Изобретение относится к области малоэтажного строительства, в частности к способу производства домокомплектов в норвежском стиле (известен как норвежская рубка). Дома в норвежском стиле изготавливаются из двухкантного бруса (или лафета), угловые соединения как правило изготавливаются вручную с помощью бензопилы и специального норвежского топора, а также различных плотницких приспособлений. Сущность предлагаемого способа заключается в использовании робота-манипулятора, оснащённого фрезерным шпинделем для изготовления угловых и иных соединений балок сруба (окладного венца, коньковой балки), а также для изготовления декоративных колонн. Обработка производится цилиндрической концевой фрезой. Способ также включает автоматическую подачу балки в зону обработки, в том числе к сверлильному устройству и к дисковой пиле. Это позволяет автоматизировать изготовление угловых соединений балок стен и перегородок, производить сверление балок для установки нагелей или коммуникаций, выполнять торцевание и распиловку на отдельные детали, изготавливать пазы дверных и оконных проёмов. Таким образом, производство домокомплекта происходит полностью в автоматическом режиме, что повышает скорость и качество производственного процесса.
На текущий момент в России подобные домокомплекты производятся только вручную. Однако, в мире существует завод по автоматизированному производством норвежских домов. Он принадлежит компании Ekonams, находящейся в Латвии. Производственная линия изготовлена на заказ, данных об изготовителе в открытых источниках нет. Данное производство использует 5-осевой фрезерный узел (фиг 1) для изготовления фигурных частей соединений здания. Скорость производства выше чем при использовании робота-манипулятора. Однако и стоимость линии довольно высока. Цены на аналогичные линии по производству домокомплектов из профилированного бруса начинаются от 400.000 долл за б/у оборудование, новая линия примерно в два раза дороже (Hundegger K2i, Krusimatic, Makron Logmatic). Предприятиям малого и среднего бизнеса подобное оборудование недоступно.
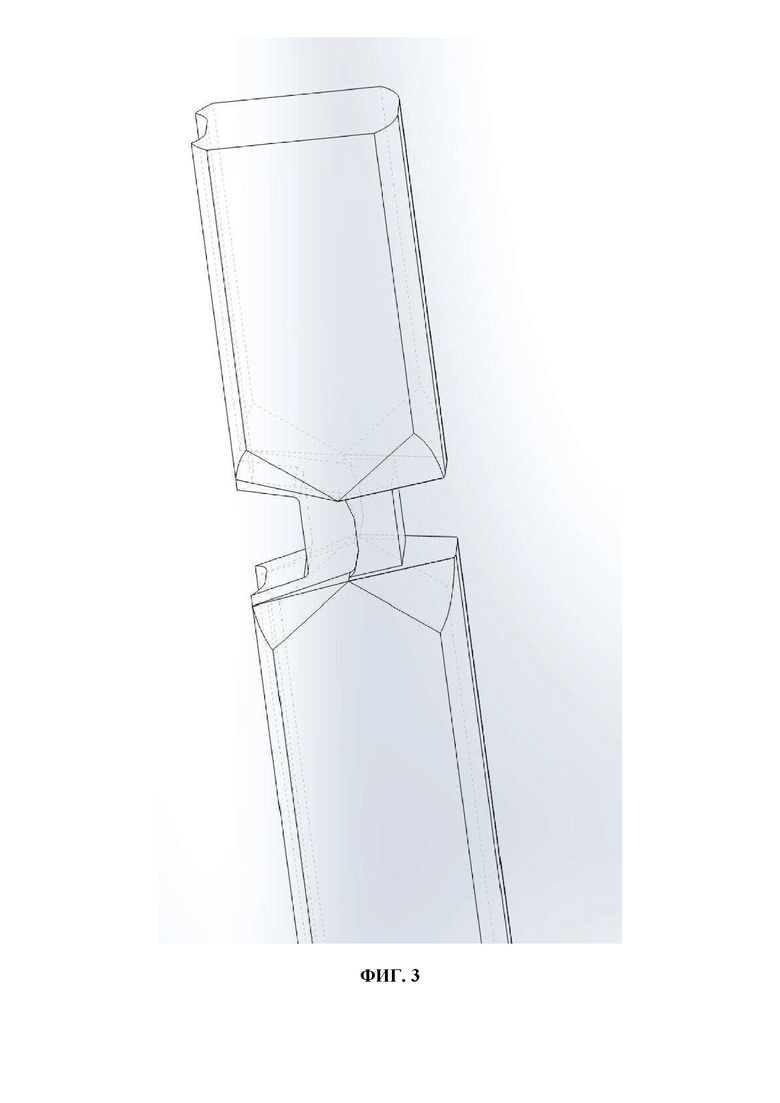
Автоматизированное применение робота-манипулятора реализовано в компании Makron, линия Logmatic, узел Logrobot (Фиг 2). Данная линия служит для изготовления домокомплектов из профилированного бруса или бруса прямоугольного сечения. Так как соединения балок (угловые замки или чашки) из профилированного бруса имеют ортогональные поверхности, их нецелесообразно изготавливать с применением робота-манипулятора. Для такой задачи лучше всего подойдёт цилиндрическая фреза большого диаметра (200-250 мм) с пневматическим приводом подачи (фиг 3, пара фрез работающих вертикально). Такое устройство гораздо дешевле в производстве, обслуживании и значительно быстрее выполняет обработку (угловое соединение фрезеруется за два прохода: один в вертикальной плоскости и один в горизонтальной. Общее время фрезерования около 10-20 сек. Ориентировочное время фрезерования с использованием робота около 15мин. Поэтому все подобные линии в мире (Schmidler, Stromab, Hundegger и т.п.) используют фрезы.
Тем не менее, у робота во фрезерном режиме есть как минимум два преимущества над фрезами:
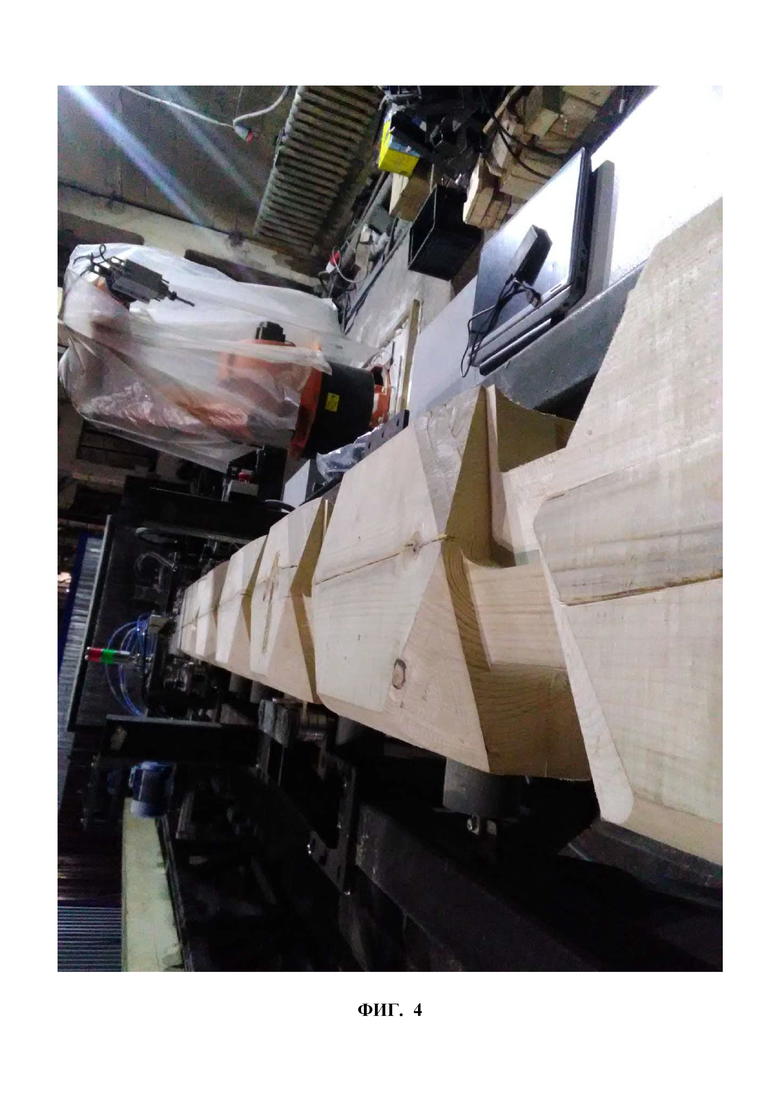
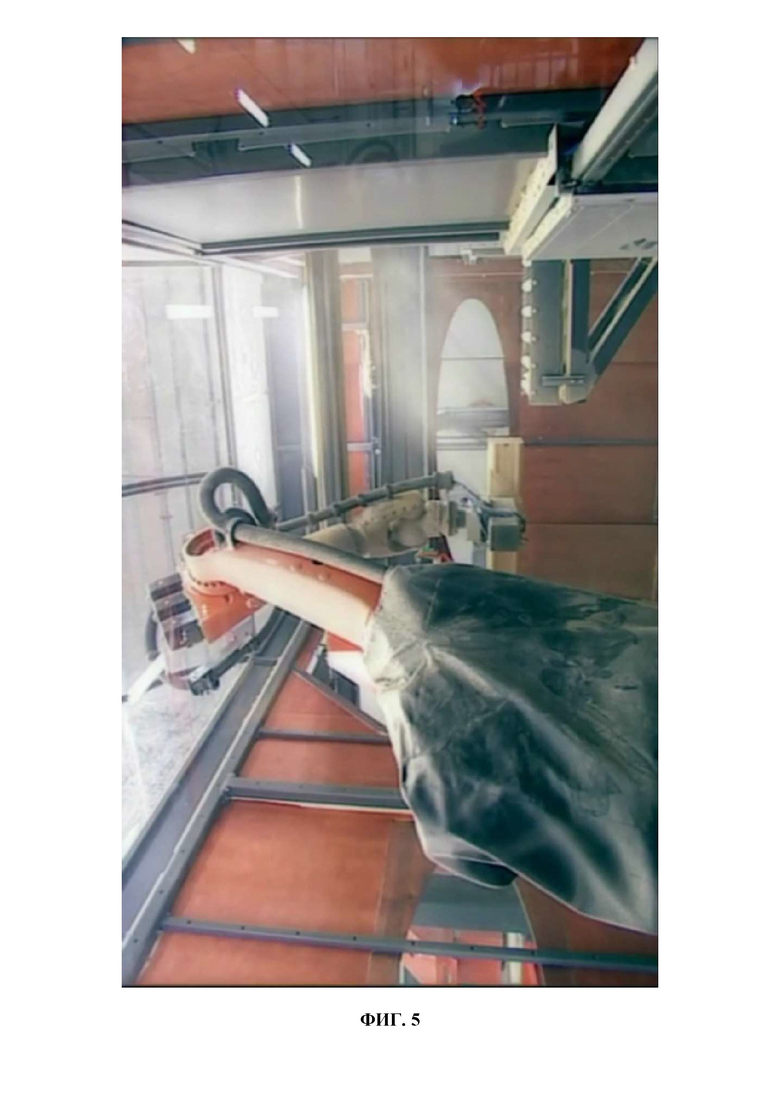
1. Он может обрабатывать поверхности под углом. Более того, можно с помощью программы изменить геометрию обработки. Именно поэтому в линии Makron (узел Logrobot, фиг 4) робот-манипулятор используется для изготовления диагональных и фигурных врезок (Фиг 5), но при этом все угловые соединения балок изготавливаются фрезами.
2. Робот может вырезать карманы и замкнутые углубления. Фрезам с пневмоприводом подачи нужен вход и выход ввиду их линейного перемещения, поэтому с их помощью можно изготовить только открытые пазы, либо открытые плоские участки.
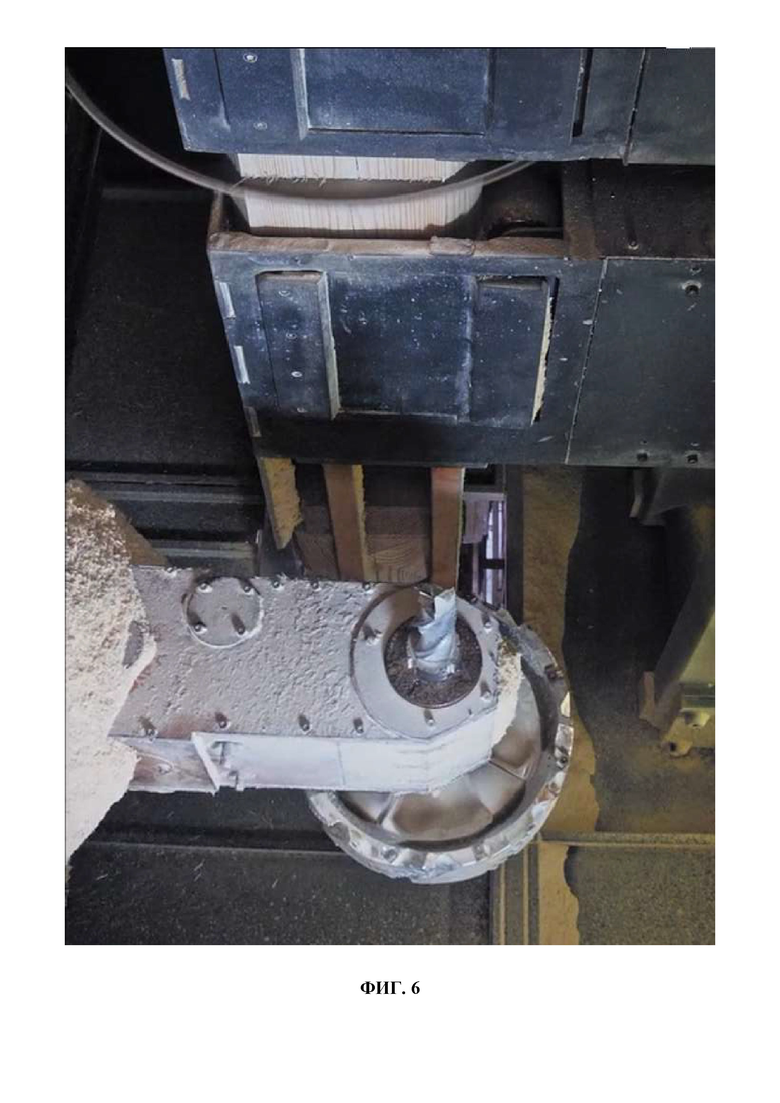
Соединения балок в норвежской технологии имеют несколько угловых плоскостей (минимум 8), фигурные и замкнутые поверхности (фиг 6), поэтому обычными фрезами такое соединение изготовить невозможно.
Линия для автоматизированного производства домов в норвежском стиле (фиг 7) монтируется на раме (Фиг 7, п.1) из сваренного стального профиля, на ней устанавливаются основные блоки и узлы. Подачу детали в зону обработки, а также вывод готового изделия осуществляют конвейеры 1 (Фиг 7, п.2) и 2 (Фиг 7, п.3). Они оснащены устройствами отсчёта длины подачи. Для фиксации заготовки во время обработки служат пневматические прижимы (Фиг 7, п.4).
Отверстия в заготовке изготавливаются с помощью сверлильного узла с пневматическим приводом (Фиг 7, п.5). Распиловка на отдельные детали, а также торцевание производится с помощью циркулярной пилы (Фиг 7, П.6). Устройства автоматики и управления приводом расположены в щитах, закрепленных на раме линии.
Робот (Фиг 7, п.7) устанавливается в районе средней части линии, чтобы иметь доступ к обрабатываемой детали без столкновений с остальными узлами и устройствами. Управление осуществляется с помощью ПЛК. Все устройства содержат датчики крайних положений, с помощью которых осуществляется контроль, управление и обеспечение безопасности работы. Управление осуществляется с пульта.
Порядок работы линии следующий: Заготовка укладывается краном на подающий стол 1, и вручную подводится в зону подхвата конвейером 1. Далее производится автоматическое торцевание балки и вывод её в начальную точку. Следующий этап обработки зависит от заданной оператором инструкции, которая содержит расстояние и тип операции которую необходимо выполнить. Угловые соединения вырезаются до половины с небольшим перекрытием. Когда вся последовательность действий окончена, балка выводится назад и ожидает переворота. Оператор переворачивает балку с помощью крана и снова подаёт в зону подхвата конвейером 1. Торцевание уже не производится, так как ровный край был задан ранее. Обработка производится по аналогичной инструкции, как и до этого, но теперь угловые соединения изготавливаются по другой программе. Происходит окончательное вырезание соединений (итоговое время на изготовление одного замка 24мин.) и распиловка балки на отдельные детали. Готовые части выводятся конвейером 2 на выходной стол.
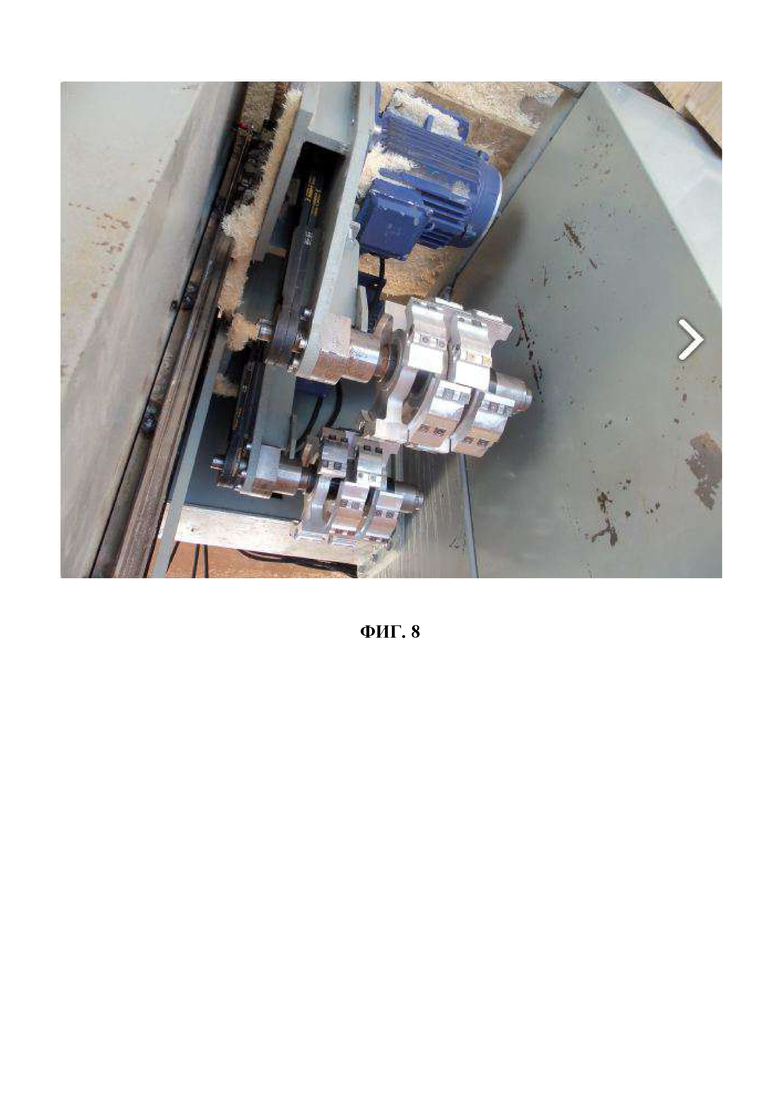
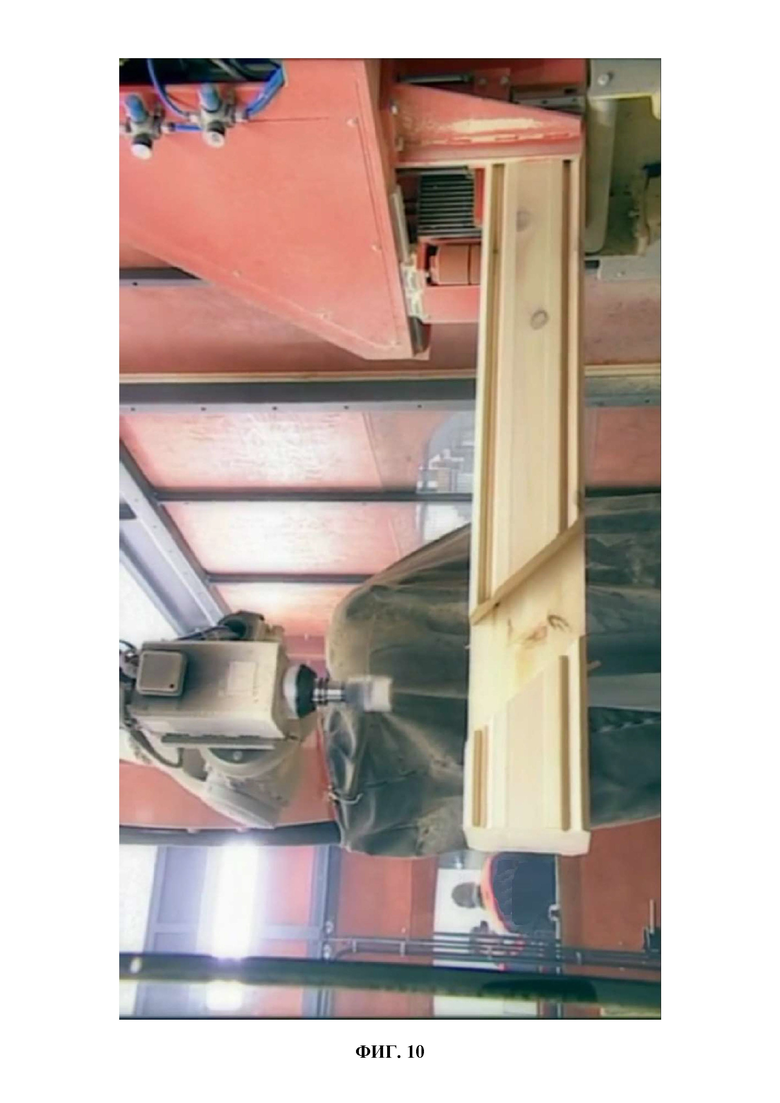
Изготовлен промышленный образец линии. Фото: Фиг 8-Фиг 10.
Итоговые затраты на покупку и содержание оборудования формата Ekonams недоступны малому бизнесу и части компаний среднего бизнеса (покупка оборудования, его техобслуживание, количество персонала для управления и обслуживания, занимаемые площади, программное обеспечение). Предлагаемый способ производства домокомплектов по норвежской технологии является более доступной альтернативой, требует меньше затрат и доступен компаниям любого уровня. Задание на производство происходит с любого чертежа, который может быть выпущен как архитектурной программой, так и изготовлен вручную. Для работы на линии нужен один человек. При достижении предела по объёму производства на одной линии, оборудование можно масштабировать до любого количества линий.



Изобретение относится к области малоэтажного строительства, в частности к производству домокомплектов. Для изготовления соединений деревянных балок здания используют в качестве заготовки двухкантный брус или лафет. Применяют 6-осевой робот-манипулятор, оснащённый фрезерным шпинделем, при этом подачу детали в зону обработки, а также вывод готового изделия осуществляют с помощью конвейеров. Причем отверстия в заготовке изготавливают с помощью сверлильного узла с пневматическим приводом, а распиловку на отдельные детали, а также торцевание производят с помощью циркулярной пилы. Повышается скорость и качество производственного процесса. 2 з.п. ф-лы, 10 ил.
1. Способ изготовления соединений деревянных балок здания, использующий в качестве заготовки двухкантный брус или лафет, отличающийся тем, что применяют 6-осевой робот-манипулятор, оснащённый фрезерным шпинделем, при этом подачу детали в зону обработки, а также вывод готового изделия осуществляют с помощью конвейеров, причем отверстия в заготовке изготавливают с помощью сверлильного узла с пневматическим приводом, а распиловку на отдельные детали, а также торцевание производят с помощью циркулярной пилы.
2. Способ по п.1, отличающийся тем, что робот-манипулятор располагается стационарно, либо монтируется на рельсовом ходу, при этом балка подаётся специальным механизмом, либо устанавливается неподвижно.
3. Способ по п.2, отличающийся тем, что механизм подачи и фиксации балки может дооснащаться пилой, пазовой фрезой или сверлом.
| KR 101744962 B1, 08.06.2017 | |||
| CN 112140250 A, 29.12.2020 | |||
| US 7736101 B2, 15.06.2010 | |||
| RU 2010141061 A, 20.04.2012 | |||
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ СОРТИМЕНТОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270089C1 |

