Настоящее изобретение относится к способу и устройству для получения полотна на целлюлозной основе методом прямого формования из прядильного раствора лиоцелла и, в частности, для промывания полученного непосредственным формованием целлюлозного полотна.
Уровень техники настоящего изобретения
Лиоцелловая технология представляет собой непосредственное растворение целлюлозной древесной массы или другого исходного материала на основе целлюлозы в полярном растворителе (например, таком как N-метилморфолин-N-оксид, далее упоминаемый в настоящем документе как «аминоксид» или «NMMO») с получением вязкого раствора, имеющего высокую степень разжижения при сдвиге и пригодного для превращения в разнообразные полезные материалы на основе целлюлозы. В промышленности эту технологию используют для получения семейства целлюлозных штапельных волокон, которые поставляет на продажу компания Lenzing AG (Ленцинг, Австрия) под товарным знаком TENCEL®, и которые находят широкое применение в производстве текстильных и нетканых материалов. Также описаны другие целлюлозные продукты лиоцелловой технологии, такие как волокна, пленки, оболочки, гранулы и губки.
Целлюлозные штапельные волокна давно используют в качестве компонента для переработки в нетканое полотно. Однако приспособление лиоцелловой технологии для непосредственного получения нетканого полотна обеспечивает доступ к свойствам, эксплуатационным характеристикам и рынкам, которые являются недоступными для существовавших до настоящего времени изделий из целлюлозного полотна. Это можно рассматривать как целлюлозный эквивалент технологий раздува расплава и фильерного получения нетканого материала, широко используемых в отрасли синтетических волокон, хотя непосредственное приспособление технологии синтетических полимеров к лиоцеллу оказывается невозможным вследствие значительных технических различий.
В целях изобретения новой технологии п формования целлюлозного полотна из растворов лиоцелла выполнены многочисленные исследования (см. среди прочих документов WO 98/26122, WO 99/47733, WO 98/07911, US 6,197,230, WO 99/64649, WO 05/106085, ЕР 1358369, EP 2013390). Для целей настоящего изобретения термин «способ раздува расплава лиоцелла» охватывает способы раздува расплава и фильерного получения нетканого материала, которыми могут быть получены практически бесконечные волокна, волокна дискретной длины или смеси бесконечных волокон и волокон дискретной длины. Способы, раскрытые в перечисленных выше документах, отличаются тем, что экструдированные нити из раствора целлюлозы в NMMO захватывает газовый поток, протекающий, в основном, в параллельном направлении по отношению к пути волокон. Из раствора целлюлозы, который выпускают через отверстия, получают жидкие нити или скрытые волокна, которые можно вытягивать (или значительно уменьшать в диаметре и увеличивать в длину и расщеплять на несколько субволокон), используя газовый поток. Кроме того, раскрыта частичная коагуляция скрытых волокон промывочной жидкостью перед формованием полотна. Из волокон затем формуют полотно, которое подвергают дополнительной обработке по мере необходимости.
Проблема
Ранее раскрытые технологии раздува расплава лиоцелла сосредоточены на получении изобретательских решений основных технических проблем первоначального формования волокон из прядильного раствора лиоцелла. Однако любой успех в этой области приводит к необходимости дальнейшей разработки последующих технологических стадий, например, промывания. Промывание лиоцелловых волокон представляет собой решающую технологическую стадию, на который растворитель необходимо удалять из термопластических нитей, содержащих целлюлозу и растворитель, регулируемым образом (до, в течение и после формования полотна) для начала развития структуры и свойств волокон и подготовки волокон, содержащих целлюлозу и воду, к последующей обработке или заключительному высушиванию. В течение стадии промывания происходит первоначальная укладка волокон с формованием полотна. Для успешного промывания полученного непосредственным формованием целлюлозного полотна необходимо выполнение уникального сочетания следующих высоких требований:
• регулирование степени объединения и изменения диаметра исходных полученных волокон до и в течение начального формования полотна;
• сокращение до минимума потенциального повреждения слабых/тонких переплетенных волокон в первоначально формованном полотне, а также структуры полотна;
• регулируемый жидкостной обмен для обеспечения развития структуры волокна;
• сокращение до минимума расхода воды (или другой промывочной текучей среды) в соответствии с экологическими характеристиками технологии и сокращение до минимума расходов на регенерацию растворителя;
• сокращение до минимума полных инвестиционных расходов на оборудование и строительство, а также затрат энергии на промывание.
На предшествующем уровне техники не было достигнуто одновременное выполнение всех перечисленных выше требований. Хотя технология производства бумаги способна обеспечивать линейную скорость, превышающую 1500 м/мин, она не может быть применена, поскольку бумажный лист значительно превосходит по прочности полотно согласно настоящему изобретению, и в производстве бумаги отсутствует необходимости отмывки растворителей и изменения структуры волокон в процессе производства. Технологию производства нитей из непрерывных целлюлозных волокон можно осуществлять при высокой линейной скорости. Однако описанное промывание волокон применимо только к очень малым нитям и не может быть применено к большому полотну согласно настоящему изобретению.
Подробное раскрытие настоящего изобретения
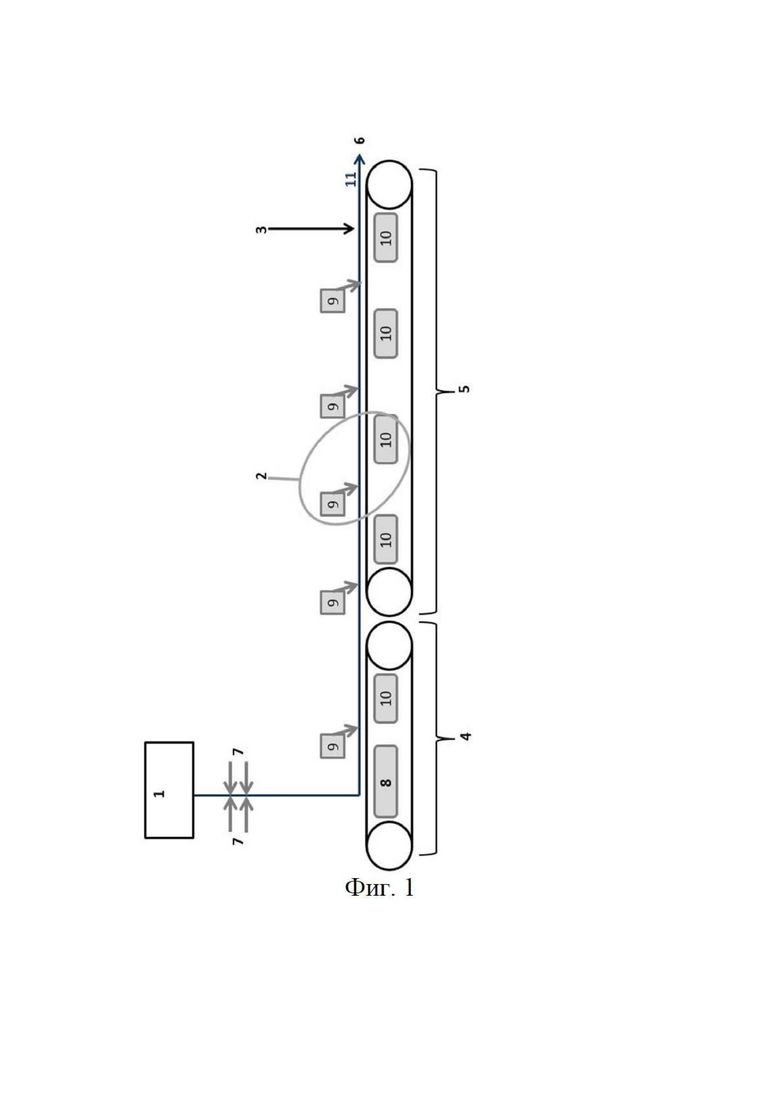
Недостатки предшествующего уровня техники преодолевает новая технология промывания, предусматривающая способ, а также устройство, раскрытые в настоящем документе, которые позволяют в полной мере реализовать преимущество, предоставляемое возможностью непосредственного формования полотна на целлюлозной основе из растворов лиоцелла. Иллюстрация настоящего изобретения представлена на фиг. 1. Специалисты в данной области техники понимают, что являются возможными и другие схемы.
Таким образом, первый вариант осуществления настоящего изобретения, раскрытый в настоящем документе, представляет собой способ получения полотна на целлюлозной основе непосредственным формованием из прядильного раствора лиоцелла, где предусмотрены:
• Стадия экструзии с применением экструзионного устройства (1), способного экструдировать множество нитей из раствора лиоцелла, в частности, расположенного в один или несколько рядов для создания завесы, а также способного вытягивать нити из раствора, в частности, согласно общему принципу раздува расплава, как описано, например, в документе ЕР 1093536 В1.
• Стадия первого промывания, осуществляемая в первой промывочной зоне с приспособлением (7) для нанесения промывочной жидкости на нити из раствора непосредственно после вытяжения и перед формованием полотна, в результате чего получают частично коагулированные целлюлозные волокна. Цель этой первой стадии промывания представляет собой удаление некоторого количества растворителя из волокон с их частичной коагуляцией, что делает их поверхность менее липкой и, следовательно, обеспечивает регулирование степени объединения волокон, а также фиксацию вытяжения волокон. Промывочная жидкость может быть введена с помощью сопел, имеющих такую конструкцию и расположенных таким образом, чтобы обеспечивать практически непрерывные линии распыления на волокна. В зависимости от конструкции сопел распыление может производить, например, аэрозоль или туман. Весьма подходящим является ряд распылительных сопел, установленных на каждой стороне от волокон и имеющих возможность регулирования скорости потока и размера капель жидкости. Такое расположение обеспечивает регулирование положения и угла нанесения жидкости. Промывочная жидкость, используемая на этой технологической стадии, может быть связана с используемой ниже по потоку промывочной жидкостью или независимой от нее.
• Стадия формования полотна, осуществляемая в зоне формования полотна устройством (4) формования полотна, которое может представлять собой сетчатый ленточный транспортер или, в качестве альтернативы, перфорированный барабан, на который укладывают частично коагулированные волокна для формования полотна (11), причем устройство (4) формования полотна имеет достаточную пористость, обеспечивающую пропускание через него газового потока и промывочной жидкости, например, посредством удаляющего жидкость и воздух устройство (8). Формовочное устройство может представлять собой, например, ленточный транспортер или имеющий наружную проницаемую поверхность барабан, пригодный к эксплуатации с требуемой скоростью получения полотна. Обязательная характеристика формовочного устройства представляет собой возможность эффективного управления и удаления экструзионного воздуха и избытка промывочной жидкости из распылительных сопел. Формовочное устройство имеет достаточную проницаемость, обеспечивающую пропускание через него газового потока и промывочной жидкости посредством вакуумной системы для сбора и обработки или повторного использования с одновременной возможностью хорошей укладки волокон для формования полотна. Например, оказались подходящими ленточные транспортеры с проницаемостью, составляющей приблизительно от 4000 до 15000 м3/м2/ч при перепаде давления 100 Па, например, 9000 м3/м2/ч при 100 Па. Всасывающее давление и эффективный объемный поток определяют таким образом, чтобы обеспечить баланс между неповрежденной целостностью полотна и доведенным до максимума удалением жидкости с достаточной фиксацией волокон на ленточном транспортере. Зона формования может быть также оборудована одним или несколькими промывочными модулями, описанными в следующем разделе. Скорость пропускания прядильного раствора через отверстие, условия вытяжения волокна и скорость формовочного устройства в сочетании регулируют плотность полотна и тонину волокна.
• Стадия второго промывания, осуществляемая во второй промывочной зоне промывочным устройством (5), которое содержит многосекционные промывочные модули (2), причем каждый промывочный модуль (2) содержит приспособление (9) для нанесения промывочной жидкости на полотно (11) таким образом, чтобы не повреждать структуру полотна и весьма хрупкие коагулированные волокна, в частности, в течение стадий первоначального промывания; и обезвоживающее устройство (10) для по меньшей мере частичного обезвоживания полотна (11), например, посредством вакуумного всасывания. На этом промывочном устройстве полотно перемещают из формовочного устройства. Оно может представлять собой часть зоны формования (например, единый ленточный транспортер или барабан) или отдельное устройство (например, отдельный ленточный транспортер или барабан). Само промывочное устройство может представлять собой единое устройство (например, ленточный транспортер или барабан) или, например, множество ленточных транспортеров или барабанов. Его эксплуатируют при такой же линейной скорости, как формовочное устройство, и оборудуют множеством промывочных модулей. Число промывочных модулей может быть изменено для достижения желательной эффективности промывания получаемого продукта. Каждый промывочный модуль состоит из приспособления для равномерного нанесения промывочной жидкости («равномерно» означает допустимую (5%) изменчивость скорости потока промывочной жидкости) в форме жидкой завесы по всей ширине полотна на полотно при регулируемой скорости и температуре и достаточно низком усилии, чтобы не повреждать полотно или индивидуальные волокна. Это может быть достигнуто посредством подающего жидкость устройства, которое состоит из двух камер, разделенных решеткой для выравнивания перепада давления, и выпускной щели. Все приспособления можно регулировать, чтобы скорость потока жидкости соответствовала заданным требованиям. Для каждого промывочного модуля каждое устройство для нанесения промывочной жидкости связано с обезвоживающим устройством (например, вакуумным всасыванием) и сбором промывочной жидкости. Использованная промывочная жидкость может быть затем перемещена от сбора на повторное применение или регенерацию растворителя. Обезвоживающее устройство расположено ниже по потоку относительно устройства для нанесения промывочной жидкости на достаточном расстоянии для обеспечения достаточной продолжительности пребывания и воздействия промывочной жидкости. Как правило, промывочную зону эксплуатируют в противоточном режиме с повышением концентрации аминоксида, поскольку промывочную жидкость перекачивают вверх по потоку для применения в промывании полотна.
• Приспособление (6) для сбора промытого полотна (11) или перемещения полотна (11) непосредственно на следующие технологические стадии.
• Способ может быть осуществлен с получением формованного полотна при линейной скорости (11) от 5 м/мин до 1000 м/мин. Согласно предпочтительному варианту осуществления настоящего изобретения линейная скорость производства может составлять от 25 до 500 м/мин.
• Промывочная жидкость представляет собой воду, смесь воды и аминоксида или другую жидкость, подходящую для удаления растворителя. В частности, промывочная жидкость, которая может представлять собой чистую воду, смесь воды и аминоксида или некоторую другую жидкость, подходящую для удаления аминоксида из волокон. Например, в промывочной зоне промывочная жидкость может представлять собой свежую деминерализованную воду, которую вводят на стадии заключительного промывания и перекачивают в противоточном режиме с каждой стадии сбора жидкости в расположенное выше по потоку устройство для нанесения промывочной жидкости. Эта использованная промывочная жидкость может быть затем направлена на регенерацию для повторного использования в получении прядильного раствора или использована в качестве части исходного материала для распыления на волокна в зоне формования перед формованием полотна, а затем направлена на регенерацию. Температура промывочной жидкости может составлять от 5 до 85°С. Может присутствовать необязательное устройство для концентрирования промывочной жидкости на одной или нескольких стадиях промывания посредством рециркуляции.
Получение формованного полотна (11) с линейной скоростью, составляющей приблизительно 5 м/мин, может быть осуществлено в случае получения толстого ворсованного материала (флиса) толщиной до 100 мм. Высокая линейная скорость получения может быть реализована для тонкого флиса.
Согласно предпочтительному варианту осуществления настоящего изобретения промывочную жидкость (7) на стадии первого промывания стадия наносят на нити из раствора перед формованием полотна в такой форме, как непрерывные линии распыления, завеса, аэрозоль или туман, используя, среди прочих приспособлений, сопла, щели, вращающиеся прижимные валики или вращающиеся диски, направляющие промывочную жидкость на нити из раствора. Кроме того, для настоящего изобретения могут быть использованы другие приспособления, выполняющие такую же задачу.
Согласно предпочтительному варианту осуществления настоящего изобретения промывочная жидкость, используемая (7) на стадии первого промывания, представляет собой использованную промывочную жидкость, поступающую из первого промывочного модуля (2) во второй промывочной зоне (5) или подаваемую независимо от промывочной жидкости во второй промывочной зоне.
В частности, формовочное устройство (4) может представлять собой сетчатый ленточный транспортер или перфорированный барабан, в котором для обеспечения пропускания газового потока и промывочной жидкости и хорошего формования полотна проницаемость формовочного устройства (4) выбирают предпочтительно от 4000 до 15000 м3/м2/ч при перепаде давления 100 Па.
Согласно способу настоящего изобретения второе промывочное устройство (5) можно эксплуатировать в противоточном режиме с добавлением свежей промывочной жидкости в наиболее удаленном ниже по потоку промывочном модуле (2).
Согласно способу настоящего изобретения в каждом промывочном модуле (2) устройство (9) для нанесения промывочной жидкости наносит промывочную жидкость в форме однородной замкнутой жидкой завесы по всей ширине полотна (11) при регулируемой скорости и температуре. Устройство (9) не должно, в частности, подавать промывочную жидкость в форме индивидуальных струй, поскольку эти струи могли бы повредить структуру полотна и весьма хрупкие коагулированные волокна, в частности, в течение стадий первоначального промывания. Кроме того, туман или аналогичная форма промывочной жидкости не выполняет задачу настоящего изобретения.
Согласно особенно предпочтительному варианту осуществления настоящего изобретения в каждом промывочном модуле (2) обезвоживающее устройство (10) расположено ниже по потоку относительно устройства (9) для нанесения промывочной жидкости на достаточном расстоянии для обеспечения достаточной продолжительности пребывания в промывочном модуле для воздействия промывочной жидкости.
Было обнаружено, что способ согласно настоящему изобретению можно эксплуатировать весьма экономичным образом, если достаточная продолжительность пребывания в промывочном модуле составляет от 0,06 до 120 с, предпочтительно от 0,12 до 12 с, особенно предпочтительно от 0,24 до 6 с. Неожиданно было обнаружено, что таким простым путем можно найти оптимальное соотношение между числом промывочных модулей (2) и полной длиной промывочной линии (т.е. полной длиной промывочного устройства (5), включая все промывочные модули (2)). Увеличение числа промывочных модулей, а также увеличение длины промывочной линии привело бы к увеличению инвестиционных расходов, а применение большего числа промывочных модулей также увеличило бы эксплуатационные расходы вследствие увеличения расхода промывочной жидкости и энергии на перекачивание и вакуумирование.
Как разъяснено выше, основное технологическое требование представляет собой надлежащее соотношение между числом промывочных модулей и полной длиной промывочной зоны. Неожиданно было обнаружено, что оптимальное выполнение вышеупомянутых требований может быть достигнуто посредством изменения продолжительности пребывания во вновь изобретенных промывочных модулях промывочной зоны согласно приведенным выше временным диапазонам с обеспечением общего сокращения длины промывочной зоны. С применением этого условия полная продолжительность пребывания в промывочной зоне при высокой скорости получения полотна сокращается по меньшей мере на 10% при концентрации аминоксида, составляющей 25% в последнем промывочном модуле. Кроме того, число промывочных модулей и расстояние между ними в промывочной зоне может быть изменено для оптимизации эффективности промывания продукта каждого типа (например, при изменении толщины полотна).
Кроме того, в способе согласно предпочтительному варианту осуществления настоящего изобретения промывочные модули (2) промывочного устройства (5) могут иметь практически одинаковую конструкцию и одинаковую продолжительность пребывания в промывочном модуле. Это упрощает конструкцию промывочного устройства (5), а также его эксплуатацию, поскольку отсутствует необходимость учета индивидуальных различий. В случае особых требований, например, при получении специальных продуктов, разумеется, могут быть также использованы различные промывочные модули.
Для увеличения концентрации растворителя в промывочной жидкости один или несколько промывочных модулей (2) могут иметь приспособление для внутренней рециркуляции промывочной жидкости, т.е. внутри самого промывочного модуля. В таком режиме эксплуатации только часть используемой промывочной жидкости будет направлена в последующий промывочный модуль (2). Для сохранения экономичности способа важно, чтобы используемая промывочная жидкость для регенерации растворителя имела концентрацию аминоксида, составляющую по меньшей мере 15%, предпочтительно 20%, наиболее предпочтительно более чем 25%.
Способ согласно настоящему изобретению может дополнительно предусматривать технологическую стадию для осуществления заключительной отделки и/или поточного гидросплетения (3) полотна (11). Такие технологические стадии, как правило, хорошо известны специалистам в данной области техники, например, для гидросплетения, как описано в документе ЕР 2013390. Например, в конце промывочной зоны может необязательно присутствовать приспособление для нанесения покрытий на промытое полотно.
Способ согласно настоящему изобретению, как описано выше, может дополнительно предусматривать введение материала в полотно (11) посредством растворения или диспергирования вышеупомянутого материала в текучей среде на стадии гидросплетения (3). Этот материал может представлять собой, например, огнестойкое соединение, краситель, сшиватель, мягчитель, хитозан или производное хитозана и. т.д. Другие разнообразные модифицирующие вещества, такие как окрашивающие вещества, антибактериальные средства, ионообменные продукты, активированный уголь, наночастицы, лосьоны, суперабсорбенты, пропитывающие средства, материалы для аппретирования, реагенты для прививки, связующие вещества и их смеси, могут быть добавлены в течение или после стадий промывания в промывочной зоне или на аналогичных последующих технологических стадиях. Специалисту в данной области техники хорошо известны способы введения таких вышеупомянутых материалов на определенной стадии способа раздува расплава лиоцелла. Настоящее изобретение является в равной степени применимым для осуществления химической обработки целлюлозного полотна с нанесением растворов или диспергированных твердых частиц. Оно также является в равной степени применимым к целлюлозному полотну, в котором целлюлоза содержит внедренные добавки. Специалисты в данной области техники могут найти и другие применения для настоящего изобретения.
Способ согласно настоящему изобретению может дополнительно предусматривать приспособление для нанесения на одну или обе стороны вышеупомянутого полотна (11) слоя дополнительного материала, предпочтительно слоя волокна, пленки или полотна в любой точке процесса. Например, полотно согласно настоящему изобретению может быть сформовано непосредственно на другом материале, введенном в зону формования выше по потоку относительно точки формования полотна согласно настоящему изобретению. Полотна могут быть также объединены в любой точке промывочной зоны или ниже по потоку. На свойства объединенного многослойного полотна непосредственно влияет место, в котором происходит объединение первоначального полотна.
Согласно этому варианту осуществления могут быть получены композиционные материалы, состоящие, например, из одного слоя целлюлозного полотна, полученного согласно настоящему изобретению, и одного или нескольких дополнительных слоев на одной или обеих сторонах полотна. Например, возможны многослойные конструкции, в которых целлюлозное полотно находится между двумя необязательно различными слоями материала типа пленки или полотна. Указанный слой может в основном составлять материал выбранный из группы, состоящей из целлюлозных материалов, таких как целлюлозные волокна и древесная масса; нецеллюлозных полимеров; а также их смесей. Подробная информация о возможных многослойных материалах приведена в параграфах [0031]-[0048] документа ЕР 2013390.
Полностью промытое полотно может быть затем подвергнуто дополнительной обработке по мере необходимости (например, его можно собирать в форме невысушенного рулона или непосредственно направлять на стадию высушивания).
Все используемое оборудование сконструировано таким образом, чтобы обеспечивать регенерацию энергии, водяного пара и химических реагентов и предотвращать неконтролируемое падение капель промывочной жидкости или других жидкостей на полотно. Например, над промывочной линией установлены защитные крышки под соответствующим углом, чтобы обеспечивать стекание любого образующегося конденсата в сторону от промывочной линии, а не на полотно.
Другой аспект настоящего изобретения представляет собой нетканый продукт, состоящий из практически бесконечных волокон, получаемый способом, который описан в настоящем документе, и имеющий поверхностную плотность от 5 до 250 г/м2. Такой продукт может быть экономично получен только способом, описанным в настоящем документе.
Следующий аспект настоящего изобретения представляет собой устройство для получения полотна на целлюлозной основе непосредственным формованием из прядильного раствора лиоцелла, содержащее:
• экструзионное устройство (1), способное экструдировать множество нитей из раствора лиоцелла, в частности, расположенное в один или несколько рядов для создания завесы, а также способное вытягивать нити из раствора, как описано, например, в документе ЕР 1093536 В1,
• первую промывочную зону с приспособлением (7) для нанесения промывочной жидкости на нити из раствора непосредственно после вытяжения и перед формованием полотна, в результате чего образуются частично коагулированные целлюлозные волокна,
• зону формования полотна с устройством (4) формования полотна, которое описано выше, где частично коагулированные волокна укладывают с получением полотна (11), причем устройство (4) формования полотна имеет достаточную пористость, обеспечивающую пропускание через него газового потока и промывочной жидкости, например, посредством удаляющего жидкость и воздух устройства (8),
• вторую промывочную зону с промывочным устройством (5), которое содержит многосекционные промывочные модули (2), причем
• каждый промывочный модуль (2) содержит приспособление (9) для нанесения промывочной жидкости на полотно (11) таким образом, чтобы не повреждать структуру полотна и весьма хрупкие коагулированные волокна (в частности, в течение стадий начального промывания), и обезвоживающее устройство (10) для по меньшей мере частичного обезвоживания полотна (11), например, посредством вакуумного всасывания, и приспособление (6) для сбора промытого полотна (11) или перемещения полотна (11) непосредственно на следующие технологические стадии, и
• это устройство можно эксплуатировать с получением формованного полотна при линейной скорости (11) от 5 м/мин (которая может быть реализована для толстого флиса толщиной до 100 мм) до 1000 м/мин.
Предпочтительно устройство согласно настоящему изобретению сконструировано для эксплуатации с линейной скоростью производства от 25 до 500 м/мин. Согласно настоящему изобретению оно сконструировано таким образом, чтобы быть пригодным в эксплуатации с промывочной жидкостью, которая представляет собой воду, смесь воды и аминоксида или другую жидкость, подходящую для удаления растворителя.
Согласно предпочтительному варианту осуществления настоящего изобретения приспособление (7) для нанесения промывочной жидкости на нити из раствора перед формованием полотна состоит из сопел, щелей, вращающихся прижимных валиков или вращающихся дисков, способных направлять промывочную жидкость на нити из раствора. Кроме того, согласно настоящему изобретению могут быть использованы и другие приспособления, выполняющие такую же задачу.
В частности, формовочное устройство (4) может представлять собой сетчатый ленточный транспортер или перфорированный барабан, как уже описано выше, причем для обеспечения пропускания газового потока и промывочной жидкости и хорошего формования полотна проницаемость формовочного устройства (4) выбирают предпочтительно от 4000 до 15000 м3/м2/ч при перепаде давления 100 Па.
В частности, второе промывочное устройство (5) является пригодным для эксплуатации в противоточном режиме с добавлением свежей промывочной жидкости в наиболее удаленном ниже по потоку промывочном модуле (2).
Согласно предпочтительному варианту осуществления настоящего изобретения в каждом промывочном модуле (2) устройство (9) для нанесения промывочной жидкости является пригодным для нанесения промывочной жидкости в форме однородной замкнутой жидкой завесы по всей ширине полотна (11) при регулируемой скорости и температуре.
Согласно предпочтительному варианту осуществления настоящего изобретения в каждом промывочном модуле (2) обезвоживающее устройство (10) расположено ниже по потоку относительно устройства (9) для нанесения промывочной жидкости на достаточном расстоянии в целях обеспечения достаточной продолжительности пребывания в промывочном модуле для воздействия промывочной жидкости. Достаточная продолжительность пребывания в промывочном модуле составляет от 0,06 до 120 с, предпочтительно от 0,12 до 12 с, особенно предпочтительно от 0,24 до 6 с.
Предпочтительно все промывочные модули (2) промывочного устройства (5) имеют практически одинаковую конструкцию и одинаковую продолжительность пребывания в промывочном модуле. Это упрощает конструкцию промывочного устройства (5), а также его эксплуатацию, поскольку отсутствует необходимость учета индивидуальных различий. В случае особых требований, например, при получении специальных продуктов, разумеется, могут быть также использованы различные промывочные модули.
В целях увеличения концентрации растворителя в промывочной жидкости один или несколько промывочных модулей (2) могут иметь приспособление для внутренней рециркуляции промывочной жидкости, т.е. внутри самого промывочного модуля. В таком режиме эксплуатации только часть используемой промывочной жидкости будет направлена в последующий промывочный модуль (2).
Устройство согласно настоящему изобретению может дополнительно содержит приспособление для осуществления заключительной отделки и/или поточного гидросплетения (3) полотна (11). Такие приспособления, как правило, хорошо известны специалистам в данной области техники, например, для гидросплетения, как описано в документе ЕР 2013390.
Устройство согласно настоящему изобретению, как описано выше, может дополнительно содержать приспособление для введения материала в полотно (11) посредством растворения или диспергирования вышеупомянутого материала в текучей среде на стадии гидросплетения (3). Этот материал может представлять собой, например, огнестойкое соединение, краситель, сшиватель, мягчитель, хитозан или производное хитозана и. т.д.
Устройство согласно настоящему изобретению может дополнительно содержать приспособление для нанесения на одну или обе стороны вышеупомянутого полотна (11) слоя дополнительного материала, предпочтительно слоя волокна, пленки или полотна.
Далее настоящее изобретение будет проиллюстрировано примерами. Указанные примеры никаким образом не ограничивают объем настоящего изобретения. Настоящее изобретение включает в себя также любые другие варианты осуществления, которые основаны на том же изобретательском замысле.
Примеры 1-12
Для получения целлюлозного полотна, имеющего поверхностную плотность 15 г/м2 и среднюю тонину волокна 1,0 дтекс, прядильный раствор лиоцелла, содержащий 13% целлюлозы, экструдировали вертикально вниз, используя устройство прядильных балок для раздува расплава, как описано в документе ЕР 1093536 В1, при эквивалентной пропускной способности, составляющей 200 кг/ч целлюлозы на метр ширины полотна. Скорость потока и температуру воздуха для раздува расплава регулировали для достижения требуемого вытяжения волокна. Растянутые волокна затем направляли на стадию первого промывания, где деминерализованную воду при 30°С распыляли из единственной распылительной трубки на каждом длинном крае завесы волокон. Каждая трубка содержала распылительные сопла, расположенные таким образом, чтобы направлять непрерывную линию капель аэрозоля на волокна, как описано в документе ЕР 1093536 В1. Затем на следующей стадии формования частично коагулированные волокна помещали на формовочное устройство, который содержало горизонтальный пористый ленточный транспортер, движущийся со скоростью 476 м/мин. Вакуумная система, установленная под ленточным транспортером, обеспечивала равномерную укладку волокон для достижения однородной толщины полотна и удаления избытка экструзионного воздуха и жидкости из распылительных сопел. Проницаемость ленточного транспортера составляла 9000 м3/м2/ч, и вакуумная система создавала на ленточном транспортере перепад давления 100 Па. Воздух и промывочную жидкость разделяли. Использованную промывочную жидкость направляли в блок регенерации растворителя для повторного использования в получении прядильного раствора. Полотно направляли на ленточном транспортере в промывочную зону, которая представляла собой последующую часть того же горизонтального пористого ленточного транспортера, состоящую из ряда промывочных модулей, каждый из который наносил промывочную жидкость в форме завесы на полотно. Промывочную жидкость затем удаляли через ленту посредством вакуумной системы. Промывочные модули разделены для обеспечения достаточной продолжительности пребывания в целях хорошей эффективности промывания. Промывочную жидкость, которая представляла собой деминерализованную воду при 60°С, вводили в заключительном промывочном модуле и перекачивали последовательно вверх по потоку через каждый из остальных промывочных модулей в противоточном режиме. Полный расход деминерализованной воды (для образования зоны распыления и зоны промывания) составлял приблизительно 6 м3/ч на метр ширины полотна. Использованную промывочную жидкость направляли на регенерацию растворителя для повторного использования в получении прядильного раствора. Влажное полотно собирали в конце промывочной линии и затем высушивали вне линии с помощью сушильного барабана. Были исследованы 12 различных конфигураций промывочной зоны, имеющих различную длину и продолжительность пребывания в одном промывочном модуле, а также число модулей, как представлено в таблице 1. Все промывочные модули были однотипными.
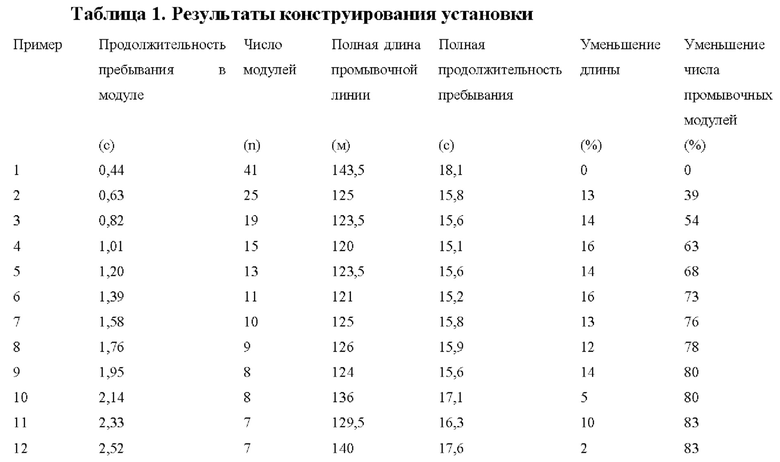
Неожиданно в этих испытаниях было обнаружено, что при сохранении линейной скорости, т.е. производительности, и качества продукта можно сократить длину промывочной линии на 2-16% и число промывочных модулей на 39-83%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ВОЛОКНА | 2018 |
|
RU2747297C1 |
| ОГНЕСТОЙКОЕ ЛИОЦЕЛЛОВОЕ ВОЛОКНО | 2018 |
|
RU2789193C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2787860C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ЦЕЛЛЮЛОЗЫ, РЕЗИНОВОЕ ИЗДЕЛИЕ И ШИНА | 1995 |
|
RU2145368C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИДРАВЛИЧЕСКИ ПЕРЕПЛЕТЕННОГО НЕТКАНОГО МАТЕРИАЛА | 2012 |
|
RU2596099C2 |
| СПОСОБ УДАЛЕНИЯ ЖИДКОСТИ ИЗ ПРЯЖИ ИЛИ ВОЛОКОН С ЦЕЛЛЮЛОЗНЫМИ НИТЯМИ | 2019 |
|
RU2766477C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЭЛЕМЕНТАРНОЙ НИТИ С ИЗМЕНЕНИЕМ НАПРАВЛЕНИЯ | 2019 |
|
RU2808962C2 |
| ГИДРОФОРМОВАННЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2012 |
|
RU2609722C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2636728C2 |
| ОПТИЧЕСКИ АНИЗОТРОПНЫЙ РАСТВОР ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНЫХ ЭКСТРУДАТОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ЭКСТРУДАТОВ, ЦЕЛЛЮЛОЗНОЕ ВОЛОКНО, РЕЗИНОВОЕ ИЗДЕЛИЕ И ШИНА ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2146310C1 |
Настоящее изобретение относится к способу и устройству для получения полотна на целлюлозной основе методом прямого формования из прядильного раствора лиоцелла и, в частности, для промывания полученного методом прямого формования целлюлозного полотна. 3 н. и 23 з.п. ф-лы, 1 табл., 1 ил.
1. Способ получения полотна на целлюлозной основе непосредственным формованием из прядильного раствора лиоцелла, предусматривающий:
a. стадию экструзии с применением экструзионного устройства (1), способного экструдировать множество нитей из раствора лиоцелла, в частности, расположенных в один или несколько рядов с образованием завесы, а также способного вытягивать нити из раствора,
b. стадию первого промывания, осуществляемую в первой промывочной зоне приспособлением (7), подающим промывочную жидкость на нити из раствора непосредственно после вытяжения и перед формованием полотна, в результате чего получают частично коагулированные целлюлозные волокна,
с. стадию формования полотна, осуществляемую в зоне формования полотна устройством (4) формования полотна, на котором частично коагулированные волокна укладывают с получением полотна (11), причем устройство (4) формования полотна имеет пористость, которая обеспечивает прохождение через него газового потока и промывочной жидкости,
d. стадию второго промывания, осуществляемую во второй промывочной зоне промывочным устройством (5), которое содержит многосекционные промывочные модули (2), причем
e. каждый промывочный модуль (2) содержит приспособление (9) для нанесения промывочной жидкости на полотно (11) таким образом, чтобы не повреждать структуру полотна, коагулированные волокна и обезвоживающее устройство (10), обеспечивающее по меньшей мере частичное обезвоживание полотна (11), и
f. приспособление (6) для сбора промытого полотна (11) или переноса полотна (11) непосредственно на следующие технологические стадии, и
g. что способ может быть осуществлен с линейной скоростью получения формованного полотна (11) от 5 м/мин до 1000 м/мин, и
h. что промывочная жидкость представляет собой воду, смесь воды и аминоксида или жидкость, подходящую для удаления растворителя.
2. Способ по п. 1, в котором промывочную жидкость (7), наносимую на нити из раствора перед формованием полотна, наносят в такой форме, как непрерывная линия распыления, завеса, аэрозоль или туман, используя, среди прочих приспособлений, сопла, щели, вращающиеся прижимные валики или вращающиеся диски, направляющие промывочную жидкость на нити из раствора.
3. Способ по п. 1, в котором промывочная жидкость, используемая (7) на стадии первого промывания, представляет собой использованную промывочную жидкость, поступающую из первого промывочного модуля (2) во второй промывочной зоне (5) или вводимую независимо от промывочной жидкости во второй промывочной зоне.
4. Способ по п. 1, в котором для обеспечения пропускания газового потока и промывочной жидкости и формования полотна проницаемость формовочного устройства (4) выбирают предпочтительно от 4000 до 15000 м3/м2/ч при перепаде давления 100 Па.
5. Способ по п. 1, в котором второе промывочное устройство (5) эксплуатируют в противоточном режиме, причем свежую промывочную жидкость добавляют в наиболее удаленном ниже по потоку промывочном модуле (2).
6. Способ по п. 1, в котором в каждом промывочном модуле (2) устройство (9) для нанесения промывочной жидкости наносит промывочную жидкость в форме однородной замкнутой жидкой завесы по всей ширине полотна (11) при регулируемой скорости и температуре.
7. Способ по п. 1, в котором в каждом промывочном модуле (2) обезвоживающее устройство (10) расположено ниже по потоку относительно устройства (9) для нанесения промывочной жидкости на расстоянии для обеспечения необходимой продолжительности пребывания в промывочном модуле для воздействия промывочной жидкости.
8. Способ по п. 7, в котором необходимая продолжительность пребывания в промывочном модуле составляет от 0,06 до 120 с, предпочтительно от 0,12 до 12 с, особенно предпочтительно от 0,24 до 6 с.
9. Способ по п. 7, в котором все промывочные модули (2) промывочного устройства (5) имеют одинаковую конструкцию и одинаковую продолжительность пребывания в промывочном модуле.
10. Способ по п. 1, в котором один или несколько промывочных модулей (2) имеют способность внутренней рециркуляции промывочной жидкости для увеличения концентрации растворителя в промывочной жидкости.
11. Способ по пп. 1-10, дополнительно предусматривающий технологическую стадию осуществления заключительной отделки и/или поточного гидросплетения (3) полотна (11).
12. Способ по пп. 1-10, в котором материал вводят в полотно (11) посредством растворения или диспергирования вышеупомянутого материала в текучей среде на стадии гидросплетения (3).
13. Способ по пп. 1-12 в сочетании с нанесением на одну или обе стороны вышеупомянутого полотна (11) слоя дополнительного материала, предпочтительно слоя волокна, пленки или полотна.
14. Полотно на целлюлозной основе, получаемое способом по пп. 1-13 и имеющее поверхностную плотность от 5 до 250 г/м2.
15. Устройство для получения полотна на целлюлозной основе прямым формованием из прядильного раствора лиоцелла, содержащее:
a. экструзионное устройство (1), способное экструдировать множество нитей из раствора лиоцелла, в частности, расположенные в один или несколько рядов для создания завесы, а также способное вытягивать нити из раствора,
b. первую промывочную зону с приспособлением (7) для нанесения промывочной жидкости на нити из раствора непосредственно после вытяжения и перед формованием полотна, в результате чего получают частично коагулированные целлюлозные волокна,
с. зону формования полотна с устройством (4) формования полотна, на которое укладывают частично коагулированные волокна с получением полотна (11), причем устройство (4) формования полотна имеет пористость, обеспечивающую пропускание через него газового потока и промывочной жидкости,
d. вторую промывочную зону с промывочным устройством (5), которое содержит многосекционные промывочные модули (2), причем
e. каждый промывочный модуль (2) содержит приспособление (9) для нанесения промывочной жидкости на полотно (11) таким образом, чтобы не повреждать структуру полотна и коагулированные волокна, и обезвоживающее устройство (10) для по меньшей мере частичного обезвоживания полотна (11), и
f. приспособление (6) для сбора промытого полотна (11) или перемещения полотна (11) непосредственно на следующие технологические стадии, и
g. при этом устройство можно эксплуатировать с получением формованного полотна (11) при линейной скорости от 5 м/мин до 1000 м/мин.
16. Устройство по п. 15, в котором приспособление для нанесения промывочной жидкости (7) на нити из раствора перед формованием полотна состоит из сопел, щелей, вращающихся прижимных валиков или вращающихся дисков, способных направлять промывочную жидкость на нити из раствора.
17. Устройство по п. 15, в котором для обеспечения пропускания газового потока и промывочной жидкости и формования полотна проницаемость формовочного устройства (4) выбирают предпочтительно от 4000 и 15000 м3/м2/ч при перепаде давления 100 Па.
18. Устройство по п. 15, в котором второе промывочное устройство (5) можно эксплуатировать в противоточном режиме с добавлением свежей промывочной жидкости в наиболее удаленном ниже по потоку промывочном модуле (2).
19. Устройство по п. 15, в котором в каждом промывочном модуле (2) устройство (9) для нанесения промывочной жидкости способно наносить промывочную жидкость в форме однородной замкнутой жидкой завесы по всей ширине полотна (11) при регулируемой скорости и температуре.
20. Устройство по п. 15, в котором в каждом промывочном модуле (2) обезвоживающее устройство (10) расположено ниже по потоку относительно устройства (9) для нанесения промывочной жидкости на расстоянии для обеспечения необходимой продолжительности пребывания в промывочном модуле для воздействия промывочной жидкости.
21. Устройство по п. 20, в котором необходимая продолжительность пребывания в промывочном модуле составляет от 0,06 до 120 с, предпочтительно от 0,12 до 12 с, особенно предпочтительно от 0,24 до 6 с.
22. Устройство по п. 15, в котором все промывочные модули (2) промывочного устройства (5) имеют одинаковую конструкцию и одинаковую продолжительность пребывания в промывочном модуле.
23. Устройство по п. 15, в котором один или несколько промывочных модулей (2) имеют приспособление для внутренней рециркуляции промывочной жидкости в целях увеличения концентрации растворителя в промывочной жидкости.
24. Устройство по пп. 15-23, дополнительно содержащее приспособление для осуществления заключительной отделки и/или поточного гидросплетения (3) полотна (11).
25. Устройство по пп. 15-24, дополнительно содержащее приспособление для введения материала в полотно (11) посредством растворения или диспергирования вышеупомянутого материала в текучей среде на стадии гидросплетения (3).
26. Устройство по пп. 15-25, дополнительно содержащее приспособление для нанесения на одну или обе стороны вышеупомянутого полотна (11) слоя дополнительного материала, предпочтительно слоя волокна, пленки или полотна.
| US 20050056956 A1, 17.03.2005 | |||
| WO 1997045574 A1, 04.12.1997 | |||
| US 20040207110 A1, 21.10.2004 | |||
| WO 1998026122 A1, 18.06.1998 | |||
| ЛИОЦЕЛЬНОЕ ВОЛОКНО, СПОСОБ ЕГО ПРОИЗВОДСТВА, БУМАГА И ГИДРОПЕРЕПЛЕТЕННЫЙ МАТЕРИАЛ | 1995 |
|
RU2144101C1 |

