Изобретение относится к способам получения стержневых изделий из композиционных материалов методом пултрузии и может быть использовано, например, для изготовления арматурных стержней.
Известен способ изготовления стержневых изделий, включающий пропитку волокон связующим, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка, термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством - патент RU 2371312С1 на изобретение «Способ изготовления композитной арматуры», опубликовано 27.10.2009.
По своим признакам и достигаемым результатам этот способ наиболее близок к заявляемому и принят за прототип.
В известном способе образование из волокон пучка выполняют в двух собирающих устройствах: сначала - с получением плоской формы пучка, а затем - круглой.
Формирование на поверхности круглого пучка сцепных элементов ведут перекрестной винтовой намоткой двух жгутов. После чего выполняют термообработку с полимеризацией и охлаждением.
Недостаток известного способа заключается в сложности способа (намотка круглого пучка в двух собирающих устройствах; винтовая намотка двух перекрестных жгутов) и низкой надежности изготавливаемых изделий (сцепные элементы держатся на связующем, второй жгут частично висит в воздухе).
Техническим результатом способа является его упрощение и повышение надежности изготавливаемых с его использованием изделий.
Названный технический результат обеспечивается благодаря тому, что в способе изготовления стержневых изделий, включающем пропитку волокон связующим, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка, термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством, согласно изобретению, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка выполняют предварительно в собирающем устройстве формированием из волокон пучка некруглого профиля, а окончательно - скручиванием некруглого профиля со стороны собирающего устройства вращением полученного стержня вокруг оси тянущим устройством.
Ниже, со ссылкой на прилагаемые чертежи, где показано на:
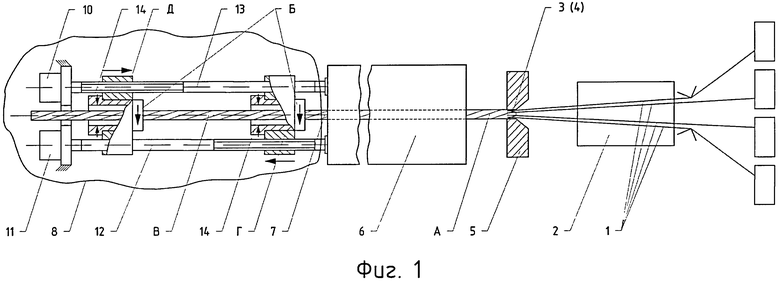
Фиг.1 - схема установки для изготовления стержневых изделий;
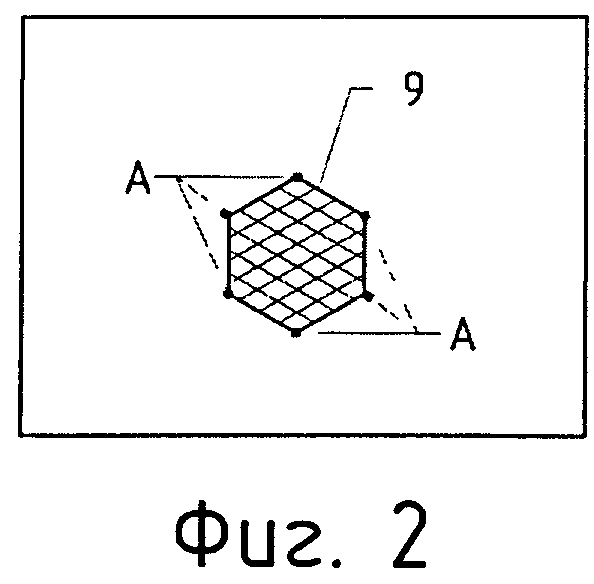
Фиг.2 - пучок волокон в поперечном сечении на выходе из собирающего устройства,
дается описание предлагаемого способа.
Способ изготовления стержневых изделий (например, арматурных стержней) включает пропитку волокон (или ровинга) 1 связующим 2, образование из волокон 1 пучка 3 (с удалением с него излишков связующего 2 - не показано), формирование на поверхности пучка 3 сцепных элементов 4 и уплотнение пучка 3 в собирающем устройстве 5, термообработку с полимеризацией и охлаждением в печи 6 и одновременным перемещением полученного стержня 7 тянущим устройством 8.
Способ характеризуется тем, что образование из волокон 1 пучка 3, формирование на его поверхности сцепных элементов 4 и уплотнение пучка 3 выполняют предварительно в собирающем устройстве 5 формованием из волокон 1 пучка 3 некруглого профиля 9, например, в виде шестиконечной звезды (чем обеспечивается получение выступающих продольных ребер А на теле пучка), а окончательно - скручиванием некруглого профиля 9 со стороны собирающего устройств 5 вращением (показано стрелками Б) полученного стержня 7 вокруг оси В тянущим устройством 8 (чем обеспечивается закрутка пучка на участке от собирающего устройства до зоны начального отверждения в печи и получение на теле пучка скрученных ребер, значительно усиливающих осевое сцепление стержня 7 при эксплуатации).
Тянущее устройство 8 выполнено с двумя каретками Г и Д, установленными на вращаемых приводами 10 и 11 направляющих 12, 13 и перемещаемыми по программе их винтовыми концами. Каретки Г и Д снабжены зажимными патронами 14 (например, цанговыми - не показаны) с автономными приводами вращения (например, червячными редукторами с муфтами предельного момента - не показаны) в направлении Б - скручивания пучка 3.
В процессе осуществления способа каретки Г и Д перемещаются синхронно возвратно-поступательно с поочередным захватом и освобождением зажимными патронами 14 стержня 7 и перемещением его с пучком 3 и волокнами 1 в направлении выхода готовой продукции.
Способ изготовления стержневых изделий характеризуется по сравнению со способом-прототипом большей простотой и повышенной надежностью изделий, изготавливаемых с его использованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержневых изделий | 2016 |
|
RU2646930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОГО ПРОВОДА И МНОГОЖИЛЬНЫЙ СЕРДЕЧНИК ЭЛЕКТРИЧЕСКОГО ПРОВОДА, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2015 |
|
RU2630897C2 |
| ТРУБА | 2003 |
|
RU2239744C1 |
| Вайерная композитная арматура и способ ее изготовления | 2016 |
|
RU2626864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ТРУБЫ | 2002 |
|
RU2216672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ АРМАТУРНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2799215C1 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
Изобретение относится к способу получения стержневых изделий из композиционных материалов методом пултрузии и может быть использовано, например, для изготовления арматурных стержней. Способ включает пропитку волокон или ровинга связующим, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка, а затем термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством. При этом образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка выполняют предварительно в собирающем устройстве формованием из волокон пучка некруглого профиля, а окончательно - скручиванием некруглого профиля со стороны собирающего устройства вращением полученного стержня вокруг оси тянущим устройством. Данный способ позволяет обеспечить повышение надежности изготавливаемых с его использованием изделий. 2 ил.
Способ изготовления стержневых изделий, включающий пропитку волокон связующим, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка, термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством, отличающийся тем, что образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка выполняют предварительно в собирающем устройстве формованием из волокон пучка некруглого профиля, а окончательно - скручиванием некруглого профиля со стороны собирающего устройства вращением полученного стержня вокруг оси тянущим устройством.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2371312C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ ИЛИ КАНАТА | 2004 |
|
RU2279728C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2412813C1 |
| СПОСОБ ОБРАБОТКИ ВОЛОКОН | 1990 |
|
RU2082840C1 |
| ЕР 0375896 А2, 04.07.1990 | |||
| US 2011316183 A1, 29.12.2011 | |||
| US 2010098946 A1, 22.04.2010 | |||
| WO 8900493 A1, 26.01.1989 | |||
| Способ нанесения гидроизоляционного слоя на наружную поверхность тюбинговой обделки туннелей | 1952 |
|
SU93736A1 |

