Настоящее изобретение относится к способу получения трехмерных многослойных формованных изделий посредством послойного формирования при помощи смолистого компонента, который содержит по меньшей мере фурановую смолу и более 5 вес. % и менее 50 вес. % мономерного фурфурилового спирта, и кислоты. Формованные изделия, полученные таким способом, подходят, помимо прочего, в качестве литейных форм и стержней литейных форм для литья металла.
Различные способы известны для послойного формирования трехмерных формованных изделий. С помощью этих способов изделия даже с наиболее сложными геометриями можно получать непосредственно послойно при помощи 3D-печати из данных из САПР без формовочных инструментов. Это невозможно при помощи обычных способов, для которых необходимы формы.
В WO 2001/068336 A2 раскрыты различные связующие для послойного формирования. Помимо прочего, использование фурановой смолы (не описанной далее) по меньшей мере с 50% фурфурилового спирта и самое большее 4% этиленгликоля также указывается как компоненты связующего. Смолистый компонент связующего распыляют послойно на всю рабочую поверхность сыпучего основного формовочного материала, а затем он также отверждается послойно, но с выборочным применением отвердителя, такого как органическая кислота.
В EP 1268165 B1 этот способ изменен таким образом, что как жидкое связующее, помимо прочего, также фурановая смола, которая не описана дополнительно, так и жидкий отвердитель наносят выборочно и послойно один за другим в последовательности смолистого компонента, а затем отвердителя на секции, которые подлежат отверждению.
Согласно EP 1509382 B1 смолистый компонент связующего не наносят послойно посредством печатающей головки, а скорее смешивают непосредственно с основным формовочным материалом и наносят послойно вместе с основным формовочным материалом. Эту смесь, состоящую из смолистого компонента и основного формовочного материала, затем отверждают выборочным нанесением отвердителя.
В патентном документе EP 1638758 B1 представлен обратный порядок добавления. Во-первых, основной формовочный материал предварительно смешивают с отвердителем, а затем смолистый компонент выборочно наносят послойно. Помимо прочего, кислоты, такие как водная пара-толуолсульфоновая кислота, описаны как отвердитель, и еще раз, помимо прочего, фурановые смолы описаны как смолистый компонент, но снова, если дополнительно определено, используя фурановую смолу по меньшей мере с 50% фурфурилового спирта.
Способ описан в DE 102014106178 A1, в котором основной формовочный материал отверждают послойно посредством щелочной фенольной смолы, сложного эфира и необязательно неорганической добавки.
В частности, система кислоты/фурановой смолы, соответствующая EP 1638758 B1, и система сложного эфира/щелочной фенольной смолы, соответствующая DE 102014106178 A1, на практике нашли определенное распространение при послойном формировании формованных изделий и используются при разработке новых литых деталей и при получении отдельных деталей или небольших партий, когда обычное производство при помощи формовочных инструментов будет слишком сложным и дорогостоящим, или, соответственно, только описывается при помощи сложного пакета стержня.
В частности, система кислоты/фурановой смолы имеет недостаток в том, что формованные изделия, полученные согласно этому способу, должны сначала быть освобождены предусмотренным образом из прилипшей и не нанесенной путем печати смеси, состоящей из основного формовочного материала и кислоты или смолистого компонента. Специалисты. выполняющие эту задачу, подвергаются действию пыли и паров растворителя и связующего.
Цель изобретения
Целью настоящего изобретения является обеспечение связующего для послойного формирования трехмерных формованных изделий, которое допускает послойное получение трехмерных формованных изделий, которые можно легко извлекать и с четким контуром из не нанесенной путем печати прилипшей смеси, состоящей из основного формовочного материала и кислоты или смолистого компонента. Помимо значительной экономии времени сниженное воздействие паров растворителя и связующего является дополнительным преимуществом в этом случае.
Краткое описание изобретения
Неожиданно обнаружили, что связующее, содержащее по меньшей мере:
(a) смолистый компонент, содержащий по меньшей мере фурановую смолу, получаемую реакцией по меньшей мере одного альдегидного соединения, в частности формальдегида, с фурфуриловым спиртом и, при необходимости, с дополнительными мономерами, а также более 5 вес. %, предпочтительно более 10 вес. % и особенно предпочтительно более 15 вес. %, а также менее 50 вес. %, предпочтительно менее 45 вес. % и особенно предпочтительно менее 40 вес. % мономерного фурфурилового спирта относительно смолистого компонента, и
(b) кислоту,
значительно снижает проблему адгезии не нанесенной путем печати смеси, состоящей из кислоты и основного формовочного материала или смолистого компонента и основного формовочного материала, с формованными изделиями, полученными таким образом.
Эти и другие цели достигаются с помощью объекта независимых пунктов формулы; предпочтительные варианты являются объектами зависимых пунктов формулы или описаны ниже.
Таким образом, настоящее изобретение содержит связующее, содержащее кислоту и смолистый компонент, содержащий по меньшей мере фурановую смолу и содержащий мономерный фурфуриловый спирт, с одной стороны, с более 5 вес. %, предпочтительно более 10 вес. % и особенно предпочтительно более 15 вес. % фурфурилового спирта, а с другой стороны, с менее 50 вес. %, предпочтительно менее 45 вес. % и особенно предпочтительно менее 40 вес. % мономерного фурфурилового спирта, в каждом случае относительно смолистого компонента.
Фурановая смола отличается тем, что она состоит из альдегидного соединения(й), в частности формальдегида, с фурфуриловым спиртом и, при необходимости, с дополнительными мономерами, такими как, в частности, мочевина, производные фурфурилового спирта (по определению, таким образом, производные фурфурилового спирта не включают сам фурфуриловый спирт) и/или фенольные производные. В этом случае фурановая смола состоит, в частности, из фурфурилового спирта и формальдегида в качестве мономеров на более чем 60 вес. %, предпочтительно более чем 70 вес. % и особенно предпочтительно более чем 80 вес. % относительно всех используемых мономеров.
С этим связующим так называемый рабочий ящик 3D-принтера можно использовать пространственно с большей эффективностью, т. е. формованные изделия можно получать ближе друг к другу в пространстве, поскольку «слияние» формованных изделий предотвращается с учетом сниженной склонности песка к прилипанию. Это также значительно повышает возможность повторного использования сыпучей, не нанесенной путем печати смеси, состоящей из основного формовочного материала и кислоты или смолистого компонента. С учетом сниженной части мономерного фурфурилового спирта, пары фурфурилового спирта во внутренней части так называемого рабочего ящика могут быть значительно снижены в процессе печати, и примеси в месте для установки и в печатающей головке можно минимизировать.
Подробное описание изобретения
Неожиданно обнаружили, что трехмерное формованное изделие, полученное при помощи смолистого компонента, содержащего фурановую смолу и менее 50 вес. %, предпочтительно менее 45 вес. % и особенно предпочтительно менее 40 вес. % мономерного фурфурилового спирта (относительно смолистого компонента), и кислоты, проявляет значительно меньшую адгезию не нанесенной путем печати смеси, состоящей из основного формовочного материала и кислоты или смолистого компонента, чем формованное изделие, полученное при помощи системы, состоящей из фурановой смолы с по меньшей мере 50 вес. % мономерного фурфурилового спирта, при использовании способа 3D-печати с послойным получением трехмерных формованных изделий.
Способ согласно настоящему изобретению включает следующие стадии согласно первому предпочтительному варианту:
ia) получение смеси, состоящей из огнеупорного основного формовочного материала и кислоты, в частности, при температурах 10-45°C, причем относительно смеси формовочного материала предпочтительно используют более 80 вес. %, в частности, более 90 вес. %, особенно предпочтительно более 95 вес. % огнеупорного основного формовочного материала и от 0,1 вес. % до 3,1 вес. %, предпочтительно от 0,1 вес. % до 2,6 вес. % и особенно предпочтительно от 0,1 вес. % до 2,1 вес. % кислоты относительно огнеупорного основного формовочного материала, или от 0,1 вес. % до 3 вес. %, предпочтительно от 0,1 вес. % до 2,5 вес. % и особенно предпочтительно от 0,1 вес. % до 2 вес. % относительно смеси формовочного материала;
ib) послойное распределение (сыпучей) смеси, состоящей из кислоты и огнеупорного основного формовочного материала, с толщиной слоя от 0,03 мм до 3 мм, предпочтительно от 0,03 до 1,5 мм в качестве слоя основного формовочного материала;
ic) печать выбранных участков распределенной смеси, состоящей из по меньшей мере кислоты и основного формовочного материала со смолистым компонентом, причем количество смолистого компонента составляет от 0,1 вес. % до 5 вес. %, предпочтительно от 0,3 вес. % до 4 вес. % и особенно предпочтительно от 0,5 вес. % до 3 вес. % относительно смеси формовочного материала, и температура печатающей головки предпочтительно составляет от 20 до 80°C; и
id) многократное повторение стадий ib) и ic).
Способ согласно настоящему изобретению включает следующие стадии согласно второму варианту:
iia) получение смеси, состоящей из огнеупорного основного формовочного материала и смолистого компонента, в частности, при температурах 10-45°C, причем относительно смеси формовочного материала предпочтительно используют более 80 вес. %, в частности, более 90 вес. %, особенно предпочтительно более 95 вес. % огнеупорного основного формовочного материала и от 0,1 вес. % до 5,3 вес. %, предпочтительно от 0,3 вес. % до 4,3 вес. % и особенно предпочтительно от 0,5 вес. % до 3,1 вес. % смолистого компонента относительно огнеупорного основного формовочного материала, или от 0,1 вес. % до 5 вес. %, предпочтительно от 0,3 вес. % до 4 вес. % и особенно предпочтительно от 0,5 вес. % до 3 вес. % относительно смеси формовочного материала;
iib) послойное распределение (сыпучей) смеси, состоящей из смолистого компонента и огнеупорного основного формовочного материала, с толщиной слоя от 0,03 мм до 3 мм, предпочтительно от 0,03 до 1,5 мм в качестве слоя основного формовочного материала;
iic) печать выбранных участков распределенной смеси, состоящей из по меньшей мере смолистого компонента и основного формовочного материала с кислотой, причем количество кислоты составляет от 0,1 вес. % до 3 вес. %, предпочтительно от 0,1 вес. % до 2,5 вес. % и особенно предпочтительно от 0,1 вес. % до 2 вес. % относительно смеси формовочного материала, и температура печатающей головки предпочтительно составляет от 20 до 80°C; и
iid) многократное повторение стадий iib) и iic).
Способ согласно настоящему изобретению включает следующие стадии согласно третьему варианту.
Стадии способа из первого и второго варианта, как указано выше, причем, однако, только основной формовочный материал и любая добавка распределяются послойно (как слой основного формовочного материала), и кислота и смолистый компонент добавляются с помощью двух отдельных печатающих головок, все в соответствующих концентрациях, как указано выше, причем, при необходимости, только одна печатающая головка распределяет выборочно, а другая на всю площадь.
«Смесь формовочного материала» понимают как общую композицию, содержащую все компоненты непосредственно перед отверждением, но только в степени, в которой по меньшей мере смолистый компонент, кислота и основной формовочный материал присутствуют в соответствующей части объема, так что часть объема может быть отверждена.
Части объема в рабочем ящике, которые не содержат кислоту или смолистый компонент, не относятся к смеси формовочного материала, а напротив определяются как смесь, состоящая из огнеупорного основного формовочного материала и смолистого компонента, или смесь, состоящая из огнеупорного основного формовочного материала и кислоты. Эта смесь может также всегда содержать другие компоненты (однако, или без кислоты, или без смолистого компонента). Эта смесь или вместе с кислотой (в первом случае), или вместе со смолистым компонентом (во втором случае) и содержащая все другие компоненты, которые впоследствии в своем общем количестве дают отвержденную форму или, соответственно, отвержденный стержень непосредственно перед отверждением, представляет собой смесь формовочного материала.
Отдельные компоненты будут описаны далее.
(1) Огнеупорный основной формовочный материал
Любые твердые вещества в виде частиц можно использовать в качестве огнеупорных основных формовочных материалов. Огнеупорный основной формовочный материал находится в сыпучем состоянии. Обычные и известные материалы в чистом виде, а также их смеси можно использовать в качестве огнеупорного основного формовочного материала для получения литейных форм. Например, кварцевый песок, циркониевый песок или песок хромовой руды, оливин, вермикулит, боксит, огнеупорная глина и огнеупорные основные формовочные материалы, которые искусственно получены или, соответственно, получены из синтетических материалов (таких как полые микросферы), являются подходящими.
Материалы, которые имеют высокую точку плавления (температуру плавления), рассматриваются как огнеупорный основной формовочный материал. Предпочтительно точка плавления огнеупорного основного формовочного материала предпочтительно составляет более 600°C, предпочтительно более 900°C, особенно предпочтительно более 1200°C и особенно предпочтительно более 1500°C.
Основной формовочный материал предпочтительно содержит более 80 вес. %, в частности, более 90 вес. %, особенно предпочтительно более 95 вес. % смеси формовочного материала.
Как правило, средний диаметр частиц огнеупорных основных формовочных материалов составляет от 30 мкм до 500 мкм, предпочтительно от 40 мкм до 400 мкм и особенно предпочтительно от 50 мкм до 250 мкм. Размер частиц может быть определен, например, посредством просеивания согласно DIN ISO 3310.
(2) Связующее
Связующее представляет многокомпонентную систему, содержащую по меньшей мере смолистый компонент и кислоту в качестве катализатора для отверждения смолистого компонента.
Компоненты будут описаны более подробно ниже.
(2a) Смолистый компонент
Смолистый компонент содержит по меньшей мере следующие составляющие:
i) более 5 вес. %, предпочтительно более 10 вес. % и особенно предпочтительно более 15 вес. %, а также менее 50 вес. %, предпочтительно менее 45 вес. % и особенно предпочтительно менее 40 вес. % мономерного фурфурилового спирта относительно смолистого компонента, определенного посредством газовой хроматографии (см. памятку VDG P70 «Bindemittelprüfung, Prüfung von flüssigen säurehärtbaren Furanharzen» 3-е издание, апрель 1989 г.);
ii) более 15 вес. %, предпочтительно более 20 вес. % и, в частности, более 25 вес. %, а также менее 90 вес. %, предпочтительно менее 85 вес. % и, в частности, менее 80 вес. % фурановой смолы относительно смолистого компонента.
Фурановая смола представляет собой продукт реакции альдегидного соединения, в частности формальдегида, с фурфуриловым спиртом. Кроме того, другие мономеры могут быть приведены в реакцию при реакции альдегидного соединения с фурфуриловым спиртом, такие как мономеры, содержащие азот, например, мочевину, производные фурфурилового спирта и/или фенольные соединения. Реакция происходит в присутствии кислотного катализатора предпочтительно со значением pKa при 25°C 2,5 или больше, предпочтительно со значением pKa 2,7–6 и особенно предпочтительно со значением pKa 3–5. Предпочтительно используют продукты реакции фурфурилового спирта и формальдегида, в которых мольное отношение фурфурилового спирта и формальдегида составляет 1 или больше; предпочтительно оно составляет от 1:0,2 до 1:0,9, предпочтительно от 1:0,2 до 1:0,8 и особенно предпочтительно от 1:0,3 до 1:0,7. В этом случае общее количество фурфурилового спирта и формальдегида, используемых в качестве мономеров, составляет более 60 вес. %, предпочтительно более 70 вес. % и особенно предпочтительно более 80 вес. % относительно всех используемых мономеров.
Слабые кислоты, их смеси, а также их соли предпочтительно со значением pKa при 25°C 2,5 или больше, предпочтительно со значением pKa 2,7–6 и особенно предпочтительно со значением pKa 3–5, используют в качестве кислотных катализаторов для реакции фурфурилового спирта и формальдегида. Они предпочтительно включают органические кислоты, такие как бензойная кислота, молочная кислота, адипиновая кислота, лимонная кислота или салициловая кислота. Ацетат цинка упоминают в качестве примера соли металла.
Тип и получение описанных выше продуктов реакции являются объектом, например, в DE 202011110617 U1 и DE 102014002679 A1.
iii) Кроме того, дополнительные 0–25 вес. %, предпочтительно 1–20 вес. % и, в частности, 3–15 вес. % относительно смолистого компонента, полимеров, полученных при реакции альдегидных соединений, в частности формальдегида, с мономерами, содержащими азот и, при необходимости, фурфуриловый спирт или производные фурфурилового спирта, можно добавлять в качестве дополнительного составляющего в смолистый компонент. В частности, они представляют собой продукты реакции альдегидных соединений, в частности формальдегида, и соединений, содержащих азот, предпочтительно мочевину, причем мольное отношение мочевины и формальдегида составляет 1 или меньше; предпочтительно оно составляет от 1:1 до 1:5, предпочтительно от 1:1 до 1:4 и особенно предпочтительно от 1:1,2 до 1:3.
Сильные кислоты, их смеси, а также их соли предпочтительно со значением pKa при 25°C 2,5 или меньше, предпочтительно со значением pKa 2,5–3 и особенно предпочтительно со значением pKa 2–0 используют в качестве кислотных катализаторов для реакции мочевины и формальдегида. Они предпочтительно включают пара-толуолсульфоновую кислоту или соли фосфорной кислоты, такие как фосфат натрия.
Использование составляющих смолистого компонента, описанных в iii), имеет положительный эффект на получение прочности формованного изделия, полученного послойным формированием, и в предпочтительном варианте осуществления они являются составляющими смолистого компонента в указанных пределах.
iv) Необязательно дополнительные 0–25 вес. %, предпочтительно 0–20 вес. % и, в частности, 0–15 вес. % относительно смолистого компонента, продуктов реакции альдегидного соединения, в частности формальдегида, и фенольных соединений, в частности самого фенола, можно добавлять в качестве полимеров в виде катализируемых основанием резольных смол в смолистый компонент.
v) Необязательно пластификаторы или регуляторы отверждения в количествах от 0 вес. % до 25 вес. %, предпочтительно от 0 вес. % до 20 вес. % и, в частности, от 0,2 вес. % до 15 вес. % относительно смолистого компонента можно добавлять в смолистый компонент.
vi) Необязательно модификаторы поверхности в количествах 0–5 вес. %, предпочтительно от 0,01 вес. % до 2 вес. % и особенно предпочтительно от 0,05 вес. % до 1 вес. % относительно смолистого компонента можно добавлять в смолистый компонент.
Помимо самого фурфурилового спирта, можно добавлять производные фурфурилового спирта, такие как 2,5-бис(гидроксиметил)фуран, метиловый или этиловый эфир 2,5-бис(гидроксиметил)фурана или 5-гидроксиметилфурфураль.
В общем, альдегиды формулы R-CHO используют в качестве альдегидов, где R представляет атом водорода или углеродный остаток предпочтительно из 1–8, особенно предпочтительно 1–3 атомов углерода.
Примеры представляют собой формальдегид, например, в виде водных растворов, или полимеры в виде триоксана или пара-формальдегида, ацетальдегида, пропионового альдегида, фурфурилового альдегида (фурфураля), бутиральдегида, глиоксаля и их смесей. Формальдегид или смеси, содержащие главным образом формальдегид (относительно мольного количества альдегидов), являются особенно предпочтительными.
Подходящие соединения, содержащие азот, представляют, например, производные мочевины, такие как сама мочевина, меламин или этиленмочевина, или амины, такие как аммиак и триэтиламин, аминоспирты, такие как моноэтаноламин или 2-амино-2-метил-1-пропанол. Мочевину, триэтиламин или моноэтаноламин, в частности мочевину, используют в особенно предпочтительном варианте осуществления.
Эти соединения, содержащие азот, могут быть получены для прямой реакции с фурфуриловым спиртом или производным фурфурилового спирта и альдегидного соединения или с их предконденсатом, или в предпочтительном варианте добавляться в качестве независимого предконденсата, в частности, в виде производных мочевины, таких как предпочтительно сама мочевина, сконденсированная с альдегидом, предпочтительно формальдегидом, и необязательно сконденсированная предпочтительно с фурфуриловым спиртом или производным фурфурилового спирта.
Количество азотсодержащих соединений выбирают так, что общее содержание азота (N) смолистого компонента, определенное по Кьельдалю (согласно DIN 16916-02-B2 или памятке VDG P70), составляет менее 5 вес. %, предпочтительно менее 3,5 вес. % и особенно предпочтительно менее 2 вес. %, так что трещины на поверхности литой детали, получающиеся из-за присутствия азота, уменьшаются или исключаются.
Подходящие фенольные соединения характеризуются одним или более ароматическими кольцами и по меньшей мере одним гидрокси-заместителем на этих кольцах. Помимо самого фенола, примерами являются замещенные фенолы, такие как крезолы или нонилфенол, 1,2-дигидроксибензол (пирокатехин), 1,3-дигидроксибензол (резорцин), масло из скорлупы ореха кешью, т. е. смесь, состоящая из карданола и кардола, или 1,4-дигидроксибензол (гидрохинон), или фенольные соединения, такие как бисфенол A, или их смеси. Фенол в качестве фенольного компонента является особенно предпочтительным.
Эти фенолы можно получать для реакции непосредственно с фурфуриловым спиртом и альдегидным соединением или с их предконденсатом. Кроме того, продукты реакции фенолов и формальдегида в виде резольных смол, которые получают в щелочных условиях, можно добавлять в смолистый компонент.
Общее содержание свободного фенола в смолистом компоненте составляет предпочтительно менее 1 вес. % (что определено газовой хроматографией).
Для дополнительного разбавления вышеописанного смолистого компонента до диапазона вязкости, необходимой для процесса печати, от 2 мПа•с до 70 мПа•с, предпочтительно от 5 мПа•с до 60 мПа•с и особенно предпочтительно от 5 мПа•с до 50 мПа•с (по Брукфильду, при 25°C), смолистый компонент может содержать дополнительные растворители, такие как вода или органические растворители, которые не являются фурфуриловым спиртом, содержащим 1–25 атомов углерода, например, спирты, такие как этанол, пропанол, 5-гидрокси-1,3-диоксан, 4-гидроксиметил-1,3-диоксолан или тетрагидрофурфуриловый спирт, оксетаны, такие как триметилолпропаноксетан, кетоны, такие как ацетон, или сложные эфиры, такие как триацетин и пропиленкарбонат. Вода и этанол, а также их смеси, являются особенно предпочтительными.
Количество растворителя(-ей), добавленных в смолистый компонент, выбирают так, чтобы общее содержание воды в смолистом компоненте (определенное титрованием по Карлу Фишеру согласно DIN 51777) составляет от 5 вес. % до менее чем 40 вес. %, предпочтительно от 5 вес. % до менее чем 35 вес. % и, в частности, от 7 вес. % до менее чем 30 вес. %, и количество дополнительных растворителей, которые не являются фурфуриловым спиртом или водой, составляет от 0 вес. % до 30 вес. %, предпочтительно от 0,5 вес. % до 25 вес. % и, в частности, от 1 вес. % до 20 вес. % относительно смолистого компонента в каждом случае.
Кроме того, смолистый компонент может содержать дополнительные добавки, такие как регуляторы отверждения или пластификаторы. Они включают, например, диолы или полиолы с 2–12 атомами углерода, жирные кислоты, силиконы или фталаты, которые используют в количествах от 0 вес. % до 25 вес. %, предпочтительно от 0 вес. % до 20 вес. % и особенно предпочтительно в количествах от 0,2 до 15 вес. % относительно смолистого компонента. Гликоли, такие как этиленгликоль, а также жирные кислоты, такие как масляная кислота, являются особенно предпочтительными.
Помимо компонентов, уже упомянутых, смолистый компонент может содержать подходящие добавки, такие как модификаторы поверхности, которые содержат, например, силаны (например, согласно EP 1137500 B1). Подходящие силаны представляют собой, например, аминосиланы, эпоксисиланы, меркаптосиланы, гидроксисиланы и уреидосиланы, такие как гамма-гидроксипропилтриметоксисилан, гамма-аминопропилтриметоксисилан, 3-уреидопропилтриэтоксисилан, гамма-меркаптопропилтриметоксисилан, гамма-глицидоксипропилтриметоксисилан, бета-(3,4-эпоксициклогексил)-триметоксисилан и N-бета-(аминоэтил)-гамма-аминопропилтриметоксисилан или другие полисилоксаны. Добавленные количества силанов составляют, в частности, от 0 вес. % до 5 вес. %, предпочтительно от 0,01 вес. % до 2 вес. % и особенно предпочтительно от 0,05 вес. % до 1 вес. % относительно смолистого компонента в каждом случае.
В качестве среды для печати смолистый компонент, как описано выше, имеет вязкость (по Брукфильду, 25°C, шпиндель 21, DIN EN ISO 2555) от 2 мПа⋅с до 70 мПа⋅с, предпочтительно от 5 мПа⋅с до 60 мПа⋅с и особенно предпочтительно от 5 мПа⋅с до 50 мПа⋅с при 25°C в каждом случае. Также независимо от этого, поверхностное натяжение составляет от 10 мН/м до 70 мН/м, предпочтительно от 15 мН/м до 60 мН/м, особенно предпочтительно от 15 мН/м до 55 мН/м и особенно предпочтительно от 20 мН/м до 50 мН/м, что определено с помощью метода пластины Вильгельми с использованием тензиометра Krüss K100 для измерения силы отрыва, измеренной при 20°C. Для более низкого поверхностного натяжения смолистый компонент можно дополнительно модифицировать при помощи поверхностно-активных веществ, таких как катионные, анионные или неионные поверхностно-активные вещества, например, с карбоксилатами, сульфонатами или сульфатами, такими как натрий-2-этилгексилсульфат в качестве анионного поверхностно-активного вещества, соединения четвертичного аммония, такие как эстеркваты в качестве катионных поверхностно-активных веществ, или спирты, эфиры или этоксилаты, такие как полиалкиленгликолевый эфир в качестве неионных поверхностно-активных веществ.
В данном контексте упоминается, что температура печати, т. е. температура печатающей головки, не ограничена комнатной температурой, а может, напротив, составлять от 20°C до 80°C, в частности, 20-40°C, и даже связующие с более высокой вязкостью при этом можно легко печатать.
Независимо от этого, температура смолистого компонента составляет от 15°C до 80°C, в частности, от 20 до 40°C при печати.
Количество смолистого компонента в смеси формовочного материала составляет от 0,1 вес. % до 5 вес. %, предпочтительно от 0,3 вес. % до 4 вес. % и особенно предпочтительно от 0,5 вес. % до 3 вес. % относительно смеси формовочного материала.
(2b) Кислота
Обычные кислоты для получения литейных форм или их смеси можно использовать в качестве катализаторов для отверждения смолистого компонента, которые имеют значение pKa при 25°C меньше 4, предпочтительно значение pKa 3,9 или меньше, предпочтительно значение pKa меньше 3 и особенно предпочтительно со значением pKa меньше 1,5, таких как органические кислоты типа пара-толуолсульфоновой кислоты, ксилолсульфоновой кислоты, бензолсульфоновой кислоты, метансульфоновой кислоты или молочной кислоты, а также неорганические кислоты типа серной кислоты или фосфорной кислоты, или смеси различных органических и неорганических кислот.
Водная пара-толуолсульфоновая кислота, серная кислота и/или водные молочные кислоты, а также их смеси являются особенно предпочтительными в качестве кислот.
Количество кислоты в смеси формовочного материала составляет от 0,1 вес. % до 3 вес. %, предпочтительно от 0,1 вес. % до 2,5 вес. % и особенно предпочтительно от 0,1 вес. % до 2 вес. % относительно смеси формовочного материала.
Кроме того, кислота может иметь другие добавки для оптимизации свойств технического песка. Они включают, например, регуляторы отверждения, такие как гликоли, особенно этиленгликоль, или спирты типа этанола, которые используются в количествах от 0 вес. % до 15 вес. %, предпочтительно от 0 вес. % до 10 вес. % и, в частности, от 0 вес. % до 7 вес. % относительно кислоты.
(3) Добавка в основной формовочный материал
Необязательно органические или минеральные добавки можно добавлять в смеси формовочного материала, такие как оксиды железа, силикаты, алюминаты, полые микросферы, древесные опилки или крахмалы, а также их смеси, чтобы избежать трещин в форме, в количестве менее 10 вес. %, предпочтительно в количествах менее 7 вес. % и особенно предпочтительно в количествах менее 5 вес. % (в каждом случае относительно смеси формовочного материала).
Настоящее изобретение будет пояснено ниже со ссылкой на примеры испытаний, но не ограничиваясь ими.
Примеры
Получение фурановой смолы – смола 1
Фурфуриловый спирт (79 вес. %), параформальдегид 92% (12,1 вес. %), адипиновая кислота (4,8 вес. %), молочная кислота 80% (0,7 вес. %), мочевина (1,7 вес. %), вода (1,7 вес. %)
2370 г фурфурилового спирта, 363 г параформальдегида и 144 г адипиновой кислоты добавляли при перемешивании. Затем 21 г 80% молочной кислоты добавляли, и реакционную смесь нагревали до 110°C. Через приблизительно 240 минут смесь охлаждали до 100°C и перемешивали при этой температуре в течение еще 120 минут. Затем реакционную смесь охлаждали до 80°C, и добавляли 51 г мочевины и 51 г воды.
Количество продукта реакции, состоящее из
*Составляющее смолистого компонента согласно описанию в соответствии с разделом ii)
Продукт реакции формальдегида и мочевины – смола 2
Коммерчески доступный продукт от компании Hexion использовали в качестве продукта реакции формальдегида и мочевины.
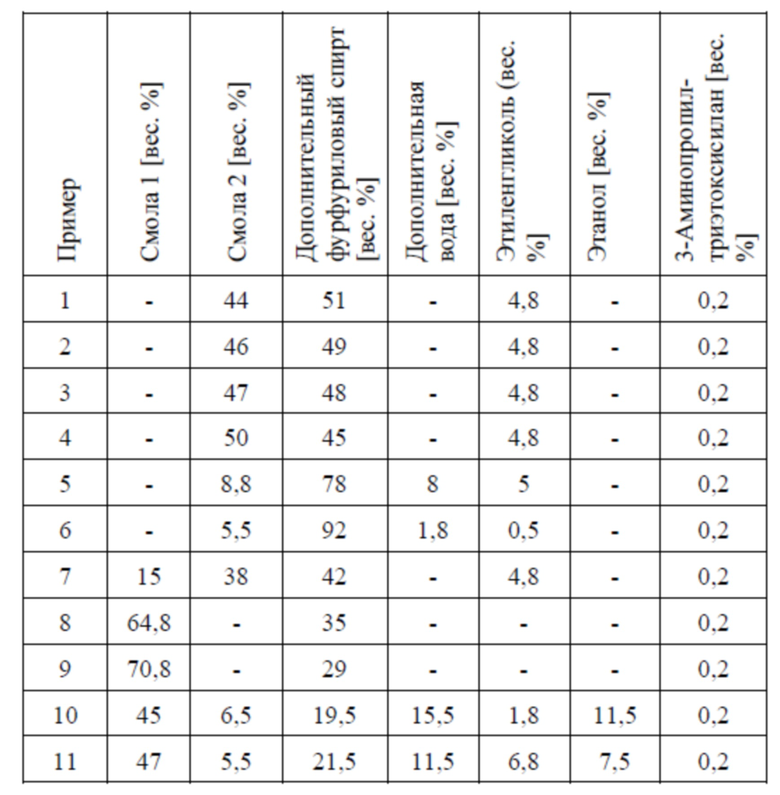
Составы смолистых компонентов, исследованные далее относительно склонности песка к прилипанию, описаны в таблице 1.
**Составляющее смолистого компонента согласно описанию в соответствии с разделом ii)
Таблица 1
Исследование снижения адгезии
Для исследования снижения адгезии смеси, состоящей из кислоты и основного формовочного материала, к отвержденной смеси формовочного материала, содержащей все компоненты связующего, 3 кг кварцевого песка H32 в качестве основного формовочного материала и 0,4 вес. % относительно основного формовочного материала, 65% пара-толуолсульфоновой кислоты в качестве кислоты смешивали интенсивно в течение 1 минуты при 75 об./мин. в лабораторных условиях в чаше смесителя с мешалкой лопастного типа от компании Beba (комнатная температура = температура песка = 20°C, влажность = 30%). Эту смесь затем прессовали в деревянной форме с размерами 400 мм x 230 мм x 22,5 мм, а затем 0,5 г смолистого компонента точечно разбрызгивали. Для проверки воспроизводимости эту процедуру выполняли всего в восьми местах на поверхности смеси, состоящей из кислоты и основного формовочного материала. Деревянную форму, полученную таким образом, хранили в течение 24 часов при комнатной температуре, и связующее отверждали. Затем образованные стержни, состоящие из основного формовочного материала/кислоты/смолистого компонента, удаляли из сыпучей смеси, состоящей из кислоты и основного формовочного материала, и оценивали весовым путем.
Этот эксперимент мог показать, что адгезию песка можно значительно снизить путем использования связующего согласно настоящему изобретению (таблица 2). Это значительное преимущество по сравнению с системами связующих, которые описаны в уровне техники.
Оценка основывалась на отметках от 1 (очень мало прилипшего песка) до 6 (очень много прилипшего песка).
Таблица 2
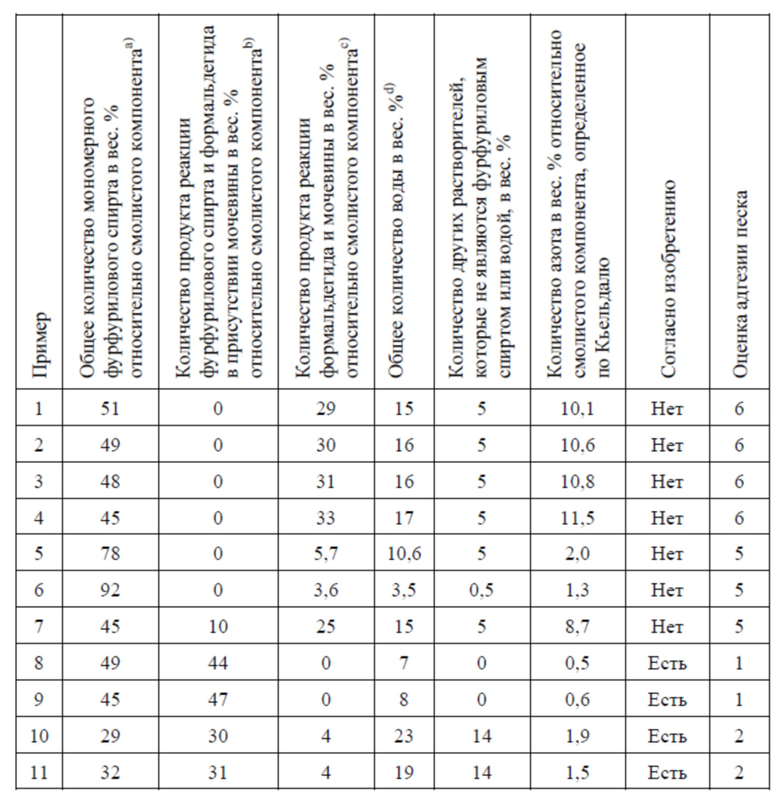
a) количество мономерного фурфурилового спирта состоит из количества непрореагировавшего фурфурилового спирта, которое не прореагировало при получении фурановой смолы (смолы 1), и количества отдельно добавленного фурфурилового спирта;
b) количество соответствует количеству продукта реакции фурфурилового спирта, формальдегида и мочевины из смолы 1 (см. выше);
c) количество соответствует количеству продукта реакции формальдегида и мочевины из смолы 2 (см. выше);
d) количество воды состоит из количеств воды из смолы 1 и смолы 2 и количества отдельно добавленной воды.
Группа изобретений относится к способу послойного формирования отвержденных трехмерных формованных изделий, а также к форме или стержню, полученным данным способом. Заявленный способ осуществляют посредством послойного формирования при помощи смолистого компонента, который содержит по меньшей мере фурановую смолу и более 5 вес. % и менее 50 вес. % мономерного фурфурилового спирта, и кислоты. Формованные изделия, полученные таким способом, подходят, помимо прочего, в качестве литейных форм и стержней литейных форм для литья металла. Группа изобретений обеспечивает снижение времени на получение изделий. 2 н. и 23 з.п. ф-лы, 1 табл., 1 пр.
1. Способ послойного формирования отвержденных трехмерных формованных изделий, где огнеупорный основной формовочный материал распределяют послойно с получением слоя основного формовочного материала и по меньшей мере один компонент связующего выборочно наносят с помощью печатающей головки послойно на слой основного формовочного материала отдельно от огнеупорного основного формовочного материала, и
связующее содержит по меньшей мере два компонента:
a) смолистый компонент, содержащий фурановую смолу в качестве продукта реакции по меньшей мере альдегидного соединения, и фурфурилового спирта, и необязательно соединений, содержащих азот, и/или фенольных соединений, причем содержание азота в смолистом компоненте составляет менее 5 вес. %, и причем смолистый компонент содержит более 5 вес. % и менее 50 вес. % мономерного фурфурилового спирта относительно смолистого компонента, и
b) кислота в качестве каталитического компонента,
и последовательность распределения по меньшей мере одного слоя основного формовочного материала и нанесения по меньшей мере одного компонента слоя связующего повторяется послойно.
2. Способ по п. 1, где или
(A) к распределяемому послойно огнеупорному основному формовочному материалу добавляют кислоту таким образом, что по меньшей мере огнеупорный основной формовочный материал и кислота образуют слой основного формовочного материала, и смолистый компонент наносят послойно с помощью печатающей головки на слой основного формовочного материала, или
(B) к распределяемому послойно огнеупорному основному формовочному материалу добавляют смолистый компонент таким образом, что по меньшей мере огнеупорный основной формовочный материал и смолистый компонент образуют слой основного формовочного материала, и кислоту наносят послойно с помощью печатающей головки на слой основного формовочного материала.
3. Способ по любому из пп. 1 и 2, где смолистый компонент содержит более 5 вес. %, предпочтительно более 10 вес. % и особенно предпочтительно более 15 вес. %, а также менее 50 вес. %, предпочтительно менее 45 вес. % и особенно предпочтительно менее 40 вес. % мономерного фурфурилового спирта.
4. Способ по любому из предыдущих пунктов, где смолистый компонент содержит более 15 вес. %, предпочтительно более 20 вес. % и особенно предпочтительно более 25 вес. %, а также менее 90 вес. %, предпочтительно менее 85 вес. % и, в частности, менее 80 вес. % фурановой смолы.
5. Способ по любому из предыдущих пунктов, где фурановая смола предпочтительно представляет собой продукт реакции фурфурилового спирта и формальдегида, а также при необходимости соединений, содержащих азот, таких как предпочтительно мочевина, причем предпочтительно мольное соотношение фурфурилового спирта и формальдегида составляет 1 или больше, предпочтительно от 1:0,2 до 1:0,9, предпочтительно от 1:0,2 до 1:0,8 и особенно предпочтительно от 1:0,3 до 1:0,7.
6. Способ по любому из предыдущих пунктов, где кислотный катализатор для получения продукта реакции формальдегида и фурфурилового спирта представляет собой кислоту со значением pKa 2,7–6, предпочтительно со значением pKa 3–5 и особенно предпочтительно молочную кислоту или адипиновую кислоту, а также их комбинации.
7. Способ по любому из предыдущих пунктов, где смолистый компонент содержит 0–25 вес. %, предпочтительно 1–20 вес. % и, в частности, предпочтительно 3–15 вес. % продуктов реакции формальдегида и мочевины.
8. Способ по любому из предыдущих пунктов, где соединения, содержащие азот, представляют собой мочевину, и/или количество соединений, содержащих азот, выбирают так, что общее количество азота в смолистом компоненте составляет менее 5 вес. %, предпочтительно менее 3,5 вес. % и особенно предпочтительно менее 2 вес. %.
9. Способ по любому из предыдущих пунктов, где общее количество воды в смолистом компоненте составляет не более 40 вес. %, предпочтительно не более 35 вес. % и особенно предпочтительно не более 30 вес. %.
10. Способ по любому из предыдущих пунктов, где смолистый компонент дополнительно содержит органический растворитель, который не является фурфуриловым спиртом с 1-25 атомами углерода, предпочтительно спиртами, в частности этанолом, причем количество органического растворителя не превышает количество 30 вес. %, предпочтительно количество 25 вес. % и особенно предпочтительно количество 20 вес. %.
11. Способ по любому из предыдущих пунктов, где смолистый компонент имеет вязкость (DIN EN ISO 2555, по Брукфильду, 25°C) от 2 до 70 мПа⋅с, предпочтительно от 5 до 60 мПа⋅с и особенно предпочтительно от 5 до 50 мПа⋅с при 25°C.
12. Способ по любому из предыдущих пунктов, где смолистый компонент при 20°C имеет поверхностное натяжение от 10 до 70 мН/м, предпочтительно от 15 до 60 мН/м, особенно предпочтительно от 15 до 55 мН/м и особенно предпочтительно от 20 до 50 мН/м, что определено с помощью метода пластины Вильгельми с использованием тензиометра  K100 для измерения силы отрыва при 20°C.
K100 для измерения силы отрыва при 20°C.
13. Способ по любому из предыдущих пунктов, где количество смолистого компонента составляет от 0,1 до 5,3 вес. %, предпочтительно от 0,3 до 4,3 вес. % и особенно предпочтительно от 0,5 до 3,1 вес. % относительно огнеупорного основного формовочного материала или от 0,1 до 5 вес. %, предпочтительно от 0,3 до 4 вес. % и особенно предпочтительно от 0,5 до 3 вес. % относительно смеси формовочного материала.
14. Способ по любому из предыдущих пунктов, где кислота, используемая для отверждения смолистого компонента, является органической или неорганической кислотой или их смесью со значением pKa при 25°C менее 4, предпочтительно со значением pKa 3,9 или меньше, предпочтительно со значением pKa менее 3 и особенно предпочтительно со значением pKa менее 1,5.
15. Способ по любому из предыдущих пунктов, где кислотный компонент связующего представляет собой пара-толуолсульфоновую кислоту, серную кислоту или молочную кислоту или их смесь.
16. Способ по любому из предыдущих пунктов, где количество кислоты составляет от 0,1 до 3,1 вес. %, предпочтительно от 0,1 до 2,6 вес. % и особенно предпочтительно от 0,1 до 2,1 вес. % кислоты относительно огнеупорного основного формовочного материала или от 0,1 до 3 вес. %, предпочтительно от 0,1 до 2,5 вес. % и особенно предпочтительно от 0,1 до 2 вес. % относительно смеси формовочного материала.
17. Способ по любому из предыдущих пунктов, где огнеупорный основной формовочный материал содержит одну или несколько составляющих из группы, состоящей из кварцевого песка, циркониевого песка, песка хромовой руды, оливина, вермикулита, боксита, огнеупорной глины, стеклянных шариков, стеклянных гранул, микросфер из силиката алюминия и их смесей.
18. Способ по любому из предыдущих пунктов, где огнеупорный основной формовочный материал имеет средний диаметр частиц от 30 до 500 мкм, предпочтительно от 40 до 400 мкм и особенно предпочтительно от 50 до 250 мкм.
19. Способ по любому из предыдущих пунктов, где огнеупорный основной формовочный материал используют в количестве более 80 вес. %, предпочтительно более 90 вес. % и особенно предпочтительно более 95 вес. % относительно смеси формовочного материала.
20. Способ по любому из предыдущих пунктов, где кислоту добавляют к распределяемому послойно огнеупорному основному формовочному материалу, причем смесь получают из кислоты и основного формовочного материала предпочтительно при 10–45°C, и толщина слоя смеси, состоящей из кислоты и основного формовочного материала, составляет от 0,03 до 3 мм, предпочтительно от 0,03 до 1,5 мм, перед тем как выбранные участки смеси, состоящей из кислоты и основного формовочного материала, выборочно наносят путем печати со смолистым компонентом.
21. Способ по любому из предыдущих пунктов, где температура печатающей головки составляет от 20 до 80°C.
22. Способ по любому из предыдущих пунктов, включающий, помимо прочего, следующие стадии:
i) после окончания послойного формирования отверждение изделия в печи или под воздействием микроволнового излучения;
ii) удаление не нанесенной путем печати смеси, состоящей из кислоты или смолистого компонента и основного формовочного материала, из по меньшей мере частично отвержденной литейной формы.
23. Способ по любому из предыдущих пунктов, где печатающая головка имеет множество форсунок, причем форсунки предпочтительно выполнены с возможностью выборочного управления по отдельности, при этом печатающая головка представляет собой, в частности, струйную печатающую головку с системой капельного напыления или пьезосистемой.
24. Способ по любому из предыдущих пунктов, где печатающая головка выполнена с возможностью перемещения под управлением компьютера в по меньшей мере одной плоскости и с помощью форсунок наносят по меньшей мере один компонент послойно, и/или печатающая головка является нагреваемой.
25. Форма или стержень, получаемые с помощью способа по любому из предыдущих пунктов, для литья металла, в частности для литья чугуна, стали, меди или алюминия.
| DE 202011110617 U1, 29.04.2015 | |||
| УСИЛИТЕЛЬ МОЩНОСТИ.fprr^:'-''^^'-^CLi-'^-v •••'•)" i^'i'; J^'- ••-'^-"'• "• ^1ь;;;....^ Ч | 0 |
|
SU168336A1 |
| СВЯЗУЮЩЕЕ НА ОСНОВЕ ПОЛИУРЕТАНА ДЛЯ ПОЛУЧЕНИЯ СТЕРЖНЕЙ И ЛИТЕЙНЫХ ФОРМ С ПРИМЕНЕНИЕМ ИЗОЦИАНАТОВ, СОДЕРЖАЩИХ УРЕТОНИМИНОВУЮ И/ИЛИ КАРБОДИИМИДНУЮ ГРУППУ, СМЕСЬ ФОРМОВОЧНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩАЯ УКАЗАННОЕ СВЯЗУЮЩЕЕ, И СПОСОБ ПРИМЕНЕНИЯ УКАЗАННОГО СВЯЗУЮЩЕГО | 2011 |
|
RU2578603C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ЛИТЕЙНЫХСТЕРЖНЕЙ | 0 |
|
SU394400A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |

