Перекрестная ссылка на родственные заявки
[0001] Настоящая заявка запрашивает приоритет патентной заявки КНР № 201810599465.1, поданной 12 июня 2018 года и озаглавленной ”Правильное устройство, транспортирующее устройство и система обработки", которая включена в настоящий документ посредством ссылки в полном объеме.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к технической области устройств для обработки материалов и, в частности, относится к правильному устройству, транспортирующему устройству и системе обработки.
Уровень техники
[0003] Производственная линия обработки листового материала (например, стальной полосы и пластин) должна поддерживать непрерывное прохождение листового материала. Между тем, необходимо своевременно и быстро транспортировать листовой материал на производственную линию, чтобы листовой материал попадал на следующую стадию обработки. В настоящее время в существующих доступных на рынке высокоскоростных производственных линиях с функцией подачи листового материала обычно для подачи на производственную линию используется активная подача листового материала ручным тяговым способом, чтобы завершить процедуру подачи производственной линии. Таким образом, подача материала происходит медленно, а операция подачи сложна и трудна, в некоторой степени происходит растрата трудовых и материальных ресурсов и, таким образом, снижается эффективность производства всей производственной линии. В связи с этим существующее оборудование для подачи листового материала уже не может удовлетворить технические потребности современных высокоскоростных производственных линий.
Раскрытие сущности изобретения
[0004] В вариантах осуществления настоящего изобретения предложено правильное устройство для листового материала, которое может непрерывно и быстро подавать материал на производственную линию, адаптироваться к высокоскоростной производственной линии и удовлетворять требованиям высокоскоростной производственной линии по подаче материала. Правильное устройство в вариантах осуществления обеспечивает точную и быструю подачу материала и простой в эксплуатации процесс подачи, что экономит трудовые и материальные ресурсы и повышает эффективность производства всей производственной линии.
[0005] Один из аспектов вариантов осуществления настоящего изобретения предусматривает правильное устройство для листового материала, содержащее: станину; компонент прижатия материала, расположенный на станине и содержащий часть для прижатия материала; компонент направления материала, расположенный на станине и содержащий часть для направления материала, соответствующую части для прижатия материала, причем часть для прижатия материала и часть для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала и образования выпрямляющего канала между частью для направления материала и частью для прижатия материала; и регулировочный компонент, выполненный с возможностью приведения в движение по меньшей мере одного из компонента прижатия материала и компонента направления материала, так чтобы отрегулировать расстояние между частью для направления материала и частью для прижатия материала.
[0006] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что часть для направления материала и часть для прижатия материала выполнены в виде дугообразных поверхностей согласованной формы.
[0007] В соответствии с одним из аспектов, вариант осуществления настоящего настоящего изобретения отличается тем, что два конца части для направления материала в направлении прохождения выпрямляющего канала выполнены с плоскими поверхностями.
[0008] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что по меньшей мере одна из части для направления материала и части для прижатия материала содержит множество вращающихся компонентов, расположенных в направлении прохождения выпрямляющего канала.
[0009] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что каждый из множества вращающихся компонентов имеет цилиндрическую форму, а оси вращения множества вращающихся компонентов параллельны друг другу.
[0010] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что регулировочный компонент содержит направляющий элемент, причем компонент прижатия материала подвижно закреплен на станине через направляющий элемент таким образом, что часть для прижатия материала может вертикально перемещаться ближе к части для направления материала или дальше от нее.
[0011] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что правильное устройство дополнительно содержит подвижный компонент, выполненный с возможностью приведения компонента направления материала в движение таким образом, чтобы часть для направления материала и часть для прижатия материала были выровнены или расположены со смещением в поперечном направлении.
[0012] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что компонент направления материала содержит режущий конец, проходящий в сторону входа в выпрямляющий канал, причем режущий конец проходит дальше конца компонента прижатия материала, расположенного на входе в выпрямляющий канал.
[0013] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что компонент направления материала содержит направляющий конец, проходящий в сторону выхода из выпрямляющего канала, причем направляющий конец проходит дальше конца компонента прижатия материала, расположенного на выходе из выпрямляющего канала.
[0014] В соответствии с одним из аспектов, вариант осуществления настоящего изобретения отличается тем, что правильное устройство содержит два компонента прижатия материала, вертикально расположенных с двух сторон компонента направления материала.
[0015] Правильное устройство, предусмотренное в вариантах осуществления настоящего изобретения, содержит станину, компонент прижатия материала, компонент направления материала и регулировочный компонент. Компонент прижатия материала расположен на станине и содержит часть для прижатия материала. Компонент направления материала расположен на станине и содержит часть для направления материала, соответствующую части для прижатия материала. Часть для прижатия материала и часть для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала и образования выпрямляющего канала между частью для направления материала и частью для прижатия материала. Регулировочный компонент приводит в движение по меньшей мере один из компонента прижатия материала и компонента направления материала, так чтобы отрегулировать расстояние между частью для направления материала и частью для прижатия материала. После того, как листовой материал входит в выпрямляющий канал, часть для направления материала и часть для прижатия материала взаимодействуют, образуя сужение и ограничение на положение листового материала, так что листовой материал может быть направлен для более быстрого и точного перемещения в направлении прохождения выпрямляющего канала. Как результат, процесс подачи листового материала становится простым в использовании, экономятся трудовые и материальные ресурсы, повышается эффективность работы и точность подачи листового материала, а следовательно, может быть повышена эффективность производства всей производственной линии.
[0016] В другом аспекте вариантов осуществления настоящей заявки предложено транспортирующее устройство для транспортировки листового материала, содержащее: правильное устройство в соответствии с указанными выше вариантами осуществления; и устройство направления материала, расположенное после правильного устройства по ходу обработки таким образом, что листовой материал поступает в устройство направления материала через выпрямляющий канал правильного устройства.
[0017] Согласно другому аспекту, вариант осуществления настоящего изобретения отличается тем, что станина правильного устройства выполнена в виде единого целого или разъемно соединена с устройством направления материала.
[0018] Согласно другому аспекту вариантов осуществления настоящего изобретения, транспортирующее устройство дополнительно содержит первую направляющую, причем устройство направления материала расположено на первой направляющей с возможностью перемещения в первом горизонтальном направлении таким образом, чтобы перемещать правильное устройство ближе к листовому материалу или дальше от него.
[0019] Согласно другому аспекту вариантов осуществления настоящего применения, транспортирующее устройство дополнительно содержит вторую направляющую, расположенную на первой направляющей с возможностью перемещения, причем устройство направления материала подвижно соединено со второй направляющей с возможностью перемещения во втором горизонтальном направлении, причем первое горизонтальное направление перпендикулярно второму горизонтальному направлению.
[0020] Дополнительным аспектом вариантов осуществления настоящей заявки является система обработки для обработки листового материала, причем система обработки включает в себя транспортирующее устройство в соответствии с вышеуказанными вариантами осуществления.
Краткое описание чертежей
[0021] Ниже со ссылкой на прилагаемые чертежи раскрыты признаки, преимущества и технические результаты примерных вариантов осуществления настоящего изобретения.
[0022] На фиг. 1 представлена принципиальная схема правильного устройства по варианту осуществления настоящего изобретения в рабочем состоянии;
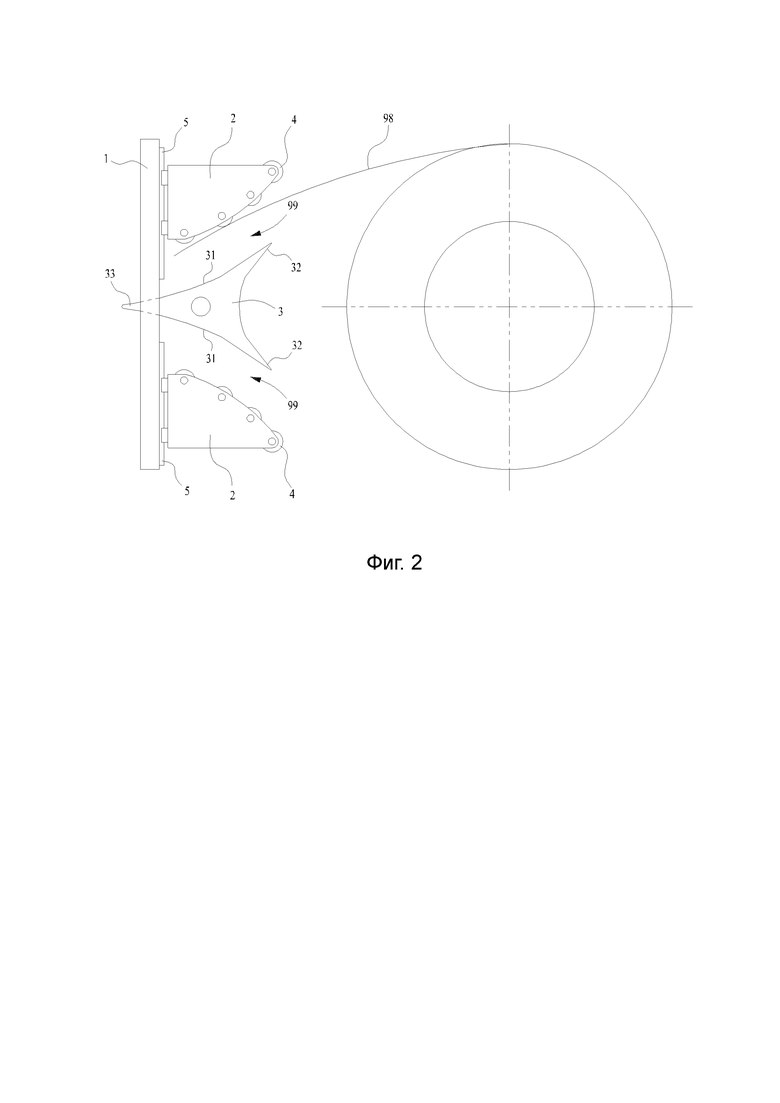
[0023] На фиг. 2 представлена принципиальная схема правильного устройства по другому варианту осуществления настоящего изобретения в рабочем состоянии;
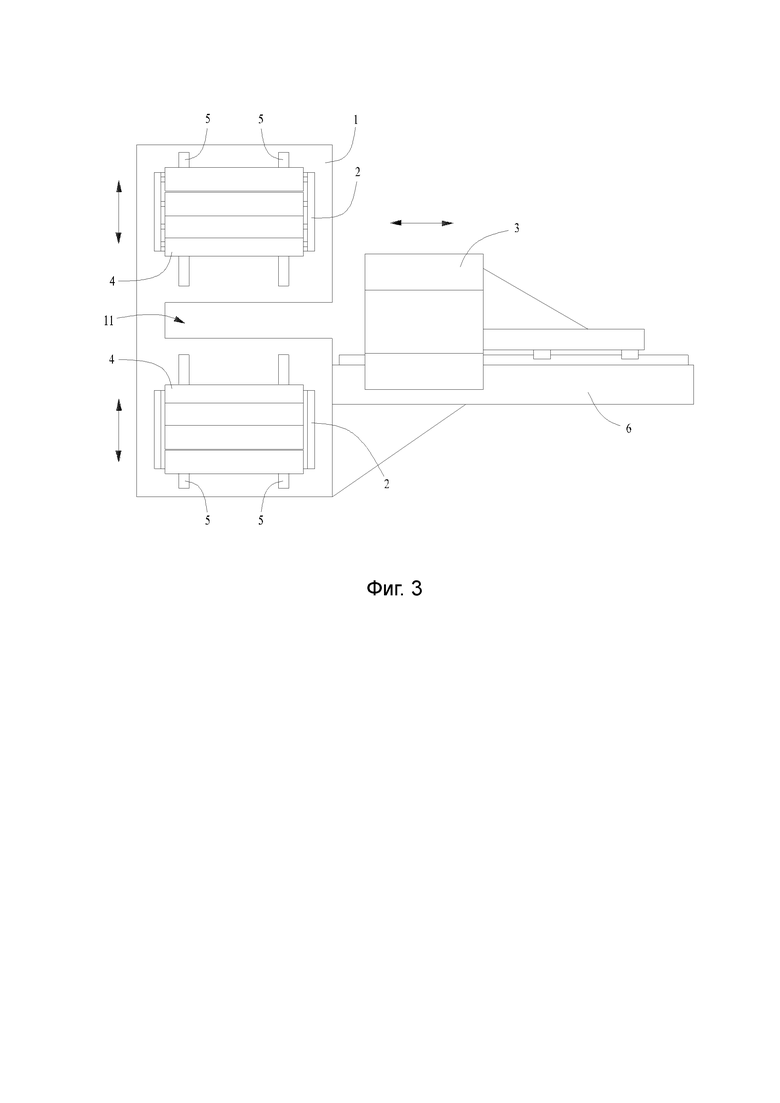
[0024] На фиг. 3 представлен схематический вид сбоку конструкции правильного устройства в варианте осуществления с фиг. 2;
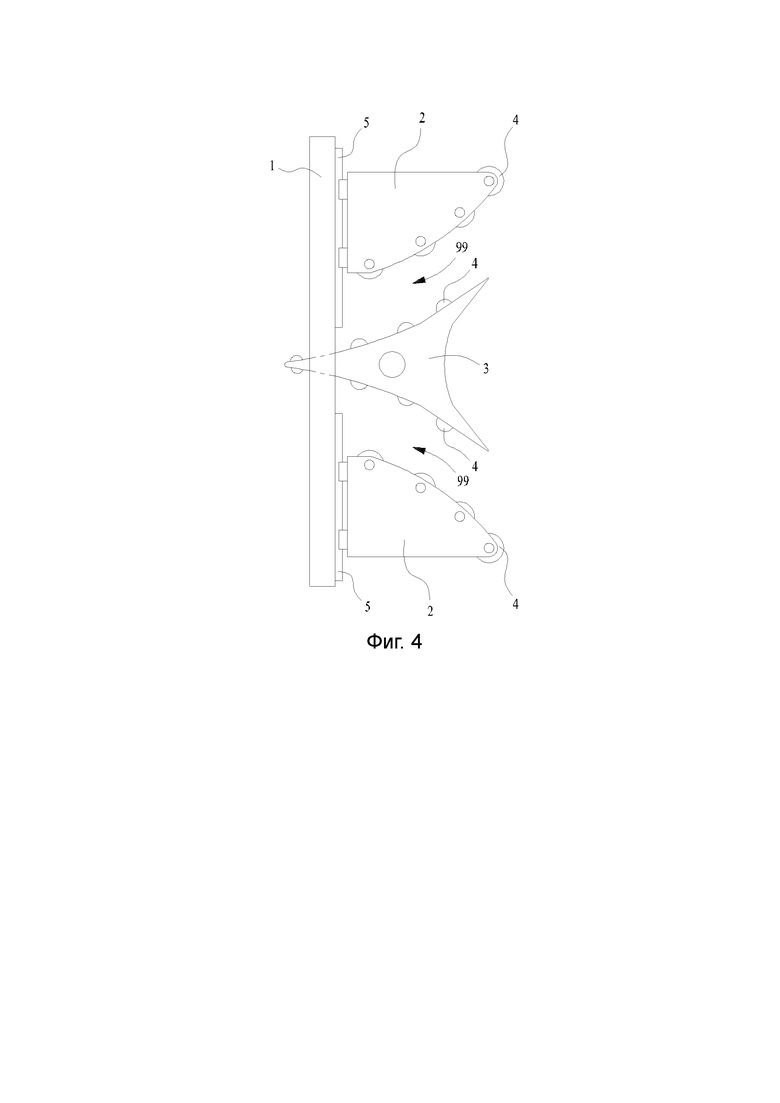
[0025] На фиг. 4 представлена принципиальная схема конструкции правильного устройства по дополнительному варианту осуществления настоящего изобретения;
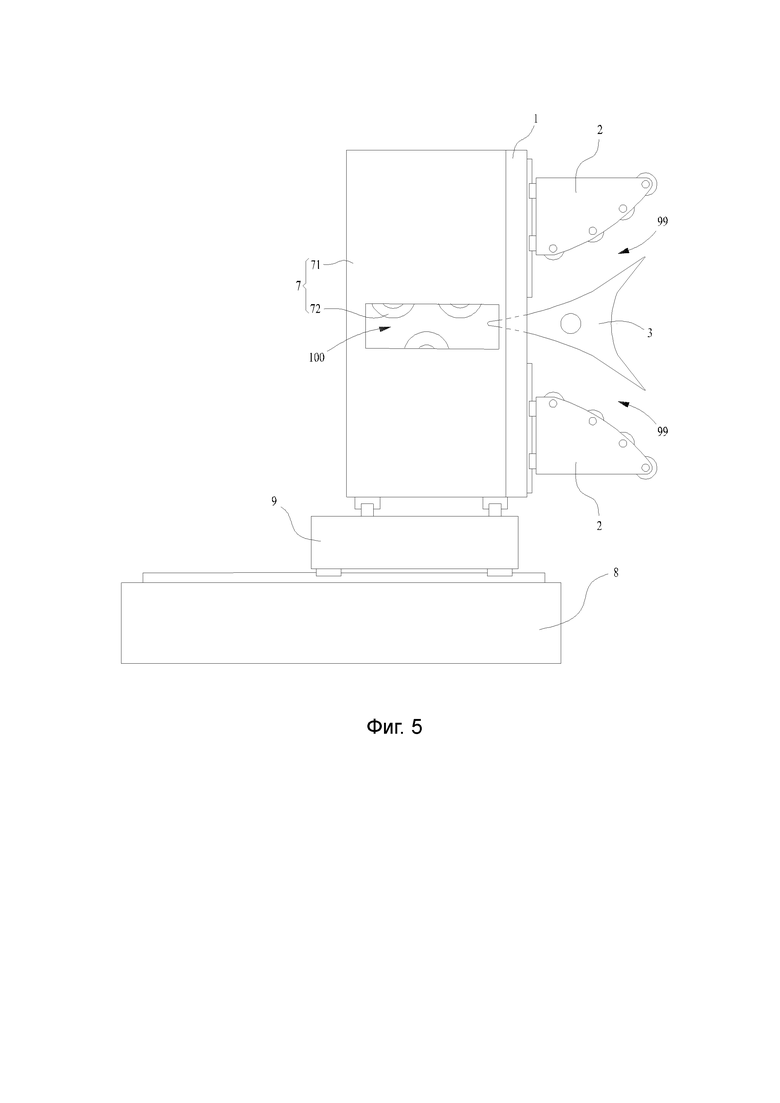
[0026] На фиг. 5 представлена принципиальная схема общей конструкции транспортирующего устройства в соответствии с вариантом осуществления настоящего изобретения;
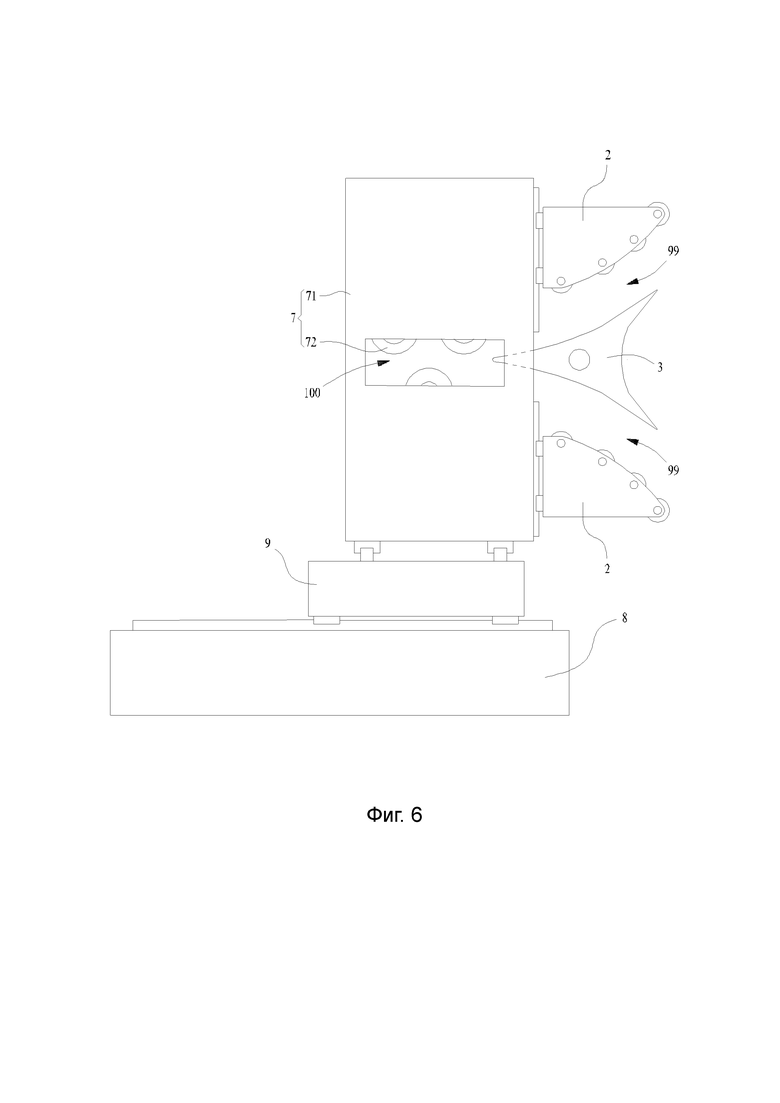
[0027] На фиг. 6 представлена принципиальная схема общей конструкции транспортирующего устройства по другому варианту осуществления настоящего изобретения;
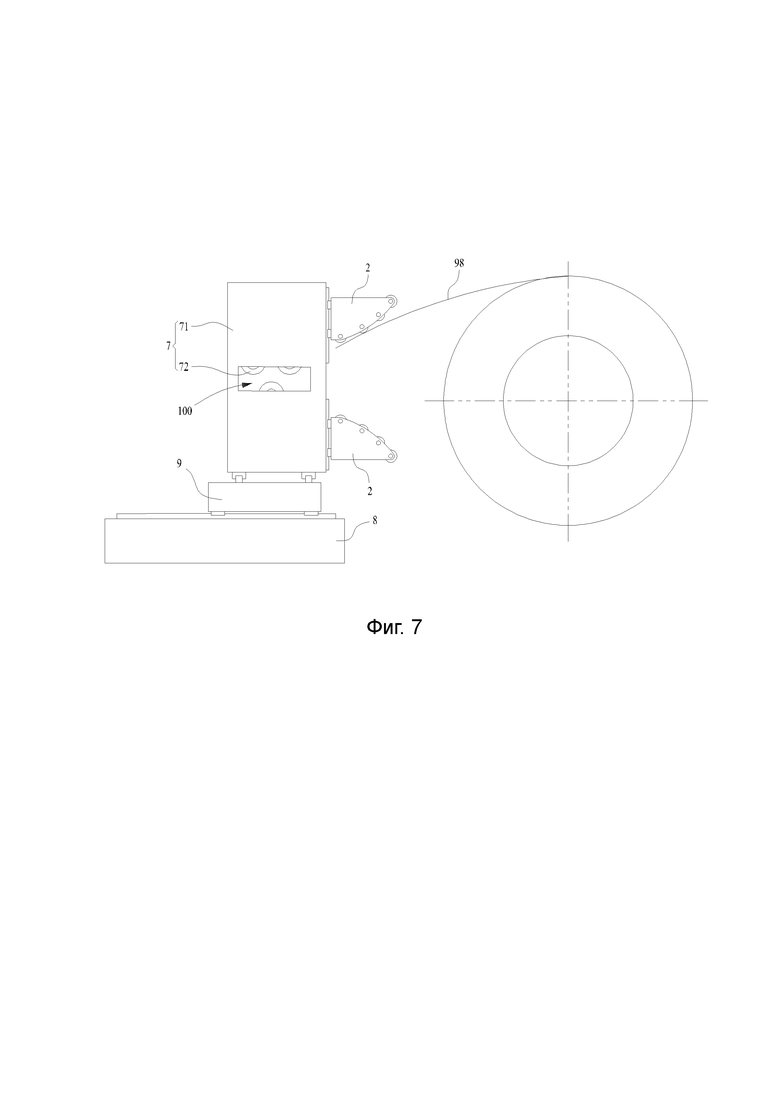
[0028] На фиг. 7 представлена принципиальная схема транспортирующего устройства по варианту осуществления настоящего изобретения в рабочем состоянии подачи материала в варианте с верхней подачей;
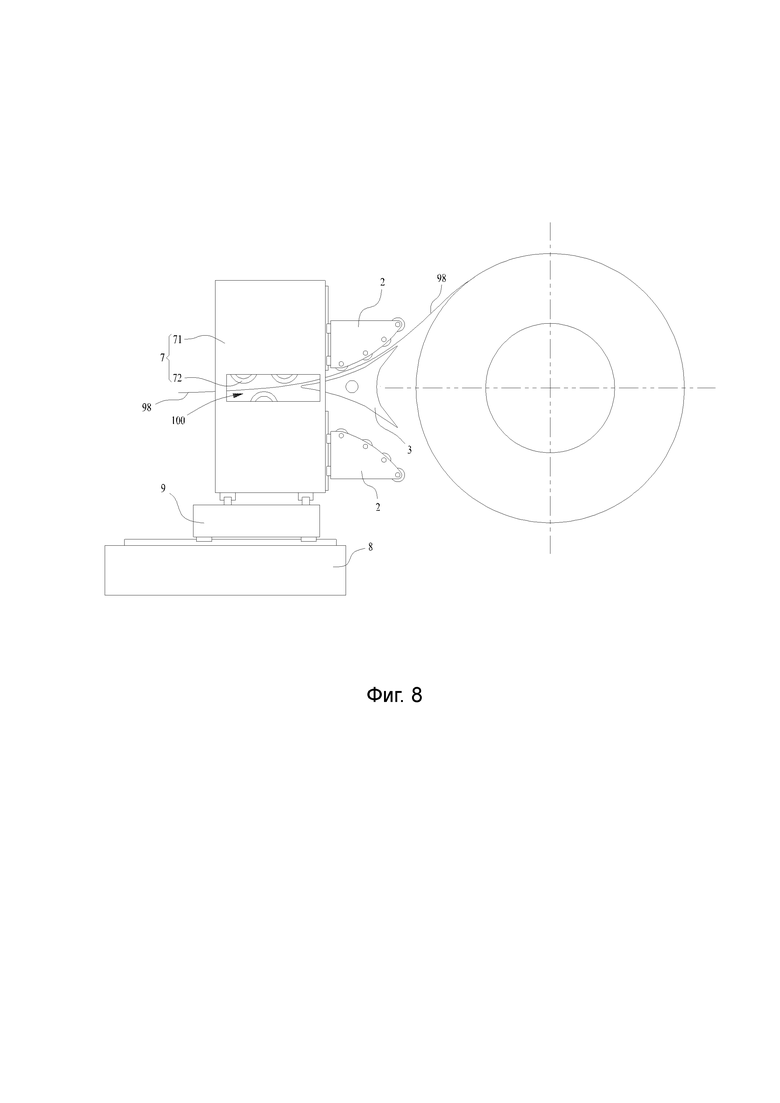
[0029] На фиг. 8 представлена принципиальная схема транспортирующего устройства по варианту осуществления настоящего изобретения в рабочем состоянии подачи материала в варианте с верхней подачей;
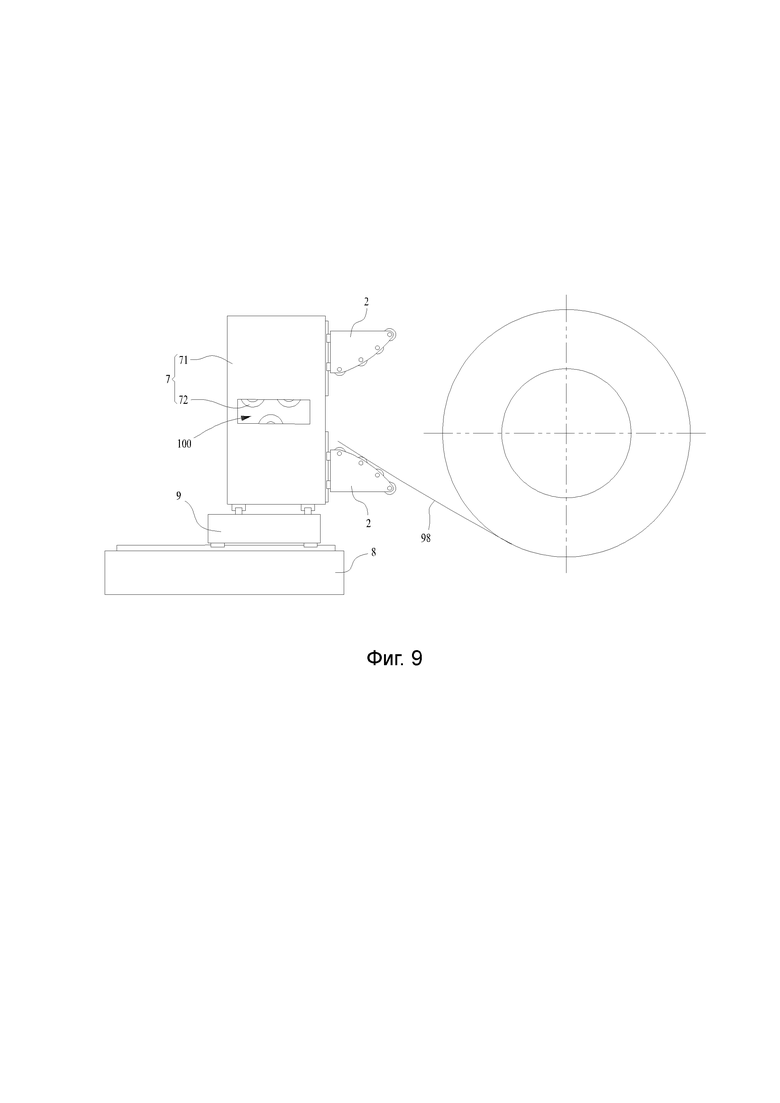
[0030] На фиг. 9 представлена принципиальная схема транспортирующего устройства по варианту осуществления настоящего изобретения в рабочем состоянии подачи материала в варианте с нижней подачей;
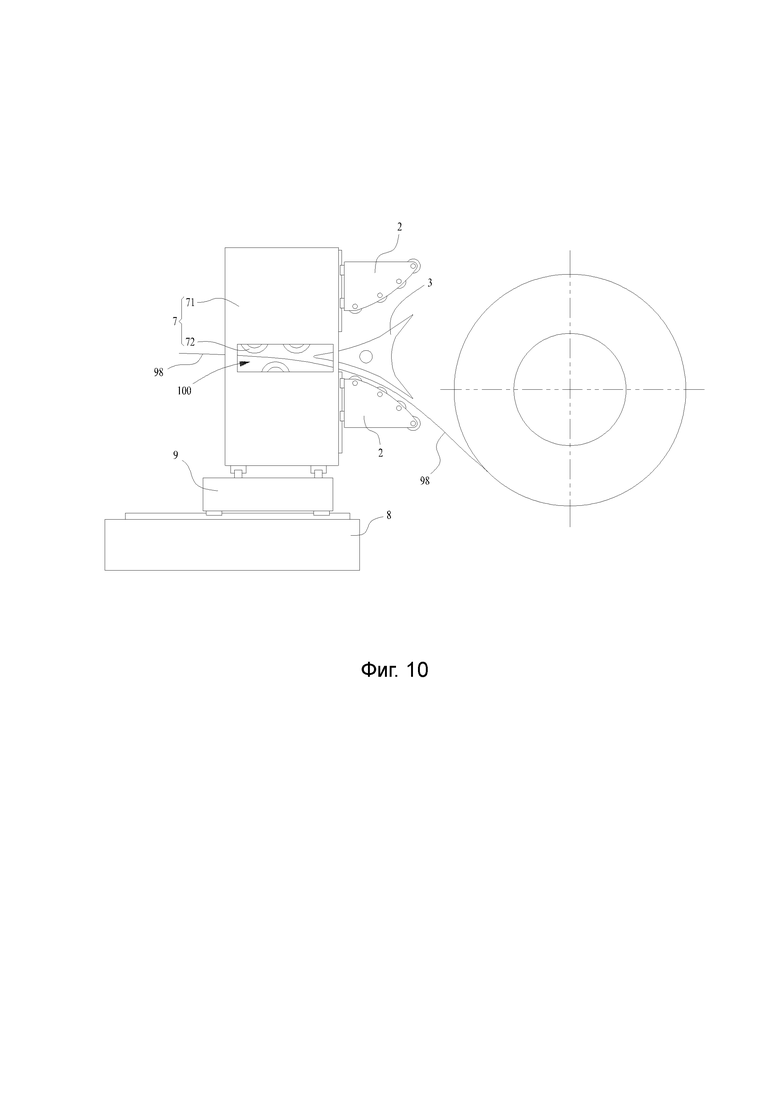
[0031] На фиг. 10 представлена принципиальная схема транспортирующего устройства по варианту осуществления настоящего изобретения в рабочем состоянии подачи материала в варианте с нижней подачей;
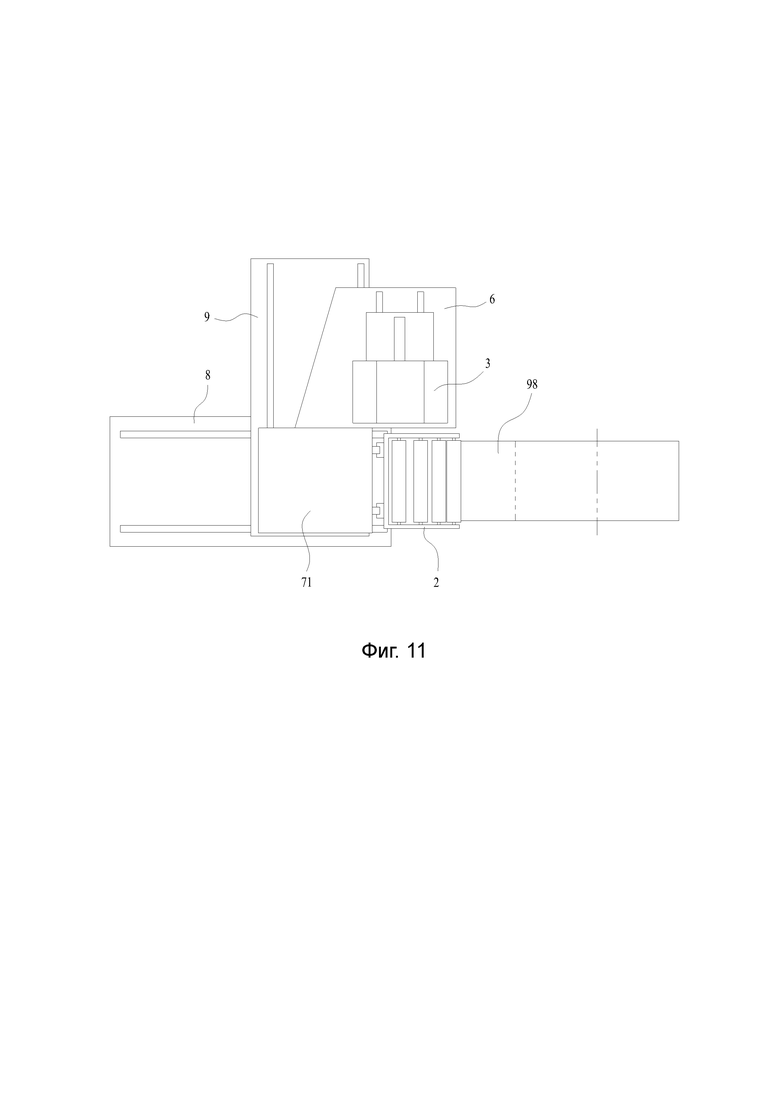
[0032] На фиг. 11 представлен схематический вид сверху конструкции транспортирующего устройства в соответствии с вариантом осуществления настоящего изобретения при подаче листового материала.
[0033] Прилагаемые чертежи не выполнены в реальном масштабе.
Осуществление изобретения
[0034] Предпочтительные варианты реализации изобретения раскрыты более подробно со ссылкой на приложенные чертежи и варианты осуществления. Нижеследующее подробное описание вариантов осуществления и прилагаемые чертежи используются для наглядной иллюстрации принципов настоящего изобретения, но не предназначены для ограничения объема настоящего изобретения, то есть настоящая заявка не ограничивается описанными вариантами осуществления.
[0035] Следует отметить, что, если не указано иное, в описании настоящего изобретения "несколько" означает более одного; "множество" означает два или более; ориентация или взаимное положение, обозначаемые терминами "верхний", "нижний", "внутренний", "внешний", "вертикальный", "горизонтальный" и т.д., предназначены только для удобства и упрощения описания настоящего изобретения и не указывают или не подразумевают, что упомянутое устройство или элемент должны иметь конкретную ориентацию или быть сконструированы и эксплуатироваться в определенной ориентации, и поэтому не могут пониматься как ограничение настоящего изобретения. Кроме того, термины "первый", "второй" и т. д. используются только в описательных целях и не могут пониматься как указывающие или подразумевающие относительную важность. Следует также отметить, что, если иное четко не определено и не ограничено, в описании настоящей заявки термины "установить" и "соединить" следует понимать в широком смысле, и специалистом в данной области конкретное значение вышеуказанных терминов в настоящей заявке может быть понято в соответствии с конкретными условиями.
[0036] Правильное устройство, предусмотренное вариантами осуществления настоящего изобретения, может обеспечивать направление листового материала 98 (например, стальную полосу или стальную пластину) на следующий технологический этап обработки и изменение формы листового материала 98. После подачи листового материала 98 в правильное устройство листовой материал 98 двигается к следующей процедуре обработки, направляемый правильным устройством. Правильное устройство настоящего варианта осуществления может подавать материал на производственную линию быстро и непрерывно и, таким образом, адаптировано к использованию с высокоскоростной производственной линией и удовлетворяет требованиям по подаче для высокоскоростной производственной линии. Правильное устройство в варианте осуществления обеспечивает точную и быструю подачу материала и простой в эксплуатации процесс подачи, что экономит трудовые и материальные ресурсы и повышает эффективность производства всей производственной линии.
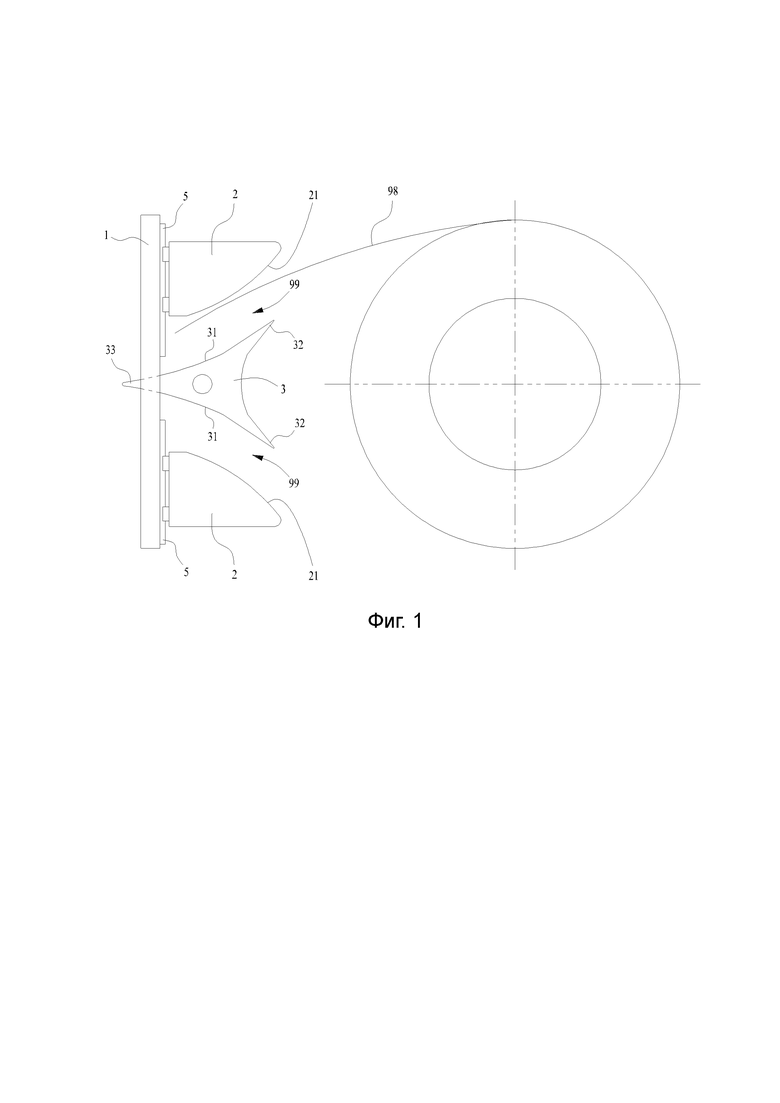
[0037] На фиг. 1 схематично показан вариант осуществления правильного устройства в рабочем состоянии. Как показано на фиг. 1, правильное устройство в варианте осуществления настоящего изобретения приспособлено для направления и изменения формы листового материала 98 и содержит станину 1, компонент 2 прижатия материала, компонент 3 направления материала и регулировочный компонент. Компонент 2 прижатия материала расположен на станине 1 и содержит часть 21 для прижатия материала. Компонент 3 направления материала расположен на станине 1 и содержит часть 31 для направления материала, соответствующую части 21 для прижатия материала. Часть 21 для прижатия материала и часть 31 для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала 98 и образования выпрямляющего канала 99 между частью 31 для направления материала и частью 21 для прижатия материала. Регулировочный компонент выполнен с возможностью приведения в движение по меньшей мере одного из компонента 2 прижатия материала и компонента 3 направления материала, так чтобы отрегулировать расстояние между частью 31 для направления материала и частью 21 для прижатия материала, обеспечивая регулирование ширины выпрямляющего канала 99.
[0038] Правильное устройство настоящего варианта осуществления соединяют и закрепляют на монтажной платформе (например, на полу или на другом устройстве) с помощью станины 1. Станина 1 поддерживает общий вес правильного устройства. Выпрямляющий канал 99, образованный частью 21 для прижатия материала и частью 31 для направления материала, является каналом для направления листового материала 98 в нужном направлении движения и ограничения положений листового материала 98. После того как листовой материал 98 входит в выпрямляющий канал 99, листовой материал 98 может двигаться в направлении прохождения выпрямляющего канала 99 под действием внешней силы, и затем попадать точно на следующую технологическую станцию для последующей обработки. Часть 21 для прижатия материала и часть 31 для направления материала выполнены с возможностью ограничения и удержания листового материала 98, входящего в выпрямляющий канал 99, в требуемом положении. Под действием регулировочного компонента может быть отрегулировано расстояние между частью 21 для прижатия материала и частью 31 для направления материала таким образом, чтобы регулировать размер выпрямляющего канала 99 и, соответственно, изменить ширину выпрямляющего канала 99. Таким образом, с одной стороны, правильное устройство может быть адаптировано для направления листовых материалов 98 различной толщины, и, следовательно, расширяется область применения правильного устройства. С другой стороны, когда размер выпрямляющего канала 99 регулируют для его увеличения, листовой материал 98 может быть легко вставлен в выпрямляющий канал 99, и после того, как листовой материал 98 опирается на часть 21 для прижатия материала и его свободное перемещение ограничено частью 21 для прижатия материала, расстояние между частью 21 для прижатия материала и частью 31 для направления материала может быть снова отрегулировано, чтобы скорректировать размер выпрямляющего канала 99 до соответствующего значения и сформировать эффективное ограничение для листового материала 98; таким образом, повышается удобство загрузки листового материала 98 в правильное устройство, загрузка листового материала 98 становится менее трудной, и повышается эффективность работы при загрузке листового материала 98.
[0039] В предпочтительном варианте осуществления регулировочный компонент приводит в движение компонент 2 прижатия материала для перемещения части 21 для прижатия материала компонента 2 прижатия материала ближе или дальше от части 31 для направления материала компонента 3 направления материала, и, таким образом, регулирования расстояния между частью 21 для прижатия материала и частью 31 для направления материала. Таким образом, после завершения калибровки положения компонента 3 направления материала при последующих операциях необходимо отрегулировать только положение компонента 2 прижатия материала, и нет необходимости регулировать положение компонента 3 направления материала, что позволяет избежать отклонения положения компонента 3 направления материала от заданного положения и влияет на точность подачи материала компонентом 3 направления материала.
[0040] Правильное устройство по настоящему изобретению направляет листовой материал 98 для перемещения в направлении прохождения выпрямляющего канала 99. Правильное устройство может изменять форму листового материала 98 таким образом, чтобы листовой материал 98, проходящий через выпрямляющий канал 99, удерживался приблизительно в горизонтальном положении и, таким образом, мог быстро и точно входить в заданное положение обработки на следующем этапе, обеспечивая тем самым непрерывность работы производственной линии и повышая эффективность производства на производственной линии. Во время производства оператору нужно только затянуть листовой материал 98 в выпрямляющий канал 99, а затем к листовому материалу 98 прикладывается толкающее усилие (например, к листовому материалу 98 активно прикладывает толкающее усилие размотчик), заставляющее листовой материал 98 двигаться в выпрямляющем канале 99, что снижает трудоемкость и опасность операции загрузки листового материала 98. Часть 21 для прижатия материала и часть 31 для направления материала могут ограничивать и удерживать положение материала 98, предотвращая заклинивание листового материала 98 из-за отклонения положения листового материала 98 во время перемещения в выпрямляющем канале 99 и, таким образом, могут обеспечивать плавность и стабильность движения листового материала 98.
[0041] Часть 31 для направления материала и часть 21 для прижатия материала настоящего варианта осуществления выполнены в виде дугообразных поверхностей согласованной формы. Выпрямляющий канал 99, образованный частью 31 для направления материала и частью 21 для прижатия материала, имеет дугообразную форму. Дугообразный выпрямляющий канал 99 может выполнять предварительное снятие напряжений листового материала 98 для устранения возможных напряжений изгиба в самом листовом материале 98, так что при окончательном прохождении листового материала 98 через выход выпрямляющего канала 99, может легче поддерживаться его горизонтальное положение и отсутствие изгиба под действием внутренних напряжений изгиба, предпочтительно обеспечивая более точное попадание листового материала 98, проходящего через выход выпрямляющего канала 99, в обрабатывающую станцию следующего этапа. Дугообразный выпрямляющий канал 99 может изменять направление движения листового материала 98. Листовой материал 98 может входить в дугообразный выпрямляющий канал 99 через вход дугообразного выпрямляющего канала 99 с разных направлений, в то время как листовой материал 98, проходящий через выход выпрямляющего канала 99, по существу удерживается в одном направлении, и направление движения листового материала 98 после прохождения через выпрямляющий канал 99 отличается от направления движения листового материала 98 перед входом в выпрямляющий канал 99, что может повышать адаптивность правильного устройства. Если листовой материал 98 свернут в катушку, то размотанный листовой материал 98 является изогнутым. Дугообразный выпрямляющий канал 99 может адаптироваться к изогнутому листовому материалу 98, и таким образом изогнутый листовой материал 98 может быть вставлен в дугообразный выпрямляющий канал 99 удобно и без особых усилий, без необходимости предварительного выпрямления изогнутого листового материала 98, что сокращает количество технологических операций и повышает эффективность операций подачи. Кроме того, размотанный листовой материал 98 опирается о часть 21 для прижатия материала под действием силы упругости сам по себе, а положение конца листового материала 98 ограничено частью 21 для прижатия материала, что облегчает подачу листового материала 98 в выпрямляющий канал 99.
[0042] Два конца части 31 для направления материала в направлении прохождения выпрямляющего канала 99 настоящего варианта осуществления выполнены с плоскими поверхностями, то есть поверхность конца части 31 для направления материала, расположенная на входе в выпрямляющий канал 99 и обращенная к концу компонента 2 прижатия материала, является плоской, как и поверхность конца части 31 для направления материала, расположенная на выходе из выпрямляющего канала 99 и обращенная к компоненту 2 прижатия материала. В одном варианте осуществления промежуточной поверхностью между двумя концами части 31 для направления материала может быть дугообразная поверхность или плоская поверхность. В случае, когда промежуточная поверхность части 31 для направления материала является дугообразной поверхностью, плоские поверхности на двух концах части 31 для направления материала являются касательными к дугообразной поверхности, так что часть 31 для направления материала выполнена с плавным переходом, чтобы гарантировать, что конец листового материала 98 не будет склонен к заклиниванию при перемещении непосредственно рядом с частью 31 для направления материала, и чтобы улучшить плавность и стабильность движения листового материала 98. В случае, когда промежуточная поверхность части 31 для направления материала является плоской поверхностью, углы между этой плоской поверхностью и плоскими поверхностями на двух концах части 31 для направления материала равны и являются тупыми, чтобы облегчить движение листового материала 98 в выпрямляющем канале 99.
[0043] Как показано на фиг. 2, фиг. 3 или фиг.4, по меньшей мере одна из части 31 для направления материала и части 21 для прижатия материала настоящего варианта осуществления содержит множество вращающихся компонентов 4. Множество вращающихся компонентов 4 расположены в направлении прохождения выпрямляющего канала 99. При перемещении листового материала 98 в выпрямляющем канале 99 вращающиеся компоненты 4 приводятся во вращение в направлении перемещения листового материала 98. Таким образом, вращающиеся компоненты 4, расположенные на части 31 для направления материала и/или части 21 для прижатия материала, могут снижать сопротивление перемещению листового материала 98, обеспечивая тем самым плавность и стабильность движения листового материала 98, причем вместе с этим также может быть уменьшена толкающая сила, приложенная к листовому материалу 98, что обеспечивает снижение потребления энергии. В одном варианте осуществления часть 21 для прижатия материала снабжена множеством вращающихся компонентов 4. Компонент 2 прижатия материала содержит две опорные пластины, расположенные параллельно. Каждая опорная пластина снабжена множеством монтажных отверстий, расположенных в направлении прохождения выпрямляющего канала 99 на стороне, обращенной к компоненту 3 направления материала. Вращающийся компонент 4 установлен в монтажном отверстии на вращающемся валу соосно осевой линии монтажного отверстия. Кроме того, компонент 2 прижатия материала содержит накладку. Накладка соединена с двумя параллельными опорными пластинами для перекрытия зазора между двумя опорными пластинами, но при этом оставлено отверстие со стороны компонента 2 прижатия материала, обращенное к компоненту 3 направления материала. Накладка и две параллельные опорные пластины после соединения образуют обойму с отверстием, и вращающийся компонент 4 расположен в отверстии так, что его часть расположена внутри обоймы, а другая часть проходит из отверстия наружу. Компонент 2 прижатия материала, состоящий из накладки и опорных пластин, может предотвращать попадание пыли или мелких предметов на вращающийся компонент 4 и их влияние на нормальное вращение вращающегося компонента 4. В предпочтительном варианте осуществления как часть 31 для направления материала, так и часть 21 для прижатия материала снабжены множеством вращающихся компонентов 4, чтобы эффективно уменьшить сопротивление перемещению листового материала 98. В этом случае множество вращающихся компонентов 4, предусмотренных на части 31 для направления материала и части 21 для прижатия материала, расположены с образованием дугообразного выпрямляющего канала 99.
[0044] Кроме того, каждый из множества вращающихся компонентов 4 имеет цилиндрическую форму, а оси вращения множества вращающихся компонентов 4 параллельны друг другу. Множество вращающихся компонентов 4 расположены последовательно в направлении прохождения выпрямляющего канала 99. В случае, когда конец листового материала 98 имеет неправильную форму, цилиндрические вращающиеся компоненты 4 могут позволять гибко адаптироваться к такому листовому материалу 98, и, таким образом, может быть предотвращен захват конца листового материала 98 между соседними вращающимися компонентами 4. Параллельность осей вращения множества вращающихся компонентов 4 может обеспечивать согласованность направления вращения и направления усилия вращающихся компонентов 4, а также эффективно снижать сопротивление перемещению листового материала 98. Вращающиеся компоненты 4 настоящего варианта исполнения выполнены в виде роликов или роликовых колес.
[0045] Регулировочный компонент настоящего варианта содержит направляющий элемент. Компонент 2 прижатия материала подвижно закреплен на станине 1 через направляющий элемент. Когда компонент 2 прижатия материала перемещается по станине 1, часть 21 для прижатия материала перемещается вертикально ближе или дальше от части 31 для направления материала, обеспечивая удобное регулирование расстояния между частью 21 для прижатия материала и частью 31 для направления материала. После загрузки листового материала 98 в выпрямляющий канал 99, положение компонента 2 прижатия материала регулируется таким образом, что часть 21 для прижатия материала перемещается ближе к листовому материалу 98 и, наконец, упирается в листовой материал 98; в результате часть 21 для прижатия материала и часть 31 для направления материала упираются, соответственно, в две стороны листового материала 98, а пространство перемещения листового материала 98 в выпрямляющем канале 99 уменьшается, обеспечивая ограничение и удержание положения листового материала 98, что способствует движению листового материала 98 к выходу из выпрямляющего канала 99 и обеспечивает стабильность подачи листового материала 98. Подвижный компонент 2 прижатия материала обеспечивает облегчение и снижение трудозатрат операции загрузки листового материала 98, а также повышает эффективность операции загрузки листового материала 98. В одном из вариантов осуществления направляющий элемент содержит линейную направляющую 5, расположенную на станине 1, и линейную канавку в виде ласточкиного хвоста (не показанную на фигуре), расположенную на компоненте 2 прижатия материала. Линейная направляющая 5 проходит вертикально и может направлять компонент 2 прижатия материала при вертикальном перемещении, так что часть 21 для прижатия материала перемещается ближе или дальше от части 31 для направления материала. Кроме того, регулировочный компонент настоящего варианта осуществления содержит приводной механизм (не показанный на фигуре), приспособленный для приведения в движение компонента 2 прижатия материала, такой как гидравлический цилиндр или электрический цилиндр.
[0046] Правильное устройство настоящего варианта осуществления дополнительно содержит подвижный компонент. Подвижный компонент приспособлен для приведения в движение компонента 3 направления материала для обеспечения возможности выравнивания или расположения со смещением в поперечном направлении части 31 для направления материала и части 21 для прижатия материала. "Поперечное направление" здесь означает направление, перпендикулярное вышеупомянутому вертикальному направлению. Когда требуется загрузить листовой материал, подвижный компонент приводит часть 31 для направления материала в поперечное движение, чтобы расположить часть 31 для направления материала и часть 21 для прижатия материала со смещением, обеспечивая проход для листового материала 98, избегая помех для движения и способствуя опиранию конца листового материала 98 на часть 21 для прижатия материала. После того как конец листового материала 98 опирается на часть 21 для прижатия материала, подвижный компонент приводит часть 31 для направления материала в поперечное движение, чтобы выровнять часть 31 для направления материала и часть 21 для прижатия материала и сформировать выпрямляющий канал 99. При этом листовой материал 98 располагается в выпрямляющем канале 99. Затем к листовому материалу 98 прикладывается толкающее усилие (например, толкающее усилие к листовому материалу 98 активно прикладывает размотчик) для его перемещения в направлении прохождения выпрямляющего канала 99. Снабжение правильного устройства подвижным компонентом упрощает и облегчает загрузку листового материала 98, что повышает эффективность загрузки листового материала 98, а также предотвращает попадание конца листового материала 98 в компонент 3 направления материала и, таким образом, повреждение компонента 3 направления материала. В одном варианте осуществления, как показано на фиг. 3, подвижный компонент содержит направляющую 6, соединенную со станиной 1, канавку в виде ласточкиного хвоста, расположенную на компоненте 3 направления материала с возможностью скольжения в ней направляющей 6, и приводной механизм (не показан на фигуре). Приводной механизм приспособлен для приведения компонента 3 направления материала в движение в направлении прохождения направляющей 6 таким образом, чтобы компонент 3 направления материала и компонент 2 прижатия материала могли быть выровнены или расположены со смещением в поперечном направлении. Приводным механизмом настоящего варианта осуществления может быть гидравлический цилиндр или электрический цилиндр.
[0047] Как показано на фиг. 1 и фиг. 2, компонент 3 направления материала в настоящем варианте осуществления содержит режущий конец 32, проходящий в сторону входа в выпрямляющий канал 99. Режущий конец 32 выполнен с возможностью резания материала. Режущий конец 32 проходит далее конца компонента 2 прижатия материала на входе в выпрямляющий канал 99, так что режущий конец 32 находится ближе к разрезаемому материалу, благодаря чему положения конца компонента 2 прижатия материала и режущего конца 32 не мешают друг другу, так как в противном случае режущий конец 32 не касался бы разрезаемого материала. Например, когда листовой материал 98 свернут в рулон, конец листового материала 98 приварен. Когда необходимо размотать рулон листового материала 98, режущий конец 32 компонента 3 направления материала может удобно и быстро разрезать сварное соединение конца листового материала 98 для освобождения конца листового материала 98. Компонент 3 направления материала, снабженный режущим концом 32, повышает степень автоматизации правильного устройства и устраняет необходимость ручного труда при разматывании рулонного листового материала 98 с помощью вспомогательных инструментов и, таким образом, может повысить эффективность работы всей производственной линии. Режущий конец 32 в настоящем варианте осуществления выполнен в виде длинной полосы с острым краем, проходящей в поперечном направлении.
[0048] Компонент 3 направления материала в настоящем варианте осуществления дополнительно содержит направляющий конец 33, проходящий в сторону выхода из выпрямляющего канала 99. Направляющий конец 33 проходит на выходе из выпрямляющего канала 99 далее конца компонента 2 прижатия материала. Поверхность направляющего конца 33, обращенная к части 21 для прижатия материала, представляет собой плоскую поверхность. Таким образом, направляющий конец 33 может направлять листовой материал 98, проходящий через выход выпрямляющего канала 99, так что поддерживается приблизительно горизонтальное положение листового материала 98 при его проходе через выход выпрямляющего канала 99, что выгодно для повышения точности позиционирования листового материала 98, поступающего на станцию последующей обработки. Направляющий конец 33 и режущий конец 32 в настоящем варианте осуществления расположены напротив друг друга, и соответственно расположены на двух концах части 31 для направления материала. В одном варианте осуществления, как показано на фиг. 3, станина 1 снабжена пазом 11, причем направляющий конец 33 может перемещаться в паз 11 или из него, и направляющий конец 33 проходит через паз.
[0049] В одном из вариантов осуществления, как показано на фиг. 1, правильное устройство содержит два компонента 2 прижатия материала, причем два компонента 2 прижатия материала расположены с двух сторон от компонента 3 направления материала в вертикальном направлении. Каждый из двух компонентов 2 прижатия материала образует с компонентом 3 направления материала выпрямляющий канал 99. Два выпрямляющих канала 99 расположены на удалении друг от друга в вертикальном направлении. Таким образом, листовой материал 98 удобно загружать в один из двух выпрямляющих каналов 99 в соответствии с направлением поступления листового материала 98 во время фактического производства. Как показано на фиг. 8, в случае, если листовой материал 98 поступает из верхнего положения, листовой материал 98 загружают в верхний выпрямляющий канал 99, и его положение ограничивает и поддерживает верхний компонент 2 прижатия материала и компонент 3 направления материала. Как показано на фиг. 10, в случае, если листовой материал 98 поступает из нижнего положения, листовой материал 98 загружают в нижний выпрямляющий канал 99, и его положение ограничивает и поддерживает нижний компонент 2 прижатия материала и компонент 3 направления материала. Правильное устройство, снабженное двумя компонентами 2 прижатия материала, может принимать листовые материалы 98 с различным направлением подачи, а также изменять форму и направлять листовые материалы 98 соответствующими выпрямляющими каналами 99, что может улучшить адаптивность и эффективность работы самого правильного устройства. Компонент 3 направления материала в настоящем варианте осуществления содержит направляющий конец 33 и два режущих конца 32. Два режущих конца 32 расположены на расстоянии друг от друга в вертикальном направлении. Направляющий конец 33 расположен напротив двух режущих концов 32 и приблизительно расположен в среднем положении между двумя режущими концами 32, так что линии, соединяющие положение направляющего конца 33 и положения двух режущих концов 32, по существу образуют треугольник.
[0050] В правильном устройстве в соответствии с вариантами осуществления настоящего изобретения листовой материал 98 и формуется и направляется при движении через выпрямляющий канал 99, образованный между компонентом 2 прижатия материала и компонентом 3 направления материала. Оператор может удобно и быстро загрузить листовой материал 98 в выпрямляющий канал 99, без лишних трудозатрат. После того как листовой материал 98 загружен в выпрямляющий канал 99, компонент 2 прижатия материала и компонент 3 направления материала могут совместно направлять листовой материал 98, так что листовой материал 98 может поступать на станцию следующей процедуры обработки стабильно, быстро и точно. Правильное устройство в варианте осуществления настоящего изобретения повышает эффективность операции подачи листового материала 98 и облегчает подачу листового материала 98.
[0051] Как показано на фиг. 5 - 11, вариант осуществления настоящей заявки также относится к транспортирующему устройству для транспортировки листового материала 98. Транспортирующее устройство настоящего варианта осуществления содержит устройство 7 направления материала и вышеупомянутое правильное устройство. Устройство 7 направления материала расположено после правильного устройства по ходу движения материала, так что листовой материал 98 поступает в устройство 7 направления материала после прохождения через выпрямляющий канал 99 правильного устройства. Устройство 7 направления материала может перемещать листовой материал 98 на станцию следующей процедуры обработки. Устройство 7 направления материала в настоящем варианте осуществления содержит транспортирующий канал 100, проходящий в горизонтальном направлении. Выход выпрямляющего канала 99 по существу совмещен со входом транспортирующего канала 100, так что выпрямляющий канал 99 сообщается с транспортирующим каналом 100. Листовой материал 98 проходит через выход выпрямляющего канала 99 и, двигаясь в горизонтальном направлении, входит в транспортирующий канал 100 через вход транспортирующего канала 100.
[0052] Как показано на фиг. 5, устройство 7 направления материала в настоящем варианте осуществления содержит корпус 71 и два ряда направляющих роликов 72, расположенных внутри корпуса 71. Два ряда направляющих роликов 72 удалены друг от друга на некоторое расстояние в вертикальном направлении для образования транспортирующего канала 100. Устройство 7 направления материала в настоящем варианте осуществления может быть установлено и закреплено на рабочей платформе (например, на полу или поверхности устройства) через корпус 71. Направляющий ролик 72 выполнен в виде ведущего ролика и приводится во вращение приводным механизмом. После того как листовой материал 98 поступает в транспортирующий канал 100, два ряда направляющих роликов 72, соответственно, прижимаются к двум сторонам листового материала 98 и активно прикладывают тяговое усилие к листовому материалу 98, так что листовой материал 98 движется в направлении прохождения транспортирующего канала 100 и, наконец, проходит через транспортирующий канал 100. Направляющие ролики 72 настоящего варианта осуществления выполнены цилиндрическими, а оси вращения направляющих роликов 72 в каждом ряду параллельны друг другу. В одном из вариантов осуществления направляющий конец 33 компонента 3 направления материала проходит в транспортирующий канал 100. Направляющий конец 33 компонента 3 направления материала расположен близко к направляющим роликам 72, ближайшим к входу в транспортирующий канал 100 среди всех направляющих роликов 72, чтобы сократить расстояние между направляющим концом 33 и направляющими роликами 7, обеспечить более ранний контакт листового материала 98 с направляющими роликами 72, а также избежать ситуации, когда конец листового материала 98 провисает под собственной тяжестью, ударяется о направляющий ролик 72 и таким образом не может нормально войти в зазор между двумя рядами направляющих роликов 72, что выгодно для улучшения плавности и стабильности движения листового материала 98.
[0053] В одном из вариантов осуществления станина 1 правильного устройства и устройство 7 направления материала выполнены в виде единого целого или соединены разъемно. Как показано на фиг. 6, в случае, когда станина 1 правильного устройства и устройство 7 направления материала выполнены в виде единого целого, станина 1 и корпус 71 устройства 7 направления материала выполнены как единое целое. В этом случае компонент 2 прижатия материала подвижно закреплен на наружной стенке корпуса 71 посредством направляющего элемента. Направляющий элемент настоящего варианта осуществления содержит линейную направляющую 5, расположенную на внешней стенке корпуса 71, и линейную канавку в виде ласточкиного хвоста, расположенную на компоненте 2 прижатия материала. Линейная направляющая 5 проходит вертикально, и компонент 2 прижатия материала может перемещаться вертикально. Кроме того, транспортирующее устройство содержит приводной механизм (не показанный на фигуре), приспособленный для приведения в движение компонента 2 прижатия материала, такой как гидравлический цилиндр и электрический цилиндр. Подвижный компонент в настоящем варианте осуществления соединен с корпусом 71. Как показано на фиг. 5, в случае, когда станина 1 правильного устройства и устройство 7 направления материала соединены разъемно, станина 1 может быть неподвижно соединена с корпусом 71 винтами или болтами. Когда правильное устройство нуждается в обслуживании или ремонте, станина 1 может быть легко и быстро отсоединена от корпуса 71, а правильное устройство может быть полностью извлечено для технического обслуживания или ремонта.
[0054] В варианте осуществления, как показано на фиг. 5 - 11, транспортирующее устройство дополнительно содержит первую направляющую 8. Устройство 7 направления материала подвижно размещено на первой направляющей 8. Устройство 7 направления материала опирается на рабочую платформу (например, на пол или поверхность устройства) через первую направляющую 8. Устройство 7 направления материала может перемещаться в первом горизонтальном направлении по первой направляющей 8 так, что правильное устройство, соединенное с устройством 7 направления материала, перемещается ближе к листовому материалу 98 или дальше от него. Когда листовой материал 98 расположен в другом положении, положение устройства 7 направления материала может быть отрегулировано в первом горизонтальном направлении для облегчения загрузки листового материала 98 в выпрямляющий канал 99, что повышает гибкость и адаптивность транспортирующего устройства.
[0055] В варианте осуществления, как показано на фиг. 5 - 11, транспортирующее устройство дополнительно содержит вторую направляющую 9. Вторая направляющая 9 подвижно размещена на упомянутой выше первой направляющей 8. Устройство 7 направления материала подвижно соединено со второй направляющей 9. Устройство 7 направления материала может перемещаться во втором горизонтальном направлении по второй направляющей 9, причем второе горизонтальное направление перпендикулярно первому горизонтальному направлению. Вторая направляющая 9 обеспечивает дополнительную степень свободы перемещения устройства 7 направления материала. Устройство 7 направления материала может быть введено или выведено из производственной линии посредством перемещения по второй направляющей 9. Таким образом, удобно быстро регулировать положение устройства 7 направления материала в соответствии с потребностями производственной линии при обработке продукции, дополнительно улучшаются эксплуатационная гибкость и адаптивность транспортирующего устройства, и, таким образом, улучшаются гибкость, производственная мощность и адаптивность всей производственной линии.
[0056] Для дальнейшего раскрытия транспортирующего устройства по настоящему варианту осуществления, транспортирующее устройство настоящего варианта осуществления описано далее со ссылкой на фиг. 7 - 10. Настоящий вариант осуществления заключается в процессе транспортировки рулонного листового материала 98 с использованием транспортирующего устройства в соответствии с вариантами осуществления настоящего изобретения, причем правильное устройство содержит два компонента 2 прижатия материала. Станина 1 правильного устройства и устройство 7 направления материала выполнены в виде единого целого.
[0057] Настоящий вариант осуществления не определяет объем защиты настоящего изобретения и описывается следующим образом.
[0058] Транспортирующее устройство настоящего варианта осуществления приспособлено для транспортирования рулонного листового материала 98. Транспортирующее устройство настоящего варианта осуществления содержит первую направляющую 8, вторую направляющую 9, устройство 7 направления материала, а также компонент 2 прижатия материала и компонент 3 направления материала, расположенные на устройстве 7 направления материала.
[0059] Как показано на фиг. 7 и 8, после размотки рулонного листового материала 98 конец листового материала 98 поступает в транспортирующее устройство посредством верхней подачи. Для подачи листового материала 98 верхним способом процесс работы транспортирующего устройства содержит следующие операции:
[0060] удерживание рулонного листового материала 98 в свернутом состоянии и приведение в движение компонента 3 направления материала для поперечного перемещения и размещения со смещением части 31 для направления материала компонента 3 направления материала и части 21 для прижатия материала компонента 2 прижатия материала;
[0061] перемещение устройства 7 направления материала в подходящее положение вдоль первой направляющей 8 и второй направляющей 9, а затем разматывание рулонного листового материала 98, причем конец листового материала 98 подвержен внутреннему упругому напряжению и упирается в часть 21 для прижатия материала верхнего компонента 2 прижатия материала;
[0062] приведение в движение компонента 3 направления материала для поперечного перемещения и выравнивания части 31 для направления материала компонента 3 направления материала и части 21 для прижатия материала компонента 2 прижатия материала;
[0063] приведение в движение компонента 2 прижатия материала для вертикального перемещения таким образом, чтобы часть 21 для прижатия материала компонента 2 прижатия материала непрерывно находилась в непосредственной близости к листовому материалу 98 и, наконец, упиралась в две стороны листового материала 98 вместе с частью 31 для направления материала для размещения листового материала 98 между частью 21 для прижатия материала и частью 31 для направления материала;
[0064] запуск направляющих роликов 72 устройства 7 направления материала, а затем запуск размотчика. При вращении размотчик приводит листовой материал 98 в движение в направлении прохождения выпрямляющего канала 99. Листовой материал 98, формуемый и направляемый частью 31 для направления материала и частью 21 для прижатия материала, проходит через выпрямляющий канал 99 и поступает в транспортирующий канал 100, затем проходит через выход транспортирующего канала 100 под действием тяги направляющих роликов 72 и, наконец, поступает на продолжение производственной линии; и
[0065] остановка транспортирующего устройства после полной подачи одного рулона листового материала 98, повторная загрузка одного рулона листового материала 98 в размотчик и повторение вышеупомянутого рабочего процесса.
[0066] Как показано на фиг. 9 и 10, после размотки рулонного листового материала 98 конец листового материала 98 поступает в транспортирующее устройство посредством нижней подачи. Для подачи листового материала 98 нижним способом подачи здесь не повторено описание той же части рабочего процесса транспортирующего устройства, что и для транспортирующего устройства с верхним способом подачи. Разница заключается в том, что листовой материал 98 после размотки упирается в часть 21 для прижатия материала нижнего компонента 2 прижатия материала, и нижний компонент 2 прижатия материала перемещается вертикально и взаимодействует с компонентом 3 направления материала для придания правильной формы и направления листового материала 98.
[0067] Транспортирующее устройство в вариантах осуществления настоящего изобретения может направлять, изменять форму и транспортировать листовой материал 98 последовательно через правильное устройство и устройство 7 направления материала, чтобы обеспечить непрерывность и эффективность подачи листового материала 98 на производственную линию, а также уменьшить трудоемкость рабочего процесса, начиная от подачи и до транспортировки листового материала 98; таким образом, повышается степень автоматизации производственной линии, экономятся трудовые и материальные ресурсы, а эффективность производства выгодно повышается.
[0068] Вариант осуществления настоящего изобретения дополнительно относится к системе обработки для обработки листового материала 98, причем система обработки содержит вышеупомянутое транспортирующее устройство. Транспортирующее устройство, входящее в состав системы обработки, может по существу поддерживать непрерывную подачу листового материала 98 с высокой эффективностью операций по загрузке листового материала 98, и, таким образом, общая эффективность производства системы обработки высока, а стоимость обработки снижена.
[0069] Несмотря на то, что настоящее изобретение описано со ссылкой на предпочтительные варианты осуществления, в настоящее изобретение могут быть внесены различные усовершенствования, а компоненты в ней могут быть заменены эквивалентами, не выходя за рамки настоящего изобретения. В частности, если не возникает структурных конфликтов, различные технические признаки, упомянутые в различных вариантах осуществления, могут быть объединены любым способом. Настоящее изобретение не ограничено конкретными вариантами осуществления, раскрытыми в контексте, но включает в себя все технические решения, попадающие в объем формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ, А ТАКЖЕ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ НА ЭТОЙ УСТАНОВКЕ | 2003 |
|
RU2256553C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО КОМПОНЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2750537C1 |
| УСТРОЙСТВО ДЛЯ ВРАЩАТЕЛЬНОЙ ПОДАЧИ ЧАШЕОБРАЗНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2136424C1 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |
| УКУПОРОЧНОЕ И ВЫДАЧНОЕ УСТРОЙСТВО С ИНДИКАЦИЕЙ ВСКРЫТИЯ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ПАКЕТА | 2002 |
|
RU2288148C2 |
| ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2256560C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРОТОЧЕК НА ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2085351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ТЕЛА | 2017 |
|
RU2743033C1 |
| УСТРОЙСТВО РАЗМОТКИ РУЛОНОВ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2372270C2 |
| ГИДРАВЛИЧЕСКАЯ ФОРМОВОЧНАЯ МАШИНА И МАШИНА ДЛЯ ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ШАРИКОВ | 2017 |
|
RU2732301C1 |
Изобретение относится к области обработки листового материала на производственных линиях. Правильное устройство содержит станину (1), на которой расположены компонент (2) прижатия материала, содержащий часть (21) для прижатия материала, и компонент (3) направления материала, содержащий часть (31) для направления материала. Часть для прижатия материала и часть для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала (98) и образования выпрямляющего канала (99). Предусмотрен регулировочный компонент, выполненный с возможностью приведения в движение по меньшей мере одного из компонента прижатия материала и компонента направления материала. Правильное устройство может содержать два компонента прижатия материала и компонент направления материала, имеющий две части для направления материала. Дополнительно раскрыты транспортирующее устройство для транспортировки материала, включающее правильное устройство, и система обработки для обработки листового материала, содержащая транспортирующее устройство. В результате обеспечивается быстрая и непрерывная подача листового материала на производственную линию. 4 н. и 10 з.п. ф-лы, 11 ил.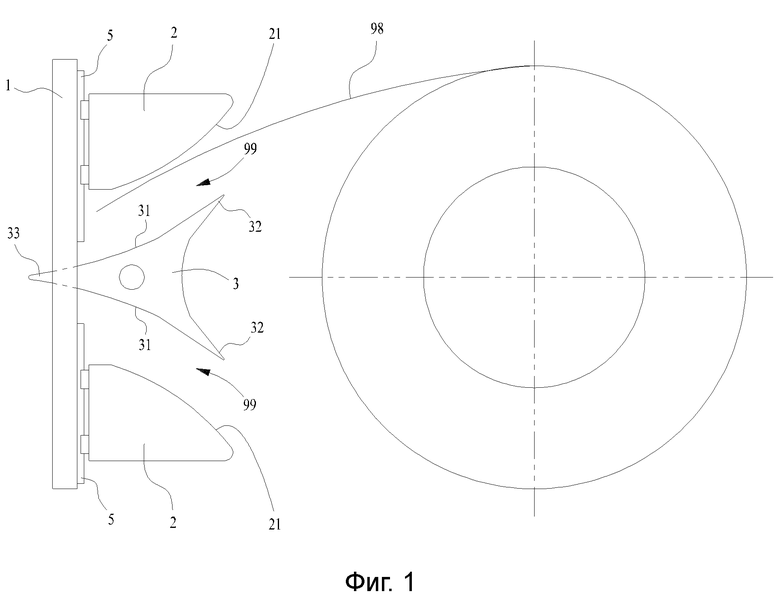
1. Правильное устройство для листового материала, содержащее:
станину;
компонент прижатия материала, расположенный на станине и содержащий часть для прижатия материала;
компонент направления материала, расположенный на станине и содержащий часть для направления материала, соответствующую части для прижатия материала, причем часть для прижатия материала и часть для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала и образования выпрямляющего канала между частью для направления материала и частью для прижатия материала; и
регулировочный компонент, выполненный с возможностью приведения в движение по меньшей мере одного из компонента прижатия материала и компонента направления материала так, чтобы отрегулировать расстояние между частью для направления материала и частью для прижатия материала,
при этом часть для направления материала и часть для прижатия материала выполнены в виде дугообразных поверхностей согласованной формы.
2. Правильное устройство по п. 1, в котором два конца части для направления материала в направлении прохождения выпрямляющего канала выполнены с плоскими поверхностями.
3. Правильное устройство по п. 1, в котором по меньшей мере одна из части для направления материала и части для прижатия материала содержит множество вращающихся компонентов, расположенных в направлении прохождения выпрямляющего канала.
4. Правильное устройство по п. 3, в котором каждый из множества вращающихся компонентов имеет цилиндрическую форму, причем оси вращения множества вращающихся компонентов параллельны.
5. Правильное устройство по п. 1, в котором регулировочный компонент содержит направляющий элемент, причем компонент прижатия материала подвижно закреплен на станине через направляющий элемент таким образом, чтобы часть для прижатия материала могла вертикально перемещаться ближе к части для направления материала или дальше от нее.
6. Правильное устройство по п. 1 или 5, дополнительно содержащее подвижный компонент, выполненный с возможностью приведения в движение компонента направления материала таким образом, чтобы часть для направления материала и часть для прижатия материала были выровнены или расположены со смещением в поперечном направлении.
7. Правильное устройство по п. 1, в котором компонент направления материала содержит режущий конец, проходящий в сторону входа в выпрямляющий канал, причем режущий конец проходит дальше конца компонента прижатия материала, расположенного на входе в выпрямляющий канал.
8. Правильное устройство по п. 1, в котором компонент направления материала содержит направляющий конец, проходящий в сторону выхода из выпрямляющего канала, причем направляющий конец проходит дальше конца компонента прижатия материала, расположенного на выходе из выпрямляющего канала.
9. Правильное устройство для листового материала, содержащее:
станину;
два компонента прижатия материала, расположенные на станине, каждый из которых содержит часть для прижатия материала;
компонент направления материала, расположенный на станине и содержащий две части для направления материала, вертикально расположенные с двух сторон компонента направления материала так, что каждая часть для прижатия материала расположена напротив соответствующей части для направления материала, причем каждая часть для прижатия материала и соответствующая часть для направления материала расположены с возможностью упора, соответственно, в две стороны листового материала и образования между собой выпрямляющего канала; и
регулировочный компонент, выполненный с возможностью приведения в движение компонентов прижатия материала и/или компонента направления материала так, чтобы отрегулировать расстояние между каждой частью для прижатия материала и соответствующей частью для направления материала;
при этом каждая часть для прижатия материала и соответствующая часть для направления материала выполнены в виде дугообразных поверхностей согласованной формы.
10. Транспортирующее устройство для транспортировки листового материала, содержащее:
правильное устройство по любому из пп. 1-9; и
устройство направления материала, расположенное после правильного устройства по ходу движения материала так, чтобы листовой материал поступал в устройство направления материала после прохождения через выпрямляющий канал правильного устройства.
11. Транспортирующее устройство по п. 10, в котором станина правильного устройства выполнена в виде единого целого или разъемно соединена с устройством направления материала.
12. Транспортирующее устройство по п. 11, дополнительно содержащее первую направляющую, причем устройство направления материала расположено на первой направляющей с возможностью перемещения в первом горизонтальном направлении таким образом, чтобы перемещать правильное устройство ближе к листовому материалу или дальше от него.
13. Транспортирующее устройство по п. 12, дополнительно содержащее вторую направляющую, расположенную на первой направляющей с возможностью перемещения, причем устройство направления материала подвижно соединено со второй направляющей и выполнено с возможностью перемещения во втором горизонтальном направлении на второй направляющей, причем первое горизонтальное направление перпендикулярно второму горизонтальному направлению.
14. Система обработки для обработки листового материала, содержащая транспортирующее устройство по любому из пп. 10-13.
| СПОСОБ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2346773C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| Линия для правки и подачи рулонной стали | 1985 |
|
SU1378977A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2041754C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| СПОСОБ ЛЕЧЕНИЯ ЗЛОКАЧЕСТВЕННЫХ ОБРАЗОВАНИЙ | 1994 |
|
RU2117489C1 |

