Изобретение относится к области определения прочностных свойств металлов и может быть использовано для определения предела текучести при изгибе без разрушения материала деталей, работающих в условиях нагружения изгибающим моментом (оси железнодорожных вагонов, валы редукторов и коробок передач, кронштейны, балки, металлоконструкции и др.).
Известен способ определения предела текучести при изгибе экспериментальным путем. Испытания на изгиб можно проводить на любой универсальной испытательной машине, используемой для испытания на растяжение (Золотаревский В.С. Механические свойства металлов. – М.: Металлургия, 1983. – 352 с., на стр. 192) или на специальных изгибных прессах (Испытательная техника: Справочник. В 2=х кн./Под ред.В.В. Клюева. – М.: Машиностроение, 1982. – Кн. 1528 с., на стр. 145).
Недостатком этого способа является то, что он требует изготовления специальных образцов, вырезанных из готовой детали, что очевидно, приводит к частичному или полному разрушению испытуемой детали. Недостаток этого способа заключается и в значительных затратах времени и средств. Таким образом, этот способ не позволяет оперативно и без разрушения производить определение предела текучести металлов при изгибе.
Известен способ определения предела текучести при кручении σиз,Т по эмпирической формуле в зависимости от предела текучести при растяжении σТ (Горский, А.И. Определение допускаемых напряжений при расчетах на прочность/А.И. Горский, Е.Б. Иванов-Эмин, А.И. Кореновский. – М.: НИИМАШ, 1974. – 79 с., на стр. 22; Энциклопедия по машиностроению XXL. Интернет-ресурс https//mash-xxl. info/index, на стр. 463)
 .
.
Недостатком этого способа является то, что диапазон колебания предела текучести при кручении τТ при использовании формулы способа составляет, как минимум более 15%. Кроме того, требуется дополнительно экспериментально определять предел текучести при растяжении, согласно ГОСТ 1497-84. ИСО 6892-84. Металлы. Метод испытания на растяжение. – Введ. 01.01.85. Таким образом, и этот способ требует изготовления образцов для испытания и, следовательно, приводит к разрушению испытуемой детали.
Наиболее близким по технической сущности является способ определения предела текучести материала (патент 2086947 РФ, МПК G01N3/40, Опубл.10.08.97. Бюл. № 22), который предусматривает, что испытуемый материал нагружают посредством сферического индентора диаметром D, нагрузкой, лежащей в диапазоне, соответствующем измерению твердости, после снятия нагрузки F измеряют диаметр остаточного отпечатка d, определяют контактный модуль упрочнения Н испытуемого материала и интенсивность деформации εi,o в центре отпечатка из соотношения

а предел текучести σТ определяют с учетом интенсивности деформации в центре отпечатка из соотношения

где d–диаметр остаточного отпечатка;
b - коэффициент, зависящий от химического состава испытуемого материала;
μ2 – коэффициент Пуассона испытуемого материала.
Недостатком этого способа является то, что он не может быть использован в тех случаях, когда необходимо определить предел текучести материала детали при изгибе, поскольку он предназначен только для определения предела текучести материала детали при растяжении. Следует указать, что числовые значения пределов текучести материала при изгибе и при растяжении значительно отличаются друг от друга, поскольку это совершенно разные виды деформации материала: при изгибе нормальные напряжения распределены по поперечному сечению детали крайне неравномерно (с одной стороны детали нормальные напряжения максимальные растягивающие, а с другой – максимальные сжимающие; на нейтральной оси детали эти напряжения равны нулю), а при растяжении нормальные напряжения растяжения распределены по поперечному сечению детали практически равномерно.
Таким образом, известные способы имеют низкий технический уровень, поскольку не позволяют оперативно и без разрушения определять предел текучести материала при изгибе.
В этой связи важнейшей задачей является разработка нового способа определения предела текучести материала детали при изгибе, который позволял бы оперативно производить определение предела текучести материала детали при изгибе без разрушения и без изгиба детали.
Техническим результатом является упрощение способа определения предела текучести материала детали при изгибе и повышение его точности.
Указанный технический результат достигается в способе определения предела текучести материала детали при изгибе, заключающемся в нагружении поверхности испытуемого материала посредством индентора нагрузкой, величина которой соответствует диапазону измерения твердости, измерении параметров отпечатка и расчете предела текучести испытуемого материала, при этом осуществляют не менее шести последовательных нагружений испытуемого материала в одну фиксированную точку поверхности детали, не менее половины которых выполняют за пределами глубин составляющих 8-10% диаметра индентора, измеряют глубины полученных остаточных отпечатков после каждого нагружения, строят график зависимости глубины остаточного отпечатка от нагрузки, по которому определяют максимальную нагрузку, предшествующую началу отклонения графика от линейной зависимости, а предел текучести материала детали при изгибе рассчитывают по следующей зависимости:

где σиз,Т – предел текучести материала детали при изгибе (МПа);
Fmax – максимальная нагрузка, предшествующая началу отклонения графика зависимости глубины остаточного отпечатка от нагрузки от линейной зависимости (Н);
h– глубина остаточного отпечатка, соответствующая максимальной нагрузке Fmax (мм);
D –диаметр сферического индентора (мм);
m и n – коэффициенты пластичности при изгибе, зависящие от химического состава испытуемого материала.
Сущность способа заключается в определении предела текучести материала детали при изгибе посредством определения предела текучести наружных волокон детали при нагружении её испытуемой поверхности сферическим индентором.
Нормальные напряжения при изгибе распределяются по поперечному сечению детали неравномерно и как только наружные волокна поверхности детали достигают предела текучести, несущая способность детали при изгибе считается исчерпанной.
В связи с этим, при заявляемом виде нагружения, процессы деформации, протекающие на поверхности контакта детали со сферическим индентором дают наиболее объективную информацию о пределе текучести материала детали на её поверхности при изгибе. Существенно, что определение максимальной нагрузки, предшествующей началу отклонения от линейной зависимости глубины остаточного отпечатка от нагрузки, позволяет обеспечить высокий уровень нормальных контактных напряжений в отпечатке и наибольшую допустимую глубину остаточного отпечатка. Это дает возможность максимально исключить влияние на глубину остаточного отпечатка состояния тонкого поверхностного слоя детали (упрочненного или разупрочненного в результате обработки, наличие окисных пленок, шероховатость поверхности) и тем самым повысить точность определения предела текучести при изгибе. Для построения графика зависимости глубины остаточного отпечатка от нагрузки, по которому можно определить максимальную нагрузку, минимально достаточно осуществить шесть последовательных нагружений испытуемого материала в одну фиксированную точку поверхности детали. Не менее половины нагружений выполняются за пределами глубин составляющих 8-10% диаметра индентора.
Таким образом, комплекс параметров: силовых (максимальная нагрузка Fmax, предшествующая началу отклонения от линейной зависимости глубины остаточного отпечатка от нагрузки), геометрических (диаметр D сферического индентора), деформационных (глубина остаточного отпечатка h), позволяет выявить количественные взаимосвязи между закономерностями протекания пластической деформации под действием нормальных напряжений при изгибе и контактной упругопластической деформацией (также под действием нормальных напряжений) при внедрении сферического индентора в поверхность детали, что позволяет в полной мере учесть прочностные свойства испытуемого материала детали и с их учетом определить предел текучести материала детали при изгибе с большей точностью.
Введенные в расчет предела текучести материала при изгибе коэффициенты «m» и «n» пластичности при изгибе позволяют повысить точность определения предела текучести при изгибе, благодаря учету химического состава испытуемого материала детали.
Предлагаемая новая зависимость расчета предела текучести материала детали при изгибе устанавливает взаимосвязи между всеми существенными параметрами, определяющими величину предела текучести при изгибе: упругопластические свойства материала детали при контактной деформации сферическим индентором, пластические свойства и нагрузочную способность материала детали при изгибе, а также химический состав испытуемого материала. Это позволяет оперативно с высокой точностью определять предел текучести испытуемого материала при изгибе без разрушения детали.
Способ определения предела текучести испытуемого материала при изгибе реализуется следующим образом.
В испытуемый материал детали последовательно внедряют в одну фиксированную точку поверхности детали сферический индентор нагрузками, соответствующими измерению твердости. Значение нагрузки можно выбрать согласно стандарту, например, ГОСТ 18835-73. «Металлы. Метод измерения пластической твердости» (введ.01.07.75; ограничение срока действия снято Межгосударственным Советом стандартизации, метрологии и сертификации, протокол №3-93, ИУС №5/6, 1993г.). До значений твердости испытуемого материала детали 4500 МПа в качестве индентора используют стальной закаленный шарик (с твердостью по Виккерсу не менее HV850 кгс/мм2), например, шарик из подшипника качения; при большей твердости испытуемого материала детали используют индентор из твердого сплава. В качестве нагружающего устройства можно использовать, например, пресс Бринелля или другой прибор для контроля твердости или пресс. Выполняется не менее шести последовательных нагружений, не менее половины которых выполняют за пределами глубин составляющих 8-10% диаметра индентора.
Измеряют глубины полученных остаточных отпечатков после каждого нагружения. Эту операцию можно выполнить с помощью индикатора часового типа (сценой деления 0,001 мм) или индукционного датчика положения, установленного в индикаторной стойке.
Строят график зависимости глубины остаточного отпечатка от нагрузки, по которому определяют максимальную нагрузку, предшествующую началу отклонения зависимости глубины остаточного отпечатка от нагрузки от линейной. Необходимо отметить, что как указано в книге М.С. Дрозда, М.М. Матлина, Ю.И. Сидякина «Инженерные расчеты упругопластической контактной деформации». – М.: Машиностроение, 1986. – 221 с. на стр. 10-11, начало отклонения указанной зависимости от линейной (отклонение графика от прямой линии) зависит от твердости материала испытуемой детали и соответствует глубине остаточного отпечатка (0,05…0,10) от диаметра D сферического индентора, что и определяет необходимость выполнения не менее половины нагружений за пределами глубин составляющих 8-10% диаметра индентора.
Изобретение иллюстрируется фигурой, изображающей график зависимости относительной глубины h/D остаточного отпечатка в зависимости от нагрузки F на сферический индентор для стали 10.
Значения коэффициентов пластичности материала детали при изгибе «m» и «n» зависят от химического состава испытуемого материала и определяются по известным справочным данным или из предварительного эксперимента для соответствующих типов материалов исследуемых деталей – сталь, чугун, цветной металл или сплав (выбирают в зависимости от того предел текучести при изгибе какого материала предполагают определять). Коэффициенты «m» и «n» одинаковы для всех составов материала одного типа (например, для всех составов сталей).
Экспериментальную проверку осуществляли определением предела текучести материала детали при изгибе по заявленному способу на образцах, изготовленных из углеродистых и легированных конструкционных сталей различного уровня прочности.
При реализации предлагаемого способа в качестве индентора использовали стальной закаленный шарик диаметром D=5 мм, а для сталей с твердостью большей, чем 4500МПа – сферический индентор с тем же диаметром из твердого сплава.
Нагружение сферического индентора осуществляли с помощью пресса Бринелля. Результаты определения предела текучести при изгибе σиз,Т предлагаемым способом приведены в таблице.
Таблица
нагруз
ка
остаточного
отпечатка
σиз,Т , МПа
σТ, МПа
ные значения предела текучести при изгибе – эталонный способ
σиз,Т,э, МПа
мм
Для указанных материалов выполнили экспериментальное определение предела текучести при изгибе σиз,Т,э. Испытания на изгиб проводили с помощью программно-технического комплекса для испытания металлов ИР 5143-200. Эти результаты приняты в качестве эталонного способа. Установлено, что для всех испытанных сталей коэффициенты пластичности при изгибе m=0,084, n=50 (МПа).
Результаты сравнения предлагаемого способа с прямым экспериментом (эталонный способ) показали, что погрешность определения, предела текучести при изгибе не превышает, как правило, (2…4)% и имеет характер двухстороннего разброса. Погрешность способа по прототипу (образцы1-6) по сравнению с предлагаемым способом может достигать 16,5%, что вполне закономерно, поскольку способ по прототипу предназначен для определения предела текучести при растяжении, а не при изгибе.
Значения предела текучести при изгибе, определенные по предлагаемому способу σиз,Т, а также погрешности определения предела текучести при изгибе предлагаемым способом по сравнению со способом по прототипу (σТ) и найденным экспериментально – эталонным способом (σиз,Т,э) приведены в таблице.
Результаты экспериментальной проверки свидетельствуют о пригодности предлагаемого способа для практического использования и подтверждают его высокую точность: погрешность определения предела текучести при изгибе не превышает, как правило, (2…4)% в широком диапазоне изменения прочностных свойств материала.
В связи с этим предлагаемый способ позволяет повысить точность определения предела текучести при изгибе без разрушения материала и может быть использован для контроля различных деталей, работающих в условиях нагружения изгибающим моментом (оси железнодорожных вагонов, валы редукторов и коробок передач, кронштейны, балки, металлоконструкции и др.) без разрушения материала деталей.
Таким образом, способ определения предела текучести материала детали при изгибе, заключающийся в не менее шести последовательных нагружениях испытуемого материала посредством индентора в одну фиксированную точку поверхности детали нагрузкой, величина которой соответствует диапазону измерения твердости, при выполнении не менее половины нагрузок за пределами глубин составляющих 8-10% диаметра индентора, измерении глубины полученных остаточных отпечатков после каждого нагружения, построении графика зависимости глубины остаточного отпечатка от нагрузки, по которому определяют максимальную нагрузку, предшествующую началу отклонения графика от линейной зависимости и расчёте предела текучести материала детали при изгибе по заявленной зависимости, является простым, не требует разрушения испытуемой детали и обеспечивает повышение точности определения предела текучести при изгибе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения предела текучести материала при смятии | 2021 |
|
RU2756376C1 |
| Способ определения предела текучести материала цилиндрической детали при кручении | 2021 |
|
RU2765342C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ МАТЕРИАЛА ПРИ РАСТЯЖЕНИИ-СЖАТИИ | 2015 |
|
RU2599069C1 |
| Способ определения предела выносливости материала цилиндрической детали при кручении | 2021 |
|
RU2765340C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА КОНТАКТНОЙ ВЫНОСЛИВОСТИ МАТЕРИАЛА | 1996 |
|
RU2123175C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ МАТЕРИАЛА ПРИ ИЗГИБЕ | 2018 |
|
RU2700328C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128330C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ | 1998 |
|
RU2141638C1 |
| Способ определения предельного равномерного сужения | 2020 |
|
RU2727068C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСТИННОГО СОПРОТИВЛЕНИЯ РАЗРЫВУ | 2018 |
|
RU2680111C1 |

Изобретение относится к области определения предела текучести при изгибе без разрушения материала деталей, работающих в условиях нагружения изгибающим моментом. Сущность: осуществляют нагружение поверхности испытуемого материала посредством индентора нагрузкой, величина которой соответствует диапазону измерения твердости, измерение параметров отпечатка и расчет предела текучести испытуемого материала. Осуществляют не менее шести последовательных нагружений испытуемого материала в одну фиксированную точку поверхности детали, не менее половины которых выполняют за пределами глубин, составляющих 8-10% диаметра индентора. Измеряют глубины полученных остаточных отпечатков после каждого нагружения. Строят график зависимости глубины остаточного отпечатка от нагрузки, по которому определяют максимальную нагрузку, предшествующую началу отклонения графика от линейной зависимости. Предел текучести материала детали при изгибе рассчитывают по зависимости, учитывающей максимальную нагрузку, предшествующую началу отклонения графика зависимости глубины остаточного отпечатка от нагрузки от линейной зависимости, глубину остаточного отпечатка, соответствующую максимальной нагрузке, диаметр сферического индентора и коэффициенты пластичности при изгибе, зависящие от химического состава испытуемого материала. Технический результат: упрощение способа определения предела текучести материала цилиндрической детали при изгибе и повышение его точности. 1 ил., 1 табл.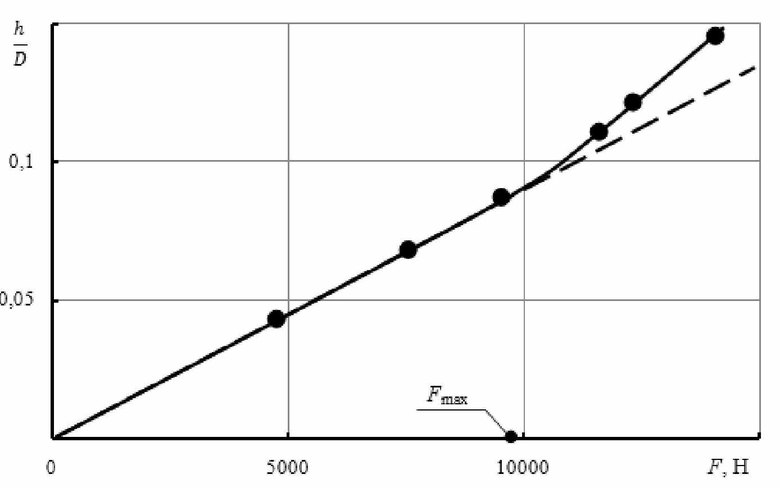
Способ определения предела текучести материала детали при изгибе, заключающийся в нагружении поверхности испытуемого материала посредством индентора нагрузкой, величина которой соответствует диапазону измерения твердости, измерении параметров отпечатка и расчете предела текучести испытуемого материала, отличающийся тем, что осуществляют не менее шести последовательных нагружений испытуемого материала в одну фиксированную точку поверхности детали, не менее половины которых выполняют за пределами глубин, составляющих 8-10% диаметра индентора, измеряют глубины полученных остаточных отпечатков после каждого нагружения, строят график зависимости глубины остаточного отпечатка от нагрузки, по которому определяют максимальную нагрузку, предшествующую началу отклонения графика от линейной зависимости, а предел текучести материала детали при изгибе рассчитывают по следующей зависимости:

где 
Fmax – максимальная нагрузка, предшествующая началу отклонения графика зависимости глубины остаточного отпечатка от нагрузки от линейной зависимости (Н);
H – глубина остаточного отпечатка, соответствующая максимальной нагрузке Fmax (мм);
D – диаметр сферического индентора (мм);
m и n – коэффициенты пластичности при изгибе, зависящие от химического состава испытуемого материала.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ТЕКУЧЕСТИ МАТЕРИАЛОВ | 1993 |
|
RU2086947C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ТЕКУЧЕСТИ МАТЕРИАЛОВ | 1995 |
|
RU2079832C1 |
| Приспособление для подачи листов бумаги из пачки | 1928 |
|
SU11398A1 |
| WO 2004068118 A1, 12.08.2004. | |||

