Изобретение относится к области деревообрабатывающих производств, в частности к производству бруса и брусовых изделий.
Известна линия для переработки бревен [1] содержащая загрузочный рольганг, комлевую, вершинную и перехватную тележки, фрезерный агрегат с базоформирующей головкой, горизонтальными фрезерными головками, наклонными и подающими вальцами, дисковыми пилами, самоустанавливающиеся клещи.
Недостатком данной линии является невозможность получения бруса различной конфигурации и изделий из него, неавтоматизированность процессов.
Наиболее близким прототипом является линия для переработки бревен [2], содержащая конвейер для подачи сориентированных бревен, фрезерно-пильное устройство, включающее в себя фрезерные узлы и пильные узлы с зачистными фрезами.
Недостатком известной линии является невозможность получения бруса различной конфигурации и изделий из него, а также низкая надежность и низкое качество выходной продукции.
Целью изобретения является повышение надежности линии для получения изделий из бруса, повышение качества выходной продукции и увеличение производительности труда.
На фиг. 1 представлена блок-схема автоматизированной линии для производства брусовых изделий, на фиг. 2 - схема торцовочно-сверлильного блока (ТСБ), на фиг. 3 - схема пазовально-распиловочного блока, на фиг. 4 - схема ведущего вала продольной подачи бруса.
Автоматизированная линия (фиг. 1) включает в себя автоматический загрузчик 1 для подачи бруса транспортером 2 в четырехсторонний продольно-фрезерный станок 3 для профилирования бруса, торцовочно-сверлильный блок 4, пазовально-распиловочный блок 5, стол 6 для сборки изделий из бруса, блок управления 7.
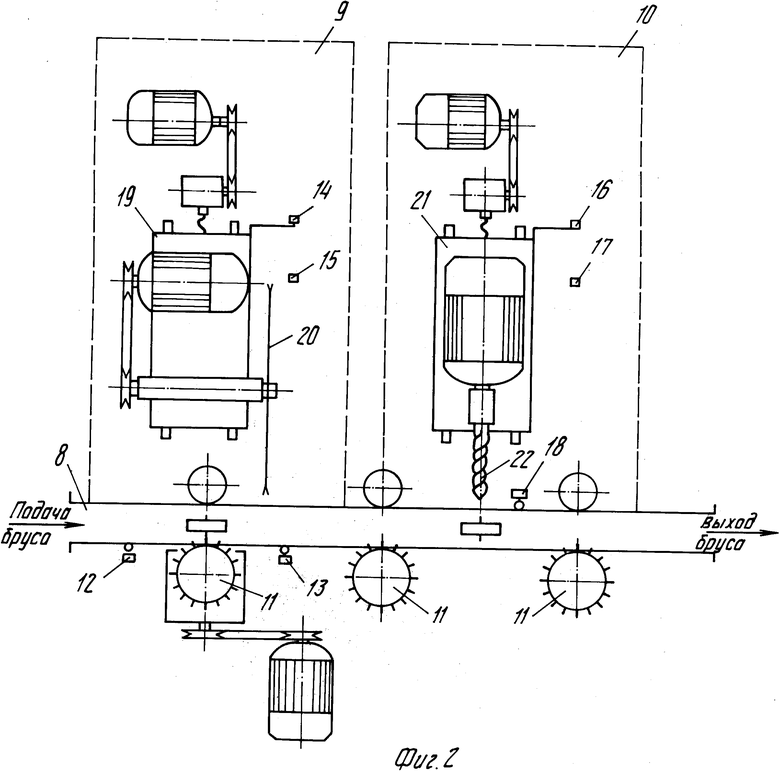
ТСБ (фиг. 2) состоит из станины 8, торцовочного узла 9, многошпиндельного сверлильного узла 10 (на чертеже показан одношпиндельный сверлильный узел), валов протяжного механизма продольной подачи 11, семи концевых выключателей 12 - 18, каретки 19 торцовочного узла, дисковой пилы 20, смонтированной на валу; каретки 21 сверлильного узла и сверла 22.
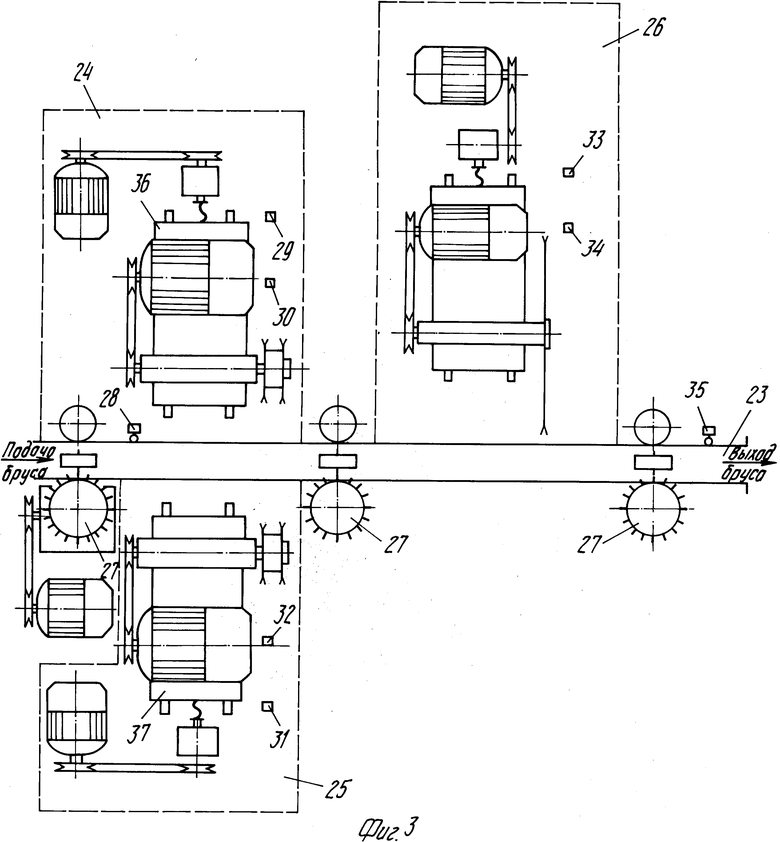
ПРБ (фиг. З) содержит станину 23, два фрезерных узла 24 - 25, торцовочный узел 26, валы протяжного механизма продольной подачи 27, восемь конечных выключателей 28 - 35, каретки 36 - 37.
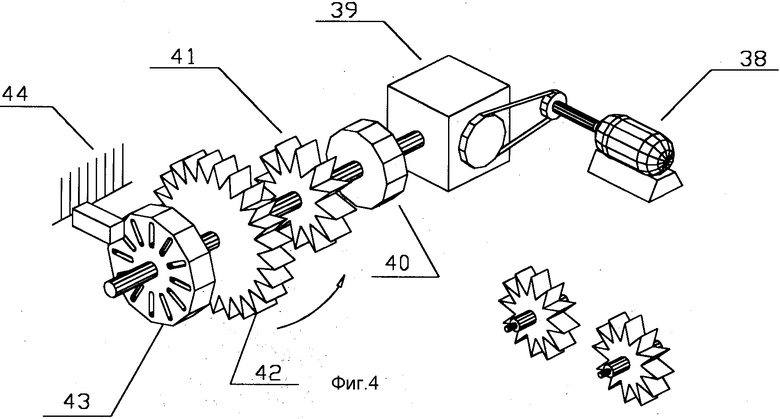
Ведущий вал продольной подачи бруса (фиг. 4) состоит из электродвигателя 38, редуктора 39, фрикционной электро-муфты 40, звездочки 41, зубчатого колеса 42, счетного колеса 43, датчика 44.
Устройство на фиг. 1 работает следующим образом.
Высушенный до 20% влажности брус подается в автоматический загрузчик 1, с помощью которого по транспортеру 2 заготовка поступает в четырехсторонний продольно-фрезерный станок 3, где брус профилируется по заданной конфигурации.
При выходе профилированного бруса из четырехстороннего продольно-фрезерного станка брус по рольгангу движется к торцовочно-сверлильному блоку (ТСБ) и давит на концевой выключатель (КВ) 12. По сигналу от КВ 12 блок управления 7 дает команды: на включение электродвигателей торцовочного и сверлильного узлов; на включение валов протяжного механизма 11 ТСБ продольной подачи бруса.
Брус захватывается протяжным механизмом и движется до следующего КВ 13. По сигналу с КВ 13 блок 7 дает команду на остановку протяжного механизма и на включение датчика 43 счетного колеса 42. Остановка протяжного механизма 11 осуществляется следующим образом: отключается электродвигатель; а для исключения его инерции и редуктора фрикционная электромуфта 39 расцепляет вал редуктора с протяжным валом и брус мгновенно останавливается. В этот же момент блок 7 дает команду на включение привода каретки 19 торцовочного узла. Дисковая пила 20, смонтированная на валу каретки, выравнивает торец бруса. Движение каретки 19 торцовочного узла ограничено КВ 15, по сигналу с которого блок 7 включает реверс электропривода каретки 19.
Возвращается в исходное положение каретка 19 и нажимает на КВ 14. По сигналу с КВ 15 блок 7 отключает привод каретки 19 и включает механизм продольной подачи бруса.
С этого момента (торцовка бруса) продольное движение бруса фиксируется датчиком 43 счетного колеса 42. Блок управления 7 в соответствии с заданной программой выбора точек сверления и по мере продвижения бруса, дает команду на остановку бруса в заданной точке. Блок 7 отключает привод продольной подачи и включает привод каретки сверлильного узла 10. По мере движения каретки 21 происходит сверление отверстия в брусе. Движение каретки ограничивается КВ 17, по сигналу которого блок 7 включает реверс электропривода каретки 21. Откат каретки 21 ограничивается КВ 16, по сигналу с которого отключается привод каретки и включается протяжный механизм 11 продольной подачи бруса.
Таким образом происходит сверление отверстий в брусе в соответствии с заданной программой выбора точек сверления.
При выходе бруса из второго ведомого вала протяжного механизма 11 ТСБ брус входит в зону действия протяжного механизма продольной подачи 27 пазовально-распиловочного блока (ПРБ), причем протяжные валы этого механизма отключены от редуктора фрикционной электромуфтой 40, при этом освобождается КВ 18, по сигналу которого блок 7 возвращает программу в исходное положение и ТСБ готов к обработке следующего бруса. По сигналу КВ 18 блок 7 дает команду на включение привода механизма продольной подачи 27 бруса ПРБ.
Брус, поступая в зону обработки ПРБ, давит на КВ 28, который запускает программу пазования и распиловки, задавая точку отсчета для счетного колеса 43 и включая электродвигатели фрезерных 24 и 25 и торцовочного 26 узлов. Программа по пазованию может быть задана в трех вариантах: 1-й - паз с одной лицевой стороны бруса; 2-й - паз с тыльной стороны бруса; 3-й - пазы с двух сторон бруса.
По мере продвижения бруса и в соответствии с заданной программой блок 7 дает команду на отключение электропривода механизма продольной подачи бруса 27 и отключает электро-муфту 40. Брус останавливается и блок 7 включает электропривод каретки одного или другого, или двух сразу фрезерных узлов 24 и 25. Движение каретки или кареток ограничено КВ 29 или КВ 29, КВ 31, которые включают реверс электроприводы каретки 36 или кареток 36 и 37, обратный ход которых ограничивается КВ 30 или КВ 30, КВ 32, которые отключают электропривода кареток и включают электропривод протяжного механизма 26 и продольной подачи бруса 27.
Таким образом, осуществляется выборка поперечных пазов, необходимых для угловых соединений брусовых изделий между собой. Распиловка бруса по размеру в соответствии с заданной программой блока 7 осуществляется торцовочным узлом 26, который работает по принципу торцовочного узла 9 ТСБ.
Отфрезерованный и распиленный в размер брус выталкивается протяжным механизмом 27 из зоны обработки ПРБ. При выходе из второго ведомого вала протяжного механизма продольной подачи 27 срабатывает конечный выключатель 35, который приводит программу блока 7 в исходное положение.
Из блока 5 брус выталкивается и укладывается на стол для сборки изделий из бруса 6 по направляющим линейкам, на котором происходит порядная сборка брусьев путем нанизывания брусьев через высверленные отверстия на металлические стержни, закладываются крепежные пластины, накручиваются гайки и затягиваются.
Таким образом, автоматизированная линия позволяет решить задачу обработки бруса по заданным параметрам и сборки изделий из бруса, при этом за счет автоматизации процесса повышается производительность труда и качество выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БРУСОВЫХ ПАНЕЛЕЙ | 1997 |
|
RU2098267C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| Комбинированный деревообрабатывающий станок | 1989 |
|
SU1781036A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1999 |
|
RU2180615C2 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
Использование: изобретение относится к области деревообрабатывающих производств, в частности к производству бруса и брусовых изделий. Сущность изобретения: устройство содержит автоматический загрузчик 1, транспортер 2, четырехсторонний продольно-фрезерный станок 3, торцовочно-сверлильный блок 4, пазовально-распиловочный блок 5, стол для сборки изделий из бруса 6, блок управления 7. 4 ил.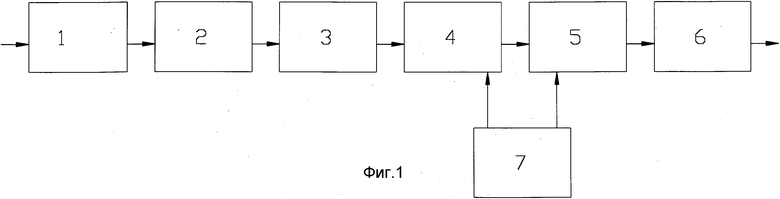
Автоматизированная линия для производства изделий из бруса, содержащая последовательно соединенные автоматический загрузчик, транспортер и четырехсторонний продольно-фрезерный станок, а также фрезерные и пильные устройства, протяжный механизм продольной подачи и блок управления, отличающаяся тем, что в нее дополнительно введен стол для сборки изделий из бруса, а фрезерные и пильные устройства выполнены в виде торцовочно-сверлильного и пазовально-распиловочного блоков, при этом торцовочно-сверлильный блок включает в себя торцовочный и многошпиндельный сверлильный узлы с приводами, которые жестко закреплены на станине, протяжный механизм продольной подачи и концевые выключатели, которые установлены на станине и около кареток торцовочного и многошпиндельного сверлильного узлов соответственно, пазовально-распилочный блок состоит из двух фрезерных и распиловочного узлов, жестко закрепленных на станине протяжного механизма продольной подачи, и конечных выключателей, которые установлены на станине и около кареток фрезерных и распиловочных узлов, в каждом протяжном механизме продольной подачи и на конце ведущего вала установлено счетное колесо с датчиком, который связан с блоком управления, при этом между четырехсторонним продольно-фрезерным станком, торцовочно-сверлильным и пазовально-распиловочным блоками установлены рольганги.
| SU, авторское свидетельство, 354994, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Потемкин Л.В | |||
| Деревообрабатывающие станки и автоматические линии | |||
| - М.: Лесная промышленность, 1987, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
