Перекрестная ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет и преимущество в соответствии с заявкой на выдачу патента США № 15/825,461, озаглавленной «Identifying and Managing Equipment Within Operational Environment», поданной на 29 ноября 2017 года, согласно которой испрашивается приоритет и преимущество в соответствии с предварительной заявкой на выдачу патента США № 62/428,853, озаглавленной «Identifying and Managing Equipment Within Operational Environment», поданной 1 декабря 2016 года, причем эти заявки полностью включены в данный документ посредством ссылки.
Уровень техники
Вычислительные системы стали повсеместными, от небольших встроенных устройств до телефонов и планшетов, ПК и внутренних серверов. Каждая из этих вычислительных систем выполнена с возможностью обработки кода программного обеспечения. Программное обеспечение позволяет пользователям выполнять функции, взаимодействуя с аппаратным обеспечением, предоставляемым вычислительной системой. В некоторых случаях эти вычислительные системы могут быть оснащены коммуникационными компонентами, такими как беспроводные радиостанции или контроллеры проводной сети. Эти коммуникационные компоненты позволяют вычислительным системам передавать и принимать сообщения от других вычислительных систем, а также от других устройств. В некоторых случаях коммуникационные компоненты обеспечивают получение вычислительной системой данных обратной связи от устройств или других систем.
Краткая сущность изобретения
Описанные в данном документе варианты осуществления направлены на устройства и способы управления и изготовления оборудования в рабочем окружении. В одном варианте осуществления выполняется способ, который включает создание организационной структуры базы данных, в которой хранится информация, связанная с оборудованием, которое является частью рабочего окружения. Организационная структура базы данных содержит информацию, указывающую, что упаковываемые изделия связаны с элементом оборудования. Способ дополнительно включает получение доступа к созданной организационной структуре базы данных для идентификации физических факторов рабочего окружения, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать в рабочем окружении. Затем способ оценивает идентифицированные физические факторы рабочего окружения для определения, следует ли в настоящее время изготавливать указанный элемент оборудования в рабочем окружении, а при определении, что указанный элемент оборудования следует в настоящее время обрабатывать в рабочем окружении, указанный элемент оборудования изготавливают и подают в рабочее окружение.
В другом варианте осуществления предоставлено устройство для изготовления оборудования. Устройство содержит процессор и систему ввода, выполненную с возможностью определения порядка, в котором изготавливать элементы оборудования, а затем изготовления элементов оборудования путем выполнения следующего: создания организационной структуры базы данных, в которой хранится информация, указывающая, какие продукты связаны с элементом оборудования, получения доступа к созданной организационной структуре базы данных для идентификации физических факторов рабочего окружения, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать, оценки идентифицированных физических факторов рабочего окружения для определения, следует ли системе ввода в настоящее время изготавливать указанный элемент оборудования, и на основе оценки изготовления указанного элемента оборудования для размещения в рабочем окружении.
Это краткое изложение сущности изобретения приведено для представления в упрощенной форме подборки концепций, которые дополнительно описаны ниже в подробном описании. Это краткое изложение сущности изобретения не предназначено для определения ключевых признаков или существенных признаков заявленного изобретения, а также не предназначено для использования в качестве помощи при определении объема заявленного изобретения.
Дополнительные признаки и преимущества будут изложены в следующем далее описании и частично будут очевидны рядовому специалисту в данной области из описания или могут быть изучены при практическом использовании идей данного документа. Признаки и преимущества описанных в данном документе вариантов осуществления могут быть реализованы и получены посредством инструментов и комбинаций, конкретно указанных в прилагаемой формуле изобретения. Признаки описанных в данном документе вариантов осуществления станут более очевидными из следующего описания и приложенной формулы изобретения.
Краткое описание чертежей
Чтобы дополнительно прояснить вышеупомянутые и другие признаки описанных в данном документе вариантов осуществления будет приведено более конкретное описание со ссылкой на прилагаемые чертежи. Понятно, что эти чертежи изображают только примеры описанных в данном документе вариантов осуществления и поэтому не должны рассматриваться, как ограничение его объема. Варианты осуществления будут описаны и объяснены более конкретно и подробно посредством использования прилагаемых чертежей, на которых:
На фиг. 1 представлена компьютерная архитектура, в которой описанные в данном документе варианты осуществления могут работать, включая управление и изготовление оборудования в рабочем окружении.
На фиг. 2 представлен вариант осуществления рабочего окружения, в котором управляют и изготавливают оборудование.
На фиг. 3 представлен вариант осуществления тележки с множеством коробок в рабочем окружении.
На фиг. 4 представлен вариант осуществления системы ввода, которая вводит оборудование в рабочем окружении.
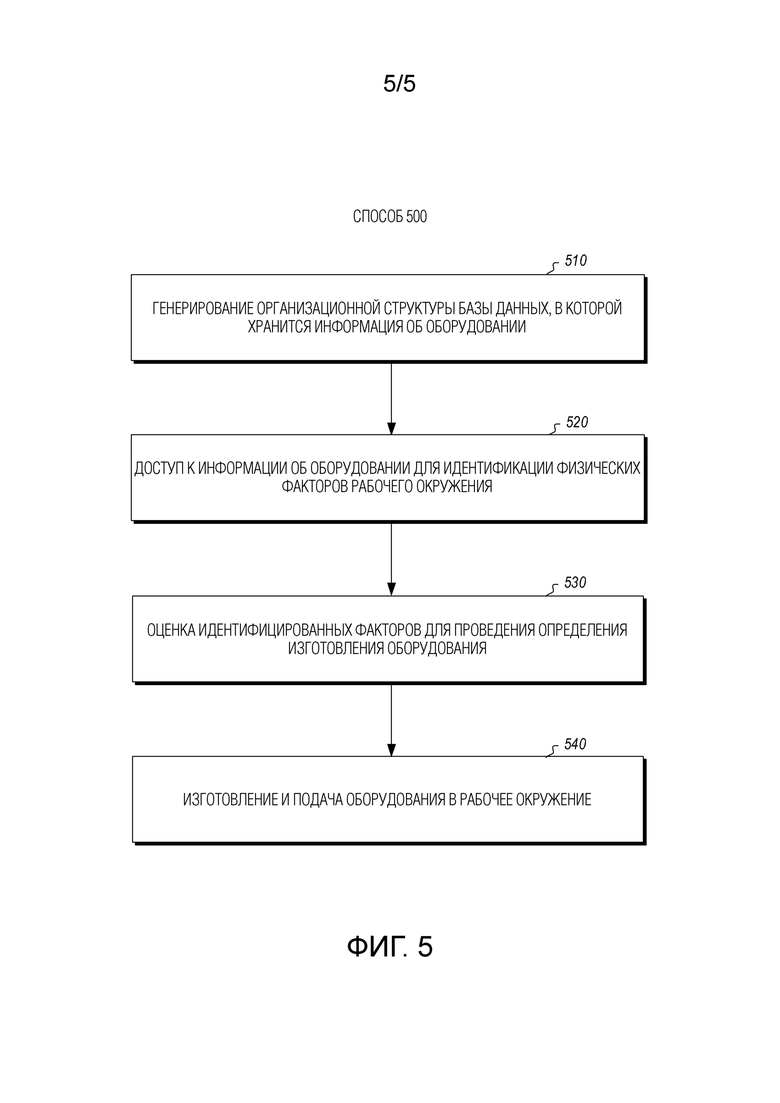
На фиг. 5 представлена блок-схема способа управления и изготовления оборудования в рабочем окружении.
Подробное описание
Описанные в данном документе варианты осуществления направлены на устройства и способы управления и изготовления оборудования в рабочем окружении. В одном варианте осуществления выполняется способ, который включает создание организационной структуры базы данных, в которой хранится информация, связанная с оборудованием, которое является частью рабочего окружения. Организационная структура базы данных содержит информацию, указывающую, какие упаковываемые изделия связаны с элементом оборудования. Способ дополнительно включает получение доступа к созданной организационной структуре базы данных для идентификации физических факторов рабочего окружения, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать в рабочем окружении. Затем способ оценивает идентифицированные физические факторы рабочего окружения для определения, следует ли в настоящее время изготавливать указанный элемент оборудования в рабочем окружении, а при определении, что указанный элемент оборудования следует в настоящее время обрабатывать в рабочем окружении, указанный элемент оборудования изготавливают и подают в рабочее окружение.
В другом варианте осуществления предоставлено устройство для изготовления оборудования. Устройство содержит процессор и систему ввода, выполненную с возможностью определения порядка, в котором изготавливать элементы оборудования, а затем изготовления элементов оборудования путем выполнения следующего: создания организационной структуры базы данных, в которой хранится информация, указывающая, какие продукты связаны с элементом оборудования, получения доступа к созданной организационной структуре базы данных для идентификации физических факторов рабочего окружения, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать, оценки идентифицированных физических факторов рабочего окружения для определения, следует ли системе ввода в настоящее время изготавливать указанный элемент оборудования, и на основе оценки изготовления указанного элемента оборудования для размещения в рабочем окружении.
Следующее обсуждение относится к ряду способов и действий способов, которые могут быть выполнены с помощью одного или более вариантов осуществления изобретения, раскрытого в данном документе. Следует отметить, что хотя действия способов могут обсуждаться в определенном порядке или могут быть изображены на блок-схеме, как происходящие в конкретном порядке, никакого обязательного конкретного порядка не требуется, если это специально не указано, или не требуется, поскольку действие зависит от другого действия, завершенного перед выполняемым действием.
Описанные в данном документе варианты осуществления могут реализовывать разные типы вычислительных систем. Эти вычислительные системы в настоящее время все чаще принимают самые разнообразные формы. Вычислительные системы могут, например, быть мобильными телефонами, электронными приборами, ноутбуками, планшетами, носимыми устройствами, настольными компьютерами, мэйнфреймами и тому подобное. В рамках настоящего изобретения термин «вычислительная система» включает в себя любое устройство, систему или комбинацию, которая содержит по меньшей мере один процессор, и физическую и материальную машиночитаемую память способную содержать выполняемые компьютером команды, которые исполняются процессором. Вычислительная система может быть распределена по сетевой среде и может включать в себя множество составляющих вычислительных систем.
Вычислительная система обычно содержит по меньшей мере один процессорный блок и память. Память может быть физической системной памятью, которая может быть энергозависимой, энергонезависимой или представлять собой некоторую комбинацию этих двух типов. Термин «память» также может использоваться в данном документе для обозначения энергонезависимого запоминающего устройства, такого как физический носитель или физические запоминающие устройства. Если вычислительная система распределена, также могут быть распределены возможности обработки, памяти и/или хранения.
В рамках настоящего изобретения термин «исполняемый модуль» или «исполняемый компонент» может относиться к программным объектам, процедурам, способам или аналогичным компьютерно-исполняемым инструкциям, которые могут выполняться в вычислительной системе. Разные компоненты, модули, механизмы и службы, описанные в данном документе, могут быть реализованы как объекты или процессы, которые выполняются в вычислительной системе (например, как отдельные потоки).
Как описано в данном документе, вычислительная система также может содержать каналы связи, которые позволяют вычислительной системе обмениваться данными с другими процессорами обработки сообщений по проводной или беспроводной сети. Такие каналы связи могут включать в себя аппаратные приемники, передатчики или приемопередатчики, которые выполнены с возможностью приема данных, передачи данных или и того и другого.
Описанные в данном документе варианты осуществления также включают в себя физические машиночитаемые носители для переноса или хранения выполняемых компьютером команд и/или структур данных. Такие машиночитаемые носители могут быть любыми доступными физическими носителями, к которым может обращаться компьютерная система общего или специального назначения.
Компьютерные носители данных - это физические аппаратные носители данных, в которых хранятся выполняемые компьютером команды и/или структуры данных. Физическое аппаратные носители данных включают в себя компьютерное оборудование, такое как ОЗУ, ПЗУ, ЭСППЗУ, твердотельные накопители («SSD»), флэш-память, память с изменением фазы («PCM»), хранилище на оптических дисках, хранилище на магнитных дисках или другие магнитные устройства хранения, или любое другое аппаратное запоминающее устройство (устройства), которое может использоваться для хранения программного кода в форме выполняемых компьютером команд или структур данных, которые могут быть доступны и выполнены вычислительной системой общего или специального назначения для реализации раскрытых функциональных возможностей, описанных в данном документе вариантов осуществления. Структуры данных могут включать в себя примитивные типы (например, символьные, двойные, с плавающей запятой), составные типы (например, массив, запись, объединение и т.д.), абстрактные типы данных (например, контейнер, список, набор, стек, дерево и т.д.), хеши, графики или любые другие типы структур данных.
В рамках настоящего изобретения выполняемые компьютером команды включают в себя команды и данные, которые при выполнении в одном или более процессорах вызывают выполнение вычислительной системой общего назначения, вычислительной системой специального назначения или устройством обработки специального назначения функции или группы функций. Выполняемые компьютером команды могут быть, например, двоичными, командами промежуточного формата, такими как язык ассемблера, или даже исходным кодом.
Специалистам в данной области техники должно быть понятно, что принципы, описанные в данном документе, могут применяться на практике в сетевых вычислительных средах со многими типами конфигураций вычислительных систем, включая, персональные компьютеры, настольные компьютеры, ноутбуки, процессоры обработки сообщений, портативные устройства, многопроцессорные системы, микропроцессорную или программируемую бытовую электронику, сетевые ПК, мини-компьютеры, мэйнфреймы, мобильные телефоны, КПК, планшеты, пейджеры, маршрутизаторы, коммутаторы и тому подобное. Варианты осуществления в данном документе также могут применяться на практике в средах распределенных систем, где задачи выполняют как локальные, так и удаленные вычислительные системы, которые связаны через сеть (либо посредством проводных линий передачи данных, беспроводных каналов передачи данных, либо посредством комбинации проводных и беспроводных каналов передачи данных). Таким образом, в среде распределенной системы, вычислительная система может включать в себя множество составляющих вычислительных систем. В среде распределенной системы программные модули могут располагаться как на локальных, так и на удаленных запоминающих устройствах.
Специалистам в данной области также должно быть понятно, что варианты осуществления в данном документе могут применяться на практике в среде облачных вычислений. Среды облачных вычислений могут быть распределены, хотя это не обязательно. При распределении среды облачных вычислений, могут распространяться на международном уровне внутри организации и/или иметь компоненты, которыми обладают множество организаций. В этом описании и последующей формуле изобретения «облачные вычисления» определены, как модель для обеспечения доступа сети по требованию к совместно используемому пулу конфигурируемых вычислительных ресурсов (например, сетей, серверов, хранилищ, приложений и услуг). Определение «облачные вычисления» не ограничивается какими-либо многочисленными преимуществами, которые можно получить из такой модели при правильном развертывании.
Кроме того, описанные в данном документе системные архитектуры могут включать в себя множество независимых компонентов, каждый из которых вносит вклад в функциональные возможности системы в целом. Такая модульность обеспечивает повышенную гибкость при подходе к вопросам масштабируемости платформы и с этой целью предоставляет множество преимуществ. Сложностью и ростом системы можно легче управлять за счет использования деталей меньшего масштаба с ограниченной функциональной областью. Отказоустойчивость платформы повышается за счет использования этих слабосвязанных модулей. Отдельные компоненты можно наращивать постепенно в соответствии с требованиями бизнеса. Модульная разработка также означает сокращение времени выхода на рынок новых функциональных возможностей. Новые функциональные возможности можно добавлять или убирать без влияния на основную систему.
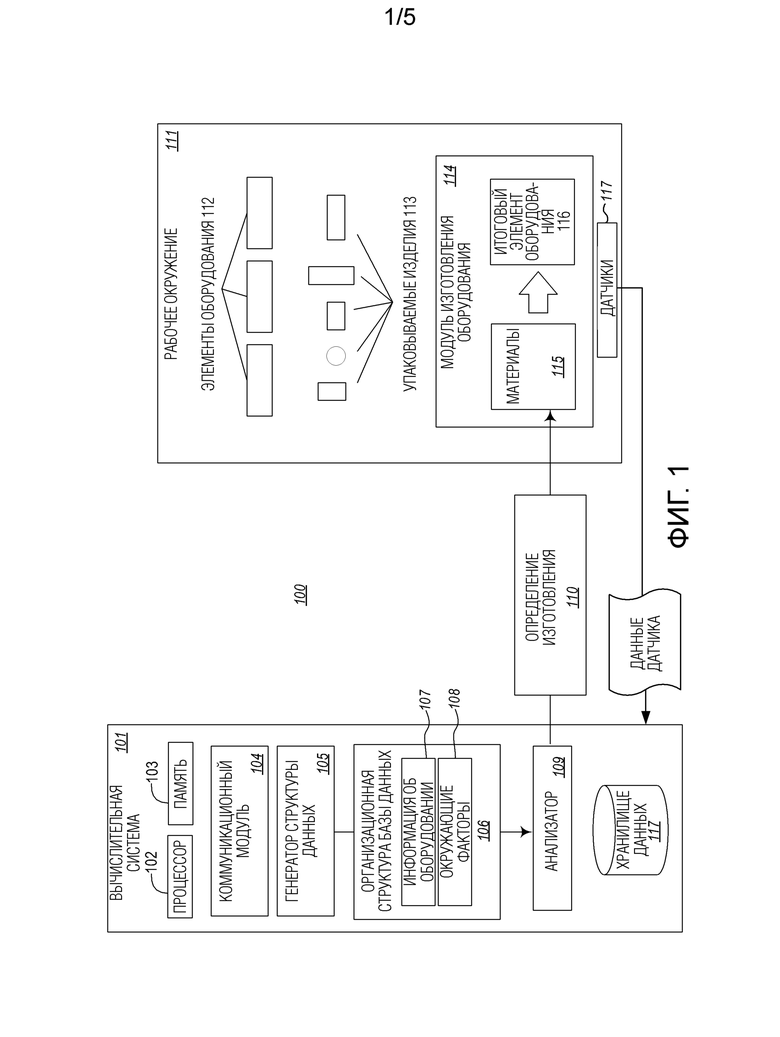
Со ссылкой на чертежи на фиг. 1 представлена компьютерная архитектура 100, в которой может использоваться по меньшей мере один описанный в данном документе вариант осуществления. Компьютерная архитектура 100 содержит вычислительную систему 101. Вычислительная система 101 содержит по меньшей мере один процессор 102 и по меньшей мере некоторую системную память 103. Вычислительная система 101 может быть любым типом локальной или распределенной вычислительной системы, включая облачную вычислительную систему. Вычислительная система 101 содержит модули для выполнения множества различных функций. Например, коммуникационный модуль 104 может быть выполнен с возможностью связи с другими вычислительными системами. Коммуникационный модуль 104 может включать в себя любые проводные или беспроводные средства связи, которые могут получать и/или передавать данные в другие вычислительные системы или из них. Коммуникационный модуль 104 может быть выполнен с возможностью взаимодействия с базами данных, мобильными вычислительными устройствами (такими как мобильные телефоны или планшеты), встроенными или другими типами вычислительных систем.
Вычислительная система 101 дополнительно содержит генератор 105 структуры данных. Генератор 105 структуры данных может быть частью базы данных или может работать в сочетании с базой данных для создания структуры данных (например, хранилища 117 данных). Структуры данных (например, 106) можно генерировать способом, который является специфическим для данного рабочего окружения. Например, организационная структура 106 базы данных может быть специфической для рабочего окружения 111. рабочее окружение 111 может включать разные элементы оборудования 112, включая промышленные машины, штатных рабочих, электронные и не электронные устройства, автоматизированные системы, управляемые пользователем системы, исходные материалы, изготовленные материалы и другие предметы. В некоторых случаях элементы оборудования 112 могут быть выполнены с возможностью приема упаковываемых изделий 113. Например, если рабочее окружение представляет собой центр исполнения заказов, упаковываемые изделия 113 можно помещать в контейнеры, такие как коробки для распределения покупателям.
В дополнение к упаковываемым изделиям 113 и элементам оборудования 112 рабочее окружение 111 также может содержать машину 114 для изготовления оборудования. Машина 114 для изготовления оборудования может быть выполнена с возможностью получения исходных или предварительно изготовленных материалов 115 и преобразования этих материалов в элемент итогового оборудования 116. Данное итоговое оборудование 116 может быть таким же или иным, нежели оборудование 112. Согласно некоторым вариантам осуществления машиной 114 для изготовления оборудования может быть устройство изготовления коробки или контейнера. Машина 114 для изготовления оборудования может получать исходные материалы и создавать коробки или может получать предварительно сделанные коробки и складывать их, располагать их, упорядочивать их или иным образом обрабатывать коробки, делая их доступными для штатных рабочих или для других машин в рабочем окружении 111.
Вычислительная система 101 взаимодействует с машиной 114 для изготовления оборудования посредством коммуникационного модуля 104 (или в некоторых случаях вычислительная система 101 интегрирована и является частью машины 114 для изготовления оборудования). При их обмене данными вычислительная система 101 получает информацию 107 о машине 114 для изготовления оборудования и/или о другом оборудовании в рабочем окружении 111. Эта информация может включать в себя окружающие факторы 108, в том числе текущее рабочее состояние машины, количество изделий, производимых в заданный период времени, данные технического обслуживания, данные о материалах или информацию, касающуюся упаковываемых изделий 113, которые доступны в настоящее время, или касающуюся упаковываемых изделий, которые необходимо отправить. Информация 107 об оборудовании также может включать в себя данные, какие элементы оборудования 112 в настоящее время доступны, а какие можно изготовить с помощью машины 114 для изготовления оборудования.
Эта информация 107 об оборудовании хранится в организационной структуре 106 базы данных, наряду с окружающими факторами 108. Окружающие факторы могут быть основаны на данных 118 датчика от одного или более датчиков 117 или по меньшей мере испытывать их влияние. Эти аппаратные датчики 117 можно размещать по всему рабочему окружению 111, и они могут передавать данные, относящиеся к текущему положению упаковываемых изделий или оборудования, текущей траектории изделий или оборудования (например, при перемещении), физическим характеристикам изделий или оборудования и т.д. Эти характеристики или местоположения или траектории можно измерять с помощью датчиков видимого или невидимого света, датчиков массы, датчиков давления, датчиков температуры, камер, акустических датчиков, инерционных датчиков или других типов датчиков. На самом деле, можно использовать аппаратный датчик по существу любого типа.
Некоторые датчики, такие как пьезоэлектрические датчики, можно помещать в определенных местоположениях в рабочем окружении 111, например, для измерения изменений давления, ускорения, силы, деформации или температуры. Эти измерения датчиков можно использовать для идентификации, где в настоящее время находится элемент оборудования (о чем свидетельствуют изменения давления или массы в определенной точке), какова траектория, по которой следует элемент оборудования, как в настоящее время выглядит оборудование или что в настоящее время находится в оборудовании (с использованием установленных сбоку или установленных сверху камер), какие упаковываемые изделия в настоящее время находятся в каждой зоне, какие рабочих в настоящее время находятся в данной зоне (с использованием датчиков массы или инфракрасных датчиков, способных обнаруживать тепло тела), или любого количества данных 118 датчиков обратной связи другого типа, которые будут полезны при определении, производить ли и/или высвобождать данный элемент оборудования.
Аппаратные радиостанции, включая радиомодули Bluetooth, радиочастотную идентификацию (RFID), WiFi, сотовую связь, глобальную систему позиционирования (GPS) или другие радиостанции, могут использоваться для связи с радиоприемниками или приемопередатчиками, встроенными в элементы оборудования и/или внутрь упаковываемых изделий 113. Радиостанции могут использовать сигналы от встроенных радиостанций для определения текущего местоположения, текущее траектории, текущего содержимого или другой информации об оборудовании или его содержимом. Эти аппаратные радиостанции также могут поддерживать связь с мобильными электронными устройствами, используемыми рабочими или используемыми на рабочих станциях в рабочем окружении. Устройства Интернета вещей (IOT) могут осуществлять связь с использованием таких радиостанций и могут быть запрограммированы сообщать информацию об оборудовании и транспортируемых изделиях в центральный сервер и/или систему 101 управления конвейером. Устройства IOT также могут связываться с различными аппаратными датчиками. Таким образом, вычислительная система 101 может получать множество входных данных от аппаратных устройств, датчиков и радиостанций для управления изготовлением оборудования и для дополнительного контроля того, где оборудование двигается в рабочем окружении 111.
После сбора или определения информации 107 об оборудовании и/или окружающих факторах 108 их можно затем оценить с помощью анализатора 109 вычислительной системы 101. Анализатор 109 получает доступ к организационной структуре 106 базы данных для определения, как следует задействовать машину 114 для изготовления оборудования. Например, на основе информации 107 об оборудовании и одном или более окружающих факторах 108, влияющих на рабочее окружение, анализатор 109 может определить (при определении 110 изготовления), что для того, чтобы выполнить текущий заказ, в машине 114 для изготовления оборудования следует изготовить две коробки большого размера и четыре коробки небольшого размера. Анализатор может учитывать, какие упаковываемые изделия 113 необходимы для выполнения заказа, где эти изделия находятся, сколько нужно времени для физического доступа к упаковываемым изделиям, сколько в настоящее время работает штатных рабочих, сколько коробок готовится в настоящее время или было изготовлено в прошлом и готово к использованию. При оценке можно использовать множество других типов информации, как будет объяснено дополнительно ниже.
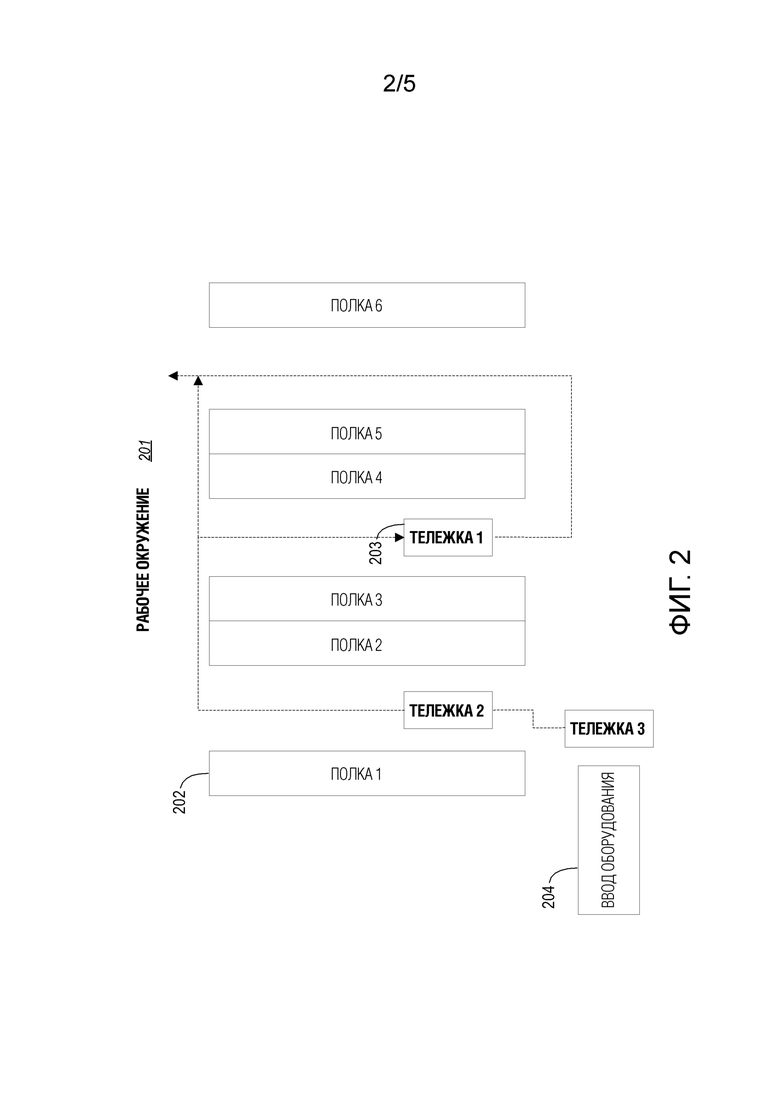
В некоторых центрах выполнения или распределения заказов штатные рабочие упаковывают заказы в коробках с использованием тележек. Эти тележки заполняют коробками и толкают по складу, где продукты выбирают с полок и помещают в коробки. Например, как показано на фиг. 2, рабочее окружение 201 могут включать одну или более полок 202. Эти полки могут позволять размещение тележек 203 между полками. Таким образом, тележка 1 в настоящее время расположена между полками 3 и 4, тогда как тележка 2 расположена между полками 1 и 2. Конечно, должно быть понятно, что в рабочем окружении 201 можно использовать по существу любое количество тележек или полок. На каждой полке может содержаться множество разных упаковываемых изделий (113 на фиг. 1). По мере продвижения тележек к разным полкам, штатные рабочие могут помещать упаковываемые изделия 113 в коробки для выполнения заказа.
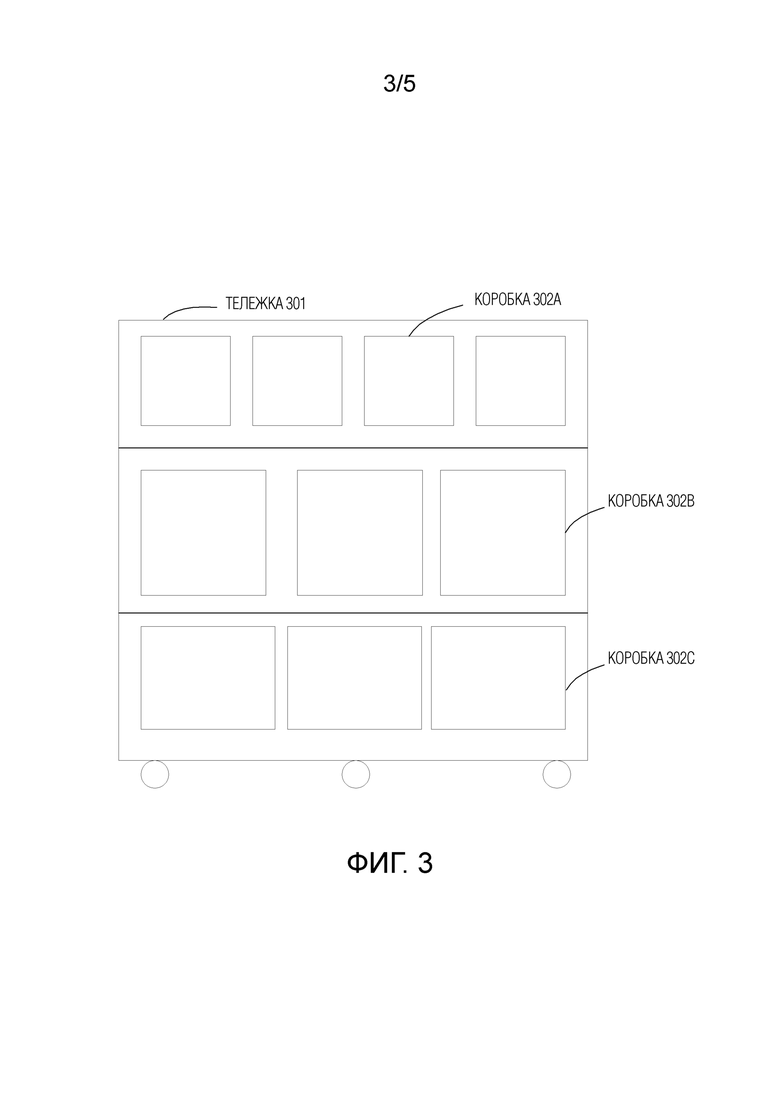
Таким образом, как показано на фиг. 3, тележка 301 может иметь множество разных коробок, некоторые из которых имеют разные размеры. Например, тележка 301 может иметь более маленькие коробки, такие как коробка 302A, коробки среднего размера, такие как 302B, или более крупные коробки, такие как 302C. Коробки можно помещать на тележки согласно определению 110 изготовления. Затем, в точке ввода 204 оборудования фиг. 2 на тележку 3 может быть нагружен указанный набор коробок, когда они изготовлены с помощью машины для изготовления оборудования (114 фиг. 1). Машина 114 для изготовления оборудования может отслеживать, какие следует выполнять заказы, и где на полках 202 находятся упаковываемые изделия 113, и изготавливать коробки в точке ввода 204 оборудования способом, который максимально повышает эффективность рабочего окружения 201.
Тележки 203 перемещают через полки до наполнения коробок и выполнения заказов. После опорожнения тележек от коробок их перемещают назад в зону 204 ввода. В зоне ввода пустые коробки помещают на каждый из слотов в тележке. После заполнения тележки пустыми коробками ее перемещают через проходы в рабочем окружении для того, чтобы брать упаковываемые изделия 113 с полок и помещать изделия в надлежащую коробку для выполнения заказов. Если тележка заполнена коробками после прохождения только одной полки, она может ехать прямо к выходу и назад в зону ввода. В некоторых случаях полки могут находиться достаточно близко друг к другу, так что другим тележкам трудно обгонять друг друга. Это может приводить к затору и времени ожидания, что приводит к более длительному времени выполнения заказов. По меньшей мере некоторые из описанных в данном документе вариантов осуществления разработаны, чтобы свести к минимуму такие заторы и оптимизировать прохождение через полки путем управления порядком, в котором коробки изготавливают в точке ввода 204.
Соответственно, в одном примере вводом коробок управляют таким образом, чтобы одновременно один проход занимало минимальное количество тележек. Кроме того, вводом коробок управляют таким образом, чтобы идентифицировать наиболее короткую длину или самый быстрый путь через проходы на основе того, какие упаковываемые изделия 113 следует помещать в каждую коробку на тележке. Система ввода коробок (т.е. машина 114 для изготовления оборудования) может иметь доступ к любой или всей следующей информации при управлении вводом: количество положений коробок на каждой тележке, учитывая размер коробок, положения каждого продукта или упаковываемого изделия (включая количество проходов и/или положение ящиков, если ящики используют для хранения упаковываемых изделий), которые необходимо поместить в коробку, положения каждого штатного рабочего, который помещает упаковываемые изделия в коробки, количество тележек, находящихся в настоящее время в проходах, положения каждой тележки внутри проходов, текущие заказы, которые следует выполнять, и другую информацию, которую можно использовать, чтобы сделать правильное определение порядка изготовления.
Машина 114 для изготовления оборудования может быть выполнена с возможностью изготовления коробок согласно размеру коробок и ограничению количества тележек 203. Таким образом, когда тележка попадает в зону 204 ввода, коробки помещают на слоты тележки в порядке их изготовления. Для того, чтобы уменьшить проходимое расстояние и затор, машина 114 для изготовления оборудования может изготавливать коробки для полной тележки для прохода 1 (между полками 1 и 2 фиг. 2), а после этого изготавливать коробки, которые можно заполнять в проходе 2, затем коробки, которые можно заполнять в проходе 3, и т.д. Если тележку нельзя заполнить коробками, которые можно заполнить упаковываемыми изделиями только из одного прохода, машина 114 для изготовления оборудования дальше будет изготавливать коробки, которые можно заполнять в проходах 1 и 2. Дальше будут коробки, которые можно заполнять в проходах 2 и 3, и так далее. Когда штатный рабочий (либо человек или автомат) заполняет тележку, двигающуюся по проходу 1, штатный рабочий для второй тележки может двигаться по проходу 2 без всякого затора. Конечно, при необходимости это можно распространить на наличие большего числа проходов для того, чтобы заполнить тележку. Машина 114 для изготовления оборудования продолжает вводить коробки для следующей тележки, начиная с последнего прохода для предыдущей тележки, если для того, чтобы заполнить тележку, необходимо множество проходов.
Эту оптимизацию можно выполнять с помощью данных обратной связи от единственной тележки или от множества тележек, от единственной полки упаковываемых изделий или от множества полок и так далее. Соответственно, оптимизацию порядка, в котором изготавливают коробки с помощью машины 114 для изготовления оборудования, можно выполнять с большим объемом данных обратной связи или только с небольшим объемом данных обратной связи. Кроме того, следует отметить, что описанную в данном документе оптимизацию можно реализовать в рабочем окружении, в котором имеется множество тележек с разными размерами, разные размеры полок или проходов, разные скорости упаковывания для штатных рабочих или другие переменные, которые являются уникальными для данного окружения. Таким образом, заказы можно выполнять более эффективным образом, с экономией как времени, так и денег в процессе выполнения, увеличивая производительность штатных рабочих, обеспечивая, чтобы заказы выполнялись своевременно и предотвращая пустые поездки к ненужным полкам.
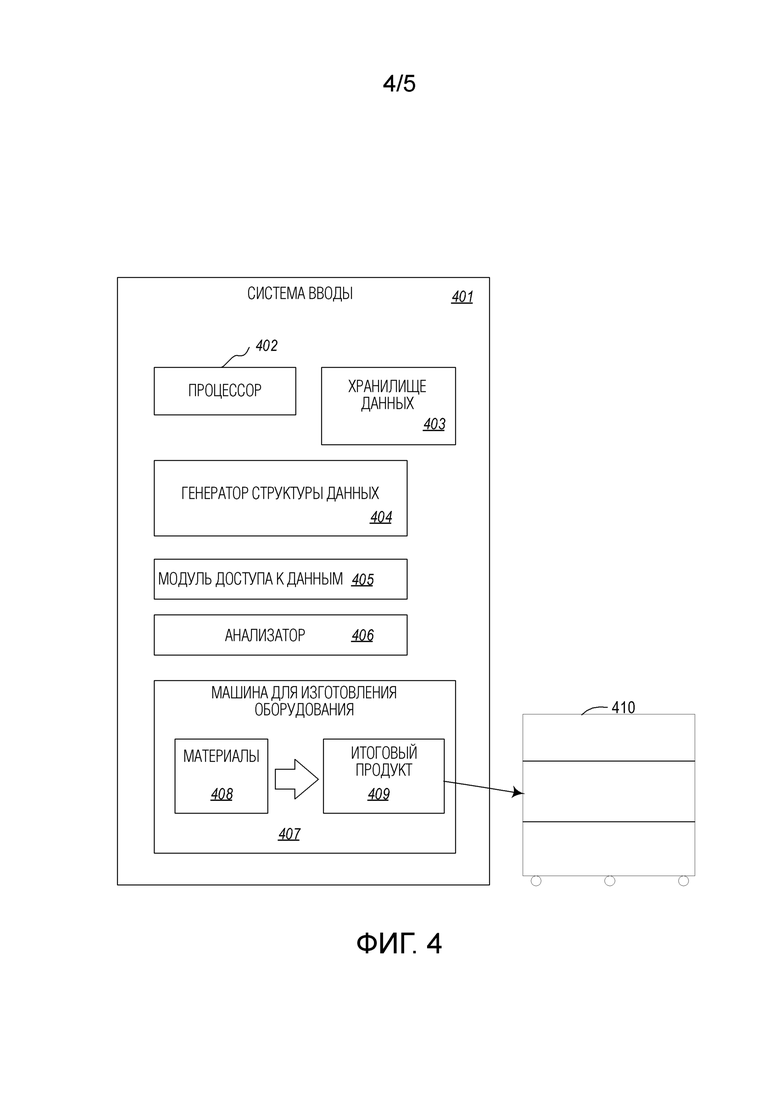
На фиг. 4 представлен вариант осуществления устройства или системы, которая выполнена с возможностью изготовления оборудования согласно определенному порядку изготовления (например, 110 фиг. 1). Устройство содержит по меньшей мере один процессор 402 и систему 401 ввода, выполненную с возможностью определения порядка, в котором изготавливать элементы оборудования, а затем изготовления элементов оборудования. Это происходит путем выполнения следующего: создание генератором 404 структуры данных организационной структуры базы данных (например, 106 фиг. 1), в которой хранится информация, указывающая, какие продукты связаны с элементом оборудования. Элементами оборудования 112 могут быть коробки, контейнеры или другое оборудование, используемое при выполнении заказов. Организационная структура 106 базы данных может храниться в хранилище 403 данных и может содержать информацию, указывающую, какие упаковываемые изделия 113 в каких коробках должны двигаться. Организационная структура 106 базы данных может дополнительно содержать информацию, указывающую, на каких полках содержаться упаковываемые изделия 113, которые должны двигаться в каждой коробке, а также может содержать информацию, указывающую, какие тележки должны двигаться по каким проходам. Всю эту информацию (и возможно более) можно использовать при определении, какие изготавливать коробки.
Модуль 405 доступа к данным системы 401 ввода затем получает доступ к сгенерированной организационной структуре базы данных для идентификации одного или более физических факторов рабочего окружения, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать. Физические факторы рабочего окружения могут включать в себя идентифицированное количество выполняющих заказы операторов, работающих в настоящее время в указанном месте в рабочем окружении, общее расстояние пути, необходимое для выполнения заказа в данной коробке или наборе коробок в тележке, проходимое расстояние для оператора, количество тележек впереди тележки, заполняемой в настоящее время коробками, положения изделий на полках или другие факторы, которые будут влиять на то, как выполняется заполнение тележки коробками с использованием упаковываемых изделий 113 на полках 202.
Затем анализатор 406 системы 401 ввода оценивает идентифицированные факторы рабочего окружения для определения, следует ли системе ввода изготавливать в настоящее время указанный элемент оборудования, и на основе оценки машина 407 для изготовления оборудования изготавливает указанный элемент оборудования для размещения в рабочем окружении (например, 201). Например, машина 407 для изготовления оборудования может получать исходные или заранее обработанные материалы 408 (например, картон) и складывать, штамповать, открывать или иным образом формовать картон в итоговую коробку 409. Затем эта коробка может быть помещена на тележку 410. Таким образом, путем определения, какие коробки следует изготавливать в машине 407 для изготовления оборудования, и в каком порядке изготавливать коробки, анализатор учитывает множество разных факторов, каждый из которых может быть взвешен согласно уровню важности при обеспечении наиболее эффективного пути. Например, можно постоянно анализировать порядок изготовления, и обратную связь этого анализа можно использовать для определения, имеет ли один фактор большее или меньшее влияние на эффективность и производительность при изготовлении и выполнении коробок. Если определено, что один фактор или группа факторов имеют большее влияние на эффективность, этот фактор будут взвешен анализатором 406 выше при идентификации порядка изготовления.
Согласно некоторым вариантам осуществления устройство дополнительно содержит механизированный сортирующий рычаг, выполненный с возможностью помещения элементов оборудования на маршрутизируемую тележку согласно определенному порядку размещения. Механизированный рычаг может получать коробки, когда они изготовлены, и может помещать эти коробки на тележку автоматизированным образом. Механизированный сортирующий рычаг можно задействовать согласно определенному порядку 110 размещения и, таким образом, коробки, производимые системой ввода, подаются на конкретную тележку в конкретном положении, так что коробка будет заполняться изделиями с одной полки или с полок, которые находятся в одном и том же проходе, или при необходимости с минимального количества полок или проходов. Оценка физических факторов рабочего окружения для определения, должна ли системой 401 ввода производиться в настоящее время указанная коробка может включать оценку функции синхронизации, которая разбивает элементы оборудования по категориям согласно количеству полок в рабочем окружении, которые используют для выполнения заказа. Таким образом, в таких вариантах осуществления те коробки, для выполнения которых используют большое количество полок, оставляют до более позднего времени, когда рабочее окружение не будет столь занято, или до более предпочтительного времени. Эти концепции будут объяснены дополнительно ниже в отношении способа 500 фиг. 5.
Принимая во внимание описанные выше системы и архитектуры, методы, которые могут быть реализованы в соответствии с раскрытым изобретением, будут лучше оценены со ссылкой на блок-схему на фиг.5. В целях простоты объяснения методы показаны и описаны в виде последовательности блоков. Однако следует понимать и принимать во внимание, что заявленное изобретение не ограничено порядком блоков, поскольку некоторые блоки могут встречаться в разных порядках и/или одновременно с другими блоками из того, что изображено и описано в данном документе. Кроме того, для реализации описанных ниже методов могут потребоваться не все проиллюстрированные блоки.
На фиг. 5 представлена блок-схема способа 500 управления и изготовления оборудования в рабочем окружении. Далее способ 500 будет описан с частой ссылкой на компоненты и данные окружения 100 фиг. 1.
Способ 500 включает создание организационной структуры базы данных, в которой хранится информация, связанная по меньшей мере с одним элементом оборудования, которое является частью рабочего окружения, причем организационная структура базы данных содержит информацию, указывающую, какие из множества упаковываемых изделий связаны с элементом оборудования (510). Например, генератор 105 структуры данных вычислительной системы 101 может генерировать организационную структуру 106 базы данных. Эта структура базы данных может храниться в хранилище 117 данных, которая сама может быть локальной или удаленной от вычислительной системы 101. Организационная структура 106 базы данных сохраняет информацию, связанную с процессами, которые протекают в рабочем окружении 111. Такие процессы могут включать ввод коробок в систему транспортировки тележек, которая перемещает тележки между полками для наполнения коробок упаковываемыми изделиями, которые необходимо отправить покупателям.
Организационная структура 106 базы данных может отслеживать, какие упаковываемые изделия 113 связаны с данным элементом оборудования 112. Например, в организационной структуре 106 базы данных могут храниться данные, указывающие, какая коробка 1 должна иметь упаковываемые изделия A, B и C. В организационной структуре 106 базы данных также могут храниться данные, указывающие, что упаковываемые изделия A и B находятся на полке 1, и что изделие C находится на полке 2. Таким образом, если полки расположены, как показано на фиг. 2, то коробка 1 может быть заполнена в один заход по проходу между полками 1 и 2. Одна организационная структура 106 базы данных может содержать данные для множества коробок или тележек с коробками, или можно генерировать множество организационных структур базы данных, по одной для каждой коробки и/или тележки. Таким образом, при определении порядка изготовления можно использовать данные, хранящиеся в организационной структуре 106 базы данных, наряду с другими описанными выше типами данных.
Далее в способе 500 вычислительная система 101 получает доступ к сгенерированной организационной структуре 106 базы данных для идентификации одного или более физических факторов рабочего окружения 108, которые влияют на то, какие элементы оборудования следует в настоящее время изготавливать в рабочем окружении (520). Эти физические факторы 108 рабочего окружения могут включать расстояние пути тележки через проходы, проходимое расстояние между упаковываемыми изделиями для штатных рабочих, количество тележек впереди в очереди, положения упаковываемых изделий на полках или другие факторы. Как упоминалось выше, эти факторы могут быть взвешены при определении, какие изготавливать коробки (например, какого размера и формы) и в каком порядке. Окружающие факторы можно оценивать с использованием данных 118 датчика от одного или более аппаратных датчиков 117, расположенных по всему рабочему окружению 111.
Способ 500 дополнительно включает оценку идентифицированных физических факторов рабочего окружения 108 для определения, следует ли в настоящее время изготавливать указанный элемент оборудования в рабочем окружении (530), а при определении, что указанный элемент оборудования следует в настоящее время обрабатывать в рабочем окружении, изготовление и подачу указанного элемента оборудования в рабочее окружение (540). Таким образом, анализатор 109 получает доступ к организационной структуре 106 базы данных, включающей информацию 107 об оборудовании и окружающих факторах 108, для определения, какие коробки следует изготовить и в какое время (т.е. при определении 110 изготовления). Машина 114 для изготовления оборудования может быть выполнена с возможностью изготовления коробок с множеством разных размеров и форм. Коробки с разными размерами и разными формами можно использовать для содержания упаковываемых изделий 113 разных размеров и форм. Более крупные коробки можно использовать для содержания множества изделий, тогда как более маленькие коробки можно использовать для заказов с одним изделием.
Таким образом, анализатор 109 определяет, какие коробки следует изготовить, и, кроме того, определяет порядок их изготовления на основе текущих условий в рабочем окружении. Эти текущие условия могут быть указаны окружающими факторами 108. Анализатор может идентифицировать, какие следует выполнять заказы, где эти упаковываемые изделия находятся на полках рабочего окружения (например, центра исполнения заказов или центра распределения), какие рабочие доступны для помощи в выполнении заказа путем помещения упаковываемых изделий в коробки, какие коробки уже находятся на данной тележке, какие проходы должна будет пройти тележка для заполнения коробок, которые находятся на тележке, или синхронизацию по времени данного заказа. Можно учитывать множество других факторов при определении, какие изготавливать коробки и когда их изготавливать и вводить их в рабочее окружение 111. Следует понимать, что хотя в качестве оборудования, создаваемое машинами 114 для изготовления оборудования, акцент был сделан на коробки, в дополнение к упаковочным материалам можно использовать множество других типов оборудования.
В случаях, когда рабочим окружением является центр исполнения заказов или центр распределения, в рабочем окружении 111 находятся полки с проходами между полками, а также тележки, которые могут передвигаться внутри проходов. Тележки заполняют коробками (как показано на фиг. 3), а коробки заполняют упаковываемыми изделиями 113, находящимися в ящиках на полках (202 фиг. 2). Управление изготовлением оборудования включает идентификацию пути через центр исполнения заказов, чтобы сделать минимальным ожидание времени для выполнения заказа. Так как местоположение упаковываемых изделий в центре исполнения заказов известно, местоположение каждой полки известно, коробки можно располагать на тележке (производить в указанном порядке) так, чтобы тележка должна было проходить только к одной полке или к двум полкам и так далее. Анализатор 109 может в реальном времени получать данные обратной связи, указывающие текущее местоположение каждой тележки в рабочем окружении, местоположение каждого рабочего, рабочее состояние каждой машины 114 для изготовления оборудования и указание, какие коробки на какую тележку были помещены. С использованием этих данных обратной связи в реальном времени анализатор 109 может принимать информированное решение, какие коробки следует изготовить с помощью машины 114 для изготовления оборудования и в каком порядке.
Данные обратной связи в реальном времени позволяют анализатору 109 изготавливать коробки в таком порядке, чтобы загружать данную тележку коробками, которые можно заполнять с наименьшим количеством полок или с наиболее коротким путем через полки или с использованием пути, который избегает помех тележкам (на основе, какие коробки находятся на этих тележках, и какие проходы им нужно будет пройти). Таким образом, изготовление коробок может учитывать маршруты тележек, которые избегают узких мест в проходах и на станциях, где упаковываемые изделия 113 берут из ящиков и помещают в коробки. Идентифицированные пути для данной тележки можно отображать, чтобы штатные рабочие могли видеть путь, который необходимо проделать этой тележке. На идентифицированном пути указанную тележку сперва загружают элементами оборудования, которые можно заполнить с использованием только одной полки, а после элементами оборудования, которые можно заполнять с использованием только двух полок. Или альтернативно, идентифицированный путь учитывает другие тележки, которые уже заполняются на полу, или учитывает своевременность для данных заказов. Например, заказы, которые необходимо выполнить за ночь получат более высокий приоритет упаковывания.
Таким образом, множество разных факторов можно учитывать при определении, какие изготавливать коробки и в каком порядке их изготавливать для оптимальной эффективности выполнения. Команды на изготовление коробок или других элементов оборудования подают машине 114 для изготовления оборудования, которая затем физически создает коробки или другое оборудование. Коробки можно физически создавать в реальном времени либо из картона, либо из других материалов. Создание может включать складывание коробок, запечатывание коробок, маркировку коробок логотипами компаний и/или информацией по перевозке, заклеивание концов закрытых коробок или другие стадии изготовления. Таким образом, ввод коробки в рабочее окружение 111 может включать фактическое физическое создание коробки по требованию в указанном порядке. При определении, какие коробки следует изготовить и в каком порядке анализатор может учитывать индивидуальные заказы, коробки странной формы, упаковывание изделий с регулируемой температурой, контейнеры для животных или растений, а также другие ограничения.
В одном конкретном варианте осуществления предоставлен способ, реализованный в вычислительной системе (например, 101), которая содержит процессор 102. Способ предназначен для изготовления упаковочных материалов в рабочем окружении, и включает следующее: создание организационной структуры 106 базы данных, в которой хранится информация 107 об оборудовании, связанном с упаковочными материалами, которые необходимо заполнить упаковываемыми изделиями 113. Организационная структура 106 базы данных содержит информацию, указывающую, какие упаковываемых изделий связаны с упаковочными материалами. Далее способ включает загрузку сгенерированной организационной структуры 106 базы данных в память 103 для идентификации факторов 108 изготовления, которые влияют на то, какие упаковочные материалы следует в настоящее время изготавливать машине 114 для изготовления упаковочных материалов. Как указано выше, эти факторы могут включать проходимое расстояние, расстояние пути, тележки впереди в очереди, положение упаковываемых изделий в разных проходах и т.д.
Затем, используя идентифицированные факторы 108 изготовления, способ включает определение, следует ли машине 114 для изготовления упаковочных материалов в настоящее время изготавливать упаковочные материалы 112, а при определении, что машине для изготовления упаковочных материалов необходимо в настоящее время обрабатывать упаковочные материалы, изготовление упаковочного материала на машине 114 для изготовления упаковочных материалов. Упаковочные материалы могут включать коробки, перевозочные контейнеры или другое оборудование, которое может производить по требованию машина для изготовления оборудование. Когда упаковочные материалы изготавливают и вводят в рабочее окружение, на изделие можно наносить перевозочную маркировку, чтобы при получении соответствующих упаковываемых изделий коробку можно было запечатывать и отправлять.
Также следует заметить, что при определении, какие коробки следует изготовить и в каком порядке, можно учитывать грузоподъемность тележки. Например, в рабочем окружении может иметься множество разных тележек, некоторые из которых могут иметь разную грузоподъемность. Некоторые тележки могут быть способны содержать большое количество коробок, тогда как другие тележки могут управляться только с маленьким количеством коробок. Аналогично, некоторые тележки могут быть способны управляться с большим объемом массы, тогда как другие могут управляться только с маленьким объемом массы. Эта информация, связанная с характеристиками тележек, может храниться в организационной структуре 106 базы данных. Соответственно, анализатор 109 может иметь доступ к организационной структуре 106 базы данных и идентифицировать, какие тележки доступны и какова их грузоподъемность. Затем, на основе идентифицированной грузоподъемности анализатор 109 может определить, какие упаковочные материалы следует в настоящее время изготавливать машине 114 для изготовления упаковочных материалов, а какие следует придержать на более позднее время, когда будет доступна более крупная или более маленькая тележка.
Соответственно, предоставлены способы, системы и компьютерные программные продукты, которые управляют и изготавливают оборудование в рабочем окружении. Концепции и признаки, описанные в данном документе, могут быть воплощены в других конкретных формах без отклонения от их сути или описательных характеристик. Описанные варианты осуществления следует рассматривать во всех отношениях только как иллюстративные, а не ограничивающие. Следовательно, объем раскрытия указан в прилагаемой формуле изобретения, а не в приведенном выше описании. Все изменения, которые входят в значение и диапазон эквивалентности формулы изобретения, должны быть включены в их объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫРАВНИВАНИЕ НАГРУЗКИ МЕЖДУ РАБОЧИМИ ЗОНАМИ СИСТЕМЫ | 2017 |
|
RU2746683C2 |
| АВТОМАТИЗИРОВАННАЯ ОЦЕНКА ЗАТРАТ И ПРОИЗВОДСТВА ДЛЯ ТРЕТЬЕЙ СТОРОНЫ | 2020 |
|
RU2812913C2 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ В КАЧЕСТВЕ ИЗДЕЛИЯ КОМПЛЕКТОВАНИЯ | 2014 |
|
RU2658372C2 |
| ГИБКАЯ "ОБОЛОЧКА" ДЛЯ УПАКОВЫВАНИЯ | 2017 |
|
RU2742702C2 |
| СИСТЕМА ДИНАМИЧЕСКОЙ ОПТИМИЗАЦИИ ТЕЛЕЖКИ | 2020 |
|
RU2780386C1 |
| СОЗДАНИЕ УПАКОВКИ ПО ТРЕБОВАНИЮ ЗАКАЗЧИКА НА ОСНОВАНИИ СОХРАНЕННЫХ ДАННЫХ АТРИБУТОВ | 2011 |
|
RU2574966C2 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДОВ ЗДРАВООХРАНЕНИЯ | 2021 |
|
RU2779544C1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| МОЗАИЧНОЕ ПРОИЗВОДСТВО УПАКОВОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2600917C2 |
| МОЗАИЧНОЕ ПРОИЗВОДСТВО УПАКОВОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2667463C2 |
Изобретение относится к области вычислительной техники для идентификации и управления оборудованием в рабочем окружении. Технический результат заключается в обеспечении оптимальной эффективности заполнения контейнеров изделиями с одной или более полками в пределах конкретного местоположения в рабочем окружении в соответствии с оценкой идентифицированных физических факторов рабочего окружения. Технический результат достигается за счет того, что заданный контейнер и набор последующих контейнеров изготавливаются в порядке, в котором они помещаются на маршрутизируемую тележку, заданный контейнер и набор последующих контейнеров помещаются на маршрутизируемую тележку так, что маршрутизируемая тележка становится полной в одном конкретном проходе, и заданный контейнер и набор последующих контейнеров изготавливаются в таком порядке, что этот один конкретный проход занимается минимальным количеством маршрутизируемых тележек единовременно. 3 н. и 13 з.п. ф-лы, 5 ил.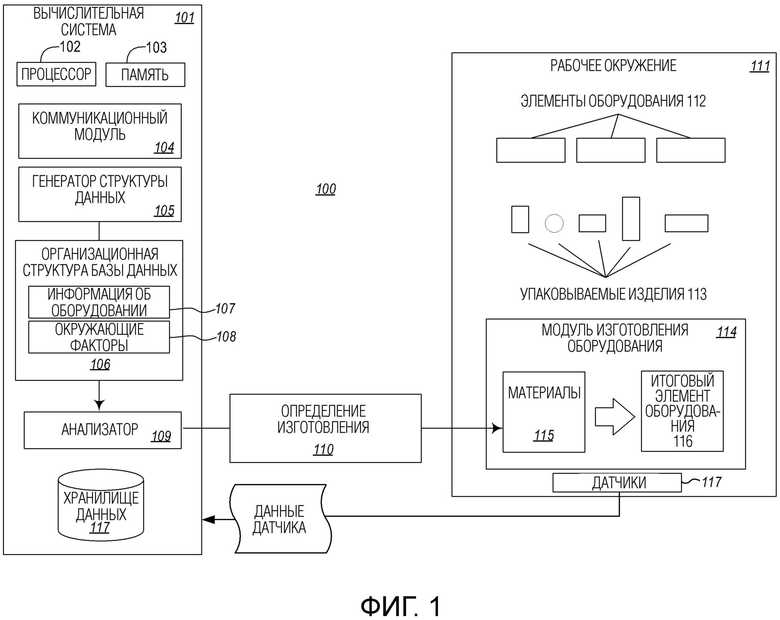
1. Способ, реализуемый в вычислительной системе, которая включает в себя по меньшей мере один процессор, для управления и изготовления контейнеров в рабочем окружении, причем способ содержит этапы, на которых:
создают организационную структуру базы данных, в которой хранится информация об оборудовании, связанная с по меньшей мере одним контейнером, который является частью рабочего окружения, причем организационная структура базы данных содержит информацию, указывающую, какие из множества упаковываемых изделий связаны с этим по меньшей мере одним контейнером;
осуществляют доступ к информации об оборудовании в сгенерированной организационной структуре базы данных для идентификации одного или более физических факторов рабочего окружения, которые влияют на то, какие контейнеры должны в настоящее время изготавливаться в рабочем окружении;
оценивают идентифицированные физические факторы рабочего окружения для определения того, должен ли заданный контейнер, выбранный из упомянутого по меньшей мере одного контейнера, в настоящее время изготавливаться в рабочем окружении;
при определении того, что заданный контейнер должен в настоящее время обрабатываться в рабочем окружении, изготавливают и подают заданный контейнер в рабочее окружение;
помещают, с помощью механизированного сортирующего рычага, заданный контейнер на маршрутизируемую тележку согласно определенному порядку размещения, причем механизированный сортирующий рычаг задействуется согласно этому определенному порядку размещения так, что заданный контейнер подается в заданное оптимальное положение в рабочем окружении, при этом заданное оптимальное положение представляет собой конкретное положение на маршрутизируемой тележке, так что заданный контейнер будет заполняться изделиями с одной или более полками в пределах конкретного местоположения в рабочем окружении, при этом:
заданный контейнер и набор последующих контейнеров изготавливаются в порядке, в котором они помещаются на маршрутизируемую тележку,
заданный контейнер и набор последующих контейнеров помещаются на маршрутизируемую тележку так, что маршрутизируемая тележка становится полной в одном конкретном проходе, и
заданный контейнер и набор последующих контейнеров изготавливаются в таком порядке, что этот один конкретный проход занимается минимальным количеством маршрутизируемых тележек единовременно.
2. Способ по п.1, в котором рабочее окружение включает в себя одну или более полок с проходами между одной или более полками и одну или более тележек, которые могут перемещаться внутри проходов.
3. Способ по п.2, в котором физические факторы рабочего окружения включают в себя по меньшей мере одно из расстояния пути, проходимого расстояния, количества тележек впереди в очереди и положений изделий на одной или более полках.
4. Способ по п.2, в котором рабочее окружение представляет собой центр исполнения заказов.
5. Способ по п.4, в котором управление по меньшей мере одним контейнером включает в себя идентификацию пути через центр исполнения заказов, который делает минимальным время ожидания для выполнения заказа.
6. Способ по п.5, в котором идентифицированный путь избегает помех для тележек и дополнительно избегает узких мест на станциях комплектации внутри центра исполнения заказов.
7. Способ по п.4, в котором изготовление по меньшей мере одного контейнера включает в себя физическое создание по меньшей мере одного контейнера.
8. Способ по п. 1, в котором по меньшей мере один из упомянутых одного или более физических факторов рабочего окружения основывается на данных датчика обратной связи от одного или более аппаратных датчиков в рабочем окружении.
9. Устройство, выполненное с возможностью изготовления контейнеров согласно определенному порядку изготовления, причем устройство содержит:
по меньшей мере один процессор; и
систему ввода, выполненную с возможностью определять порядок, в котором изготавливаются контейнеры, и изготавливать контейнеры путем выполнения следующего:
создание организационной структуры базы данных, в которой хранится информация, указывающая, какие продукты связаны с контейнерами,
осуществление доступа к созданной организационной структуре базы данных для идентификации одного или более физических факторов рабочего окружения, которые влияют на то, какие из контейнеров должны изготавливаться в настоящее время,
оценка идентифицированных физических факторов рабочего окружения для определения того, должен ли заданный контейнер в настоящее время изготавливаться системой ввода, и
на основе данной оценки, изготовление заданного контейнера для размещения в рабочем окружении; и
механизированный сортирующий рычаг, выполненный с возможностью помещать заданный контейнер на маршрутизируемую тележку согласно определенному порядку размещения, причем механизированный сортирующий рычаг задействуется согласно этому определенному порядку размещения так, что заданный контейнер, изготовленный системой ввода, подается в заданное оптимальное положение в рабочем окружении, при этом заданное оптимальное положение представляет собой конкретное положение на конкретной тележке, так что заданный контейнер будет заполняться изделиями с одной или более полками в пределах конкретного местоположения в рабочем окружении, при этом:
заданный контейнер и набор последующих контейнеров изготавливаются в порядке, в котором они помещаются на маршрутизируемую тележку,
заданный контейнер и набор последующих контейнеров помещаются на маршрутизируемую тележку так, что маршрутизируемая тележка становится полной в одном конкретном проходе, и
заданный контейнер и набор последующих контейнеров изготавливаются в таком порядке, что этот один конкретный проход занимается минимальным количеством маршрутизируемых тележек единовременно.
10. Устройство по п.9, в котором оценка идентифицированных физических факторов рабочего окружения для определения того, должен ли заданный контейнер в настоящее время изготавливаться системой ввода, включает в себя оценку функции синхронизации, которая разбивает по категориям контейнеры согласно количеству полок в рабочем окружении, которые используются для выполнения заказа.
11. Устройство по п.9, при этом идентифицированные физические факторы рабочего окружения включают в себя идентифицированное количество выполняющих заказы операторов, работающих в настоящее время в заданном местоположении в рабочем окружении.
12. Устройство по п.9, в котором изготовление заданного контейнера для размещения в рабочем окружении содержит нанесение маркировки перевозки на заданный контейнер.
13. Способ, реализуемый в вычислительной системе, которая включает в себя по меньшей мере один процессор, для изготовления упаковочных материалов в рабочем окружении, причем способ содержит этапы, на которых:
создают организационную структуру базы данных, в которой хранится информация, связанная с упаковочными материалами, которые необходимо заполнить одним или более изделиями, причем данная информация указывает, какие из одного или более изделий связаны с упаковочными материалами;
загружают сгенерированную организационную структуру базы данных в память для идентификации одного или более факторов изготовления, которые влияют на то, какие упаковочные материалы должны в настоящее время изготавливаться машиной для изготовления упаковочных материалов;
используя идентифицированные факторы изготовления, определяют, должны ли упаковочные материалы в настоящее время изготавливаться машиной для изготовления упаковочных материалов;
при определении того, что упаковочные материалы в настоящее время должны обрабатываться машиной для изготовления упаковочных материалов, изготавливают упаковочные материалы на машине для изготовления упаковочных материалов; и
помещают, с помощью механизированного сортирующего рычага, упаковочные материалы на маршрутизируемую тележку согласно определенному порядку размещения, причем механизированный сортирующий рычаг задействуется согласно этому определенному порядку размещения так, что упаковочные материалы подаются в заданное оптимальное положение в рабочем окружении, при этом заданное оптимальное положение представляет собой конкретное положение на конкретной тележке, так что упаковочные материалы будут заполняться изделиями с одной или более полками в пределах конкретного местоположения в рабочем окружении, при этом:
упаковочные материалы и последующий набор упаковочных материалов изготавливаются в порядке, в котором они помещаются на маршрутизируемую тележку,
упаковочные материалы и последующий набор упаковочных материалов помещаются на маршрутизируемую тележку так, что маршрутизируемая тележка становится полной в одном конкретном проходе, и
упаковочные материалы и последующий набор упаковочных материалов изготавливаются в таком порядке, что этот один конкретный проход занимается минимальным количеством маршрутизируемых тележек единовременно.
14. Способ по п.13, в котором упаковочные материалы представляют собой одну или более коробок.
15. Способ по п.13, в котором рабочее окружение содержит тележки с изменяющейся грузоподъемностью.
16. Способ по п.15, в котором учитывают грузоподъемность тележек при определении того, должны ли упаковочные материалы в настоящее время изготавливаться машиной для изготовления упаковочных материалов.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 8560461 B1, 15.10.2013 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для демпфирования различных колебательных процессов | 1948 |
|
SU75372A1 |

