Изобретение относится к способам автоматической стабилизации сварочных процессов, а именно – к области управления стабилизации и контроля сварочных процессов во время процесса сварки и/или наплавки, и может быть использовано в сварочных манипуляторах при непрерывной электродуговой сварке на автоматизированных (роботизированных) производствах. Характеризуется повышенной точностью и качеством сварки по сравнению с известными из исследованного уровня техники техническими решениями.
Далее в тексте заявителем приведены термины в соответствии с ГОСТ и/или руководящими документами, применяемые в заявленной области техники и необходимые для облегчения однозначного понимания сущности заявленного технического решения и исключения противоречий и/или спорных трактовок при выполнении экспертизы по существу.
ЦПУ (центральное процессорное устройство) – электронный блок либо интегральная схема, исполняющая машинные инструкции (код программ), главная часть аппаратного обеспечения компьютера или программируемого логического контроллера. [Валерий Муромцев, Сергей Потемкин, Мария Волкова, Валентина Колыбасова, Татьяна Кушлянская, Анна Муромцева, Галина Кедрова 2021. Информатика для гуманитариев. ISBN:9785534142600 с.81]
Амплитудная модуляция несущей – модуляция несущей, при которой изменяемым параметром является амплитуда колебаний. [Горохов П.К. 1993 Толковый словарь по радиоэлектронике. Основные термины. ISBN: 5200016746 с. 145]
Модулированный сигнал – радиосигнал, являющийся результатом модуляции несущей. [Владимир Дьяконов, Вячеслав Смердов, Андрей Образцов 2020. Электронные средства связи. ISBN:9785040239719 c.420]
Несущий сигнал — сигнал, один или несколько параметров которого изменяются в процессе модуляции. Количественное изменение параметра (параметров) определяется мгновенным текущим значением информационного (модулирующего) сигнала. [Андрей Андреевич Дахнович 2009. Радиотехнические цепи и сигналы. ISBN:9785826508336 с. 152]
Модулирующий сигнал – сигнал, вызывающий изменение определенного параметра или параметров несущей при модуляции. [Владимир Дьяконов, Вячеслав Смердов, Андрей Образцов 2020. Электронные средства связи. ISBN:9785040239719 c.420]
Акустоэлектрический преобразователь (Детектор акустического излучения) - это устройство, преобразующее акустическую энергию (т. е энергию упругих волн в воздушной среде) в электромагнитную энергию в схемах тех устройств, в которых находятся акустоэлектрические преобразователи (или наоборот, энергию электромагнитных волн в акустическую). Наиболее известны такие электроакустические преобразователи как системы звукового вещания, телефоны, из акустоэлектрических - микрофоны. [http://www.f -mx.ru/kommunikacii_svyaz_cifrovye_pribory_i/akustoelektricheskie_preobrazovatelia.html]
Драйвер шаговых двигателей - электронное устройство, предназначенное для преобразования электрических сигналов, целью которого является управление чем-либо. Драйвером обычно называется отдельное устройство или отдельный модуль, микросхема в устройстве, обеспечивающие преобразование электрических управляющих сигналов в электрические или другие воздействия, пригодные для непосредственного управления исполнительными или сигнальными элементами. [https://ru.wikipedia.org/wiki/Драйвер_(электроника)]
Автоматическая стабилизация сварочных процессов – стабилизация горения дуги с прерыванием и в непрерывном режимах при наличии действующих внешних возмущений, таких как неровность поверхностей, возмущения среды и др. [https://ru.wikipedia.org/wiki/Автоматическая_стабилизация_сварочных_процессов]
Шаговый электродвигатель – синхронный бесщёточный электродвигатель с несколькими обмотками, в котором ток, подаваемый в одну из обмоток статора, вызывает фиксацию ротора. Последовательная активация обмоток двигателя вызывает дискретные угловые перемещения (шаги) ротора. [Карло Фонда, Марко Дзеннаро, Энрике Канесса 2014. Доступная 3D печать для науки, образования и устойчивого развития. ISBN:9295003489 с.20]
Из исследованного заявителем уровня техники, выявлено изобретение по патенту JP2009072818 «Способ управления сварочной дугой». Сущностью является cпособ управления сварочной дугой, отличающийся тем, что внешняя характеристика для управления сварочной дугой изменяется в форме импульса с помощью команды извне, а выходной ток изменяется в соответствии с изменяющимся напряжением дуги.
Недостатками известного изобретения являются:
– не подходит для процесса непрерывной дуговой сварки с использованием небольшого тока вследствие нарушения пропорциональной зависимости между длиной дуги и напряжением;
– возможны ошибки при измерении длины сварочной дуги вследствие падения напряжения. Дуга имеет три осевых зоны по оси дуги: катодная область на электроде, плазма и анодная область на заготовке. Каждая из трех зон вносит свой вклад в общее напряжение дуги. Падение напряжения в плазме происходит из-за электрического сопротивления столба дуги, но происхождение падений напряжения на катоде и аноде более сложное. Известно, что эти падения напряжения увеличиваются с тепловыми потерями на катоде и аноде в виде уходящих электронов, теплопроводностью держателя электрода и удерживающим устройствам для заготовки, газовой проводимостью в среде защитного газа, а также конвекции, излучению и испарению анодного материала.
Из исследованного заявителем уровня техники, выявлено изобретение по патенту EP1340576 «Способ управления дуговой сваркой». Сущностью известного технического решения является cпособ управления процессом дуговой сварки, включающий следующие этапы: (а) получение оптической информации из света, создаваемого электрической дугой во время процесса дуговой сварки; (б) сравнение полученной оптической информации со справочной информацией; (с) корректировку условий сварки на основе результата сравнения полученной оптической информации и справочной информации; (г) проведение процесса дуговой сварки в отрегулированных условиях сварки; и (е) повторение предшествующих процессов (а) - (д) в указанном порядке для выполнения процесса дуговой сварки.
Недостатками известного изобретения являются:
– влияние защитного газа или других защитных оболочек на освещенность дуги. При сварке металлов используют защитные покрытия для предотвращения их окисления с воздушной средой. Наиболее распространенной защитой является инертный газ, который поглощает некоторую долю светового потока от дуги, что вызывает ошибки в измерении параметров дуги;
– датчик освещенности должен находиться в непосредственной близости от дуги, что усложняет его настройку.
Наиболее близким к заявляемому техническому решению по способу контроля сварочной дуги, выбранному заявителем в качестве прототипа, является изобретение по патенту JPS62252674 «Устройство контроля сварочной дуги». Сущностью известного технического решения является устройство контроля сварочной дуги, состоящего из устройства для улавливания ультразвукового звука, прикрепленного рядом со сварочной горелкой, и устройства для измерения частоты, подключенного к устройству для улавливания ультразвукового звука, для мониторинга ультразвуковых волн, генерируемых сварочной дугой. Устройства обнаруживает нарушение дуги при увеличении разбрызгивания металла, где использован эффект увеличения интенсивности ультразвука в высокочастотной области.
Недостатками прототипа являются:
1 – амплитуда излученных колебаний недостаточна для измерения длины дуги, что также увеличивает погрешности в измерении параметров дуги;
2 – частота ультразвуковых колебаний зависит от частоты питания сварочной дуги и не подходит для сварки импульсным или переменным током в полосе других частот.
Целью и техническим результатом заявленного технического решения являются:
1 – увеличение амплитуды излученных акустических колебаний для измерения длины дуги и устранение влияния вольт-амперных характеристик и защитного газа на измеряемые параметры дуги;
2 – устранение влияния зависимости от частоты питания сварочной дуги и увеличение рабочего частотного диапазона для сварки импульсным или переменным током в полосе других частот, а также контроль за сварочным процессом по форме принятого сигнала;
Сущностью заявленного изобретения является cпособ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора, заключающийся в том, что центральное процессорное устройство подключают к источнику электропитания, загружают в центральное процессорное устройство параметры опорного напряжения с внешнего носителя информации, а также описание траектории движения сварочного манипулятора, при этом параметры опорного напряжения получают заранее с акустоэлектрического преобразователя при проведении сварочных работ в зависимости от толщины и типа металла, сварочный источник питания подключают к источнику электропитания, подают несущий сигнал со сварочного источника питания, характеризующий напряжение, в модулятор для его преобразования в модулированный сигнал, при этом подают модулирующий сигнал с внешнего генератора на модулятор, который изменяет параметры в виде амплитуды, частоты и фазы несущего сигнала со сварочного источника питания с преобразованием спектра модулирующего сигнала и его переноса в область частот несущего сигнала со сварочного источника питания для создания детектируемых акустических колебаний, далее модулированный сигнал подают на электрод сварочного аппарата для создания сварочной дуги, при этом сварочная дуга, питаемая модулированным сигналом, создает акустические колебания из-за наличия разряжений в воздухе, акустоэлектрический преобразователь принимает дошедшие акустические колебания сварочной дуги и преобразует энергию акустических колебаний в электрический сигнал, который поступает в центральное процессорное устройство, управляющее движением руки сварочного манипулятора и питанием сварочного источника питания, при этом центральное процессорное устройство сравнивает полученное напряжение от акустоэлектрического преобразователя с опорным напряжением и, если напряжение с акустоэлектрического преобразователя ниже опорного напряжения, центральное процессорное устройство увеличивает расстояние между сварочным электродом и свариваемой поверхностью, если напряжение с акустоэлектрического преобразователя выше опорного напряжения, центральное процессорное устройство уменьшает расстояние между сварочным электродом и свариваемой поверхностью, если сигнал с акустоэлектрического преобразователя не был получен или был искажен, центральное процессорное устройство оповещает об этом оператора и прекращает работу всех устройств, на основании результата сравнения напряжений центральное процессорное устройство управляет движением манипулятора и вращением шаговых двигателей через драйвер шаговых двигателей, при этом оно регулирует подачу питания в драйвер шагового двигателя для получения необходимой длины сварочной дуги в зависимости от толщины и вида свариваемого металла, а драйвер шаговых двигателей регулирует подачу питания на шаговые двигатели, меняя угол поворота шаговых двигателей в составе сварочного манипулятора, который изменяет расстояние между сварочным электродом и свариваемой поверхностью, регулируя длину сварочной дуги.
Заявленное техническое решение иллюстрируется Фиг. 1 – Фиг. 6.
На Фиг. 1 представлена функциональная схема устройства с использованием модуляции сигнала. Элементы устройств соединены стрелками, которые указывают направление потока данных или потока управления необходимого для выполнения последовательности алгоритма работы.
Позиции на схеме обозначают:
1 – центральное процессорное устройство (ЦПУ);
2 – сварочный источник питания;
3 – модулятор;
4 – модулирующий сигнал;
5 – внешний генератор;
6 – электрод сварочного аппарата;
7 – сварочная дуга;
8 – акустоэлектрический преобразователь;
9 – манипулятор;
10 – драйвер шаговых двигателей;
11 – шаговые двигатели.
На Фиг. 2 представлена принципиальная электрическая схема для создания питания электрической дуги известная как таковая и использована заявителем в качестве блока питания в проведении эксперимента [источник первоначальной схемы Ставринидес, С. Г., Банерджи, С., Чаглар, С. Х., & Озер, М. (ред.). (2013). Хаос и сложные системы].
Компоненты электрической схемы, из которых собран блок питания:
R1-R3 – резисторы;
C1 – электролитический конденсатор;
C2 – бумажный конденсатор;
C3 – керамический конденсатор;
VD3-VD4 – диоды Шоттки;
VT1-VT3 – полевые транзисторы;
L1 и L5 – дроссельные катушки;
L2-L3 – первичная обмотка или резонирующие дроссели;
L4 – вторичная обмотка;
VD1-VD2 – стабилитроны;
40 V – стабилизированный источника питания;
Сигнал с внешнего генератора – модулирующий сигнал;
HV – высокое напряжение на выходе схемы.
На Фиг. 3 представлен график зависимости значения напряжения на ультразвуковом датчике от значения длины сварочной дуги.
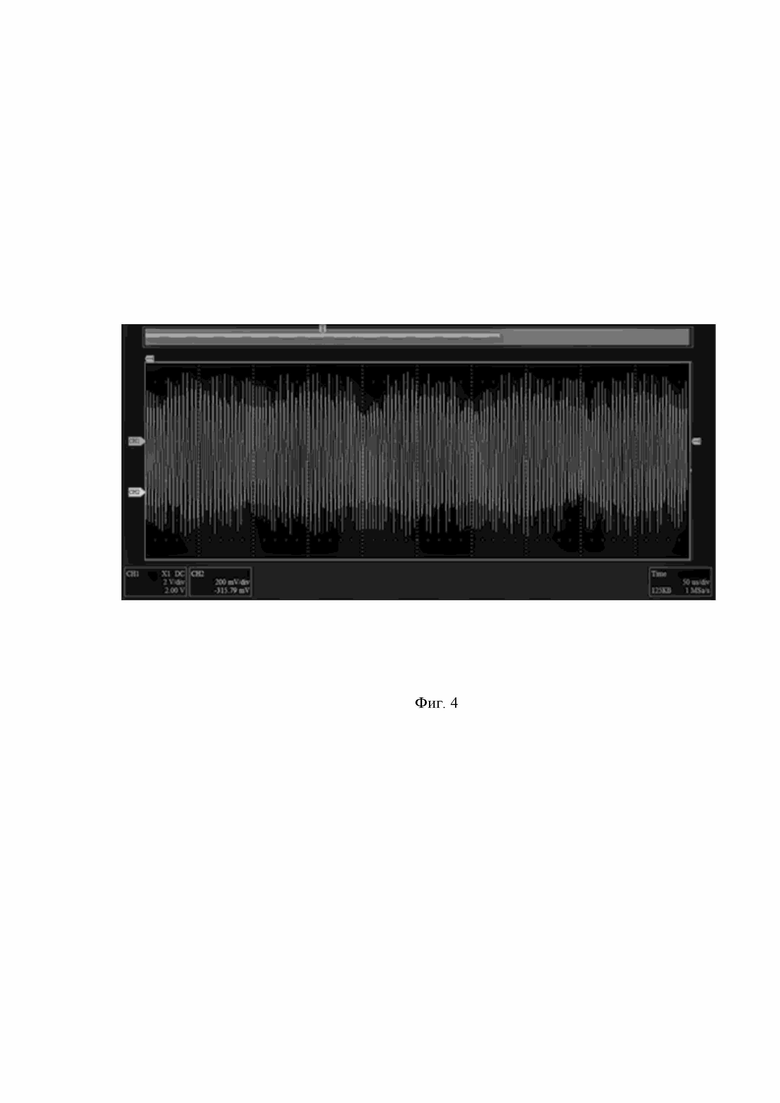
На Фиг. 4 представлена осциллограмма формы модулированного сигнала на выходе генератора без подключения повышающего трансформатора для демонстрации сигнала питания сварочной дуги. Цена деления по горизонтали 50 мкс/дел, по вертикали 2 В/дел.
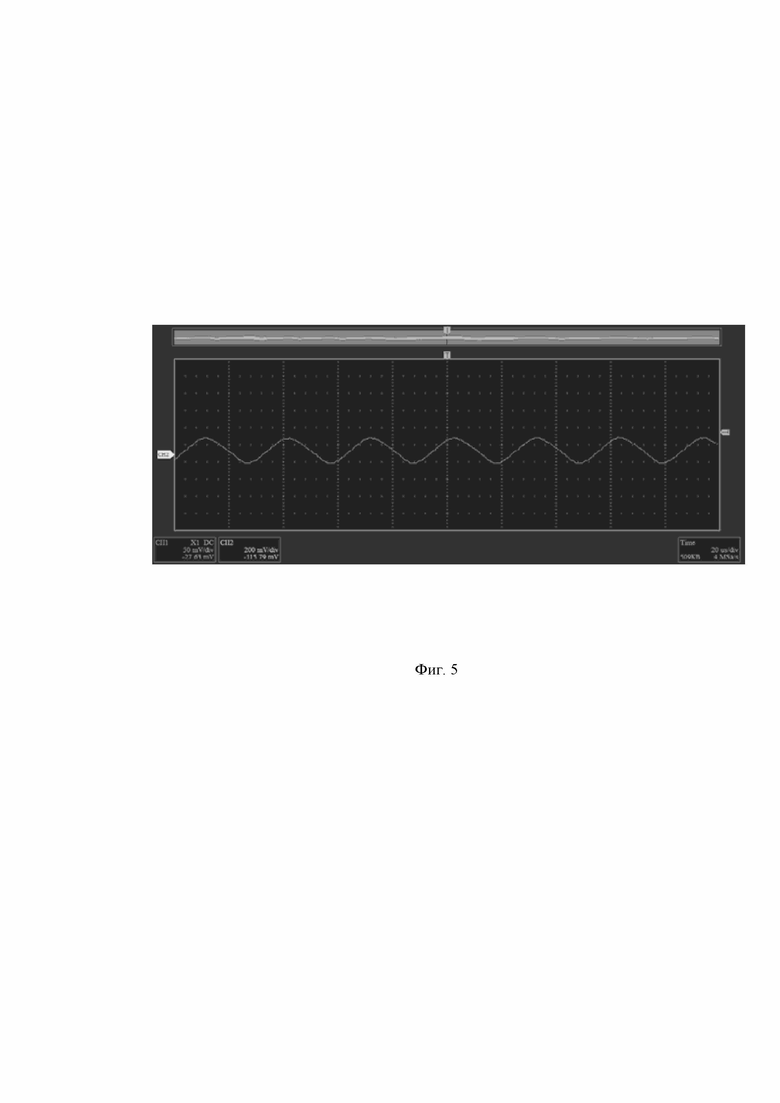
На Фиг. 5 представлена осциллограмма формы сигнала с ультразвукового приемника для демонстрации формы ультразвукового колебания. Цена деления по горизонтали 20 мкс/дел, по вертикали 50 мВ/дел.
На Фиг. 6 представлена Таблица сопоставительного анализа с прототипом.
Далее заявителем приведено описание заявленного технического решения.
Заявленный способ осуществлен с помощью установки, схема которой приведена на Фиг.1.
В состав установки входят – центральное процессорное устройство (ЦПУ) (1); сварочный источник питания (2); модулятор (3); внешний генератор (5); электрод сварочного аппарата (6); акустоэлектрический преобразователь (8); манипулятор (9); драйвер шаговых двигателей (10); шаговые двигатели (11).
При этом элементы устройства связаны между собой следующим образом: сварочный источник питания и внешний генератор подключены к входам модулятора, выводы модулятора подключены к электроду сварочного аппарата и к свариваемому металлу, входы центрального процессорного устройства (ЦПУ) имеют один внешний вход для загрузки информации с внешнего носителя и внутренний для приема напряжения с акустоэлектрического преобразователя, выводы центрального процессорного устройства (ЦПУ) подключены к входу драйвера шаговых двигателей для управления подачей питающего напряжения в шаговые двигатели, выводы драйвера шаговых двигателей подключены к разъемам питания шаговых двигателей.
Заявленный способ осуществляется в целом следующим образом:
Шаг 1: ЦПУ (1) подключают к источнику электропитания, например - в электрическую сеть напряжением 220 В, с частотой 50 Гц. ЦПУ применяют для управления рукой манипулятора, на котором закреплен сварочный электрод.
Шаг 2: Загружают параметры опорного напряжения, в ЦПУ (1) с внешнего носителя информации, а также описание траектории движения манипулятора. Параметры опорного напряжения получают заранее с акустоэлектрического преобразователя при проведении сварочных работ под наблюдением оператора (длину сварочной дуги выбирают в зависимости от типа и толщины металла). Для диагностики сварочной дуги используют свойство, что напряжение с акустоэлектрического преобразователя увеличивается с увеличением длины дуги.
Шаг 3: Сварочный источник питания (2) подключают к источнику электропитания, например - в электрическую сеть напряжением 220 В, с частотой 50 Гц.
Шаг 4: Подают напряжение со сварочного источника питания в модулятор (3) для его преобразования.
Шаг 5: Подают модулирующий сигнал (4) с внешнего генератора (5) на модулятор (3). Модулирующий сигнал (4) через модулятор (3) изменяет параметры сигнала со сварочного источника питания (2), такие как амплитуда, частота или фаза сигнала. В заявленном способе используют полосу частот модуляции в зависимости от конструкции сварочного аппарата сигнала, для излучения инфразвуковых, звуковых и ультразвуковых колебаний сварочной дугой, питаемой импульсным или переменным напряжением. Таким образом, происходит преобразование спектра модулирующего сигнала, его перенос в область частот сигнала со сварочного источника питания (2) для создания детектируемых акустических колебаний.
Шаг 6: Далее модулированный сигнал подают на электрод (6) сварочного аппарата для создания сварочной дуги (7). Сварочная дуга (7), питаемая модулированным сигналом, создает колебания из-за наличия разряжений в воздухе, вследствие высоких температур от сварочной дуги. Создаваемые акустические волны обладают механической энергией, достаточной для их неискаженного приема в воздушной среде.
Шаг 7: Акустоэлектрический преобразователь (8), настроенный на частоту звучания сварочной дуги, принимает дошедшие акустические колебания от сварочной дуги и преобразуют энергию акустических колебаний в электрический сигнал.
Шаг 8: Полученный электрический сигнал с акустоэлектрического преобразователя (8) поступает в ЦПУ (1), которое управляет движением руки манипулятора (9) и питанием сварочного источника питания (2).
Шаг 9: ЦПУ (1) сравнивает полученное напряжение от акустоэлектрического преобразователя (6) с информацией опорного напряжения заранее полученного при проведении сварочных работ (в зависимости от типа и толщины металла). Если напряжение с акустоэлектрического преобразователя (8) было ниже опорного напряжения, ЦПУ (1) увеличивает расстояние между электродами. ЦПУ (1) уменьшает расстояние между электродами, если напряжение с акустоэлектрического преобразователя (8) было выше опорного напряжения. В случае, если сигнал с акустоэлектрического преобразователя (8) не был получен или был искажен, ЦПУ (1) оповещает об этом оператора и прекращает работу всех устройств.
Шаг 10: На основании результата сравнения напряжения с акустоэлектрического преобразователя (8) с опорным напряжением, ЦПУ (1) подает сигнал в драйвер шаговых двигателей (10). Таким образом, ЦПУ (1) устанавливает наиболее подходящую длину сварочной дуги (7) в зависимости от толщины и вида металла и контролируют заданный уровень по напряжению с акустоэлектрического преобразователя (8).
Шаг 11: Драйвер шаговых двигателей (10) регулирует подачу питания на шаговые двигатели (11) в составе манипулятора (9). Тем самым, драйвер шаговых двигателей (10) регулирует угол поворота шаговых двигателей (11) соединенных между собой ременной или цепной передачей.
Шаг 12: ЦПУ (1) управляет движением манипулятора (9) вращением шаговых двигателей (11) через драйвер шаговых двигателей (10).
Шаг 13: Манипулятор меняет расстояние сварочного электрода от свариваемой поверхности, регулируя длину сварочной дуги (7), что необходимо при сварке металлов различной толщины.
Далее заявителем приведены пример осуществления заявленного изобретения.
Пример. Проведение диагностики сварочной дуги.
Диагностика сварочной дуги проведена на описанной выше установке.
В качестве центрального процессорного устройства (ЦПУ) использовали осциллограф (Instrustar ISDS220B) и компьютер.
В качестве сварочного источника питания использовали генератор (ZVS) и блок питания (LRS-350-36).
Внешний генератор использовали марки Г3-33.
В качестве акустоэлектрического преобразователя использовали ультразвуковой датчик (MA40S4R).
При этом элементы устройства связаны между собой следующим образом: блок питания был подключен к генератору ZVS, внешний генератор был подключен к входу амплитудного модулятора и являлся источником модулирующего сигнала, напряжение с генератора ZVS подключено к электродам из нержавеющей стали, ультразвуковой датчик был подключен к щупам осциллографа, выводы осциллографа были подключены к компьютеру.
Далее приведены параметры установки, включающие параметры сварочной дуги.
1. Напряжение питания генератора 32 Вольта.
2. Напряжение питания модулирующего сигнала (с генератора Г3-33) 1,7 Вольт.
3. Частота генерируемого несущего сигнала 145 287 кГц.
4. Частота генерируемого ультразвукового сигнала от 40 кГц до 120 кГц.
5. Конечное напряжение сигнала U=6700 Вольт.
6. Мощность собранного генератора составляет 432 Вт.
Заявленный способ осуществляли следующим образом:
1. Осциллограф и компьютер подключают к источнику электропитания.
2. Загружают в компьютер параметры опорного напряжения с внешнего носителя информации, а также описание траектории движения манипулятора, при этом параметры опорного напряжения получают заранее с ультразвукового датчика при проведении сварочных работ, под наблюдением оператора в зависимости от толщины и типа металла.
3. Генератор ZVS и блок питания подключают к источнику электропитания.
4. Подают сигнал с блока питания в генератор ZVS для его преобразования.
5. Подают модулирующий сигнал с внешнего генератора Г3-33 на модулятор, при этом модулирующий сигнал через модулятор изменяет параметры сигнала с генератора ZVS – амплитуда, частота, фаза сигнала, происходит преобразование спектра модулирующего сигнала, его перенос в область частот сигнала с генератора ZVS для создания детектируемых акустических колебаний.
6. Далее модулированный сигнал подают на электрод сварочного аппарата для создания сварочной дуги, при этом сварочная дуга, питаемая модулированным сигналом, создает колебания из-за наличия разряжений в воздухе.
7. Ультразвуковой датчик, настроенный на частоту звучания, принимает дошедшие акустические колебания, и преобразуют энергию акустических колебаний в электрический сигнал.
8. Напряжение с ультразвукового датчика поступает в осциллограф и далее в компьютер, который управляет движением руки манипулятора и питанием генератора ZVS.
9. При этом компьютер сравнивает полученное напряжение от ультразвукового датчика MA40S4R с информацией опорного напряжения, заранее полученного при сварочных работ под наблюдением оператора, на основании результатов показаний сигнала на осциллографе с ультразвукового датчика MA40S4R, меняют расстояние сварочного электрода от свариваемой поверхности. Если напряжение с ультразвукового датчика ниже опорного напряжения – увеличивают расстояние между электродами, если напряжение с ультразвукового датчика выше опорного напряжения – уменьшали расстояние между электродами, если сигнал с ультразвукового датчика не был получен или был искажен – прекращали работу всех устройств.
10. На основании результата сравнения напряжений компьютер подает питание в драйвер шагового двигателя, тем самым компьютер устанавливает наиболее подходящую длину сварочной дуги в зависимости от толщины и вида металла и контролируют заданный уровень по напряжению с ультразвукового датчика.
11. Драйвер шаговых двигателей регулирует подачу питания на шаговые двигатели в составе манипулятора, при этом драйвер шаговых двигателей регулирует угол поворота шаговых двигателей.
12. Компьютер управляет движением манипулятора вращением шаговых двигателей через драйвер шаговых двигателей.
13. Манипулятор меняет расстояние сварочного электрода от свариваемой поверхности, регулируя длину сварочной дуги.
Далее заявителем приведены результаты проведенного эксперимента.
На Фиг. 2 представлена принципиальная электрическая схема для создания питания электрической дуги.
На Фиг. 3 представлен график зависимости значения напряжения на ультразвуковом датчике от значения длины сварочной дуги.
На Фиг. 4 представлена осциллограмма формы модулированного сигнала на выходе генератора без подключения повышающего трансформатора для демонстрации сигнала питания сварочной дуги. Цена деления по горизонтали 50 мкс/дел, по вертикали 2 В/дел.
Частота и форма полученного ультразвукового сигнала совпадает с частотой и формой модулирующего сигнала с генератора низких частот и составляет по показаниям осциллографа F=37,93 кГц.
На Фиг. 5 представлена осциллограмма формы сигнала с ультразвукового приемника для демонстрации сигнала с ультразвукового датчика. Цена деления по горизонтали 20 мкс/дел, по вертикали 50 мВ/дел.
Далее исследовалась зависимость амплитуды сигнала на ультразвуковом приемнике от длины сварочной дуги. На основании полученных данных был построен график зависимости значения напряжения на ультразвуковом датчике от значения длины сварочной дуги.
На основании графика можно сделать вывод, что величина амплитуды ультразвуковых колебаний прямо пропорциональна длине сварочной дуги. Таким образом, график подтверждает возможность линейной коррекции параметров сварки с помощью ультразвука. Также, было подтверждено, что 10% глубина амплитудной модуляции достаточна для генерации ультразвуковых колебаний. Таким образом, проведенная экспериментальная работа подтверждает возможность диагностики сварочной дуги ультразвуковыми датчиками.
На основании полученной линейной зависимости, можно сделать вывод, что метод генерации и регистрации ультразвуковых колебаний, генерируемых сварочной дугой в процессе наплавки, применим для коррекции и диагностики сварочной дуги. Также был проведен эксперимент по модуляции звукового сигнала. В случае звукового сигнала амплитуда колебаний имеет прямо-пропорциональную зависимость от длины дуги.
Из приведенного выше материала следует, что осциллограмма сигнала, представленная на Фиг. 5, дает информацию о форме ультразвуковых колебаний, а также их параметрах (частота и амплитуда) необходимых для реализации заявленного технического решения.
На основании вышеизложенных описаний можно сделать вывод, что заявителем решены поставленные задачи и достигнут заявленный технический результат, а именно:
Предложен способ автоматической стабилизации сварочных процессов и устройство для его реализации, в котором, по сравнению с известным прототипом:
– увеличение амплитуды излученных акустических колебаний для измерения длины дуги и устранение влияния вольт-амперных характеристик и защитного газа на измеряемые параметры дуги;
– устранения влияния зависимости от частоты питания сварочной дуги и увеличение рабочего частотного диапазона для сварки импульсным или переменным током в полосе других частот, а также контроль за сварочным процессом по форме принятого сигнала;
Заявленный способ расширяет функциональные возможности робототехнических устройств, использующихся в промышленной автоматизированной сварке, а именно:
– повышается качество сварочных работ;
– уменьшается количество возможных ошибок во время сварки;
– увеличивается функциональность автоматизированного сварочного оборудования.
Заявленное техническое решение удовлетворяет критерию «новизна», предъявляемому к изобретениям, так как из исследованного уровня техники не выявлены источники, в которых описаны признаки, совпадающие по исполняемой ими функции и форме выполнения этих признаков, перечисленные в формуле изобретения, включая характеристику назначения.
Заявленное техническое решение соответствует критерию «изобретательский уровень», предъявляемому к изобретениям, поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками заявленного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат.
Заявленное техническое решение соответствует критерию «промышленная применимость», предъявляемому к изобретениям, так как может быть осуществлено с использованием известных материалов, комплектующих изделий, стандартных технических устройств и оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки, наплавки или резки с использованием роботизированного манипулятора | 2022 |
|
RU2786254C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| АППАРАТНО-ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ СВЧ-ПОГЛОТИТЕЛЕЙ | 2024 |
|
RU2838391C1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542730A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ И НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2008 |
|
RU2373040C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |




Изобретение может быть использовано для стабилизации и контроля сварочных процессов при непрерывной электродуговой сварке или наплавке на роботизированных производствах. В центральное процессорное устройство (ЦПУ) загружают параметры опорного напряжения в зависимости от толщины и типа металла. Подают модулирующий сигнал, который изменяет параметры сигнала со сварочного источника питания для создания детектируемых акустических колебаний, создаваемых сварочной дугой из-за наличия разряжений в воздухе. Энергию акустических колебаний преобразуют в электрический сигнал и подают его в ЦПУ, которое управляет движением руки манипулятора и питанием сварочного источника питания путем сравнения полученного напряжения от акустоэлектрического преобразователя с опорным напряжением, при этом манипулятор устанавливает необходимую длину сварочной дуги. Драйвер шаговых двигателей регулирует подачу питания на шаговые двигатели, при этом он регулирует угол поворота шаговых двигателей. Способ обеспечивает высокую точность и качество сварки. 6 ил.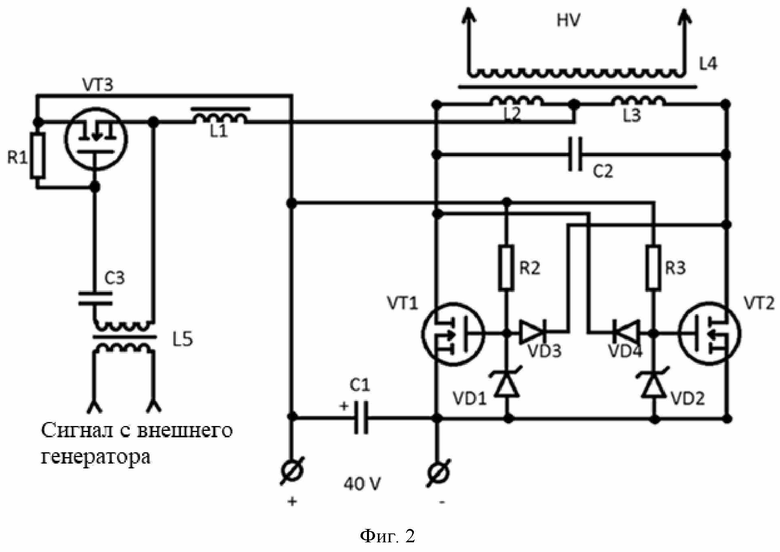
Способ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора, заключающийся в том, что
центральное процессорное устройство подключают к источнику электропитания,
загружают в центральное процессорное устройство параметры опорного напряжения с внешнего носителя информации, а также описание траектории движения сварочного манипулятора, при этом параметры опорного напряжения получают заранее с акустоэлектрического преобразователя при проведении сварочных работ в зависимости от толщины и типа металла,
сварочный источник питания подключают к источнику электропитания,
подают несущий сигнал со сварочного источника питания, характеризующий напряжение, в модулятор для его преобразования в модулированный сигнал, при этом
подают модулирующий сигнал с внешнего генератора на модулятор, который изменяет параметры в виде амплитуды, частоты и фазы несущего сигнала со сварочного источника питания с преобразованием спектра модулирующего сигнала и его переноса в область частот несущего сигнала со сварочного источника питания для создания детектируемых акустических колебаний,
далее модулированный сигнал подают на электрод сварочного аппарата для создания сварочной дуги, при этом сварочная дуга, питаемая модулированным сигналом, создает акустические колебания из-за наличия разряжений в воздухе,
акустоэлектрический преобразователь принимает дошедшие акустические колебания сварочной дуги и преобразует энергию акустических колебаний в электрический сигнал,
который поступает в центральное процессорное устройство, управляющее движением руки сварочного манипулятора и питанием сварочного источника питания,
при этом центральное процессорное устройство сравнивает полученное напряжение от акустоэлектрического преобразователя с опорным напряжением и,
если напряжение с акустоэлектрического преобразователя ниже опорного напряжения, центральное процессорное устройство увеличивает расстояние между сварочным электродом и свариваемой поверхностью,
если напряжение с акустоэлектрического преобразователя выше опорного напряжения, центральное процессорное устройство уменьшает расстояние между сварочным электродом и свариваемой поверхностью,
если сигнал с акустоэлектрического преобразователя не был получен или был искажен, центральное процессорное устройство оповещает об этом оператора и прекращает работу всех устройств,
на основании результата сравнения напряжений центральное процессорное устройство управляет движением манипулятора и вращением шаговых двигателей через драйвер шаговых двигателей, при этом оно регулирует подачу питания в драйвер шагового двигателя для получения необходимой длины сварочной дуги в зависимости от толщины и вида свариваемого металла, а драйвер шаговых двигателей регулирует подачу питания на шаговые двигатели, меняя угол поворота шаговых двигателей в составе сварочного манипулятора, который изменяет расстояние между сварочным электродом и свариваемой поверхностью, регулируя длину сварочной дуги.
| JPS 62252674 A, 04.11.1987 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| Пропеллер | 1925 |
|
SU2948A1 |
| Датчик горения дуги постоянного тока | 1977 |
|
SU623677A1 |
| Многокрасочная ротационная печатная машина,для двусторонней печати за один проход на листовом или рулонном материале | 1984 |
|
SU1340576A3 |

