Настоящее изобретение относится к способу и системе управления установкой по производству в непрерывном режиме полимера, в частности этиленпропиленовых, или ЭПК (EPR) каучуков и этилен-пропилен-диеновых, или ЭПДМ (EPDM) каучуков.
В приведенном ниже описании для простоты и не для ограничения делается ссылка на ЭПК- и ЭПДМ-каучуки.
Как известно, ЭПК- и ЭПДМ-каучуки производят с помощью сложного производственного процесса, который может быть разделен на три разные стадии, а именно, реакционную стадию, стадию отпарки и стадию завершающей обработки, которые проводят соответственно в реакционной секции, в секции отпарки и секции завершающей обработки промышленной установки.
На реакционной стадии в реактор подают два реагента - первый мономер и второй мономер, и, возможно, третий реагент - третий мономер, или так называемый диен. Помимо реагентов в реактор вводят преимущественно катализатор, со-катализатор, активатор и агент обрыва цепи.
Последующая стадия отпарки предназначена для выделения непрореагировавших мономеров, и ее проводят с помощью секции отпарки, состоящей из отпарного аппарата высокого давления и двух отпарных аппаратов низкого давления, в которые впрыскивают пар.
В секции завершающей обработки продукт, то есть ЭПК- и ЭПДМ-каучук, экструдируют, сушат и прессуют в тюки для упаковки.
Процесс производства ЭПК- и ЭПДМ-каучуков дополнительно не будет описываться, так как он хорошо известен специалистам в данной области техники.
В любом случае промышленная установка, которая реализует этот процесс, включает совокупность дозаторов отдельных реагентов, измерительных приборов и оборудования, известных специалистам в данной области техники.
Этот тип промышленной установки в большинстве случав централизованно контролируют с помощью системы управления, способной регулировать и отслеживать работу устройств, приборов и оборудования установки. Такая система управления включает один или несколько электронных блоков обработки и управления, например, один или несколько микропроцессоров, запрограммированных и настроенных на мониторинг и управление устройствами, приборами и оборудованием установки посредством множества исполнительных механизмов. Процесс производства обычно базируется на ряде параметров управления, которые отражают дозирование различных реагентов, физические условия разных стадий и т.д. Такие параметры представлены в программах или наборах команд, предназначенных для обеспечения соблюдения определенных промышленных стандартов. Установку этих параметров осуществляют посредством регулирования и управления устройствами, приборами и оборудованием установки. В частности, чтобы гарантировать получение продукта, который соответствует ряду желаемых требований, выполняют, например, регулировки дозирования различных реагентов. Эти регулировки основываются на результатах лабораторных анализов, проводимых с образцами продукции, периодически отбираемыми на выходе и анализируемыми в лаборатории; если такие образцы не соответствуют необходимым требованиям или стандартам качества, операторы меняют параметры дозирования, чтобы попытаться и получить продукт, который соответствует этим стандартам. Следовательно, данные изменения определяют на основе результатов лабораторных анализов, исторических данных о производстве, в дополнение к опыту самих операторов. Таким образом, основанное на опыте управление осуществляют путем установки ряда контрольных или рабочих параметров с помощью электронных блоков обработки и управления. Этот тип управления имеет различные недостатки.
Первый недостаток связан с недетерминированным характером регулировок, которые фактически основаны на заключении и субъективном опыте операторов.
Второй недостаток связан с тем фактом, что необходимость применения регулировок основана на изучении данных, полученных в результате лабораторных анализов, проводимых периодически, а не в режиме реального времени, непосредственно на конечном или промежуточном продукте.
Учитывая, что перед получением продукта, который подпадает под требуемые стандарты, может быть необходимо множество тонких регулировок, и что рассматриваемая промышленная установка работает непрерывно, можно понять, как на эффективность производства установки можно существенно повлиять за счет эффективности методологии управления производственным процессом.
Цель настоящего изобретения состоит в преодолении упомянутых выше недостатков и, в частности, в разработке способа и системы управления установкой по непрерывному производству полимера, которые позволяют оптимизировать контрольные параметры за короткий промежуток времени, гарантируя более высокую эффективность производства, чем предусмотрено предшествующим уровнем техники.
Эта и другие цели в соответствии с настоящим изобретением достигнуты за счет разработки способа и системы управления установкой по производству в непрерывном режиме полимера, как это определено конкретно в независимых пунктах.
Другие характерные признаки способа и системы управления установкой по производству в непрерывном режиме полимера являются объектом зависимых пунктов.
Характерные признаки и преимущества способа и системы управления установкой по производству в непрерывном режиме полимера в соответствии с настоящим изобретением станут более очевидны из последующего иллюстративного и неограничивающего описания со ссылкой на прилагаемые схематичные чертежи, из которых:
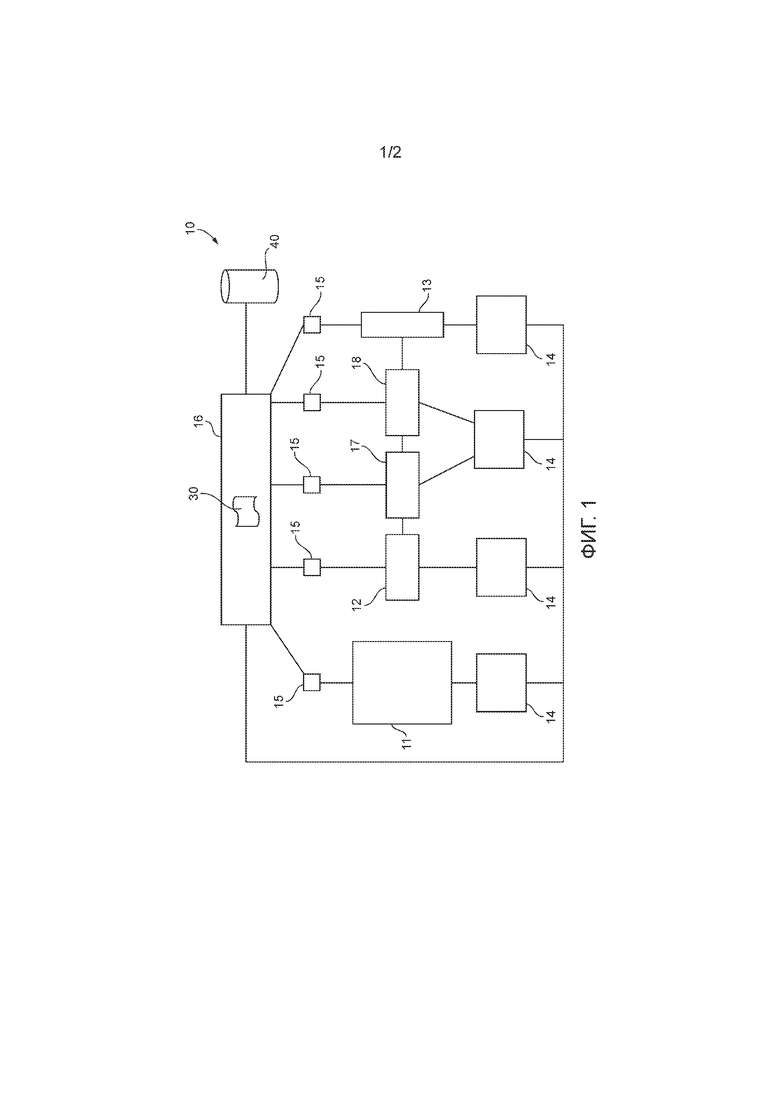
фигура 1 представляет собой блок-схему установки по производству полимера в непрерывном режиме в соответствии с настоящим изобретением;
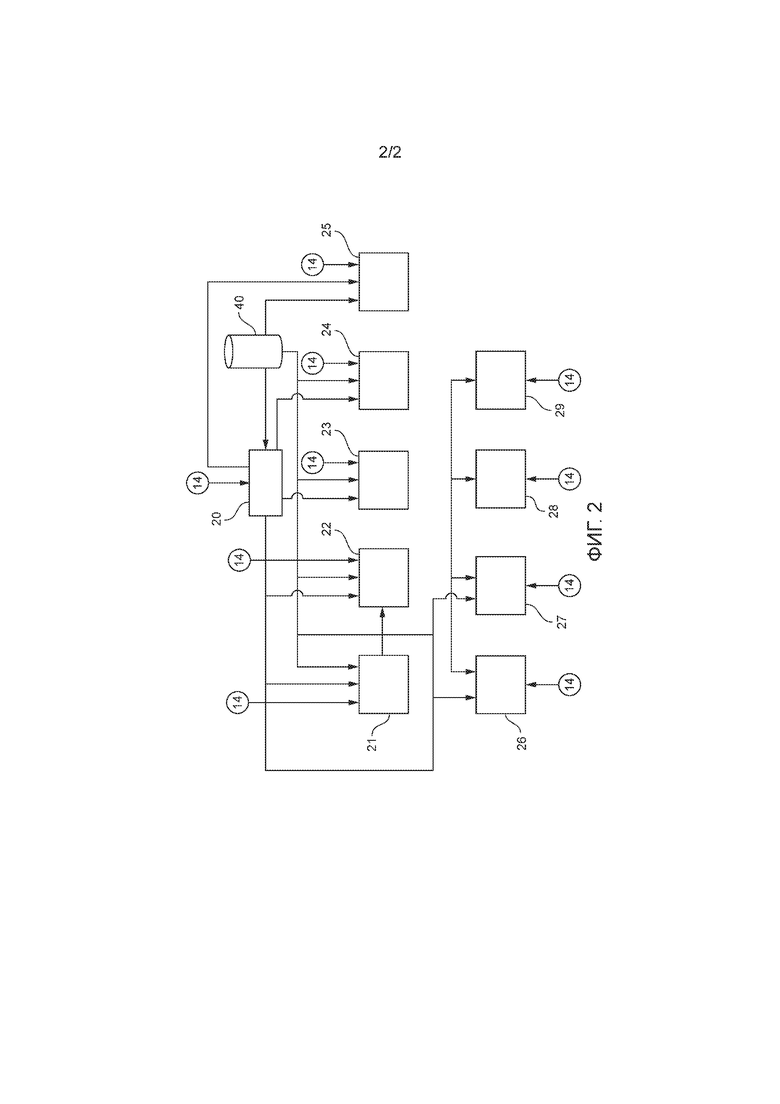
фигура 2 представляет собой блок-схему, показывающую вычислительные модули, предложенные в способе управления установкой фигуры 1 в соответствии с настоящим изобретением.
Что касается фигуры 1, то она показывает установку по производству полимера в непрерывном режиме, обозначенную целиком позицией 10.
В настоящем описании стадии способа производства полимеров не будут описаны, так как они известны из уровня техники.
Установка 10 включает реакционную секцию, содержащую, по меньшей мере, один реактор 11, в который подают, по меньшей мере, первый мономер и второй мономер, секцию отпарки, содержащую первый отпарной аппарат высокого давления 12, второй отпарной аппарат низкого давления 17 и третий отпарной аппарат низкого давления 18, секцию завершающей обработки, содержащую, по меньшей мере, один бак рециркуляции 13 мелкодисперсных продуктов, совокупность измерительного оборудования 14 рабочих условий установки 10 и систему управления, содержащую совокупность устройств распределенного управления 15, которые могут управляться, по меньшей мере, одним центральным электронным блоком обработки и управления 16 на основании совокупности контрольных переменных, включающих расход масла, которое подают в первый отпарной аппарат, расход агента обрыва цепи, с котором его подают, по меньшей мере, в один реактор 11, и расход отходящих газов контура термостатического контроля реактора 11.
В настоящем описании высокое давление означает давление отпарки, находящееся в интервале от 16 до 18 бар избыточного давления (бар и.д.) (1,6-1,8 МПа).
Низкое давление означает давление отпарки, находящееся в интервале от 4,5 до 6 бар и.д. (0,45-0,6 МПа).
Второй отпарной аппарат 17 соединен в каскаде с первым отпарным аппаратом 12, и третий отпарной аппарат 18 соединен в каскаде со вторым отпарным аппаратом 17.
Устройства распределенного управления 15 представляют собой, например, дозаторы или клапаны, способные менять расход реагента к определенной секции установки.
Далее для простоты и не для ограничения будет делаться ссылка на ЭПК-каучуки и ЭПДК (EPDR) каучуки.
В частности, для производства ЭПК-каучуков в реактор подают первый мономер, как правило, этилен, и второй мономер, как правило, пропилен; для производства ЭПДК- каучуков, к этим мономерам добавляют третий мономер, как правило, диен.
Для простоты далее будет упоминаться этилен в качестве первого мономера, пропилен в качестве второго мономера и диен в качестве третьего мономера. Все соображения, изложенные относительно этилена, пропилена и диена, можно рассматривать, как поддающиеся обобщению в отношении первого, второго и третьего мономера, соответственно.
По меньшей мере, один центральный электронный блок обработки и управления 16 преимущественно включает средства программного обеспечения 30, настроенного на реализацию этапов способа управления в соответствии с настоящим изобретением, который описан ниже.
В частности, указанные средства программного обеспечения 30 представляют собой программу или набор программ для компьютера, которые могут быть загружены в память самого центрального электронного блока обработки и управления 16 и которые содержат части программного кода для реализации этапов способа в соответствии с настоящим изобретением.
Способ управления преимущественно включает регулирование установки 10 на основании совокупности переменных и контрольных показателей, рассчитанных с помощью множества вычислительных модулей. Такие вычислительные модули представляют собой главным образом инструкции по расчету, которые вносят вклад в управление установкой 10. Вычислительные модули не обязательно должны быть выполнены последовательно друг за другом в соответствии с заранее установленным порядком; однако возможно, что инструкции по расчету одного вычислительного модуля зависят от результатов инструкций по расчету других вычислительных модулей. В этом последнем случае фактически реализация одного вычислительного модуля может зависеть от предыдущей реализации одного или нескольких «подготовительных» вычислительных модулей.
В любом случае способ управления обеспечивает, в первую очередь, сбор совокупности данных, включающих параметры набора команд, результаты лабораторных анализов и заранее заданные коэффициенты, хранимые в базе данных 40, и сбор данных, выявленных с помощью измерительного оборудования.
Параметры набора команд определяют предварительно, и они связаны со стандартными рабочими условиями, получаемыми на установке, или с дозированием реагентов, необходимых для получения продукта, соответствующего стандартам производства. Результаты лабораторных анализов, с другой стороны, относятся к анализам, проводимым на образцах продуктов, собранных на выходе установки через предварительно установленные временные интервалы. Заранее заданные коэффициенты относятся к параметрам, используемым для расчета переменных.
Измерительное оборудование может состоять, например, из хроматографов и других детекторов, обычно используемых в установках такого типа.
Способ управления в соответствии с настоящим изобретением включает этап, на котором значение потенциала производительности, по меньшей мере, одного реактора 11 определяют, с помощью, первого вычислительного модуля 20 вышеупомянутой совокупности вычислительных модулей, на основании параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, выявленных с помощью измерительного оборудования.
Значение потенциала производительности, по меньшей мере, одного реактора 11 предпочтительно рассчитывают в виде соотношения между скоростью потока рециркуляции в реактор, определяемым посредством одного из измерительных приборов, и коэффициентом конверсии F.
Скорость потока рециркуляции измеряют с помощью прибора измерения массового расхода «Coriolis», и, в частности, объемную производительность (м3/час) и плотность (кг/час) получают с помощью этого прибора.
Потенциал производительности реактора 11 выражают в т/час произведенного сухого каучука, тогда как расход на рециркуляцию выражают в м3/час. В предпочтительном варианте осуществления настоящего изобретения первый модуль 20 настроен для расчета:
- плотности пропилена в зависимости от температуры пропилена, подаваемого в реактор 11;
- конечного потенциала;
- коэффициента конверсии F;
- потенциала реактора;
- контрольной точки (SP_COCAT) расхода со-катализатора (COCAT), выраженного в л/час;
- контрольной точки (SP_ATT) расхода активатора (ATT), выраженного в л/час;
- объема выработки, выраженного в кг каучука/г катализатора (CAST);
- общего содержания твердого вещества;
- контрольной точки расхода второго мономера, подаваемого в реактор 11, выраженного в кг/час; если вторым мономером является пропилен, контрольную точку расхода обозначают SP_Propylene.
Катализаторы, со-катализаторы, активаторы, используемые в процессе, представляют собой те, что предлагает известный катализ Циглера-Натта.
Общее содержание твердого вещества представляет собой массовый процент каучука относительно общей массы смеси в реакторе.
Расчет коэффициента конверсии F основан на многочленной функции, коэффициенты которой связаны с опытом эксплуатации установки и некоторыми переменными реакции, такими как температура пропилена, температура рециркуляции, общее содержание твердого вещества и мольная процентная концентрация разбавляющего агента в газовой фазе реактора 11. Коэффициенты, используемые для вычисления коэффициента конверсии, представляют собой параметры набора команд, и для получения хороших результатов они должны периодически обновляться, предпочтительно каждые шесть месяцев после запуска установки или после соответствующего периода работы линий при наблюдении за большим количеством продуктов.
Конечный потенциал рассчитывают в виде отношения между выработкой, то есть, числом полимерных тюков, и параметром набора команд Kfines.
Kfines означает процент мелкодисперсных отходов, произведенных для каждого типа полимера; этот процент следует учитывать с должным вниманием, так как мелкодисперсные отходы образуются в реакторе, но их строго не оценивают в конечном потенциале по тюкам.
Разность между конечным потенциалом и потенциалом реактора может быть использована для понимания возможного несоответствия между выработкой реакции и при завершающей обработке.
Контрольную точку SP_COCAT расхода сокатализатора (COCAT) рассчитывают следующим образом:
SP_COCAT=(RAPP_COCAT_CAT*(MW_COCAT/MW_CAT)*P_CAT/1000*D ENS_CAT*CONC_CAT/100)*1000/DENS_COCAT,
где:
- RAPP_COCAT_CAT представляет собой параметр набора команд, который обозначает мольное отношение между COCAT и CAT, получен при проведении исследований по катализу Циглера-Натта на рассматриваемой установке и может быть изменен системой управления в зависимости от механических характеристик и состава продукта;
- CONC_CAT представляет собой параметр набора команд, обозначающий массовую процентную концентрацию CAT в масле;
- MW_COCAT представляет собой заранее заданный коэффициент, обозначающий молекулярную массу COCAT;
- MW_CAT представляет собой заранее заданный коэффициент, обозначающий молекулярную массу CAT;
- P_CAT представляет собой расход катализатора (CAT), зафиксированный и выраженный в л/час;
- DENS_CAT представляет собой заранее заданный коэффициент, обозначающий плотность CAT, выраженную в кг/м3;
- DENS_COCAT представляет собой заранее заданный коэффициент, обозначающий плотность COCAT, выраженную в кг/м3.
Контрольную точку SP_ATT расхода активатора (ATT) рассчитывают следующим образом:
SP_ATT=(RAPP_ATT_CAT*P_CA/1000*DENS_CAT*CONC_CA/100) *1000/DENS_ATT,
где:
- RAPP_ATT_CAT представляет собой параметр набора команд, обозначающий массовое отношение между ATT и CAT;
- CONC_CAT представляет собой параметр набора команд, обозначающий массовую процентную концентрацию CAT в масле;
- P_CAT представляет собой расход CAT, выраженный в л/час;
- DENS_CAT представляет собой заранее заданный коэффициент, обозначающий плотность CAT, выраженную в кг/м3;
- DENS_ATT представляет собой заранее заданный коэффициент, обозначающий плотность ATT, выраженную кг/м3.
Выработку преимущественно используют, чтобы показать эффективность реакции, и рассчитывают следующим образом:
Выработка=(reactor potentiality)*1000/(P_CAT/1000*DENS_CAT*CONC_CAT/100
*1000* (MW_CATM/MW_CAT)),
где:
- CONC_CAT представляет собой параметр набора команд, обозначающий массовую процентную концентрацию CAT в масле;
- MW_CATM представляет собой заранее заданный коэффициент, обозначающий молекулярную массу металла CAT;
- MW_CAT представляет собой заранее заданный коэффициент, обозначающий молекулярную массу CAT;
- P_CAT представляет собой расход CAT, зафиксированный и выраженный в л/час;
- DENS_CAT представляет собой заранее заданный коэффициент, обозначающий плотность CAT, выраженную в кг/м3.
Контрольную точку пропилена, подаваемого в реактор, определяют на основании вычисленного значения общего содержания твердого вещества и целевого значения содержания твердого вещества, которое представляет собой параметр набора команд. При вычислении контрольной точки пропилена расход катализатора предпочтительно не учитывают, так как он ничтожен. В частности, в случае производства ЭПДК каучука, контрольную точку пропилена SP_Propylene рассчитывают следующим образом:
SP_Propylene=(Production potentiality of the reactor) *1000/TOTSOL_target/100-ETHYLENE-P_DIENE/1000*DENS_DIENE-Propylene fluxing,
где:
- TOTSOL_target представляет собой параметр набора команд, обозначающий массовый процент каучука относительно общей массы смеси в реакторе;
- P_DIENE представляет собой расход диена (DIENE), подаваемого в реактор, зафиксированный и выраженный л/час;
- ETHYLENE представляет собой расход этилена (ETHYLENE), подаваемого в реактор, зафиксированный и выраженный в кг/час;
- Propylene fluxing представляет собой расход пропилена на разжижение, подаваемого в реактор, зафиксированный и выраженный в кг/час;
- DENS_DIENE представляет собой заранее заданный коэффициент, означающий плотность диена, выраженную в кг/м3.
Способ управления также включает этап, на котором определяют концентрацию полимера, с помощью второго вычислительного модуля 21 вышеупомянутой совокупности вычислительных модулей, по меньшей мере, в одном реакторе 11, в первом отпарном аппарате 12 и, по меньшей мере, в одном баке рециркуляции 13 мелкодисперсных продуктов, на основании значения потенциала производительности реактора, определенного в первом вычислительном модуле 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Этот второй вычислительный модуль 21 предпочтительно настраивают также на определение концентрации полимера внутри второго 17 и третьего отпарного аппарата 18. Это вычисление основано на балансе материалов и энергии каждого аппарата.
Концентрация полимера в реакторе 11 имеет значение для исключения забивки из-за высокой концентрации. Концентрация полимера в секции отпарки чрезвычайно важна для максимального повышения эффективности отпарки и потому что помогает оператору исключить забивку вследствие высокой концентрации, предупредить повреждение машин завершающей обработки, вызываемое работой при низкой нагрузке в результате низкой концентрации. Концентрацию полимера в баке рециркуляции 13 мелкодисперсных продуктов используют для учета рециркуляции мелкодисперсных продуктов в воде, рециркулируемой из завершающей обработки.
Этот второй вычислительный модуль 21 предпочтительно настроен также для расчета контрольной точки воды, рециркулируемой с завершающей обработки, или для пополнения или для поддержания постоянной концентрации полимера в отпарных аппаратах.
При производстве маслоненаполненных сортов воду, выходящую из секции завершающей обработки, полностью рециркулируют в отпарной аппарат высокого давления.
При производстве маслонаполненных сортов воду, выходящую из секции завершающей обработки, частично рециркулируют в первый отпарной аппарат высокого давления 12 и частично во второй отпарной аппарат низкого давления 17 с тем, чтобы иметь концентрацию полимера, равную соответствующему параметру набора команд, называемому заданной концентрацией полимера, и время пребывания в оборудовании, равное соответствующее параметру набора команд, называемому заданным временем пребывания, чтобы получить оптимальное распределение масла в каучуке.
Рециркуляционную воду обычно не направляют в третий отпарной аппарат низкого давления 18, но такая операция направления рециркуляционной воды в третий отпарной аппарат 18 может быть выбрана оператором в случае отклонения от нормы.
Способ управления также предпочтительно включает стадию определения, с помощью третьего вычислительного модуля 22 вышеупомянутой совокупности вычислительных модулей, расхода масла для питания второго отпарного аппарата 17, чтобы получить массовую долю в процентах масла, равную соответствующему параметру набора команд, называемому заданной массовой долей в процентах масла, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного с помощью первого вычислительного модуля 20, значения концентрации полимера в первом отпарном аппарате 12, определенного с помощью второго вычислительного модуля 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Масло подают во второй отпарной аппарат низкого давления 17 в случае маслонаполненных сортов и в зависимости от самого сорта может быть подано белое масло или желтое масло. Производственная установка имеет два переключателя, которые выбирают регулятор расхода белого масла или регулятор расхода желтого масла; выбором управляет центральный блок управления через параметры набора команд. Расход масла во втором отпарном аппарате низкого давления 17 рассчитывают посредством следующей формулы:
Контрольная точка расхода МАСЛА=((Концентрация полимера в первом отпарном аппарате высокого давления 12)*(количество жидкости, покидающей первый отпарной аппарат высокого давления 12)*(заданная массовая доля в процентах МАСЛА)/((100-(заданная массовая доля в процентах МАСЛА)/(плотность МАСЛА),
где:
- концентрацию полимера в первом отпарном аппарате высокого давления 12 и количество жидкости, покидающей первый отпарной аппарат высокого давления 12, рассчитывают во втором вычислительном модуле 21; в частности, «количество жидкости, покидающей первый отпарной аппарат высокого давления 12» относится к общему расходу продукта, покидающего первый отпарной аппарат 12, умноженному на концентрацию полимера в нем же, рассчитанной и выраженной в г полимера/л суспензии;
- плотность масла представляет собой заранее заданный коэффициент, обозначающий плотность масла, выраженную в кг/м3;
- заданная массовая доля в процентах масла на окончательно обработанном продукте представляет собой параметр набора команд.
Второй вычислительный модуль 21 непрерывно контролирует разницу в концентрации масла между заданной концентрацией масла и концентрацией, полученной из лабораторных аналитических данных, и рассчитывает количество масла, необходимое для достижения заданной массовой доли в процентах масла в готовом продукте в соответствии с предварительно заданным законом принуждения, который может представлять собой, например, линейный закон. Если это количество окажется выше предварительно заданного порогового значения, способ управления позволяет оператору быстро произвести добавление масла, показывая количество, которое необходимо добавить. Если масло находится в избытке, рассчитывают время остановки, предпочтительно в минутах, расхода масла в отпарной аппарат с целью восстановления заданной массовой доли в процентах масла.
Способ управления в соответствии с настоящим изобретением также включает определение, с помощью четвертого вычислительного модуля 23 вышеупомянутой совокупности вычислительных модулей, расхода агента обрыва цепи (TERM) для подачи, по меньшей мере, в один реактор 11, чтобы получить по существу постоянное значение вязкости полимера и равное соответствующему параметру набора команд, называемому заданной вязкостью полимера, и значение мольной доли в процентах TERM, равное соответствующему параметру набора команд, называемому заданной мольной долей в процентах TERM, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного с помощью первого вычислительного модуля 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, полученных от измерительного оборудования.
Четвертый вычислительный модуль 23 настроен для расчета:
- контрольной точки SP_TERM расхода агента обрыва цепи (TERM), подаваемого в реактор 11, выраженного в нм3/час;
- контрольной точки SP_PURGE расхода отходящих газов из термостатического контура реактора 11, выраженного в нм3/час;
Заданную мольную долю в процентах TERM определяют на основании аналитического значения вязкости по Муни. Расчет контрольной точки SP_TERM также зависит от изменения выхода, тенденции нелинейных экстраполяций хроматографического измерения мольной доли в процентах TERM и от оперативной оценки вязкости.
В частности, выход полимера является показателем длины цепочек, образованных в реакторе 11. Изменение выхода, таким образом, используется системой управления для предупреждения колебаний средневесовой молекулярной массы, которая коррелирует с изменениями вязкости по Муни.
Аналитические данные для вязкости по Муни передают в центральный электронный блок обработки и управления 16 периодически, например, каждые 2-4 часа, но в интервале между одним лабораторным измерением и другим система управления осуществляет оперативную прогнозную оценку вязкости через нейронную сеть на основании статистических данных и корреляций. Вышеупомянутая нейронная сеть обучается в процессе и ее подвергают перекалибровке с помощью тех же самых периодически получаемых аналитически данных.
Если содержание агента обрыва цепи в газовой фазе больше относительно предсказанного с помощью соответствующего параметра набора команд для концентрации агента обрыва цепи, сам агент обрыва должен быть выпущен из термостатического контура реактора.
Контрольную точку SP_PURGE рассчитывают путем учета избытка агента обрыва цепи в газовой фазе реактора и расхода на рециркуляцию газовой фазы.
Совокупность контрольных переменных предпочтительно включает расход третьего мономера, который подают, по меньшей мере, в один реактор 11, и способ включает стадию, на которой определяют расход третьего мономера, с помощью пятого вычислительного модуля 24 вышеупомянутой совокупности вычислительных модулей, чтобы получить концентрацию указанного третьего мономера, равную параметру набора команд, называемому заданной концентрацией третьего мономера, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного в первом вычислительном модуле 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Расход третьего диенового мономера, подаваемого в реактор 11, рассчитывают с помощью следующей упрощенной формулы:
Контрольная точка расхода ДИЕНА=(Потенциал реактора *целевая концентрация ДИЕНА)/(Конверсия ДИЕНА*чистота ДИЕНА),
где:
- целевая концентрация диена и чистота диена представляют собой параметры набора команд;
- конверсия диена представляет собой заранее заданный коэффициент.
Конверсия диена не является полной стехиометрической конверсией и показывает количество поданного диена, которое было эффективно связано с полимером; чтобы рассчитать этот параметр, необходимо знать количество полимера, которое прошло через реактор и первый отпарной аппарат за период времени между двумя последовательными отборами проб.
Конверсию диена циклически обновляют с помощью центрального блока электронной обработки и управления с использованием результатов лабораторных анализов посредством следующей формулы:
Новая конверсия ДИЕНА=((аналитическая концентрация ДИЕНА/целевая концентрация ДИЕНА))*(предыдущая концентрация ДИЕНА).
Начальная конверсия диена, с которой установка начинает работать без лабораторных анализов, является результатом статистических обработок оптимальных прогонов, обработок, которые выполнены в режиме онлайн и хранятся в соответствующей базе данных.
Совокупность контрольных переменных предпочтительно включает расход противоуплотняющего агента, который подают в первый отпарной аппарат 12, и способ управления включает этап определения, с помощью шестого вычислительного модуля 25 вышеупомянутой совокупности вычислительных модулей, расхода противоуплотняющего агента, чтобы получить массовую долю в процентах противоуплотняющего агента, равную соответствующему параметру набора команд, называемому целевой массовой долей в процентах противоуплотняющего агента, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного в первом вычислительном модуле 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Противоуплотняющий агент подают в первый отпарной аппарат, чтобы исключить образование агломератов каучука и забивку отпарного аппарата. Расход противоуплотняющего агента ANTISTICK, подаваемого в первый отпарной аппарат 12, рассчитывают с помощью следующей упрощенной формулы:
Контрольная точка расхода ANTISTICK=((потенциал производительности реактора, содержащего масло)*(целевая доля в процентах ANTISTICK))/(концентрация ANTISTICK),
где:
- потенциал производительности, по меньшей мере, одного реактора 11, содержащего масло, выражают в т/час произведенного сухого каучука плюс масло, добавленное в секции отпарки, и рассчитывают в первом вычислительном модуле 20;
- концентрация ANTISTICK является заранее заданным коэффициентом, равным 1% или 1,5%, зависящим от рецептуры противоуплотняющего агента, и указывает на разбавление в г/л противоуплотняющего агента в растворе, который переносит его в процессе;
- целевая массовая доля в процентах ANTISTICK представляет собой параметр набора команд, выраженный в (мас.ч.)/млн.
Кроме того, чтобы управлять неустановившимися состояниями, такими как измерение сорта, и быстро достичь целевой массовой доли в процентах ANTISTICK, способ управления предполагает, что оператор может менять целевую массовую долю в процентах ANTISTICK. Помимо этого, центральный электронный блок обработки и управления 16, настроен на получение от определенного датчика сигнала, означающего мощность, потребленную мешалкой первого отпарного аппарата 12, чтобы получить быстрый ответ на возможное засорение.
Чтобы уточнить результаты шестого вычислительного модуля 25, контрольную точку ANTISTICK также рассчитывают на основании фактора «принуждения», основанного на текущих опытных данных установки.
Указанный коэффициент принуждения применяют только тогда, когда потребление мощности выше некоторого порога, и растет, если растет потребление мощности.
Совокупность контрольных переменных предпочтительно включает расход второго мономера, например, пропилена, в смеси с разбавителем, например, алканом, для подачи в расходный бак, по меньшей мере, одного реактора 11, и способ управления включает этап определения, с помощью седьмого вычислительного модуля 26 вышеупомянутой совокупности вычислительных модулей, расхода второго мономера, чтобы определить концентрацию разбавителя, равную соответствующему параметру набора команд, называемого целевой концентрацией разбавителя, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного в первом вычислительном модуле 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Расход второго пропиленового мономера, смешанного с разбавителем, рассчитывают с помощью следующей формулы:
Контрольная точка расхода пропилена, смешанного с разбавителем=((Потенциал производительности реактора)*(целевая концентрация разбавителя)/(концентрация пропилена)),
где:
- концентрация пропилена представляет собой заранее заданный коэффициент, связанный с чистотой пропилена, обычно равной 97%;
- целевая концентрация разбавителя.
Кроме того, при расчете контрольной точки расхода пропилена, смешанного с разбавителем, учитывают утечки пропилена и разбавителя из C3 колонны и отклонение концентрации разбавителя в газовой фазе реактора.
Приведенную выше упрощенную формулу умножают на коэффициент, который является экспоненциальной функцией отношения (целевая концентрация разбавителя)/(концентрация разбавителя+концентрация пропилена, определяемая с помощью газового хроматографа).
Совокупность контрольных переменных предпочтительно включает расход антиоксиданта для подачи в первый отпарной аппарат 12, и способ управления включает этап определения, с помощью восьмого вычислительного модуля 27 вышеупомянутой совокупности вычислительных модулей, расхода антиоксиданта, чтобы получить массовую долю в процентах антиоксиданта, равную соответствующему параметру набора команд, называемому целевой массовой долей в процентах антиоксиданта, на основании значения потенциала производительности, по меньшей мере, одного реактора 11, определенного в первом вычислительном модуле 20, параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
Антиоксидант ANTIOX подают в первый отпарной аппарат 12, чтобы предупредить окисление каучука во время хранения. Расход антиоксиданта, поданного в первый отпарной аппарат 12, рассчитывают с помощью следующей формулы:
Контрольная точка расхода ANTIOX=((Потенциал реактора* целевая массовая доля в процентах ANTIOX)/(концентрация ANTIOX),
где:
- концентрация ANTIOX представляет собой заранее заданный коэффициент, обычно равный 50%, и показывает разбавление антиоксиданта в г/л в растворе, который переносит его в процессе;
- целевая массовая доля в процентах ANTIOX представляет собой параметр набора команд и показывает массовый процент в произведенном полимере.
Кроме того, чтобы управлять неустановившимися состояниями, такими как измерение сорта, и быстро достичь целевое содержание ANTIOX, способ управления позволяет оператору менять целевую концентрацию ANTIOX.
Чтобы иметь возможность уточнения результата расчета, контрольную точку ANTIOX рассчитывают с учетом мультипликативных факторов «принуждения» и «переноса», основанных на текущих опытных данных установки.
Совокупность контрольных переменных предпочтительно включает расход pH-регулирующего агента, такого как, например, сода, для подачи в первый отпарной аппарат 12, чтобы уменьшить риск коррозии оборудования и эмиссии хлора в водные отходы и полимерную массу. В этом случае способ включает этап определения, с помощью девятого вычислительного модуля 28 вышеупомянутой совокупности вычислительных модулей, расхода pH-регулирующего агента, чтобы получить отпарную ванну со значением pH, равным соответствующему параметру набора команд, называемому целевым значением pH, на основании параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и данных, измеренных с помощью измерительного оборудования.
pH-Регулирующий агент подают в первый отпарной аппарат высокого давления, чтобы поддерживать значение pH отпарной ванны постоянным. pH-Регулирующий агент подают, чтобы нейтрализовать кислотность каталитических остатков. Расход pH-регулирующего агента, в л/час, подаваемого в первый отпарной аппарат высокого давления 12, рассчитывают с помощью следующей формулы:
Контрольная точка расхода pH-регулирующего агента=((COCAT/MW_COCAT*MW_pH-adusting agent)*(DENS_COCAT+P_ATT/MW_ATT *MW_pH-adusting agent)*(DENS_ATT+K_cond_water)*cond_water))/ ((CONC_pH-adjusting agent)*100/DENS_pH-adusting agent),
где:
- COCAT показывает поток COCAT, выраженный расходом в л/час;
- MW_COCAT представляет собой заранее заданный коэффициент, который обозначает молекулярную массу COCAT;
- DENS_COCAT представляет собой заранее заданный коэффициент, который обозначает плотность COCAT, выраженную в кг/м3;
- P_ATT означает расход ATT, определенный и выраженный в л/час;
- MW_ATT представляет собой заранее заданный коэффициент, который обозначает молекулярную массу ATT;
- DENS_ATT представляет собой заранее заданный коэффициент, который обозначает плотность ATT, выраженную в кг/м3;
- DENS_pH-adusting agent представляет собой заранее заданный коэффициент, который обозначает плотность pH-регулирующего агенты, выраженную в кг/м3;
- CONC_pH-adusting agent представляет собой заранее заданный коэффициент, который обозначает концентрацию pH-регулирующего агента в водном растворе;
- MW_pH-adusting agent представляет собой заранее заданный коэффициент, который обозначает молекулярную массу рН-регулирующего агента MW_pH-adusting agent;
- K_cond_water представляет собой заранее заданный коэффициент, который обозначает концентрацию pH-регулирующего агента и связан с формулой pOH в г/л;
- cond_water представляет собой заранее заданный коэффициент, который оценивает конденсированный пар, подаваемый в отпарной аппарат, и воду с секции завершающей обработки, в случае проблем, связанных с системой рециркуляции воды с секции завершающей обработки.
Чтобы иметь возможность уточнения результата расчета, контрольную точку конечного количества соды рассчитывают на основании разности между аналитическими данными и предписанным целевым значением с учетом мультипликативных факторов «принуждения» и «переноса», основанных на текущих опытных данных установки.
Совокупность контрольных переменных предпочтительно включает расход первого мономера для подачи, по меньшей мере, в один реактор 11, и способ управления включает этап определения, с помощью десятого вычислительного модуля 29 вышеупомянутой совокупности вычислительных модулей, расхода первого мономера, чтобы получить мольное соотношение между мономерами, являющееся производным типа используемого катализа, на основании параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
Кроме того, чтобы управлять неустановившимися состояниями и быстро достичь целевое значение вычислительных модулей, способ управления дает возможность оператору может менять такие целевые параметры.
Особенности системы управления и способа, объекта настоящего изобретения, очевидны из приведенного выше описания, так как относительные преимущества понятны.
Способ управления и система в соответствии с настоящим изобретением позволяют выполнять автоматические и оперативные корректировки, которые гарантируют производство полимеров в соответствии с техническими стандартами. Корректировки являются детерминированными и, следовательно, повторяемыми, и основаны не только на параметрах набора команд и теоретических данных, но также на результатах лабораторных анализов.
Эти корректировки делают установку по производству независимой от сезонности производственных кампаний.
И, наконец, система управления и способ, задуманные таким образом, очевидно могут быть подвергнуты многочисленным модификациям и изменения, которые все включены в изобретение; кроме того, все элементы могут быть заменены технически эквивалентными элементами. На практике используемые материалы, а также размерные величины могут быть изменены в зависимости от технических требований.
Изобретение относится к способам управления производством. Описан способ управления установкой по производству полимера в непрерывном режиме, где указанная установка включает реакционную секцию, содержащую, по меньшей мере, один реактор; секцию завершающей обработки; совокупность измерительного оборудования рабочих условий указанной установки и систему управления, содержащую совокупность устройств распределенного управления, управляемых, по меньшей мере, одним электронным блоком обработки и управления на основании совокупности контрольных переменных, и указанный способ управления включает сбор совокупности данных, включающих параметры набора команд, где данные параметры набора команд разработаны так, чтобы определять стандарты производства указанного полимера; результаты лабораторных анализов; регулирование параметров, при помощи, по меньшей мере, одного, электронного блока обработки и управления, на основании указанной совокупности установленных контрольных переменных. Описана система управления установкой по производству полимера и установка для его осуществления. Технический результат - повышение эффективности производства. 3 н. и 7 з.п. ф-лы, 2 ил.
1. Способ управления установкой (10) по производству полимера в непрерывном режиме, где указанная установка (10) включает реакционную секцию, содержащую, по меньшей мере, один реактор (11), в который подают, по меньшей мере, первый мономер и второй мономер; секцию отпарки, содержащую первый отпарной аппарат высокого давления (12), второй отпарной аппарат низкого давления (17), третий отпарной аппарат низкого давления (18); секцию завершающей обработки, содержащую, по меньшей мере, один бак рециркуляции (13) мелкодисперсных продуктов; совокупность измерительного оборудования (14) рабочих условий указанной установки (10) и систему управления, содержащую совокупность устройств распределенного управления (15), управляемых, по меньшей мере, одним электронным блоком обработки и управления (16) на основании совокупности контрольных переменных, включающих, по меньшей мере, значение потенциала производительности указанного по меньшей мере одного реактора 11, расход масла для подачи в указанный второй отпарной аппарат низкого давления (17), расход агента обрыва цепи для подачи в указанный, по меньшей мере, один реактор (11) и расход отходящих газов термостатического контура указанного, по меньшей мере, одного реактора (11), причем указанную совокупность контрольных переменных рассчитывают с помощью совокупности вычислительных модулей, и указанный способ управления включает следующие этапы:
- сбор совокупности данных, включающих:
параметры набора команд, где данные параметры набора команд разработаны так, чтобы определять стандарты производства указанного полимера;
результаты лабораторных анализов, где указанные результаты лабораторных анализов получены на образцах продуктов, собранных на выходе указанной установки (10) через предварительно установленные временные интервалы; и
заранее заданные коэффициенты, хранящиеся в базах данных (40), где указанные заранее заданные коэффициенты относятся к параметрам, используемым для расчета совокупности контрольных переменных;
- сбор данных, измеренных с помощью указанного измерительного оборудования (14);
- определение, с помощью первого вычислительного модуля (20) из указанной совокупности вычислительных модулей, значения потенциала производительности указанного, по меньшей мере, одного реактора (11) на основании указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью указанного измерительного оборудования (14);
- определение, с помощью второго вычислительного модуля (21) из указанной совокупности вычислительных модулей, концентрации полимера в указанном по меньшей мере одном реакторе (11), в указанном первом отпарном аппарате (12) и в указанном, по меньшей мере, одном баке рециркуляции (13) мелкодисперсных продуктов на основании значения потенциала производительности, по меньшей мере, одного реактора (11), определенного с помощью указанного первого вычислительного модуля (20), указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью указанного измерительного оборудования (14);
- определение, с помощью третьего вычислительного модуля (22) указанной совокупности вычислительных модулей, указанного расхода масла для подачи в указанный второй отпарной аппарат (17), чтобы получить массовую долю в процентах масла, равную соответствующему параметру набора команд, называемому целевой массовой долей в процентах масла, на основании указанного значения потенциала производительности по меньшей мере одного реактора (11), определенного с помощью указанного первого вычислительного модуля (20), значения концентрации полимера в первом отпарном аппарате (12), определенного с помощью второго вычислительного модуля (21), указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования;
- определение, с помощью четвертого вычислительного модуля (23) указанной совокупности вычислительных модулей, расхода агента обрыва цепи (TERM) для подачи в указанный, по меньшей мере, один реактор (11) и расхода отходящих газов из термостатического контура, чтобы получить по существу постоянное значение вязкости полимера, равное соответствующему параметру набора команд, называемому целевой вязкостью полимера, и значение мольной доли в процентах TERM, равное соответствующему параметру набора команд, называемому целевой мольной долей в процентах TERM, на основании значения потенциала производительности указанного по меньшей мере одного реактора (11), определенного с помощью указанного первого вычислительного модуля (20), указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования;
- регулирование, при помощи указанного по меньшей мере одного электронного блока обработки и управления (16), указанной установки (10) на основании указанной совокупности установленных контрольных переменных.
2. Способ по п. 1, в котором указанное значение потенциала производительности указанного по меньшей мере одного реактора (11) рассчитывают в виде соотношения между скоростью потока рециркуляции в по меньшей мере один реактор, определенной с помощью одного из указанных измерительных приборов (14), и коэффициентом конверсии.
3. Способ по п. 1 или 2, в котором указанная совокупность контрольных переменных дополнительно включает расход третьего мономера для подачи в указанный, по меньшей мере, один реактор (11), и указанный способ дополнительно включает следующий этап:
- определение, с помощью пятого вычислительного модуля (24) из указанной совокупности вычислительных модулей, расхода третьего мономера, чтобы получить концентрацию указанного третьего мономера, равную параметру набора команд, называемому целевой концентрацией третьего мономера, на основании значения потенциала производительности, по меньшей мере, одного реактора (11), определенного с помощью указанного первого вычислительного модуля (20), указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
4. Способ по любому из предыдущих пунктов, в котором указанная совокупность контрольных переменных дополнительно включает расход противоуплотняющего агента для подачи в указанный первый отпарной аппарат (12), и указанный способ дополнительно включает следующий этап:
- определение, с помощью шестого вычислительного модуля (25) из указанной совокупности вычислительных модулей, расхода противоуплотняющего агента, чтобы получить массовую долю в процентах противоуплотняющего агента, равную соответствующему параметру набора команд, называемому целевой массовой долей в процентах противоуплотняющего агента, на основании значения потенциала производительности, по меньшей мере, одного реактора (11), определенного с помощью указанного первого вычислительного модуля (20), указанных параметров набора команд, указанных результатов лабораторных анализов, указанных заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
5. Способ по любому из предыдущих пунктов, в котором указанная совокупность контрольных переменных дополнительно включает расход указанного второго мономера в смеси с разбавителем для подачи в технологическую емкость, и указанный способ дополнительно включает следующий этап:
- определение, с помощью седьмого вычислительного модуля (26) из указанной совокупности вычислительных модулей, расхода второго мономера в смеси с разбавителем, чтобы получить концентрацию разбавителя, равную соответствующему параметру набора команд, называемому целевой концентрацией разбавителя, на основании значения потенциала производительности, по меньшей мере, одного реактора (11), определенного в первом вычислительном модуле (20), параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
6. Способ по любому из предыдущих пунктов, в котором указанная совокупность контрольных переменных дополнительно включает расход антиоксиданта для подачи в указанный первый отпарной аппарат (12), и указанный способ дополнительно включает следующий этап:
- определение, с помощью восьмого вычислительного модуля (27) из указанной совокупности вычислительных модулей, расхода антиоксиданта, чтобы получить массовую долю в процентах антиоксиданта, равную соответствующему параметру набора команд, называемому целевой массовой долей в процентах антиоксиданта, на основании значения потенциала производительности, по меньшей мере, одного реактора, определенного в первом вычислительном модуле (20), параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
7. Способ по любому из предыдущих пунктов, в котором указанная совокупность контрольных переменных дополнительно включает расход рН-регулирующего агента для подачи в указанный первый отпарной аппарат (12), и указанный способ дополнительно включает следующий этап:
- определение, с помощью девятого вычислительного модуля (28) из указанной совокупности вычислительных модулей, расхода рН-регулирующего агента, чтобы получить отпарную ванну со значением рН, равным соответствующему параметру набора команд, называемому целевым значением рН, на основании параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
8. Способ по любому из предыдущих пунктов, в котором указанная совокупность контрольных переменных дополнительно включает расход указанного первого мономера для подачи в указанный, по меньшей мере, один реактор (11), и указанный способ дополнительно включает следующий этап:
- определение, с помощью десятого вычислительного модуля (29) из указанной совокупности вычислительных модулей, расхода указанного первого мономера, который подают в указанный по меньшей мере один реактор (11), чтобы получить мольное соотношение между мономерами, являющееся производным типа используемого катализа, на основании параметров набора команд, результатов лабораторных анализов, заранее заданных коэффициентов и указанных данных, измеренных с помощью измерительного оборудования.
9. Система управления установкой по производству полимера в непрерывном режиме, где указанная установка (10) включает реакционную секцию, содержащую, по меньшей мере, один реактор (11), в который подают, по меньшей мере, первый мономер и второй мономер; секцию отпарки, содержащую первый отпарной аппарат высокого давления (12), второй отпарной аппарат низкого давления (17), третий отпарной аппарат низкого давления (18); секцию завершающей обработки, содержащую, по меньшей мере, один бак рециркуляции (13) мелкодисперсных продуктов; совокупность измерительного оборудования (14) рабочих условий указанной установки (10), и указанная система управления включает:
- совокупность устройств распределенного управления и,
- по меньшей мере, один электронный блок обработки и управления (16), пригодный для управления указанной совокупностью устройств распределенного управления (15) и настроенный на реализацию этапов способа управления по одному или нескольким предыдущим пунктам.
10. Установка (10) по производству полимера в непрерывном режиме, включающая:
- реакционную секцию, содержащую, по меньшей мере, один реактор (11), в который подают, по меньшей мере, первый мономер и второй мономер;
- секцию отпарки, содержащую первый отпарной аппарат высокого давления (12), второй отпарной аппарат низкого давления (17), третий отпарной аппарат низкого давления (18);
- секцию завершающей обработки, содержащую, по меньшей мере, один бак рециркуляции (13) мелкодисперсных продуктов;
- совокупность измерительного оборудования (14) рабочих условий указанной установки (10);
- систему управления по п. 9.
| US 6718234 B1, 06.04.2004 | |||
| Пылеконцентратор | 1981 |
|
SU964353A2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ШАРНИР УНИВЕРСАЛЬНОГО ШПИНДЕЛЯ | 1985 |
|
SU1259554A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ РЕЖИМОМ АТМОСФЕРНЫХ И ВАКУУМНЫХ КОЛОНН | 2003 |
|
RU2257935C2 |

