Изобретение относится к способу получения монолитных биметаллических деталей системы сталь-бронза методом послойного селективного синтеза с последующей обработкой в вакуумной печи и может быть использовано для производства биметаллических изделий сложной конфигурации, имеющих четкие границы разделения стальной и бронзовой частей детали, которые могут иметь крутоизогнутые поверхности и внутренние каналы.
Известен способ изготовления биметаллических изделий системы сталь - сплав на основе меди заключающийся в размещении стальной заготовки в литейной форме и последующей заливки туда сплава на основе меди. Способ отличается применением подогрева самой заготовки и литейной формы до температуры, близкой к температуре плавления сплава на основе меди, а также предварительным плакированием стальной заготовки флюсом (Патент № SU 980952 A1, B22D 19/00).
Недостатками известного способа является повышенная стоимость подготовки производства, связанная с необходимостью изготволения литейной формы, обеспечение точного управления нагревом и охлаждением литейной формы после заливки в нее сплава на основе меди, а также ограниченная сложность геометрии изготавливаемых деталей. Как заявляют авторы, метод рассчитан на изготволение фурм доменных печей, являющихся относительно простыми осесимметричными деталями.
Известен также способ получения биметаллических изделий порошковой металлургией, заключающийся в изготовлении предварительно спрессованных колец из разных порошковых композиций (сплавов) методом одностороннего статического прессования, последующей сборки этих колец (установка одного кольца внутрь другого) и совместной горячей обработки давлением, в результате которой осуществляется спекание порошковых материалов (Патент SU 1206005 A1, B22F 7/02).
Недостатком известного способа является его применимость только для производства деталей типа втулка или цилиндр, представляющих собой детали вращения с вертикальными стенками, что обусловлено техническими особенностями процедуры одностороннего прессования.
Наиболее близким решением по технической сути является способ изготовления изделий из композиционных порошкообразных материалов, заключающийся в применении оборудования для послойного селективного лазерного спекания порошковых материалов, в котором порошок подается не сбоку, разравниваясь по всей плоскости, а выборочно на поверхность очередного слоя (Патент РФ № RU 2491151 C1, B22F 3/105). Порошок для нового слоя подается из дозатора-контейнера, содержащего набор ячеек с разными материалами, что позволяет получать биметаллические детали (из разных сплавов) сложной конфигурации, свойственной для аддитивного производства.
Недостатком известного способа является ограниченная точность получаемых изделий в части обеспечения границы раздела разных материалов, что вызвано ограничением точности ссыпки порошкового материала из дозатора в локальную точку и последующем размазыванием материала при прокатывании роликом (или ракелем) при прессовании слоя. Также существенным недостатком является невозможность последующей переработки не спеченного материала, который остался вокруг детали в связи с тем, что этот порошок представляет собой смесь мелкодисперсных порошков (40…100 мкм) разных сплавов, разделить которые невозможно ни методом просеивания (так как они имеют одну фракцию), ни магнитной сепарацией (так как зачастую они оба являются немагнитными).
Технический результат заявленного способа заключается в обеспечении возможности производства биметаллических деталей пары сталь-бронза сложной конфигурации (с разветвленными внутренними полостями) с заданной на этапе проектирования (разработки трехмерной компьютерной модели детали) границей разделения стальной части детали и бронзовой части детали. При этом данный способ осуществим с применением серийного промышленного оборудования: установки для послойного лазерного сплавления и вакуумной печи, и не требует сложного экспериментального оборудования, а прочность сцепления бронзового слоя со стальной основой находится на высоком уровне за счет того, что бронзовый слой пронизан каркасом из стали, монолитно связанным с материалом основы. Метод осуществим для производства биметаллических деталей из сплавов на основе железа, никеля и меди.
Поставленный технический результат достигается посредством выполнения последовательности операций, в совокупности представляющих предлагаемый способ, а именно:
1. Проектирование трехмерной компьютерной модели биметаллической детали с выполнением требований, описанных ниже;
2. Изготовление методом послойного селективного порошкового синтеза первичной заготовки для последующей пропитки бронзой с выполнением требований, описанных ниже;
3. Пропитка первичной заготовки бронзой с выполнением требований, описанных ниже.
Проектирование биметаллической детали (заготовки) выполняется в CAD программах трехмерного моделирования. При этом объемы детали, которые должны быть выполнены монолитными из стали (или никелевых сплавов) и объемы детали, которые должны быть выполнены из бронзы (иных сплавов на основе меди) проектируются отдельными телами. Объемы, заполняемые бронзой, должны полностью, или частично сообщаться с одной из плоскостей детали (заготовки детали). В последующем эта плоскость будет являться основанием для втягивания расплавленной бронзы за счет капиллярных сил.
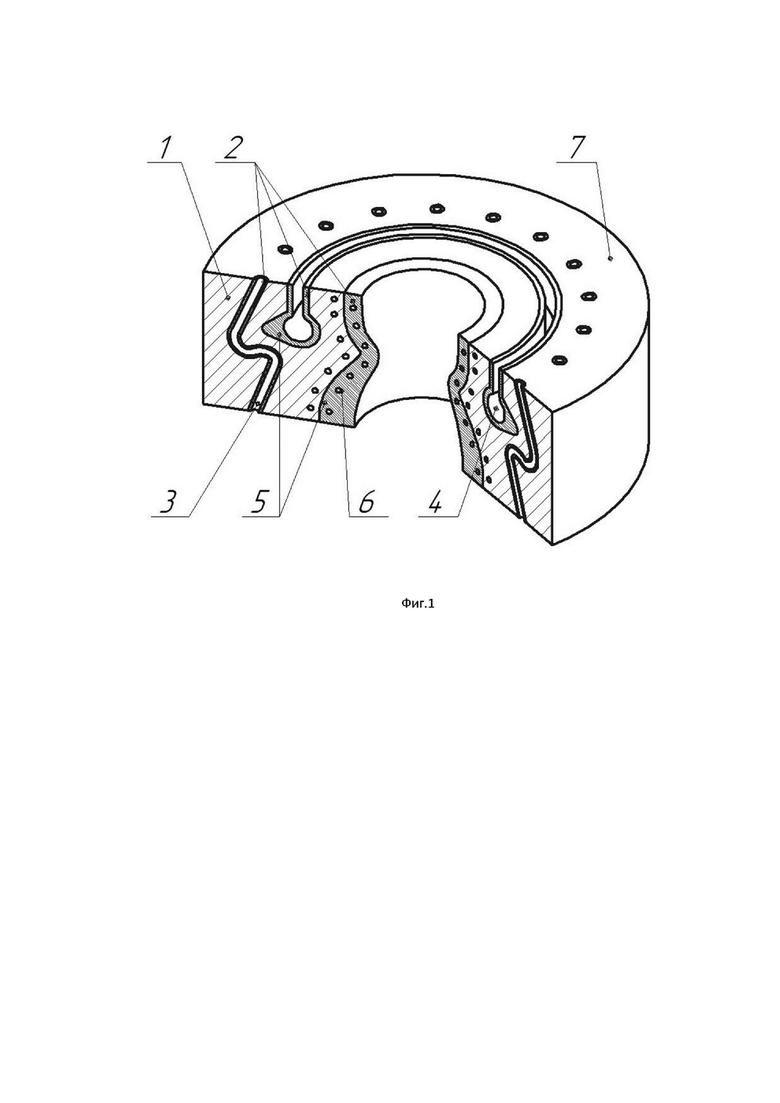
На Фиг. 1 показан пример детали, спроектированной для производства описанным способом. Объем детали, выполняемый монолитно из стали 1 совмещен с объемами детали, выполняемыми из бронзы 2. Технология позволяет выполнять такие элементы конструкции, как внутренние крутоизогнутые каналы 3, закрытые полости 4, утолщения (неравномерные толщины) бронзового слоя 5, отверстия охлаждения 6. Все объемы, заполняемые бронзой 2, сообщаются с одной из сторон детали (заготовки) 7. При этом расстояние между соседними поверхностями бронзового тела должно быть не менее 2мм для предотвращения заполнения зазора бронзой при пропитке за счет капиллярных сил.
После проектирования детали, необходимо изготовить первичную заготовку для последующей пропитки бронзой. Заготовка представляет собой часть детали, выполняемую из стали (никелевого сплава) и отличается от конечной детали:
- припусками под механическую обработку;
- тем, что в объемах, которые должны быть заполнены бронзой, изготавливается сетчатая структура, которая в последующем будет выполнять роль капилляров, втягивающих бронзу на этапе пропитки.
Заготовка изготавливается методом послойного порошкового синтеза (селективное лазерное сплавление, селективное лазерное спекание или электронно-лучевое сплавление).
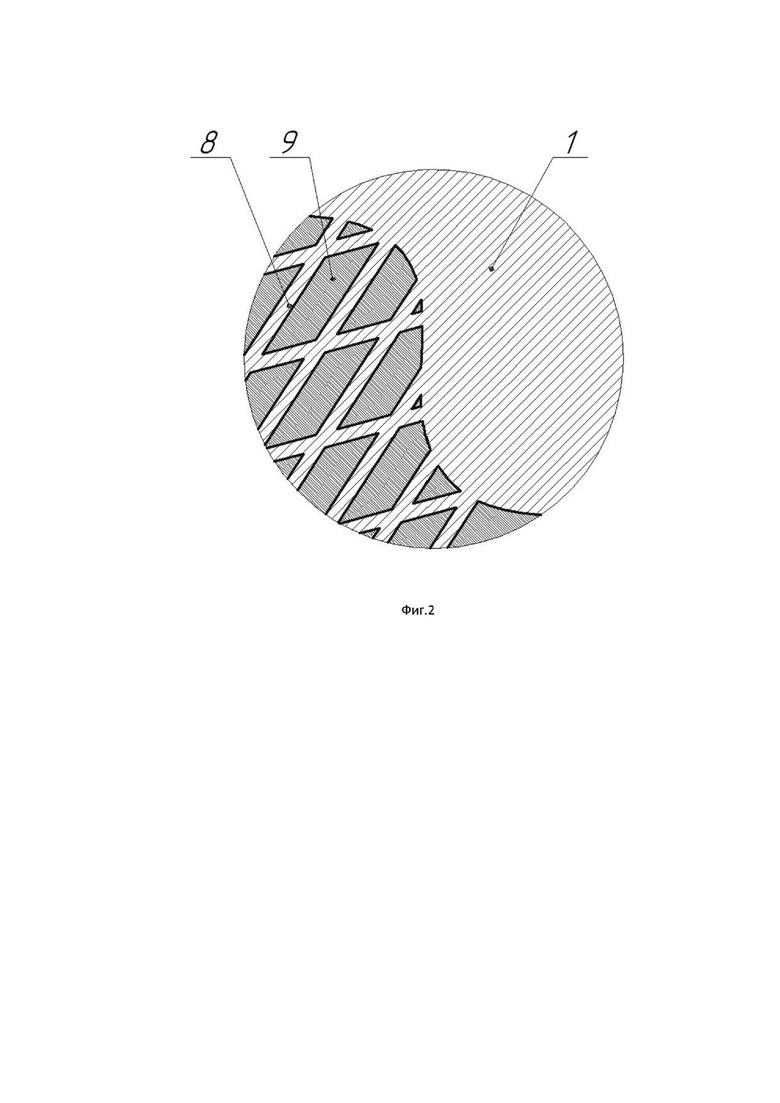
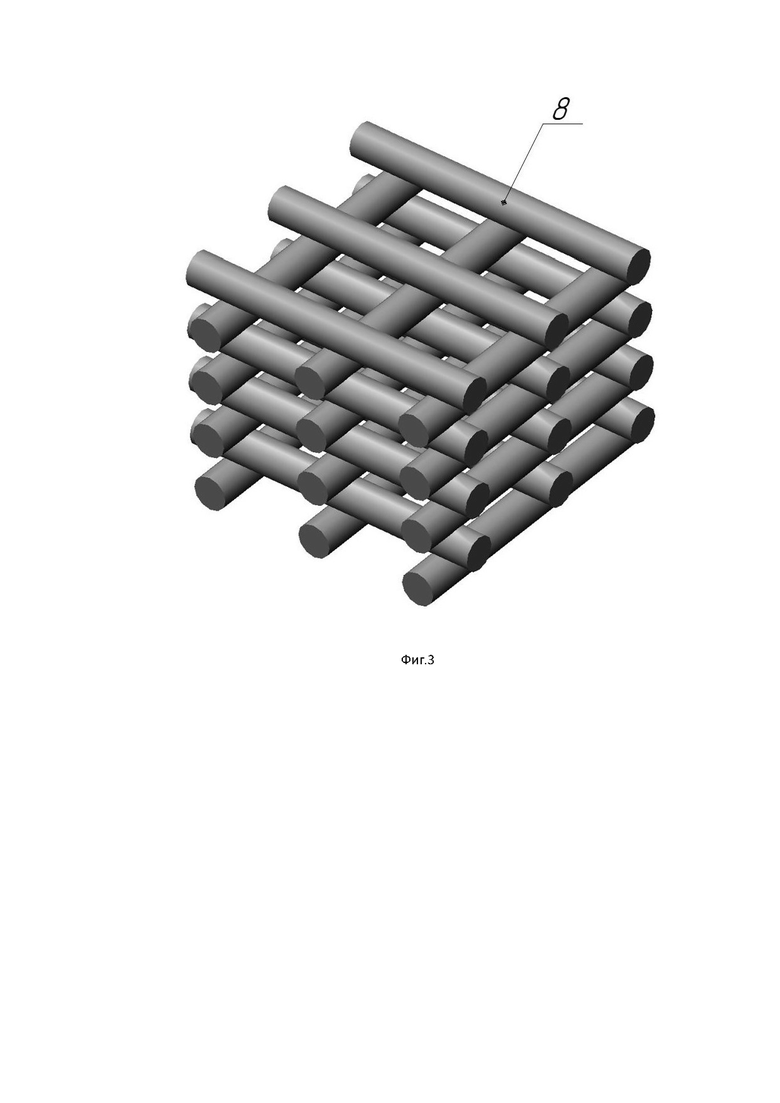
Сетчатая структура (См. Фиг. 2) формируется из треков 8, которые изготавливаются из того же материала, что и основа 1 на этапе сплавления (спекания) слоя при послойном порошковом синтезе.
После изготволения заготовки и отделения ее от технологической платформы, сетчатые структуры продуваются и промываются для удаления остатков не спечённого порошка, который мог бы помешать наполнению капилляров структуры бронзой 9 на этапе пропитки.
Примеры исполнения сетчатой структуры показаны Фиг. 3, Фиг. 4 и Фиг. 5.
Конструкция сетчатой структуры должна отвечать следующим требованиям:
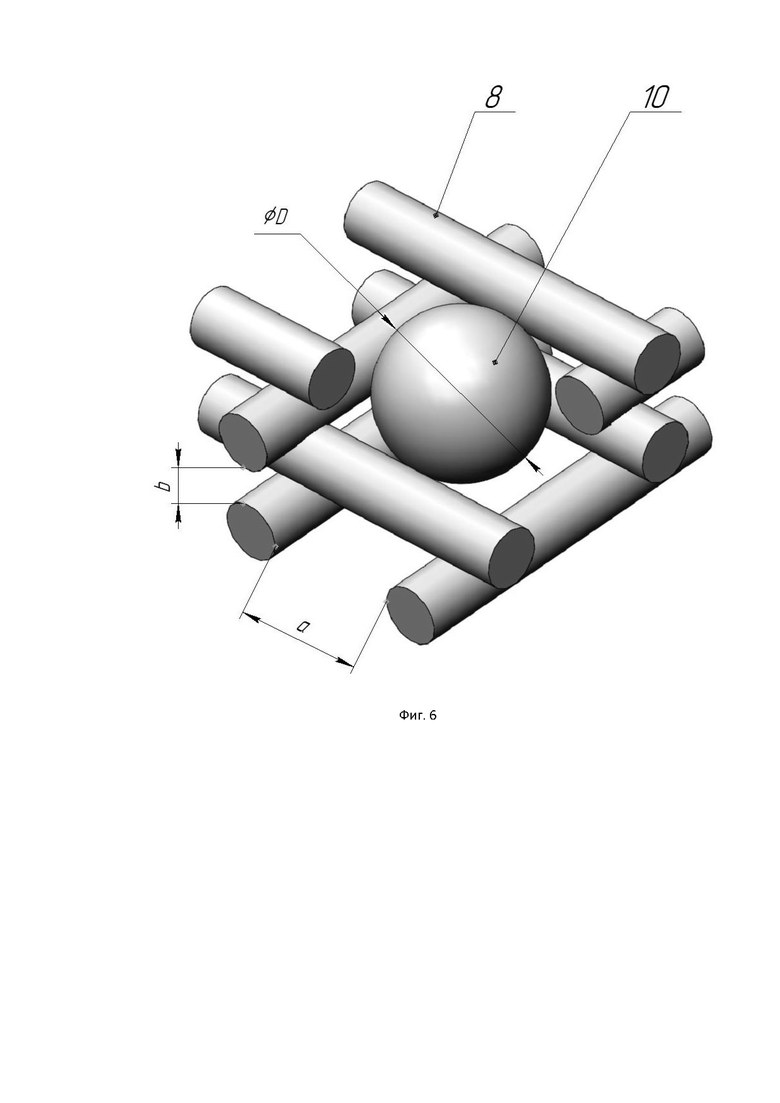
1. Диаметр сферы 10 (См. Фиг. 6) вписанной в ячейку (капилляр) сетчатой структуры должен иметь размер не менее 0,1мм и не более 3мм;
2. Объем, занимаемый сетчатой структурой в объеме, предназначенном для заполнения бронзой (сплавом на медной основе) должен находиться в пределах от 0,3% до 45%;
3. При прямолинейном формировании треков 8 расстояние между соседними треками a и b должны быть не менее 80мкм (См. Фиг. 6).
Насыщение (пропитка) сетчатой структуры бронзой (сплавом на основе меди) осуществляется в вакуумной печи или в печи с регулируемой атмосферой.
Для пропитки используется лоток 11 (См. Фиг. 7), выполняемый из огнеупорного керамического материала или жаропрочного сплава, в который устанавливается заготовка. Заготовка в лотке ориентируется так, что поверхность заготовки, с которой сообщаются каналы всех пропитываемых сетчатых структур 2, оказывается внизу. На дно лотка 11 закладывается шихта бронзового сплава 12 в виде слитка, стружки, фольги или кусочков в достаточном количестве для насыщения всех объемов сетчатой структуры.
Заготовка в лотке 11 с шихтой 12 устанавливается в печь, и после достижения вакуума осуществляется медленный рост температуры, который останавливается при достижении технологической температуры, значение которой выше температуры плавления бронзы (сплава на основе меди), выбранного для пропитки. При расплавлении бронзы (сплава на основе меди), он втягивается за счет капиллярных сил сетчатой структурой 2, заполняя ее полости, и формируя композит, в котором объемное содержание бронзы (сплава на основе меди) составляет от 55 до 99,7%.
Для пропитки заготовок из некоторых сталей и сплавов на основе никеля, потребуется создание восстановительной газовой среды на основе водорода, угарного газа или иных газов, что необходимо для повышения смачиваемости жидкой бронзой материала сетчатой структуры 2.
Композит, представляющий из себя сетчатую структуру, пропитанную бронзой с объемным содержанием последней от 99,7% обладает электропроводностью, теплопроводностью и химической активностью, близкой к фактическому значению примененного для пропитки бронзового сплава (сплава на основе меди).
Пример реализации способа.
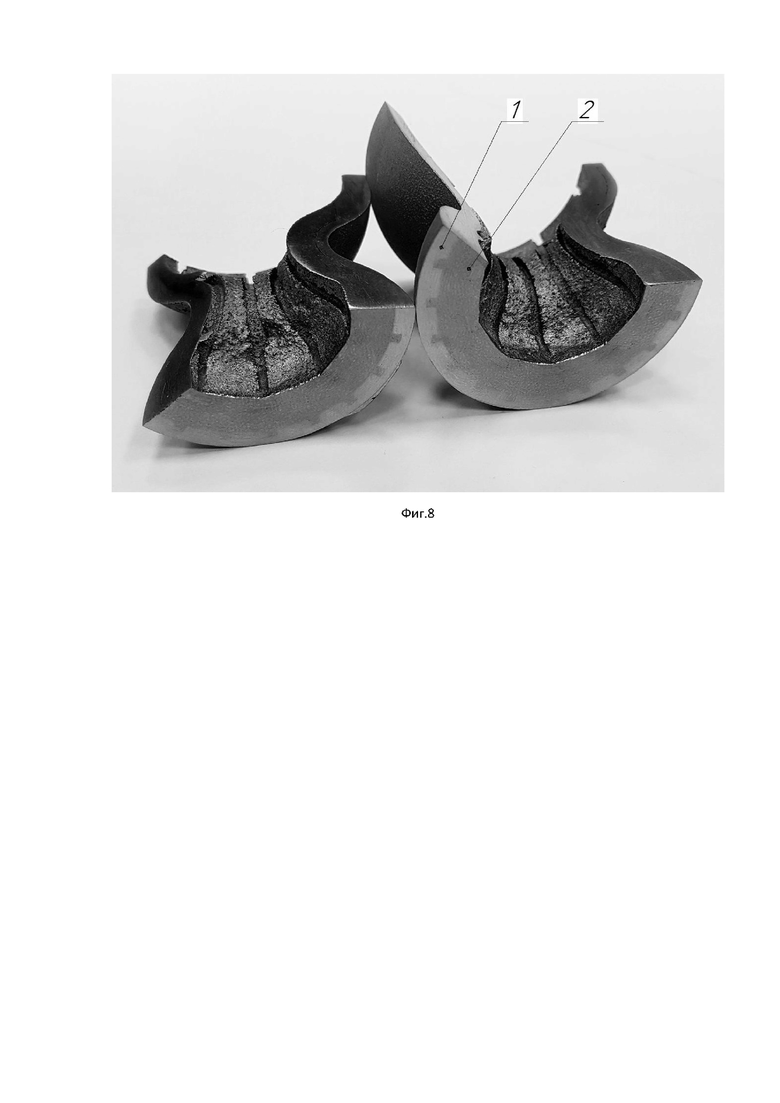
Заявленный способ использовался при изготовлении макетного образца детали «сопло», в которой наружная часть (основа) выполнена из стали 03Х17Н14М3, в внутренняя из бронзы БРО10С10. Заготовка выращивалась из гранульного порошка стали 03Х17Н14М3 (дисперсностью 10-20 мкм) методом послойного лазерного сплавления. Внутренняя часть сопла, которая должны быть из бронзы, сплавлялась с параметрами, обеспечивающими пористость структуры. А именно: диаметр пятна лазера – 60 мкм; мощность лазерного излучения – 600 Вт; скорость движения лазерного пучка: 675 мм/сек; шаг между линиями прохода лазерного луча - 0,55 мм; шаг слоя – 20 мкм; каждый слой осуществлялось смещение/поворот направления штриховки на 60°.
Пропитка заготовки осуществлялась в вакуумной печи сопротивления при температуре 1050°С.
В результате была получена биметаллическая деталь, показанная на Фиг. 8, в которой бронзовая часть представляет собой композит из скелета стали, пропитанного бронзой, обеспечивающей интенсивный теплоотвод и повышающего стойкость к термическим ударам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ | 2002 |
|
RU2286231C2 |
| ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДАМИ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2023 |
|
RU2805736C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2438829C2 |
| Порошковая проволока для получения в виде покрытия композитной антифрикционной бронзы | 2021 |
|
RU2788418C1 |
| Медьсодержащий титановый сплав и способ его получения | 2023 |
|
RU2820186C1 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЕКАНИЕМ ПОРОШКОВ | 2013 |
|
RU2550475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ ЖАРОПРОЧНЫХ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ | 2023 |
|
RU2830495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПОРИСТЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ СЛОЖНОЙ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ | 2023 |
|
RU2820145C1 |



Изобретение относится к порошковой металлургии, в частности, к способу получения биметаллических деталей сложной формы системы сталь-бронза. Может использоваться для изготовления таких деталей, как форсунки, теплообменники, короткозамкнутые роторы асинхронных двигателей, камеры сгорания, химические реакторы. Методом послойного селективного синтеза изготавливают стальную заготовку, содержащую монолитную основную часть и сетчатую структуру для последующего заполнения бронзой с размером ячейки, соответствующим диаметру вписанной сферы 0,1-3 мм. Сетчатая структура содержит каналы, сообщающиеся с одной из плоскостей полученной заготовки, а объемное содержание сетчатой структуры в объеме, предназначенном для заполнения бронзой, составляет от 0,3% до 45%. Из полученной заготовки удаляют остатки неспеченного стального порошка, размещают стальную заготовку в лотке с шихтой бронзы, устанавливают лоток с заготовкой в вакуумной печи или в печи с регулируемой атмосферой и осуществляют пропитку. Обеспечивается получение биметаллической детали с заданной границей раздела стальной и бронзовой частей и повышение прочности сцепления бронзового слоя с основой. 1 з.п. ф-лы, 8 ил., 1 пр.
1. Способ изготовления биметаллических деталей системы сталь – бронза сложной конфигурации, включающий изготовление заготовки методом послойного селективного порошкового синтеза, отличающийся тем, что изготавливают стальную заготовку, содержащую монолитную основную часть и сетчатую структуру для последующего заполнения бронзой с размером ячейки, соответствующим диаметру вписанной сферы 0,1-3 мм, причем сетчатая структура содержит каналы, сообщающиеся с одной из плоскостей полученной заготовки, а объемное содержание сетчатой структуры в объеме, предназначенном для заполнения бронзой, составляет от 0,3 до 45%, затем из полученной заготовки удаляют остатки неспеченного стального порошка, размещают стальную заготовку в лотке с шихтой бронзы таким образом, что плоскость, с которой сообщаются каналы сетчатой структуры, расположена внизу, устанавливают лоток с заготовкой в вакуумной печи или в печи с регулируемой атмосферой и осуществляют пропитку путем нагрева до температуры плавления бронзы и обеспечения втягивания расплава бронзы в каналы сетчатой структуры за счет капиллярных сил.
2. Способ по п.1, отличающийся тем, что стальную заготовку изготавливают методом селективного лазерного сплавления или спекания или электронно-лучевого сплавления.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2491151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2019 |
|
RU2713254C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГОЛЬНЫХ БРИКЕТОВ | 1990 |
|
RU2024592C1 |
| US 5296062 A1, 22.03.1994 | |||
| US 20060147332 A1, 06.07.2006. | |||

