Предлагаемое изобретение относится к области технических средств обучения, а именно к устройствам обучения электросварщиков приемам преимущественно ручной сварки плавящимся электродом, а также сварки неплавящимся электродом в среде инертных газов, для выработки у обучаемых сварщиков правильних психомоторних навыков по поддержанию нормативных значений длины дуги, углов наклона сварочного электрода, темпа подачи присадочного материала в зону сварки, скорости ведения сварки и теплового режима сварочной ванны при осуществлении реального сварочного процесса.
Известен тренажер сварщика, содержащий сварочный источник питания, имитатор сварочного электрода, блок моделирования объекта сварки, блок предъявления учетной информации, блоки контроля скорости сварки, угловых параметров, температурных параметров и длины дуги, два пороговых элемента, формирователь импульсов, генератор импульсов синхронизации, переключатель, генератор импульсов звуковой частоты, элемент И и блок счетчиков (А.с. СССР №1302313, МПК6 G09B 19/24. Тренажер сварщика. Б.Е.Патон, В.В.Васильев, В.А.Богдановский и др. 07.04.1987 Б. №13).
Основным недостатком известного устройства являются ограниченные дидактические возможности, что объясняется:
отсутствием в известном устройстве возможности оперативного получения комплексной оценки соответствия действий обучаемого сварщика требованиям учебного задания;
необходимостью перед каждым сеансом обучения выполнение обучаемым сварщиком значительного числа подготовительных операций, в том числе по предварительной установке допустимых границ изменений параметров процесса сварки;
отсутствием возможности хранения и документирования информации в виде графических или табличных материалов на бумажном или другом носителе (например, магнитном) о протекании сварочного процесса и его параметрах в течение сеанса обучения;
неизбежностью периода адаптации обучаемого сварщика к вырабатываемым устройством при отклонениях параметров сварочного процесса от заданных значений сигналам обратной связи, представляющим собой тональные звуковые сигналы различной частоты, и отработки навыков адекватных реакций на эти сигналы.
К другим недостаткам известного устройства можно отнести:
недостаточную точность блока контроля скорости сварки из-за зависимости достоверности информации, поступающей с термодатчиков, от геометрической формы и размеров тел, окружающих моделируемый объект сварки, и расстояния до этих тел, а также из-за инерционности термодатчиков;
сложность конструкции моделируемого объекта сварки, что вызывает затруднения для его использования в пространственных положениях, отличных от нижнего, и требует для своего функционирования охлаждающей воды.
Подобные недостатки в той или иной мере присущи и другим известным устройствам (А.С. СССР №1663619, МПК G09B 19/24, Б. №26, 15.07.1991; А.С. СССР №178422, МПК В23К 9/10, Б. №48, 30.12.1992), построенным на базе аналоговых или аналого-цифровых структур без использования компьютеров.
При таком структурном построении дугового тренажера неизбежны существенные аппаратные затраты, что предопределяет невысокие показатели надежности тренажера и возрастание его себестоимости.
Повысить надежность дуговых тренажеров и в значительной степени устранить недостатки тренажеров, построенных как аналого-цифровые устройства, позволяют тренажеры, представляющие собой аппаратно-програмные комплексы на базе персонального компьютера.
Наиболее близким по техническому решению к предлагаемому изобретению выбранным в качестве прототипа является дуговой тренажер сварщика, содержащий датчик тока, датчики напряжения и скорости, нормирующие усилители и схемы выборка-хранение, число которых соответствует числу датчиков, мультиплексор, аналого-цифровой преобразователь, формирователь сигналов управления, персональний компьютер, источник сварочного тока (В.В Васильев, А.И.Карпий, С.Н.Даниляк. Дуговой тренажер сварщика. - Электронное моделирование, 1994, 16, №5-6, с.94-97).
В известном устройстве обеспечиваются статистическая обработка результатов тренажа путем вычисления математического ожидания и дисперсии каждого контролируемого параметра, возможность оценки соответствия действий обучаемого сварщика требованиям учебного задания, а также возможность хранения и документирования информации в виде графических или табличных материалов о протекании сварочного процесса и его параметрах в течение сеанса обучения.
Вместе с тем известному устройству также присущ такой недостаток, как ограниченные функциональные и дидактические возможности, что обусловлено:
недостаточной точностью определения скорости сварки и, вследствие этого, погонной энергии, что объясняется принципами действия и конструктивными особенностями известных датчиков скорости при использовании ручных инструментов сварщика или их имитаторов, причем при использовании известных датчиков скорости неизбежны значительные конструктивные сложности, а следовательно, и существенное возрастание стоимости и массы либо ручных инструментов сварщика или их имитаторов, либо блока моделирования объекта сварки, в котором размещены сварочный образец или имитатор свариваемого изделия и первичные преобразователи, обеспечивающие контроль траектории сварочной дуги, при этом в последнем случае крайне затруднен, а в большинстве случаев и невозможен контроль скорости сварки при форме сварочного образца, отличающийся от плоской пластины, и в пространственных положениях, отличных от нижнего;
отсутствием возможности контроля осуществления или имитации процесса сварки неплавящимся электродом в среде инертных газов с подачей в зону сварки присадочного материала;
усложненной структурой трактов «датчики - аналого-цифровой преобразователь», что, в свою очередь, усложняет и программное обеспечение тренажера.
Задачей предлагаемого изобретения является расширение функциональных и дидактических возможностей тренажера.
Поставленная задача достигается тем, что тренажер для обучения сварщика ручной дуговой сварке плавящимся и неплавящимся электродом, содержащий сварочный инструмент со сварочным электродом, манипулятор со сварочным образцом, имеющий токоподводы и токоведущие ветви, источник сварочного тока, два датчика тока, датчик напряжения, двухкоординатный датчик угловых положений сварочного электрода, блок контроля подачи присадочного материала, нормирующие усилители, многоканальный аналого-цифровой преобразователь, персональний компьютер и устройство воспроизведения звуковых сигналов обратной связи с обучаемым сварщиком, подсоединенное к аудиовыходу компьютера, при этом выходы датчиков тока, датчика напряжения, двухкоординатного датчика угловых положений сварочного электрода и блока контроля подачи присадочного материала подключены к соответствующим входам соответствующих нормирующих усилителей, выходы которых подключены к входам аналого-цифрового преобразователя, выход которого подключен к шине данных персонального компьютера, один полюс источника тока подсоединен к токоподводу сварочного электрода, а другой полюс - к точке соединения двух токоведущих ветвей манипулятора, а каждая из токоведущих ветвей другой точкой подключена к одному из двух токоподводов манипулятора, в которых установлен и закреплен сварочный образец противоположными по длине торцами, причем каждый из датчиков тока включен в одну из соответствующих токоведущих ветвей манипулятора.
Блок контроля подачи присадочного материала содержит сенсор дуги, формирователь импульсов и держатель присадочного материала, который выполнен в виде изоляционного корпуса, внутри которого закреплен зажим присадочного материала, при этом выход сенсора дуги подключен к входу формирователя импульсов, выход которого является выходом блока контроля подачи присадочного материала.
Манипулятор состоит из опорного корпуса с телескопической трубкой, прикрепленного к ней изогнутого кронштейна, составленной из двух токоведущих ветвей одинаковой длины и одинакового поперечного сечения С-образной деки и установленного в центральной части деки и прикрепленного к кронштейну шарнирного узла. При этом к свободным торцам каждой ветви деки прикреплен токоподвод с прижимом для крепления сварочного образца, общая точка ветвей деки соединена с токоподводом для подключения к одному из полюсов источника сварочного тока, каждый из датчиков тока включен в одну из соответствующих токоведущих ветвей манипулятора.
Сварочный образец неповоротного сварного соединения тел вращения выполнен в виде пластины с постоянным по всей ее длине поперечным сечением, рабочая часть которой имеет форму плоского полукольца, торцы которого в диаметральной плоскости снабжены направленными в противоположные стороны прямоугольными плоскими участками для фиксации в токоподводах манипулятора.
Предлагаемый тренажер для обучения сварщика ручной дуговой сварке и сварке неплавящимся электродом в среде инертных газов поясняют чертежи:
- на фиг.1 изображена блок-схема дугового тренажера сварщика;
- на фиг.2 изображена блок-схема блока 14 контроля подачи присадочного материала;
- на фиг.3 изображен общий вид держателя 29 присадочного материала;
- на фиг.4 изображена упрощенная принципиальная схема примера исполнения формирователя импульсов 28;
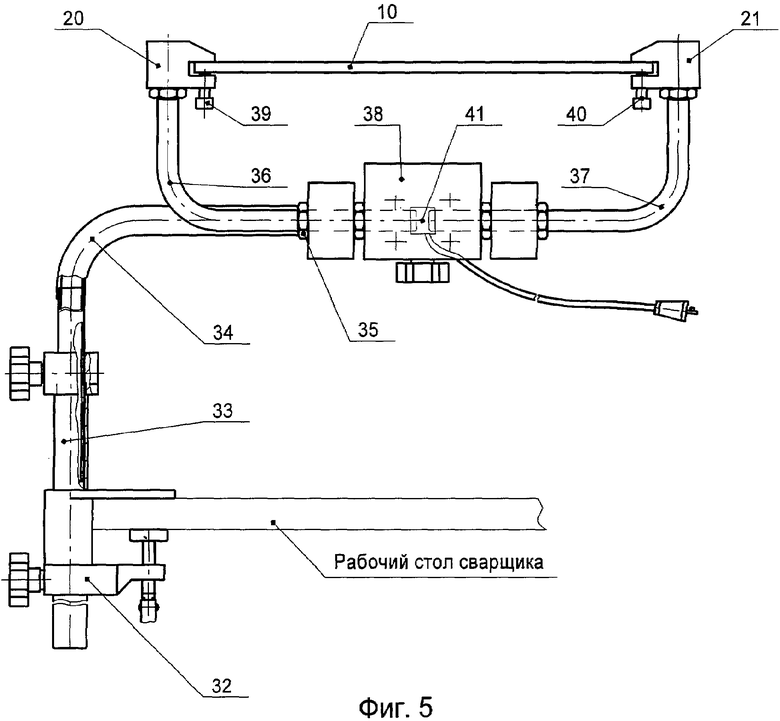
- на фиг.5 изображен общий вид манипулятора 9;
- на фиг.6 изображена схема установки сварочного образца 10 в разных пространственных положениях;
- на фиг.7 изображен пример выполнения сварочных образцов для разных типов сварных соединений.
Согласно изобретению блок-схема фиг.1 предлагаемого дугового тренажера сварщика состоит из датчиков 1 и 12 тока, датчика 2 напряжения, двухкоординатного датчика 13 угловых положений сварочного электрода, нормирующих усилителей 3, 4, 15, 16, 17, 18, число которых соответствует числу выходов датчиков, многоканального аналого-цифрового преобразователя 5, персонального компьютера 6, устройства 7 воспроизведения звуковых сигналов обратной связи с обучаемым сварщиком, источника 8 сварочного тока, манипулятора 9 со сварочным образцом 10, сварочного инструмента 11, блока 14 контроля подачи присадочного материала.
Выходы датчиков тока 1 и 12, датчика 2 напряжения, двухкоординатного датчика 13 угловых положений электрода подключены к входам нормирующих усилителей 3, 15, 4, 16, 17 соответственно, выход блока 14 контроля подачи присадочного материала подключен к входу нормирующего усилителя 18.
Выходы нормирующих усилителей 3, 4, 15…18 подключены к входам многоканального аналого-цифрового преобразователя 5, выход которого подключен к шине данных персонального компьютера 6 стандартной конфигурации, в комплект которого входят монитор 22, мышка 23, клавиатура 24, принтер 25. К аудиовыходу компьютера 6 подключено устройство 7 воспроизведения звуковых сигналов обратной связи с обучаемым сварщиком.
Один из полюсов источника 8 сварочного тока подключен к точке соединения двух токоведущих ветвей манипулятора 9, каждая из которых другой своей точкой подключена к одному из двух токоподводов 20 и 21, в которых установлен и закреплен сварочный образец 10.
В одну из токоведущих ветвей манипулятора 9 включен датчик тока 1, а в другую ветвь - датчик 12. Другой полюс источника 8 сварочного тока подключен к токоподводу 19 электрода сварочного инструмента 11. К полюсам источника 8 сварочного тока также подключен вход датчика 2 напряжения, к которому таким образом прикладывается напряжение, соответствующее напряжению дуги 26.
На фиг.2 приведена блок-схема блока 14 контроля подачи присадочного материала, в состав которого входят сенсор 27 дуги, формирователь 28 импульсов, держатель 29 присадочного материала.
Выход сенсора 27 дуги подключен к входу формирователя 28 импульсов, выход которого соединен с входом нормирующего усилителя 18.
На фиг.3 изображен общий вид держателя 29 присадочного материала, который выполнен в виде изоляционного корпуса 30, внутри которого закреплен зажим 31 присадочного материала.
На фиг.5 изображен общий вид манипулятора 9, который состоит из опорного корпуса 32, телескопической трубки 33, к которой прикреплен изогнутый кронштейн 34, С-подобной деки 35, которая состоит из двух токоведущих ветвей 36 и 37 одинаковой длины и однакового поперечного сечения. В центральной части С-подобной деки 35 установлен шарнирный узел 38, который прикреплен к кронштейну 34. К свободному торцу ветви 36 деки 35 прикреплен токоподвод 20 с зажимом 39 для крепления сварочного образца 10, а к свободному торцу ветви 37 деки 35 - токоподвод 21 с зажимом 40 для крепления сварочного образца 10.
Общая точка ветвей 36 и 37 деки 35 соединена с токоподводом 41 для подсоединения к одному из полюсов источника 8 сварочного тока. В токоведущую ветвь 36 деки 35 включен датчик 1 тока, а в ветвь 37 деки 35 -датчик 12 тока.
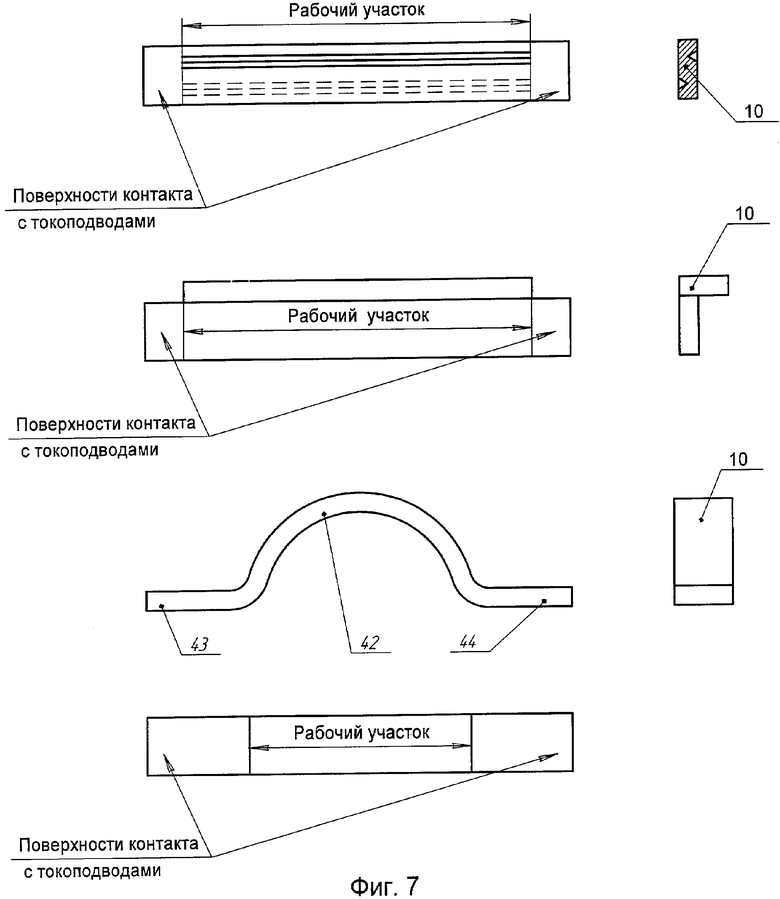
На фиг.7 изображен общий вид сварочного образца 10, предназначенный для случая выполнения неповоротного сварного соединения тел вращения и выполненный в виде пластины с постоянным по всей ее длине поперечным сечением. Рабочая часть этого сварочного образца имеет форму плоского полукольца 42, торцы которого в диаметральной плоскости снабжены направленными в противоположные стороны прямоугольными плоскими участками 43 и 44 для фиксации сварочного образца 10 в токоподводах 20 и 21 манипулятора 9.
Описание работы дугового тренажера сварщика, который заявляется.
Программа, которая введена в компьютер, имеет библиотеку учебных и тестовых заданий.
Перед началом сеанса обучения или тестирования инструктор или обучаемый сварщик вызывает соответствующее учебное или тестовое задание. Каждое такое задание содержит исходные данные: способ сварки - например, ручная дуговая сварка электродами с покрытием или сварка неплавящимся электродом в среде инертных газов; тип и пространственное положение сварного соединения; параметры режима сварки - сварочный ток, напряжение дуги, скорость сварки, погонная энергия; требования к технике сварки - длина дуги, углы пространственного положения электрода, темп подачи присадочного материала, длительность отдельных составляющих цикла сварки; дата и продолжительность сеанса обучения или тестирования. Кроме этого каждое учебное или тестовое задание регламентирует допустимые границы отклонений от нормативных значений параметров, которые задаются и контролируются на протяжении сеанса обучения или тестирования.
Исходные данные воспроизводятся на мониторе компьютера. Инструктор имеет возможность изменить значения тех или других, или всех параметров, которые задаются и контролируются, а также допустимые границы отклонений этих параметров.
После установления исходных данных инструктором вводится команда на начало сеанса обучения или тестирования и с этого момента начинается отсчет его продолжительности. Сварщик, проходящий обучение или тестирование, начинает процесс сварки с возбуждения дуги, например, методом касания электрода сварочного инструмента 11 о рабочую поверхность сварочного образца 10.
С момента появления в сварочном цепи тренажера установившегося сварочного тока начинается цикличный опрос входов аналого-цифрового преобразователя 5, к которым подключены выходы аналоговых каналов измерения сварочного тока, напряжения дуги, углов пространственного положения электрода и (в случае сварки неплавящимся электродом в среде инертных газов) выход канала контроля подачи присадочного материала. Одновременно с этим с выхода аналого-цифрового преобразователя 5 сигналы, преобразованные в цифровой код, начинают поступать на шину данных компьютера 6 для дальнейшей обработки, результаты которой отображаются на мониторе 22 в виде графической и табличной информации по каждому из контролируемых параметров и границам их допустимых отклонений от заданных номинальных значений.
Выходные сигналы датчиков 1 и 12 тока, пропорциональные токам, которые протекают через каждую из двух токоведущих ветвей манипулятора 9, его токоподводы 20 и 21 и соответствующие участки сварочного образца 10, поступают на входы нормирующих усилителей 3 и 15 соответственно. Нормирующие усилители 3 и 15, как и нормирующие усилители 4, 16, 17 и 18, осуществляют такое масштабирование своих входных сигналов, при котором уровни их выходных сигналов соответствуют нормированному диапазону входных уровней аналого-цифрового преобразователя 5. Цифровые коды, которые поступают на шину данных компьютера 6 с выхода аналого-цифрового преобразователя 5 и соответствуют аналоговым выходным сигналам нормирующих усилителей 3 и 15, дальнейшую обработку проходят с учетом того, что в любой момент существования сварочной дуги выполняется тождественность
Iw=I1+I2,
где Iw - сварочный ток,
I1 - ток через одну из двух токоведущих ветвей манипулятора,
I2 - ток через другую токоведущую ветвь.
Исходя из этого, в результате обработки определяются мгновенные или средние значения тока. Одновременно также определяются приращение токов I1 и I2 за периоды циклов опроса выходов нормирующих усилителей 3 и 15 и по результатам этого вычисляются усредненные значения мгновенной скорости сварки.
Пропорциональные напряжению дуги аналоговые выходные сигналы датчика 2 напряжения масштабируются нормирующим усилителем 4, выходные сигналы которого преобразуются в цифровые при помощи аналого-цифрового преобразователя 5. В результате обработки этих цифровых сигналов компьютером 6 определяются мгновенные или средние значения напряжения дуги 26. Поскольку во всем технологически обоснованном диапазоне сварочных токов напряжение дуги пропорционально ее длине, то одновременно с определением значений напряжения дуги 26 вычисляют и значение длины дуги.
Вместе с определением значений сварочного тока и напряжения дуги, вычислением значений скорости сварки и длины дуги, происходит вычисление значений таких параметров теплового режима сварки, как эффективное тепловложение и погонная энергия.
Эффективное тепловложение вычисляется по формуле
Qэф(t)=Iw(t) Ud(t)η,
где Iw(t) - текущее значение сварочного тока,
Ud(t) - текущее значение напряжения дуги,
η - эффективный коэффициент полезного действия нагрева металла дугой, который составляет 0,6…0,85 для ручной дуговой сварки электродами с покрытием и 0,5…0,6 для сварки неплавящимся электродом в среде инертных газов,
а погонная энергия Qn(t) - по формуле
Qn(t)=Qэф.(t)/Vсв. (t)=Iw(t) Ud.(t)η/Vсв. (t),
где Vсв. (t) - текущее значение скорости сварки.
Один из аналоговых выходных сигналов уставленного в сварочном инструменте 11 двухкоординатного датчика 13 угловых положений сварочного электрода пропорционален углу между осью электрода и нормалью к точке сварки в вертикальной плоскости поперек сварного шва («угол α»), другой аналоговый выходной сигнал двухкоординатного датчика 13 пропорционален углу между осью электрода и нормалью к точке сварки в вертикальной плоскости вдоль сварного шва («угол β»). Сигналы («угол а») и («угол β») масштабируются нормирующими усилителями 16 и 17, выходные аналоговые сигналы которых преобразовываются в цифровые при помощи аналого-цифрового преобразователя 5 и обрабатываются компьютером 6, в результате чего определяется текущее значение углов пространственного положения электрода сварочного инструмента 11.
Регистрация моментов и определение темпа подачи присадочного материала при сварке неплавящимся электродом в среде инертных газов осуществляется с помощью блока 14 контроля подачи присадочного материала, блок-схема которого приведена на фиг.2 и который работает следующим образом.
При подаче присадочного материала в зону сварочной дуги 26 сформированный сенсором 27 дуги сигнал поступает на вход формирователя 28 импульсов, что вызывает скачкообразное изменение состояния его выхода. Это измененное состояние выхода формирователя 28 импульсов будет существовать на протяжении интервала времени, соответствующего длительности пребывания присадочного материала в зоне сварочной дуги 26. Выходные импульсные сигналы формирователя 28 импульсов масштабируются по уровню при помощи нормирующего усилителя 18, выходные сигналы которого преобразовываются в цифровой код при помощи аналого-цифрового преобразователя 5 и поступают на шину данных компьютера 6. Обработка сигналов с выхода нормирующего усилителя 18, которые поступают в компьютер 6 в виде цифрового кода, обеспечивает определение не только числа и частоты подач присадочного материала за промежуток времени, указанный в учебном или тестовом задании, но и длительности пребывания присадочного материала в зоне дуги при каждой его подаче.
Присадочный материал в зону сварочной дуги 26 подается сварщиком при помощи держателя 29 присадочного материала, общий вид которого приведен на фиг.3. Изоляционный корпус 30 держателя 29 присадочного материала снижает угрозу поражения сварщика электрическим током, а также служит для закрепления в нем зажима 31 присадочного материала, который может быть выполнен в виде цангового устройства.
На фиг.4 приведена упрощенная принципиальная схема примера исполнения формирователя 28 импульсов. В этом случае сенсором 27 дуги служит сам присадочный материал, выполняющий кроме своего назначения роль зонда дуги, так как при подаче присадочного материала в зону дуги на нем возникает потенциал относительно сварочного образца 10. Этот потенциал, значение которого близко значению напряжения дуги 26 или пропорционально ему, является выходным сигналом сенсора дуги, который поступает от зажима 31 присадочного материала на вход формирователя 28 импульсов. Входной каскад формирователя 28 импульсов обеспечивает гальваническую развязку между цепями блока 14 контроля подачи присадочного материала и сварочной цепью (например, с помощью линейной опторазвязки типа Σ-Δ), а также приводит входной сигнал к уровню, согласованному с уровнем сигналов, необходимых для срабатывания порогового элемента, который является выходным каскадом формирователя 28 импульсов. Этот пороговый элемент может быть выполнен в виде компаратора, схема которого приведена на фиг.4. При указанных на схеме знаках напряжений питания компаратора, при отсутствии сигнала от сенсора дуги на выходе компаратора, то есть на резисторе R7, устанавливается напряжение отрицательной полярности («минус»), а на выходе формирователя 28 импульсов, то есть на резисторе R8 - ноль.
При подаче присадочного материала в зону дуги 26 на выходе компаратора (на резисторе R7) и на выходе формирователя 28 импульсов (на резисторе R8) скачкообразно устанавливается напряжение положительной полярности («плюс»).
Во время всего сеанса обучения или тестирования осуществляется обратная связь со сварщиком при помощи подключенного к аудиовыходу компьютера 6 устройства 7 воспроизведения звуковых сигналов обратной связи. В качестве такого устройства используют наушники, акустические колонки и т.п. Если при ведении сварочного процесса нарушаются ранее установленные учебным или тестовым заданием границы допустимых отклонений от нормативных значений параметров, которые заданы и контролируются, компьютер 6 формирует словесную подсказку, которая воспроизводится устройством 7 в виде словосочетания, которое отвечает виду нарушения, например, «Длина завышена» (в случае, если длина дуги превышает верхнюю границу ее допустимого значения), «Длина занижена» (в случае, когда длина дуги меньше чем нижняя граница ее допустимого значения). При нарушениях скорости сварки словесная подсказка звучит как «Скорость завышена» или «Скорость занижена», при нарушениях по углам пространственного положения электрода - «Угол α или (Угол β) - завышен» или «Угол α или (Угол β) - занижен.» Кроме этого компьютер 6 выдает при помощи устройства 7 словесную подсказку относительно состояния сварочной цепи - «Короткое замыкание», если длительность короткого замыкания превышает технологически обоснованный промежуток времени, или «Холостой ход» при нарушении сварки с прерыванием сварочного тока. При этом программно установлена иерархия словесных подсказок - даже если одновременно произошло два или больше нарушения, в первую очередь поступает подсказка по длине дуги, во вторую - по скорости сварки, в третью - по углам пространственного положения электрода.
Начиная с момента возбуждения сварочной дуги в начале сеанса обучения или тестирования и до момента его автоматического завершения, согласно заданной продолжительности сеанса, на мониторе 22 отображается информация в числовом, графическом или табличном виде о процессе протекания сварки и текущих значениях его параметров, которые определяются измерениями или вычислениями. Вся полученная на протяжении сеанса обучения или тестирования информация сохраняется в памяти компьютера 6 неограниченное время и может в любой момент воспроизводиться на мониторе 22, копироваться и документироваться на магнитных или оптических носителях, при необходимости распечатываться на бумаге при помощи принтера 25 с использованием стандартных периферийных устройств компьютера 6 - мышки 23 и при необходимости клавиатуры 24.
Выполнение учебных или тестовых заданий, предусматривающих использование образцов разного типа сварных соединений, а также их разные пространственные положения, обеспечиваются при помощи манипулятора 9, общий вид которого приведен на фиг.5.
Манипулятор работает таким образом.
Манипулятор устанавливается на рабочем столе сварщика при помощи устройства крепления, (например, типа струбцины), которая входит в состав опорного корпуса 32. Сварочный образец 10, соответствующий требованиям учебного или тестового задания, устанавливается в токоподводах 20 и 21 и фиксируется в них с помощью зажимов 39 и 40 соответственно. В зависимости от определенных учебным или тестовым заданием условий выполнения сварки - работа сидя или работа стоя - устанавливается и фиксируется положение по высоте трубки 33 и кронштейна 34. После этого С-подобная дека 35 со сварочным образцом 10 при помощи шарнирного узла 38 устанавливается и фиксируется в пространственном положении сварки (нижнем, вертикальном, потолочном или наклонном), соответствующем требованиям учебного или тестового задания. Примеры размещения установленного С-подобной деки 35 со сварочным образцом 10 приведены на фиг.6. Шарнирный узел 38 манипулятора обеспечивает оборот поворота С-подобной деки 35 вокруг своей оси, которая перпендикулярна в горизонтальной плоскости к горизонтальной оси кронштейна 34, а также в вертикальной плоскости, параллельной горизонтальной оси кронштейна 3. Для создания условий протекания сварочного тока в сварочной цепи тренажера соединенный с токопроводящими ветвями 36 и 37 С-подобной деки 35 токоподвод 41 подключен к одному из полюсов источника сварочного тока.
Токоподводящие ветки 36 и 37 вместе с установленными на них датчиками тока обеспечивают не только подвод через токоподводы 39 и 40 сварочного тока к сварочному образцу 10, а и реализацию схемы, посредством которой определяются мгновенные значения токов в этих ветвях при помощи их датчиков тока. Это дает возможность вычислить и зарегистрировать скорость сварки во время сеанса обучения или тестирования.
На фиг.7 приведены примеры выполнения сварочных образцов для разных типов сварных соединений, а также общий вид сварочного образца неповоротного сварного соединения тел вращения (например, трубопровода). Для выполнения учебного или тестового задания, связанного с отработкой техники сварки при наплавке, а также при сварке стыковых соединений используется сварочный образец в виде плоской пластины, на рабочей части которой механическим способом (например, фрезерованием) выполнены продольные углубления с V-образным раскрытием кромок.
Выполнение углового соединения отрабатывается при помощи сварочного образца, рабочая часть которого сформирована из двух перпендикулярно соединенных пластин.
Сварочный образец неповоротного сварного соединения тел вращения, рабочая часть 42 которого выполнена в форме плоского полукольца, а плоские участки 43 и 44 предназначены для установки и фиксации этого образца в токоподводах С-подобной деки манипулятора, позволяет отрабатывать технику сварки во всех возможных пространственных положениях сварки, при этом сварка возможна как на внешней, так и на внутренней поверхностях рабочего участка 42 образца, а также оборот образца на 180° с последующим его креплением в токоподводах С-подобной деки манипулятора.
Описанный дуговой тренажер сварщика обладает достаточной гибкостью в реализации обучения или тестирования сварщиков разной степени профессиональной подготовки и способен эффективно работать в системах интерактивного обучения.
Такой тренажер позволяет с высокой степенью определить места возможных дефектов при осуществлении реального сварочного процесса путем анализа полученных его параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| МАНИПУЛЯТОР ТРЕНАЖЕРА СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКИ | 2018 |
|
RU2705476C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ДВИЖЕНИЯ СВАРОЧНОЙ ДУГИ ПРИ ТРЕНАЖЕ ИЛИ ТЕСТИРОВАНИИ СВАРЩИКА НА ДУГОВЫХ ТРЕНАЖЕРНЫХ СИСТЕМАХ | 2008 |
|
RU2396158C2 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Тренажер для обучения навыкам ведения сварки | 1989 |
|
SU1709378A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |




Изобретение относится к тренажеру для обучения сварщика ручной дуговой сварке плавящимся и неплавящимся электродом. Тренажер содержит сварочный инструмент со сварочным электродом, манипулятор со сварочным образцом (10), имеющий токоподводы и токоведущие ветви, источник сварочного тока (8), два датчика тока (1, 12), датчик напряжения (2), двухкоординатный датчик угловых положений (13) сварочного электрода, блок (14) контроля подачи присадочного материала, нормирующие усилители (3, 4, 15, 16, 17, 18), многоканальный аналого-цифровой преобразователь (5), персональный компьютер (6) и устройство (7) воспроизведения звуковых сигналов обратной связи с обучаемым сварщиком, подсоединенное к аудиовыходу компьютера (6). Выходы датчиков тока (1, 12), датчика напряжения (2), двухкоординатного датчика (13) угловых положений сварочного электрода и блока (14) контроля подачи присадочного материала подключены к соответствующим входам соответствующих нормирующих усилителей, выходы которых подключены к входам аналого-цифрового преобразователя (5), выход которого подключен к шине данных персонального компьютера (6). Один полюс источника тока (8) подсоединен к токоподводу сварочного электрода, а другой полюс - к точке соединения двух токоведущих ветвей манипулятора (9), а каждая из токоведущих ветвей другой точкой подключена к одному из двух токоподводов манипулятора (9), в которых установлен и закреплен сварочный образец (10) противоположными по его длине торцами. Каждый из датчиков тока (1, 12) включен в одну из соответствующих токоведущих ветвей манипулятора (9). Тренажер обладает достаточной гибкостью в реализации обучения или тестирования сварщиков разной степени профессиональной подготовки и способен эффективно работать в системах интерактивного обучения. 3 з.п. ф-лы, 7 ил.
1. Тренажер для обучения сварщика ручной дуговой сварке плавящимся и неплавящимся электродом, содержащий сварочный инструмент со сварочным электродом, манипулятор со сварочным образцом, имеющий токоподводы и токоведущие ветви, источник сварочного тока, два датчика тока, датчик напряжения, двухкоординатный датчик угловых положений сварочного электрода, блок контроля подачи присадочного материала, нормирующие усилители, многоканальный аналого-цифровой преобразователь, персональный компьютер и устройство воспроизведения звуковых сигналов обратной связи с обучаемым сварщиком, подсоединенное к аудиовыходу компьютера, при этом выходы датчиков тока, датчика напряжения, двухкоординатного датчика угловых положений сварочного электрода и блока контроля подачи присадочного материала подключены к соответствующим входам соответствующих нормирующих усилителей, выходы которых подключены к входам аналого-цифрового преобразователя, выход которого подключен к шине данных персонального компьютера, один полюс источника тока подсоединен к токоподводу сварочного электрода, а другой полюс - к точке соединения двух токоведущих ветвей манипулятора, а каждая из токоведущих ветвей другой точкой подключена к одному из двух токоподводов манипулятора, в которых установлен и закреплен сварочный образец противоположными по его длине торцами, причем каждый из датчиков тока включен в одну из соответствующих токоведущих ветвей манипулятора.
2. Тренажер по п.1, отличающийся тем, что блок контроля подачи присадочного материала содержит сенсор дуги, формирователь импульсов и держатель присадочного материала, который выполнен в виде изоляционного корпуса, внутри которого закреплен зажим присадочного материала, при этом выход сенсора дуги подключен к входу формирователя импульсов, выход которого является выходом блока контроля подачи присадочного материала.
3. Тренажер по п.1, отличающийся тем, что манипулятор состоит из опорного корпуса с телескопической трубкой, прикрепленного к ней изогнутого кронштейна, составленной из двух токоведущих ветвей одинаковой длины и одинакового поперечного сечения С-образной деки и установленного в центральной части деки и прикрепленного к кронштейну шарнирного узла, при этом к свободным торцам каждой ветви деки прикреплен токоподвод с прижимом для крепления сварочного образца, общая точка ветвей деки соединена с токоподводом для подключения к одному из полюсов источника сварочного тока, каждый из датчиков тока включен в одну из соответствующих токоведущих ветвей манипулятора.
4. Тренажер по п.1, отличающийся тем, что сварочный образец неповоротного сварного соединения тел вращения выполнен в виде пластины с постоянным по всей ее длине поперечным сечением, рабочая часть которой имеет форму плоского полукольца, торцы которого в диаметральной плоскости снабжены направленными в противоположные стороны прямоугольными плоскими участками для фиксации в токоподводах манипулятора.
| ВАСИЛЬЕВ В.В | |||
| и др | |||
| Дуговой тренажер сварщика | |||
| Электронное моделирование, 1994, 16, № 5-6, с.94-97 | |||
| ТРЕНАЖЕР СВАРЩИКА РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2003 |
|
RU2275996C2 |
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| Тренажер сварщика | 1989 |
|
SU1665342A1 |
| Тренажер для обучения навыкам ведения сварки | 1986 |
|
SU1388935A1 |
| Устройство для охлаждения отливочных форм колеса машины "линотип" | 1938 |
|
SU55492A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

