Область техники, к которой относится изобретение
Данное изобретение относится к области композитных материалов обладающих специфическим набором термомеханических требований для электроники, приборостроения, энергетического машиностроения. Предлагаемые изобретением материалы обладают высокой теплопроводностью в диапазоне 400-720 Вт/мК, кратно превышающей теплопроводности таких традиционных и относительно новых материалов как алюминий, медь, серебро и их сплавы, композитов AlSiC, AlSi, псевдосплавов WCu, MoCu. Коэффициент термического расширения (КТР) в плоскости подложки находится в диапазоне 4-15*10-6 К-1 и может очень близко подгоняться к требуемому значению КТР традиционных материалов, используемых в полупроводниковой технике и электронике путем изменения состава, что обеспечит исключение критических термических напряжений в сопряженных парах материалов. Технология получения данных композитных материалов, раскрываемая в патенте, обеспечивает относительно низкую себестоимость производства и возможности организации их серийного выпуска.
Уровень техники
В патенте US 7708050 B2 компании Hitachi Metals «Composite material, having high thermal conductivity and low thermal expansion coefficient, and heat-dissipating substrate, and their production methods» взятом за один из аналогов предлагается технология изготовления метал-графитовых композитов, которые должны обладать сочетанием свойств высокой теплопроводности и низкого коэффициента термического расширения. Технология предусматривает получение пористой графитовой заготовки методом экструзии и пропитки данной заготовки жидким металлом с помощью пропитки под давлением. При этом теплопроводность получаемых композитных материалов должна быть выше 250 Вт/мК а коэффициент ТКР быть меньше чем 4*10-6/К в направлении экструзии графитовой заготовки, и соответственно в поперечном направлении теплопроводность должна быть выше 150 Вт/мК и ТКР ниже 10*10-6/К. В качестве металлов для пропитки рассматриваются алюминий, медь, хром, серебро, магний, цинк и сплавы на их основе. Для изготовления пористого графитового экструдата предлагается использовать молотый кокс в связке пека, который подвергается последующему отжигу в вакууме при температурах от 2600 до 3000 градусов Цельсия для графитизации. Пропитку пористого графитового экструдата предлагается проводить в смыкаемой металлической форме с помощью давления передаваемого на жидкий металл гидравлическим прессом. При этом металлическая форма предварительно прогревается, но конкретных температур не указывается. Приводятся рекомендуемые температуры расплавов металлов, используемых для пропитки. Для процесса пропитки пористой графитовой заготовки жидким металлом указывается предпочтительный диапазон давления - более 50 МПа, и длительности - от 1 до 30 минут. Приводятся рекомендации относительно термообработки полученных композитов для снятия механических напряжений, стабилизации и проверки наличия возможного гистерезиса термомеханических свойств. В результате теплопроводность получаемых по данной технологии композитных материалов, даже с использованием наиболее теплопроводных металлов для пропитки, таких как серебро, медь, алюминий, не превышает 350 Вт/мК.
В патенте US 7851055 В2, той же компании, «High-Thermal-Conductivity Graphite-Particles-Dispersed-Composite and Its Production Methods предлагается технология изготовления высокотеплопроводных композитных материалов заключающаяся в использовании метода однонаправленного прессования и отжига покрытых пленками металлов частиц графита. В качестве металлов используются высокотеплопроводные металлы и сплавы на их основе, такие как серебро, медь, алюминий. Для нанесения пленок металлов на частицы графита предлагается применять метод химического осаждения. В данной технологии используются чешуйчатые частицы графита со средним размером частиц в диапазоне 40-400 мкм, природного, пиролитического или киш-графита, имеющие большое аспектное отношение - отношение длинны/ширины к толщине более чем три. Объемная доля графита в рассматриваемых композитных материалах находится в диапазоне 60-95% и соответственно доля металлической связки в диапазоне 40-5%. Компактирование частиц графита может проводиться с помощью холодного изостатического прессования, метода прокатки, горячего прессования, прессования и спекания с помощью высокочастотных токов, горячим изостатическим прессованием. В качестве основного метода рассматривается метод однонаправленного прессования с нагревом. Приводится диапазон предпочтительных давлений от 20 до 500 МПа или более. Диапазон температур нагрева зависит от используемого для покрытия частиц графита металла и начинается от 300°С и выше. Использование данного метода обеспечивает получение теплопроводных композитных материалов с теплопроводностью выше 150 Вт/мК, предпочтительнее выше 300 Вт/мК по крайней мере в одном направлении. Регламентируется использование графита, имеющего расстояние между атомными слоями по направлению (002) в кристаллической решетке, лежащее в диапазоне 0,335-0,337 нм, данное обстоятельство гарантирует высокую степень кристалличности и теплопроводности графитовых частиц. Наиболее высокое значение теплопроводности для композита содержащего 90 объемных % Киш-графита и 10 объемных % серебра и полученного по предлагаемой технологии составило 460 Вт/мК.
В патенте US 8501048 B2 «Metal-graphite composite material having high thermal conductivity and production method therefore принадлежащем Shimane Perfectural Government показывается метод получения метал-графитового композита, который обладает высокой теплопроводностью в выделенной плоскости и низкой теплопроводности по нормали к выделенной плоскости. Данный композитный материал может содержать от 20 до 80 объемных % чешуйчатого природного графита, и остальное матричный метал в виде меди, алюминия или их сплавов. При этом для чешуйчатого графитового наполнителя вводится параметр, задающий ориентацию частиц в пространстве: количество частиц графитового порошка с вектором нормали к его плоскости поверхности отклоненным на более чем 20 градусов от нормали к плоскости максимальной теплопроводности не должно превышать 15%. Относительная плотность композитного материала, полученного по предлагаемому способу выше 95%. К графитовому порошку предъявляются требования высокой степени графитизации и к форме частиц требование высокого аспектного отношения от 10 до 100 при среднем размере чешуек от 50 до 1000 мкм. Кроме того, данный композитный материал может содержать углеродное волокно или нановолокно. В качестве матричного металла -алюминия, меди или их сплавов используется чешуйчатый порошок данных металлов, полученный, например, обработкой в шаровой мельнице. Процесс получения композитного материала по данной технологии состоит из трех основных шагов: смешивания в необходимых пропорциях чешуйчатого графитового порошка с чешуйчатым металлическим порошком, получения прекурсора из полученной смеси, спекания прекурсора одновременно с наложением одноосного прессования. Толщина получаемого прекурсора в данном способе ограничивается 5 мм. Если необходима большая толщина прекурсора, процесс засыпки и подпрессовки порошковой смеси повторяется многократно. Давление в процессе спекания прекурсора должно поддерживаться в диапазоне 20-150 МПа для однонаправленного прессования и 20-300 МПа при использовании горячего изостатического прессования. Оптимальная температура для спекания с использованием алюминия и его сплавов указывается в диапазоне 500-650°С и для меди и ее сплавов 800-1000°С. Максимальная теплопроводность в плоскости для композита, полученного указанным методом с использованием алюминия и его сплавов в качестве матрицы составляет 518 Вт/мК, а для композита с использованием меди и ее сплавов - 575 Вт/мК. Указывается, что именно благодаря использованию чешуйчатых порошков матричных металлов и ограничению толщины прессуемого слоя прекурсора пятью миллиметрами достигается высокая степень ориентации частиц графита в направлении, перпендикулярном направлению прессования. Оптимальные параметры прессования и спекания обеспечивают высокую теплопроводность композитных материалов и небольшой КТР.
В патентной заявке US 2008/0128067 А1, «Heat transfer composite, associated device and methods описывается способ получения высокотеплопроводного композитного материала, основными составляющими которого являются куски пиролитического графита и неметаллическая матрица, консолидирующая куски пиролитического графита в единый блок. В качестве пиролитического графита выбирается высокотеплопроводный, обработанный высокотемпературным отжигом и давлением пиролитический графит, преимущественно имеющий теплопроводность в диапазоне 300-1800 Вт/мК. В качестве неорганической матрицы предлагается использовать преимущественно алюминиевые сплавы. Метод консолидации может включать замешивание кусков пиролитического графита в расплав, пропитку расплавом, механическое прессование и скрепление листов алюминиевого сплава и листов/кусков пиролитического графита. Недостатком данного метода является высокая стоимость получаемого высокотеплопроводного композита, обусловленная высокой стоимостью термического пиролитического графита (в западной литературе HOPG- highly oriented pyrolytic graphite), сложности организации серийного производства блоков и деталей из данного композитного материала обусловленные большой негомогенностью структуры и свойств.
В патенте US 8043703 B2 «Thermally conductive graphite reinforced alloys» компании Metal Matrix Cast Composites LLC, US рассматривается метод производства высокотеплопроводных композитных материалов с металлической матрицей и высокотеплопроводным графитовым наполнителем. В качестве металлических матричных сплавов предлагается использовать сплавы алюминия, меди, магния и комбинации этих сплавов. Алюминиевый сплав должен содержать кремний, медный сплав должен содержать хром и магниевый сплав должен содержать алюминий и цинк. Отмечается, что в случае использования алюминиевых матричных сплавов, теплопроводность композита достигает почти максимальных теоретических значений - до 750 Вт/мК при доле высокотеплопроводного графитового наполнителя - 80 объемных %. В качестве возможного объяснения данного феномена приводятся предположения о формировании на границе алюминиевого сплава и графита слоя карбида кремния, который обладает фононным типом теплопроводности и является термоинтерфейсным слоем, минимизирующим тепловой импеданс на границе между металлом с основным электронным типом теплопроводности и графитом, обладающим основным фононным типом теплопроводности. В данном патенте предлагается использовать вакуумную пропитку и газостаты. Утверждается, что вакуумная сушка графитового мата на мокрую смешанного с коллоидным оксидом кремния дает улучшение итоговой теплопроводности (при вакуумной сушке мат вспучивается и между частицами графита более равномерно распределяются частицы коллоидного графита и в дальнейшем препятствуют их слипанию). Графитовая преформа изготавливается в соответствии с методом, описанным в патентной заявке US 2006008634 «Spray deposition apparatus and methods for metal matrix composites». В патенте не приводятся ни температуры нагрева преформы, ни температуры расплава и формы для пропитки, ни времена выдержки при проведении процесса пропитки жидким металлом - важнейшие технологические параметры, обеспечивающие формирование достаточного уровня химических связей на границе графит-металл для обеспечения минимизации термосопротивления. Спорно также утверждение о уникальной роли слоя карбида кремния, формирующегося на границе алюминиевый сплав, легированный кремнием и графит, и обеспечивающего уникально высокие свойства теплопроводности получаемого композита. Например, в качестве аргумента можно привести данные работы [2], где авторы рассматривают способ получения металл-углеродных высокотеплопроводных композитов, а именно структур типа углеродная пленка/алюминиевая фольга ламинатов, с очень высокими значениями теплопроводности. Максимальная теплопроводность для ламинатов содержащих 70 объемных % графита составила 902 Вт/мК - почти теоретический предел, это значительно выше по сравнению с другими типами алюминий-графитовых композитов, полученных другими группами исследователей. В данном случае термоинтерфейсный слой карбида алюминия не мог образоваться, по причине использования в качестве матричного сплава алюминиевых фолы из чистого алюминия.
В патенте ЕР 2130932 В1, взятом в качестве основного прототипа являющимся наиболее близким аналогом предлагаемого изобретения, предлагается метод производства высокотеплопроводного композита, который может использоваться в качестве материала для диссипации тепла, выделяемого электронными компонентами. Рассматриваемый композитный материал имеет теплопроводность выше 200 Вт/мК и коэффициент термического расширения в диапазоне от 2 до 10×10-6 К-1 (в диапазоне температур от 20 до 300°С, по крайней мере в двух направлениях). Композитный материал состоит из трех фаз: фазы графитовых чешуйчатых частиц от 10 до 80 объемных %, фазы состоящей из волокон или частиц разделителей, выбираемых из керамических материалов таких как SiC, BN, AlN, TiB2, алмаз) и углеродных волокон от 15 до 85%, обладающих высокой теплопроводностью по крайней мере в одном направлении, и, остальное, фазы металлического сплава, выбранного из группы включающей алюминий, серебро или медь в качестве основного металла и легирующих элементов включающих Si, Cr, Ti, V, В. Предпочтительными металлическими сплавами являются: из группы Al-Si - Al12%Si, из группы Ag-Si-Ag3%Si, из группы Cu-Cr- Cu0,1%Cr, Cu0,3%Cr, Cu1%Cr.
Фаза графитовых чешуйчатых частиц смешивается с фазой частиц разделителей и формирует пористую преформу, которая может быть пропитана жидким металлом. При смешивании частиц при получении графитовой преформы может использоваться неполярный органический растворитель, такой как гексан или циклогексан. Размер частиц для фазы графитового наполнителя выбирается в диапазоне 20-1000 мкм, для фазы частиц разделителей, например, углеродных волокон - диаметр 5-10 мкм, длинна 100-300 мкм, для керамических частиц 6-200 мкм.
Растворитель затем удаляется и смесь прессуется, минимальное давление 40 МПа. Для осуществления процесса пропитки графитовая преформа и металл с разделителем между ними, например, тонкая пористая керамическая бумага помещаются в жаростойкую металлическую/керамическую/кварцевую форму и помещаются нагреваться в вакуум, для того чтобы предотвратить окисление или разложение компонентов преформы на воздухе. Температура нагрева выбирается на 60-100°С выше температуры плавления используемого металла: например, для Al-SicmiaBa это диапазон 660-700°С, для Ag-Siсплава это диапазон 1000-1050°С. После нагрева до требуемой температуры и выдержки для исключения температурных градиентов подается давление, посредством газа или других механических средств. Затем форма вынимается и ставится на холодную плиту для того, чтобы обеспечить направленное остывание и кристаллизацию металла в полученном композите. Форма и размеры получаемого композитного материала выбираются такими, чтобы была возможность их дальнейшей механической резки и обработки. Максимальная теплопроводность композитных материалов, полученных по данному способу составляет не более 451 Вт/мК для композитов с алюминиевым матричным сплавом и 457 Вт/мК для композитов с медным матричным сплавом.
Недостатками данного материала и способа являются: отдельное изготовление графитовой преформы с использованием неполярных растворителей с последующей консолидацией высоким давлением, сушкой и перемещением преформы в жаростойкую форму для пропитки металлом, необходимость использования дорогостоящего технологического оборудования для осуществления процесса пропитки жидким металлом - вакуумного оборудования для нагрева металлической формы содержащей графитовую преформу и газостата для пропитки графитовой преформы под давлением газа, необходимость вскрытия газостата после пропитки и перемещения жаростойкой формы на холодную плиту для обеспечения направленной кристаллизации металла в композите, недостаточно высокие свойства теплопроводности для данного типа композитных материалов и их высокая себестоимость ввиду сложности технологического процесса, больших временных затрат и необходимости использования дорогостоящего технологического оборудования. Кроме того, использование в качестве фазы разделителей частиц керамических материалов приводит к повышенной абразивности получаемых высокотеплопроводных композитных материалов с вытекающей из этого факта необходимостью применять для механической обработки данных материалов алмазного и твердосплавного инструмента, последствием чего является высокая стоимость обработки и себестоимость получаемых изделий.
Задачей настоящего изобретения является предложение способа получения высокотеплопроводного композитного материала обладающего максимальной теплопроводностью с существенно меньшей себестоимостью, получаемого со значительно меньшими временными затратами, использующего широкодоступное технологическое оборудование и без применения вакуумных процессов и газостатов.
Перечень не патентных документов
1. С. Xueat. al., Thermal conductivity and mechanical properties of flake graphite/Al composite with a SiCnano-layer on graphite surface, Materials and Design 108 (2016) 250-258, http://dx.doi.ors/10.1016/j.matdes.2016.06.122.
2. Yu Huang, QiubaoOuyang, QiangGuo, at al, "Graphite film/aluminum laminate composites with ultrahigh thermal conductivity for thermal management applications", Materials and Design 90 (2016) 508-515.
Раскрытие изобретения
Таким образом, целью настоящего изобретения является разработка состава и способа получения высокотеплопроводного композитного материала, имеющего максимально высокие свойства теплопроводности для данного типа композитных материалов в сочетании с ТКР подходящим для использования данных материалов в качестве подложек для электроники и приборостроения, и низкую себестоимость, обусловленную простотой технологического процесса и доступностью технологического оборудования для его производства.
Данные цели достигаются использованием в качестве основного наполнителя композитного материала широкодоступного и недорогого графитового сырья, а именно порошка молотого природного кристаллического графита марок ГСМ-1 и ГСМ-2 по ГОСТ 18191-78 или любого аналогичного графитового материала со степенью гравитации не менее 97%, использованием в качестве второй фазы облегчающей пропитку графитовой проформы жидким металлом и предотвращающей возможность образования карбида алюминия на границе раздела фаз порошка молотого технического кремния типа КР-1 или порошка алюминиевого сплава, использованием для пропитки графитовых преформ сплавов алюминия и кремния с содержанием кремния от 3 до 11%, а также благодаря применению недорогого доступного технологического оборудования и простоты технологического процесса. В предлагаемом технологическом процессе графитовая преформа изготавливается путем предварительного смешивания порошков графита и кремния/алюминия с возможным добавлением стеариновой кислоты и керамических или металлических шаров в шаровом смесите, с последующим послойным вибропрессованием графитовой преформы непосредственно в жаростойкой металлической форме для пропитки. Графитовая преформа прогревается непосредственно в жаростойкой металлической форме для пропитки на воздухе, без использования вакуума, прогрев осуществляется до температуры находящейся в диапазоне 550-650°С. Отдельно нагревается алюминиевый сплав до температуры в диапазоне 800-900°С. Прогретая форма для пропитки помещается на водоохлаждаемое основание гидравлического пресса с цифровым управлением по нагрузке/перемещению, в форму заливается прогретый расплав алюминиевого сплава, вставляется холодный металлический пуансон, дается задержка по времени и прикладывается давление пресса по заданной программе с достижением максимального давления в конечной фазе процесса пропитки. Таким образом осуществляется управляемая иерархическая пропитка пористого пространства графитовой преформы и дальнейшая направленная кристаллизация.
Чешуйчатые порошки графита марок ГСМ-1 и ГСМ-2 берутся с размерами в плоскости от 100 до 1000 мкм и толщиной от 5 до 20 мкм, аспектное отношение от 5 до 200. Размер частиц второй фазы берется в диапазоне 1-20 мкм.
Форма для пропитки может иметь круглую или квадратную форму, толщина стенок, диаметр и размер формы рассчитываются так, чтобы форма выдерживала внутреннее давление до 700 Бар в зоне прессования, при максимальной температуре нагрева стенок не более 750°С в течении не более 2 минут. Днище формы является плоским с плоскостностью и шероховатостью не превышающими установленных значений. Пуансон, через который осуществляется давление на расплав, может иметь сложную структуру, иметь полости и теплоизолирующие слои, обеспечивающие высокое сопротивление теплопередаче от расплава к хвостовику пуансона. Процесс нагрева жаростойкой металлической формы для пропитки с графитовой преформой внутри и расплава алюминиевого сплава происходит раздельно без использования вакуумного оборудования в окружении воздуха, что позволяет использовать в данном технологическом процессе недорогое широкодоступное технологическое оборудование - муфельные печи, индукционные или терморезистивные печи для плавления металла.
По окончании процесса кристаллизации и остывания формы с полученным композитным блоком до температуры в диапазоне 400-450°С осуществляется распрессовка формы и выемка полученного блока композитного материала. Полученный композитный блок далее может механически обрабатываться с изготовлением фасонных деталей или плоских пластин, заданных размеров и формы с учетом анизотропии свойств. Данный состав композитного материала и технологический процесс обеспечивает получение высокотеплопроводного алюминий-графитового композита с теплопроводностью в диапазоне 500-720 Вт/мК, и ТКР в диапазоне 4-10×10-6 К-1 для температур 0-150°С, по крайней мере для двух выделенных направлений. Максимальная теплопроводность и минимальный ТКР достигаются при достижении доли графитового наполнителя 70-80 объемных %, и минимальная теплопроводность и максимальный ТКР достигаются при достижении доли графитового наполнителя 40-50 объемных %. Доля графитового наполнителя регулируется количеством добавляемого порошка второй фазы композита и усилием прессования графитовой преформы. Поскольку в качестве порошка второй фазы может использоваться порошок алюминиевых сплавов, объемная доля графитового наполнителя может регулироваться в гораздо более широком диапазоне - от 30 до 90 объемных % с достижением значений теплопроводности для полученных композитов близких к теоретическим значениям, полученным по правилам смесей. Кроме того, поскольку в данном методе в качестве второй фазы используется порошок алюминиевых сплавов, вместо твердых абразивных порошков керамик, предлагаемых в других методах, существенно облегчается и удешевляется механическая обработка получаемых композитных материалов.
Осуществление изобретения
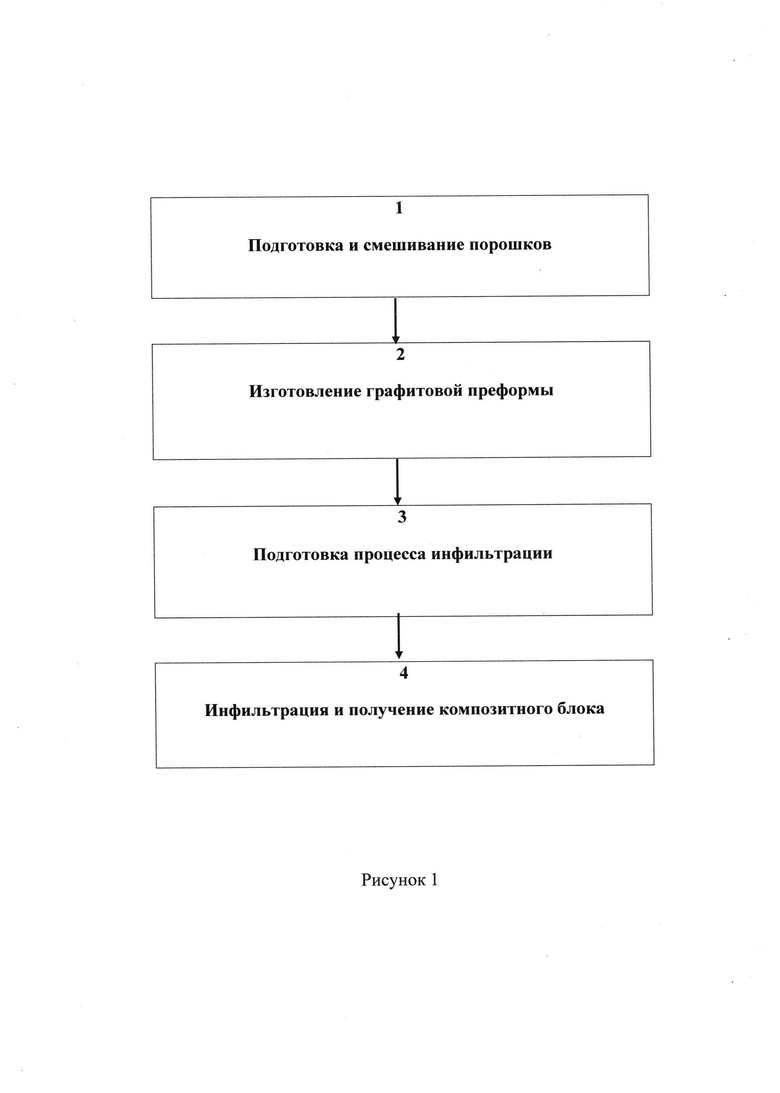
На рисунке 1 изображена блок-схема последовательности проведения технологического процесса получения высокотеплопроводного алюминий-графитового композита. На первом этапе проводится подготовка и смешивание порошков для получения графитовой преформы. В качестве графитового сырья может использоваться кристаллический чешуйчатый графит со средним размером частиц в диапазоне 200-500 мкм, со степенью кристалличности не менее 97%, состав - углерода не менее 99,5%, зола (другие химические элементы) - не более 0,5%. В качестве второй фазы, облегчающей процесс пропитки и предотвращающей образование карбида алюминия используется порошок кремния/или порошок алюминиевого сплава. Порошок кремния может быть получен размолом кускового кремния марок КР1 и КР0. Для использования в качестве второй фазы отбираются фракции порошков кремния и алюминиевых сплавов со средним размером частиц, лежащим в диапазоне от 1 до 20 микрон. Опционально в качестве агента, облегчающего процесс послойного прессования и ориентацию частиц в слое используется порошок стеариновой кислоты. Порошки навешиваются и перемешиваются в следующих весовых пропорциях: чешуйчатый кристаллический графит - 40-80%, порошок кремния и/или порошок алюминиевых сплавов 60-20%, опционально порошок стеариновой кислоты 0-5 весовых % от смеси порошков графита и кремния/алюминиевых сплавов. Перемешивание порошков производится в шаровом смесителе типа «пьяная бочка» с заполнением порошковая смесь - 1 весовая часть, металлические шары диаметром 8-10 мм от 2-х до 3-х весовых частей. Длительность перемешивания достаточно сильно влияет на такие параметры как начальное давление пропитки графитовой преформы прессом и теплопроводность алюминий-графитового композита (подробнее см. комментарии к рисунку 5).
На следующем этапе выполняется изготовление графитовой преформы. Данная технологическая операция заключается в послойной засыпке смеси порошков графита и второй фазы с опциональным добавлением порошка стеариновой кислоты в жаропрочную форму для пропитки жидким металлом с послойным вибропрессованием на вибростенде под нагрузкой/давлением, оказываемым на смесь порошков. Данная технологическая операция предназначена для формирования равномерного порового пространства графитовой преформы и обеспечения ориентирования плоскостей графитовых частиц перпендикулярно направлению прессования. Основные параметры подобранного оптимального режима послойного вибропрессования находятся в диапазонах: толщина насыпки каждого слоя порошка от 3 до 8 мм, частота вибрации 80-120 Гц, давление прессования 150-250 кПа, длительность прессования 60-90 секунд для каждого слоя.
Следующая технологическая операция предназначена для подготовки процесса инфильтрации графитовой преформы жидким металлом. Для этого производится нагрев жаропрочной формы с графитовой преформой в присутствии воздуха, стабилизация в температурном диапазоне 550-650°С, нагрев расплава алюминиевого сплава до температуры 800-900°С. Заливка жидкого металла в форму. Выбор диапазонов данных температур обусловлен следующим требованием: температура графитовых частиц и металла должны в процессе пропитки обеспечивать достаточную скорость химического взаимодействия между ними, с тем, чтобы могла образоваться сильная химическая связь с формированием термоинтерфейсного слоя между фазами, минимизирующего возникающее сопротивление теплопередаче. Данные температурные диапазоны определялись опытным путем.
Заключительной технологической операцией является инфильтрация жидкого металла в графитовую префому, направленная кристаллизация, остывание и выпрессовка композитного блока. Инфильтрация жидким металлом пористой графитовой преформы в жаропрочной металлической форме осуществляется путем помещения подготовленной формы с залитым металлом на холодное, водоохлаждаемое основание гидравлического пресса, вставки холодного пуансона в форму и передачи на пуансон давления оказываемого гидравлическим прессом по программе так, что начальное давление пропитки находится в диапазоне 3-20 МПа, а скорость перемещения штока пресса находится в диапазоне 10-50 мм/мин, максимальное давление пропитки ограничивается 70 МПа.
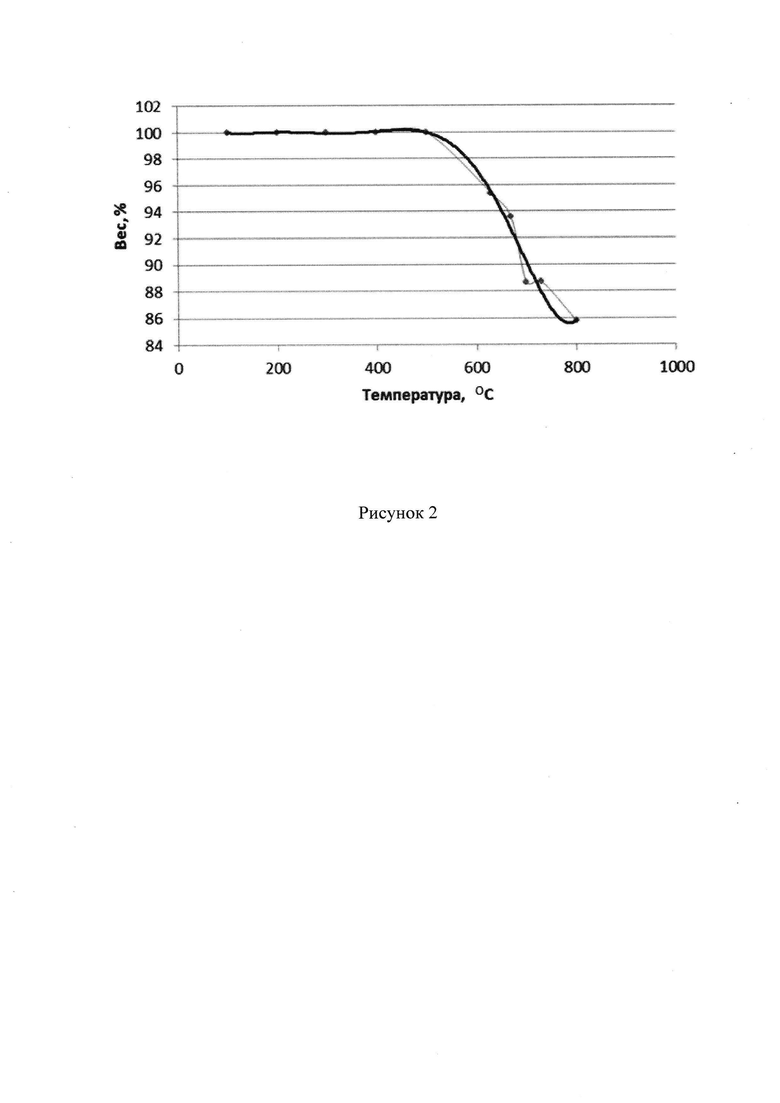
На рисунке 2 приводится зависимость скорости окисления графита от температуры. Как видно из данных приведенных в графической форме, скорость потери веса графитовых частиц связанная с окислением на воздухе начинает возрастать при повышении температуры выше 600-650°С в зависимости от размера и степени графитизации частиц. Данные полученные авторами изобретения, подтверждаются данными авторов других изобретений, в частности US 10322935 B2. Известно, что аморфные формы углерода окисляются гораздо быстрее кристаллических форм графита. Следовательно, можно предположить, что потеря веса чешуйчатых графитовых частиц, при заданной температуре связана в первую очередь с окислением аморфных форм углерода на поверхности частиц, а также дефектных кристаллических участков, связанных с примесями, дислокациями, двойниками и другими формами нарушения кристаллической структуры графита. Данное обстоятельство может иметь положительную роль с точки зрения формируемого теплового сопротивления на границе алюминиевый сплав - графитовая частица: аморфные и дефектные кристаллические фазы углерода на поверхности частиц обладают многократно меньшей теплопроводностью по сравнению с совершенными крупно кристаллическими формами. Следовательно, нагрев и выдержка графитовой преформы при температуре 600-650°С в присутствии кислорода воздуха будет способствовать улучшению теплопроводных свойств алюминий-графитового композита и нет никакой необходимости использовать дорогостоящее оборудование для нагрева и пропитки графитовых преформ в вакууме.
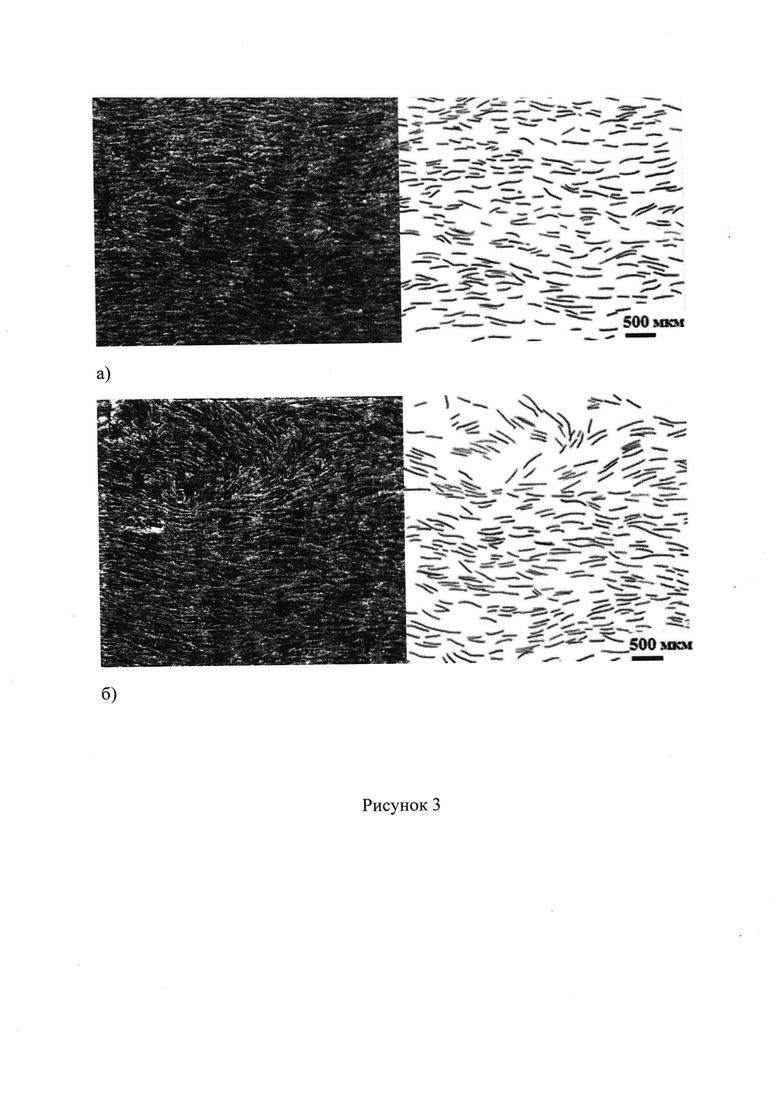
На рисунке 3 изображены примеры структуры композитных материалов, полученных с (а) и без (б) использования процесса послойного вибропрессования. Изображения, полученные с помощью оптического микроскопа обрабатывались вручную, для выделения ориентации отдельных частиц. В дальнейшем полученные вручную схемы расположения частиц обрабатывались средствами языка Python с использованием преобразования Хафа, реализованного в пакете scikit-learn для получения данных о статистическом распределении ориентации массива частиц в композите. С помощью полученных данных подбирались режимы послойного вибропрессования графитовых преформ: толщина и объем насыпки каждого слоя, частота вибрации, масса эксцентрика и величина вынуждающей силы, длинна и жесткость пружин подвесов, усилие и длительность прессования. Достигнутые оптимальные режимы вибропрессования позволили снизить среднеквадратичное отклонение угла разориентации графитовых частиц относительно перпендикуляра к направлению прессования с 35 до менее 20 градусов, что отражено на рисунке 5 б). Основные параметры подобранного оптимального режима послойного вибропрессования находятся в диапазонах: толщина насыпки каждого слоя порошка от 3 до 8 мм, частота вибрации 80-120 Гц, давление прессования 150-250 кПа, длительность прессования 60-90 секунд. Использование технологии послойного вибропрессования позволяет в среднем улучшить свойства теплопроводности композитных материалов λх-у в плоскости, перпендикулярной направлению прессования и пропитки от 10 до 15%.
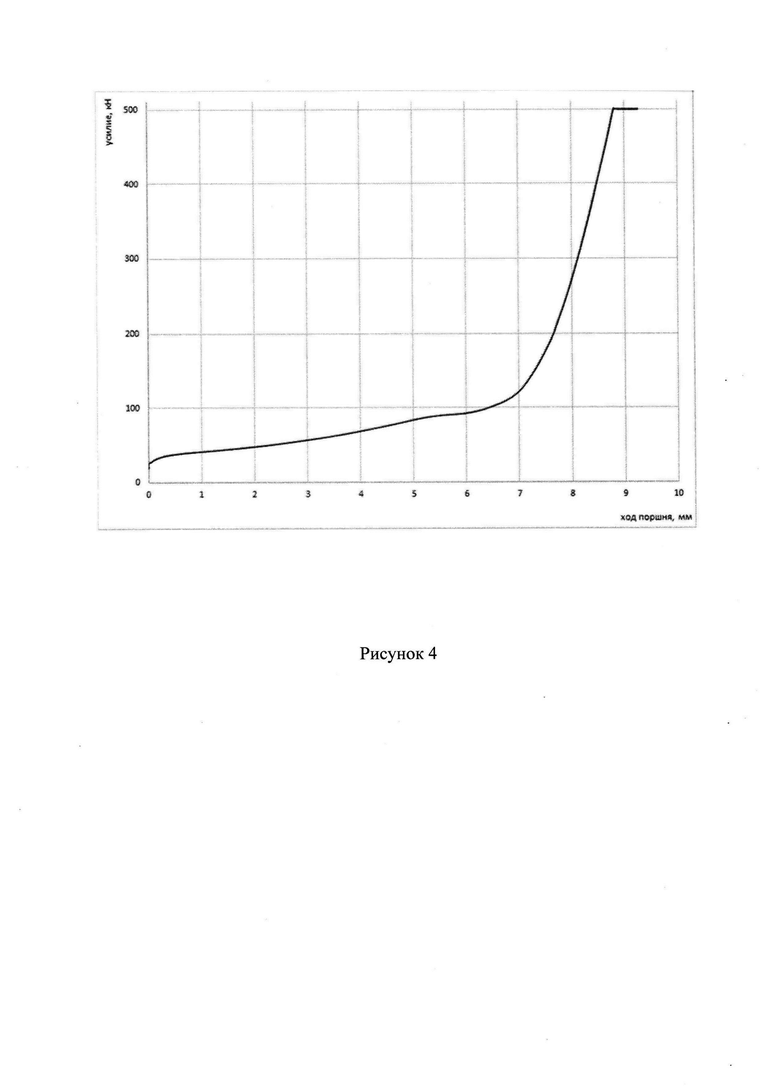
На рисунке 4 приведен график нагружения пресса при проведении процесса пропитки. Пропитка пористой графитовой преформы проводится путем передачи давления гидравлического пресса на расплав. Величина давления пресса на расплав и скорость перемещения штока пресса регулируются микроконтроллером по заданной программе. Скорость перемещения штока пресса подбирается так, чтобы выполнялся режим иерархической пропитки пористого пространства преформы. Режим иерархической пропитки выполняется тогда, когда скорость перемещения штока пресса находится в диапазоне обеспечивающем полную пропитку пористой графитовой преформы до понижения температуры расплава ниже 650-700°С (ограничение снизу) и не приводит к кратному увеличению начального давления пропитки относительно лапласового давления определяемого размером самых крупных пор (задаваемых размером частиц второй фазы) и поверхностными энергиями алюминиевого сплава и графита (ограничение сверху). Данный режим реализуется, когда начальное давление пропитки находится в диапазоне 3-20 МПа, а скорость перемещения штока пресса находится в диапазоне 10-50 мм/мин. Максимальное давление пропитки ограничивается 70 МПа. При иерархической пропитке сначала заполняются расплавом самые крупные поры в графитовой преформе, затем начинают заполняться средние поры и более мелкие, что отражается на графике нелинейным ростом давления в зависимости от перемещения штока пресса. Конечный линейный участок резкого роста давления пропитки связан с заполнением самых маленьких пор, и началом процесса компенсации усадки при кристаллизации расплава алюминиевого сплава в композитном теле, когда вязкость расплава становится очень высокой и реализуются режимы тиксотропного течения. Данный режим пропитки обеспечивает достаточно низкую скорость течения расплава в порах и сохранение ориентации графитовых частиц, заданное операцией послойного вибропрессования графитовой преформы, заполнение пор, возникающих при усадке и направленной кристаллизации металлом, повышение результирующей теплопроводности получаемых композитных материалов λх-у в плоскости, перпендикулярной направлению прессования на 10-15%.
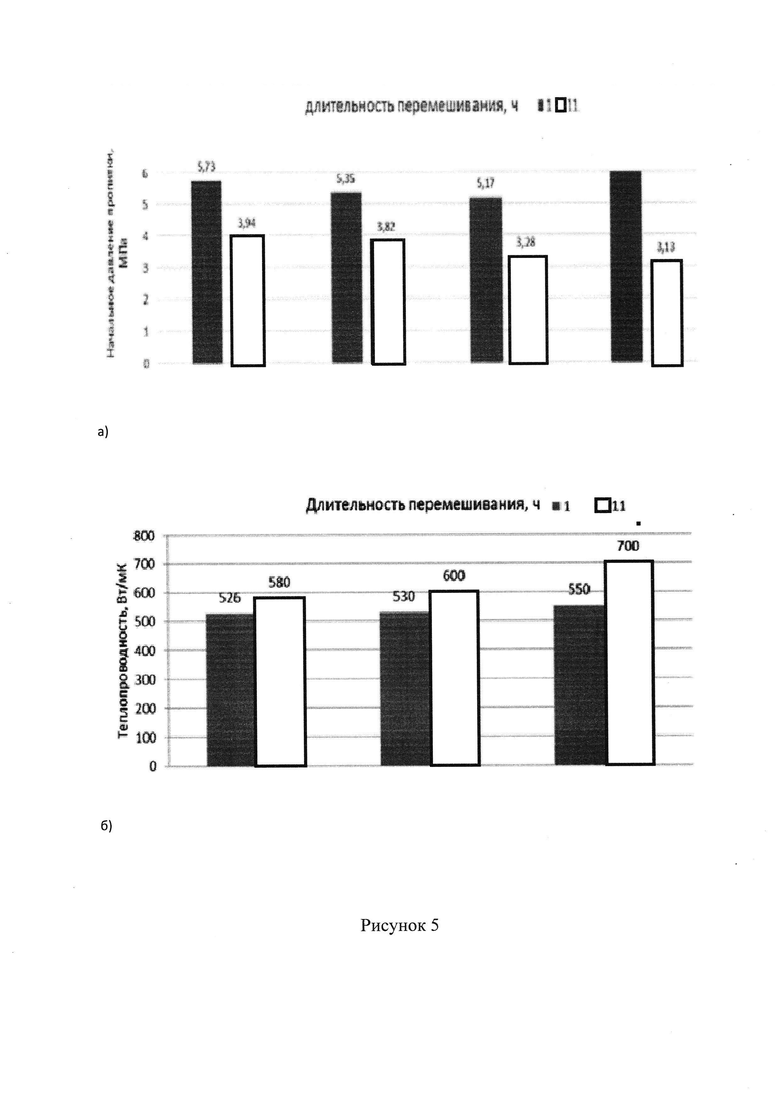
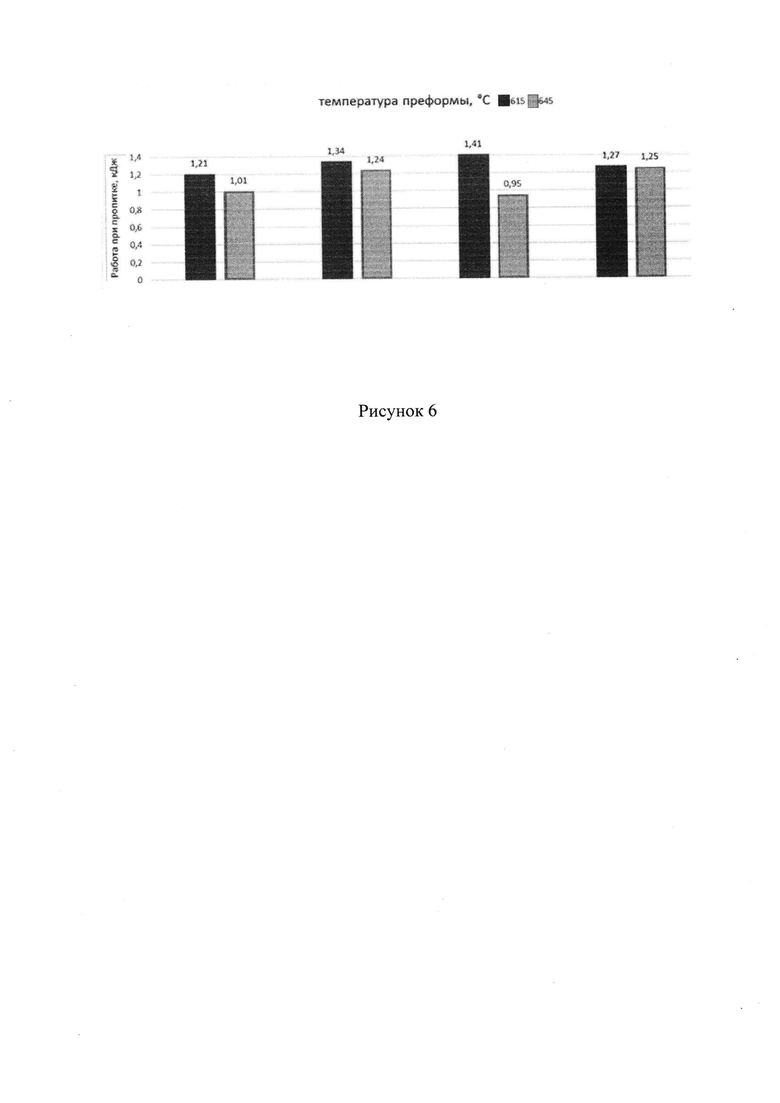
На рисунке 5 приведены примеры начального давления пропитки графитовых преформ а) и теплопроводности б) полученных композитов в зависимости от времени перемешивания порошков графита и второй фазы. Длительность перемешивания выбирается в диапазоне 1-12 часов в зависимости от требуемых параметров композитного материала: если требуется достижение максимально возможной теплопроводности длительность перемешивания нужно увеличивать. Данная зависимость объясняется существенным уменьшением доли порошка второй фазы, при увеличении доли графитового наполнителя, и соответственно большей потребностью в увеличенной длительности смешивания для его равномерного распределения между частицами графита. Равномерное распределение второй фазы между частицами графита, обеспечивает формирование равномерного порового пространства с размерами микропор соответствующими размерам частиц второй фазы. Это предотвращает смыкание графитовых частиц с формированием микропор с размерами, стремящимися к нулю, куда не может затечь расплав алюминиевого сплава даже при максимальных давлениях, используемых в процессе пропитки. Микропоры, не заполненные расплавом являются тепловыми сопротивлениями, ухудшающими параметры теплопроводности композита. На рисунке 6 приведена зависимость величины работы совершаемой прессом при пропитке графитовой преформы в зависимости от температуры предварительного прогрева графитовой преформы. Наблюдается устойчивая корреляция снижения работы пропитки пресса с увеличением температуры предварительного прогрева графитовой преформы. Данный факт может быть объяснен снижением вязкости расплава при увеличении температуры прогрева преформы. Меньшая вязкость расплава предоставляет возможности увеличения скорости пропитки с наименьшими последствиями в нарушении упорядоченной структуры графитовой преформы, полученным с использованием процесса послойного вибропрессования. Дальнейшее увеличение температуры преформы нецелесообразно, поскольку в этом случае возникают риски чрезмерного химического взаимодействия компонентов расплава алюминиевого сплава и графита, с ростом вероятности образования относительно толстых слоев таких соединений как карбосилициды алюминия, ухудшающих теплопередачу на границе фаз.
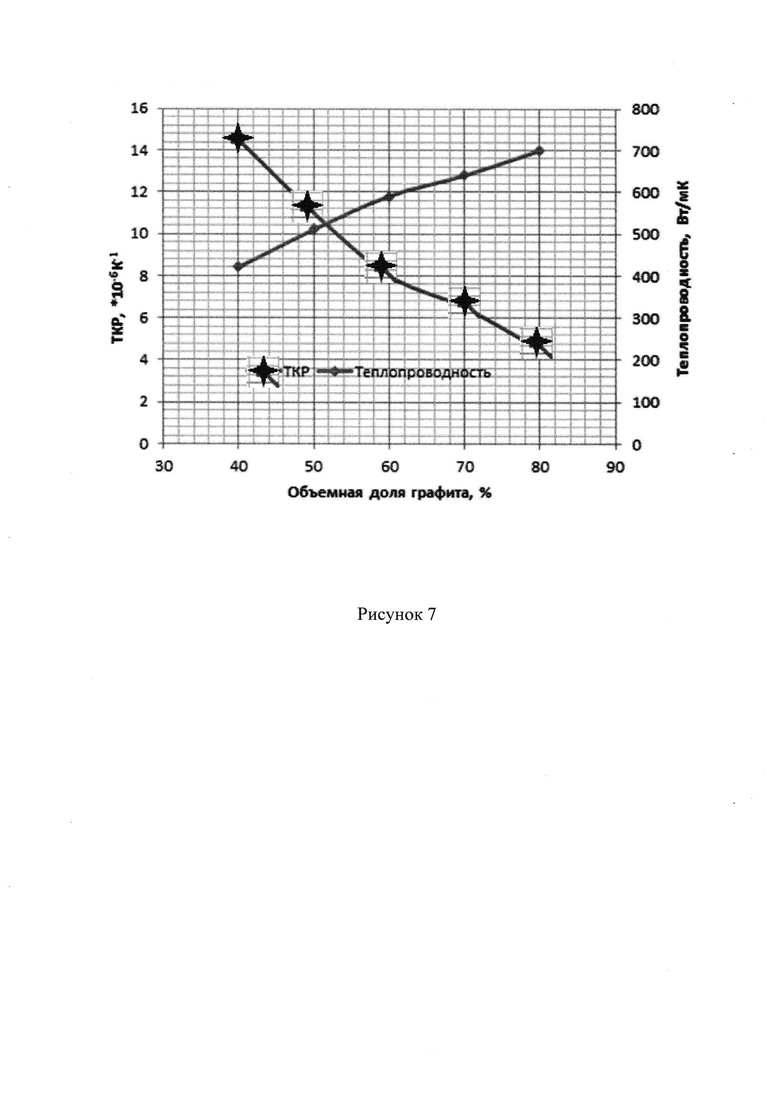
На рисунке 7 приведены зависимости теплопроводности и ТКР алюминий графитовых композитов, получаемых по предлагаемому способу от объемной доли графитового наполнителя. По предоставленным данным можно сделать вывод, что композиты полученные по предлагаемому способу обладают одним из наилучших сочетаний теплопроводности и ТКР для данного класса высокотеплопроводных композитных материалов, при условии что для их получения не используется вакуумное оборудование, газостаты и другое оборудование работающее под высоким давлением газов, не используются технологии струйного осаждения, вакуумной сушки, экструдирования или спекания графитовых преформ, что существенно, кратно снижает временные затраты и себестоимость производства предлагаемых композитных материалов. Кроме того, ввиду возможности использования в качестве второй фазы порошков алюминиевых сплавов, возможно в более широких пределах изменять состав получаемых композитных материалов, и, таким образом, обеспечивать точную подстройку параметров данных материалов по термомеханическим свойствам для сопряжения с более широким спектром материалов, используемых в электронике и приборостроении. Ввиду отсутствия абразивных частиц второй фазы в этом случае, нет необходимости использовать твердосплавный или алмазный инструмент для механической обработки такого сорта высокотеплопроводных композитных материалов, что существенно снижает время и себестоимость деталей. Для организации серийного производства данных материалов по предлагаемому способу может использоваться широкодоступное и недорогое технологическое металлургическое оборудование, такое как муфельные печи, резистивные и индукционные печи для плавки, гидравлические пресса, шаровые смесители.
Примеры проведения процесса получения высокотеплопроводных алюминий-графитовых композитов по предлагаемому способу
Пример №1: Берется 350 грамм порошка ГСМ-1 со средним размером частиц чешуйчатого графита 500 мкм и средней толщиной 15 мкм и 85 грамм размолотого порошка кремния марки КР0 со средним размером частиц 12 мкм. Порошки засыпаются в стакан смесителя типа «пьяная бочка» и добавляется 1 кг стальных шаров диаметром 10 мм. Порошки смешиваются в течении 1,5 часов при оборотах 90 об/мин. Полученная смесь порошков освобождается от шаров с помощью сита и засыпается в дозатор. Смесь порошков из дозатора подается порциями по 87 грамм в жаропрочную металлическую форму и прессуется с помощью ручного гидравлического пресса послойно, с давлением 2 МПа. Жаропрочная металлическая форма со сформированной графитовой преформой помещается в муфельную печь, предварительно прогретую до температуры 640°С и выдерживается в течении 1,5 часов. Отдельно прогревается металл, алюминиевый сплав АК9ч в количестве 300 грамм в графитовом тигле в резистивной печи для плавки до температуры 900°С. Прогретая жаропрочная металлическая форма с графитовой преформой помещается на водоохлаждаемое основание гидравлического пресса. В жаропрочную форму заливается прогретый до 900°С расплав и в форму вставляется холодный металлический пуансон. Форма со вставленным пуансоном передвигается под шток гидравлического пресса и осуществляется пропитка пористой графитовой преформы жидким металлом по заданной программе с ограничением по давлению в 70 МПа и по скорости передвижения штока 15 мм/мин. По окончании процесса пропитки, форма выдерживается под давлением пресса до окончания процесса направленной кристаллизации расплава и остывания стенок формы до температуры не выше 550°С. Далее давление пресса сбрасывается, выдерживается время до остывания формы до температуры не менее 450°С. Затем отделяют днище формы, форма перемещается на подставки и происходит выпрессовка композитной заготовки из формы. После полного остывания композитной заготовки и металлического пресс-остатка, от композитной заготовки отделяют пресс остаток и заготовка нарезается на пластины для контроля основных термомеханических характеристик. Полученный по описанному технологическому маршруту композитный материал демонстрирует следующие свойства: теплопроводность в плоскости, перпендикулярной направлению прессования λху - 520 Вт/мК, в направлении прессования λz - 85 Вт/мК, ТКР в плоскости, перпендикулярной направлению прессования - 7,5 10-6 К-1, прочность на изгиб σи - 55 МПа.
Пример №2: Заготовку высокотеплопроводного композитного материала получают по технологическому маршруту как в Примере №1 за исключением того, что вместо порошка размолотого кремния в качестве второй фазы используют порошок алюминиевый ПАД-4. Полученный по описанному технологическому маршруту композитный материал демонстрирует следующие свойства: теплопроводность в плоскости, перпендикулярной направлению прессования λху - 540 Вт/мК, в направлении прессования λz - 82 Вт/мК, ТКР в плоскости, перпендикулярной направлению прессования - 7,6*10-6 К-1.
Пример №3: Заготовку высокотеплопроводного композитного материала получают по технологическому маршруту как в Примере №1 за исключением того, что время смешивания порошковой смеси увеличивают до 11 часов. Полученный по описанному технологическому маршруту композитный материал демонстрирует следующие свойства: теплопроводность в плоскости, перпендикулярной направлению прессования λху - 620 Вт/мК, в направлении прессования λz - 55 Вт/мК, ТКР в плоскости, перпендикулярной направлению прессования - 7,2*10-6 К-1, прочность на изгиб σи - 65 МПа.
Пример №4: Заготовку высокотеплопроводного композитного материала получают по технологическому маршруту как в Примере №3 за исключением того, что вместо послойного прессования порошковой смеси ручным гидравлическим прессом применяют послойное вибропрессование на вибростенде под нагрузкой/давлением, оказываемым на смесь порошков. Выбираются следующие параметры режима послойного вибропрессования: толщина насыпки каждого слоя порошка от 3 до 8 мм, частота вибрации 80-120 Гц, давление прессования 150-250 кПа, длительность прессования 60-90 секунд. Полученный по описанному технологическому маршруту композитный материал демонстрирует следующие свойства: теплопроводность в плоскости, перпендикулярной направлению прессования λxy - 710 Вт/мК, в направлении прессования λz - 35 Вт/мК, ТКР в плоскости, перпендикулярной направлению прессования - 4,9*10-6 К-1, прочность на изгиб σи - 85 МПа.
Краткое описание чертежей
Рисунок 1. Блок-схема: последовательность проведения технологического процесса получения высокотеплопроводного алюминий-графитового композита.
Рисунок 2. Зависимость скорости окисления графита от температуры.
Рисунок 3. Ориентация графитовых частиц в композите: а) с использованием и б) без использования процесса послойного вибропрессования. Приводятся микрофотографии, полученные в оптическом микроскопе и обработанные вручную изображения с обозначением ориентации графитовых частиц для машинного вычисления распределения ориентации частиц средствами языка Python с использованием преобразования Хафа, реализованного в пакете scikit-learn.
Рисунок 4. Пример графика нагружения пресса при проведении процесса пропитки графитовой преформы жидким металлом. Показана зависимость усилия прессования от длинны хода поршня (пуансона).
Рисунок 5. Зависимости начального давления пропитки графитовых преформ (а) и теплопроводности полученных композитов (б) от времени перемешивания порошков графита и второй фазы.
Рисунок 6. Зависимость работы пропитки графитовой преформы на цифровом прессе от температуры предварительного прогрева графитовой преформы.
Рисунок 7. Зависимость теплопроводности и ТКР от степени наполнения/объемной доли графитового наполнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
| Способ получения алмазно-металломатричных композиционных изделий | 2023 |
|
RU2822698C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2004 |
|
RU2261780C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2448808C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 1988 |
|
RU2025527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1989 |
|
RU2080964C1 |
| АЛЮМИНИЕВО-АЛМАЗНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2505378C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКОМПОЗИТНОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2676117C2 |
| Способ изготовления резьбовых отверстий в изделиях из металломатричного композиционного материала AlSiC | 2024 |
|
RU2824742C1 |
| Бронированный композиционный материал | 1990 |
|
SU1836478A3 |
Изобретение относится к получению высокотеплопроводных композитных алюминий-графитовых материалов и может быть использовано в электронике, приборостроении, энергетическом машиностроении. Cпособ получения высокотеплопроводного композитного алюминий-графитового материала включает приготовление смеси порошков, содержащей высококристаллический чешуйчатый графит с размером частиц в плоскости от 100 мкм до 1000 мкм и толщиной от 5 мкм до 20 мкм с аспектным отношением от 5 до 200 и степенью кристалличности не менее 97% и порошок кремния и/или порошок алюминиевого сплава с 3- 12 мас.% кремния, со средним размером частиц 1-20 мкм, при соотношении компонентов в смеси, мас.%: чешуйчатый графит 40-80, порошок кремния и/или алюминиевого сплава 20-60,
изготовление из нее пористой графитовой преформы путем послойного вибропрессования в металлической форме при толщине насыпки каждого слоя 3-8 мм, частоте вибрации 80-120 Гц, давлении прессования 150-250 кПа, длительности прессования каждого слоя 60-90 секунд, нагрев формы с графитовой преформой до температуры 550-650°С в присутствии воздуха, пропитку пористой графитовой преформы расплавом алюминиевого сплава под давлением, оказываемым гидравлическим прессом. Полученный композитный материал содержит 40-80 об.% чешуйчатого кристаллического графита и имеет теплопроводность в плоскости, перпендикулярной направлению прессования 400-720 Вт/мК и ТКР 15*10-6 К-1-4*10-6 К-1. Изобретение направлено на повышение теплопроводности материала при упрощении процесса и сокращении времени его получения. 2 н. и 4 з.п. ф-лы, 7 ил., 4 пр.
1. Cпособ получения высокотеплопроводного композитного алюминий-графитового материала, отличающийся тем, что включает
- приготовление смеси порошков, содержащей высококристаллический чешуйчатый графит с размером частиц в плоскости от 100 мкм до 1000 мкм и толщиной от 5 мкм до 20 мкм с аспектным отношением от 5 до 200 и степенью кристалличности не менее 97% и порошок кремния технического типа КР1/КР0 и/или порошок алюминиевого сплава, содержащего от 3 до 12 мас.% кремния, со средним размером частиц в диапазоне от 1 до 20 мкм, при следующем соотношении компонентов в смеси: высококристаллический чешуйчатый графит 40-80 мас.%,
порошок кремния и/или алюминиевого сплава 20-60 мас.%,
- изготовление из этой смеси порошков пористой графитовой преформы путем послойного вибропрессования в жаропрочной металлической форме для пропитки жидким металлом при толщине насыпки каждого слоя порошка 3-8 мм, частоте вибрации 80-120 Гц, давлении прессования 150-250 кПа, длительности прессования каждого слоя 60-90 секунд,
- нагрев жаропрочной формы с графитовой преформой до температуры 550-650°С в присутствии воздуха,
- пропитку пористой графитовой преформы в жаропрочной металлической форме расплавом алюминиевого сплава под давлением, оказываемым гидравлическим прессом.
2. Способ по п. 1, отличающийся тем, что перемешивание порошков производят в шаровом смесителе типа «пьяная бочка» с помощью металлических шаров диаметром от 8-10 мм в течение от 1 до 12 часов при соотношении 1 весовая часть порошковой смеси - от 2-х до 3-х весовых частей металлических шаров, и опциональном добавлении порошка стеариновой кислоты в количестве не более 5 мас.% от веса порошковой смеси.
3. Способ по п. 1, отличающийся тем, что расплав алюминиевого сплава заливают в форму при нагреве его до температуры 800-900°С.
4. Способ по п. 1, отличающийся тем, что пропитку пористой графитовой преформы в жаропрочной металлической форме осуществляют путем помещения формы с залитым металлом на холодное, водоохлаждаемое основание гидравлического пресса, и давления, оказываемого гидравлическим прессом на пуансон, вставленный в форму, таким образом, что начальное давление пропитки составляет 3-20 МПа, скорость перемещения штока пресса находится в диапазоне 10-50 мм/мин, при максимальном давлении пропитки 70 МПа.
5. Высокотеплопроводный алюминий-графитовый композитный материал, полученный способом по любому из пп. 1-4, характеризующийся тем, что он содержит чешуйчатый кристаллический графит в композите в количестве от 40 об.% до 80 об.% и имеет теплопроводность в плоскости, перпендикулярной направлению прессования от 400 Вт/мК до 720 Вт/мК, а ТКР от 15*10-6 К-1 до 4*10-6 К-1.
6. Высокотеплопроводный алюминий-графитовый композитный материал по п. 5, отличающийся тем, что он состоит из частиц чешуйчатого кристаллического графита и алюминиевого сплава.
| ПРОИЗВОДНЫЕ 5-АМИНО-8-МЕТИЛ-7-ПИРРОЛИДИНИЛХИНОЛИН-3-КАРБОНОВОЙ КИСЛОТЫ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ ЛЕЧЕНИЯ, ПРОМЕЖУТОЧНЫЙ ПРОДУКТ | 1994 |
|
RU2130932C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2448808C1 |
| US 20080128067 A1, 06.06.2008 | |||
| US 8501048 B2, 06.08.2013 | |||
| US 7851055 B2, 14.12.2010. | |||

