Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для изготовления круглоцилиндрического изделия, состоящего из пластической массы.
Уровень техники
Способ и устройство для изготовления по существу круглоцилиндрического изделия, в частности, металлокерамической заготовки, которое (-ая) состоит из пластической массы и которое (-ая) имеет, по меньшей мере, одну спиральную внутреннюю полость, проходящую во внутренней части изделия, известны из ЕР 1 230 046 В1. Изделие сначала изготавливают, например, посредством экструзии, с по существу прямолинейным направлением внутренней полости. Изделие, отрезанное с определенной длиной и опирающееся по всей его длине на опору, впоследствии подвергают вращательному движению посредством конструкции с фрикционной поверхностью со скоростью, которая линейно и постоянно изменяется по длине изделия, в результате чего изделие подвергается равномерному закручиванию.
Дополнительный способ и дополнительное устройство для изготовления круглоцилиндрического изделия, которое состоит из пластической массы и которое имеет, по меньшей мере, одну спиральную внутреннюю полость, проходящую во внутренней части изделия, известны из ЕР 2 313 218 В1. В этом случае изделие также сначала изготавливают с прямолинейным направлением внутренней полости. Изделие, отрезанное с определенной длиной, впоследствии подвергают процессу вращения, когда оно опирается по всей его длине на опору, посредством конструкции с фрикционной поверхностью, которая аналогичным образом примыкает на всей ее длине, при этом фрикционная поверхность расположена параллельно опоре. Этот процесс вращения выполняют в несколько этапов, при этом на первом этапе вращательное движение происходит при использовании первой оси вращения конструкции с фрикционной поверхностью и на втором этапе вращательное движение происходит при использовании второй оси вращения, которая отличается от первой оси вращения конструкции с фрикционной поверхностью, при этом оси вращения проходят перпендикулярно к опоре или к фрикционной поверхности.
Задача изобретения состоит в том, чтобы представить такие способ и устройство для изготовления круглоцилиндрического изделия, состоящего из пластической массы, с одной или более спиральными внутренними полостями, при которых образование спиральных внутренних полостей упрощено.
Раскрытие сущности изобретения
Эта задача решается посредством способа с признаками, указанными в пункте 1 формулы изобретения, и посредством устройства с признаками, указанными в пункте 9 формулы изобретения. Предпочтительные варианты осуществления и усовершенствования изобретения указаны в зависимых пунктах формулы изобретения.
В способе согласно изобретению, предназначенном для изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего, по меньшей мере, одну спиральную внутреннюю полость, проходящую в его внутренней части, выполняют следующие этапы, на которых:
- изготавливают круглоцилиндрическое изделие, состоящее из пластической массы и имеющее, по меньшей мере, одну прямолинейную внутреннюю полость, проходящую в его внутренней части, средством для экструзии;
- осуществляют отвод круглоцилиндрического изделия из средства для экструзии посредством зоны закручивания в удерживающее и транспортное устройство, которое выполнено с возможностью удерживания и транспортирования круглоцилиндрического изделия и выполнено с возможностью вращения вокруг его продольной оси;
- закручивают круглоцилиндрическое изделие в зоне закручивания для образования данной, по меньшей мере, одной спиральной внутренней полости посредством вращения удерживающего и транспортного устройства вместе с круглоцилиндрическим изделием, удерживаемым в нем и транспортируемым, и
- выгружают круглоцилиндрическое изделия, которое имеет, по меньшей мере, одну спиральную внутреннюю полость, проходящую в его внутренней части, из удерживающего и транспортного устройства в устройство для хранения.
Согласно одному варианту осуществления изобретения удерживающее и транспортное устройство, выполненное с возможностью вращения вокруг его продольной оси, приводят в действие посредством двух двигателей, один из которых представляет собой двигатель подачи, обеспечивающий регулирование скорости продвижения круглоцилиндрического изделия в выполненном с возможностью вращения, удерживающем и транспортном устройстве, и другой из которых представляет собой двигатель вращения, который одновременно с продвижением круглоцилиндрического изделия в его продольном направлении обеспечивает регулирование скорости вращения удерживающего и транспортного устройства, выполненного с возможностью вращения вокруг его продольной оси.
Согласно одному варианту осуществления изобретения круглоцилиндрическое изделие удерживают в удерживающем и транспортном устройстве посредством транспортных лент и перемещают вперед в направлении его продольной оси.
Согласно одному варианту осуществления изобретения транспортные ленты установлены на отклоняющих роликах, скорость движения которых для перемещения круглоцилиндрического изделия вперед задают посредством двигателя подачи.
Согласно одному варианту осуществления изобретения круглоцилиндрическое изделие удерживают в удерживающем и транспортном устройстве посредством двух, трех или четырех транспортных лент, перемещающихся с одинаковой скоростью движения, и перемещают вперед в направлении его продольной оси.
Согласно одному варианту осуществления изобретения скорость продвижения и скорость вращения удерживающего и транспортного устройства задают посредством блока управления, который подает управляющие сигналы двигателю подачи и двигателю вращения.
Согласно одному варианту осуществления изобретения скорость отвода круглоцилиндрического изделия из средства для экструзии измеряют посредством датчика скорости и задают в блоке управления в качестве заданной скорости продвижения.
Скорость транспортных лент и скорость вращения удерживающего и транспортного устройства непрерывно адаптируют к скорости отвода, которую измеряют посредством датчика скорости, и/или к диаметру стержнеобразного пластического круглоцилиндрического изделия, выходящего из средства для экструзии, для обеспечения соответственно заданных характеристик шага.
Согласно одному варианту осуществления изобретения круглоцилиндрическое изделие разрезают на отрезки заданной длины посредством режущего устройства, при этом разрезание на мерные отрезки выполняют между средством для экструзии и выполненным с возможностью вращения, удерживающим и транспортным устройством или между выполненным с возможностью вращения, удерживающим и транспортным устройством и устройством для хранения.
Устройство согласно изобретению, предназначенное для изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего, по меньшей мере, одну спиральную полость, проходящую в его внутренней части, содержит
- средство для экструзии, выполненное с возможностью изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего, по меньшей мере, одну прямолинейную внутреннюю полость, проходящую в его внутренней части;
- удерживающее и транспортное устройство, которое выполнено с возможностью удерживания и транспортирования круглоцилиндрического изделия, выходящего из средства для экструзии, и которое выполнено с возможностью вращения вокруг его продольной оси; и
- устройство для хранения, выполненное с возможностью приема круглоцилиндрического изделия, выгружаемого из удерживающего и транспортного устройства и имеющего, по меньшей мере, одну спиральную внутреннюю полость, проходящую в его внутренней части.
Согласно одному варианту осуществления изобретения устройство дополнительно содержит двигатель подачи, который выполнен с возможностью регулирования скорости продвижения круглоцилиндрического изделия в выполненном с возможностью вращения, удерживающем и транспортном устройстве, и двигатель вращения, который выполнен с возможностью регулирования скорости вращения удерживающего и транспортного устройства, выполненного с возможностью вращения вокруг его продольной оси.
Согласно одному варианту осуществления изобретения удерживающее и транспортное устройство содержит транспортные ленты, выполненные с возможностью удерживания круглоцилиндрического изделия и обеспечения его перемещения вперед в его продольном направлении.
Согласно одному варианту осуществления изобретения транспортные ленты установлены на отклоняющих роликах, скорость движения которых может быть задана посредством двигателя подачи.
Согласно одному варианту осуществления изобретения устройство содержит две, три или четыре транспортные ленты, распределенные в направлении вдоль окружности круглоцилиндрического изделия, при этом ленты предпочтительно распределены с равными расстояниями друг от друга.
Согласно одному варианту осуществления изобретения устройство содержит блок управления, выполненный с возможностью подачи управляющих сигналов двигателю подачи и двигателю вращения для задания скорости продвижения и скорости вращения.
Один вариант осуществления изобретения состоит из устройства, содержащего режущее устройство, обеспеченное для разрезания круглоцилиндрического изделия на мерные отрезки, при этом режущее устройство расположено между средством для экструзии и удерживающим и транспортным устройством или между выполненным с возможностью вращения, удерживающим и транспортным устройством и устройством для хранения.
Преимущества изобретения состоят, в частности, в том, что закручивание круглоцилиндрического изделия, состоящего из пластической массы, требует только очень малого объема пространства. Оно может выполняться в зоне закручивания, обеспеченной между средством для экструзии и удерживающим и транспортным устройством, при этом в данном случае требуется только очень малый объем пространства между средством для экструзии и удерживающим и транспортным устройством для создания данной зоны закручивания. Кроме того, изобретение создает возможность - посредством изменения скорости вращения удерживающего и транспортного устройства во время процесса закручивания - изготовления круглоцилиндрических изделий, в которых угол подъема спирали спиральных внутренних полостей, проходящих во внутренней части круглоцилиндрического изделия, изменяется. Это имеет преимущество, заключающееся в том, что посредством способа согласно изобретению имеется возможность изготовления, например, заготовок для сверл из твердых металлов/сплавов, в которых сравнительно плотно расположенные каналы подачи СОЖ имеются в зоне резания, так что режущий инструмент может иметь оптимальную конструкцию и отвод стружки может быть улучшен при дальнейшем ее направлении в полости для стружки в инструменте за счет бóльших расстояний между витками.
Дополнительные преимущества изобретения состоят в том, что устройство согласно изобретению может иметь компактную конструкцию.
Краткое описание чертежей
Дополнительные предпочтительные признаки изобретения очевидны из его разъяснения на примере на основе фигур, в которых
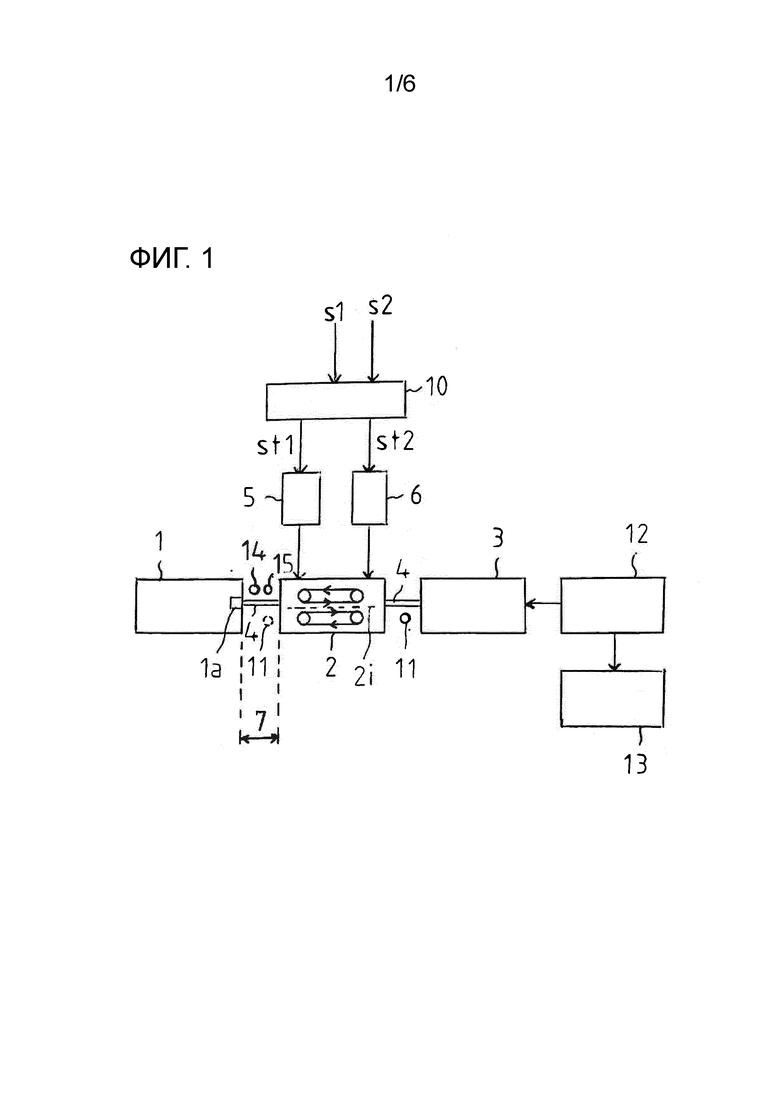
фиг.1 показывает блок-схему устройства для изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего одну или более спиральных внутренних полостей в его внутренней части, посредством использования процесса закручивания;
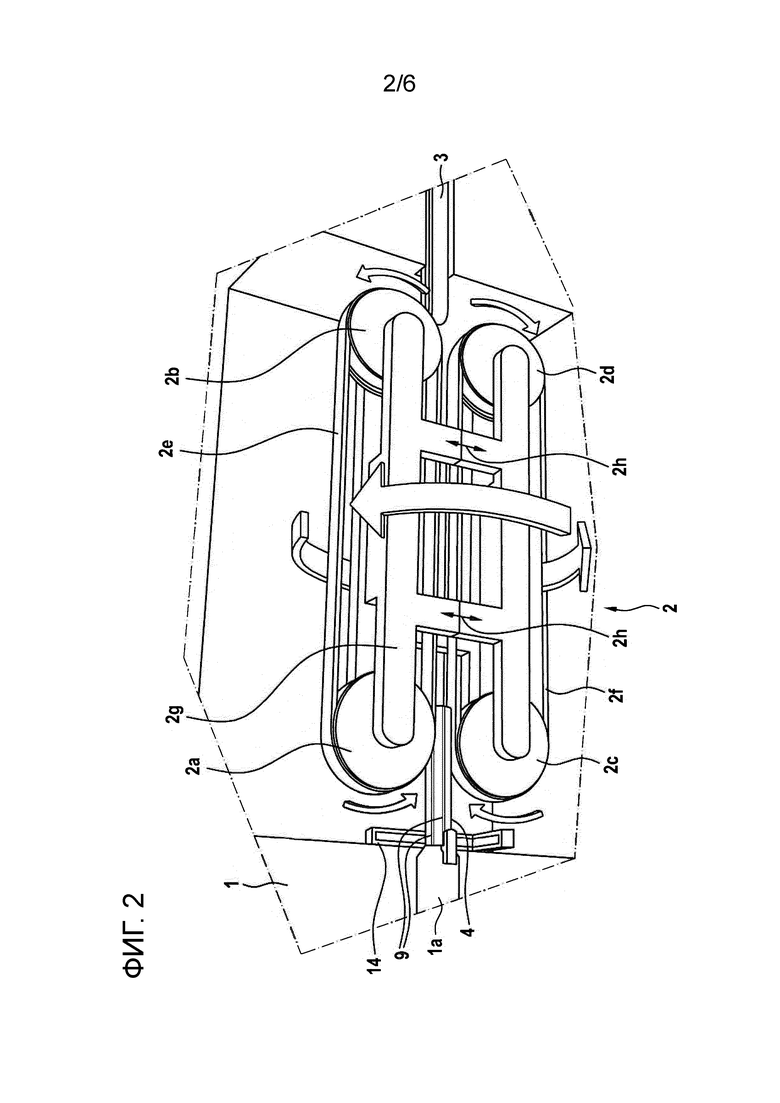
фиг.2 показывает первый иллюстративный общий вид для разъяснения процесса закручивания;
фиг.3 показывает второй иллюстративный общий вид для разъяснения процесса закручивания;
фиг.4 показывает третий иллюстративный вид для разъяснения процесса закручивания;
фиг.5 показывает четвертый иллюстративный вид для разъяснения процесса закручивания;
фиг.6 показывает пятый иллюстративный общий вид для разъяснения процесса закручивания; и
фиг.7 показывает шестой иллюстративный вид для разъяснения процесса закручивания.
Описание вариантов осуществления изобретения
Фиг.1 показывает блок-схему устройства для изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего одну или более спиральных внутренних полостей в его внутренней части. Это круглоцилиндрическое изделие, состоящее из пластической массы, представляет собой, в частности, металлокерамическую заготовку, состоящую, например, из порошка твердого сплава с вмешанным связующим или адгезивом. Эта металлокерамическая заготовка имеет сравнительно мягкую консистенцию, так что манипулирование ею, например, транспортирование, должно выполняться очень осторожно для предотвращения необратимой деформации заготовки.
Металлокерамические заготовки требуются, в частности, для изготовления инструментов для сверления и фрезерования или буровых коронок из твердого металла/сплава, стали или керамических материалов. Вследствие спиральной траектории данной, по меньшей мере, одной внутренней полости, которая в готовом сверле служит для подачи охлаждающего средства или смазочного материала к зоне резания, на наружной окружной поверхности сверла могут быть выполнены спиральные стружечные канавки, что часто предпочтительно для обеспечения более благоприятных характеристик резания и механической обработки и, соответственно, желательно.
При изготовлении таких заготовок инструментов важно, чтобы угол подъема спирали данной, по меньшей мере, одной спиральной внутренней полости поддерживался в узком поле допуска на всей длине заготовки. Это требуется, среди прочего, вследствие того, что после процесса спекания обычные стружечные канавки образуют шлифованием в заготовке инструмента. Это шлифование выполняют посредством высокоавтоматизированных станков, так что в случае менее точного образования спиральных внутренних полостей может иметь место большой процент брака.
Устройство, проиллюстрированное на фиг.1, обеспечивает возможность поддержания угла подъема спирали в узком поле допуска по всей длине заготовки. Проиллюстрированное устройство содержит средство 1 для экструзии, из которого посредством сопла 1а, расположенного в его выходной части, выходит круглоцилиндрическое изделие 4, состоящее из пластической массы и имеющее в его внутренней части одну или более проходящих прямолинейно, внутренних полостей.
Это круглоцилиндрическое изделие 4, выходящее из средства 1 для экструзии, направляется посредством зоны 7 закручивания, которая проходит от выхода средства 1 для экструзии до входа удерживающего и транспортного устройства 2, в это удерживающее и транспортное устройство 2.
В данном устройстве, как дополнительно разъяснено ниже со ссылкой на дополнительные фигуры, круглоцилиндрическое изделие прочно удерживается и транспортируется дальше. Во время этого дальнейшего транспортирования круглоцилиндрического изделия 4 происходит вращение удерживающего и транспортного устройства 2 вокруг его продольной центральной оси 2i. Благодаря данному вращению удерживающего и транспортного устройства 2 вокруг его продольной центральной оси при одновременном перемещении круглоцилиндрического изделия 4 дальше внутри удерживающего и транспортного устройства 2 происходит закручивание круглоцилиндрического изделия 4 в зоне 7 закручивания, то есть в зоне между средством 1 для экструзии и удерживающим и транспортным устройством 2.
Это транспортирование дальше и закручивание продолжается до тех пор, пока круглоцилиндрическое изделие 4 не достигнет выходной части удерживающего и транспортного устройства 2. Далее, после выполнения отрезания с заданной длиной оно выгружается в виде круглоцилиндрического изделия, имеющего одну или более спиральных внутренних полостей в его внутренней части, и подается в устройство 3 для хранения.
Для удаления круглоцилиндрического изделия, которое имеет, по меньшей мере, одну спиральную внутреннюю полость в его внутренней части, из устройства 3 для хранения используется выгружающий робот 12, который извлекает круглоцилиндрическое изделие 4 из устройства 3 для хранения и подает его в накопительное устройство 13. В данном месте может осуществляться промежуточное хранение круглоцилиндрического изделия или также может происходить дальнейшая обработка, например, процесс спекания.
Упомянутое разрезание круглоцилиндрического изделия на мерные отрезки с соответственно заданной длиной выполняется посредством использования режущего устройства 11, которое расположено или в зоне, соответствующей зоне 7 закручивания, между средством 1 для экструзии и удерживающим и транспортным устройством 2 или в зоне между удерживающим и транспортным устройством 2 и устройством 3 для хранения.
Кроме того, устройство, показанное на фиг.1, содержит датчик 14 скорости, который расположен между выходом средства 1 для экструзии и удерживающим и транспортным устройством 2 и который измеряет скорость выдавливания круглоцилиндрического изделия 4, выходящего из средства 1 для экструзии. Кроме того, устройство, показанное на фиг.1, содержит датчик 15 диаметра, который расположен аналогичным образом между выходом средства 1 для экструзии и удерживающим и транспортным устройством 2 и который измеряет диаметр круглоцилиндрического изделия 4, выходящего из средства для экструзии.
Сигналы s1 и s2, поступающие из этих датчиков, подаются в блок 10 управления. Этот блок 10 управления выполнен с возможностью приведения сигналов датчиков, подаваемых в него, в соответствие с заданным значением шага, которое обусловлено скоростью транспортирования и вращательным движением удерживающего и транспортного устройства.
Скорость транспортирования в этом случае задается посредством скорости отвода, определенной датчиком скорости. Скорость ω вращения удерживающего и транспортного устройства задают посредством использования нижеследующих уравнений:
ω = 360° / tst;
tst=lst/vp
lst=d ⋅ π / tan(sw)
В этом случае:
ω - скорость вращения;
tst - время, соответствующее шагу;
lst - длина шага;
vp - скорость отвода;
d - диаметр изделия, выходящего из средства для экструзии;
sw - угол подъема спирали; и
tan(sw) - тангенс угла подъема спирали.
Под длиной lst шага в данном случае следует понимать длину периода шага вдоль центральной оси цилиндрического тела. Угол подъема спирали представляет собой угол между центральной осью цилиндрического тела и направлением спирали. Время, соответствующее шагу, представляет собой то время, которое требуется для экструзии части с длиной, равной длине шага.
Кроме того, на фиг.1 проиллюстрирован двигатель 6 вращения, который приводится в действие посредством блока 10 управления управляющими сигналами st2. Этот двигатель 6 вращения обеспечивает вращение выполненного с возможностью вращения, удерживающего и транспортного устройства 2 со скоростью вращения, задаваемой блоком 10 управления. Скорость вращения выполненного с возможностью вращения, удерживающего и транспортного устройства 2 может быть увеличена или уменьшена так, как требуется, посредством изменяемого приведения в действие двигателя 6 вращения.
Это может выполняться, например, для увеличения или уменьшения угла подъема спирали внутренних полостей, которые проходят во внутренней части круглоцилиндрического изделия, по длине круглоцилиндрического изделия для изготовления круглоцилиндрического изделия, состоящего из пластической массы, с проходящими по спирали, внутренними полостями, имеющими угол подъема спирали, который изменяется на длине круглоцилиндрического изделия.
Кроме того, также может быть обеспечен датчик скорости вращения, который не проиллюстрирован на фиг.1 и который измеряет скорость вращения удерживающего и транспортного устройства 2. Сигнал датчика скорости вращения, поступающий из данного датчика скорости вращения, подается в блок 10 управления. Данный блок 10 управления выполнен с возможностью сравнения сигнала измеренной скорости вращения, подаваемого в него, с сигналом заданной скорости вращения. Если измеренная скорость вращения отклоняется от заданной скорости вращения, то блок 10 управления выдает двигателю 6 вращения управляющие сигналы st2 такого вида, что двигатель 6 вращения обеспечивает адаптацию или регулирование скорости вращательного движения удерживающего и транспортного устройства 2. Это также обеспечивает повышение точности и, следовательно, качества внутренних полостей, полученных посредством способа согласно изобретению и проходящих во внутренней части круглоцилиндрического изделия.
Фиг.2 показывает первый иллюстративный общий вид для разъяснения процесса закручивания круглоцилиндрического изделия 4, выходящего из средства 1 для экструзии. Это круглоцилиндрическое изделие, выходящее из сопла 1а средства 1 для экструзии, направляется посредством зоны 7 закручивания, которая проходит от выходной части сопла 1а средства 1 для экструзии до входной части удерживающего и транспортного устройства 2, и захватывается в удерживающем и транспортном устройстве 2 посредством его транспортных лент 2е и 2f, направляемых на отклоняющих роликах 2а и 2с, и прочно удерживается между этими транспортными лентами. Вследствие вращения отклоняющих роликов 2а и 2с, которое проиллюстрировано стрелками, круглоцилиндрическое изделие 4 транспортируется дальше в направлении вперед. Одновременно с этим перемещением круглоцилиндрического тела 4 вперед в удерживающем и транспортном устройстве происходит вращение удерживающего и транспортного устройства 2 вокруг его продольной оси 2i (не проиллюстрированной на фиг.2). Это вращение проиллюстрировано на фиг.2 стрелками, ориентированными в направлении вдоль окружности удерживающего и транспортного устройства 2.
Закручивание круглоцилиндрического тела 4 в зоне 7 закручивания, разъясненное ниже со ссылкой на фиг.3, происходит посредством описанного перемещения круглоцилиндрического тела 4 вперед в удерживающем и транспортном устройстве при одновременном вращении удерживающего и транспортного устройства 2.
Кроме того, удерживающее и транспортное устройство 2, проиллюстрированное на фиг.2, содержит дополнительный отклоняющий ролик 2b, при этом уже упомянутая транспортная лента 2е размещена вокруг отклоняющих роликов 2а и 2b.
Кроме того, удерживающее и транспортное устройство 2, показанное на фиг.2, содержит дополнительный отклоняющий ролик 2d, при этом уже упомянутая транспортная лента 2f размещена вокруг отклоняющих роликов 2c и 2d. Отклоняющие ролики 2а, 2b, 2c и 2d установлены на поворотной раме 2g, служащей в качестве опоры для отклоняющих роликов.
Круглоцилиндрическое тело 4, прочно удерживаемое между двумя транспортными лентами 2е и 2f и транспортируемое дальше в направлении вперед, выходит в выходной части удерживающего и транспортного устройства 2 и поступает в устройство 3 для хранения.
Кроме того, поворотная рама 2g удерживающего и транспортного устройства 2 содержит средства 2h регулирования расстояния, посредством которых можно регулировать расстояние между транспортными роликами 2а и 2b и расстояние между транспортными роликами 2с и 2d. Это имеет преимущество, заключающееся в том, что удерживающее и транспортное устройство 2 также может использоваться вместе с другими средствами для экструзии, которые обеспечивают изготовление круглоцилиндрических изделий с бóльшими или также меньшими диаметрами.
Фиг.3 показывает второй иллюстративный общий вид для разъяснения процесса закручивания круглоцилиндрического изделия 4, выходящего из средства 1 для экструзии. Из данной фиг.3, в частности, очевидно, что круглоцилиндрическое изделие 4, удерживаемое между двумя транспортными лентами 2е и 2f, было перемещено вперед по сравнению с фиг.2 при уже происшедшем вращении удерживающего и транспортного устройства 2 и что уже произошло закручивание круглоцилиндрического изделия 4 в зоне закручивания, так что внутренние полости 9, которые выполнены во внутренней части круглоцилиндрического изделия, также подверглись закручиванию.
Это закручивание продолжается дальше посредством дальнейшего перемещения круглоцилиндрического изделия вперед в удерживающем и транспортном устройстве 2 при одновременном дальнейшем вращении удерживающего и транспортного устройства вокруг его продольной центральной оси до тех пор, пока круглоцилиндрическое изделие не выйдет окончательно из удерживающего и транспортного устройства 2 и не будет размещено в устройстве 3 для хранения.
Выгружающий робот 12 обеспечен для извлечения круглоцилиндрического изделия, состоящего из пластической массы, из устройства 3 для хранения, при этом выгружающий робот 12 извлекает круглоцилиндрическое изделие из устройства 3 для хранения и подает его в накопительное устройство 13, в котором также может выполняться дальнейшая обработка круглоцилиндрического изделия 4, например, спекание.
Фиг.4 показывает третий упрощенный иллюстративный вид для разъяснения процесса закручивания. На данной иллюстрации показаны поворотная рама 2g удерживающего и транспортного устройства 2, отклоняющие ролики 2а и 2с, прикрепленные к этой поворотной раме, транспортные ленты 2е и 2f, размещенные вокруг данных отклоняющих роликов и перемещаемые посредством них, и круглоцилиндрическое изделие 4, удерживаемое транспортными лентами и транспортируемое вперед, вместе с его внутренними полостями 9. Кроме того, проиллюстрированы стрелки Р2, иллюстрирующие вращение компонентов, которые показаны на фиг.4, вокруг продольной центральной оси удерживающего и транспортного устройства, которая проходит через плоскость чертежа.
Фиг.5 показывает четвертый, дополнительно упрощенный иллюстративный вид, который предназначен для разъяснения процесса закручивания и в который не включены компоненты удерживающего и транспортного устройства. На данной иллюстрации показаны отклоняющие ролики 2а и 2с, транспортные ленты 2е и 2f, размещенные вокруг данных отклоняющих роликов и перемещаемые посредством них, и круглоцилиндрическое изделие 4, удерживаемое транспортными лентами и транспортируемое вперед, с его внутренними полостями 9. Кроме того, показаны стрелки Р2, которые иллюстрируют вращение компонентов, показанных на фиг.5, вокруг продольной центральной оси удерживающего и транспортного устройства, которая проходит через плоскость чертежа.
Фиг.6 показывает пятый иллюстративный общий вид для разъяснения процесса закручивания. На данной иллюстрации показаны сопло 1а средства для экструзии, датчик 14 скорости, круглоцилиндрическое изделие 4 с его внутренними полостями 9, отклоняющие ролики 2а и 2b и транспортная лента 2е, размещенная вокруг данных роликов и перемещаемая на них, и отклоняющие ролики 2с и 2d и транспортная лента 2f, размещенная вокруг данных роликов и перемещаемая на них. Также показаны стрелки Р2, которые иллюстрируют вращение компонентов, которые принадлежат удерживающему и транспортному устройству, вместе с круглоцилиндрическим изделием 4, которое удерживается и транспортируется в нем, вокруг продольной центральной оси удерживающего и транспортного устройства 2. Кроме того, показаны стрелки Р1, которые иллюстрируют направление перемещения вперед круглоцилиндрического изделия 4, удерживаемого в удерживающем и транспортном устройстве. Кроме того, на фиг.6 проиллюстрированы стрелка Р3, которая показывает направление вращения отклоняющего ролика 2а, стрелка Р4, которая показывает направление вращения отклоняющего ролика 2с, стрелка Р5, которая показывает направление вращения отклоняющего ролика 2b, и стрелка Р6, которая показывает направление вращения отклоняющего ролика 2d. Кроме того, круглоцилиндрическое изделие 4 показано на фиг.6 в положении внутри удерживающего и транспортного устройства, показывающем, что круглоцилиндрическое изделие 4 уже перемещено дальше по сравнению с фиг.2 и 3. Очевидно, что в этом положении, соответствующем перемещению дальше, внутренние полости круглоцилиндрического изделия уже были закручены по спирали множество раз.
Фиг.7 показывает шестой иллюстративный вид для разъяснения процесса крутки. На данной иллюстрации также показаны сопло 1а средства для экструзии, датчик 14 скорости, круглоцилиндрическое изделие 4 с его внутренними полостями 9, отклоняющие ролики 2а и 2b и транспортная лента 2е, размещенная вокруг данных роликов и перемещаемая на них, и отклоняющие ролики 2c и 2d и транспортная лента 2f, размещенная вокруг данных роликов и перемещаемая на них. Также показаны стрелки Р1, которые иллюстрируют направление перемещения вперед круглоцилиндрического изделия 4, удерживаемого в удерживающем и транспортном устройстве. Кроме того, на фиг.7 показаны стрелка Р3, которая иллюстрирует направление вращения отклоняющего ролика 2а, стрелка Р4, которая иллюстрирует направление вращения отклоняющего ролика 2с, стрелка Р5, которая иллюстрирует направление вращения отклоняющего ролика 2b, и стрелка Р6, которая иллюстрирует направление вращения отклоняющего ролика 2d. Кроме того, на фиг.7 показано круглоцилиндрическое изделие 4 в положении, в котором данное изделие перемещено еще дальше в удерживающем и транспортном устройства по сравнению с фиг.2 и 3. Очевидно, что в этом положении, соответствующем перемещению еще дальше, внутренние полости круглоцилиндрического изделия уже были спирально закручены множество раз. Кроме того, устройство 3 для хранения, расположенное за удерживающим и транспортным устройством, проиллюстрировано на фиг.7.
Перечень ссылочных позиций




Изобретение относится к способу изготовления круглоцилиндрического изделия. Техническим результатом является упрощение образования спиральных внутренних полостей в изделии. Технический результат достигается способом изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего спиральную внутреннюю полость, которая проходит во внутренней части изделия. Способ включает в себя этап, на котором изготавливают круглоцилиндрическое изделие (4), состоящее из пластической массы и имеющее прямолинейную внутреннюю полость, которая проходит во внутренней части изделия, посредством головки (1) для экструзионного формования. Затем осуществляют отвод круглоцилиндрического изделия (4) из головки (1) для экструзионного формования посредством зоны (7) закручивания в удерживающее и транспортное устройство (2), которое выполнено с возможностью удерживания и транспортирования круглоцилиндрического изделия (4) и которое может быть приведено во вращение вокруг продольной оси удерживающего и транспортного устройства. Далее закручивают круглоцилиндрическое изделие (4) в зоне (7) закручивания для образования спиральной внутренней полости посредством вращения удерживающего и транспортного устройства (2) вместе с круглоцилиндрическим изделием, удерживаемым и транспортируемым в удерживающем и транспортном устройстве. Выгружают круглоцилиндрическое изделие (4), которое имеет спиральную внутреннюю полость, проходящую во внутренней части изделия, из удерживающего и транспортного устройства (2) в устройство (3) для хранения. 2 н. и 8 з.п. ф-лы, 7 ил.
1. Способ изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего, по меньшей мере, одну спиральную внутреннюю полость, проходящую в его внутренней части, включающий в себя следующие этапы, на которых:
- изготавливают круглоцилиндрическое изделие (4), состоящее из пластической массы и имеющее, по меньшей мере, одну прямолинейную внутреннюю полость, проходящую в его внутренней части, средством (1) для экструзии;
- осуществляют отвод круглоцилиндрического изделия (4) из средства (1) для экструзии посредством зоны (7) закручивания в удерживающее и транспортное устройство (2), которое выполнено с возможностью удерживания и транспортирования круглоцилиндрического изделия (4) и выполнено с возможностью вращения вокруг его продольной оси (2i);
- закручивают круглоцилиндрическое изделие (4) в зоне (7) закручивания для образования, по меньшей мере, одной спиральной внутренней полости (9) посредством вращения удерживающего и транспортного устройства (2) вместе с круглоцилиндрическим изделием (4), удерживаемым в нем и транспортируемым, и
- выгружают круглоцилиндрическое изделие (4), которое имеет, по меньшей мере, одну спиральную внутреннюю полость (9), проходящую в его внутренней части, из удерживающего и транспортного устройства (2) в устройство (3) для хранения, при этом
- удерживающее и транспортное устройство (2), выполненное с возможностью вращения вокруг его продольной оси, приводят в действие посредством двух двигателей, один из которых представляет собой двигатель (5) подачи, обеспечивающий регулирование скорости продвижения круглоцилиндрического изделия в выполненном с возможностью вращения, удерживающем и транспортном устройстве, и другой из которых представляет собой двигатель вращения, который одновременно с продвижением круглоцилиндрического изделия в продольном направлении обеспечивает регулирование скорости удерживающего и транспортного устройства (2), выполненного с возможностью вращения вокруг его продольной оси;
- скорость продвижения и скорость вращения удерживающего и транспортного устройства (2) задают посредством блока (10) управления, который подает управляющие сигналы (st1, st2) двигателю (5) подачи и двигателю (6) вращения;
- скорость отвода круглоцилиндрического изделия (4) из средства (1) для экструзии измеряют посредством датчика (14) скорости и диаметр круглоцилиндрического изделия, отводимого из средства для экструзии, измеряют посредством датчика (15) диаметра; и
- сигналы (s1, s2) датчиков, поступающие из датчика скорости и датчика диаметра, подают в блок (10) управления, и блок управления приводит сигналы датчиков, подаваемые в него, в соответствие с заданным значением шага, обусловленным скоростью транспортирования и вращательным движением удерживающего и транспортного устройства.
2. Способ по п.1, отличающийся тем, что круглоцилиндрическое изделие (4) удерживают в удерживающем и транспортном устройстве (2) посредством транспортных лент (2е, 2f) и перемещают вперед в направлении его продольной оси.
3. Способ по одному из предшествующих пунктов, отличающийся тем, что транспортные ленты (2е, 2f) установлены на отклоняющих роликах (2a, 2b, 2c, 2d), скорость движения которых для перемещения круглоцилиндрического изделия (4) вперед задают посредством двигателя (5) подачи.
4. Способ по п.2 или 3, отличающийся тем, что круглоцилиндрическое изделие (4) удерживают в удерживающем и транспортном устройстве (2) посредством двух, трех или четырех транспортных лент, перемещающихся с одинаковой скоростью, и перемещают вперед в направлении его продольной оси.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что круглоцилиндрическое изделие (4) разрезают на мерные отрезки заданной длины посредством режущего устройства (11), при этом разрезание на мерные отрезки выполняют между средством (1) для экструзии и выполненным с возможностью вращения, удерживающим и транспортным устройством (2) или между выполненным с возможностью вращения и удерживающим и транспортным устройством (2) и устройством (3) для хранения.
6. Устройство для изготовления круглоцилиндрического изделия, состоящего из пластической массы и имеющего, по меньшей мере, одну спиральную полость, проходящую в его внутренней части, содержащее
- средство (1) для экструзии, выполненное с возможностью изготовления круглоцилиндрического изделия (4), состоящего из пластической массы и имеющего, по меньшей мере, одну прямолинейную внутреннюю полость, проходящую в его внутренней части;
- удерживающее и транспортное устройство, которое выполнено с возможностью удерживания и транспортирования круглоцилиндрического изделия (4) и которое выполнено с возможностью вращения вокруг его продольной оси (2i);
- устройство (3) для хранения, выполненное с возможностью приема круглоцилиндрического изделия, выгружаемого из удерживающего и транспортного устройства (2) и имеющего, по меньшей мере, одну спиральную внутреннюю полость (9), проходящую в его внутренней части;
- двигатель (5) подачи, выполненный с возможностью регулирования скорости продвижения круглоцилиндрического изделия (4) в выполненном с возможностью вращения, удерживающем и транспортном устройстве (2);
- двигатель (6) вращения, выполненный с возможностью регулирования скорости вращения удерживающего и транспортного устройства (2), выполненного с возможностью вращения вокруг его продольной оси;
- блок (10) управления, выполненный с возможностью подачи управляющих сигналов (st1, st2) двигателю (5) подачи и двигателю (6) вращения для задания скорости продвижения и скорости вращения;
- датчик (14) скорости, выполненный с возможностью измерения скорости отвода круглоцилиндрического изделия (4) из средства (1) для экструзии; и
- датчик (15) диаметра, выполненный с возможностью измерения диаметра круглоцилиндрического изделия, отводимого из средства (1) для экструзии,
при этом
- блок (10) управления дополнительно выполнен с возможностью приведения сигналов датчиков, подаваемых датчиком скорости и датчиком диаметра, в соответствие с заданным значением шага, которое обусловлено скоростью транспортирования и вращательным движением удерживающего и транспортного устройства.
7. Устройство по п.6, отличающееся тем, что удерживающее и транспортное устройство (2) содержит транспортные ленты (2е, 2f), выполненные с возможностью удерживания круглоцилиндрического изделия (4) и обеспечения его перемещения вперед в его продольном направлении.
8. Устройство по п.7, отличающееся тем, что транспортные ленты (2е, 2f) установлены на отклоняющих роликах (2a, 2b, 2c, 2d), скорость движения которых может быть задана посредством двигателя (5) подачи.
9. Устройство по п.7 или 8, отличающееся тем, что оно содержит две, три или четыре транспортные ленты (2е, 2f), распределенные предпочтительно с равными расстояниями друг от друга в направлении вдоль окружности круглоцилиндрического изделия (4).
10. Устройство по любому из пп.6-9, отличающееся тем, что оно содержит режущее устройство (11), которое расположено между средством (1) для экструзии и удерживающим и транспортным устройством (2) или между выполненным с возможностью вращения, удерживающим и транспортным устройством (2) и устройством (3) для хранения и предназначено для разрезания круглоцилиндрического изделия (4) на мерные отрезки.
| УСТРОЙСТВО ПРОТИВОСКОЛЬЖЕНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 1997 |
|
RU2138404C1 |
| WO 8806089 A2, 25.08.1988 | |||
| JPH 08127056 A, 21.05.1996 | |||
| DE 3326915 A1, 07.02.1985 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2012 |
|
RU2528265C2 |

