-37- ,а
Изобретение предназначено для упаковки продуктов в пакеты, образуемые из двух термосклеивающихся лент. Цель изобретения - повышение производительности. Устройство содержит размещенные на станине 1 рулонодержатели 24, направляющие ролики 25, раму 2, вертикально подвижную плиту 4, воронку 27 для ввода продукта. Сварочный механизм включает нагревательные элементы 11 и расположенные под ними нагревательные элементы 12 для наложения продольных и поперечных швов, вместе с режущим механизмом 13 посредством пары двуплечих рычагов 7 он укреплен на подвижной плите 4. Качающийся кулачок 21 расположен между регулируемой опорой 18 и рычагом 16 с возможностью взаимодействия с ними. 5 ил.
А
(Л
С
СЛ
ел
§3
00
Сварочный механизм включает нагревательные элементы 11 и расположенные под ними нагревательные элементы 12 для наложения продольных и поперечных швов, вместе с режущим механизмом 13 посредством пары двуплечих
Изобретение относится к упаковочной технике, в частности к автоматам упаковки сыпучих продуктов в ленточ- ный термосклеиваемый материал, например полиэтилен, цефлен, и может быть использовано в пищевой, химической, фармацевтической и других отраслях промышленности.
Целью изобретения является повышение производительности.
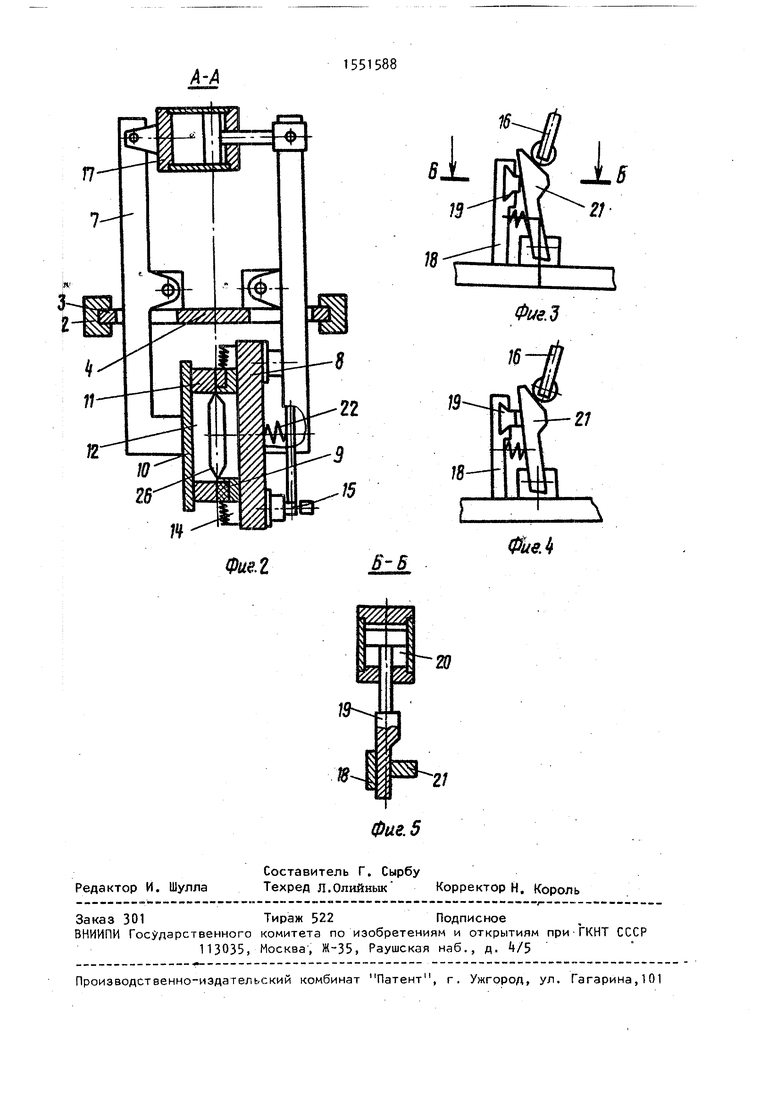
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и k - фазы работы регулируемой опоры соответственно при перфорировании и отрезке пакетов на фиг. 5 - разрез Б-Б на фиг. 3.
Устройство для изготовления, наполнения продуктом и запечатывания i пакетов из ленточного термосклеиваю- щегося материала содержит станину 1 с вертикальной рамой 2, в направляющих 3 которой установлена вертикаль- .но подвижная плита 4, перемещаемая , силовым пневмоцилиндром 5. Величина хода поршня, а тем самым и плиты, управляется регулируемым упором 6„ На плите k смонтирована пара двуплечих рычагов 7, сварочный механизм, включающий опору 8 с амортизаторами 9, и нагреватель 10 с нагревательными элементами 11 и 12 для наложения продольных и поперечных швов соответственно. В опоре 8 установлен режу- щий механизм 13, включающий дисковый зубчатый нож 1 и ползун 15, взаимодействующий с рычагом 16 приспособления для регулирования положения но
жа . Оба рычага 7, смонтированных с возможностью поворота, соединены между собой и связаны с пневмоцилиндром 17.
На станине 1 под сварочным механизмом закреплена регулируемая опора 18, имеющая ползун 19, связанный с приводом 20. Между регулируемой опорой 18 с ползуном 19 и рычагом 17 на станине 1 установлен ка ающийся ку
15515884
рычагов 7 он укреплен на подвижной плите k. Качающийся кулачок 21 расположен между регулируемой опорой 18 и рычагом 16 с возмо жностью взаимодействия с ними. 5 ил.
5 0
5
0 5
5
0
5
лачок 21, входящий в приспособление для регулирования положения ножа 1 (определяющий его ход). Возврат ножа 14 с ползуном 15 осуществляется с помощью пружины 22.
Упаковка продукта осуществляется s термосклеиваемую пленку 23, протягиваемую из рулонодержателя 2k через систему направляющих роликов 25. Наполнение продуктом образуемого паке-„ та 26 осуществляется чер ез воронку 27
Устройство работает следующим образом,
В исходном его положении плита h находится в нижнем положении 4, при котором сварочный механизм разомкнут, т.е. поршень пневмоцилиндра 5 опущен до регулируемого упора 6 (не показано). Под действием сжатого воздуха, подаваемого в нижнюю полость пневмоцилиндра 5, поршень поднимается и передвигает плиту k со сварочным механизмом в верхнее положение. При движении плиты А вверх сварочный механизм, т.е. нагреватель 10 и опора 8, остаются раздвинутыми, а при достижении верхнего положения под действием пневмоцилиндра 17 смыкается и занимает положение при котором новый подлежащий запечатыванию участок двух сходящихся лент 23 упаковочного материала, сваривается в продольном и попере,чном направлениях (фиг. 1). В это время прекращается подача воздуха в нижнюю полость пневмоцилиндра 5, а плита k со сварочным механизмом, под действием собственной силы тяжести перемещается вниз, протягивая пленку 23. При этом происходит заполнение пакета продуктом через воронку 27.
При движении плиты k со сварочным механизмом вниз рычаг 16 приспособления для регулирования положения ножа 14 входит в взаимодействие с качающимся кулачком 21, поджимая его в сторону регулируемой опоры 18 до
соприкосновения с ползуном 19. В итоге этого взаимодействия рычаг 16, передвигая ползун 15, выдвигает нож 14 причем величина этого выдвижения зависит от положения ползуна 19 (фиг. ). В положении (фиг. 3 и 4) ползун 19 не выдвинут, и качающийся кулачок 21, занимает положение, при котором выдвижение ножа происходит на половину величины его зубцов. Поэтому в таком положении нож 14 выполняет перфорирование участка пленки 23 между двумя нагревательными элементами 12 для наложения поперечных швов.
Если необходима отрезка запечатан .ного пакета с помощью привода 20 (пневмоцилиндра) осуществляется выдвижение ползуна 19. Качающийся кулачок 21 опирается на более высокий его участок (фиг. 5), что приводит к более значительному повороту рычага 16 и более большому выдвижению ножа 1k.
С окончанием движения плиты 4 вниз сварка швов формируемого пакета заканчивается, сварочный механизм размыкается, находящийся под ним пакет или группа пакетов 26 либо падают отрезанными, либо остаются висящими (фиг. 1).
При размыкании нож 14 при помощи пружины 22 возвращается в исходное положение, так как рычаг 16 удаляется от. качающегося кулачка 21. Сразу после этого подается сжатый воздух в нижнюю часть пневмоцилиндра 5 и начинается передвижение его поршня с плитой 4 и сварочным механизмом вверх для выполнения следующего цикла упаковки. Управление пневмосистемой производится от конечных переключателей, смонтированных непосредственно на рабочих органах устройство (не показано).
Предлагаемое устройство позволяет увеличить производительность, так как операции протяжки, сварки и от51588
Ю
15
20
резки совмещены по времени и выполняются при движении плиты со сварочным и режущим механизмами вниз. Кроме того, устройство позволяет наряду с вертикальным передвижением сварочного и режущего механизмов совместить возможность управляемой резки-перфорирования, что расширяет технологические возможности устройства. Время отрезки или перфорирования межпакетных зон входит во время формирования пакета и не увеличивает его продолжительности.
Устройство способно упаковывать продукты как в поштучные пакеты, так и в группы пакетов с желаемым их числом, обеспечивая перфорирование участков термосклеиваемого ленточного материала между пакетами. Для этого имеется специальное счетное устройство.
Формула и зобретения Устройство для изготовления, напол- нения продуктом и запечатывания пакетов из ленточного термосклеивающего- ся материала, содержащее станину, ру- лонодержатели, направляющие ролики, раму, воронку для подачи продукта, плиту, сварочный механизм с приводом, включающий нагревательные элементы для наложения продольных и поперечных швов и режущий механизм с дисковым зубчатым ножом, отличающееся тем, что, с целью повышения производительности, оно снабжено закрепленным на станине регулируемым упором с приводом, плита смонтирована на раме с возможностью перемещения в вертикальной плоскости, сварочный и режущий механизмы смонтированы на плите, режущий механизм содержит приспособление для регулирования положения ножа, включающее качающийся кулачок и рычаг, причем кулачок установлен на станине между регулируемой опорой и рычагом с возможностью взаимодействия с ними.
Г7
Фиг 2
Л
В-5
ФиеЛ
11
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1973 |
|
SU512118A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| - ЦБНТИмедпром, 198 | |||
| ( УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮ- ЩЕГОСЯ МАТЕРИАЛА | |||
