Изобретение относится к специальному производству цилиндрических оболочек, на внутренней поверхности которых нанесена сетка рифлей ромбовидной формы. Для получения цилиндрических оболочек с сеткой рифлей на внутренней поверхности применяются операции обработки металлов давлением.
Известен, например, способ по патенту RU №2171445, F42B 12/24, опубл. 27.07.2001, бюл. №21, позволяющий выполнить ромбический профиль посредством нанесения сетки рифлей за две последовательные операции обработки металла оболочки давлением в холодном состоянии путем продавливания цилиндрической оболочки с редуцированием последовательно через две фильеры разного диаметра, которые предварительно устанавливают на равномерно расположенных спиральных выступах центрального инструментального стержня, имеющих противоположенное направление, причем трубную цилиндрическую оболочку в фильеры подают без осевого перемещения относительно спиральных выступов с образованием гарантированного зазора между внутренней поверхностью оболочки и центральным инструментальным стержнем, при этом формируют рифли глубиной 0,25…0,55 толщины стенки трубчатой оболочки.
Недостатком известного способа является невозможность получения рифлей ромбовидной формы на цилиндрических оболочках с дном, трудностью свинчивания полуфабриката оболочки с центрального инструментального стержня, а также значительные энергозатраты, что затрудняет получение сетки рифлей на крупногабаритных цилиндрических оболочках.
Известен также способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления (патент РФ №2654410, кл. B21K 21/06; B21J 13/00; B21D 17/02; B21D 37/00; В21С 37/20, опубл. 17.05.2018, бюл. №14), принятый за прототип, в котором, осуществляется установка цилиндрической оболочки в контейнер и формообразование на внутренней поверхности оболочки сетки рифлей ромбовидной формы посредством рабочей оправки с выступами высотой h на ее рабочей поверхности, закрепленной на инструментальном стержне, причем используется рабочая оправка с многозаходными спиральными выступами, имеющими угол подъема спирали не более 45°, а формообразование на внутренней поверхности оболочки сетки рифлей ромбовидной формы осуществляют за две операции, на первой из которых производят ввод в полость цилиндрической оболочки инструментального стержня с рабочей оправкой и их продольное перемещение с внедрением спиральных клиновых выступов рабочей оправки в поверхность оболочки и одновременным поворотом инструментального стержня и рабочей оправки вокруг оси под действием силы формообразования с получением на внутренней поверхности оболочки спиральных канавок и продольное перемещение инструментально стержня с рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом перед второй операцией рабочую оправку переустанавливают на инструментальном стержне на противоположный угол подъема спирали спиральных выступов путем ее переворота на угол 180°, а на второй операции формообразования осуществляют повторный ввод в полость цилиндрической оболочки инструментального стержня с переустановленной рабочей оправкой и их продольное перемещение с одновременным поворотом вокруг оси и получением на поверхности оболочки спиральных канавок с противоположным углом подъема, образующих со спиральными канавками, полученными на первой операции, сетки рифлей ромбовидной формы, после чего осуществляют продольное перемещение инструментального стержня в обратном направлении с их поворотом вокруг оси и последующим удалением готового изделия.
Недостатком способа является ограниченность его применения для крупногабаритных цилиндрических оболочек, связанная с большими технологическими силами.
Задачей изобретения является расширение технологических возможностей, за счет уменьшения технологической силы нанесения рифлей.
Для решения поставленной задачи в предлагаемом способе изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки, заключающийся в том, что производят установку цилиндрической оболочки в устройство раздачи, формообразование ее за две последовательные операции инструментальным стержнем с рабочей оправкой, имеющей спиральные клиновые выступы с углом подъема не более 45° на первой операции и на второй операции с противоположенным углом подъема не более -45°, и получением детали с сеткой рифлей ромбовидной формы на внутренней поверхности цилиндрической оболочки с последующим съемом, при этом формообразование цилиндрической оболочки на первой операции осуществляют одновременно с коэффициентом раздачи 1,05…1,2 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dз0 расположенными на поверхности рабочей оправки, при этом осуществляют поворот цилиндрической оболочки или инструментального стержня с рабочей оправкой вокруг оси и получением полуфабриката диаметром Dз1=(1,05…1,2)Dз0, а на второй операции осуществляют раздачу полуфабриката с коэффициентом 1,05…1,2 и рифление инструментальным стержнем с рабочей оправкой диаметром Dп1=(1,05…1,2)Dп0 и спиральными клиновыми выступами с противоположным углом подъема не более -45°.
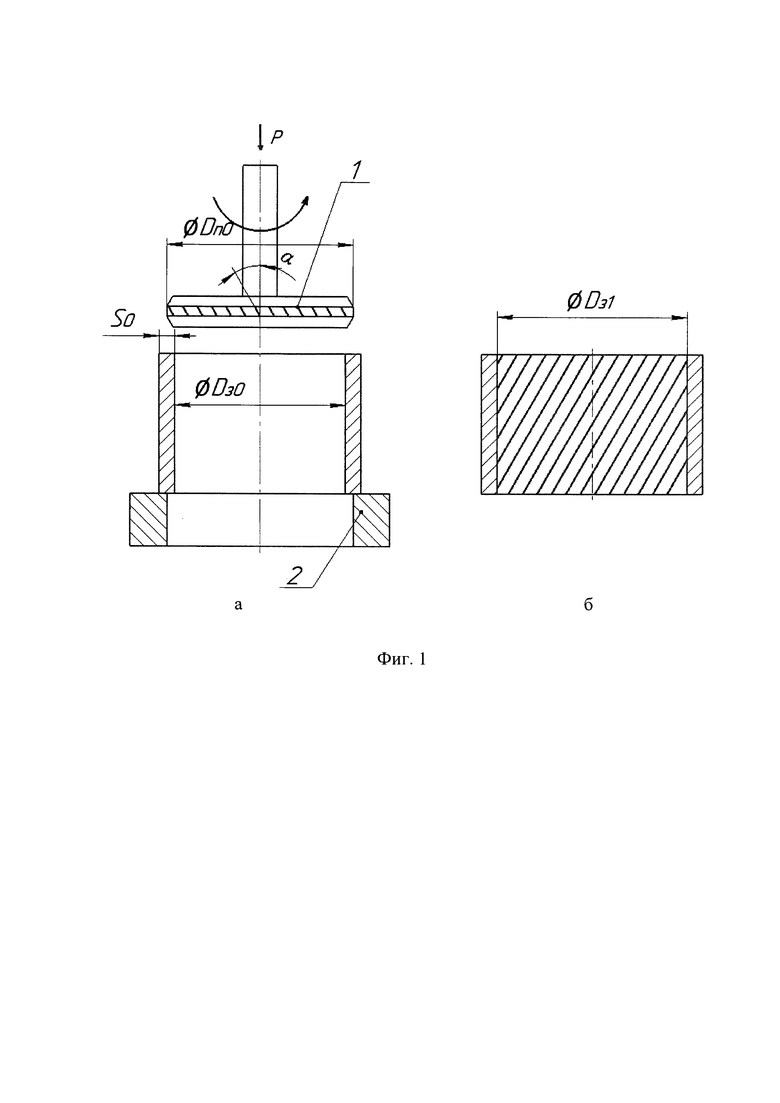
На фиг. 1, а показана схема перед началом первой операции раздачи и рифления инструментальным стержнем с рабочей оправкой 1 со спиральными клиновыми выступами с углом подъема α не более 45°, фиг. 1, б - полуфабрикат, полученный раздачей и рифлением.
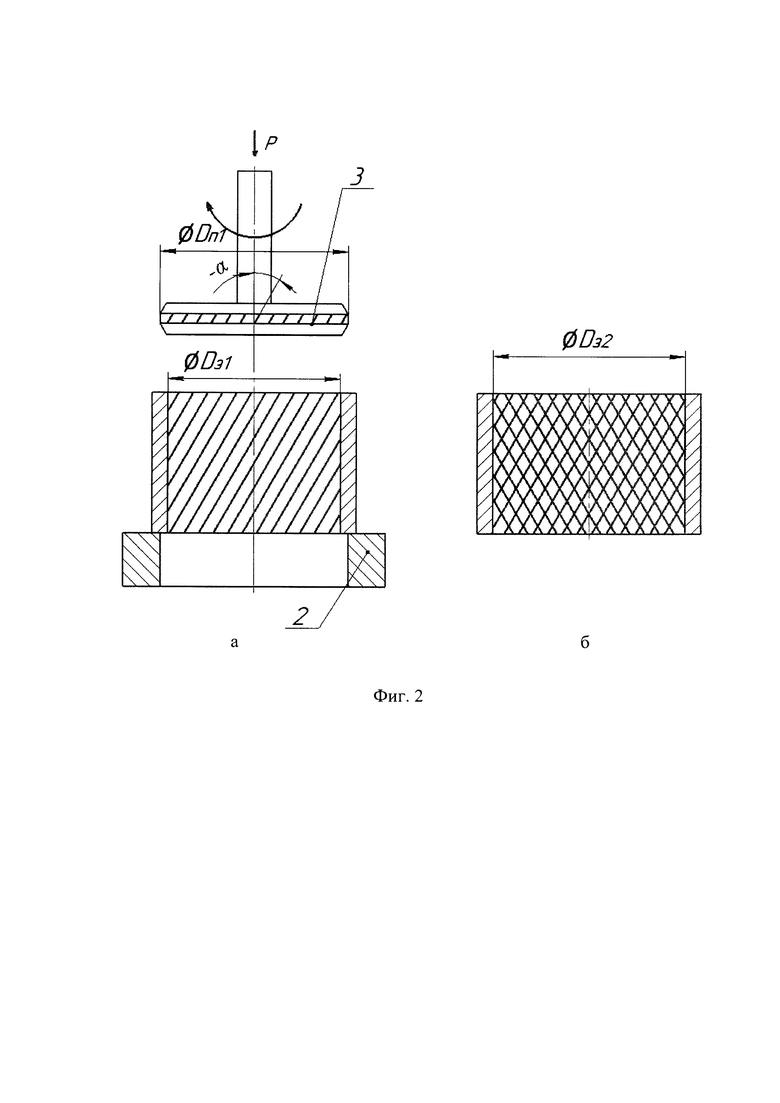
На фиг. 2, а показана схема перед началом второй операции раздачи и рифления инструментальным стержнем с рабочей оправкой 3 со спиральными клиновыми выступами с углом подъема α противоположенного направления не более -45°, фиг. 2, б - полуфабрикат с сеткой рифлей ромбовидной формы, полученный раздачей и рифлением.
Для осуществления способа на первой операции используется устройство (фиг. 1, а), имеющее инструментальный стержень с рабочей оправкой 1 с возможностью осевого вращения, на рабочей поверхности которой нанесены спиральные клиновые выступы с углом подъема α не более 45°, а на второй операции инструментальный стержень с рабочей оправкой 3, имеющий противоположенный угол подъема -α спиральных клиновых выступов не более -45°.
Способ осуществляется следующим образом.
Цилиндрическую оболочку 2 с толщиной стенки S0 и диаметром Dз0 устанавливают в устройство для раздачи (фиг. 1, а) и центрируют по инструментальному стерженю с рабочей оправкой 1 со спиральными клиновыми выступами, который имеет возможность вращения вокруг своей оси. При рабочем ходе инструментальный стержень с рабочей оправкой 1 входит в контакт с внутренней полостью цилиндрической оболочки 2 и осуществляют ее раздачу с диаметра Dз0 до Dз1 (фиг. 1, б). Возникает сила раздачи, в результате которой не только увеличивается диаметр внутренней полости до значений Dз1=(1,05…1,2)Dз0, но и внедрение спиральных клиновых выступов в поверхность цилиндрической оболочки 2. При получении рифлей с углом подъема не более 45° происходит вращение инструментального стержня с рабочей оправкой 1 вокруг своей оси. Для этого инструментальный стержень с рабочей оправкой 1 закрепляют в устройстве с возможностью осевого вращения, например, в подшипниках. После окончания формоизменения, при обратном ходе инструментального стержня с рабочей оправкой 1, цилиндрическую оболочку 2 снимают с одновременным вращением вокруг своей оси инструментального стержня с рабочей оправкой 1. При этом опытным путем определяют соотношение глубины рифлей и высоты спиральных клиновых выступов рабочей оправки 1, которые зависят от свойств материала заготовки и ее геометрических размеров. Высоту спиральных клиновых выступов обычно принимают равной (0,005…0,025)Dз0.
На второй операции (фиг. 2, а) в устройство устанавливают инструментальный стержень с рабочей оправкой 3 диаметром Dп1=(1,05…1,2)Dп0 и осуществляют раздачу полуфабриката до диаметра D32 и нанесение рифлей с противоположенным углом подъема (фиг. 2, б). Возникает сила раздачи, в результате которой не только увеличивается диаметр внутренней полости до значений Dз2=(1,05…1,2)Dз1, но и внедрение спиральных клиновых выступов в поверхность цилиндрической оболочки 2 с образованием сетки рифлей ромбовидной формы. Далее производят съем цилиндрической оболочки 2 аналогично первой операции. При необходимости для получения требуемых геометрических размеров цилиндрической оболочки 2 производят ее калибровку.
Пример осуществления способа.
Необходимо изготовить цилиндрическую оболочку 2 из стали 10, высотой 300 мм, внутренняя полость которой имеет диаметральный размер 227 мм и сетку рифлей ромбовидной формы, глубиной 1,5 мм и углами 60° и 120°. Ромб имеет диагональ в поперечном направлении равный 11 мм. На основании геометрических размеров ромба определен угол подъема α спиральных клиновых выступов (60°/2=30°). Для получения цилиндрической оболочки 2 была выбрана трубная заготовка высотой 300 мм, наружным диаметром 215 мм и диаметром полости 205 мм, толщиной стенки 5 мм. Для получения рифленой поверхности использовались инструментальные стержни с рабочими оправками, имеющие заходный и выходной конусные участки. На поверхности инструментального стержня с рабочей оправкой 1 выполнены спиральные клиновые выступы, с углом клина 60°. Число и угол подъема спиральных клиновых выступов определялись исходя из геометрических размеров рифлей ромбовидной формы. Число спиральных клиновых выступов на рабочей оправке 1 составило 62, при наружном диаметре Dп0=1,065*205=218 мм и размере диагонали 11 мм.
В результате раздачи вращающимся вокруг своей оси инструментальным стержнем с рабочей оправкой 1 со спиральными клиновыми выступами на внутренней поверхности были сформированы спиральные рифли глубиной 1,5 мм, при этом внутренний диаметр цилиндрической оболочки 2 увеличился до 215 мм. При обратном ходе инструментального стержня с рабочей оправкой 1 и его вращением вокруг своей оси произошел съем полуфабриката.
На второй операции использовали инструментальный стержень с рабочей оправкой 3 (фиг. 2, а) с размерами Dп1=1,055*218=230 мм, в котором спиральные клиновые выступы выполнены с углом подъема -30°. В результате раздачи вращающимся вокруг своей оси инструментальным стержнем с рабочей оправкой 3 со спиральными клиновыми выступами на внутренней поверхности была сформирована сетка рифлей ромбовидной формы глубиной 1,5 мм, при этом внутренний диаметр цилиндрической оболочки 2 увеличился до 227 мм. При обратном ходе инструментального стержня с рабочей оправкой 3 и его вращением вокруг своей оси произошел съем цилиндрической оболочки 2. При необходимости получения цилиндрической оболочки 2 с наружным диаметром 215 мм, полученная цилиндрическая оболочка 2 калибруется через соответствующую матрицу. Максимальная сила раздачи и нанесения рифлей на первой и второй операции составила не более 0,4 МН. Таким образом, по предлагаемому способу была получена сетка рифлей заданной глубины и формы на внутренней поверхности цилиндрической оболочки 2 при незначительных силовых параметрах. Следовательно, способ может быть использован для нанесения сетки рифлей на внутренней поверхности крупногабаритных металлических оболочек.
Преимуществом способа является то, что он позволяет получать рифли на внутренней поверхности оболочек любой номенклатуры размеров с уменьшением технологической силы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения сетки рифлей на внутренней поверхности оболочки | 2022 |
|
RU2789639C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2787911C1 |
| Способ получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2755137C1 |
| Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2796090C1 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |
Изобретение относится к производству цилиндрических оболочек, на внутренней поверхности которых нанесена сетка рифлей ромбовидной формы.
Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки заключается в том, что производят установку цилиндрической оболочки в устройство раздачи, формообразование ее за две последовательные операции инструментальным стержнем с рабочей оправкой, имеющей спиральные клиновые выступы с углом подъема не более 45° на первой операции и на второй операции с противоположенным углом подъема не более -45°, и получением детали с сеткой рифлей ромбовидной формы на внутренней поверхности цилиндрической оболочки с последующим съемом. Формообразование цилиндрической оболочки на первой операции осуществляют одновременно с коэффициентом раздачи 1,05…1,2 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dз0, расположенными на поверхности рабочей оправки, при этом осуществляют поворот цилиндрической оболочки или инструментального стержня с рабочей оправкой вокруг оси и получением полуфабриката диаметром Dз1=(1,05…1,2)Dз0, а на второй операции осуществляют раздачу полуфабриката с коэффициентом 1,05…1,2 и рифление инструментальным стержнем с рабочей оправкой диаметром Dп1=(1,05…1,2)Dп0 и спиральными клиновыми выступами с противоположным углом подъема не более -45°. Технический результат заключается в расширении технологических возможностей за счет уменьшения технологической силы нанесения рифлей. 2 ил.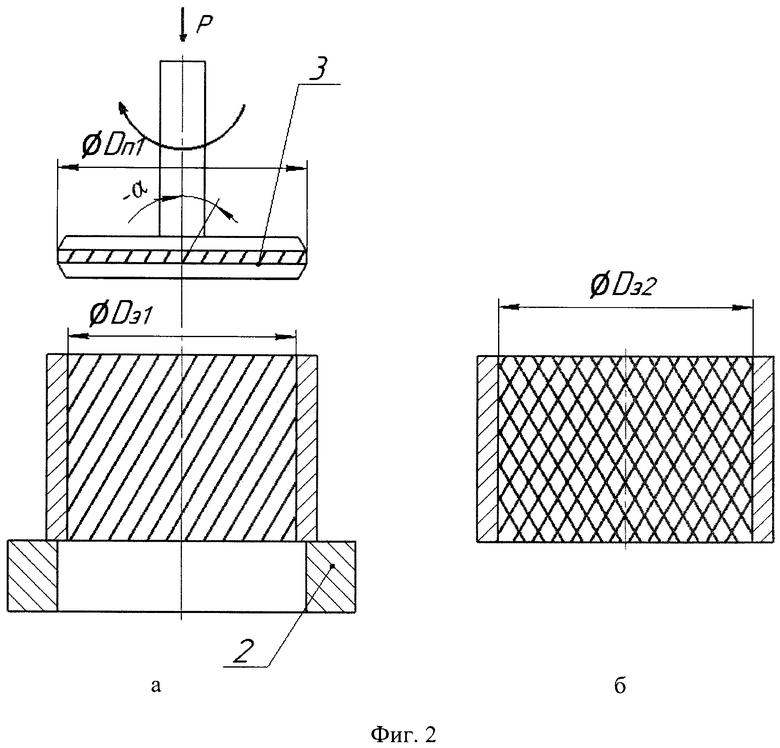
Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки, заключающийся в том, что производят установку цилиндрической оболочки в устройство раздачи, формообразование ее за две последовательные операции инструментальным стержнем с рабочей оправкой, имеющей спиральные клиновые выступы с углом подъема не более 45° на первой операции и на второй операции с противоположенным углом подъема не более -45°, и получением детали с сеткой рифлей ромбовидной формы на внутренней поверхности цилиндрической оболочки с последующим съемом, отличающийся тем, что формообразование цилиндрической оболочки на первой операции осуществляют одновременно с коэффициентом раздачи 1,05…1,2 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dз0, расположенными на поверхности рабочей оправки, при этом осуществляют поворот цилиндрической оболочки или инструментального стержня с рабочей оправкой вокруг оси и получением полуфабриката диаметром Dз1=(1,05…1,2)Dз0, а на второй операции осуществляют раздачу полуфабриката с коэффициентом 1,05…1,2 и рифление инструментальным стержнем с рабочей оправкой диаметром Dп1=(1,05…1,2)Dп0 и спиральными клиновыми выступами с противоположным углом подъема не более -45°.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| US 8919172 B2, 30.12.2014 | |||
| US 5327756 A1, 12.07.1994 | |||
| СПОСОБ ФОРМИРОВАНИЯ МНОГОЗАХОДНЫХ СПИРАЛЬНЫХ РИФЛЕЙ | 2006 |
|
RU2316403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСТУПОВ НА ПОВЕРХНОСТИ КОРПУСА БОЕПРИПАСА | 2001 |
|
RU2205356C2 |

