Уровень техники
Область техники, к которой относится изобретение
Настоящее изобретение относится к изделиям для бурения земли и другим изделиям, включающим спеченный цементированный карбид, и к способам их изготовления. Примеры изделий для бурения земли, охватываемых настоящим изобретением, включают, например, буровое долото и их детали, такие как, например, корпус бурового долота с неподвижными резцами и конические шарошки для бурового долота с вращающимися шарошками. Настоящее изобретение также относится к корпусу бурового долота, конической шарошке и другим изделиям, изготавливаемым предложенными способами.
Описание уровня техники
Цементированные карбиды представляют собой композиционные материалы из дискретной твердометаллической карбидной фазы, диспергированной в непрерывной, относительно мягкой связующей фазе. Диспергированная фаза обычно включает зерна карбида, содержащего один или более переходных металлов, выбранных, например, из титана, ванадия, хрома, циркония, гафния, молибдена, ниобия, тантала и вольфрама. Связующая фаза обычно включает, по меньшей мере, один из таких металлических материалов, как кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. Легирующие элементы, такие как, например, хром, молибден, рутений, бор, вольфрам, тантал, титан и ниобий, могут быть добавлены к связующему для усиления некоторых свойств композиционного материала. Связующая фаза связывает или “цементирует” участки карбида металла, благодаря чему композиционный материал приобретает выгодную комбинацию физических свойств дискретной и непрерывной фаз.
Многочисленные виды или “сорта” цементированного карбида получают, варьируя параметры, которые могут включать состав материалов в диспергированной и/или непрерывной фазах, размер зерен диспергированной фазы и объем фракций фаз. Цементированные карбиды, включающие диспергированную фазу карбида вольфрама и фазу кобальтового связующего, являются наиболее коммерчески важными из обычно доступных сортов цементированного карбида. Различные сорта доступны в виде порошковых смесей (называемых здесь “порошком цементированного карбида”), которые могут быть обработаны с использованием традиционных методов прессования и спекания для получения композиционных материалов из цементированного карбида.
Сорта цементированного карбида, включающие дискретную фазу карбида вольфрама и непрерывную фазу кобальтового связующего, обладают выгодным сочетанием прочности, вязкости разрушения и износостойкости. Как известно в данной области техники, “прочность” представляет собой напряжение, при котором материал растрескивается или разрушается. “Вязкость разрушения” представляет собой способность материала абсорбировать энергию и пластически деформироваться перед разрушением. “Вязкость” пропорциональна площади под кривой напряжения-деформации от возникновения до точки разрушения. См. McGraw-Hill Dictionary of Scientific and Technical Terms (5th ed. 1994). “Износостойкость” представляет собой способность материала выдерживать повреждение его поверхности. Износ обычно включает постепенную потерю материала из-за относительного движения между материалом и контактирующей поверхностью или веществом. См. Metals Handbook Desk Edition (2d ed. 1998). Цементированные карбиды находят широкое применение в случаях, требующих существенной прочности, вязкости и высокой износостойкости, таких как, например, резка и формирование металлов, бурение земли и выемка породы, а также в качестве изнашиваемых деталей в различных механизмах.
Прочность, вязкость и износостойкость цементированного карбида связаны со средним размером зерен диспергированной твердой фазы и объемной (или массовой) фракции связующей фазы, присутствующей в композиционном материале. Обычно повышение среднего размера зерен карбидных частиц и/или повышение объемной фракции связующего в традиционном сорте порошка цементированного карбида повышает вязкость разрушения сформированного композиционного материала. Однако такое повышение вязкости обычно сопровождается снижением износостойкости. Поэтому металлурги, формулирующие цементированные карбиды, постоянно вынуждены разрабатывать сорта карбидов, обладающие как высокой износостойкостью, так и высокой вязкостью разрушения, способные удовлетворить выдвигаемым требованиям.
Как правило, детали из цементированных карбидов изготавливают в виде отдельных деталей, используя традиционные методы прессования и спекания порошковой металлургии. Процесс получения обычно включает уплотнение или прессование части порошка цементированного карбида в пресс-форме для получения неспеченной или “сырой” прессовки определенного профиля и размера. При необходимости получения в детали из цементированного карбида дополнительных элементов профиля, которые не могут быть легко получены прессованием либо иным уплотнением порошка, после операции уплотнения или прессования осуществляют механическую обработку сырой прессовки, также называемую “сырым профилированием”. В том случае, если для процесса сырого профилирования требуется дополнительная прочность прессовки, сырая прессовка может быть подвергнута предварительному спеканию перед предварительным профилированием. Предварительное спекание осуществляют при температуре, ниже конечной температуры спекания, получая “бурую” прессовку. После операции по сырому профилированию осуществляют операцию высокотемпературной обработки, обычно называемую “спеканием”. Спекание уплотняет материал до почти теоретической полной плотности, обеспечивая получение композиционного материала из цементированного карбида и оптимизацию прочности и твердости материала.
Существенное ограничение использования методов прессования и спекания заключается в том, что набор возможных профилей из компактного материала довольно ограничен, поэтому данные методы не могут быть эффективно использованы для получения профилей со сложными деталями. Прессование или уплотнение порошков обычно осуществляют, используя механические или гидравлические прессы и жесткие инструменты либо, в качестве альтернативы, изостатическое прессование. При осуществлении изостатического прессования профилирующие силы могут быть приложены к гибкой пресс-форме с различных направлений. Согласно методике изостатического прессования с использованием “влажного мешка” используют переносную пресс-форму, помещенную в среде под давлением. Методика изостатического прессования с использованием “сухого мешка” включает использование пресс-формы, имеющей симметрию в радиальном направлении. Однако независимо от того, используют жесткий инструмент или гибкий инструмент, уплотненная прессовка должна быть извлечена из него, и данное ограничение ограничивает возможности профилирования форм прессовок. Кроме того, прессовки, диаметр которых составляет более приблизительно от 4 до 6 дюймов, а длина - приблизительно от 4 до 6 дюймов, должны подвергаться уплотнению в изостатических прессах. Однако поскольку в изостатических прессах используют гибкие инструменты, прессованные прессовки с точными формами не могут быть получены.
Как упомянуто выше, дополнительные элементы профиля могут быть приданы прессовке для детали из цементированного карбида посредством сырого профилирования бурой прессовки после предварительного спекания. Однако спектр профилей, которые могут быть получены в результате сырого профилирования, ограничен. Возможные профили ограничены доступностью и возможностями металлорежущих инструментов. Металлорежущие инструменты, которые могут быть использованы для сырой механической обработки, должны обладать высокой износостойкостью и обычно являются дорогостоящими. Кроме того, сырая механическая обработка прессовок, используемая для формирования деталей из цементированного карбида, вызывает образование высокоабразивной пыли. Кроме того, необходимо принимать во внимание дизайн компонента, учитывая тот факт, что элементы профиля, формируемые на прессовках, не могут пересекать путь режущего инструмента. Части цементированного карбида, имеющие сложные профили, могут быть получены в результате соединения двух или более деталей из цементированного карбида с использованием традиционных методов металлургического соединения, таких как, например, пайка, сварка и диффузионное сцепление, или с использованием традиционных методов механического прикрепления, таких как, например, горячая посадка, прессовая посадка или использование механических креплений. Однако как металлургические, так и механические методы соединения являются недостаточными из-за собственных свойств цементированного карбида и/или механических свойств соединения. Поскольку уровень прочности обычных сплавов для пайки или сварки намного ниже прочности цементированных карбидов, вероятно, что паяные и сварные соединения, окажутся намного слабее соединенных частей из цементированного карбида. Поскольку наплавленные пайкой и сваркой металлы не включают карбиды, нитриды, силициды, оксиды, бориды или другие твердые фазы, паяное или сварное соединение имеет намного меньшую стойкость к истиранию, чем материалы из цементированного карбида. Использование методов механического крепления обычно требует наличия таких приспособлений, как шпоночные пазы, прорези, отверстия или резьба на соединяемых деталях. Наличие таких приспособлений на деталях из цементированного карбида приводит к образованию участков, на которых концентрируется напряжение. Поскольку цементированные карбиды представляют собой относительно хрупкие материалы, они чрезвычайно чувствительны к нарезам, поэтому концентрация напряжений, связанных с приспособлениями для механического соединения, могут легко привести к преждевременному повреждению цементированного карбида.
Наиболее желательной является разработка способа получения деталей из цементированного карбида, имеющих сложные профили, например, буровое долото и корпус для бурового долота, обладающих соответствующей прочностью, износостойкостью и вязкостью разрушения для нуждающихся в них видов использования и не имеющих недостатков деталей, полученных описанными выше традиционными способами.
Кроме того, подобным образом, наиболее желательной является разработка способа получения деталей из цементированного карбида, включающих участки из нецементированного карбидного материала, такого как легко обрабатываемый металлический (т.е. содержащий металл) сплав, без существенного ухудшения прочности, износостойкости или вязкости разрушения связующего участка или детали в целом. Конкретным примером детали, выигрывающей от получения таким способом, является буровое долото с неподвижными резцами на основе цементированного карбида. Буровое долото с неподвижными резцами обычно включают несколько вставных режущих пластин, прикрепленных к корпусу в заданных позициях для оптимизации резки. Вставные режущие пластины обычно включают слой синтетических алмазов, спеченных на подложке из цементированного карбида. Такие пластины обычно называют поликристаллическими алмазными прессовками.
Традиционные корпуса буровых долот с неподвижными резцами изготавливают посредством вытачивания сложных элементов наконечников из стали либо инфильтрации слоя твердых частиц карбида со сплавом связующего, таким как, например, сплав на основе меди. В последнее время появились публикации о том, что корпуса наконечников с неподвижными резцами могут быть получены из цементированных карбидов с использованием стандартных способов порошковой металлургии (уплотнение порошка с последующим профилированием или механической обработкой сырой или предварительно спеченной порошковой прессовкой, и высокотемпературное спекание). В одновременно рассматриваемых заявках на патенты США №№ 10/848437 и 11/116752, описано использование композиционных материалов из цементированного карбида в корпусе бурового долота, при этом каждая такая заявка выполнена в данном описании путем ссылки. Корпус бурового долота на основе цементированных карбидов обеспечивает существенные преимущества перед обработанной на станке сталью или инфильтрованным карбидным корпусом бурового долота, поскольку цементированные карбиды обладают особенно выгодным сочетанием высокой прочности, вязкости, а также абразионной и эрозионной стойкости по сравнению с обработанной на станке сталью или инфильтрованными карбидами.
Фиг.1 представляет собой схематическую иллюстрацию корпуса бурового долота с неподвижными резцами, в которые могут быть вставлены режущие пластины из поликристаллического алмазного композита. Как показано на фиг.1, корпус 20 бурового долота включает центральную часть 22 с отверстиями 24, через которые закачивают буровой раствор, и кронштейны или лезвия 26, включающие карманы 28, в которые вставляют резцы из поликристаллического алмазного композита. Корпус 20 может также включать калиброванные прокладки 29 из твердого, износостойкого материала. Калиброванные прокладки 29 предназначены для предотвращения износа бурового долота, уменьшающего эффективный диаметр бурового долота до неприемлемой степени. Корпус 20 может состоять из цементированного карбида, полученного методами порошковой металлургии или инфильтрацией твердых частиц карбида расплавленным металлом или металлическим сплавом. Процесс порошковой металлургии включает заполнение полости пресс-формы смесью связующего металла и карбидных порошков, а затем прессование порошков для получения сырой прессовки. Из-за высокой прочности и твердости спеченных цементированных карбидов, затрудняющих механическую обработку материала, сырую прессовку обычно обрабатывают на станке, придавая ей форму корпуса бурового долота, после чего обработанную на станке прессовку спекают. Процесс инфильтрации включает заполнение полости пресс-формы твердыми частицами, такими как частицы карбида вольфрама, и инфильтрацию твердых частиц в пресс-форме расплавленным металлом или металлическим сплавом, таким как медный сплав. В некоторых корпусах, полученных инфильтрацией, небольшие кусочки спеченного цементированного карбида размещают вокруг одной или более калиброванных прокладок с целью дальнейшего ингибирования износа бурового долота. В таких случаях общий объем кусочков спеченного цементированного карбида составляет менее 1% от общего объема корпуса бурового долота.
Общая долговечность и срок службы буровых долот с неподвижными резцами зависит не только от долговечности режущих элементов, но также от долговечности корпусов долот. Поэтому буровые долота, включающие цельные корпуса из цементированного карбида, могут иметь существенно более длительный срок службы, чем буровые долота, изготовленные из обработанной на станке стали, или их корпуса, включающие инфильтрованные твердые частицы. Однако цельные буровые долота из цементированного карбида все еще имеют некоторые ограничения. Например, трудной задачей может оказаться правильное и точное размещение отдельных резцов из поликлисталлического алмазного композита на цельных корпусах из цементированного карбида, поскольку во время высокотемпературного процесса спекания корпуса подвергаются некоторой деформации размера и формы. В том случае, если резцы из поликристаллического алмазного композита не располагаются точно на заданных позициях на лезвиях корпуса бурового долота, буровое долото может неудовлетворительно выполнять свои функции, например, из-за преждевременной поломки резцов и/или лезвий, излишней вибрации и/или некруглых (овальных) отверстий для бурения.
Также из-за того, что цельные, неразъемные корпуса из цементированного карбида имеют комплексную конфигурацию, сырые прессовки обычно подвергают механической обработке, используя сложные металлорежущие станки, такие как контролируемые компьютером в пяти позициях фрезерные станки. Однако, как упоминалось выше, даже самые сложные металлорежущие станки способны обеспечить всего лишь ограниченный спектр профилей и дизайнов. Например, количество и форма режущих лезвий и позиции для установки указанных резцов, которые могут подвергаться механической обработке, ограничены, поскольку элементы профиля не могут пересекаться с путем режущего инструмента во время процесса механической обработки.
Таким образом, существует потребность в разработке усовершенствованных способов получения корпусов буровых долот на основе цементированного карбида и других изделий, не имеющих ограничений известных способов получения, включая описанные выше способы.
Раскрытие изобретения
Один аспект настоящего изобретения касается изделия, содержащего, по меньшей мере, одну деталь из цементированного карбида, при этом общий объем деталей из цементированного карбида составляет, по меньшей мере, 5% от общего объема изделия, и соединительную фазу, связывающую, по меньшей мере, одну деталь из цементированного карбида в изделие. Соединительная фаза включает неорганические частицы, а материал матрицы включает, по меньшей мере, металл или металлический сплав. Температура плавления неорганических частиц выше температуры плавления материала матрицы.
Другой аспект настоящего изобретения касается представляющего собой изделие для бурения земли. Изделие для бурения земли включает, по меньшей мере, одну деталь из цементированного карбида. Объем цементированного карбида в детали из цементированного карбида составляет, по меньшей мере, 5% от общего объема изделия для бурения земли. Композиционный материал металлической матрицы связывает деталь из цементированного карбида в изделие для бурения земли. Композиционный материал металлической матрицы включает твердые частицы, диспергированные в матрице, содержащей металл или металлический сплав.
Еще один аспект настоящего изобретения касается способа изготовления изделия, включающего участок с цементированным карбидом, содержащего размещение, по меньшей мере, одной детали из цементированного карбида и, выборочно, детали из нецементированного карбида в полости пресс-формы в заданных позициях для частичного заполнения полости и определения незанятого пространства в полости. Объем, по меньшей мере, одной детали из цементированного карбида составляет, по меньшей мере, 5% от общего объема изделия. Для частичного заполнения незанятого пространства добавляют множество неорганических частиц. Пространство между неорганическими частицами представляет собой остаточное пространство. Деталь из цементированного карбида, деталь из нецементированного карбида, при наличии таковой, и множество твердых частиц нагревают. Расплавленный металл или сплав расплавленного металла подают в остаточное пространство. Температура плавления расплавленного металла или сплава расплавленного металла меньше температуры плавления множества неорганических частиц. Расплавленный металл или сплав расплавленного металла в остаточном пространстве охлаждают, при этом отвержденный расплавленный металл или сплав расплавленного металла связывает деталь из цементированного карбида, деталь из нецементированного карбида, при наличии таковой, и неорганические частицы, образуя изделие.
Дополнительный аспект настоящего изобретения касается способа изготовления бурового долота с неподвижными резцами, включающего размещение, по меньшей мере, одной детали из цементированного карбида и, выборочно, детали из нецементированного карбида в полости пресс-формы, определяя незанятую часть полости. Общий объем деталей из цементированного карбида, размещенных в полости пресс-формы, составляет, по меньшей мере, 5% от общего объема бурового долота. В полости размещают твердые частицы для заполнения части незанятого пространства и определения незанятого остаточного участка в полости пресс-формы. Пресс-форму нагревают до температуры литья, и в нее заливают расплавленный металлический литейный материал. Температура плавления расплавленного металлического литейного материала меньше температуры плавления неорганических частиц. Расплавленный металлический литейный материал подают в остаточную часть в пресс-форме. Пресс-форму охлаждают с целью отверждения расплавленного металлического литейного материала и связывания, по меньшей мере, одной детали из спеченного цементированного карбида и, при ее наличии, по меньшей мере, одной детали из нецементированного карбида и твердых частиц в буровое долото. Деталь из цементированного карбида размещают в полости таким образом, чтобы сформировать, по меньшей мере, часть участка лезвия бурового долота, а деталь из нецементированного карбида, при ее наличии, формирует, по меньшей мере, часть участка для прикрепления бурового долота.
Согласно еще одному аспекту настоящего изобретения изделие включает, по меньшей мере, одну деталь из цементированного карбида, а соединительную фазу, связывающую, по меньшей мере, одну деталь из цементированного карбида в изделие, и состоящую из материала эвтактического сплава.
Еще один аспект настоящего изобретения касается способа изготовления изделия, имеющего участок из цементированного карбида, включающего размещение детали из цементированного карбида рядом с по меньшей мере, одной смежной деталью. Деталь из спеченного цементированного карбида и смежная деталь определяют пространство для наполнения. Пространство для наполнения заполняют смешанным порошком, состоящим из эвтактического состава металлического сплава. Деталь из цементированного карбида, смежную деталь и порошок нагревают до, по меньшей мере, точки плавления эвтектического состава металлического сплава. Деталь из цементированного карбида, смежную деталь и эвтактический состав металлического сплава охлаждают, и затвердевший эвтактический материал металлического сплава соединяет компонент из цементированного карбида и смежный компонент.
Краткое описание чертежей
Признаки и преимущества описанных здесь способов и изделий станут более понятными благодаря ссылкам на прилагаемые чертежи, на которых показано следующее:
фиг.1 представляет собой схематический вид в перспективе корпуса бурового долота с неподвижными резцами, изготовленного из цельного цементированного карбида или инфильтрованных твердых частиц;
фиг.2 представляет собой схематический вид сбоку одного неограничивающего варианта выполнения изделия, включающего цементированный карбид согласно настоящему изобретению;
фиг.3 представляет собой схематический вид в перспективе неограничивающего варианта выполнения корпуса бурового долота с неподвижными резцами согласно настоящему изобретению;
фиг.4 представляет собой технологическую схему одного неограничивающего варианта осуществления способа изготовления сложных изделий, включающих цементированный карбид согласно настоящему изобретению;
фиг.5 представляет собой фотографию участка изделия, включающего цементированный карбид, полученный в результате осуществления способа согласно настоящему изобретению;
фиг.6А и 6В представляют собой микрофотографии с небольшим увеличением и сильным увеличением соответственно участка между границами детали из спеченного цементированного карбида и матрицей из композиционного материала, включающего частицы карбида из литого вольфрама, вкрапленные в непрерывную бронзовую фазу в готовом изделии, полученном в соответствии с вариантом осуществления способа согласно настоящему изобретению;
фиг.7 представляет собой фотографию варианта выполнения изделия, включающего детали из цементированного карбида, соединенные вместе эвтактическим сплавом никеля и карбида вольфрама согласно настоящему изобретению;
фиг.8 представляет собой фотографию варианта выполнения бурового долота с неподвижными резцами согласно настоящему изобретению;
фиг.9 представляет собой фотографию деталей лезвий из спеченного цементированного карбида, вставленных в буровое долото, показанное на фиг.8;
фиг.10 представляет собой фотографию графитовой пресс-формы и деталей пресс-формы, используемых для получения бурового долота, показанного на фиг.8, с использованием деталей лезвий из цементированного карбида, показанных на фиг.10, и графитовых распорок, показанных на фиг.11;
фиг.11 представляет собой фотографию графитовых распорок, используемых для изготовления бурового долота, изображенного на фиг.8;
фиг.12 представляет собой фотографию, показывающую вид сверху собранного комплекта пресс-формы, используемой для изготовления бурового долота, изображенного на фиг.8; и
фиг.13 представляет собой микрофотографию пограничного участка между деталью лезвия из цементированного карбида и пригодного для механической обработки нецементированного карбида, при этом металлическая деталь вставлена в буровое долото, показанное на фиг.8.
Ниже приведено подробное описание некоторых неограничивающих вариантов осуществления настоящего изобретения.
Подробное описание некоторых неограничивающих вариантов осуществления
В приведенном описании неограничивающих вариантов осуществления, отличных от рабочих примеров, или при наличии иных указаний, подразумевается, что все цифры, выражающие количества или характеристики, во всех случаях сопровождаются словом “около” или “приблизительно”. Соответственно, при отсутствии противоположных указаний, все цифровые параметры, указанные в следующей части описания, являются приблизительными и могут варьироваться в зависимости от свойств, желаемых для получения в результате осуществления описываемых способов и в изделиях согласно настоящему изобретению. В крайнем случае, а не в качестве попытки ограничить приложение доктрины элементов к объему формулы изобретения, каждый такой цифровой параметр должен рассматриваться, по меньшей мере, в свете числа приведенного цифрового обозначения с применением обычной методики округления.
Любая патентная публикация или иной соответствующий материал, частично или полностью упоминаемый здесь в качестве ссылки, процитирован здесь только до той степени, при которой упоминаемый материал не противоречит определениям, положениям или другим материалам, изложенным в данном описании. Как таковое и до нужной степени приведенное здесь описание заменяет любые противоречивые материалы, приведенные здесь в качестве ссылки. Любой материал или его часть, упоминаемый здесь в качестве ссылки, но противоречащий определениям, положениям или другим материалам, изложенным в данном описании, процитирован здесь только до той степени, при которой не возникает конфликта между цитируемым материалом и изложенным описанием.
Согласно одному аспекту настоящего изобретения изделие, такое как, например, но не ограничиваясь им, корпус бурового долота, включает, по меньшей мере, одну деталь из цементированного карбида и соединительную фазу, связывающую деталь из цементированного карбида в изделие. Деталь из цементированного карбида состоит из спеченного материала и образует часть готового изделия. Соединительная фаза может включать неорганические частицы и непрерывную металлическую матрицу, включающую, по меньшей мере, металл или металлический сплав. В данном описании подразумевается, что при отсутствии в дальнейшем иных указаний, термины “цементированный карбид”, “материал из цементированного карбида” и “композиционный материал из цементированного карбида” относятся к спеченному цементированному карбиду. Также при отсутствии в дальнейшем иных указаний, используемый здесь термин “нецементированный карбид”, относится к материалу либо не включающему материал из цементированного карбида, либо, согласно другим вариантам осуществления, включающему менее 2% об. материала из цементированного карбида.
Фиг.2 представляет собой схематический вид сбоку одного неограничивающего варианта выполнения сложного, содержащего цементированный карбид изделия 30 согласно настоящему изобретению. Изделие 30 включает три детали 32 из спеченного цементированного карбида, расположенные в заданных позициях в изделии 30. Согласно некоторым неограничивающим вариантам осуществления общий объем одной или более деталей из спеченного цементированного карбида в изделии согласно настоящему изобретению составляет, по меньшей мере, 5% от общего объема изделия, или согласно другим вариантам осуществления такой объем может составлять, по меньшей мере, 10% от общего объема изделия. Согласно возможному дальнейшему аспекту настоящего изобретения изделие 30 также включает деталь 34 из нецементированного карбида, расположенную в заданной позиции в изделии 30. Детали 32 из цементированного карбида и деталь 34 из нецементированного карбида связаны в изделие 30 соединительной фазой 36, включающей множество неорганических частиц 38 в непрерывной металлической матрице 40, включающей, по меньшей мере, металл или металлический сплав. Несмотря на то, что на фиг.1 изображены три детали 32 из цементированного карбида и одна деталь 34 из нецементированного карбида, связанные в изделие 30 соединительной фазой 36, любое количество деталей из цементированного карбида и, при наличии таковых, деталей из нецементированного карбида могут быть включены в изделия согласно настоящему изобретению. Также подразумевается, что в некоторых неограничивающих изделиях согласно настоящему изобретению детали из нецементированного карбида могут отсутствовать.
Не в качестве ограничения, в соответствии с некоторыми вариантами выполнения одна или более деталей из цементированного карбида, включенных в изделия согласно настоящему изобретению, могут быть изготовлены традиционными способами, используемыми для получения цементированного карбида. Как в целом описано выше, один из таких традиционных способов включает прессование порошков-предшественников для формирования прессовок с последующим спеканием для уплотнения прессовок и металлургического связывания компонентов порошка. Подробности методов прессования и спекания, относящиеся к получению цементированных карбидов, хорошо известны рядовым специалистам в данной области техники, поэтому нет необходимости приводить здесь дальнейшее описание таких подробностей.
В некоторых неограничивающих вариантах выполнения изделий, включающих цементированный карбид согласно настоящему изобретению, одна или более деталей из цементированного карбида, связанных в изделие соединительной фазой, включают дискретную, диспергированную фазу, по меньшей мере, из одного карбида металла, выбранного из групп IVB, группы VB или группы VIB периодической таблицы элементов Менделеева, и непрерывную связующую фазу, включающую один или более таких металлических материалов, как кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. В следующих неограничивающих вариантах осуществления связующая фаза детали из цементированного карбида включает, по меньшей мере, одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца. В некоторых неограничивающих вариантах осуществления связующая фаза детали из цементированного карбида может включать 20%, в других вариантах до 15% вес., до 10% вес. или до 5% вес. добавок.
Все или некоторые детали из нецементированного карбида в некоторых неограничивающих вариантах выполнения изделий согласно настоящему изобретению могут иметь одинаковый состав или содержать цементированный карбид одного и того же сорта. Такие сорта включают, например, сорта цементированного карбида, содержащие дискретную фазу из карбида вольфрама и кобальтсодержащую непрерывную связующую фазу. Различные коммерчески доступные смеси порошков, используемые для получения различных сортов цементированного карбида, хорошо известны рядовым специалистам в данной области техники. Различные сорта цементированного карбида обычно отличаются составом одной или более частиц карбида, размером зерен частиц карбида, объемной фракцией связующей фазы и составом связующей фазы, и такие колебания влияют на конечные свойства композиционного материала. Согласно некоторым вариантам осуществления сорт цементированного карбида, из которого изготовлены две или более включенные в изделие детали, варьируется. Сорта цементированного карбида в деталях из цементированного карбида, включенных в изделия согласно настоящему изобретению, в одном и том же изделии могут варьироваться, обеспечивая желаемую комбинацию свойств, таких как, например, вязкость, твердость и износостойкость, на различных участках изделия. Размер и форма деталей из цементированного карбида и, при их наличии, деталей из нецементированного карбида, включенных в изделия согласно настоящему изобретению, могут также варьироваться желательным образом в зависимости от свойств, желательных на различных участках изделия. Кроме того, общий объем деталей из цементированного карбида и, при наличии таковых, деталей из нецементированного карбида может варьироваться, обеспечивая желательные свойства изделия, несмотря на то, что общий объем деталей из цементированного карбида составляет, по меньшей мере, 5%, либо в других случаях, по меньшей мере, 10% от общего объема изделия.
В неограничивающих вариантах выполнения изделия одна или более деталей из цементированного карбида, включенных в изделие, состоит из гибридного цементированного карбида. Как известно специалистам, цементированный карбид представляет собой композиционный материал, обычно включающий дискретную фазу из твердых частиц карбида металла, диспергированных и вкрапленных в непрерывную металлическую связующую фазу. Как также известно специалистам, гибридный цементированный карбид включает дискретную фазу из твердых частиц первого цементированного карбида, диспергированную и вкрапленную в непрерывную связующую фазу второго сорта цементированного карбида. Гибридный цементированный карбид может рассматриваться как композиционный материал различных цементированных карбидов.
Твердая дискретная фаза каждого цементированного карбида, включенного в гибридный цементированный карбид, обычно содержит карбид, по меньшей мере, одного переходного металла, являющегося элементом групп IVB, группы VB или группы VIB периодической таблицы элементов Менделеева. Карбиды переходных металлов, обычно включаемые в гибридные цементированные карбиды, включают карбиды титана, ванадия, хрома, циркония, гафния, молибдена, ниобия, тантала и вольфрама. Непрерывную связующую фазу, связывающую или “цементирующую” зерна карбида металла, обычно выбирают из кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа. Кроме того, один или более легирующих элементов, таких как, например, вольфрам, титан, тантал, ниобий, алюминий, хром, медь, марганец, молибден, бор, углерод, кремний и рутений, могут быть включены в непрерывную фазу для усиления некоторых свойств композиционных материалов. В одном неограничивающем варианте выполнения изделия согласно настоящему изобретению изделие включает одну или более деталей из цементированного карбида, в которых концентрация связующего диспергированной фазы в гибридном цементированном карбиде составляет от 2 до 15% вес. от массы диспергированной фазы, а концентрация связующего непрерывной связующей фазы в гибридном цементированном карбиде составляет от 6 до 30% вес. от массы непрерывной связующей фазы. Такое изделие необязательно также включает одну или более деталей из традиционного цементированного карбидного материала и одну или более деталей из нецементированного карбидного материала. Одна или более деталей из гибридного цементированного карбида, наряду с любыми деталями из традиционного цементированного карбида и деталями из нецементированного карбида, контактируют и связываются в изделии непрерывной соединительной фазой, включающей, по меньшей мере, металл или металлический сплав. Каждую конкретную деталь из такого материала, как цементированный карбид или нецементированный карбид, которая может иметь определенные размер и форму, размещают в желаемой заданной позиции, для того чтобы получить на различных участках готового изделия желаемые свойства.
Гибридные цементированные карбиды в соответствии с некоторыми неограничивающими вариантами выполнения изделий согласно настоящему изобретению могут иметь относительно низкие соотношения соприкосновения, тем самым улучшая некоторые свойства гибридных цементированных карбидов по сравнению с другими цементированными карбидами. Неограничивающие примеры гибридных цементированных карбидов, которые могут быть использованы в вариантах выполнения изделий согласно настоящему изобретению, описаны в патенте США № 7384443, включенному в данное описание путем ссылки. Некоторые варианты выполнения композиционных материалов из гибридных цементированных карбидов, которые могут быть включены в описываемые здесь изделия, имеют соотношение соприкосновения диспергированной фазы не более 0,48. Согласно некоторым вариантам осуществления соотношение контакта диспергированной фазы гибридного цементированного карбида может составлять менее 0,4 или менее 0,2. Способы образования гибридных цементированных карбидов, имеющих относительно низкие соотношения контакта, и металлографические способы измерения соотношений контакта подробно описаны в патенте США № 7384443.
Согласно другому аспекту настоящего изобретения создано изделие, содержащее одну или более деталей из нецементированного карбида, связанных в изделии соединительной фазой изделия. Согласно некоторым вариантам выполнения деталь из нецементированного карбида, включенная в изделие, представляет собой твердую металлическую деталь, состоящую из металлического материала, выбранного из железа, сплавов железа, никеля, сплавов никеля, кобальта, сплавов кобальта, меди, сплавов меди, алюминия, сплавов алюминия, титана, сплавов титана, вольфрама и сплавов вольфрама. Согласно другим неограничивающим вариантам выполнения деталь из нецементированного карбида, включенная в изделие, состоит из композиционного материала, включающего зерна металла или металлического сплава, частицы и/или порошок, диспергированный в непрерывной матрице из металла или металлического сплава. Согласно одному варианту выполнения непрерывная матрица из металла или металлического сплава композиционного материала детали из нецементированного карбида представляет собой материал матрицы соединительной фазы. Согласно некоторым неограничивающим вариантам выполнения деталь из нецементированного карбида состоит из композиционного материала, включающего частицы или зерна металлического материала, выбранного из вольфрама, сплава вольфрама, тантала, сплава тантала, молибдена, сплава молибдена, ниобия и сплава ниобия. Согласно одному конкретному варианту выполнения деталь из нецементированного карбида, включенная в изделие согласно настоящему изобретению, включает зерна вольфрама, диспергированные в матрице металла или металлического сплава. Согласно некоторым вариантам выполнения деталь из нецементированного карбида, включенная в описываемое здесь изделие, может быть обработана на станке для получения резьбы или иных приспособлений, позволяющих прикрепить данное изделие к другому изделию механическим способом.
В одном специфическом неограничивающем варианте выполнения изделия согласно настоящему изобретению изделие представляет собой буровое долото с неподвижными резцами или буровое долото с коническими шарошками, включающий пригодную для механической обработки деталь из нецементированного карбида, связанную с изделием соединительной фазой, при этом деталь из нецементированного карбида обработана или может быть обработана на станке для получения резьбы или иных приспособлений, позволяющих соединить долото с бурильной колонной. В некоторых специфических вариантах выполнения пригодная для механической обработки деталь из нецементированного карбида состоит из композиционного материала, включающего дискретную фазу из частиц вольфрама, диспергированных и вкрапленных в матрицу из бронзы.
В соответствии с неограничивающим вариантом выполнения соединительная фаза изделия согласно настоящему изобретению, связывающая одну или более деталей из цементированного карбида, и, при наличии таковых, одну или более деталей из нецементированного карбида, в изделии, включает неорганические частицы. Неорганические частицы соединительной фазы включают, но не ограничиваются ими, твердые частицы, представляющие собой, по меньшей мере, одно из таких соединений, как карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и природный алмаз. В другом неограничивающем варианте выполнения твердые частицы включают, по меньшей мере, один карбид металла, выбранного из групп IVB, VB или VIB периодической таблицы элементов Менделеева. В очередных неограничивающих вариантах выполнения твердые частицы соединительной фазы представляют собой частицы карбида вольфрама и/или литые частицы карбида вольфрама. Как известно специалистам в данной области техники, литые частицы карбида вольфрама представляют собой частицы, состоящие из смеси WC и W2C, которая может представлять собой эвтактический состав.
В соответствии с другим неограничивающим вариантом выполнения соединительная фаза изделия согласно настоящему изобретению, связывающая одну или более деталей из цементированного карбида, и, при наличии таковых, одну или более деталей из нецементированного карбида в изделии, включает неорганические частицы, имеющие вид металлических частиц, металлических зерен и/или металлического порошка. В некоторых неограничивающих вариантах выполнения неорганические частицы соединительной фазы включают частицы или зерна из металлического материала, выбранного из вольфрама, сплава вольфрама, тантала, сплава тантала, молибдена, сплава молибдена, ниобия и сплава ниобия. Согласно одному конкретному варианту выполнения неорганические частицы в соединительной фазе согласно настоящему изобретению, имеют один или более таких видов, как зерна, частицы и/или порошки, диспергированные в матрице металла или металлического сплава. Согласно некоторым вариантам выполнения неорганические частицы в соединительной фазе описываемого здесь изделия представляют собой металлические частицы, при этом соединительная фаза изделия пригодна для механической обработки и может быть обработана на станке для получения резьбы, отверстий под болт или винт либо иных приспособлений, позволяющих прикрепить данное изделие к другому изделию механическим способом. В одном варианте выполнения согласно настоящему изобретению изделие представляет собой корпус бурового долота, подвергнутый механической обработке или пригодный для обработки на станке для получения резьбы, отверстий под болт или винт либо иных приспособлений, позволяющих прикрепить данное изделие к бурильной колонне или другому изделию.
В другом неограничивающем варианте выполнения соединительная фаза изделия согласно настоящему изобретению, связывающая одну или более деталей из цементированного карбида, и, при наличии таковых, одну или более деталей из нецементированного карбида в изделии, включает неорганические частицы, представляющие собой смесь металлических частиц и керамического материала или других твердых неорганических частиц.
Согласно аспекту настоящего изобретения в некоторых вариантах выполнения температура плавления неорганических частиц в соединительной фазе выше температуры плавления материала матрицы соединительной фазы, связывающей неорганические частицы в соединительной фазе. В неограничивающем варианте выполнения неорганические твердые частицы в соединительной фазе имеют более высокую температуру плавления, чем материал матрицы соединительной фазы. В другом варианте выполнения неорганические металлические частицы в соединительной фазе имеют более высокую температуру плавления, чем материал матрицы соединительной фазы.
Металлическая матрица соединительной фазы в некоторых неограничивающих вариантах выполнения изделия согласно настоящему изобретению включает, по меньшей мере, один из таких металлических материалов, как никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан и сплав титана. В одном варианте выполнения металлическая матрица состоит из латуни. В другом варианте выполнения металлическая матрица состоит из бронзы. В одном варианте выполнения металлическая матрица состоит из бронзы, включающей около 78% вес. меди, около 10% вес. никеля, около 6% вес марганца, около 6% вес. олова и случайные загрязняющие примеси.
Согласно некоторым неограничивающим вариантам выполнения настоящего изобретения изделие представляет собой одно из таких изделий, как буровое долото с неподвижными резцами, корпус такого долота с конической шарошкой для бурового долота с вращающимися коническими шарошками или другая деталь для бурового долота.
Один неограничивающий аспект настоящего изобретения касается изготовления бурового долота 50 с неподвижными резцами, показанного на фиг.3. Долото 50 включает множество участков 52 для лезвий, по меньшей мере, частично сформированных из спеченного цементированного карбида, находящегося в полости формы, используемой для формирования долота 50. В некоторых неограничивающих вариантах выполнения общий объем деталей из цементированного карбида составляет, по меньшей мере, около 5%, или, по меньшей мере, около 10%, от общего объема бурового долота 50. Долото 50 дополнительно включает участок 54 из композиционного материала металлической матрицы. Композиционный материал металлической матрицы включает твердые частицы, диспергированные в металле или металлическом сплаве, и соединяется с деталями из цементированного карбида участков 52 для лезвий. Долото 50 изготавливают способами согласно настоящему изобретению. Несмотря на то, что неограничивающий пример, проиллюстрированный на фиг.3, включает шесть участков 52 для лезвий, включающих шесть отдельных деталей из цементированного карбида, подразумевается, что наконечник может включать любое количество участков для лезвий и отдельных деталей из цементированного карбида. Долото 50 также включает пригодный для обработки участок 59 для прикрепления, по меньшей мере, частично сформированный из детали из нецементированного карбида, размещенной в полости формы, используемой для формирования долота 50, и связанной в долоте композиционным материалом металлической матрицы. Согласно одному неограничивающему варианту выполнения деталь из нецементированного карбида, включенная в пригодный для обработки участок для прикрепления, включает дискретную фазу из частиц вольфрама, диспергированную и вкрапленную в матрицу из бронзы.
Известно, что некоторые участки бурового долота подвергаются более сильному стрессу и/или абразии, чем другие участки бурового долота. Например, участки для лезвий некоторых буровых долот с неподвижными резцами, в которые вставляют режущие пластины из поликристаллической алмазной прессовки, подвергаются воздействию мощных сдвигающих усилий, поэтому сдвиговое разрушение участков для лезвий является обычным для таких буровых долот. Формирование корпусов буровых долот из твердого цементированного карбида придает прочность участкам для лезвий, однако участки для лезвий могут деформироваться во время спекания. Деформация такого рода может привести к неправильному положению режущих пластин, вставляемых в участки для лезвий, что может вызвать преждевременное разрушение бурового долота. Некоторые варианты выполнения корпусов для буровых долот согласно настоящему изобретению не подвергаются риску деформации, испытываемой некоторыми корпусами из цементированного карбида. Некоторые варианты выполнения корпусов для буровых долот согласно настоящему изобретению также не испытывают трудностей, вызываемых необходимостью механической обработки твердых прессовок из цементированного карбида с целью формирования из них долот, имеющих сложные профили. Кроме того, в некоторых известных твердых корпусах цементированного карбида дорогостоящий цементированный карбид включают в участки, не требующие прочности и абразионной стойкости участков с лезвиями.
В буровом долоте 50 с неподвижными резцами, показанном на фиг.3, участки 52 для лезвий, подвергающиеся воздействию сильных напряжений и существенных абразивных сил, полностью или в основном состоят из прочного и высоко износостойкого цементированного карбида, в то время как участки бурового долота 50, разделяющие участки 54 для лезвий, представляющие собой участки, на которых прочность и износостойкость менее важны, могут быть сформированы из традиционных инфильтрованных композиционных материалов металлической матрицы. Участки 54 композиционных материалов металлической матрицы связаны непосредственно с цементированным карбидом на участках 52 для лезвий. В некоторых неограничивающих вариантах выполнения калиброванные прокладки 56 и участки 58 для грязевых патрубков могут быть получены из деталей из цементированного карбида, помещенных в полость пресс-формы, используемой для формирования бурового долота 50. Обобщая, любой участок бурового долота 50, требующий существенной прочности, твердости и/или износостойкости, может включать, по меньшей мере, части, состоящие из деталей из нецементированного карбида, находящихся в пресс-форме и связанных в долото 50 инфильтрованным композиционным материалом металлической матрицы.
Согласно неограничивающим вариантам выполнения бурового долота или его части согласно настоящему изобретению, по меньшей мере, одна деталь или участок из цементированного карбида включает, по меньшей мере один карбид металла, выбранного из групп IVB, VB и VIB периодической таблицы элементов Менделеева, и связующее, включающее один или более из таких металлических материалов, как кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. В других вариантах выполнения связующее участка из цементированного карбида включает, по меньшей мере, одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
Участки цементированного карбида бурового долота согласно настоящему изобретению могут включать гибридный цементированный карбид. В некоторых неограничивающих вариантах выполнения композиционный материал из гибридного цементированного карбида имеет соотношение соприкосновения диспергированной фазы менее или равное 0,48, менее 0,4 или менее 0,2.
В дополнительном варианте выполнения бурового долота может включать, по меньшей мере, один участок из нецементированного карбида. Участок из нецементированного карбида может представлять собой твердый металлический участок, состоящий, по меньшей мере, из одного металлического материала, такого как железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама. В других вариантах выполнения бурового долота согласно настоящему изобретению, по меньшей мере, один металлический участок включает металлические зерна, диспергированные в металлической матрице, тем самым обеспечивая получение композиционного материала металлической матрицы. Согласно неограничивающему варианту выполнения зерна металла могут быть выбраны из вольфрама, сплава вольфрама, тантала, сплава тантала, молибдена, сплава молибдена, ниобия и сплава ниобия. Согласно другому неограничивающему варианту выполнения бурового долота с неподвижными резцами, включающим участок из нецементированного карбида, представляющего собой композиционный материал металлической матрицы, включающей металлические зерна, вкрапленные в металл или металлический сплав, металл или металлический сплав участка металлической матрицы такой же, как металл материала матрицы соединительной фазы, связывающей, по меньшей мере, одну деталь из цементированного карбида в изделие.
Согласно некоторым вариантам выполнения буровое долото включает пригодный для механической обработки участок, который может быть обработан на станке для получения резьбы или иных приспособлений, т.е. участка для прикрепления, позволяющего прикрепить буровое долото к бурильной колонне или иной конструкции.
Согласно другому неограничивающему варианту выполнения твердые частицы в композиционном материале металлической матрицы, из которого сформирован участок из цементированного карбида, включают твердые частицы, представляющие собой, по меньшей мере, одно из таких соединений, как карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и природный алмаз. Например, твердые частицы включают, по меньшей мере, один карбид металла, выбранного из групп IVB, VB и VIB периодической таблицы элементов Менделеева. В некоторых вариантах выполнения твердые частицы состоят из карбида вольфрама и/или литого карбида вольфрама.
Металлическая матрица композиционного материала металлической матрицы может включать, например, по меньшей мере, один из таких металлических материалов, как никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан и сплав титана. Согласно различным вариантам выполнения матрица состоит из сплава латуни или сплава бронзы. Согласно одному варианту выполнения матрица состоит из сплава бронзы, включающего по существу около 78% вес. меди, около 10% вес. никеля, около 6% вес. марганца, около 6% вес. олова и случайные загрязняющие примеси.
Как показано на схеме производственного процесса, представленной на фиг.4, согласно одному аспекту настоящего изобретения способ формирования изделия 60 включает получение детали из цементированного карбида на стадии 62 и размещение одной или более деталей из цементированного карбида и/или деталей из нецементированного карбида рядом с первым цементированным карбидом на стадии 64. Согласно неограничивающему варианту осуществления общий объем деталей из цементированного карбида, помещенных в пресс-форму, составляет, по меньшей мере, 5% или, по меньшей мере, 10% от общего объема изделия, получаемого в пресс-форме. При желании детали могут быть размещены в полости формы. Пространство между различными деталями определяет границы незанятого пространства. По меньшей мере, часть незанятого пространства заполняют множеством неорганических частиц на стадия 66. Оставшееся пространство полости между множеством неорганических частиц и различными деталями из цементированного карбида и нецементированного карбида определяет границы остаточного пространства. Остаточное пространство, по меньшей мере, частично заполняют материалом матрицы металла или металлического сплава на стадии 68, который вместе с неорганическими частицами формирует композиционный соединительный материал. Соединительный материал связывает вместе неорганические частицы и одну или более деталей из цементированного карбида и, при наличии таковых, нецементированного карбида.
Согласно одному неограничивающему аспекту настоящего изобретения остаточное пространство заполняют подачей в него расплавленного металла или металлического сплава. При охлаждении и затвердении металл или металлический сплав связывает деталь из цементированного карбида, деталь из нецементированного карбида, при наличии таковой, и неорганические частицы, формируя готовое изделие. Согласно неограничивающему варианту осуществления пресс-форму, содержащую детали и неорганические частицы, нагревают до температуры, выше температуры плавления инфильтрующего металла или металлического сплава. Согласно неограничивающему варианту осуществления осуществляют заливку или литье расплавленного металла или металлического сплава в нагретую пресс-форму до тех пор, пока, по меньшей мере, часть остаточного пространства не будет заполнена расплавленным металлом или металлическим сплавом.
Способ настоящего изобретения включает использование пресс-формы для изготовления изделия. Пресс-форма может быть выполнена из графита или любого иного химически инертного и жаростойкого материала, известного специалисту в данной области техники. Согласно неограничивающему варианту осуществления, по меньшей мере, две детали из цементированного карбида размещают в полости в заданных позициях. В пресс-форму могут быть помещены распорки для фиксации, по меньшей мере, одной детали из цементированного карбида и, при наличии таковых, деталей из нецементированного карбида в заданных позициях. Детали из цементированного карбида могут быть размещены на критическом участке, таком как, но не ограничиваясь им, участок для лезвия бурового долота для бурения земли, требующий большой прочности, износостойкости, твердости или т.п.
Согласно неограничивающему варианту осуществления деталь из цементированного карбида состоит, по меньшей мере, из одного карбида металла группы IVB, группы VB и группы VIB периодической таблицы элементов Менделеева, и связующего, состоящего из одного или нескольких таких металлических материалов, как кобальт, сплавы кобальта, никель, сплавы никеля, железо и сплавы железа. Согласно некоторым вариантам осуществления связующее детали из цементированного карбида содержит добавку, выбранную из группы, состоящей из хрома, кремния, бора, алюминия, меди, рутения, марганца и их смесей. Добавка может включать до 20% вес. связующего.
Согласно другим неограничивающим вариантам выполнения деталь из цементированного карбида включает композиционный материал из гибридного цементированного карбида. Согласно некоторым вариантам выполнения диспергированная фаза композиционного материала из гибридного цементированного карбида имеет соотношение соприкосновения 0,48 или менее, менее 0,4 или менее 0,2.
Деталь из нецементированного карбида может быть размещена в пресс-форме в заданной позиции. Согласно неограничивающим вариантам выполнения деталь из нецементированного карбида состоит из металлического материала, представляющего собой, по меньшей мере, металл или металлический сплав. Согласно дальнейшим неограничивающим вариантам выполнения металл представляет собой, по меньшей мере, один металлический материал, такой как железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
Согласно другому неограничивающему варианту выполнения множество металлических зерен, частиц и/или порошков добавляют в часть пресс-формы. Множество металлических зерен, вместе с множеством неорганических частиц определяют остаточное пространство, впоследствии заполняемое расплавленным металлом или металлическим сплавом. Согласно некоторым неограничивающим вариантам выполнения металлические зерна включают, по меньшей мере, один из таких металлических материалов, как вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия. Согласно специфическому варианту выполнения металлические зерна состоят из вольфрама.
Согласно неограничивающему варианту выполнения неорганические частицы, частично заполняющие незанятое пространство, представляют собой твердые частицы. Согласно вариантам выполнения твердые частицы включают одно или более таких соединений, как карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз или природный алмаз. Согласно другому неограничивающему варианту выполнения твердые частицы включают, по меньшей мере, один карбид металла, выбранного из групп IVB, VB и VIB периодической таблицы элементов Менделеева. Согласно другим специфическим вариантам выполнения твердые частицы состоят из карбида вольфрама и/или литого карбида вольфрама.
Согласно другому неограничивающему варианту выполнения неорганические частицы, частично заполняющие незанятое пространство, представляют собой металлические зерна, частицы и/или порошки. Металлические зерна определяют границы остаточного пространства, впоследствии заполняемого расплавленным металлом или металлическим сплавом. Согласно некоторым неограничивающим вариантам выполнения металлические зерна включают, по меньшей мере, один из таких металлических материалов, как вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия. Согласно специфическому варианту выполнения металлические зерна состоят из вольфрама.
Расплавленный металл или металлический сплав, используемый для заполнения остаточного пространства, включает, но не ограничивается ими, один или более таких металлических материалов, как никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, бронза и латунь. Часто целесообразно, с точки зрения процесса, использовать инфильтрующий расплавленный металл или металлический сплав, имеющий относительно низкую температуру плавления. Таким образом, сплавы латуни или бронзы используют согласно неограничивающим вариантам выполнения расплавленного металла или металлического сплава для заполнения остаточного пространства. Согласно специфическому варианту выполнения в качестве инфильтрующего расплавленного металла или металлического сплава выбирают бронзовый сплав, состоящий из 78% вес. меди, 10% вес. никеля, 6% вес. марганца, 6% вес. олова и случайных загрязняющих примесей.
Согласно вариантам осуществления способов изготовления изделия, содержащего цементированные карбиды, такое изделие может представлять собой, но не ограничиваться ими, корпус для бурового долота с неподвижными резцами и коническую шарошку бурового долота.
Согласно другому аспекту настоящего изобретения создан способ изготовления бурового долота с неподвижными резцами, который включает размещение, по меньшей мере, одной детали из спеченного цементированного карбида и, выборочно, по меньшей мере, одной детали из нецементированного карбида в пресс-форме, определяя таким образом незанятую часть полости пресс-формы. Согласно неограничивающим вариантам осуществления общий объем деталей из цементированного карбида, размещенных в пресс-форме, составляет 5% или более, или 10% или более от общего объема бурового долота. В незанятой части пресс-формы размещают твердые частицы для заполнения части незанятой части полости и определения остаточной части полости пресс-формы. Незанятая остаточная часть полости обычно представляет собой пространство между твердыми частицами, а также пространство между твердыми частицами и отдельными деталями в пресс-форме. Пресс-форму нагревают до температуры литья. В нее заливают расплавленный металлический литейный материал. Температура литья равна или выше температуры плавления металлического литейного материала. Обычно температура металлического литья равна или приблизительно равна температуре плавления металлического литейного материала. Расплавленный металлический литейный материал заполняет незанятую остаточную часть. Пресс-форму охлаждают с целью отверждения металлического литейного материала и связывания, по меньшей мере, одной детали из спеченного цементированного карбида, детали из нецементированного карбида, при наличии таковой, и твердых частиц, таким образом формируя буровое долото. Согласно неограничивающему варианту осуществления деталь из цементированного карбида размещают в полости формы таким образом, чтобы сформировать, по меньшей мере, часть участка лезвия бурового долота. Согласно другому неограничивающему варианту осуществления деталь из нецементированного карбида, при наличии таковой, формирует, по меньшей мере, часть участка для прикрепления бурового долота к бурильной колонне.
Согласно варианту осуществления в полость пресс-формы помещают, по меньшей мере, одну графитовую распорку или распорку, изготовленную из другого инертного материала. Полость пресс-формы и, по меньшей мере, одна графитовую распорка, при наличии таковой, определяют общую форму бурового долота.
Согласно некоторым вариантам осуществления при размещении в полости детали из цементированного карбида, состоящей из металлического материала, металлическая деталь из цементированного карбида формирует пригодный для механической обработки участок бурового долота. Пригодный для механической обработки участок обычно снабжают резьбой для облегчения прикрепления бурового долота к дальнему концу бурильной колонны. Согласно другим вариантам осуществления другие виды механических крепежных средств, таких как, но не ограничиваясь ими, канавки, языки, крюки и т.п., могут быть сделаны на пригодном для механической обработки участке для облегчения прикрепления бурового долота к инструменту, резцедержателю, бурильной колонне или т.п. Согласно неограничивающим вариантам осуществления пригодный для механической обработки участок включает, по меньшей мере, один из таких металлических материалов, как железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
Другой процесс образования пригодного для механической обработки участка в буровом долоте включает введение твердых органических частиц в полости пресс-формы в виде металлических зерен. Согласно неограничивающему варианту осуществления металлические зерна вводят только в часть полости пресс-формы. Металлические зерна определяют пустое пространство между металлическими зернами. При заливке в пресс-форму расплавленного металлического литейного материала расплавленный металлический литейный материал проникает в пустое пространство между металлическим зернами, объединяя металлические зерна в матрицу из отвержденного металлического литейного материала, таким образом формируя пригодный для механической обработки участок бурового долота. Согласно неограничивающим вариантам осуществления металлические зерна включают, по меньшей мере, один или более таких металлических материалов, как вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия. Согласно специфическому варианту осуществления металлические зерна состоят из вольфрама. Согласно другому неограничивающему варианту осуществления пригодный для механической обработки участок снабжают резьбой.
Обычно, но не обязательно, по меньшей мере, одна деталь из спеченного цементированного карбида состоит, по меньшей мере, из одного карбида металла групп IVB, VB и VIB периодической таблицы элементов Менделеева, и связующего, состоящего, по меньшей мере, из одного из таких металлических материалов, как кобальт, сплав кобальта, никель, сплав никеля, железо и сплавы железа. Связующее может включать до 20% вес. добавки, выбранной из группы, состоящей из хрома, кремния, бора, алюминия, меди, рутения, марганца и их смесей. Согласно другому неограничивающему варианту выполнения, по меньшей мере, один спеченный цементированный карбид составляет минимум 10% объема бурового долота. Согласно очередному варианту выполнения, по меньшей мере, один спеченный цементированный карбид включает композиционный материал из спеченного гибридного цементированного карбида. Согласно вариантам выполнения композиционный материал из гибридного цементированного карбида имеет соотношение соприкосновения диспергированной фазы 0,48 или менее, или менее 0,4, или менее 0,2.
Может возникнуть необходимость наличия в буровом долоте других участков с повышенной прочностью и износостойкостью, например, но не ограничиваясь ими, участков для измерительной пластины или насадки либо участков вокруг насадки. Неограничивающий вариант выполнения включает размещение, по меньшей мере, одной измерительной пластины из цементированного карбида в пресс-форме. Другой неограничивающий вариант выполнения включает размещение, по меньшей мере, одной насадки или участка для насадки из цементированного карбида в пресс-форме.
Согласно вариантам выполнения твердые неорганические частицы обычно включают, по меньшей мере, одно из таких соединений, как карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и природный алмаз. Согласно другим неограничивающим вариантам выполнения твердые неорганические частицы включают, по меньшей мере, один карбид металла, выбранного из групп IVB, VB и VIB периодической таблицы элементов Менделеева, карбид вольфрама; и литой карбид вольфрама.
Металлический литейный материал может включать, по меньшей мере, один из таких металлических материалов, как никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, бронза и латунь. Согласно другим вариантам выполнения металлический литейный материал включает бронзу. Согласно специфическому варианту выполнения бронза состоит по существу из 78% вес. меди, 10% вес. никеля, 6% вес. марганца, 6% вес. олова и случайных загрязняющих примесей.
После размещения в пресс-форме всех деталей из спеченного цементированного карбида, деталей из нецементированного карбида, при использовании таковых, металлических твердых неорганических частиц, при использовании таковых, и распорок, твердые неорганические частицы добавляют в пресс-форму в заданном количестве. Заданное количество определяется конкретным технологическим дизайном бурового долота для бурения земли. Заданное количество для конкретного технологического дизайна известно специалисту в данной области техники.
Согласно неограничивающему варианту выполнения твердые неорганические частицы добавляют до уровня чуть ниже высоты деталей из цементированного карбида, расположенных на участке для лезвия в пресс-форме. Согласно другим неограничивающим вариантам выполнения твердые частицы добавляют вровень или выше высоты деталей из цементированного карбида в пресс-форме.
Как упомянуто выше, температура литья обычно равна или выше температуры плавления металлического литейного материала, добавляемого в пресс-форму. В специфическом варианте выполнения, согласно которому металлический литейный материал представляет собой бронзовый сплав, состоящий из 78% вес. меди, 10% вес. никеля, 6% вес. марганца, 6% вес. олова и случайных загрязняющих примесей, температура литья составляет 1180°С.
Пресс-форму и содержимое пресс-формы охлаждают. При охлаждении металлический литейный материал затвердевает и связывает детали из спеченного цементированного карбида, любые детали из нецементированного карбида и твердые частицы в буровое долото из композиционного материала. После удаления пресс-формы изготовление бурового долота может быть закончено посредством введения вставных режущих пластин из поликристаллического алмазного композита, механической обработки поверхностей для удаления лишнего соединительного материала металлической матрицы и в результате использования любой другой отделочной методики, известной специалисту в данной области техники, для чистовой обработки формового изделия в буровое долото.
Согласно другому аспекту настоящего изобретения изделие включает, по меньшей мере, одну деталь из цементированного карбида и соединительную фазу, состоящую из материала эвтактического сплава, связывающего, по меньшей мере, одну деталь из цементированного карбида в готовое изделие. Согласно некоторым вариантам выполнения, по меньшей мере, одна деталь из цементированного карбида имеет объем цементированного карбида, равный, по меньшей мере, 5% или, по меньшей мере, 10% от общего объема готового изделия. Согласно неограничивающим вариантам выполнения, по меньшей мере, одна деталь из цементированного карбида связано в изделие соединительной фазой.
Согласно некоторым вариантам выполнения, по меньшей мере, одна деталь из цементированного карбида, соединенная материалом эвтактического сплава, может включать твердые неорганические частицы, по меньшей мере, одного карбида металла, выбранного из групп IVB, VB и VIB периодической таблицы элементов Менделеева, диспергированные в связующем, включающем, по меньшей мере, один из таких металлических материалов, как кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. Согласно неограничивающим вариантам выполнения связующее детали из цементированного карбида включает, по меньшей мере, одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
Согласно варианту выполнения, по меньшей мере, одна деталь из цементированного карбида включает гибридный цементированный карбид, а согласно другому варианту выполнения соотношение соприкосновения диспергированной фазы гибридного цементированного карбида составляет не более 0,48.
Согласно некоторым вариантам выполнения, по меньшей мере, одна деталь из цементированного карбида, соединена в изделии материалом эвтактического сплава, при этом изделие включает, по меньшей мере, одну деталь из нецементированного карбида, представляющую собой металлический компонент. Металлический компонент может включать, например, по меньшей мере, один из таких металлических материалов, как железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
Согласно специфическому варианту выполнения материал эвтактического сплава состоит из 55% вес. никеля и 45% вес. карбида вольфрама. Согласно другому специфическому варианту выполнения материал эвтактического сплава состоит из 55% вес. кобальта и 45% вес. карбида вольфрама. Согласно другим вариантам выполнения материал эвтактического компонента может представлять собой любой эвтактический состав, известный в настоящее время или в будущем специалисту в данной области техники, который после стадии отверждения разделяется на твердый материал, состоящий из металлических зерен, перемежающихся с зернами твердой фазы.
Согласно неограничивающим вариантам выполнения изделие представляет собой одно из таких изделий, как корпус для бурового долота с неподвижными резцами, коническая шарошка и часть бурового долота.
Другой способ изготовления изделия, включающего детали из цементированного карбида, включает размещение детали из цементированного карбида рядом с, по меньшей мере, одной смежной деталью. Пространство между деталью из цементированного карбида и смежной деталью определяет пространство для заполнения. Согласно неограничивающему варианту осуществления кромки детали из цементированного карбида и смежной детали скошены, и скосы определяют пространство для заполнения. Пространство для заполнения заполняют порошком, имеющим эвтактический состав металлического сплава. Деталь из цементированного карбида, смежную деталь и порошок нагревают, по меньшей мере, до точки плавления эвтактического состава металлического сплава, при которой плавится порошок. После охлаждения затвердевший эвтактический состав металлического сплава соединяет компонент из цементированного карбида и смежный компонент.
Согласно неограничивающему варианту осуществления размещение детали из цементированного карбида рядом с, по меньшей мере, одной смежной деталью включает размещение детали из спеченного цементированного карбида рядом с другой деталью из спеченного цементированного карбида.
Согласно другому неограничивающему варианту осуществления размещение детали из цементированного карбида рядом с, по меньшей мере, одной смежной деталью включает размещение детали из спеченного цементированного карбида рядом с деталью из нецементированного карбида. Деталь из нецементированного карбида может включать, но не ограничивается ею, металлическую деталь.
Согласно специфическому варианту осуществления добавление смешанного порошка включает добавление смешанного порошка, включающего около 55% вес. никеля и около 45% вес. карбида вольфрама. Согласно другому специфическому варианту осуществления добавление смешанного порошка включает добавление смешанного порошка, включающего около 55% вес. кобальта и около 45% вес. карбида вольфрама. Согласно другим вариантам осуществления добавление смешанного порошка включает добавление любого эвтактического состава, известного в настоящее время или в будущем специалисту в данной области техники, который после стадии отверждения формирует материал, включающий металлические зерна, перемежающиеся с зернами твердой фазы.
Согласно вариантам осуществления, в соответствии с которым смешанный порошок включает около 55% вес. никеля и около 45% вес. карбида вольфрама, нагревание детали из цементированного карбида, смежной детали и порошка, по меньшей мере, до точки плавления эвтактического состава металлического сплава, включает нагревание до температуры 1350°С или более. Согласно неограничивающим вариантам осуществления нагревание детали из цементированного карбида, смежной детали и порошка, по меньшей мере, до точки плавления эвтактического состава металлического сплава, включает нагревание в инертной атмосфере или вакууме.
Пример 1
Фиг.5 представляет собой фотографию изделия 70 из композиционного материала, изготовленного в соответствии с вариантами осуществления способа согласно настоящему изобретению. Изделие 70 включает несколько отдельных деталей 72 из спеченного цементированного карбида, связанных вместе соединительной фазой 74, включающей твердые неорганические частицы, диспергированные в металлической матрице. Отдельные детали 72 из спеченного цементированного карбида получают традиционным способом. Детали 72 из спеченного цементированного карбида помещают в цилиндрическую графитовую пресс-форму, и определяют границы незанятого пространства между деталями 72. Незанятое пространство заполняют литыми частицами карбида вольфрама, при этом между отдельными частицами карбида вольфрама сохраняется остаточное пространство. Пресс-форму, содержащую детали 72 из спеченного цементированного карбида и литые частицы карбида вольфрама нагревают до температуры 1180°С. Расплавленную бронзу заливают в пространство пресс-формы и инфильтруют остаточное пространство, связывая вместе частицы цементированного карбида и литые частицы карбида вольфрама. Бронза имеет следующий состав: 78% (вес./вес.) меди, 10% (вес./вес.) никеля, 6% (вес./вес.) марганца и 6% (вес./вес.) олова. Бронзу охлаждают и отверждают, формируя композиционный материал металлической матрицы из литых частиц карбида вольфрама, вкрапленных в твердую бронзу.
Микрофотографии участка между границами детали 72 из спеченного цементированного карбида и металлической матрицей из композиционного материала 74, включающей литые частицы 75 карбида вольфрама в бронзовой матрице 76 изделия 60 показаны на фиг.6А (слабое увеличение) и фиг.6В (более сильное увеличение). Как видно на фиг.6В, процесс инфильтрации вызвал появление отчетливой межфазной зоны 78, включающей литой бронзовый материал, растворенный в наружном слое детали 62 из цементированного карбида, при этом бронза смешивается со связующей фазой детали 62 из цементированного карбида. В целом, предполагается, что межфазные зоны, представляющие собой форму диффузионного связывания, показанную на фиг.6В, обеспечивают высокую прочность связей.
Пример 2
Фиг.7 представляет собой фотографию дополнительного изделия 80 из композиционного материала, полученного в соответствии с вариантами осуществления способа согласно настоящему изобретению. Изделие 80 включает две детали 81 из спеченного цементированного карбида, связанные в изделии 80 Ni-WC сплавом 82, имеющим эвтактический состав. Изделие 80 получают, помещая порошковую смесь, состоящую из 55% (вес./вес.) порошка никеля и 45% (вес./вес.) порошка карбида вольфрама, на участок со скошенными кромками между двумя деталями 81 из цементированного карбида. Заполненную пресс-форму нагревают в вакуумной печи до температуры 1350°С, превышающей температуру плавления порошковой смеси. Расплавленный материал охлаждают и отверждают на скошенном участке в виде Ni-WC сплава 82, связывая вместе детали 81 из цементированного карбида, формируя тем самым изделие 80.
Пример 3
Фиг.8 представляет собой фотографию бурового долота 84 с неподвижными резцами в соответствии с неограничивающим вариантом выполнения согласно настоящему изобретению. Долото 84 включает детали из спеченного цементированного карбида, формирующий участки 85 для лезвий, связанные в долото 84 первым металлическим соединительным материалом 86, включающим литые частицы карбида вольфрама, диспергированные в бронзовой матрице. Прессовки 87 из поликристаллического алмаза вставляют в карманы для режущих пластин, находящиеся в деталях из спеченного цементированного карбида, формирующих участки 85 для лезвий. Деталь из спеченного цементированного карбида также связывают в долото 84 вторым металлическим соединительным материалом и формируют пригодный для механической обработки участок 88 для прикрепления бурового долота 84. Второй соединительный материал представляет собой металлический композиционный материал, включающий порошок (или зерна) вольфрама, диспергированный в бронзовом литом сплаве.
Как показано на фиг.8-12, буровое долото 84, проиллюстрированное на фиг.8, изготавливают следующим образом. Фиг.9 представляет собой фотографию деталей 90 из спеченного цементированного карбида, включенных в долото 84, формирующих участки 85 для лезвий. Детали 90 из спеченного цементированного карбида получают, используя традиционные методы порошковой металлургии, включающие стадии прессования порошка, механической обработки прессовки в сыром и/или буром (т.е. предварительно спеченном) состоянии и высокотемпературного спекания.
Графитовая пресс-форма и детали 100 пресс-формы, используемые для получения долота 84, проиллюстрированного на фиг.8, показаны на фиг.10.
Графитовые распорки 110, помещаемые в пресс-форму, показаны на фиг.11. Лезвия 90 из спеченного цементированного карбида, графитовые распорки 110 и другие детали 100 графитовой пресс-формы помещают в пресс-форму. Фиг.12 представляет собой вид полости пресс-формы, показывающий размещение различных деталей для получения окончательно собранной пресс-формы 120. Вначале на участок пустого пространства в собранной пресс-форме 120 загружают порошок кристаллического вольфрама, формируя дискретную фазу пригодного для механической обработки участка 88 долота 84. Литые частицы карбида вольфрама затем заливают в незанятое пространство полости собранной пресс-формы 120 до уровня чуть ниже высоты деталей 90 из цементированного карбида. В верхнюю часть собранной пресс-формы 120 помещают графитовую воронку (не показана), в которую засыпают бронзовые шарики. Всю собранную пресс-форму 120 помещают в предварительно нагретую печь с воздушной атмосферой при температуре 1180°С и нагревают в течение 60 минут. Бронзовые шарики плавятся, и расплавленная бронза инфильтрует порошок кристаллического вольфрама, формируя пригодный для механической обработки участок металлических зерен в матрице литейного металла, а также инфильтрует частицы карбида вольфрама, формируя соединительный материал металлического композиционного материала. Изготовленное буровое долото 84 очищают, а лишний материал удаляют посредством механической обработки. На участке 88 для прикрепления нарезают резьбу.
Фиг.13 представляет собой микрофотографию пограничного участка 130 между деталью 132 из цементированного карбида, формирующей участок 82 для лезвия бурового долота 80, пригодного для механической обработки участка 134 бурового долота 80, включающего частицы 136 вольфрама, диспергированные в непрерывной бронзовой матрице 138.
Следует отметить, что данное описание иллюстрирует аспекты изобретения, служащие для его четкого понимания. Некоторые аспекты, очевидные для рядовых специалистов в данной области техники и поэтому не способствующие лучшему его пониманию, не были представлены для упрощения данного описания. Несмотря на приведенное здесь в обязательном порядке всего лишь ограниченного числа вариантов осуществления настоящего изобретения, специалисту в данной области после изучения данного описания станет понятно, что существует множество модификаций и вариантов настоящего изобретения. Предполагается, что все такие варианты и модификации настоящего изобретения входят в объем изложенного выше описания и следующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ЦЕМЕНТИРОВАННЫЙ КАРБИД-МЕТАЛЛИЧЕСКИЙ СПЛАВ | 2009 |
|
RU2499069C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| КОМПОЗИТНАЯ ВСТАВКА С ПОЛИКРИСТАЛЛИЧЕСКИМИ АЛМАЗАМИ | 2010 |
|
RU2503522C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |
| КОМПОЗИТНЫЕ ВРАЩАЮЩИЕСЯ РЕЖУЩИЕ ИНСТРУМЕНТЫ ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА И ЗАГОТОВКИ ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2536015C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО КОМПОЗИТНОГО ИЗДЕЛИЯ | 2011 |
|
RU2578339C2 |
| КОМПОЗИЦИОННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2429944C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
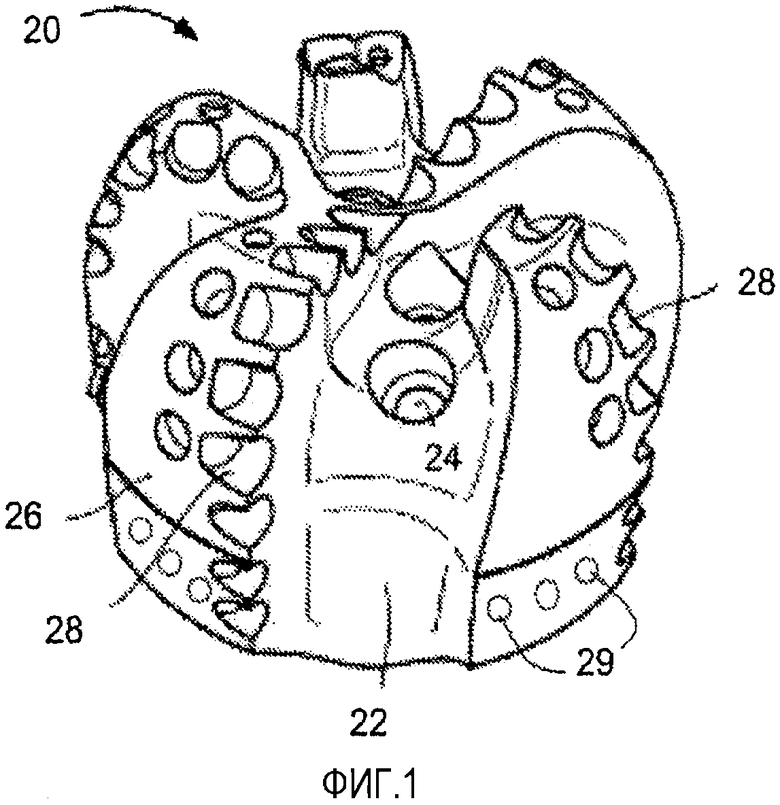
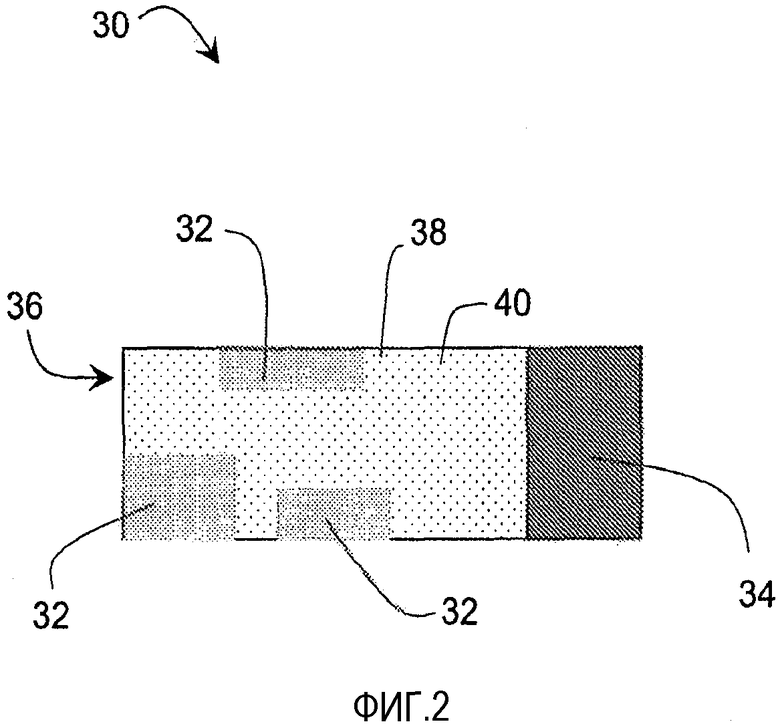
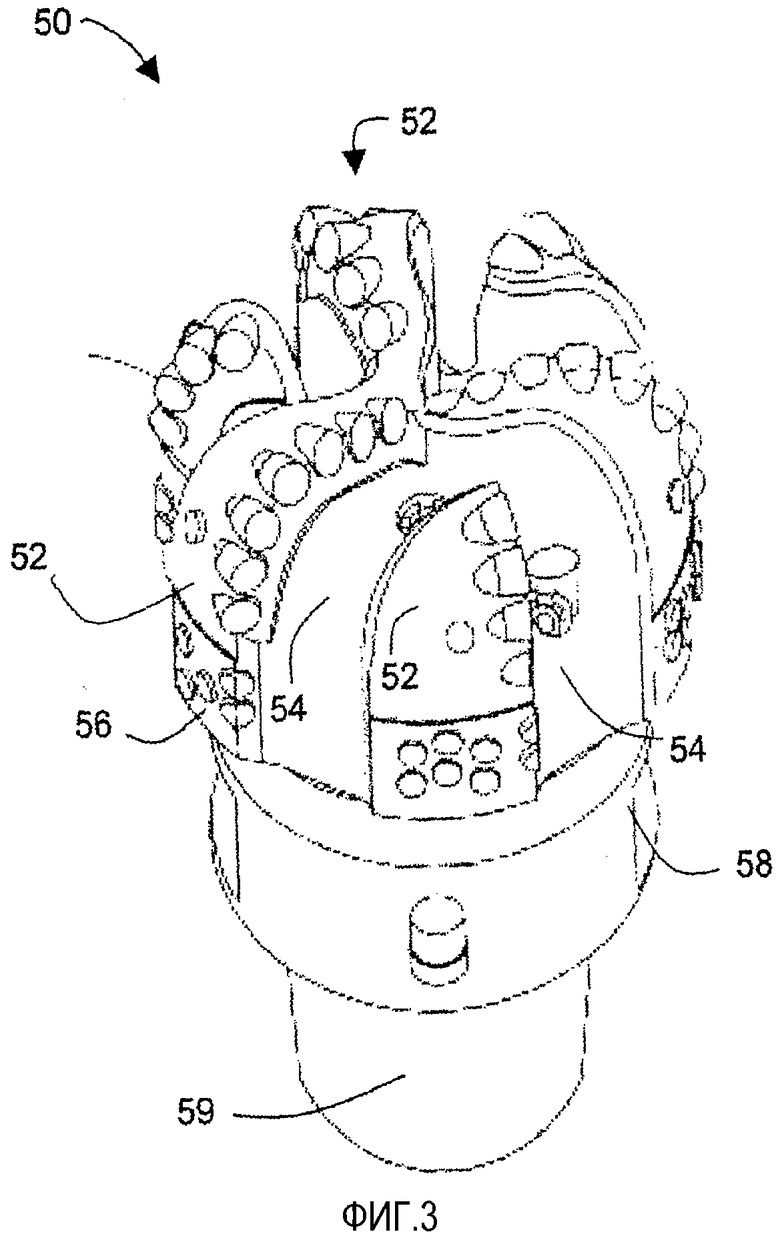
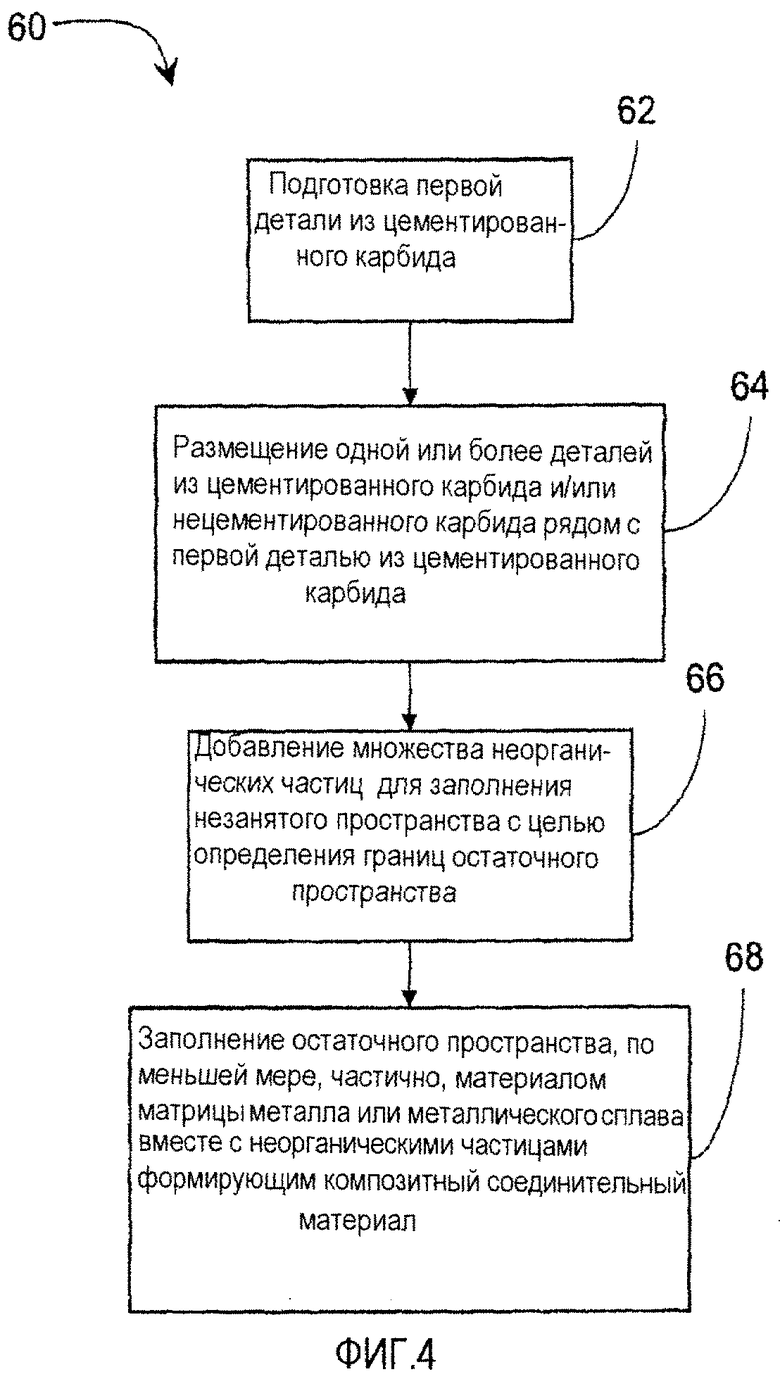
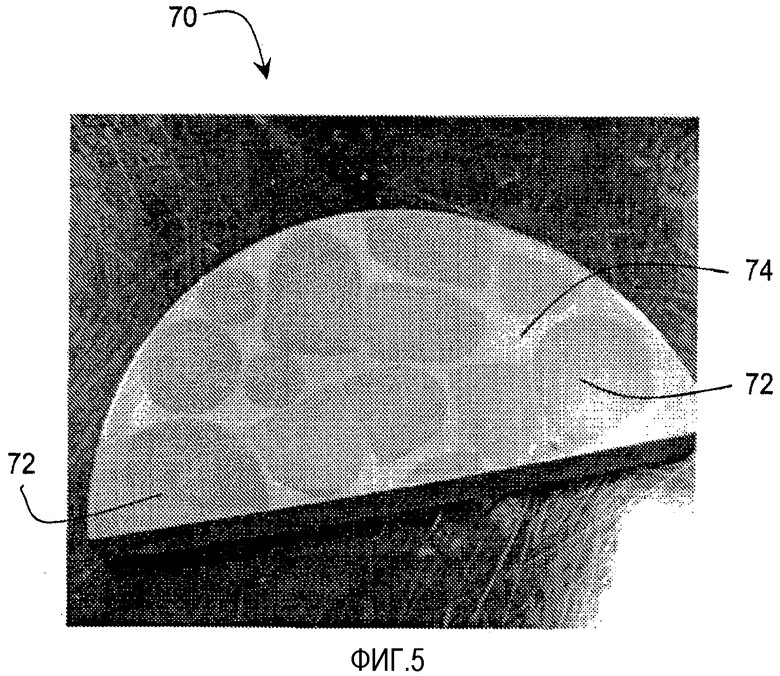
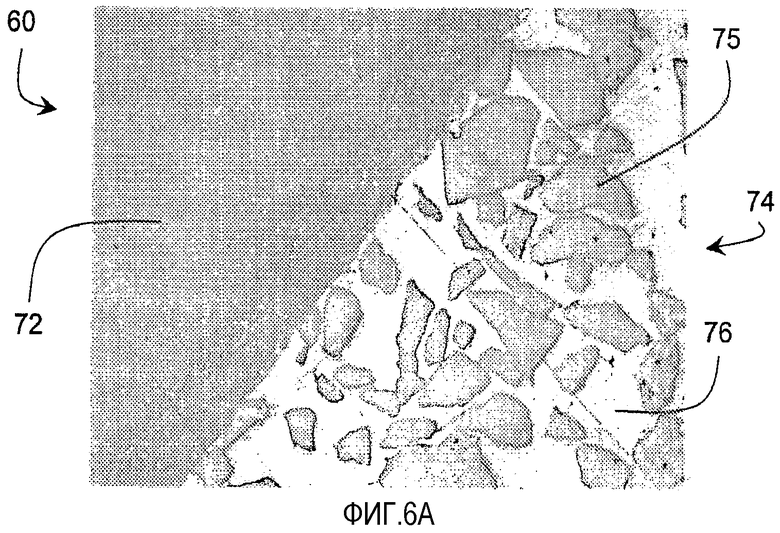
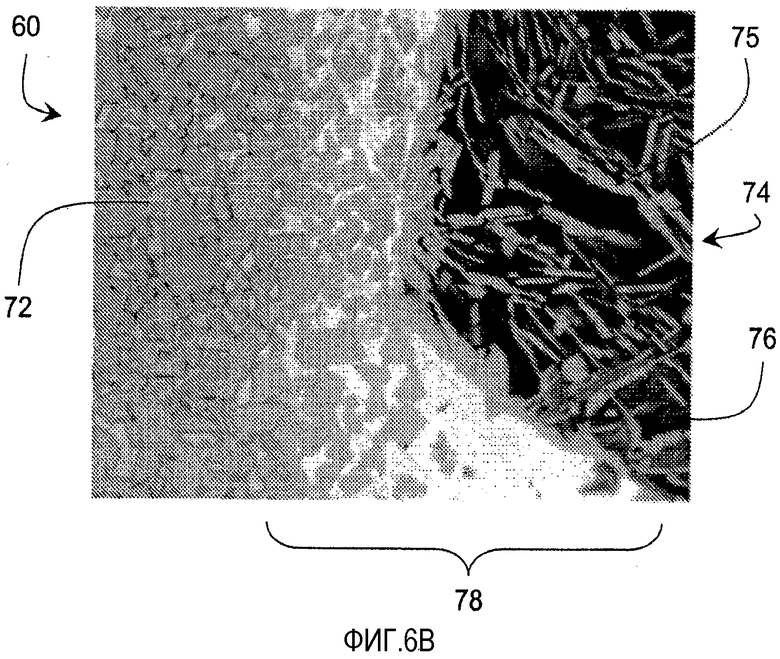
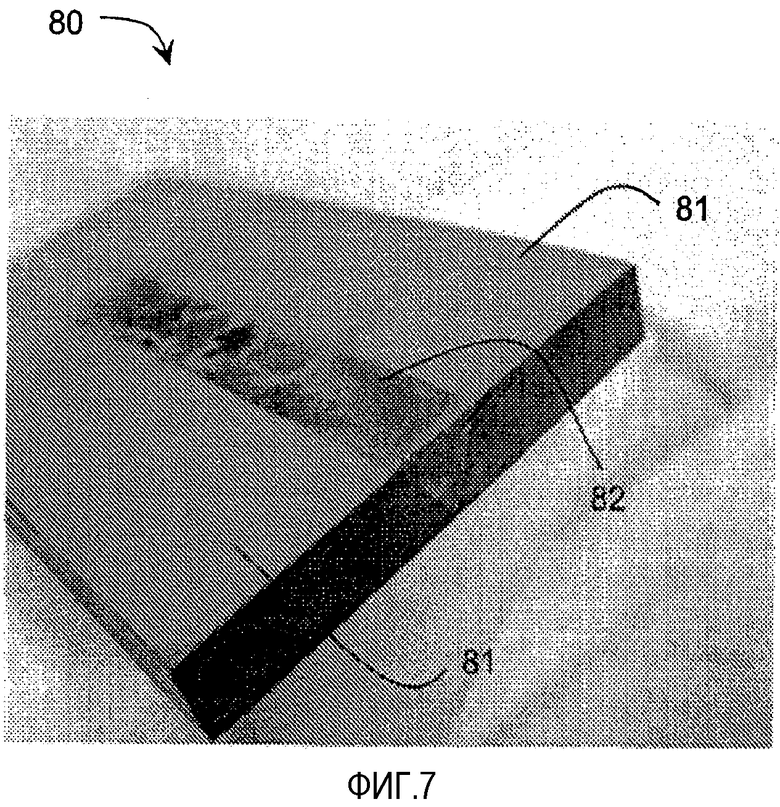
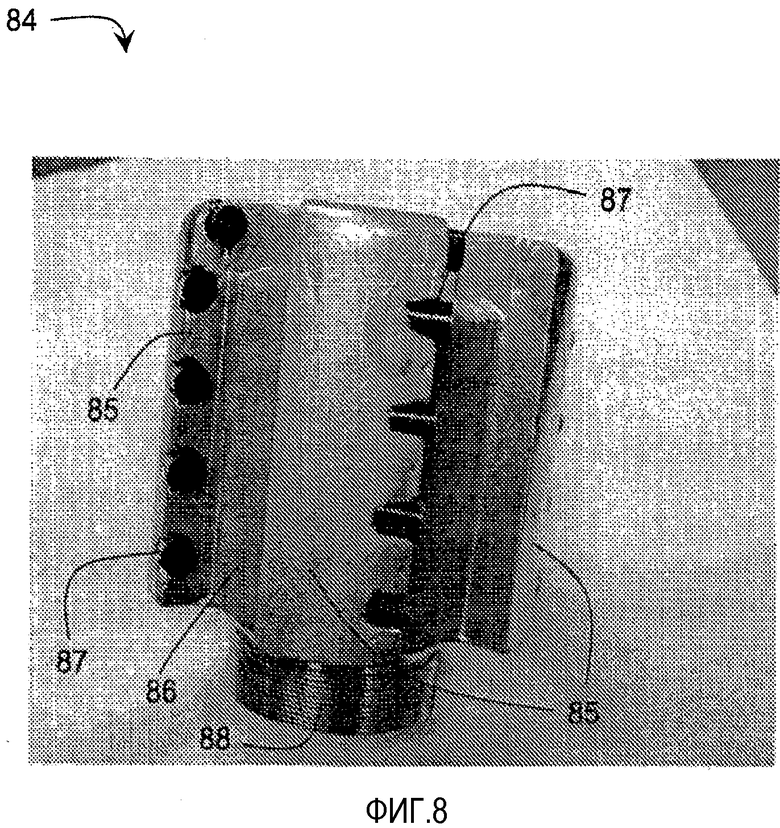
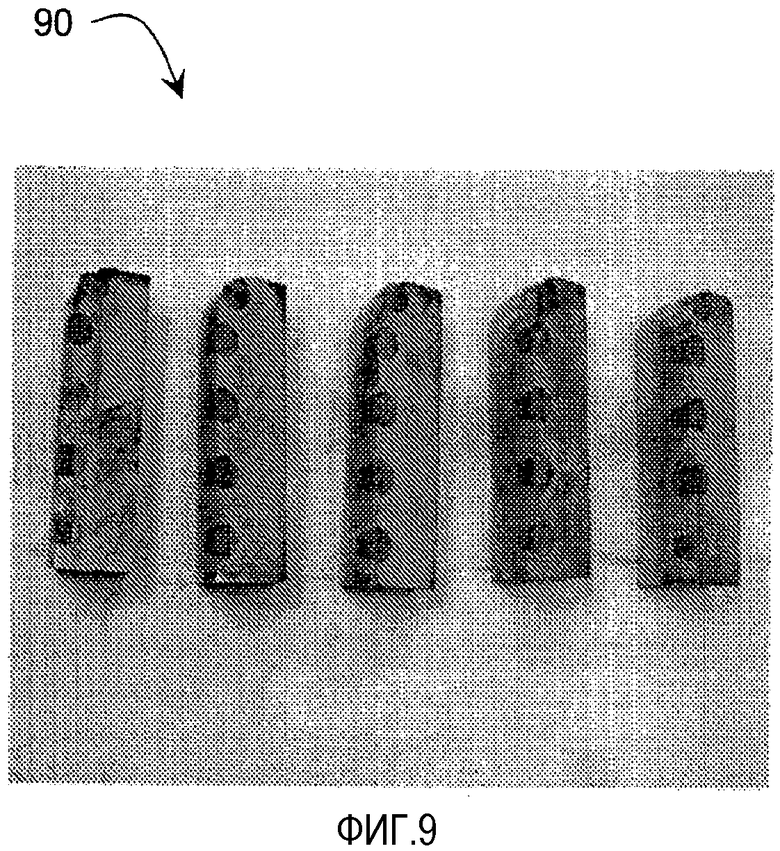
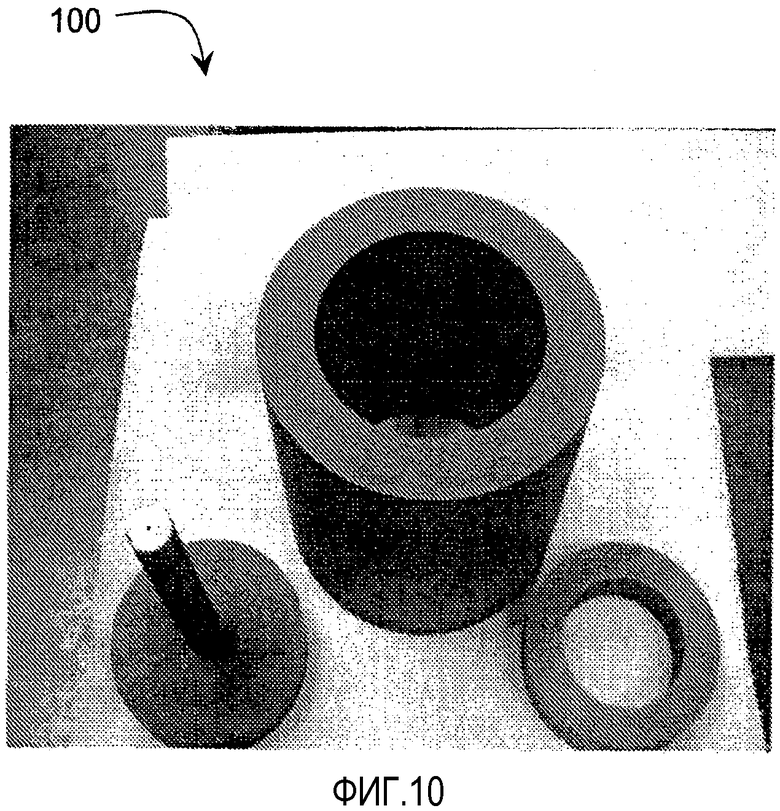
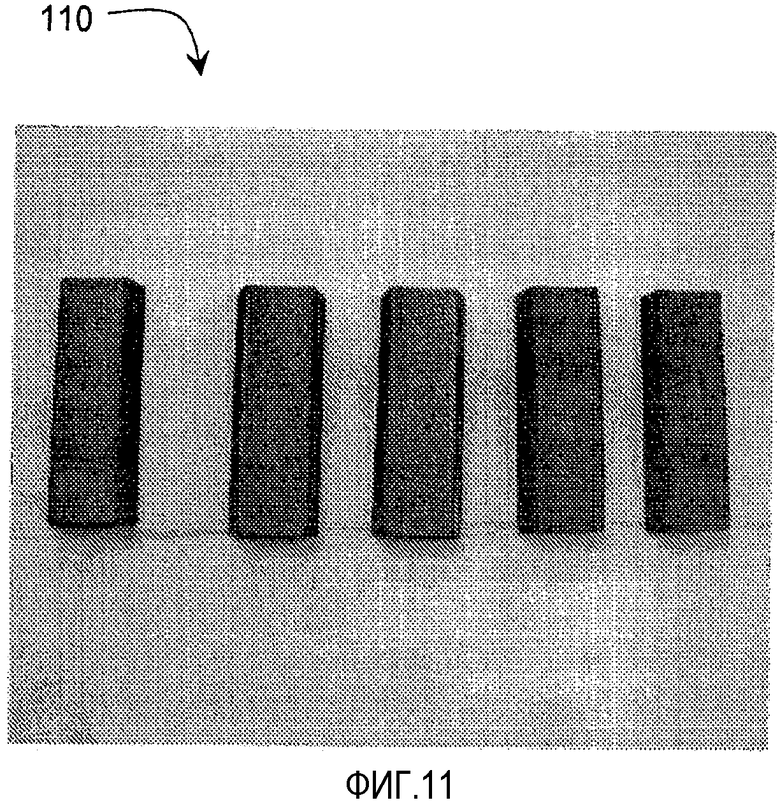
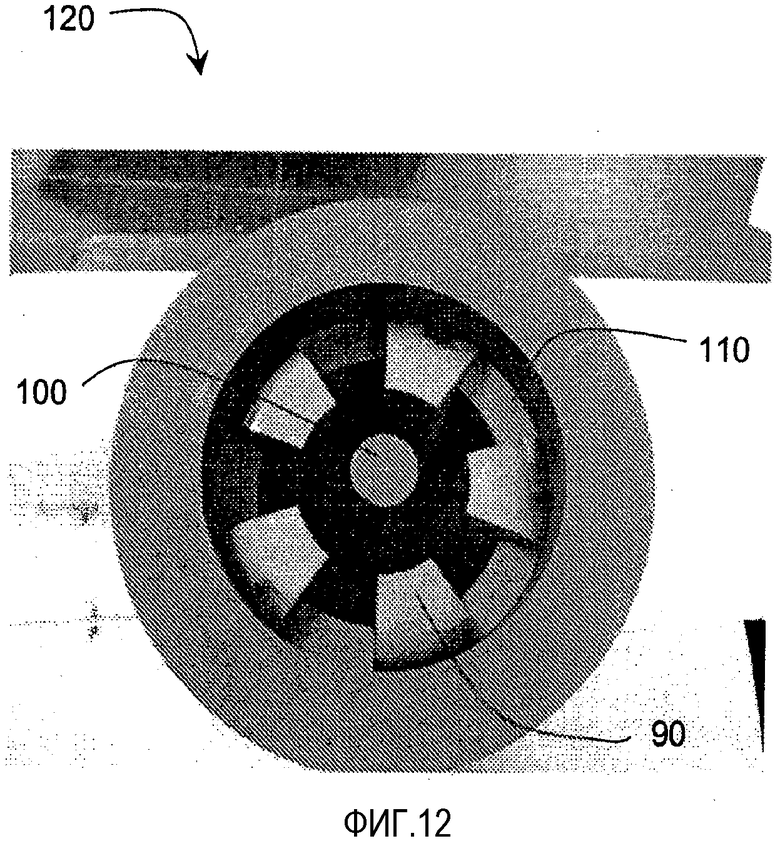
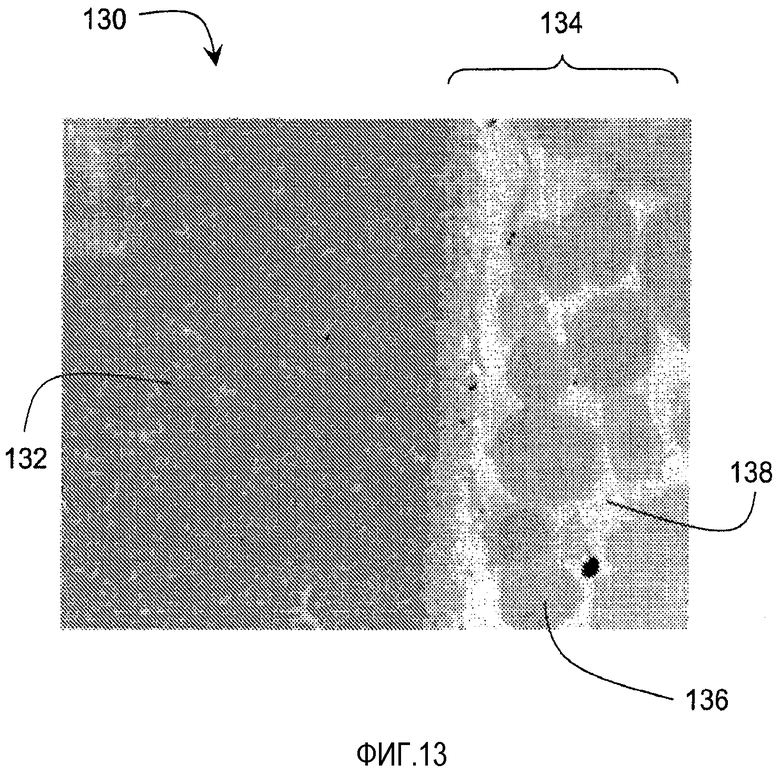
Изобретение относится к способу изготовления изделий для бурения, содержащих спеченный цементированный карбид, в частности, бурового долота и его деталей, таких как корпус долота и конические шарошки. Буровое изделие содержит по меньшей мере одну деталь из цементированного карбида, соединительную фазу, содержащую неорганические частицы и матричный металл и/или сплав металла, и деталь из нецементированного карбида. Общий объем деталей из цементированного карбида составляет по меньшей мере 5% от общего объема изделия. Температура плавления неорганических частиц превышает температуру плавления матричного материала. Деталь из нецементированного карбида содержит металлическую деталь, включающую в себя зерна по меньшей мере одного из вольфрама, сплава вольфрама, тантала, сплава тантала, молибдена, сплава молибдена, ниобия и сплава ниобия, диспергированных в непрерывной матрице металла или металлического сплава. Способ включает заполнение пространства между неорганическими частицами и деталью из цементированного карбида расплавленным металлом или металлическим сплавом с последующим отверждением металла или металлического сплава для формирования изделия. Полученное изделие обладает заданной комбинацией таких свойств как прочность, износостойкость и твердость. 9 н. и 86 з.п. ф-лы, 13 ил., 3 пр.
1. Буровое изделие, содержащее по меньшей мере одну деталь из цементированного карбида, при этом общий объем деталей из цементированного карбида составляет по меньшей мере 5% от общего объема изделия,
соединительную фазу, связывающую по меньшей мере одну деталь из цементированного карбида в изделие и содержащую неорганические частицы и матричный материал, содержащий металл и/или сплав металла, причем температура плавления неорганических частиц превышает температуру плавления матричного материала, и
деталь из нецементированного карбида, связанную в изделие соединительной фазой и содержащую металлическую деталь, включающую в себя зерна по меньшей мере одного из вольфрама, сплава вольфрама, тантала, сплава тантала, молибдена, сплава молибдена, ниобия и сплава ниобия, диспергированных в непрерывной матрице одного из металла или металлического сплава.
2. Буровое изделие по п.1, в котором общий объем деталей из цементированного карбида составляет по меньшей мере 10% от общего объема изделия.
3. Буровое изделие по п.1, которое содержит по меньшей мере две детали из цементированного карбида, связанные в изделие соединительной фазой и имеющие объем цементированного карбида, составляющий по меньшей мере 10% от общего объема изделия.
4. Буровое изделие по п.1, которое содержит по меньшей мере две детали из нецементированного карбида, связанные в изделие соединительной фазой.
5. Буровое изделие по п.1, в котором деталь из цементированного карбида содержит частицы по меньшей мере одного карбида металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, диспергированные в связующем, содержащем по меньшей мере один из следующих металлических материалов: кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа.
6. Буровое изделие по п.1, в котором связующее по меньшей мере одной детали из цементированного карбида дополнительно содержит по меньшей мере одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
7. Буровое изделие по п.1, в котором по меньшей мере одна деталь из цементированного карбида содержит гибридный цементированный карбид.
8. Буровое изделие по п.7, в котором диспергированная фаза гибридного цементированного карбида имеет коэффициент примыкания, не превышающий 0,48.
9. Буровое изделие по п.1, в котором зерна детали из нецементированного карбида содержит вольфрам.
10. Буровое изделие по п.1, в котором непрерывная матрица детали из нецементированного карбида содержит матричный материал соединительной фазы.
11. Буровое изделие по п.1, в котором неорганические частицы соединительной фазы содержат по меньшей мере одно из следующего: карбид, борид, оксид, нитрид, силицид, цементированный карбид, синтетический алмаз, натуральный алмаз, карбид вольфрама и литой карбид вольфрама.
12. Буровое изделие по п.1, в котором неорганические частицы соединительной фазы содержат, по меньшей мере, один карбид металла, выбранный из групп IVB, VB или VIB Периодической таблицы элементов Менделеева.
13. Буровое изделие по п.1, в котором неорганические частицы соединительной фазы содержат зерна металла и/или сплава металла.
14. Буровое изделие по п.1, в котором неорганические частицы соединительной фазы содержат зерна, по меньшей мере, одного из следующих металлических материалов: вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия.
15. Буровое изделие по п.1, в котором неорганические частицы соединительной фазы содержат вольфрам.
16. Буровое изделие по п.1, в котором соединительная фаза пригодна для механической обработки.
17. Буровое изделие по п.1, в котором матричный материал соединительной фазы содержит по меньшей мере один из следующих металлических материалов: никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана и бронзу.
18. Буровое изделие, содержащее
по меньшей мере одну деталь из цементированного карбида, содержащую объем цементированного карбида, составляющий по меньшей мере 5% от общего объема бурового изделия,
композиционный металлический матричный материал, связывающий по меньшей мере одну деталь из цементированного карбида в буровое изделие и содержащий твердые частицы, диспергированные в матрице, содержащей металл и/или сплав металла, и
деталь из нецементированного карбида, содержащую металл и/или металлический сплав и связанную в буровое изделие матрицей композиционного металлического матричного материала.
19. Буровое изделие по п.18, в котором общий объем деталей из цементированного карбида составляет по меньшей мере 10% от общего объема бурового изделия.
20. Буровое изделие по п.18, которое содержит по меньшей мере две детали из цементированного карбида, при этом композиционный металлический матричный материал связывает каждую деталь из цементированного карбида в буровое изделие.
21. Буровое изделие по п.18, в котором по меньшей мере одна деталь из цементированного карбида содержит по меньшей мере один карбид металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, диспергированный в связующем, содержащем по меньшей мере один из следующих металлических материалов: кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа.
22. Буровое изделие по п.21, в котором связующее по меньшей мере одной детали из цементированного карбида дополнительно содержит по меньшей мере одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
23. Буровое изделие по п.18, которое представляет собой буровое долото с неподвижным резцом, содержащим режущую область, при этом по меньшей мере одна деталь из цементированного карбида представляет собой по меньшей мере часть режущей области.
24. Буровое изделие по п.18, в котором по меньшей мере одна деталь из цементированного карбида содержит гибридный цементированный карбид.
25. Буровое изделие по п.24, в котором диспергированная фаза гибридного цементированного карбида имеет коэффициент примыкания, не превышающий 0,48.
26. Буровое изделие по п.18, в котором деталь из нецементированного карбида содержит по меньшей мере один из следующих металлических материалов: железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
27. Буровое изделие по п.18, в котором деталь из нецементированного карбида содержит металлические зерна, диспергированные в матрице, содержащей металл и/или сплав металла.
28. Буровое изделие по п.27, в котором металлические зерна выбраны из группы, содержащей вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия.
29. Буровое изделие по п.27, в котором металлические зерна содержат вольфрам.
30. Буровое изделие по п.18, в котором твердые частицы металлического матричного композиционного материала содержат по меньшей мере одно из следующего: карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и натуральный алмаз.
31. Буровое изделие по п.18, в котором твердые частицы металлического матричного композиционного материала содержат, по меньшей мере, одно из следующего: карбид металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, карбид вольфрама и литой карбид вольфрама.
32. Буровое изделие по п.18, в котором матрица композиционного металлического матричного материала содержит по меньшей мере один из следующих металлических материалов: никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана и бронзу.
33. Буровое изделие по п.18, которое представляет собой буровое долото с неподвижным резцом, корпуса для бурового долота с неподвижным резцом, шарошечное коническое долото или коническую шарошку.
34. Способ изготовления бурового изделия, содержащего цементированный карбид, содержащий следующие стадии:
размещение по меньшей мере одной детали из цементированного карбида и выборочно детали из нецементированного карбида в полости пресс-формы в заданных позициях для частичного заполнения полости и определения границ незанятого пространства в полости, при этом объем по меньшей мере одной детали из цементированного карбида составляет по меньшей мере 5% от общего объема изделия,
добавление множества неорганических частиц для частичного заполнения незанятого пространства и получения остаточного пространства между неорганическими частицами,
нагревание детали из цементированного карбида, если она используется, и множества твердых частиц;
заполнение одним из расплавленного металла и сплава расплавленных металлов в остаточном пространстве, при этом температура плавления одного из расплавленного металла и сплава расплавленного металла меньше температуры плавления множества неорганических частиц, и
охлаждение расплавленного металла и сплава расплавленных металлов в остаточном пространстве, при этом расплавленный металл и сплав расплавленных металлов затвердевают и связывают деталь из цементированного карбида, деталь из нецементированного карбида, если она используется, и неорганические частицы для формирования изделия.
35. Способ по п.34, в котором объем по меньшей мере одной детали из цементированного карбида составляет по меньшей мере 10% от общего объема изделия.
36. Способ по п.34, содержащий размещение по меньшей мере двух деталей из цементированного карбида в полости пресс-формы в заданных позициях.
37. Способ по п.34, содержащий размещение распорок в пресс-форму для размещения по меньшей мере одной детали из цементированного карбида и детали из нецементированного карбида, если она используется, в заданных позициях.
38. Способ по п.34, в котором деталь из цементированного карбида содержит по меньшей мере один карбид металла группы IVB, группы VB или группы VIB Периодической таблицы элементов Менделеева и связующее, содержащее по меньшей мере один из следующих металлических материалов: кобальт, сплавы кобальта, никель, сплавы никеля, железо и сплавы железа.
39. Способ по п.38, в котором связующее детали из цементированного карбида дополнительно содержит по меньшей мере одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
40. Способ по п.34, в котором деталь из цементированного карбида содержит композиционный материал из гибридного цементированного карбида.
41. Способ по п.40, в котором диспергированная фаза композиционного материала из гибридного цементированного карбида имеет коэффициент примыкания, составляющий не более 0,48.
42. Способ по п.34, содержащий размещение по меньшей мере одной детали из цементированного карбида и одной детали из нецементированного карбида в полости пресс-формы в заданных позициях для частичного заполнения полости и определения границ незанятого пространства в полости, при этом деталь из нецементированного карбида состоит из металлического материала, включающего металл и/или сплав металла.
43. Способ по п.42, в котором деталь из нецементированного карбида содержит по меньшей мере один из следующих металлических материалов: железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
44. Способ по п.34, содержащий добавление множества неорганических частиц для частичного заполнения незанятого пространства и получения остаточного пространства между твердыми частицами, при этом неорганические частицы содержат металлические зерна.
45. Способ по п.44, в котором металлические зерна содержат по меньшей мере один из следующих металлических материалов: вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия.
46. Способ по п.44, в котором металлические зерна содержат вольфрам.
47. Способ по п.34, содержащий добавление множества неорганических частиц для частичного заполнения незанятого пространства и обеспечения остаточного пространства между неорганическими частицами, при этом неорганические частицы содержат твердые частицы.
48. Способ по п.47, в котором твердые частицы представляют собой одно или более из следующих соединений: карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и натуральный алмаз.
49. Способ по п.47, в котором твердые частицы содержат по меньшей мере одно из следующих соединений: карбид металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, карбид вольфрама и литой карбид вольфрама.
50. Способ по п.34, в котором расплавленный металл и сплав расплавленного металла содержат один или более следующих металлических материалов: никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана и бронзу.
51. Способ по п.50, в котором сплав расплавленного металла включает бронзу, состоящую, по существу, из 78 вес.% меди, 10 вес.% никеля, 6 вес.% марганца, 6 вес.% олова и случайных загрязняющих примесей.
52. Способ по п.34, в котором изделие представляет собой корпус бурового долота с неподвижными резцами или коническую шарошку.
53. Способ изготовления бурового долота с неподвижными резцами, содержащий следующие стадии:
размещение по меньшей мере одной детали из цементированного карбида и, выборочно, одной детали из нецементированного карбида в полости пресс-формы и определение незанятой части полости, при этом общий объем деталей из цементированного карбида, размещенных в полости пресс-формы, составляет по меньшей мере 5% от общего объема бурового долота с неподвижными резцами,
размещение твердых частиц в полости для заполнения части незанятого пространства пресс-формы и определения незанятой части пространства пресс-формы,
нагревание пресс-формы до температуры литья,
добавление расплавленного металлического литейного материала в пресс-форму, при этом температура расплавленного металлического литейного материала меньше температуры плавления неорганических частиц, и расплавленный металлический литейный материал проникает в остаточную часть,
охлаждение пресс-формы для отверждения расплавленного металлического литейного материала металла и связывания по меньшей мере одной детали из спеченного цементированного карбида и по меньшей мере одной детали из нецементированного карбида, если она используется, и твердых частиц в буровое долото с неподвижными резцами,
при этом деталь из цементированного карбида размещают в полости для формирования по меньшей мере части режущей области бурового долота с неподвижными резцами, а деталь из нецементированного карбида, если она используется, формирует по меньшей мере часть области для прикрепления бурового долота с неподвижными резцами.
54. Способ по п.53, в котором общий объем деталей из цементированного карбида, размещенных в полости пресс-формы, составляет по меньшей мере 10% от общего объема бурового долота с неподвижными резцами.
55. Способ по п.53, дополнительно содержащий размещение по меньшей мере одной графитовой распорки в полости пресс-формы, при этом полость и по меньшей мере одна графитовая распорка определяют общую форму бурового долота с неподвижными резцами.
56. Способ по п.53, в котором деталь из нецементированного карбида расположена в пресс-форме, содержит металлический материал и формирует пригодный для механической обработки участок бурового долота с неподвижными резцами.
57. Способ по п.53, в котором металлический материал содержит по меньшей мере один из следующих металлических материалов: железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
58. Способ по п.53, в котором размещение неорганических частиц в полости содержит загрузку металлических зерен в полость, добавление металлического литейного материала в пресс-форму содержит проникновение металлического литейного материала в пустое пространство между металлическими зернами и отверждение литейного материала обеспечивает получение пригодного для механической обработки участка, содержащего металлические зерна в матрице отвержденного металлического литейного материала.
59. Способ по п.58, в котором металлические зерна содержат по меньшей мере один из следующих металлических материалов: вольфрам, сплав вольфрама, тантал, сплав тантала, молибден, сплав молибдена, ниобий и сплав ниобия.
60. Способ по п.56, дополнительно содержащий нарезание резьбы на пригодном для механической обработки участке.
61. Способ по п.53, в котором по меньшей мере одна деталь из цементированного карбида содержит по меньшей мере один карбид металла, выбранного из групп IVB, VB и VIB Периодической таблицы элементов Менделеева, и связующее, содержащее по меньшей мере один из следующих металлических материалов: кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа.
62. Способ по п.61, в котором связующее содержит по меньшей мере одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
63. Способ по п.53, в котором по меньшей мере одна деталь из цементированного карбида содержит композиционный материал из спеченного гибридного цементированного карбида.
64. Способ по п.53, в котором композиционный материал из гибридного цементированного карбида имеет коэффициент примыкания диспергированной фазы, составляющий не более 0,48.
65. Способ по п.53, в котором твердые частицы содержат по меньшей мере одно или более следующих соединений: карбид, борид, оксид, нитрид, силицид, спеченный цементированный карбид, синтетический алмаз и натуральный алмаз.
66. Способ по п.53, в котором твердые частицы содержат по меньшей мере одно из следующих соединений: карбид металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, карбид вольфрама; и литой карбид вольфрама.
67. Способ по п.53, в котором металлический литейный материал содержит по меньшей мере один из следующих металлических материалов: никель, сплав никеля, кобальт, сплав кобальта, железо, сплав железа, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана и бронзу.
68. Способ по п.53, в котором металлический литейный материал включает бронзу.
69. Способ по п.68, в котором бронза состоит, по существу, из 78 вес.% меди, 10 вес.% никеля, 6 вес.% марганца, 6 вес.% олова и случайных загрязняющих примесей.
70. Способ по п.53, дополнительно включающий размещение по меньшей мере одной калиброванной прокладки из спеченного цементированного карбида в полости пресс-формы.
71. Способ по п.53, дополнительно включающий размещение по меньшей мере одной насадки из спеченного цементированного карбида в полости пресс-формы.
72. Буровое изделие, содержащее по меньшей мере одну деталь из цементированного карбида, причем общий объем по меньшей мере одной детали из цементированного карбида составляет 5% от общего объема изделия, и
соединительную фазу, связывающую по меньшей мере одну деталь из цементированного карбида в изделие, при этом соединительная фаза содержит эвтектический сплав.
73. Буровое изделие по п.72, в котором по меньшей мере одна деталь из цементированного карбида имеет объем цементированного карбида, составляющий по меньшей мере 5% от общего объема изделия.
74. Буровое изделие по п.72, в котором по меньшей мере одна деталь из цементированного карбида имеет объем цементированного карбида, составляющий по меньшей мере 10% от общего объема изделия.
75. Буровое изделие по п.72, дополнительно содержащее по меньшей мере одну деталь из нецементированного карбида, связанную в изделие соединительной фазой.
76. Буровое изделие по п.72, в котором деталь из цементированного карбида содержит частицы по меньшей мере одного карбида металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, диспергированные в связующем, содержащем по меньшей мере один из следующих металлических материалов: кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа.
77. Буровое изделие по п.72, в котором связующее детали из цементированного карбида дополнительно содержат по меньшей мере одну добавку, выбранную из хрома, кремния, бора, алюминия, меди, рутения и марганца.
78. Буровое изделие по п.72, в котором деталь из цементированного карбида содержит гибридный цементированный карбид.
79. Буровое изделие по п.78, в котором диспергированная фаза гибридного цементированного карбида имеет коэффициент примыкания, составляющий не более 0,48.
80. Буровое изделие по п.75, в котором деталь из нецементированного карбида содержит металлический компонент.
81. Буровое изделие по п.75, в котором деталь из нецементированного карбида содержит по меньшей мере один из следующих металлических материалов: железо, сплав железа, никель, сплав никеля, кобальт, сплав кобальта, медь, сплав меди, алюминий, сплав алюминия, титан, сплав титана, вольфрам и сплав вольфрама.
82. Буровое изделие по п.72, в котором эвтектический сплав содержит 55 вес.% никеля и 45 вес.% карбида вольфрама.
83. Буровое изделие по п.72, в котором эвтектический сплав содержит 55 вес.% кобальта и 45 вес.% карбида вольфрама.
84. Буровое изделие по п.72, которое представляет собой одно из следующих изделий: буровое долото с неподвижными резцами, коническая шарошка и деталь бурового долота.
85. Способ изготовления изделия, содержащего цементированный карбид, содержащий следующие стадии:
размещение детали из спеченного цементированного карбида рядом с по меньшей мере одной смежной деталью, при этом указанные детали определяют пространство для наполнения,
заполнение пространства для наполнения смешанным порошком, содержащим эвтектический состав металлического сплава,
нагревание детали из цементированного карбида, смежной детали и порошка до по меньшей мере точки плавления эвтектического состава металлического сплава и
охлаждение детали из цементированного карбида, смежной детали и эвтектического состава металлического сплава, при этом эвтектический состав металлического сплава соединяет деталь из цементированного карбида и смежную деталь,
причем общий объем детали из цементированного карбида составляет по меньшей мере 5% от общего объема изделия.
86. Способ по п.85, в котором размещение детали из цементированного карбида рядом с по меньшей мере одной смежной деталью содержит размещение детали из спеченного цементированного карбида рядом с по меньшей мере другой деталью из спеченного цементированного карбида.
87. Способ по п.85, в котором размещение детали из цементированного карбида рядом с по меньшей мере одной смежной деталью содержит размещение детали из спеченного цементированного карбида рядом с по меньшей мере деталью из нецементированного карбида.
88. Способ по п.87, в котором деталь из нецементированного карбида является металлической деталью.
89. Способ по п.85, в котором заполнение пространства для наполнения смешанным порошком, содержащим эвтектический состав металлического сплава, содержит добавление смешанного порошка, состоящего из 55 вес.% никеля и 45 вес.% карбида вольфрама.
90. Способ по п.89, в котором нагревание детали из цементированного карбида, смежной детали и порошка до по меньшей мере точки плавления эвтектического состава металлического сплава содержит нагревание до температуры 1350°С или более.
91. Способ по п.85, в котором заполнение пространства для наполнения смешанным порошком, содержащим эвтектический состав металлического сплава, содержит добавление смешанного порошка, состоящего из 55 вес.% кобальта и 45 вес.% карбида вольфрама.
92. Способ по п.85, в котором нагревание детали из цементированного карбида, смежной детали и порошка до по меньшей мере точки плавления эвтектического состава металлического сплава содержит нагревание в инертной атмосфере или вакууме.
93. Буровое изделие, являющееся одним из бурового долота с неподвижными резцами, корпуса бурового долота с неподвижными резцами, шарошечного конического долота, конической шарошки и детали бурового долота, содержащее
по меньшей мере одну деталь из цементированного карбида, содержащую цементированный карбид в объеме, составляющем по меньшей мере 5% от общего объема бурового изделия, причем по меньшей мере одна деталь из цементированного карбида содержит частицы по меньшей мере одного карбида металла, выбранного из групп IVB, VB или VIB Периодической таблицы элементов Менделеева, диспергированные в связующем, содержащем по меньшей мере один из кобальта, никеля, сплава никеля, железа и сплава железа,
деталь из нецементированного карбида, содержащую зерна металла, диспергированные в матрице металла и/или металлического сплава, и связанную в буровое изделие матрицей композиционного металлического матричного материала, и
композиционный металлический матричный материал, связывающий по меньшей мере одну деталь из цементированного карбида и деталь из нецементированного карбида в буровое изделие и содержащий твердые частицы, диспергированные в матрице, содержащей металл и/или металлический сплав.
94. Буровое изделие, содержащее
по меньшей мере одну деталь из цементированного карбида, содержащую цементированный карбид в объеме, составляющем по меньшей мере 5% от общего объема бурового изделия,
композиционный металлический матричный материал, связывающий по меньшей мере одну деталь из цементированного карбида в буровое изделие и содержащий твердые частицы, диспергированные в матрице, содержащей металл и/или металлический сплав, и
деталь из нецементированного карбида, содержащую по меньшей мере одно из железа, сплава железа, никеля, сплава никеля, кобальта, сплава кобальта, меди, сплава меди, алюминия, сплава алюминия, титана, сплава титана, вольфрама и сплава вольфрама,
при этом деталь из нецементированного карбида содержит резьбы, прикрепляющие буровое изделие к бурильной колонне.
95. Буровое изделие, содержащее
по меньшей мере одну деталь из цементированного карбида, содержащую цементированный карбид в объеме, составляющем по меньшей мере 5% от общего объема бурового изделия,
композиционный металлический матричный материал, связывающий по меньшей мере одну деталь из цементированного карбида в буровое изделие и содержащий твердые частицы, диспергированные в матрице, содержащей металл и/или металлический сплав, и
деталь из нецементированного карбида, содержащую зерна металла, диспергированные в матрице, содержащей металл и/или сплав металла,
при этом деталь из нецементированного карбида содержит резьбы, прикрепляющие буровое изделие к бурильной колонне.
| US 20040234820 A1, 25.11.2004 | |||
| ИЗДЕЛИЯ ИЗ КОМПОЗИТНОГО КЕРМЕТА | 1995 |
|
RU2135328C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2178011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЕ! БУРОВОГО ИНСТРУМЕНТА | 0 |
|
SU395174A1 |
| US 20050247491 A1, 10.11.2005. | |||

