверждаемую композицию на основе смолы лейнера.
Предлагаемый согласно изобретению способ особенно предпочтителен в вариантах осуществления, в которых лейнер содержит отверждаемую ультрафиолетовым излучением композицию на основе смолы и устойчивый к ультрафиолетовому излучению покрывающий слой, и покрывающий слой удаляют в соединительной секции лейнера, предпочтительно перед этапом отверждения композиции на основе смолы, более предпочтительно, перед пропусканием части лейнера через соединительный элемент. Устойчивый к ультрафиолетовому излучению покрывающий слой необходим в этом варианте осуществления для защиты отверждаемой ультрафиолетовым излучением композиции на основе смолы от преждевременного отверждения под воздействием, например, окружающего света. Покрывающий слой может, кроме того, способствовать защите лейнера от повреждения при пропускании лейнера через принимающую трубу и соединительный элемент. Чтобы адгезивно или химически соединить соединительный элемент с лейнером, необходимо удалить покрывающий слой.
Изобретение предотвращает потерю соосности при снятии соединительного элемента с принимающей трубы. Удаление покрывающего слоя является очень сложной задачей, когда соединительная секция лейнера находится внутри соединительного элемента. Перемещение лейнера после удаления покрывающего слоя таким образом, чтобы соединительная секция располагалась внутри соединительного элемента, часто невозможно. Следовательно, желательно иметь систему выравнивания и зажима, в которой соединительный элемент может присоединяться и отсоединяться любое количество раз без нарушения выравнивания. Таким образом, удаление покрывающего слоя может удобно выполняться с помощью ножа или другого режущего инструмента, и после этого соединительный элемент может быть перемещен к соединительной секции. Изобретение и данный вариант осуществления, в которых покрывающий слой удаляют перед этапом отверждения композиции на основе смолы, более предпочтительны перед этапом пропускания части лейнера через соединительный элемент, обеспечивают решение этой проблемы.
Следует отметить, что необязательная устойчивая к ультрафиолетовому излучению фольга, предназначенная для защиты пропитанной отверждаемой ультрафиолетовым излучением смолой второй части соединительного элемента, также должна быть удалена для того, чтобы адгезивно или химически соединить соединительный элемент с лейнером, как уже упоминалось выше.
Предлагаемый согласно изобретению композитный соединительный элемент может содержать другие компоненты, такие как металлические вставки, пенопластовый или сотовый заполнитель, термопластичные или термореактивные пленки, связанные с ним иными способами, чем в предлагаемые в изобретении, или любой другой материал, который может быть включен в качестве составной части в такой соединительный элемент.
Пропускание части лейнера через принимающую трубу и через соединительный элемент можно выполнять несколькими способами. Предпочтительный способ, предлагаемый в одном из вариантов осуществления изобретения, предусматривает пропускание части лейнера через принимающую трубу и через соединительный элемент путем втягивания лейнера. Однако в изобретении могут также использоваться другие (менее предпочтительные) способы, такие как способ, при котором пропускание части лейнера через принимающую трубу и через соединительный элемент осуществляется путем вращения лейнера. В последнем варианте осуществления этап пропускания части лейнера через принимающую трубу и через соединительный элемент предпочтительно выполняется после этапа подведения соединительного элемента по направлению к принимающей трубе, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, располагался (и был зафиксирован) напротив первого выравнивающего элемента, расположенного на принимающей трубе.
Можно представить себе способ, в котором соединительный элемент непосредственно выравнивают и прикрепляют к концу принимающей трубы. Однако такой способ довольно сложен, учитывая тот факт, что соединительные элементы могут быть большими и тяжелыми, и для их перемещения требуются подъемные машины. Изобретение предлагает решение этой проблемы, поскольку сначала выравнивают и прикрепляют к принимающей трубе первый элемент. Затем к принимающей трубе может быть прикреплен тяжелый соединительный элемент без необходимости дополнительного выравнивания.
В ситуации, когда принимающая труба, снабженная лейнером и соединительным элементом на одном ее конце, или, альтернативно, на обоих или даже большем количестве концов, должна быть соединена с другим соединительным элементом, расположенным на лейнере другой принимающей трубы, особенно предпочтительным является вариант осуществления, в котором часть отвержденного лейнера, которая выходит наружу за пределы принимающей трубы, и связанный с ней соединительный элемент удаляют.
В соответствующем варианте осуществления предлагается способ, дополнительно включающий в себя этап соединения соединительного элемента с промежуточным сегментом трубы и соединения другого конца упомянутого промежуточного сегмента трубы с другим соединительным элементом, расположенным на лейнере другой принимающей трубы. Хотя могут использоваться любые подходящие средства соединения, удобный способ, предлагаемый в одном из вариантов осуществления изобретения, отличается тем, что соединение включает в себя привинчивание фланца соединительного элемента к фланцу другого соединительного элемента.
Изобретение также относится к выравнивающему устройству для соединительного элемента, выполненному с возможностью соединения конца лейнера с элементом трубопровода. Упомянутое устройство выгодно используется в предлагаемом в изобретении способе и содержит первый выравнивающий элемент, выполненный с возможностью соединения с концом принимающей трубы, и второй выравнивающий элемент, выполненный с возможностью соединения с соединительным элементом. Первый и второй элементы обеспечивают наличие сопрягаемых поверхностей, когда соединительный элемент расположен напротив конца принимающей трубы, чтобы выравнивать в осевом направлении принимающую трубу и соединительный элемент.
В предпочтительном варианте осуществления изобретения предлагается устройство, в котором первый выравнивающий элемент представляет собой пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности конца принимающей трубы, когда пластина или пластинчатая секция соединена с принимающей трубой, в плоскости под ненулевым острым углом к центральной оси принимающей трубы.
Другое предпочтительное устройство согласно одному из вариантов осуществления отличается тем, что сопрягаемая поверхность пластины или пластинчатой секции проходит, по существу, перпендикулярно центральной оси принимающей трубы.
В полезном варианте осуществления изобретения предлагается устройство, в котором первый выравнивающий элемент содержит средство его крепления к концу принимающей трубы с возможностью съема.
Другие полезные варианты осуществления изобретения относятся к устройствам, в которых первый выравнивающий элемент содержит средство регулировки их выравнивания после того, как они были прикреплены к концу элемента трубопровода, и, более предпочтительно, в которых средство регулировки их выравнивания после прикрепления первого выравнивающего элемента к концу элемента трубопровода представляет собой резьбовые стержни и гайки, которые воздействуют на пластину или пластинчатую секцию.
В еще одном из предпочтительных вариантов осуществления изобретения предлагается устройство, в котором второй выравнивающий элемент представляет собой пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности соединительного элемента, когда пластина или пластинчатая секция соединена с ним, в плоскости, расположенной под ненулевым острым углом к центральной оси соединительного элемента.
Другой вариант осуществления относится к устройству, в котором сопрягаемая поверхность пластины или пластинчатой секции проходит, по существу, перпендикулярно центральной оси соединительного элемента.
В полезном варианте осуществления изобретения предлагается устройство, в котором второй выравнивающий элемент содержит средство его съемного прикрепления к концу соединительного элемента.
Усилия, прикладываемые к соединительному элементу, могут быть значительными во время пропускания лейнера через соединительный элемент и принимающую трубу. В предпочтительном варианте осуществления изобретения в этом отношении предлагается устройство, в котором первый и второй выравнивающие элементы содержат средство соединения их сопрягаемых поверхностей, чтобы выравнивать в осевом направлении конец принимающей трубы и соединительный элемент, когда соединительный элемент установлен напротив конца принимающей трубы.
Описанные варианты осуществления изобретения могут быть объединены в любую возможную комбинацию этих вариантов осуществления, и каждый такой вариант осуществления может по отдельности являться предметом выделенной патентной заявки.
Краткое описание чертежей
Далее изобретение описано более подробно на не носящих ограничительного характера примерах со ссылками на чертежи.
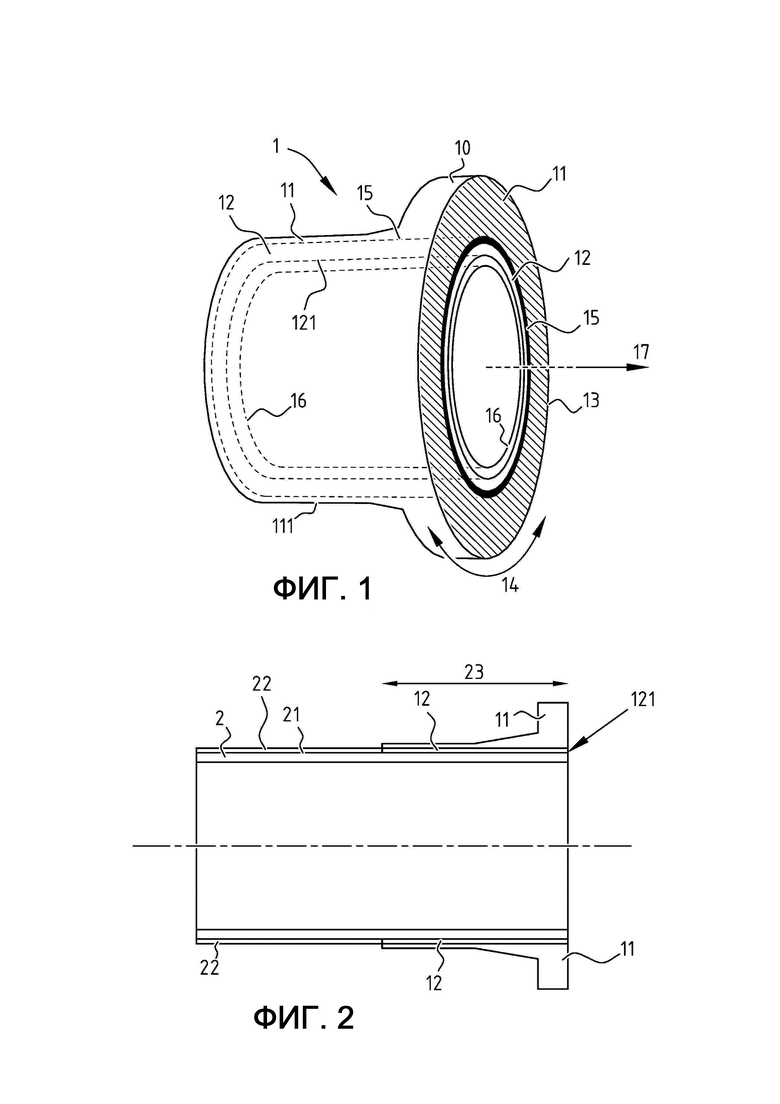
На фиг. 1 схематично показан соединительный элемент согласно варианту осуществления изобретения, вид в перспективе;
на фиг. 2 – соединительный элемент на фиг. 1 в соединении с лейнером, вид в разрезе;
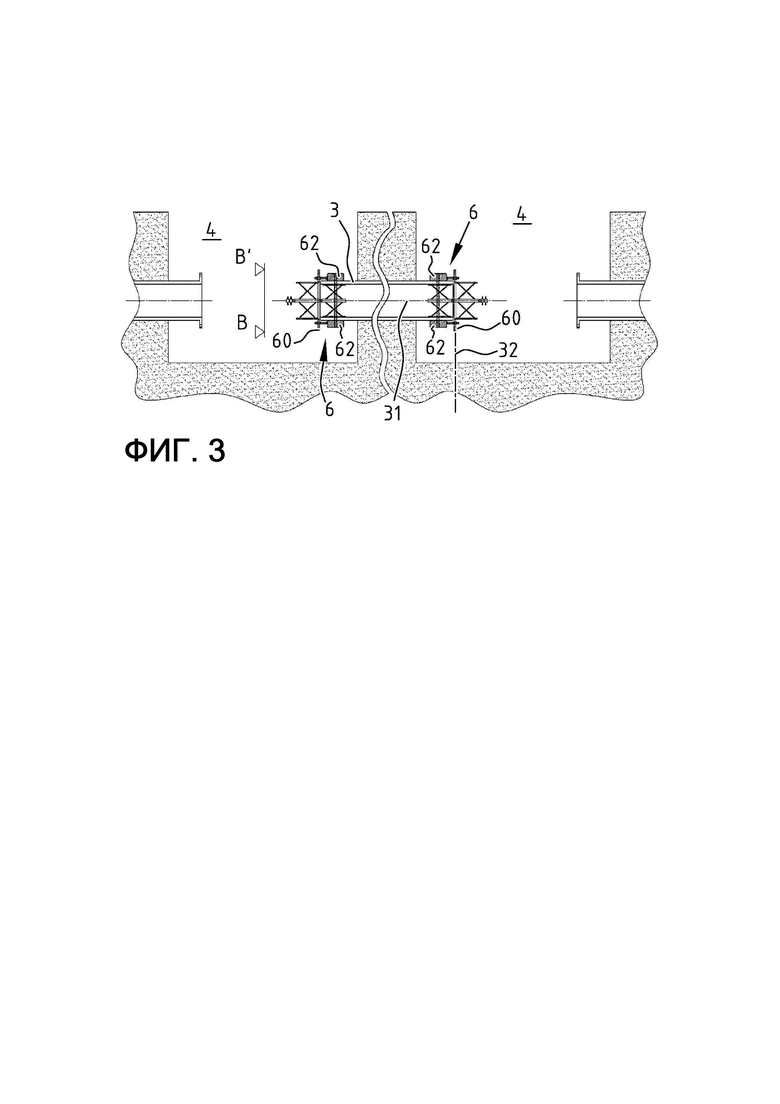
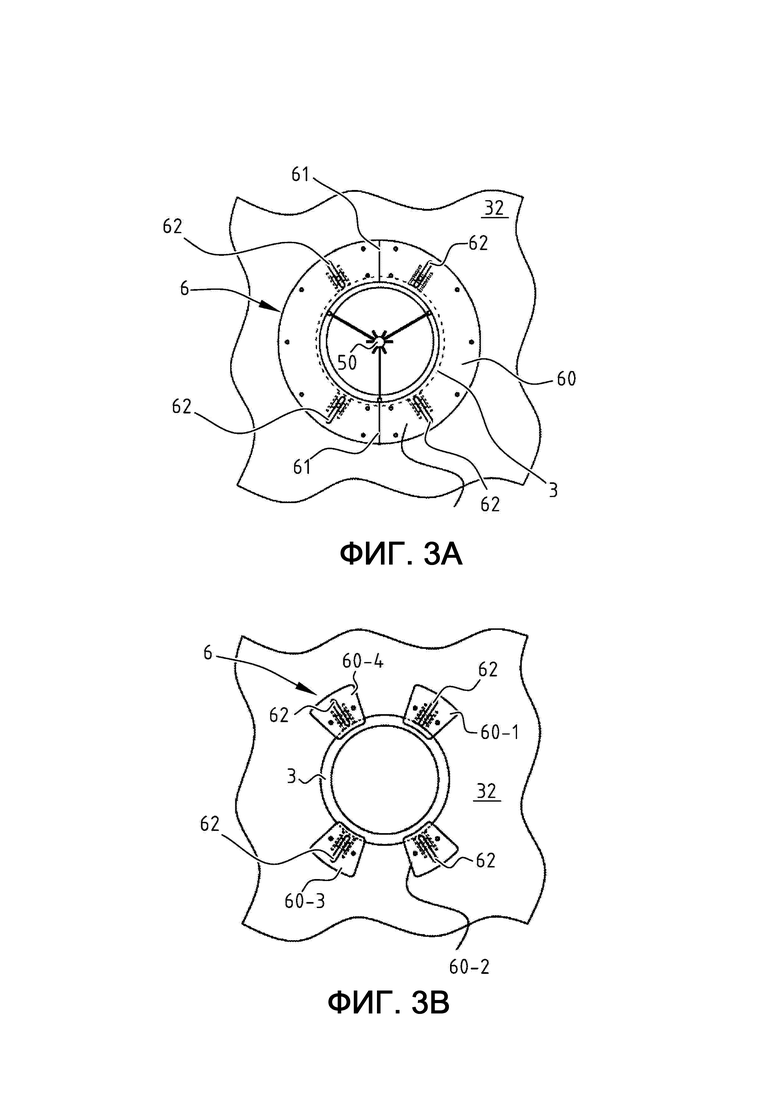
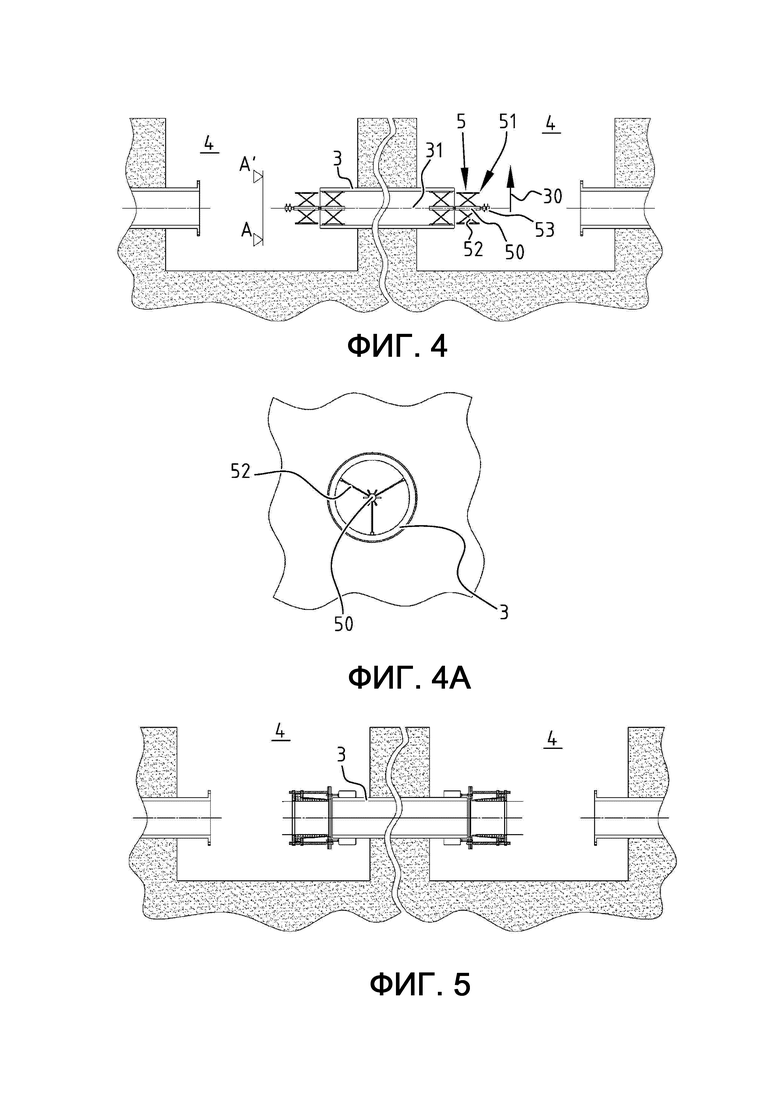
на фиг. 3 и 4 – ряд этапов способа согласно некоторым вариантам осуществления изобретения;
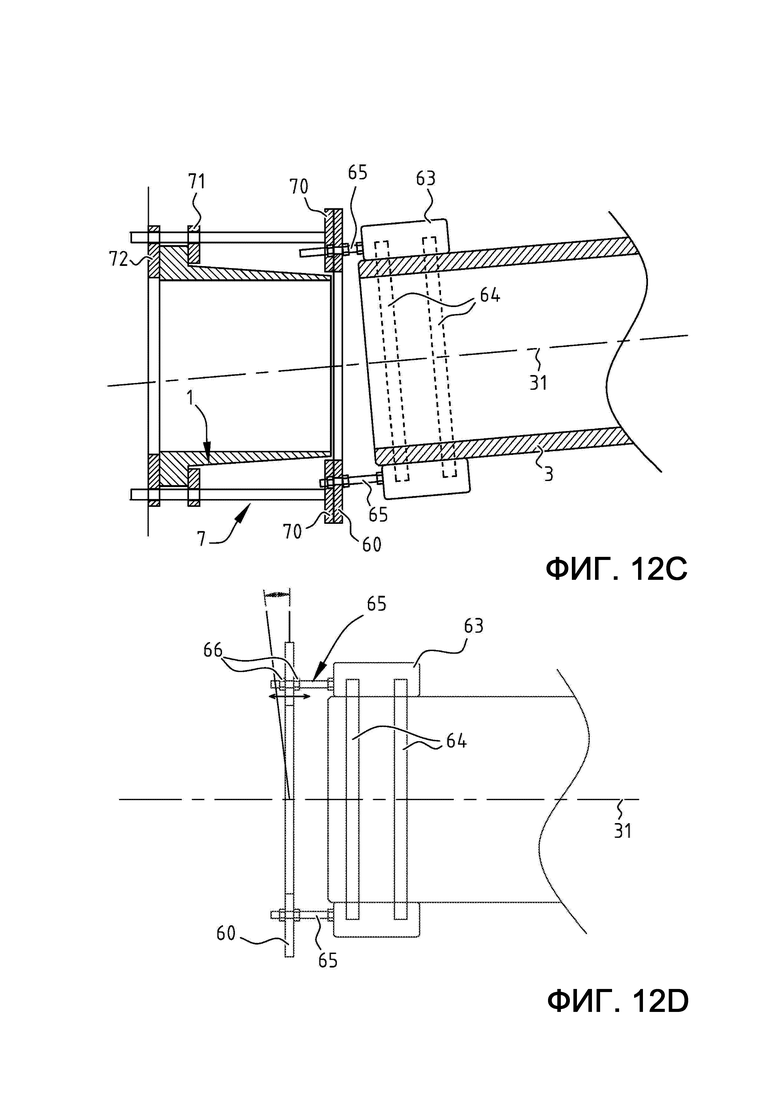
на фиг. 3A и 3B – первый выравнивающий элемент согласно вариантам осуществления, используемый в способе согласно изобретению, вид спереди;
на фиг. 4А – вспомогательный выравнивающий инструмент согласно варианту осуществления, используемый в способе согласно изобретению, вид спереди; в то время как
на фиг. 5 – выровненный соединительный элемент согласно варианту осуществления изобретения, вид сбоку;
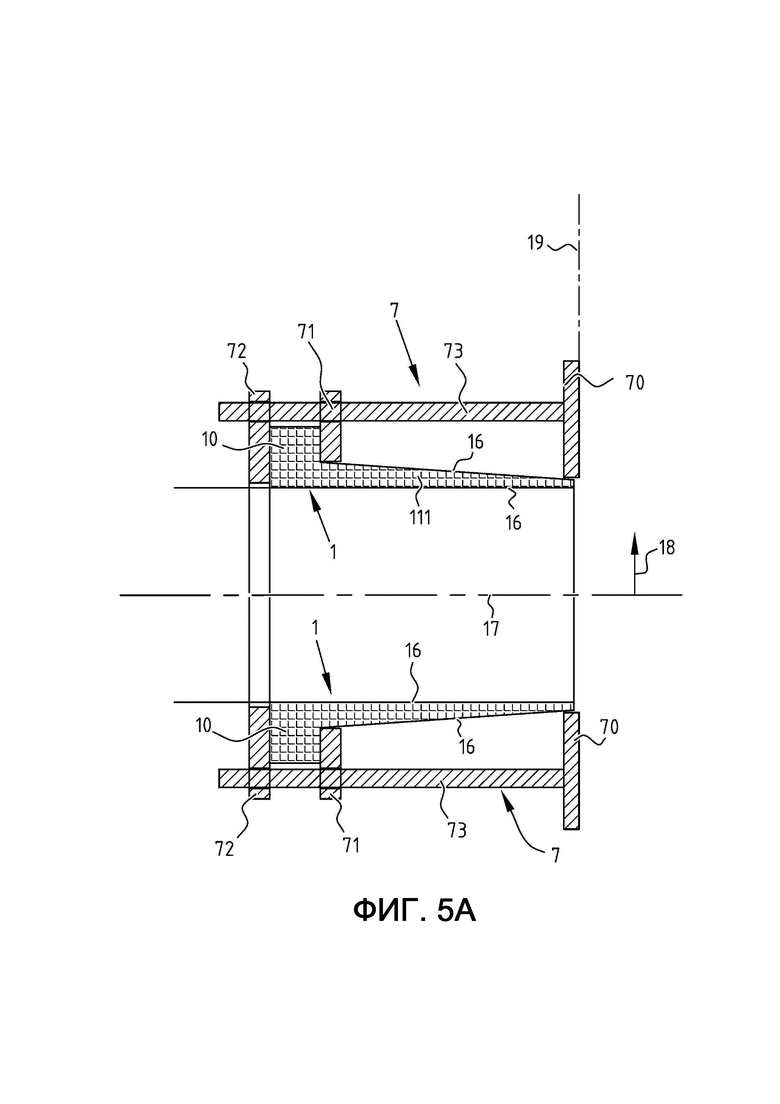
на фиг. 5A – выровненный соединительный элемент согласно варианту осуществления, поясненному на фиг. 5, подробный вид сбоку;
на фиг. 6-9 – некоторые этапы способа согласно варианту осуществления изобретения;
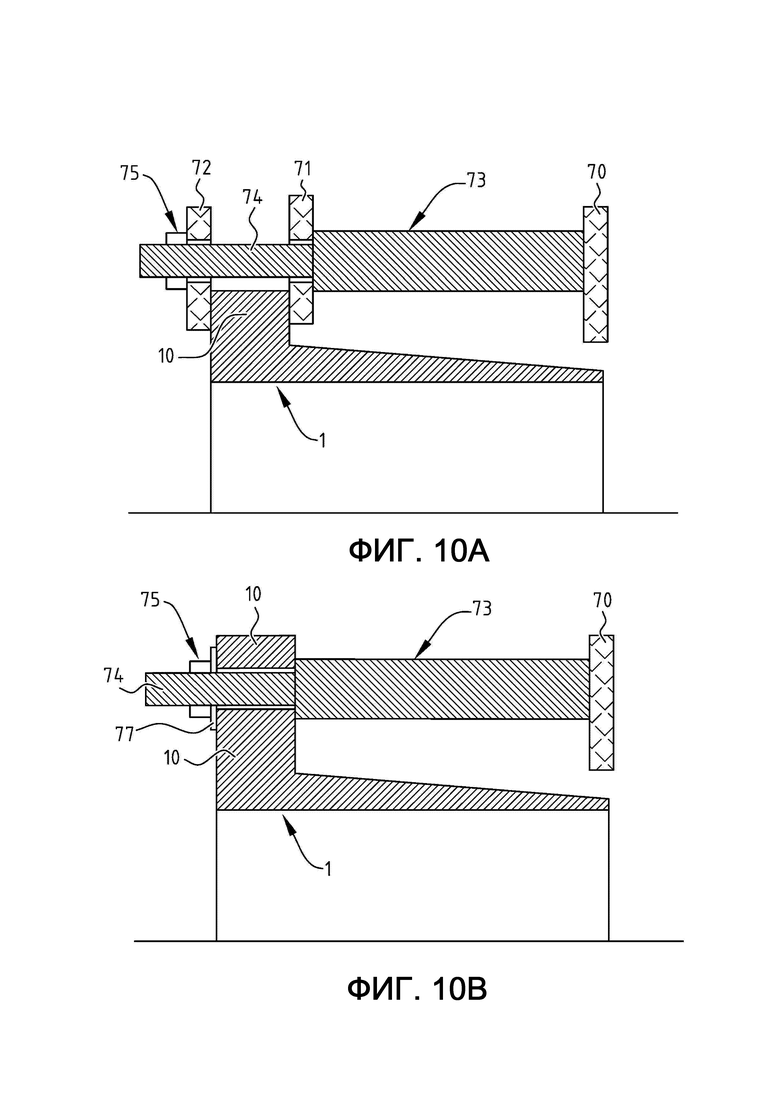
на фиг. 10А и 10В – устройство выравнивания согласно некоторым вариантам осуществления изобретения;
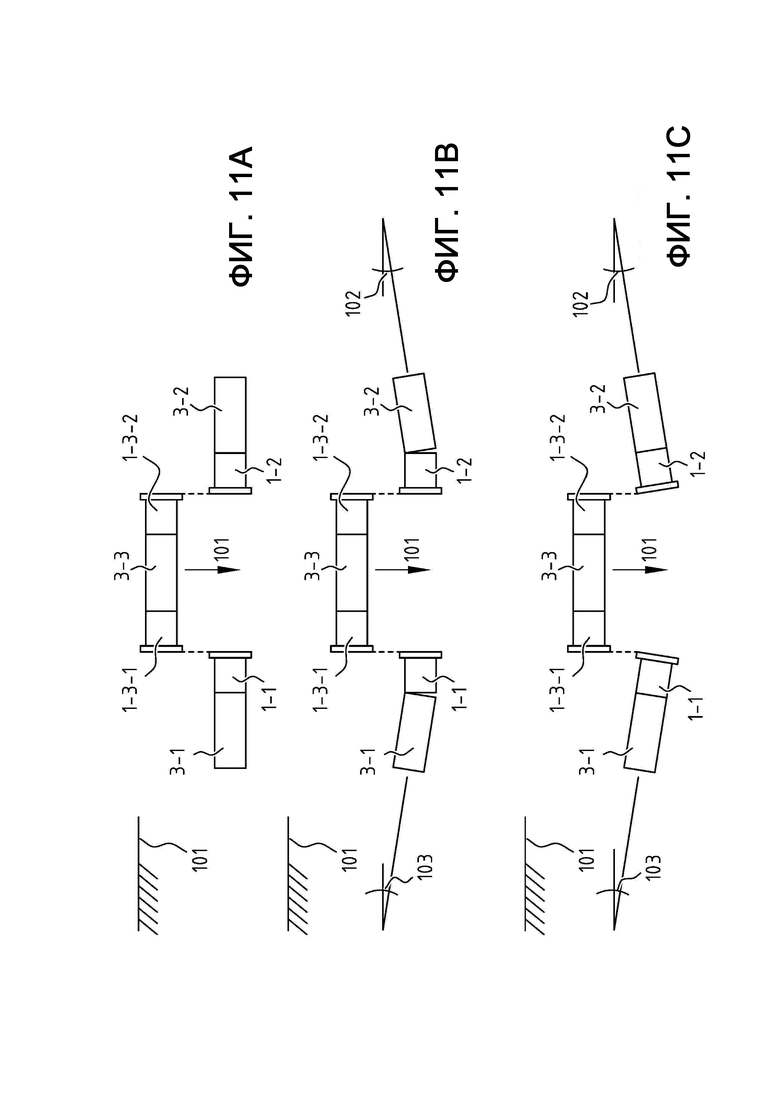
на фиг. 11A-11C – конфигурации, которые могут существовать между принимающими трубами, соединительными элементами и соединительной трубой согласно вариантам осуществления изобретения; и наконец
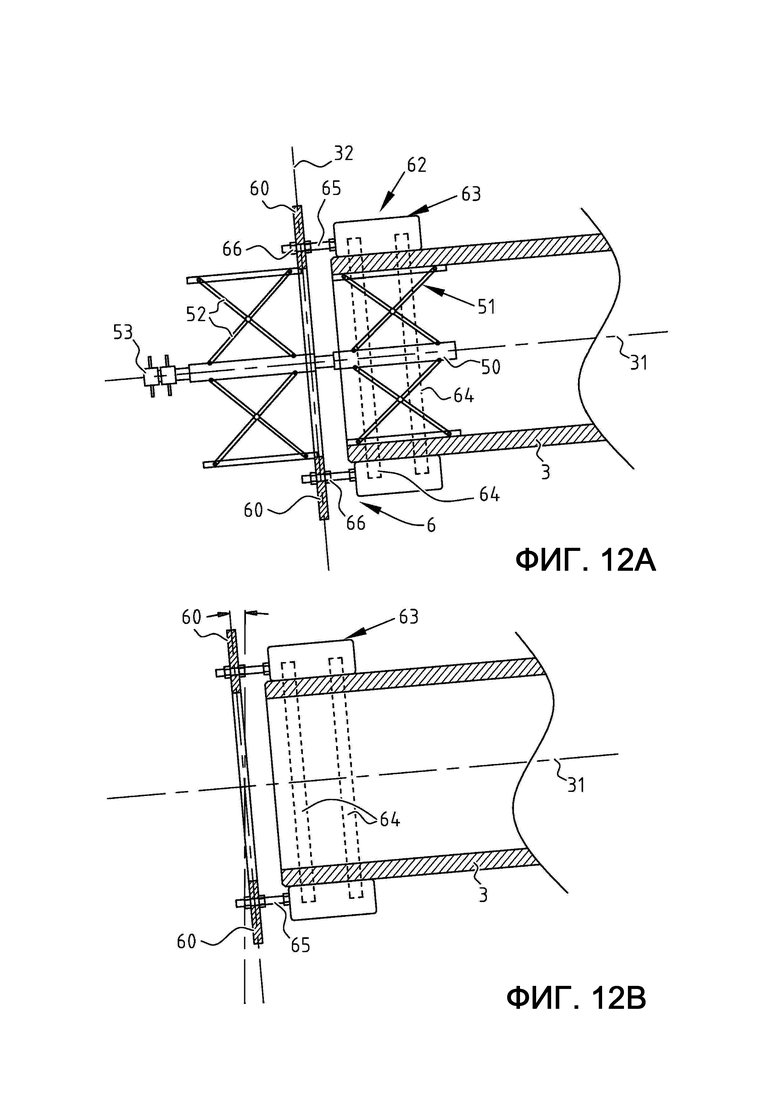
на фиг. 12A-12D – устройство выравнивания согласно вариантам осуществления изобретения.
Варианты осуществления изобретения
На фиг. 1 показан соединительный элемент 1 согласно одному из вариантов осуществления изобретения, вид в перспективе. Соединительный элемент 1 выполнен из композитного материала, содержащего армирующие волокна и композицию на основе смолы, например, ненасыщенный полиэфир, армированный стекловолокном, и содержит первую часть 11, состоящую из армирующих волокон и, по существу, полностью отвержденной композиции на основе смолы. Вторая часть 12 соединительного элемента 1 содержит сухие армирующие волокна, образующие связываемую поверхность. Упомянутая вторая часть 12 может, по существу, не содержать композиции на основе смолы в соединительном элементе 1 как таковой, то есть в том виде, в котором она произведена. Соединительный элемент 1 имеет окружной корпус, в котором внешняя окружная оболочка образует первую часть 11, а внутренняя окружная оболочка образует вторую часть 12. Обе окружные оболочки соединительного элемента 1 проходят, по существу, по всей окружности 13 соединительного элемента 1 в окружном направлении 14. Внутренняя поверхность 121 второй части 12 доступна для контакта с внешней поверхностью 21 лейнера 2 (фиг. 2). Граничный слой 15 соединительного элемента 1 между поверхностями первой части 11 и второй части 12 конструктивно соединяет первую 11 и вторую 12 части. Этот граничный слой 15 может быть образован, например, смолой, которая поступает из первой части 11 перед отверждением и частично пропитывает вторую часть 12, состоящую из сухих армирующих волокон.
На фиг. 2 показан соединительный элемент 1 в соединенном с лейнером 2 состоянии для восстановления поврежденной принимающей трубы (секции трубы). Лейнер 2 обычно представляет собой композитное изделие из армирующих волокон и композиции на основе смолы, например, войлока, пропитанного ненасыщенной полиэфирной смолой. Внешняя поверхность 21 лейнера контактирует с внутренней поверхностью 121 соединительного элемента 1. Вторая часть 12 элемента 1 может принимать отверждаемую композицию на основе смолы, которая, как вариант, исходит из неотвержденного или частично отвержденного лейнера 2, для образования функционального соединения между соединительным элементом 1 и по меньшей мере частью лейнера 2. Для этой цели также можно снабжать вторую часть 12 отдельной отверждаемой композицией на основе смолы. В альтернативном варианте осуществления изобретения вторую часть 12 соединительного элемента 1 снабжают отверждаемой композицией на основе смолы перед тем, как соединительный элемент 1 будет фактически использован в предлагаемом в изобретении способе, например, перед тем, как пропустить часть лейнера 2 через принимающую трубу 3 и через соединительный элемент 1, чтобы обнажить соединительную секцию лейнера за пределами принимающей трубы 3. Снабжение второй части 12 соединительного элемента 1, по существу, неотвержденной композицией на основе смолы может выполняться на месте, но предпочтительно выполняется за пределами места выполнения работ.
Изобретение особенно практично для восстановления трубопровода с помощью лейнера 2, основанного на композиции на основе смолы, отверждаемой ультрафиолетом, известной как таковой. В таком случае лейнер 2 снабжают дополнительным стойким к ультрафиолетовому излучению покрывающим слоем 22, наносимым на внешнюю поверхность 21 лейнера 2. Как показано на фиг. 2, покрывающий слой 22 необходимо удалять с внешней поверхности 21 лейнера 2 по меньшей мере вдоль части соединительной секции 23 лейнера 2, причем соединительная секция 23 выполнена с возможностью связывания со второй частью 12 соединительного элемента 1.
Чтобы обеспечить беспроблемное связывание между лейнером 2 и соединительным элементом 1 в соединительной секции 23 лейнера 2, может оказаться полезным снабжение второй части 12 соединительного элемента 1 отверждаемой композицией на основе смолы, совместимой с, более предпочтительно, по существу, аналогичной и наиболее предпочтительно, идентичный по составу отверждаемой композиции на основе смолы лейнера. В таком варианте осуществления по меньшей мере внутренняя поверхность 121 второй части 12 соединительного элемента 1 может покрываться устойчивой к ультрафиолетовому излучению фольгой 16, как схематично показано на фиг. 1. Для удобства, фольга 16 может также по меньшей мере частично покрывать внешнюю поверхность 111 первой части 11 соединительного элемента 1. Как видно из фиг. 2, фольгу 16 также необходимо удалять с внутренней поверхности 121 соединительного элемента 1 по меньшей мере вдоль части соединительной секции 23 лейнера 2, чтобы иметь возможность его связывания с лейнером 2.
Соединительный элемент 1 преимущественно используется в способе восстановления (поврежденной) принимающей трубы. Этапы предлагаемого способа восстановления принимающей трубы 3 с помощью лейнера 2 рассматриваются далее со ссылкой на фиг. 3-4.
Первый этап обычно включает в себя рытье одного или более колодцев 4 в грунте, которые обеспечивают доступ к принимающей трубе 3. Принимающую трубу 3, подлежащую восстановлению, затем обрезают с одного или двух концов. На первом этапе, показанном на фиг. 4, вспомогательный выравнивающий инструмент 5 вводят в принимающую трубу 3. Вспомогательный выравнивающий инструмент 5 содержит центральный вал 50, с которым соединен механизм 51 расширения. Механизм 51 содержит сдвигающие элементы 52, которые могут перемещаться в радиальном направлении 30 принимающей трубы вращением поворотной ручки 53 так, что механизм 51 может фиксироваться внутри принимающей трубы 3. В зафиксированном положении часть механизма 51 выступает за торцевую поверхность принимающей трубы 3, как показано на фиг. 4. Как показано на виде спереди на фиг. 4A, элементы 52 в зафиксированном положении вспомогательного выравнивающего инструмента 5 внутри принимающей трубы 3 прижимаются к внутренней поверхности принимающей трубы 3, так что центральный вал 50 параллелен осевому направлению 31 принимающей трубы 3 и фактически совпадает с центральной осью принимающей трубы 3.
Вспомогательный выравнивающий инструмент 5 затем используют для соединения первого выравнивающего элемента 6 с концом принимающей трубы 3, как схематично показано на фиг. 3. Первый выравнивающий элемент 6 в показанном варианте выполнения содержит пластину 60, которая проходит от внешней поверхности конца принимающей трубы 3 в плоскости 32, по существу, перпендикулярной центральной оси 31 принимающей трубы 3 (или параллельной радиальному направлению 30 принимающей трубы 3). Как показано на виде спереди на фиг. 3A, пластина 60 охватывает всю окружность принимающей трубы 3. Пластина 60 может быть разделена на две части по разделительным линиям 61. Другой вариант выполнения первого выравнивающего элемента 6 содержит ряд выровненных по окружности пластинчатых секций с 60-1 по 60-4. Этот вариант выполнения может использоваться на принимающих трубах 3 с различными диаметрами.
Первый выравнивающий элемент 6 съемно прикрепляют к внешней поверхности конца принимающей трубы 3 с помощью ряда зажимов 62, которые также могут действовать как выравнивающие инструменты, соединяющие первый выравнивающий элемент 6 и, в частности, пластину 60 (или пластинчатые секции 60-1, ..., 60-4) с вспомогательным выравнивающим инструментом 5, причем первый выравнивающий элемент 6 и принимающая труба 3 выровнены в осевом направлении.
Как лучше всего видно на фиг. 5A, второй выравнивающий элемент 7 прикреплен с возможностью съема к концу соединительного элемента 1. Второй выравнивающий элемент 7 содержит переднюю пластину 70 (или, альтернативно, несколько пластинчатых секций), которая проходит от внешней поверхности 111 конца соединительного элемента 1 в радиальном направлении 18 соединительного элемента 1 и в плоскости 19, по существу, перпендикулярной центральной оси 17 соединительного элемента 1. Передняя пластина 70 жестко прикреплена посредством стержней 73 к узлу зажимных фланцев (71, 72), которые могут быть зажаты вокруг концевого фланца 10 соединительного элемента 1. Соединительный элемент 1 снабжен устойчивой к ультрафиолетовому излучению фольгой 16 для предотвращения преждевременного отверждения отверждаемой ультрафиолетом композиции на основе смолы, которая может иметься во второй части 12 соединительного элемента 1.
Соединительный элемент 1 в варианте выполнения, показанном на фиг. 5, может затем подводиться к принимающей трубе 3 так, чтобы второй выравнивающий элемент 7, имеющийся на соединительном элементе 1, прижался к первому выравнивающему элементу 6, имеющемуся на принимающей трубе 3. Принимающая труба 3 и соединительный элемент 1 теперь выровнены в осевом направлении, поскольку сопрягаемые поверхности пластин 60 и 70 контактируют друг с другом и скреплены друг с другом, например, болтовым соединением, когда соединительный элемент 1 установлен напротив конца принимающей трубы 3.
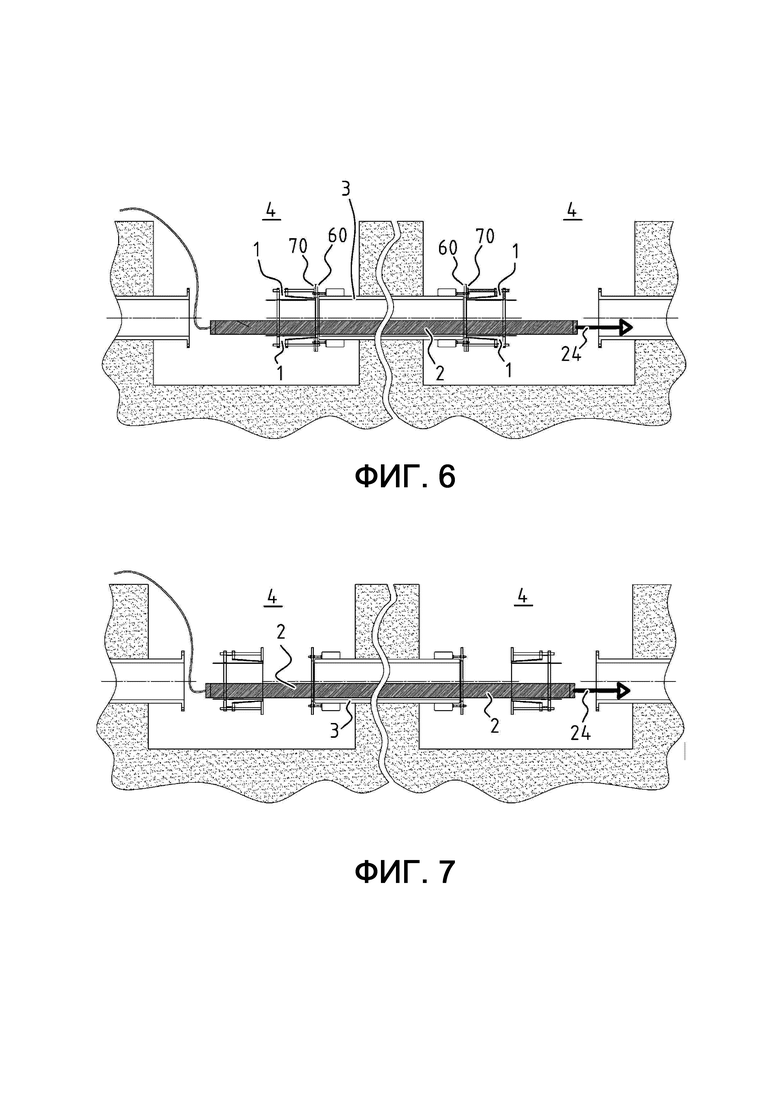
Как показано на фиг. 6, после этого предоставляют лейнер 2, который протягивают в направлении 24 через соединительный элемент 1 и через принимающую трубу 3. В этом процессе нет необходимости в выравнивании и фиксации соединительного элемента 1 относительно первого выравнивающего элемента 6 принимающей трубы 3. Можно протянуть лейнер 2 через соединительный элемент 1 и принимающую трубу 3, пока соединительный элемент 1 не прикреплен к принимающей трубе 3, как показано на фиг. 7.
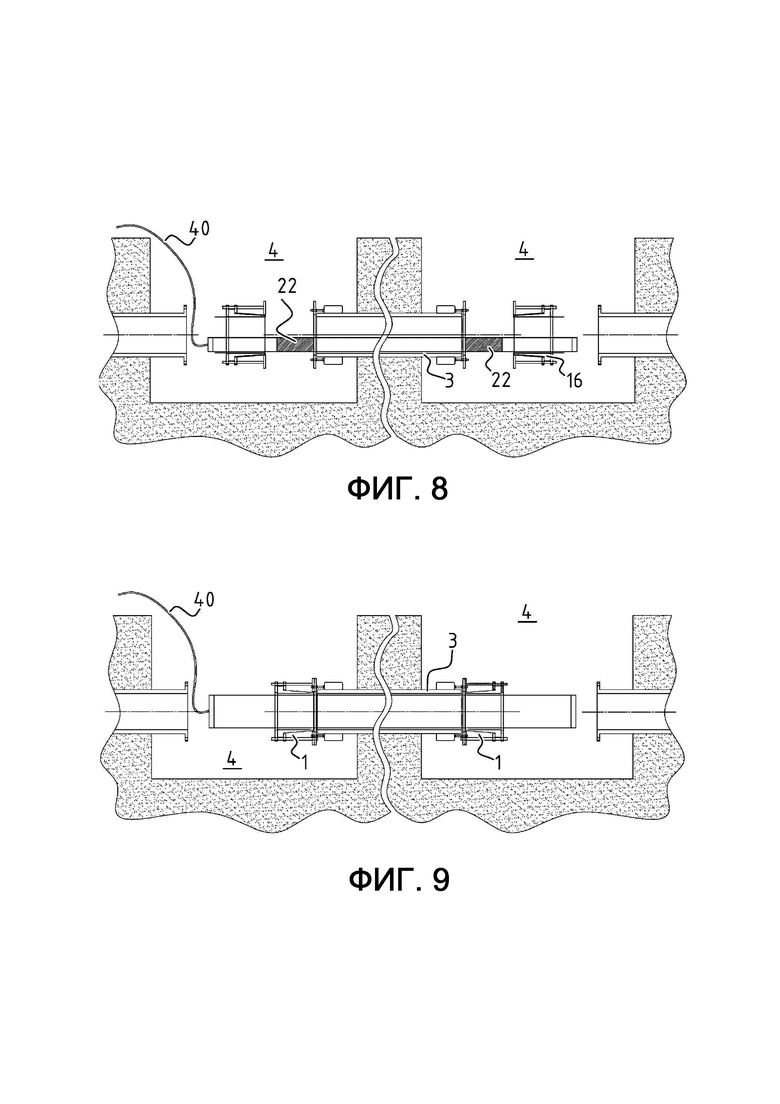
Как показано на фиг. 8, также можно протянуть лейнер 2 в направлении 24 через соединительный элемент 1 и через принимающую трубу 3, а затем ослабить и отвести соединительный элемент 1 от конца принимающей трубы 3, например, чтобы иметь возможность удалить с лейнера фольгу 16 и/или устойчивый к ультрафиолетовому излучению покрывающий слой 22.
После протягивания лейнера сквозь, соединительная секция 23 лейнера 2 принимается в соединительном элементе 1.
Чтобы удалить покрывающий слой 22 с лейнера 2, соединительный элемент 1 временно отводят от концов принимающей трубы 3, чтобы обнажить соединительную секцию 23 лейнера 2 за пределами принимающей трубы 3. Затем покрывающий слой 22 может быть удален по меньшей мере на соединительной секции 23, например, с помощью режущего инструмента. Этот этап способа показан на фиг. 8.
Ссылаясь на фиг. 9, соединительные элементы 1 затем снова перемещают по направлению к первым выравнивающим элементам 6, закрепленным на концах принимающей трубы 3, и соединяют с первыми выравнивающими элементами 6. На этом этапе способа также может удаляться необязательная устойчивая к ультрафиолетовому излучению фольга 16.
Затем внутри лейнера 2 повышают давление посредством подходящего средства 40 создания давления, так что достигается хороший контакт между внешней поверхностью 21 лейнера 2 и внутренней поверхностью 121 соединительного элемента 1, как показано на фиг. 9. Композиция на основе смолы лейнера 2 и, при необходимости, композиция на основе смолы второй части 12 соединительного элемента 1 затем отверждаются вместе с соединительным элементом 1 для образования прочного соединения между ними. Для отверждения можно использовать горячую воду, ультрафиолетовое излучение, отверждение при комнатной температуре или отверждение паром в зависимости от композиции на основе смолы лейнера 2 и соединительного элемента 1.
В контексте изобретения особенно предпочтительно отверждение ультрафиолетовым излучением.
После отверждения часть отвердевшего лейнера 2, которая выходит за пределы принимающей трубы 3, и связанный с ней соединительный элемент 1 могут быть удалены, чтобы сделать возможным соединение соединительного элемента 1 с другим соединительным элементом, имеющемся на другой принимающей трубе 3, с использованием и промежуточного сегмента трубы.
Торцевой фланец 10 соединительного элемента 1 может быть использован для соединения с другим элементом трубопровода, например, с промежуточным сегментом трубы, используемым для соединения с другим соединительным элементом 1, имеющимся на другой принимающей трубе 3. Затем соединение включает в себя привинчивание фланца 10 соединительного элемента 1 к фланцу промежуточного сегмента трубы. Затем первый и второй выравнивающие элементы 6 и 7 предпочтительно снимают с конца принимающей трубы 3 и с соединительного элемента 1 соответственно.
На фиг. 10A и 10B показаны два варианта выполнения второго выравнивающего элемента 7, который расположен на соединительном элементе 1. Вариант выполнения, показанный на фиг. 10A, содержит торцевую пластину 70, которая соединена с опорным фланцем 71 стержнем 73. Зажимающий фланец 72 может быть навинчен на резьбовой элемент 74 и закреплен в упор к концевому фланцу 10 соединительного элемента 1 гайкой 75. Фланцы (71, 72) обеспечивают зажим вокруг концевого фланца 10 соединительного элемента 1 и надежно прикрепляют второй выравнивающий элемент 7 к соединительному элементу 1.
Вариант выполнения, показанный на фиг. 10B, содержит торцевую пластину 70, которая соединена с резьбовым элементом 74 стержнем 73. Резьбовой элемент 74 расположен в отверстии 76 концевого фланца 10 соединительного элемента 1. Гайка 75 навинчивается на резьбовой элемент 74 и закрепляется в упор к торцевому фланцу 10 соединительного элемента 1 с помощью шайбы 77 между ними. Такая конфигурация также обеспечивает надежное соединение соединительного элемента 1 со вторым выравнивающим элементом 7.
Ссылаясь на фиг. 11A, две принимающие трубы (3-1 и 3-2) проходят, по существу, горизонтально, то есть приблизительно параллельно уровню 100 земли. Соединительные элементы 1-1 и 1-2 расположены на концах принимающих труб 3-1 и 3-2 и выровнены с помощью описанного выше выравнивающего устройства (6, 7) (на чертежах для ясности не показано), так что их центральные оси проходят, по существу, соосно с центральной осью упомянутых принимающих труб 3-1 и 3-2. Внутри принимающих труб (3-1 и 3-2) расположены лейнеры (для ясности на чертежах не показаны), которые, по существу, отверждены для образования функционального соединения с соединительными элементами (1-1 и 1-2). Промежуточный сегмент 3-3 трубы используется для соединения двух лейнеров внутри принимающих труб (3-1 и 3-2). Фланцевые элементы 1-3-1 и 1-3-2 расположены на обоих концах промежуточного сегмента 3-3 трубы и выровнены так, что их центральные оси проходят, по существу, соосно с центральной осью упомянутого промежуточного сегмента 3-3 трубы. Концевые фланцевые элементы 1-3-1 и 1-3-2 могут быть выполнены за одно целое с промежуточным сегментом 3-3 трубы или могут быть применены как отдельные элементы. Затем сегмент 3-3 трубы опускают (стрелка 101), чтобы поместить его между принимающими трубами 3-1 и 3-2 и соединить концевые фланцы выровненных концевых фланцевых элементов и соединительных элементов 1 друг с другом.
Ссылаясь на фиг. 11C, две принимающие трубы (3-1 и 3-2) не проходят, по существу, горизонтально, и их центральные оси фактически проходят под ненулевыми острыми углами (102, 103) к уровню 100 земли. Соединительные элементы 1-1 и 1-2 расположены на концах принимающих труб 3-1 и 3-2 и выровнены с помощью описанного выше выравнивающего устройства (6, 7) (на чертежах для ясности не показано), так что их центральные оси проходят, по существу, соосно с центральными осями упомянутых принимающих труб 3-1 и 3-2. Концевые фланцевые элементы 1-3-1 и 1-3-2, расположенные на обоих концах промежуточного сегмента 3-3 трубы, выровнены так, что их центральные оси проходят, по существу, соосно с центральной осью упомянутого промежуточного сегмента 3-3 трубы. Установить промежуточный сегмент 3-3 трубы в этой конфигурации довольно сложно, поскольку концевые фланцы концевых фланцевых элементов и соединительных элементов 1 не выровнены друг с другом. Конфигурация, показанная на фиг. 11B, менее оптимальна, так как ее сложно установить и получить водонепроницаемое соединение.
Способ, показанный на фиг. 11B, обеспечивает решение этой проблемы. Ссылаясь на фиг. 11C, две принимающие трубы (3-1 и 3-2) не проходят, по существу, горизонтально, и фактически их центральные оси проходят под ненулевыми острыми углами (102, 103) к уровню 100 земли. В этом варианте осуществления на концах принимающих труб 3-1 и 3-2 расположены соединительные элементы 1-1 и 1-2, так что один из первого или второго выравнивающих элементов обеспечивает наличие поверхности сопряжения, которая проходит в плоскости под ненулевым острым углом к центральной оси принимающих труб 3-1 и 3-2. Выравнивающее устройство (6, 7) в этом варианте осуществления делает возможным прохождение центральных осей соединительных элементов (1-1 и 1-2), по существу, не соосно с центральными осями упомянутых принимающих труб 3-1 и 3-2. Таким образом, концевые фланцы 10 соединительных элементов (1-1 и 1-2) могут быть выровнены, по существу, вертикально к уровню 100 земли, так что они могут сопрягаться с концевыми фланцами концевых фланцевых элементов 1-3-1 и 1-3-2, расположенными на промежуточном сегменте 3-3 трубы. Это позволяет легко установить промежуточный сегмент трубы 3-3.
На фиг. 12A схематично показано, как первый элемент 6 выравнивания может быть закреплен на принимающей трубе. Для этого может использоваться вспомогательный выравнивающий инструмент 5, причем вспомогательный выравнивающий инструмент 5 размещают внутри принимающей трубы 3 с упором во внутреннюю поверхность принимающей трубы 3, так что центральный вал 50 параллелен осевому направлению 31 принимающей трубы 3 и фактически совпадает с центральной осью принимающей трубы 3. Как также показано на фиг. 12D, первый выравнивающий элемент 6 в этом варианте осуществления содержит пластину 60, которая проходит от внешней поверхности конца принимающей трубы 3 в плоскости 32, которая может быть, по существу, перпендикулярной центральной оси 31 принимающей трубы. Первый выравнивающий элемент может дополнительно содержать множество зажимов 62, содержащих блоки 63 (например, 3 или более), которые прочно крепятся к принимающей трубе 3 полосами 64. Каждый блок 63 снабжен резьбовым стержнем 65, который проходит наружу приблизительно параллельно осевому направлению 31. Пластина 60 (или пластинчатые секции 60-1, 60-2, ..., 60-4) прикреплены к блокам 63 путем совмещения отверстий в пластине 60 с резьбовыми стержнями 65 и закрепления пластины на резьбовых стержнях 65 с помощью гаек 66.
Ссылаясь на ситуацию, показанную на фиг. 12В, принимающая труба 3 отклонена от горизонтального направления. Следовательно, в некоторых ситуациях может оказаться предпочтительной регулировка выравнивания так, чтобы пластина 60 и поверхность фланца соединительной детали, установленная на ней, были выровнены в вертикальной плоскости, а не соосно с принимающей трубой 3. Это может достигаться регулировкой гаек 66, которые зажимают пластину 60 на резьбовых стержнях 65.
Как показано на фиг. 12C, второй выравнивающий элемент 7 закреплен на пластине 60. Как показано, соединительный элемент 1, по существу, отцентрирован, но его фланец 10 теперь проходит, по существу, в вертикальной плоскости.
Вышеприведенное описание нескольких вариантов осуществления не следует рассматривать как ограничение изобретения, объем которого определяется формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ПОКРЫТИЕМ | 2019 |
|
RU2770194C1 |
| ФИТИНГОВЫЙ ЭЛЕМЕНТ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВОССТАНОВЛЕНИИ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2753377C2 |
| СИСТЕМА И СПОСОБ РЕМОНТА ТРУБ | 2008 |
|
RU2438065C2 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2574532C1 |
| Токопровод | 2019 |
|
RU2700506C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО НАПОЛЬНОГО ПОКРЫТИЯ | 2020 |
|
RU2807955C1 |
| НЕПРЕРЫВНОЕ ПРОИЗВОДСТВО ПРОФИЛЕЙ С КОНСТРУКЦИЕЙ СЛОИСТОГО ТИПА С ПЕНОНАПОЛНИТЕЛЯМИ И ПРОФИЛЬ, НАПОЛНЕННЫЙ ЖЕСТКОЙ ПЕНОЙ | 2014 |
|
RU2665422C2 |
| СПОСОБ И СИСТЕМЫ ДЛЯ СОЕДИНЕНИЯ СТЕКЛОВОЛОКОННОЙ ТРУБЫ | 2012 |
|
RU2625393C2 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ СО СГЛАЖЕННОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2617184C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ЛЕНТЫ, ПРОПИТАННОЙ СМОЛОЙ, И ЛЕНТА ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН И АНАЛОГИЧНЫХ ПРОМЫШЛЕННЫХ ИСПОЛЬЗОВАНИЙ | 2003 |
|
RU2322541C2 |
Изобретение относится к способу восстановления трубопровода с помощью лейнера. Способ включает в себя этапы, на которых обеспечивают наличие соединительного элемента, выполненного с возможностью соединения лейнера с элементом трубопровода. В способе используют выравнивающее устройство. Первый выравнивающий элемент устройства соединяют с концом принимающей трубы, а второй выравнивающий элемент устройства – с концом соединительного элемента для осевого выравнивания обоих компонентов. Через принимающую трубу и соединительный элемент пропускают часть лейнера, чтобы обнажить соединительную секцию лейнера за пределами принимающей трубы. Соединительный элемент подводят по направлению к принимающей трубе так, чтобы первый и второй выравнивающие элементы соприкоснулись, а соединительная секция лейнера вошла в соединительный элемент. Затем в соединительной секции лейнера повышают давление, чтобы прижать ее к внутренней поверхности соединительного элемента, и отверждают отверждаемую композицию на основе смолы лейнера, чтобы образовать функциональное соединение между соединительным элементом и соединительной секцией лейнера. 21 з.п. ф-лы, 22 ил.
1. Способ восстановления трубопровода с помощью лейнера из армирующих волокон и отверждаемой композиции на основе смолы, включающий в себя этапы, на которых:
- обеспечивают наличие соединительного элемента, выполненного с возможностью соединения лейнера с другими элементами трубопровода и содержащего армирующие волокна и композицию на основе смолы, которая, по существу, полностью отверждена в первой части соединительного элемента;
- обеспечивают наличие выравнивающего устройства, содержащего первый и второй выравнивающие элементы;
- соединяют первый выравнивающий элемент с концом принимающей трубы и второй выравнивающий элемент с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента посредством обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент расположен напротив конца принимающей трубы;
- подводят соединительный элемент по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, располагался напротив первого выравнивающего элемента, расположенного на принимающей трубе;
- прикрепляют соединительный элемент к концу принимающей трубы, используя выравнивающие элементы;
- пропускают часть лейнера через принимающую трубу;
- пропускают часть лейнера через соединительный элемент;
- обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции лейнера;
- повышают давление в соединительной секции лейнера, принятой в соединительном элементе, для ее прижатия к внутренней поверхности второй части соединительного элемента; и
- отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
2. Способ по п. 1, в котором первый выравнивающий элемент содержит пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности конца принимающей трубы, когда пластина или пластинчатая секция соединена с ним, в плоскости под ненулевым острым углом к центральной оси принимающей трубы и предпочтительно в плоскости, по существу, перпендикулярной центральной оси принимающей трубы.
3. Способ по п. 1 или 2, в котором первый выравнивающий элемент прикрепляют к концу принимающей трубы с возможностью съема.
4. Способ по любому из пп. 1-3, в котором этап соединения первого выравнивающего элемента с концом принимающей трубы включает в себя осевое выравнивание первого выравнивающего элемента и конца принимающей трубы с использованием вспомогательного выравнивающего инструмента.
5. Способ по любому из пп. 1-4, в котором второй выравнивающий элемент содержит пластину или пластинчатую секцию, сопрягаемая поверхность которой проходит от внешней поверхности соединительного элемента, когда пластина или пластинчатая секция соединена с ним, в плоскости под ненулевым острым углом к центральной оси соединительного элемента и предпочтительно в плоскости, по существу, перпендикулярной центральной оси соединительного элемента.
6. Способ по любому из пп. 1-5, в котором второй выравнивающий элемент прикрепляют к соединительному элементу с возможностью съема.
7. Способ по любому из пп. 1-6, в котором соединительный элемент устанавливают напротив конца принимающей трубы, а первый и второй выравнивающие элементы соединяют для осевого выравнивания конца принимающей трубы и соединительного элемента посредством обеспечения наличия сопрягаемых поверхностей.
8. Способ по любому из пп. 1-7, в котором вторая часть соединительного элемента содержит сухие армирующие волокна, и отверждаемая композиция на основе смолы лейнера принимается сухими армирующими волокнами второй части на этапе повышения давления в соединительной секции лейнера и/или на этапе отверждения отверждаемой композиции на основе смолы лейнера.
9. Способ по любому из пп. 1-7, в котором вторую часть соединительного элемента снабжают отверждаемой композицией на основе смолы перед этапом отверждения отверждаемой композиции на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
10. Способ по любому из пп. 1-9, в котором вторую часть соединительного элемента покрывают фольгой, устойчивой к ультрафиолетовому излучению, и фольгу удаляют перед этапом повышения давления в соединительной секции лейнера.
11. Способ по п. 9 или 10, в котором отверждаемая композиция на основе смолы представляет собой композицию, которая, по существу, аналогична отверждаемой композиции на основе смолы лейнера, или представляет собой отверждаемую композицию на основе смолы лейнера.
12. Способ по любому из пп. 1-11, в котором лейнер содержит отверждаемую ультрафиолетовым излучением композицию на основе смолы и устойчивый к ультрафиолетовому излучению покрывающий слой, и покрывающий слой удаляют в соединительной секции лейнера.
13. Способ по п. 12, в котором покрывающий слой удаляют перед этапом отверждения композиции на основе смолы лейнера и предпочтительно перед этапом повышения давления в соединительной секции лейнера.
14. Способ по любому из пп. 1-13, в котором пропускание части лейнера через принимающую трубу и через соединительный элемент осуществляют путем втягивания лейнера.
15. Способ по любому из пп. 1-14, в котором пропускание части лейнера через принимающую трубу и через соединительный элемент осуществляют путем вращения лейнера.
16. Способ по любому из пп. 1-15, в котором часть отвержденного лейнера, которая выходит за пределы принимающей трубы и связанного с ней соединительного элемента, удаляют.
17. Способ по любому из пп. 1-16, дополнительно включающий в себя этап, на котором соединяют соединительный элемент с другим компонентом трубопровода.
18. Способ по п. 17, в котором соединение включает в себя привинчивание фланца соединительного элемента к фланцу другого компонента трубопровода.
19. Способ по любому из пп. 1-18, включающий в себя последовательные этапы, на которых:
- обеспечивают наличие выравнивающего устройства и соединяют первый выравнивающий элемент с концом принимающей трубы, а второй выравнивающий элемент - с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
- подводят соединительный элемент по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
- прикрепляют соединительный элемент к концу принимающей трубы;
- пропускают часть лейнера через принимающую трубу и через соединительный элемент, прикрепленный к принимающей трубе;
- отсоединяют соединительный элемент от принимающей трубы для обеспечения доступа к соединительной секции лейнера;
- обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции;
- повторно прикрепляют соединительный элемент к концу принимающей трубы;
- повышают давление в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
- отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
20. Способ по любому из пп. 1-18, включающий в себя следующие этапы, на которых:
- обеспечивают наличие выравнивающего устройства и соединяют первый выравнивающий элемент с концом принимающей трубы, а второй выравнивающий элемент - с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
- пропускают часть лейнера через принимающую трубу и через соединительный элемент, который еще не прикреплен к принимающей трубе;
- обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции;
- подводят соединительный элемент к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
- прикрепляют соединительный элемент к концу принимающей трубы;
- повышают давление в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
- отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
21. Способ по любому из пп. 1-18, включающий в себя последовательные этапы, на которых:
- обеспечивают наличие выравнивающего устройства и соединяют первый выравнивающий элемент с концом принимающей трубы, а второй выравнивающий элемент - с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
- пропускают часть лейнера только через принимающую трубу;
- обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции;
- пропускают конец лейнера внутрь соединительного элемента и подводят соединительный элемент по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
- прикрепляют соединительный элемент к концу принимающей трубы;
- повышают давление в соединительной секции лейнера, которая принята в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
- отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
22. Способ по любому из пп. 1-18, включающий в себя следующие этапы, на которых:
- обеспечивают наличие выравнивающего устройства и соединяют первый выравнивающий элемент с концом принимающей трубы, а второй выравнивающий элемент - с соединительным элементом для осевого выравнивания принимающей трубы и соединительного элемента путем обеспечения наличия сопрягаемых поверхностей, когда соединительный элемент установлен напротив конца принимающей трубы;
- пропускают часть лейнера по меньшей мере только через принимающую трубу;
- пропускают конец лейнера внутрь соединительного элемента;
- обнажают отверждаемую композицию на основе смолы лейнера в соединительной секции;
- подводят соединительный элемент по направлению к принимающей трубе так, чтобы второй выравнивающий элемент, расположенный на соединительном элементе, находился напротив первого выравнивающего элемента, расположенного на принимающей трубе;
- прикрепляют соединительный элемент к концу принимающей трубы;
- повышают давление в соединительной секции лейнера, принятой в соединительном элементе, чтобы прижать ее к внутренней поверхности второй части соединительного элемента; и
- отверждают отверждаемую композицию на основе смолы лейнера для образования функционального соединения между второй частью соединительного элемента и соединительной секцией лейнера.
| WO 2018139923 A1, 02.08.2018 | |||
| US 2016348812 A1, 01.12.2016 | |||
| US 2014333067 A1, 13.11.2014 | |||
| US 2018058614 A1, 01.03.2018 | |||
| US 2015174706 A1, 25.06.2015 | |||
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА АВАРИЙНОГО И ЭКОЛОГИЧЕСКОГО МОНИТОРИНГА ОКРУЖАЮЩЕЙ СРЕДЫ РЕГИОНА | 2010 |
|
RU2452985C2 |
| СИСТЕМЫ И СПОСОБ ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2007 |
|
RU2488735C2 |

