Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композитных кольцевых рам для авиационных фюзеляжей с помощью технологии RTM (трансферного формования пластмасс) и, в частности, к операциям этого процесса, при котором изготавливают заготовки, подвергаемые завершающей операции инжекции смоляной смеси.
Предпосылки к созданию изобретения
В авиационной промышленности отношение прочности к весу имеет ключевое значение, и по этой причине наблюдается тенденция к отказу от металлических конструкций и переходу к использованию конструкций, изготовленных из композитов или оптимизированных по их применению.
В процессе оптимизации всех типов авиационных конструкций стремятся максимально снизить вес и интегрировать наибольшее количество деталей для того, чтобы сократить длительность процесса сборки и манипулирование с мелкими компонентами.
Изготовление кольцевых рам известным образом осуществляется на основе металлических конструкций, подвергнутых механической обработке, или штампованных конструкций из листового металла с усилением несущей наибольшую нагрузку части деталями, подвергнутыми механической обработке. В случае штампованного листового металла нормально используемый профиль получают из двух частей: с одной стороны - изготавливают Z-образный профиль, и с другой стороны - изготавливают уголок или babbetes, которые привинчивают к предыдущему профилю (см. фиг.1а).
Недостаток этого способа заключается в том, что он требует много времени на сборку и ведет к получению избыточного веса при изготовлении такого же профиля комплексным образом.
Целью настоящего изобретения является предложение способа, устраняющего недостатки, присущие существующим техническим решениям.
Сущность изобретения
Настоящее изобретение предлагает способ изготовления композитных кольцевых рам для авиационных фюзеляжей с помощью применения технологии RTM для формовки двух заготовок с С-образным и L-образным профилями, отличающийся тем, что указанные заготовки изготавливают, используя первое и второе устройства, в ходе следующих операций:
- подготовка материала для заготовок в форме кусков материала, вырезанных в соответствии с заданным шаблоном;
- горячая формовка прямоугольного слоистого материала путем помещения слоев кусков материала на первое устройство в заданном положении и количестве и воздействия на них давлением и температурой, так что куски материала слипаются между собой только локально, то есть не по всей их поверхности, а только вдоль продольной полосы, где размещаются однонаправленные ленточные армирующие элементы;
- горячая формовка слоистого материала прямоугольного профиля из сегментов указанных плоских слоистых материалов установленных размеров, полученных путем резания, на детали после первого устройства с прямоугольным профилем, с размещением на ее верхней стороне части, предназначенной для фланца, заготовок с С-образным или L-образным сечением, удерживая один продольный край на устройстве и оставляя другой край свободным; помещение на устройстве упругой мембраны и циклическое применение тепла и вакуума;
- горячая формовка заготовок с приданием им С-образной и L-образной формы на втором криволинейном устройстве путем деформации на нем указанных слоистых материалов с прямоугольным профилем, причем указанная деформация включает в себя в случае С-образных заготовок изгибание второго фланца и циклическое применение тепла и вакуума.
Настоящее изобретение относится также к двум упомянутым устройствам.
Первое устройство образовано центральным модулем и двумя боковыми модулями, которые соединяются вместе таким образом, чтобы приготовить слоистый материал для заготовок, так же как выполнить продольное соединение кусков материала путем взаимного перекрытия, и разделяются для выполнения операции горячей формовки слоистого материала с прямоугольным профилем и нагревательными головками, предназначенными для приложения давления и температуры в ходе горячей формовки плоских слоистых материалов.
Центральный модуль содержит нагревательные элементы, всасывающие устройства и крепежную плиту с пневматическим исполнительным механизмом, размещенные на центральном модуле для горячей формовки слоистых материалов с прямоугольным профилем.
Второе устройство содержит криволинейный охватываемый модуль с выемкой для размещения фланца и фланцев L-образных или C-образных слоистых материалов соответственно, и множество упругих полос для удерживания слоистых материалов в ходе процесса горячей формовки.
Изготовление заготовок кольцевой рамы, которые далее будут использованы в процессе RТМ, облегчается за счет применения способа согласно настоящему изобретению, обладающего следующими преимуществами:
- возможно изготовление кольцевых рам сложной геометрической формы и объединенных кольцевых рам в соответствии с требованиями, предъявляемыми к любой конструкции;
- проблема отделки только одной поверхности решается путем добавления высокой точности по размерам без уменьшения радиусов из-за отказа от применения автоклава;
- улучшается контроль толщины (достижение допусков ≤0,2 мм) вне зависимости от того, какой может быть толщина, за счет чего достигается хорошее сопряжение между фланцем кольцевых рам и перекрывающим слоем и стрингером;
- процесс периодически повторяется с короткой длительностью циклов, что позволяет снизить длительность процесса изготовления.
Другие признаки и преимущества настоящего изобретения станут понятными из следующего подробного описания, приведенного в качестве иллюстрации варианта реализации его цели со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
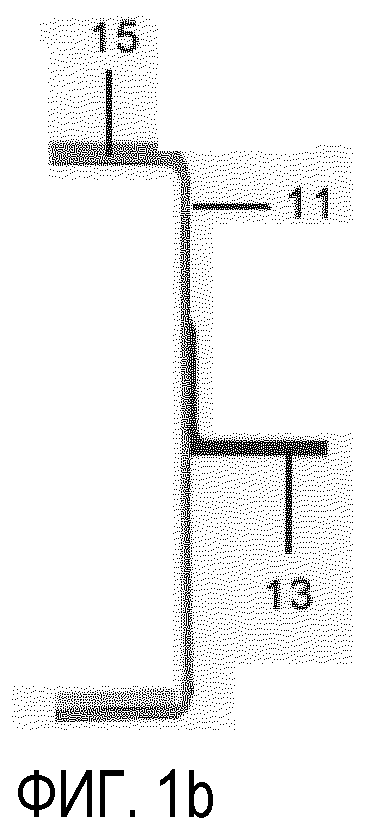
На фиг.1а показан разрез кольцевой рамы, выполненной из металла, а на фиг.1b показан разрез кольцевой рамы, выполненной из композита, изготовленного способом, который является предметом настоящего изобретения;
на фиг.2а показан перспективный вид первого устройства, используемого при способе, который является предметом настоящего изобретения;
на фиг.2b схематически показаны компоненты первого устройства, используемого при способе, который является предметом настоящего изобретения;
на фиг.3 схематически показаны различные фазы операции горячей формовки плоских слоистых материалов способом, который является предметом настоящего изобретения;
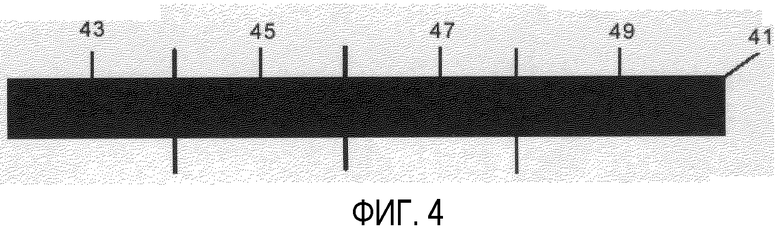
на фиг.4 схематически показаны вырезы, выполненные в плоском слоистом материале таким образом, чтобы получить слоистые материалы с размерами, требующимися для заготовок с С-образным и L-образным профилями;
на фиг.5 схематически показаны различные фазы операции формовки плоских слоистых материалов способом, который является предметом настоящего изобретения;
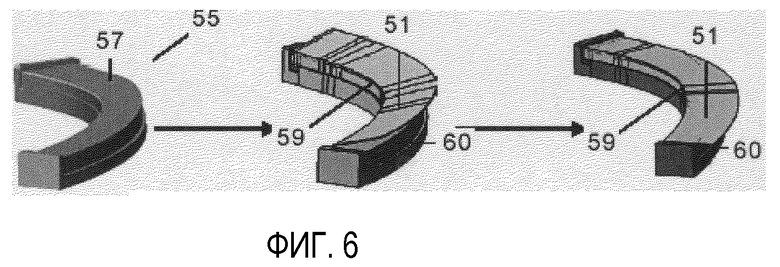
на фиг.6 схематически показаны различные фазы операции горячей формовки заготовок с С-образным и L-образным профилями способом, который является предметом настоящего изобретения;
на фиг.7 схематически показан вид в разрезе второго устройства, применяемого при способе, который является предметом настоящего изобретения;
на фиг.8 и 9 схематически показан в разрезе центральный модуль первого устройства.
Подробное описание изобретения
Ниже описан вариант реализации способа согласно изобретению, предназначенного для изготовления заготовок кольцевой рамы авиационного фюзеляжа с использованием композитов.
Намеченный к изготовлению профиль образуется С-образным профилем 11 и L-образным уголком 13, выполненным из ткани и усиленным однонаправленной лентой на нижнем фланце 15 с целью увеличения момента инерции и, следовательно, жесткости. С помощью этого изобретения могут быть получены кольцевые рамы длиной до 8 м при радиусе кривизны до 250 мм.
Процесс начинается с подготовки материала, требующегося для изготовления слоистого материала: модели определенной формы, полученные в ходе операции резания, изготавливают группами с одинаковой геометрической формой, так что режущий станок действует только один раз, выдавая модель, требующуюся в каждом случае. Идентификации каждой из частей, согласно этому процессу, не требуется, а требуется только постепенно отбирать нужное количество кусков нужной геометрический формы для изготовления слоистого материала.
Со своей стороны, предлагается устройство 21 для изготовления слоистого материала в виде С-образных и L-образных заготовок, соединяющее боковые модули 23 с центральным модулем 25. Продольные прижимные планки 27 помещены на боковых модулях 23 в области, где осуществляется ламинирование (для этого подходит любой из двух боковых модулей 23).
Для начала изготовления слоистого материала 41 с верхней части устройства 21 снимают крепежную плиту 29. Затем прямоугольные куски материала 30 размещают под углом +/- 45° между центральным модулем 25 и прижимными планками 27 бокового модуля 23, выбранного для изготовления, при кусках, перекрывающих друг друга в продольном направлении. Измерения размеров контура, также как маркировка смещения, резания и перекрытия, предусмотренные здесь, выполняются с помощью лазерного проектора. Для объединения в одно целое армирующих элементов и взаимно перекрывающих друг друга кусков материала 30 вплоть до получения полной длины профиля кольцевой рамы применяют температуру и давление, создающиеся посредством нагревательной головки 31, которая может перемещаться по направляющим, находящимся на боковых сторонах стола 33. Нагревательную головку 31 опускают над слоистым материалом 41 посредством управляемого вручную пневматического исполнительного механизма. Нагреватель может поворачиваться на +45°, +90°, -90°, -45° вокруг оси Z для того, чтобы иметь возможность скреплять армирующий элемент в виде однонаправленной ленты или места взаимного перекрытия, смотря по обстоятельствам. После завершения изготовления слоистого материала его режут на отмеченных участках, обозначая каждую из полученных частей и осей симметрии белым маркером так, что очевидно, что четыре кольцевые рамы 43, 45, 47, 49 изготавливаются одновременно и из одного и того же слоистого материала.
Непосредственная горячая формовка С-образных и L-образных заготовок осуществляется на устройстве 21 для ламинирования после операций, показанных на фиг.5. Сначала помещают разделительную пленку 53, так что исходный слоистый материал 51 (с размерами, требующимися для горячей формовки предусмотренных С-образной или L-образной заготовки) не приставал к упругой мембране 55 и не загрязнял материал. Затем устанавливают крепежную плиту 29, которую быстро закрепляют с помощью пневматического исполнительного механизма на выступе центрального модуля 25, консоль которого перекрывает продольную полосу слоистого материала 41 только на 10 мм и прижимает ее в степени, достаточной для того, чтобы не допустить ее волочения упругой мембраной 55. Поскольку слоистый материал 51 имеет в области, предназначенной для нагрева, продольные армирующие элементы различной толщины, крепежная плита 29 должна быть несплошной, чтобы соединяться с участками различной высоты. После установки крепежной плиты 29 на место боковые модели 23 осторожно отводят так, чтобы не тянуть полученный перед этим слоистый материал 41, и на их место помещают кольцевую раму с упругой мембраной 55. Упругая силиконовая мембрана подвергается деформации в вакууме и может выдерживать температуру 120°С в качестве рабочей температуры при относительном удлинении порядка 400%. После сборки всех элементов выполняют операцию горячей формовки (температура + вакуум). Тепловое воздействие осуществляют с помощью устройства горячей формовки 21. Центральный модуль 25 содержит встроенные резисторы 61, предназначенные для нагрева слоистого материала 51. Во время горячей формовки эти резисторы нагревают горизонтальный участок, на который опираются слоистый материал 51 и 5 мм (самое большее) вертикальной зоны. Для предотвращения нагрева вертикальной зоны на устройство в этой зоне помещают материал FV 63, который служит теплоизолятором. Локальная температура доводится, как правило, до 100°С (с допуском ±5°С) на период 20 минут. Вакуум создают через стол 33 устройства 21, выполненный как алюминиевая панель сотовой формы, а всасывающие устройства располагаются под центральным модулем 25, который имеет продольную выемку с поперечными обходными каналами 67.
Для выполнения второго цикла горячей формовки используют криволинейное устройство горячей формовки. Для получения С- и L-профилей слоистый материал 51 в виде прямоугольного профиля, полученный в ходе предыдущей операции, помещают на компонент горячей формовки, соответствующий С-образной и L-образной заготовкам, деформируя их вручную для их присоединения к охватываемой детали 57 без возникновения складок, помещая сначала фланцы, сформированные в ходе предыдущей операции, в выемки 59 с последующим приложением остального слоистого материала к устройству, что в случае С-образных заготовок означает, что в дополнение к криволинейной деформации должна осуществляться деформация, требующаяся для горячей формовки другого фланца с использованием для этой цели выемок 60.
Затем на заготовки укладывают разделительную пленку, что делает необходимым выполнение вырезов с целью ее точного приложения, причем все удерживается упругими полосами 71 и крепежными зажимами 73, предотвращая появление складок по радиусу и полотну. На каждую из заготовок будут помещены контрольные термопары, вставленные на глубину около 5 мм в середину фланцев, полученных в ходе первого цикла непосредственной горячей формовки. В заключение устройство, образуемое листовым алюминием 75 на базовом листовом металле 77, также из алюминия, будет введено в установку горячей формовки (циклическое применение тепла и вакуума).
После профилирования заготовок излишние части обрезают.
В случае необходимости соединения наружного фланца кольцевой рамы с плоской опорой, такой как верхний слой, можно изготовить клиновидные приспособления, которые помещают на кольцевые рамы, соединяя их с фланцами путем нагрева контактным нагревателем.
Теперь заготовки готовы к использованию при изготовлении кольцевой рамы с полностью интегрированным профилем с помощью способа, известного как инжекция RTM.
Любые модификации, которые соответствуют объему, определенному следующей далее формулой изобретения, могут быть добавлены к описанному выше предпочтительному варианту реализации.








Способ предназначен для изготовления композитных кольцевых рам для авиационных фюзеляжей с помощью применения технологии RTM для формовки двух заготовок с С-образным и L-образным профилями, изготавливаемых с использованием двух устройств. Сначала осуществляют подготовку материала для заготовок в форме кусков, вырезанных в соответствии с заданным шаблоном. Затем производят горячую формовку прямоугольного слоистого материала путем помещения слоев кусков материала на первое устройство в заданном положении и количестве и воздействия на них давлением и температурой, так что куски материала слипаются между собой на локальных участках. Далее осуществляют горячую формовку слоистого материала прямоугольного профиля из сегментов плоского слоистого материала, полученных путем резания на детали заготовки с прямоугольным профилем на первом устройстве с размещением на верхней стороне части, предназначенной для фланца заготовок с С-образным или L-образным сечением, удерживая один продольный край на первом устройстве и оставляя другой свободным. Затем помещают на устройстве упругую мембрану и циклически применяют тепло и вакуум. Горячую формовку заготовок с приданием им С-образной и L-образной формы осуществляют на втором криволинейном устройстве путем деформации на нем указанного слоистого материала с прямоугольным профилем. Причем указанная деформация включает в себя в случае С-образных заготовок изгибание второго фланца и циклическое применение тепла и вакуума. Предложены также устройства, используемые в указанном способе. Изобретения обеспечивают возможность снижения длительности процесса изготовления кольцевых рам сложной геометрической конструкции и объединенных кольцевых рам с более точными размерами. 3 н. и 1 з.п. ф-лы, 12 ил.
1. Способ изготовления композитных кольцевых рам для авиационных фюзеляжей посредством процесса RTM для формовки двух заготовок с С-образным и L-образным профилями, отличающийся тем, что указанные заготовки изготавливают, используя первое (21) и второе устройства в следующих операциях:
a) подготовка материала для заготовок в форме кусков материала (30), вырезанных в соответствии с заданным шаблоном;
b) горячая формовка прямоугольного слоистого материала (41) путем помещения слоев кусков материала (30) на первое устройство (21) в заданном положении и количестве и воздействия на них давлением и температурой, так что куски материала (30) слипаются между собой на локальных участках;
c) горячая формовка слоистого материала прямоугольного профиля (51) из сегментов плоского слоистого материала (41) установленных размеров, полученных путем резания, на детали полученной заготовки с прямоугольным профилем на первом устройстве (21) с размещением на верхней стороне части, предназначенной для фланца заготовок с С-образным или L-образным сечением, удерживая один продольный край на первом устройстве (21) и оставляя другой свободным; помещение на устройстве упругой мембраны (55) и циклическое применение тепла и вакуума;
d) горячая формовка заготовок с приданием им С-образной (11) и L-образной (13) формы на втором криволинейном устройстве путем деформации на нем указанного слоистого материала с прямоугольным профилем (51), причем указанная деформация включает в себя в случае С-образных заготовок изгибание второго фланца и циклическое применение тепла и вакуума.
2. Способ по п.1, отличающийся тем, что заданная форма кусков материала (30) включает в себя прямоугольную форму при +/- 45° и однонаправленной армирующей ленте для фланца.
3. Устройство (21), предназначенное для выполнения операций b) и с) в способе по любому из пп.1 и 2, отличающееся тем, что оно содержит центральный модуль (25) и два боковых модуля (23), которые соединяются вместе для выполнения операции b) и разделяются для выполнения операции (с), и нагревательные головки (31), предназначенные для приложения давления и температуры в ходе операции b), причем центральный модуль (25) содержит внутри нагревательные элементы (61), всасывающие устройства для выполнения операции (с) и крепежную плиту (29) с пневматическим исполнительным механизмом, размещенную на центральном модуле (25) для удерживания слоистых материалов (51) в ходе операции с).
4. Устройство для осуществления операции d) способа по пп.1 и 2, отличающееся тем, что оно содержит криволинейный охватываемый модуль (57) с выемками (59, 60) для размещения фланца и фланцев сегментов L-образного или С-образного слоистого материала (51) соответственно, и множество упругих полос (71) для удерживания сегментов слоистого материала в ходе процесса горячей формовки.
| US 5648109 A, 15.07.1997 | |||
| US 2004074587 A1, 22.04.2004 | |||
| Устройство для предохранения уборочных машин от поломок | 1987 |
|
SU1547756A1 |
| СПОСОБ КОНТРОЛЯ КРИСТАЛЛИЗАЦИИ УТФЕЛЯ ПОСЛЕДНЕГО ПРОДУКТА | 2001 |
|
RU2185443C1 |
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |

