Изобретение относится к специальному производству цилиндрических оболочек с насечками на внутренней поверхности с образованием сетки рифлей. Для получения цилиндрических оболочек с сеткой рифлей на внутренней поверхности применяются операции обработки металлов давлением.
Известен, например, способ по патенту RU №2171445, МПК8 F42B 12/24, опубл. 27.07.2001, бюл. №21, в котором на внутренней поверхности цилиндрической оболочки выполняют насечки ромбического профиля посредством нанесения сетки рифлей, содержащий последовательные операции обработки металла оболочки давлением в холодном состоянии путем продавливания цилиндрической оболочки с редуцированием последовательно через две фильеры разного диаметра, которую предварительно устанавливают на равномерно расположенных спиральных выступах центрального инструментального стержня, имеющих противное направление, причем трубную цилиндрическую оболочку в фильеры подают без осевого перемещения относительно спиральных выступов с образованием гарантированного зазора между внутренней поверхностью оболочки и центральным инструментальным стержнем, при этом формируют рифли глубиной 0,25…0,55 толщины стенки трубчатой оболочки.
Недостатком известного способа является высокая трудоемкость и энергоемкость процесса, что связано с необходимостью редуцирования и трудностью свинчивания полуфабриката оболочки с центрального инструментального стержня.
Наиболее близким к предлагаемому изобретению является способ по патенту Российской Федерации RU №2654410, МГЖ8 В21К 21/06, опуб. 17.05.2018, бюл. №14, в котором изготовление сетки рифлей на внутренней поверхности диаметром Dз цилиндрической оболочки включает установку цилиндрической оболочки в контейнер и формообразование на внутренней поверхности оболочки диаметром Dз сетки рифлей ромбовидной формы полой рабочей оправкой с выступами высотой h на ее рабочей поверхности, закрепленной на инструментальном стержне, при этом используют полую рабочую оправку с многозаходными спиральными выступами, имеющими угол подъема спирали не более 45° и наибольший диаметр D1=Dз+2h, а формообразование на внутренней поверхности оболочки сетки рифлей ромбовидной формы осуществляют за две операции, на первой из которых производят ввод в полость цилиндрической оболочки инструментального стержня с рабочей оправкой и их продольное перемещение в упомянутой полости с внедрением спиральных выступов рабочей оправки в поверхность оболочки и одновременным поворотом инструментального стержня и рабочей оправки вокруг оси под действием силы формообразования с получением на внутренней поверхности оболочки спиральных канавок и продольное перемещение инструментального стержня с рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом перед второй операцией рабочую оправку переустанавливают на инструментальном стержне на противоположный угол подъема спиральных выступов путем ее переворота на угол 180°, а на второй операции формообразования осуществляют повторный ввод в полость цилиндрической оболочки инструментального стержня с переустановленной рабочей оправкой и их продольное перемещение с одновременным поворотом вокруг оси и получением на поверхности оболочки спиральных канавок с противоположным углом подъема, образующих со спиральными канавками, полученными на первой операции, сетку рифлей ромбовидной формы, после чего осуществляют продольное перемещение инструментального стержня с переустановленной рабочей оправкой в обратном направлении с их поворотом вокруг оси.
Недостатком известного способа является низкая точность внутренней рифленой поверхности, возможное образование бокового и фронтального наплыва металла, что снижает качество изделия.
Задачей изобретения является повышение качества изделия путем обеспечения точности внутренней рифленой поверхности цилиндрической оболочки, устранение наплывов на ее поверхности.
Для решения поставленной задачи по предлагаемому способу изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки диаметром Dз, включающей установку цилиндрической оболочки в контейнер и формообразование на внутренней поверхности оболочки сетки рифлей ромбовидной формы полой рабочей оправкой со спиральными клиновыми выступами высотой h с углом подъема не более 45° на ее рабочей поверхности, закрепленной на инструментальном стержне, за две операции, на первой из которых производят ввод в полость цилиндрической оболочки инструментального стержня с рабочей оправкой и их продольное перемещение с внедрением спиральных клиновых выступов рабочей оправки в поверхность цилиндрической оболочки и одновременным поворотом инструментального стержня и рабочей оправки вокруг оси под действием силы формообразования с получением на внутренней поверхности цилиндрической оболочки спиральных рифлей и продольное перемещение инструментального стержня с рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом перед второй операцией рабочую оправку переустанавливают на инструментальном стержне на противоположный угол подъема спирали спиральных выступов и на второй операции формообразования осуществляют повторный ввод в полость цилиндрической оболочки инструментального стержня с переустановленной рабочей оправкой и их продольное перемещение с одновременным поворотом вокруг оси и получением на поверхности оболочки спиральных рифлей с противоположным углом подъема, образующих со спиральными рифлями, полученными на первой операции, сетки рифлей ромбовидной формы, после чего осуществляют продольное перемещение инструментального стержня с переустановленной рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом на каждой операции формообразования рифлей вначале осуществляют дорнование внутренней поверхности оболочки дорном с рабочим диаметром Dд1, превышающим диаметр Dз оболочки, с получением диаметра внутренней поверхности оболочки Dвн, а затем формообразование рифлей на внутренней поверхности оболочки диаметром Dвн, которое осуществляют оправкой со спиральными выступами высотой h+z с получением зазора z между внутренней поверхностью цилиндрической оболочки диаметром Dвн и диаметром рабочей оправки по основанию клиновых выступов, дорнование рифленой внутренней поверхности оболочки посредством дорна с рабочим диаметром Dд2=Dвн и последующее перемещение инструментального стержня в обратном направлении с одновременным дорнованием рифленой внутренней оболочки и поворотом рабочей оправки инструментального стержня вокруг оси.
На фиг. 1, а показана схема перед началом осуществления способа изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки на первой операции, фиг. 1, 6 - получаемый полуфабрикат.
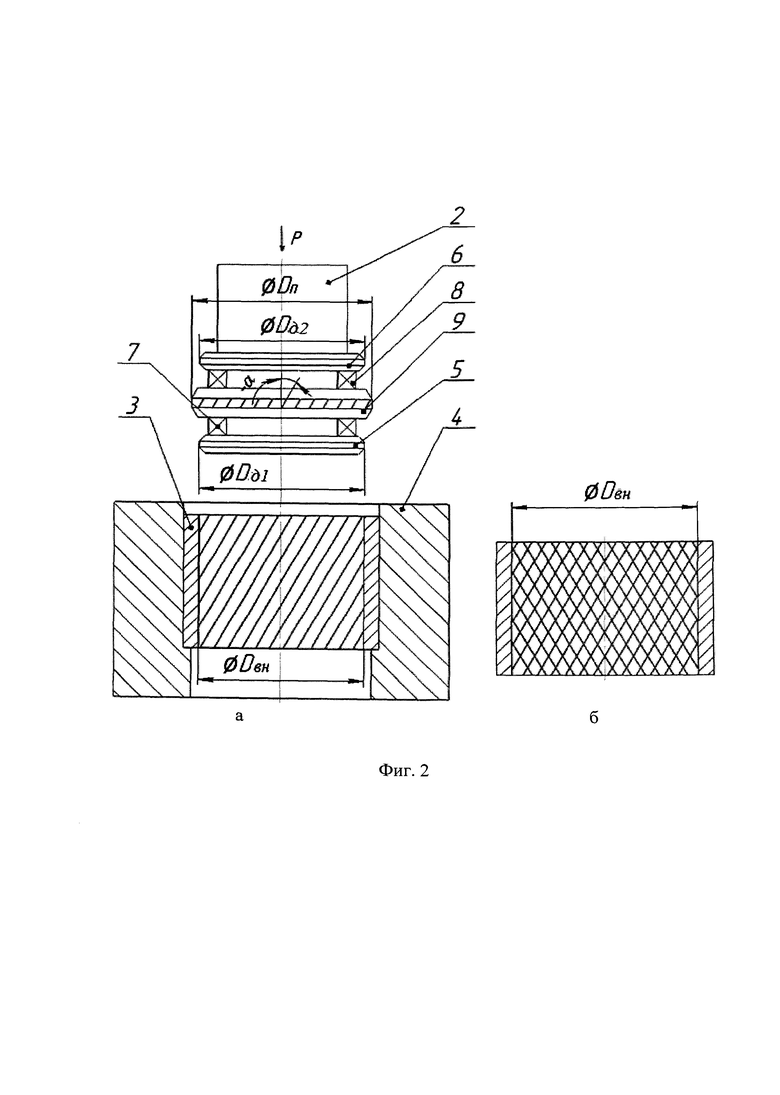
На фиг. 2 приведена схема перед началом осуществления нанесения сетки рифлей на внутренней поверхности цилиндрической оболочки на второй операции, фиг. 2, 6 - получаемый полуфабрикат.
Способ осуществляется следующим образом. Используют, например, заготовку - цилиндрическую оболочку 3, в которой на ее внутренней поверхности диаметром Dз необходимо нанести сетку рифлей. Обычно цилиндрические оболочки 3 изготавливают по 12…14 квалитету точности. В связи с этим, на получение рифлей заданной глубины поле допуска диаметра заготовки Dз внутренней полости цилиндрической оболочки 3 играет существенную роль, что может сказаться на эксплуатационных характеристиках готовой детали из-за непостоянства значения глубины рифлей. Поэтому возникает необходимость в повышении точности внутреннего диаметра полости цилиндрической оболочки 3 до 7…8 квалитета. Для этого в контейнер 4 устанавливают цилиндрическую оболочку 3 с внутренним диаметром Dз (фиг. 1, а). Изготовление сетки рифлей ромбовидной формы на внутренней поверхности цилиндрической оболочки 3 осуществляют за две операции. На каждой из которых проводят нанесение спиральных клиновых рифлей с углом подъема менее 45°. Формообразование рифлей производится с помощью инструментального стержня 2, на рабочей ступени которого закреплен верхний дорн 6, упорный подшипник 8, рабочая оправка 1, упорный подшипник 7 и нижний дорн 5. На поверхности рабочей оправки 1 выполнены спиральные клиновые выступы с углом подъема а менее 45°, верхний упорный подшипник 8 и нижний упорный подшипник 7. Инструментальный стержень 2 закреплен на ползуне пресса (не показан) соосно с контейнером 1 и цилиндрической оболочкой 3. На первой операции при рабочем ходе нижний дорн 5 входит в полость цилиндрической оболочкой 3 и осуществляет поверхностное пластическое деформирование внутренней полости. Для поверхностного пластического деформирования рабочий диаметр Dд1 нижнего дорна 5 выполнен больше, чем внутренний диаметр Dз цилиндрической оболочки 3 на величину Dд1=Dвн>Dз. В результате дорнования внутренней поверхности цилиндрической оболочки 3 увеличивается точность ее внутреннего диаметра Dвн. При дальнейшем рабочем ходе инструментального стержня 2 рабочая оправка 1, входит в контакт с внутренней поверхностью диаметром Dвн цилиндрической оболочки 3 и производит формирование рифлей на требуемую глубину h. Рабочая оправка 1 закреплена на инструментальном стержне 2 с возможностью осевого поворота и контактирует с верхним упорным подшипником 8. При угле подъема спиральных клиновых выступов рабочей оправки 1 менее 45° одновременно с продольным перемещением происходит ее вращение вокруг оси. Для уменьшения энергозатрат высота клиновых выступов выполнена больше, чем глубина рифлей h на величину зазора z, который определяется опытным путем. На внутренней поверхности цилиндрической оболочки 3 образуются спиральные клиновые рифли глубиной h и возможно образование наплывов, которые выглаживаются верхним дорном 6 диаметром Dд2=Dвн при дальнейшем рабочем ходе. После окончания формоизменения, при обратном ходе инструментальный стержень 2 удаляют из цилиндрической оболочки 3 с одновременным вращением вокруг своей оси рабочей оправки 1 контактирующей с нижним упорным подшипником 7. Нижний дорн 5 и верхний дорн 6 производят дорнование и устраняют наплывы на внутренней поверхности, обеспечивая требуемое качество поверхности. При этом диаметры верхнего дорна 6 и нижнего дорна 5 составляют Dд1=Dд2=Dвн. Диаметр рабочей оправки 1 по вершине выступов равен Dп=Dвн+2h, а по основанию клиновых выступов Dвн-z.
На второй операции (фиг. 2) на инструментальном стержне 2 закреплялся верхний дорн 6, затем верхний упорный подшипник 8, рабочая оправка 9, нижний упорный подшипник 7 и нижний дорн 5. При этом на рабочей оправке 9 выполнены клиновые спиральные выступы с противоположным углом подъема - α менее -45°. Вторая операция осуществляется, так же, как и первая, формируя на внутренней поверхности сетку рифлей ромбовидной формы.
Пример осуществления способа. Необходимо получить цилиндрическую оболочку с сеткой ромбовидных рифлей глубиной h=1,6 мм на внутренней поверхности диаметром Dвн=110,7 мм. В соответствии с сортаментом на трубы цилиндрическая оболочка 3 в исходном состоянии имеет размеры по наружному диаметру 115 мм, толщиной стенки 3,5 мм и диаметром внутренней поверхности Dз=108 мм. Для формирования сетки рифлей на внутренней поверхности цилиндрической оболочки 3 использовалась рабочая оправка 1, на рабочей поверхности которой выполнены спиральные клиновые выступы с углом подъема α равным 30°, высотой 2 мм. Для получения глубины рифлей 1,6 мм диаметр рабочей оправки 1 по вершине клиновых выступов Dп=Dвн+2h=110,7+3,2=113,9 мм. Диаметр рабочей оправки 1 по основанию клиновых выступов составляет 109,9 мм. Таким образом между внутренней поверхностью Dвн цилиндрической оболочки 3 и поверхностью рабочей оправки по основанию клиновых выступов имеется зазор z=0,4 мм (определен опытным путем), благодаря которому уменьшаются энергозатраты на операции. Рабочие диаметры нижнего дорна 5 и верхнего дорна 6 равны Dвн и равны 110,7 мм, а диаметры их заходной части 105 мм. Цилиндрическую оболочку 3 устанавливали в контейнер 4 с диаметром полости 117,7 мм. При рабочем ходе на первой операции нижний дорн 5 диаметром Dд1=Dвн=1 10,7 мм входил в контакт с цилиндрической оболочкой 3 и производил дорнование полости Dз=108 мм до требуемого диаметра Dвн=110,7 мм с квалитетом точности HS. Рабочая оправка 2 входила в контакт с внутренней поверхностью цилиндрической оболочки 3, которая после дорнования имела диаметр Dвн=110,7 мм и своими спиральными клиновыми выступами формовала рифли глубиной h=1,6 мм. В процессе формования происходил поворот рабочей оправки 1 вокруг оси. В процессе формования рифлей между внутренней поверхностью цилиндрической оболочки 3 и поверхностью рабочей оправки по основанию клиновых выступов обеспечивался зазор z=0,4 мм и возникал наплыв металла по контуру спиральных клиновых выступов рабочей оправки 1. Возникший наплыв устранялся верхним дорном 6 Dд2=Dвн=110,7 мм. При обратном ходе инструментальный стержень 2 с рабочей оправкой 1, верхним дорном 6 и нижним дорном 5 выводились из полости цилиндрической оболочки 3 и производилось повторное дорнование.
На второй операции на рабочем стержне 2, заменяли рабочую оправку 1 на рабочую оправку 9, которая своими рабочими размерами соответствовала рабочей оправки 1, использованной на первой операции, но отличалась углом подъема α=-30° относительно оси. При этом использовались нижний дорн 5 и верхний дорн 6, что и на первой операции. При рабочем ходе операция выполнялась аналогично предыдущей и на внутренней поверхности цилиндрической оболочки 3 формировалась сетка рифлей глубиной 1,6 мм.
Образовавшиеся в процессе рифления наплывы сглаживались нижним дорном 5 и верхним дорном 6.
В результате сочетания операций дорнования и формообразования сетки рифлей ромбовидной формы была получена цилиндрическая оболочка с ровной поверхностью без наплывов и с требуемой точностью рифленых канавок по глубине, то есть достигалась поставленная задача.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения сетки рифлей на внутренней поверхности оболочки | 2022 |
|
RU2789639C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| Способ получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2755137C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2020 |
|
RU2758351C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2796090C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2022 |
|
RU2786562C1 |
| Способ нарезания винтовых канавок на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2019 |
|
RU2760768C2 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в производстве цилиндрических оболочек с насечками на внутренней поверхности. Оболочку устанавливают в контейнер и осуществляют формообразование на ее внутренней поверхности сетки рифлей ромбовидной формы полой рабочей оправкой со спиральными клиновыми выступами за две операции. На первой операции образуют спиральные рифли. Перед второй операцией рабочую оправку переустанавливают на противоположный угол подъема спирали спиральных выступов. На второй операции образуют спиральные рифли с противоположным углом подъема. На каждой операции вначале осуществляют дорнование внутренней поверхности оболочки дорном с рабочим диаметром, превышающим диаметр оболочки. Затем формообразуют рифли рабочей оправкой со спиральными выступами c зазором между внутренней поверхностью оболочки и диаметром рабочей оправки по основанию клиновых выступов, дорнование рифленой поверхности дорном и последующее перемещение инструментального стержня в обратном направлении с одновременным дорнованием и поворотом рабочей оправки вокруг оси. В результате обеспечивается повышение качества изделия. 2 ил., 1 пр.
Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки диаметром Dз, включающий установку цилиндрической оболочки в контейнер и формообразование на внутренней поверхности оболочки сетки рифлей ромбовидной формы полой рабочей оправкой со спиральными клиновыми выступами высотой h с углом подъема не более 45° на ее рабочей поверхности, закрепленной на инструментальном стержне, за две операции, на первой из которых производят ввод в полость цилиндрической оболочки инструментального стержня с рабочей оправкой и их продольное перемещение с внедрением спиральных клиновых выступов рабочей оправки в поверхность цилиндрической оболочки и одновременным поворотом инструментального стержня и рабочей оправки вокруг оси под действием силы формообразования с получением на внутренней поверхности цилиндрической оболочки спиральных рифлей и продольное перемещение инструментального стержня с рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом перед второй операцией рабочую оправку переустанавливают на инструментальном стержне на противоположный угол подъема спирали спиральных выступов и на второй операции формообразования осуществляют повторный ввод в полость цилиндрической оболочки инструментального стержня с переустановленной рабочей оправкой и их продольное перемещение с одновременным поворотом вокруг оси и получением на поверхности оболочки спиральных рифлей с противоположным углом подъема, образующих со спиральными рифлями, полученными на первой операции, сетки рифлей ромбовидной формы, после чего осуществляют продольное перемещение инструментального стержня с переустановленной рабочей оправкой в обратном направлении с их поворотом вокруг оси, при этом на каждой операции формообразования рифлей вначале осуществляют дорнование внутренней поверхности оболочки дорном с рабочим диаметром Dд1, превышающим диаметр Dз оболочки, с получением диаметра внутренней поверхности оболочки Dвн, а затем формообразование рифлей на внутренней поверхности оболочки диаметром Dвн, которое осуществляют оправкой со спиральными выступами высотой h+z с получением зазора z между внутренней поверхностью цилиндрической оболочки диаметром Dвн и диаметром рабочей оправки по основанию клиновых выступов, дорнование рифленой внутренней поверхности оболочки посредством дорна с рабочим диаметром Dд2=Dвн и последующее перемещение инструментального стержня в обратном направлении с одновременным дорнованием рифленой внутренней оболочки и поворотом рабочей оправки инструментального стержня вокруг оси.
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2612052C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОЗАХОДНЫХ СПИРАЛЬНЫХ РИФЛЕЙ | 2006 |
|
RU2316403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| US 3830087 A1, 20.08.1974 | |||
| US 5337673 A1, 16.08.1994. | |||

