Область техники
Настоящее изобретение относится к метастабильному β-титановому сплаву и к его применению в качестве часовой пружины.
Изобретение также относится к способу выполнения часовой пружины, выполненной на основе метастабильного β-титанового сплава.
Изобретение также относится к конкретному применению метастабильного β-титанового сплава в качестве волосковой пружины и в качестве ходовой пружины.
Уровень техники
Материалы, используемые для изготовления часовых пружин, представляют собой важные элементы механических часов и должны иметь специфические свойства, варьирующие сообразно назначению пружины.
Комбинация балансира-волосковой пружины представляет собой элемент, управляющий часами; он создает крутящий момент в результате колебаний вокруг положения равновесия с собственной частотой. Чтобы отрегулированное состояние часов не нарушалось даже в минимальной степени, волосковая пружина должна создавать крутящий момент, который является как можно более постоянным, и иметь собственную частоту, которая меняется как можно меньше. Волосковая пружина характеризуется ее восстанавливающим крутящим моментом, который прямо пропорционален пределу упругости волосковой пружины.
В результате этого для улучшения характеристик волосковой пружины необходимо ограничивать влияние факторов дрейфа крутящего момента и собственной частоты. Эти факторы главным образом связаны с эффектом физических условий окружающей среды, в частности, температуры и магнитного поля. Более того, эффекты расширения и вариации механических свойств под действием температуры и эффектов магнитострикции металлического материала при воздействии магнитного поля изменяют характеристики волосковой пружины.
Комбинация барабана-ходовой пружины представляет собой элемент, предназначенный для снабжения часов энергией. Чтобы подводить как можно более постоянное количество энергии, ходовая пружина должна иметь крутящий момент, который является как можно более постоянным, и быть способной сохранять максимально возможное количество потенциально восстанавливаемой энергии. Ходовая пружина характеризуется ее упругим потенциалом, который прямо пропорционален пределу упругости и модулю упругости ходовой пружины.
В результате этого, помимо свойств, требуемых для волосковых пружин, улучшение характеристик ходовой пружины основывается на применении материалов, которые имеют максимально возможный предел упругости.
Еще один существенный критерий состоит в способе получения таких пружин. Фактически пружины должны иметь как можно меньший размер, и поэтому представляют собой предмет повышенной миниатюризации во время их формирования. Способ, используемый для выполнения такой миниатюризации, не должен сопровождаться ни снижением механических характеристик материала, ни неоднородностью по размеру детали, ни снижением качества состояния поверхности детали.
Что касается волосковых пружин, из уровня техники известны сплавы на железоникелевой основе, также известные специалисту в этой области техники как сплавы «элинвар». Сплавы этого типа в настоящее время остаются наиболее широко применяемыми для изготовления волосковых пружин: в частности, применяются сплавы этого типа, продаваемые под торговыми наименованиями Nivarox и Nispan. Также используются другие сплавы того же типа, имеющие сходные составы и продаваемые под торговыми наименованиями Metalinvar и Isoval. Одно из основных ограничений таких сплавов связано с тем обстоятельством, что они проявляют высокую чувствительность к магнитным полям. Вследствие этого крутящий момент и собственная частота часовых пружин, основанных на таких материалах, может значительно изменяться в присутствии источников магнитного воздействия.
Что касается ходовых пружин, в уровне техники известны сплавы на хромо-никель-кобальтовой основе, включающие один из наиболее широко распространенных промышленных сплавов, известный как Nivaflex. Сплав этого типа проявляет себя как имеющий относительно высокий модуль упругости. Фактически же эксплуатационный ресурс таких пружин является умеренным.
В уровне техники также известны стандартные способы формования сплавов на основе титана. Тем не менее, принимая во внимание механические и трибологические свойства таких сплавов, их формование и, в частности, их миниатюризация, являются исключительно трудными и ограниченными.
Задача изобретения состоит в том, чтобы предложить:
– метастабильный β-титановый сплав и способ формования часовой пружины из такого сплава, обеспечивающие возможность по меньшей мере частично преодоления вышеупомянутых недостатков, и/или
– сплав, имеющий характеристику суперупругости, и/или
– сплав, имеющий низкий модуль Юнга, и/или
– сплав, имеющий незначительную магнитную восприимчивость, и/или
– сплав, модуль упругости которого имеет незначительную чувствительность к изменениям температуры.
Сущность изобретения
Для этой цели, согласно первому аспекту изобретения, предлагается метастабильный β-титановый сплав, содержащий, в массовых процентах, между 24 и 45% ниобия, между 0 и 20% циркония, между 0 и 10% тантала и/или между 0 и 1,5% кремния и/или менее 2% кислорода.
Согласно изобретению, метастабильный β-титановый сплав имеет кристаллографическую структуру, включающую:
– смесь аустенитной фазы и альфа-фазы, и
– присутствующие выделения омега-фазы с объемной долей, которая составляет менее 10%.
Согласно изобретению, метастабильный β-титановый сплав может состоять из, в массовых процентах, между 24 и 45% ниобия, между 0 и 20% циркония, между 0 и 10% тантала и/или между 0 и 1,5% кремния и/или менее 2% кислорода, причем этот сплав имеет кристаллографическую структуру, включающую:
– смесь аустенитной фазы и альфа-фазы, и
– присутствующие выделения омега-фазы с объемной долей, которая составляет менее 10%.
В остальной части описания используемый по отдельности термин «сплав» будет использоваться для обозначения метастабильного β-титанового сплава согласно изобретению.
Границы диапазонов содержания в массовых процентах элементов сплава являются входящими в указанные диапазоны.
Сплав может содержать один или более элементов из водорода, молибдена и ванадия.
Сплав может содержать один или более элементов из марганца, железа, хрома, никеля и меди.
Сплав может содержать олово.
Сплав может содержать один или более элементов из алюминия, углерода и азота.
Сплав может содержать один или более элементов из водорода, молибдена, ванадия, марганца, железа, хрома, никеля, меди, олова, алюминия, углерода и азота.
Сплав может содержать менее 10%, предпочтительно менее 8%, более предпочтительно менее 6%, еще более предпочтительно менее 5%, а наиболее предпочтительно менее 3% неметаллического(-их) элемента(-ов).
Преимущественно, сплав содержит только титан и ниобий.
Преимущественно, сплав содержит титан и между 35 и 45% ниобия.
Преимущественно, сплав содержит титан и 40,5% ниобия.
Присутствие аустенитной фазы в сплаве придает упомянутому сплаву суперупругие свойства. Специалистами в этой области техники аустенитная фаза также называется бета-фазой.
Суперупругие свойства включают стабильно обратимую деформацию и высокий предел упругости.
Присутствие альфа-фазы в сплаве обеспечивает возможность твердения упомянутого сплава.
Присутствие омега-фазы в сплаве обеспечивает возможность твердения упомянутого сплава.
Смесь аустенитной фазы и альфа-фазы позволяет сплаву иметь низкий модуль упругости и незначительную чувствительность модуля упругости к вариациям температуры.
Присутствующие выделения омега-фазы внутри сплава не влияют на механические свойства сплава, когда они содержатся ниже порогового количества.
Количество выделений омега-фазы внутри сплава должно быть меньше, чем пороговое значение 10%, чтобы сплав сохранял низкий модуль упругости.
Объемная доля выделений омега-фазы может составлять менее 5%, предпочтительно менее 2%, более предпочтительно менее 1%.
В дополнение, метастабильный β-титановый сплав, 50% или более которого, предпочтительно 60% или более, более предпочтительно 70% или более, еще более предпочтительно 80% или более, а наиболее предпочтительно 90% или более, в массовых процентах, могут состоять из от 24 до 45% ниобия, и от 0 до 20% циркония, и/или от 0 до 10% тантала, и/или от 0 до 1,5% кремния, и/или менее 2% кислорода, и метастабильный β-титановый сплав имеет кристаллографическую структуру, включающую:
– смесь аустенитной фазы и альфа-фазы, и
– присутствующие выделения омега-фазы с объемной долей, которая составляет менее 10%.
Метастабильный β-титановый сплав может состоять из титана и ниобия, и/или циркония и/или тантала, и/или кремния и/или кислорода.
Метастабильный β-титановый сплав может состоять из титана и ниобия.
Альфа-фаза сплава может иметь объемную долю, составляющую между 1 и 40%, предпочтительно между 2 и 35%, предпочтительно между 5 и 30%.
Присутствующая объемная доля альфа-фазы, составляющая между 5 и 30%, позволяет сплаву иметь оптимальные механические свойства.
Присутствующая объемная доля альфа-фазы, составляющая между 1 и 40%, позволяет сохранять относительно низкий модуль упругости.
Преимущественно, альфа-фаза и омега-фазы присутствуют в виде выделений внутри матрицы, образованной аустенитными зернами.
Присутствие выделений альфа-фазы внутри состоящей из аустенитных зерен матрицы обеспечивают возможность твердения сплава.
Присутствие выделений омега-фаз необходимо, чтобы инициировать образование выделений альфа-фаз.
Размер зерен сплава может быть менее 1 мкм.
Сплав, включающий зерна с размером менее 1 мкм, имеет повышенный предел упругой деформации.
Зерна сплава могут быть предпочтительно равноосными.
Преимущественно, размер зерен сплава составляет менее 500 нм.
Зерна сплава с размером менее 500 нм позволяют улучшить предел упругости сплава.
Сплав может иметь:
– размер выделений альфа-фазы менее 500 нм, и
– размер выделений омега-фазы менее 100 нм.
Преимущественно, размер выделений альфа-фазы составляет менее 300 нм, предпочтительно менее 200 нм, более предпочтительно менее 150 нм.
Преимущественно, размер выделений омега-фазы составляет менее 50 нм, предпочтительно менее 30 нм.
Начальное присутствие омега-фазы внутри бета-матрицы обеспечивает возможность лучшего распределения указанных выделений альфа-фазы среди аустенитных зерен.
Лучшее распределение выделений альфа-фазы внутри аустенитных зерен позволяет улучшить механические свойства сплава.
Омега- и/или альфа-фазы имеют кристаллическую структуру, отличающуюся от аустенитной фазы.
Альфа-фаза обеспечивает возможность твердения материала и тем самым повышения механической прочности сплава.
Сплав имеет постоянный модуль упругости в пределах температурного диапазона, составляющего между -10°С и 55°С.
Сплав имеет незначительную магнитную восприимчивость.
Сплав имеет модуль Юнга менее 80 ГПа (гигапаскалей) в пределах температурного диапазона, составляющего между -70°С и 210°С.
Сплав имеет максимальный предел прочности при растяжении 1500 МПа и обратимую деформацию, превышающую или равную 2%, для температур ниже 55°С.
Согласно второму аспекту изобретения предлагается часовая пружина, выполненная из метастабильного β-титанового сплава согласно первому аспекту изобретения.
В остальном описании используемый по отдельности термин «пружина» будет применяться для обозначения часовой пружины согласно изобретению.
Под крутящим моментом пружины подразумевается восстанавливающий (возвратный) момент пружины.
Суперупругие свойства сплава придают пружине более постоянный крутящий момент.
Незначительная магнитная восприимчивость сплава позволяет сохранять постоянными крутящий момент и собственную частоту пружины, когда сплав подвергается воздействию окружающих магнитных полей.
Незначительная чувствительность сплава к температуре позволяет сохранять постоянным крутящий момент пружины в пределах температурного диапазона, составляющего между -10°С и 55°С.
Низкий модуль Юнга и низкая плотность сплава позволяют пружине иметь более высокую потенциально восстанавливаемую энергию упругих деформаций, чем у используемых в настоящее время сплавов.
Согласно одному варианту осуществления второго аспекта изобретения, пружина представляет собой волосковую пружину.
Согласно еще одному варианту осуществления второго аспекта изобретения, пружина представляет собой ходовую пружину.
Согласно третьему аспекту изобретения предлагается комбинация балансира-волосковой пружины, включающая:
– волосковую пружину согласно второму аспекту изобретения,
– балансир из метастабильного β-титанового сплава согласно первому аспекту изобретения.
Согласно четвертому аспекту изобретения предлагается комбинация пружины-барабана, включающая:
– ходовую пружину согласно второму аспекту изобретения,
– барабан из метастабильного β-титанового сплава согласно первому аспекту изобретения.
Согласно пятому аспекту изобретения предлагается способ получения часовой пружины согласно второму аспекту изобретения, причем упомянутый способ включает:
– деформационное упрочнение сплава со степенью деформационного упрочнения, большей или равной 50%,
– формование пружины из подвергнутого деформационному упрочнению сплава,
– термическую обработку отформованного сплава при температуре, составляющей между 300°С и 600°С, в течение времени, составляющего между 2 и 30 минутами.
Согласно изобретению, этап деформационного упрочнения включает:
– введение сплава в инструмент, используемый для деформационного упрочнения упомянутого сплава, причем упомянутый сплав имеет температуру менее 500°С при его введении в инструмент, используемый для деформационного упрочнения,
– нагревание инструмента, используемого для деформационного упрочнения упомянутого сплава, при температуре, составляющей между 150°С и 500°С.
Преимущественно, степень деформационного упрочнения является большей или равной 100%.
Преимущественно, термическую обработку отформованного сплава осуществляют при температуре, составляющей между 350°С и 550°С.
Преимущественно, термическую обработку отформованного сплава осуществляют в течение периода времени, составляющего между 5 и 20 минутами.
Преимущественно, инструмент, используемый для деформационного упрочнения упомянутого сплава, нагревают до температуры, составляющей между 200°С и 450°С.
Преимущественно, сплав вводят в инструмент, используемый для деформационного упрочнения упомянутого сплава, при температуре менее 450°С.
Преимущественно, сплав вводят в инструмент, используемый для деформационного упрочнения упомянутого сплава, при температуре, составляющей между 250°С и 400°С.
Этап деформационного упрочнения может быть повторен по меньшей мере дважды перед этапом формования.
Степень деформационного упрочнения сплава может сокращаться от одного повторения до еще одного.
Повторение этапа деформационного упрочнения может быть определено как пропускание сплава через инструмент, используемый для деформационного упрочнения упомянутого сплава, несколько раз друг за другом.
Повторение этапа деформационного упрочнения может быть определено как пропускание сплава через инструмент, используемый для деформационного упрочнения упомянутого сплава, несколько раз последовательно.
Температурный диапазон деформационного упрочнения согласно способу, составляющий между 150°С и 500°С, позволяет снизить усилия пропускания сплава через инструмент.
Авторы изобретения обнаружили, что температурный диапазон деформационного упрочнения согласно способу, составляющий между 150°С и 500°С, позволяет избежать всеобщего образования выделений фаз, в то же время по-прежнему сохраняя эффективность деформационного упрочнения.
Авторы изобретения обнаружили, что осуществление деформационного упрочнения в температурном диапазоне, составляющем между 150°С и 500°С, позволяет ускорить образование выделений альфа- и омега-фаз во время этапа термической обработки после деформационного упрочнения.
Специалисту в этой области техники известно введение подвергаемого деформационному упрочнению материала в инструмент, используемый для деформационного упрочнения материала, причем упомянутый инструмент является холодным при введении материала.
Авторы изобретения обнаружили, что (i) когда сплав имеет температуру менее 500°С при его введении в инструмент, используемый для деформационного упрочнения, и (ii) когда инструмент нагревается, имеет место значительное сокращение растрескивания сплава во время этапа деформационного упрочнения.
Авторы изобретения обнаружили, что (i) когда сплав имеет температуру менее 500°С при его введении в инструмент, используемый для деформационного упрочнения, и (ii) когда инструмент нагревается, можно значительно повысить степень деформационного упрочнения сплава.
Температурный диапазон, составляющий между 300°С и 600°С, применяемый во время этапа термической обработки, позволяет стимулировать рекристаллизацию очень малоразмерных зерен альфа-фазы, причем обычно размер рекристаллизованных зерен альфа-фазы может составлять менее 500 нм, предпочтительно менее 300 нм.
Температурный диапазон, составляющий (i) между 300°С и 600°С, предпочтительно (ii) между 350°С и 550°С, применяемый во время этапа термической обработки, позволяет получать размер рекристаллизованных зерен альфа-фазы (i) менее 200 нм, (ii) менее 150 нм.
Термическая обработка позволяет также образоваться выделениям альфа-фазы в форме альфа-зерна внутри матрицы, образованной аустенитными зернами.
Образование выделений альфа-фазы во время термической обработки инициируется за счет присутствия омега-фазы.
Комбинируемые параметры осуществления этапов (i) деформационного упрочнения и (ii) термической обработки допускают присутствие минимального количества зерен омега-фазы.
Комбинируемые параметры осуществления этапов (i) деформационного упрочнения и (ii) термической обработки обеспечивают присутствие зерен альфа-фазы в оптимальной пропорции.
Комбинируемые параметры осуществления этапов (i) деформационного упрочнения и (ii) термической обработки обеспечивают оптимальное распределение зерен альфа-фазы и зерен омега-фазы внутри матрицы аустенитных зерен.
Комбинируемые параметры осуществления этапов (i) деформационного упрочнения и (ii) термической обработки обеспечивают получение оптимальных размеров зерен.
Комбинация сверхупругой деформации и термической обработки сплава делает возможным улучшение прочности при растяжении и обратимой деформации сплава.
Формование пружины может включать:
– холодную прокатку сплава со степенью обжатия поперечного сечения сплава, меньшей или равной 50%,
– скручивание упомянутого прокатанного сплава в спираль,
– термическую обработку при температуре, составляющей между 300°С и 900°С.
Степень обжатия поперечного сечения сплава может составлять между 8 и 25%.
Термическая обработка, проводимая в рамках этапа формования, помимо прочего, оказывает влияние на фиксацию формы пружины.
Температура термической обработки может составлять между 300°С и 600°С, предпочтительно между 350°С и 500°С.
Способ может включать этап подготовки к деформационному упрочнению, причем этап подготовки к деформационному упрочнению включает:
– нагревание сплава до температуры осаждения,
– осаждение покрытия на основе графита на поверхность сплава,
– высушивание сплава при температуре, составляющей между 100°С и 500°С.
Преимущественно, этап высушивания сплава проводят при температуре, составляющей между 250°С и 400°С.
Специалисту в этой области техники известно смазывание подвергаемого деформационному упрочнению материала посредством жидкой смазки, причем упомянутая смазка увлекается упомянутым подвергаемым деформационному упрочнению материалом в инструмент, используемый для деформационного упрочнения упомянутого подвергаемого деформационному упрочнению материала.
Этап подготовки позволяет сплаву во время деформационного упрочнения выдерживать более высокие давления, прилагаемые инструментом, используемым для деформационного упрочнения сплава, чем те, которые он выдерживал бы, если бы деформационное упрочнение выполнялось способами деформационного упрочнения, известными специалисту в этой области техники.
Этап подготовки к деформационному упрочнению может быть дополнительным к известному специалисту этапу смазывания инструмента, используемого для деформационного упрочнения материала.
Этап подготовки к деформационному упрочнению может быть заменен известным специалисту этапом смазывания инструмента, используемого для деформационного упрочнения материала.
Этап подготовки к деформационному упрочнению позволяет значительно улучшить состояние поверхности сплава, полученного после деформационного упрочнения.
Температура осаждения может составлять между 100°С и 500°С.
Преимущественно, температура осаждения составляет между 250°С и 400°С.
Осаждение графита может быть проведено в жидкой фазе.
Осаждение графита может быть проведено:
– погружением сплава в водный раствор, включающий суспендированный графит, или
– поливом или напылением упомянутого водного раствора на упомянутый сплав.
Осаждение также может быть проведено способом вакуумного осаждения, таким как, помимо прочего, химическое осаждение из газовой фазы или физическое осаждение из газовой фазы.
Согласно изобретению, деформационное упрочнение может быть выполнено волочением.
Температурный диапазон, составляющий между 150°С и 500°С, применяемый по время волочения, обеспечивает возможность формования сплава в виде проволок с малым диаметром, обычно имеющих диаметры менее 100 мкм, значительно ограничивая риски разрушения проволок.
Согласно изобретению, последовательные проходы проволоки через волочильную фильеру предпочтительно всегда выполняются в одном и том же направлении.
Способ изготовления пружины делает возможным получение однородности и точности в пределах одного микрометра, а также состояния поверхности, совместимого с вариантами применения в часах.
Согласно шестому аспекту изобретения предлагается способ деформационного упрочнения материала, включающий:
– введение материала в инструмент, используемый для деформационного упрочнения упомянутого материала, причем упомянутый материал имеет температуру менее 500°С при его введении в инструмент, используемый для деформационного упрочнения,
– нагревание инструмента, используемого для деформационного упрочнения упомянутого материала, до температуры выше 250°С.
Подвергаемый деформационному упрочнению материал может представлять собой сплав.
Преимущественно, материал вводится в инструмент, используемый для деформационного упрочнения материала, при температуре менее 350°С.
Преимущественно, материал вводится в инструмент, используемый для деформационного упрочнения материала, при температуре менее 150°С.
Преимущественно, материал вводится в инструмент, используемый для деформационного упрочнения материала, при температуре окружающей среды.
Под температурой окружающей среды подразумевается температура среды, в которой осуществляется способ.
Преимущественно, материал вводится в инструмент, используемый для деформационного упрочнения материала, в отсутствие этапа предварительного нагревания материала.
Способ деформационного упрочнения может включать этап подготовки к деформационному упрочнению, причем этап подготовки к деформационному упрочнению включает:
– нагревание материала до температуры осаждения,
– осаждение покрытия на основе графита на поверхность материала,
– высушивание материала при температуре сушки свыше 100°С.
Преимущественно, этап высушивания проводится при температуре свыше 250°С.
Температура осаждения может быть более 100°С.
Преимущественно, температура осаждения составляет свыше 250°С.
Осаждение графита может быть проведено в жидкой фазе.
Осаждение графита может быть проведено:
– погружением материала в раствор, включающий суспендированный графит, или
– поливом или напылением упомянутого водного раствора на упомянутый материал.
Осаждение также может быть проведено способом вакуумного осаждения, таким как, помимо прочего, химическое осаждение из газовой фазы или физическое осаждение из газовой фазы.
Описание фигур и вариантов осуществления изобретения
Другие преимущества и признаки изобретения станут очевидными по прочтении подробного описания вариантов осуществления и режимов исполнения, которые никоим образом не является ограничивающими, и из следующих чертежей:
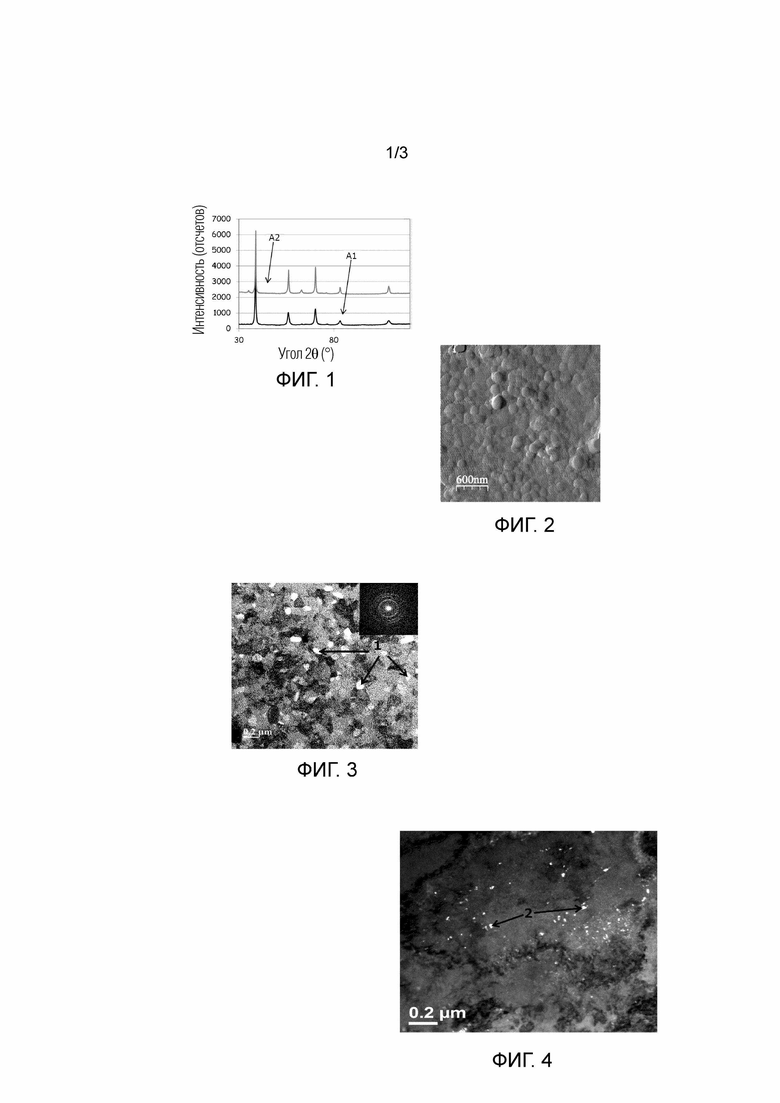
– Фигура 1 показывает дифрактограмму сплава А1 согласно изобретению, который был подвергнут этапу волочения Е1 согласно изобретению, и дифрактограмму сплава А2, соответствующего сплаву А1, подвергнутому этапу термической обработки Т1 согласно изобретению,
– Фигура 2 показывает изображение сплава А2, полученное методом атомно-силовой микроскопии (АСМ),
– Фигуры 3, 4 и 5 показывают изображения сплава А2, полученные методами просвечивающей электронной микроскопии (ПЭМ) и рентгеновской дифракции,
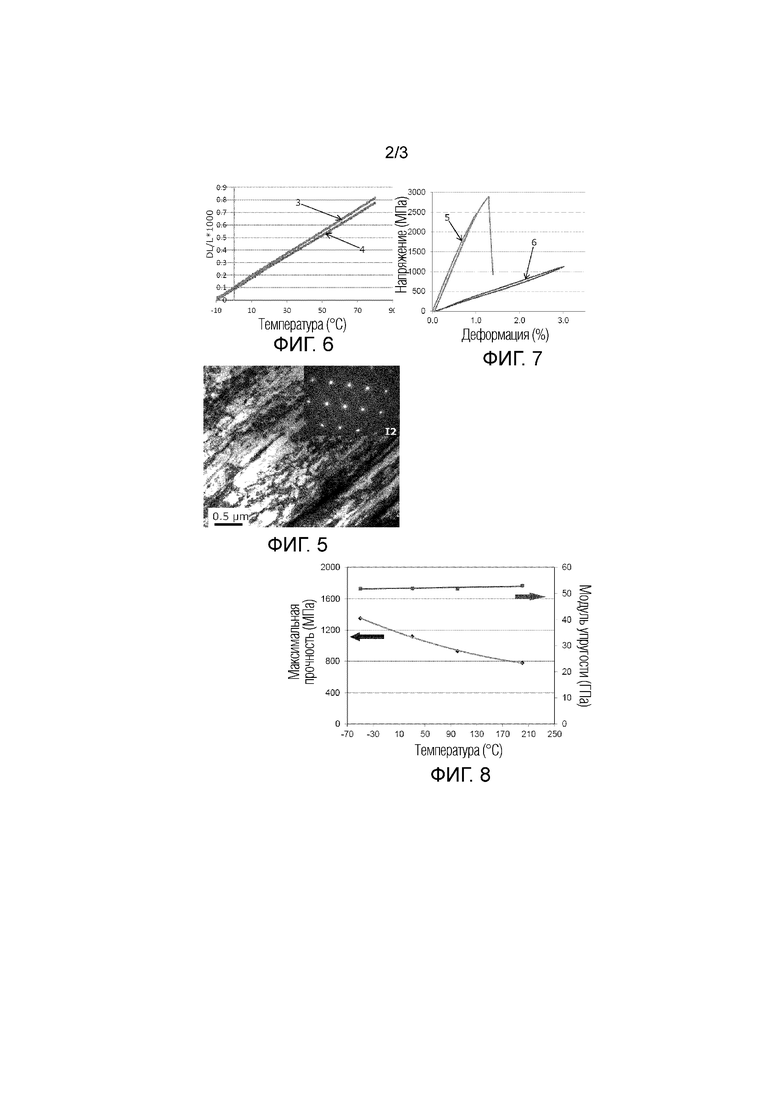
– Фигура 6 показывает график коэффициента линейного расширения сплава А2 и сплава, продаваемого под торговым наименованием Nispan C, главным образом используемого для изготовления волосковых пружин,
– Фигура 7 показывает кривые зависимости «напряжение-деформация» сплава, продаваемого под торговым наименованием Nivaflex, главным образом используемого для изготовления ходовых пружин, и сплава А2,
– Фигура 8 показывает модуль упругости и предел прочности при растяжении как функцию температуры сплава А2,
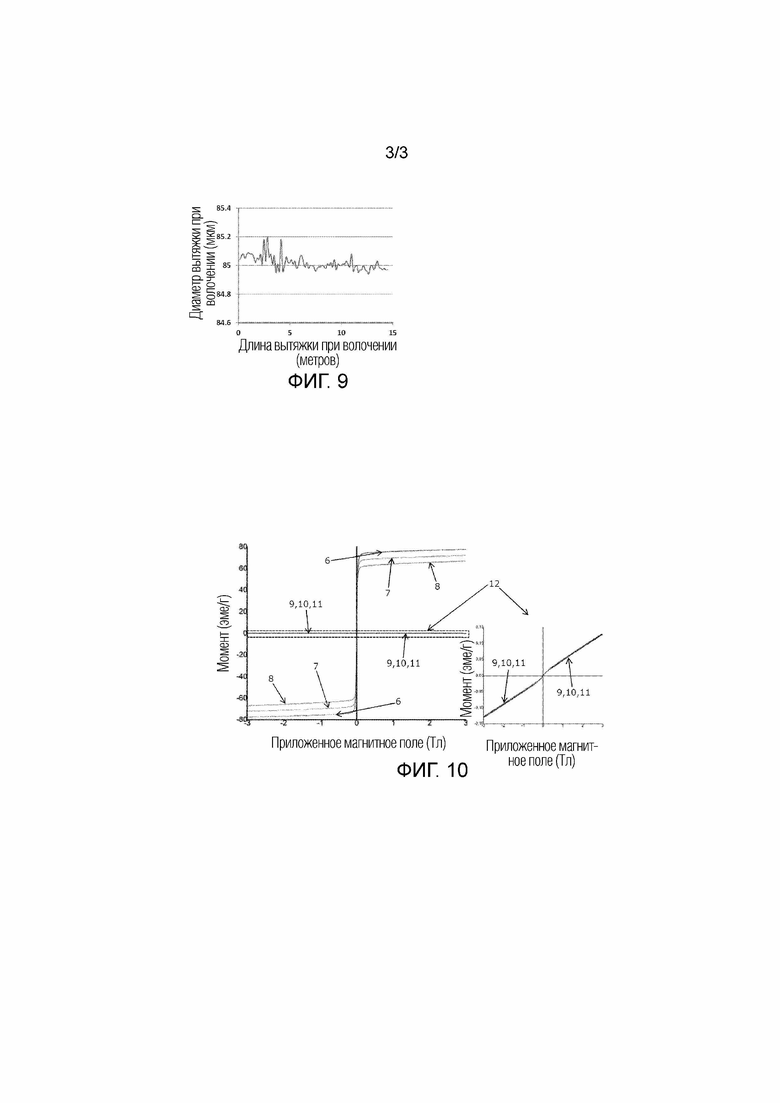
– Фигура 9 показывает диаметр проволоки из сплава А2, полученной способом Е1 согласно изобретению, как функцию длины вытяжки при волочении,
– Фигура 10 показывает результаты магнитометрических измерений, проведенных на сплаве Nispan C и на сплава А2.
Поскольку описываемые далее варианты осуществления никоим образом не являются ограничивающими, варианты изобретения могут рассматриваться только как выбор описываемых характеристик, отдельно от других описываемых характеристик (даже если этот выбор проводится отдельно в пределах выражения, включающего эти другие характеристики), если этот выбор характеристик является достаточным для достижения технического преимущества или для проведения различия между изобретением и предшествующим уровнем техники. Этот выбор включает по меньшей мере одну, предпочтительно функциональную, характеристику, без конструктивных подробностей, или только с частью конструктивных подробностей, если эта часть по отдельности является достаточной для достижения технического преимущества или проведения различия между изобретением и предшествующим уровнем техники.
Теперь будет описан вариант исполнения часовой пружины согласно изобретению. Часовую пружину получают из проволоки с диаметром от 2 до 3 мм из метастабильного β-титанового сплава, включающего 40,5% ниобия в массовых процентах.
Способ изготовления пружины включает нагревание проволоки до температуры 350°С, с последующим погружением проволоки в водный раствор, включающий суспендированный графит. Затем проволоку высушивают при температуре 400°С в течение от 5 до 30 секунд. Затем проволоку подвергают волочению через фильеру из карбида вольфрама или алмаза, нагретую до температуры 400°С. Проволоку вводят без ее нагрева в фильеру. Проволоку протягивают через фильеру несколько раз. Прилагаемая деформация постепенно снижается от одного прохода к другому и варьирует от 25 до 8% сообразно изменениям поперечного сечения проволоки. Когда поперечное сечение проволоки составляет между 2 и 1 мм, степень обжатия поперечного сечения проволоки составляет 15% за проход, когда поперечное сечение проволоки составляет между 1 и 0,5 мм, степень обжатия поперечного сечения проволоки составляет 10% за проход, а когда поперечное сечение проволоки составляет менее 0,5 мм, степень обжатия поперечного сечения проволоки составляет 8% за проход. Проволоку всегда протягивают в одном и том же направлении. Совокупность описанных выше этапов составляет стадию волочения, обозначенную как Е1, и сплав согласно варианту исполнения, подвергнутый этапу Е1, обозначается как А1.
Затем проволоку подвергают холодной прокатке, причем применяемое обжатие поперечного сечения составляет 10%, чтобы получить упругую металлическую ленту, имеющую прямоугольное поперечное сечение.
Затем ленту наматывают на оправку, чтобы сформировать архимедову спираль, включающую 15 витков.
Затем ленту фиксируют в неподвижном состоянии, затем подвергают термической обработке при температуре 475°С в течение 600 секунд. Этап термической обработки составляет этап, обозначаемый как Т1. Сплав А2 соответствует сплаву А1, который был затем подвергнут этапу Т1.
Обращаясь к Фигуре 1, она показывает с помощью дифрактограмм А1 и А2 влияние этапа термической обработки Т1 на кристаллическую структуру сплава согласно изобретению. Дифрактограмма А1 имеет только пики, характерные для β-фазы (аустенитной). После этапа Т1 дифрактограмма А2 имеет пики, характерные для β- и α-фаз. Значительная ширина основания пиков указывает на наличие существенного деформационного упрочнения сплава.
Авторы изобретения обнаружили оптимальный температурный диапазон, составляющий между 200 и 450°С, для деформационного упрочнения сплава А1, для которого проявляется (i) отсутствие всеобщего образования выделений фаз, и (ii) эффективное деформационное упрочнение сплава.
Авторы изобретения также обнаружили оптимальный диапазон объемной доли альфа-фазы в сплаве А1. Этот диапазон соответствует объемной доле альфа-фазы, составляющей между 5 и 30%, он позволяет после осуществления этапов Е1 и Т1 (i) получить суперупругие свойства, (ii) повысить механическую прочность сплава, (iii) достичь низкого модуля упругости и (iv) получить незначительную чувствительность модуля упругости к вариациям температуры.
Обращаясь к Фигуре 2, на АСМ-изображении видна микроструктура проволоки из сплава А2 с диаметром 285 мкм. Фигура 2 демонстрирует присутствие рекристаллизованных равноосных зерен, размер которых составляет между 150 и 200 нм. Авторы изобретения обнаружили, что, когда термическая обработка проводится в описанных выше условиях, то есть при умеренных температурах и в течение короткого времени, это обеспечивает рекристаллизацию зерен до очень малых диаметров, обычно зерен менее 150 нм.
Обращаясь к Фигурам 3, 4 и 5, там показаны ПЭМ-изображения микроструктуры проволоки из сплава А2 с диаметром 285 мкм. Фигура 3 показывает присутствие зерен 1 альфа-фазы внутри матрицы зерен бета-фазы. Эти зерна 1 альфа-фазы присутствуют в виде равноосных зерен 100-200 нм внутри зерен β-фазы. В условиях способа согласно изобретению зерна 1 альфа-фазы являются немногочисленными и однородно распределены среди зерен β-фазы. Авторы изобретения обнаружили, что термическая обработка обеспечивает возможность образования выделений альфа-фазы и однородного зарождения альфа-фазы внутри выделений β-фаз. Эти зерна 1 альфа-фазы имеют средний размер менее 150 нм. Во вставке I1, находящейся вверху справа на Фигуре 3, показана картина дифракции электронов выбранной зоны. Можно видеть, что дифракция на зернах бета-фазы проявляется в виде колец, указывая на рандомизацию кристаллографических ориентаций зерен бета-фазы. Эта рандомизация кристаллографических ориентаций зерен бета-фазы подтверждает рекристаллизацию, вызванную этапом Т1.
Фигура 4 подтверждает присутствие зерен 2 омега-фазы внутри матрицы зерен бета-фазы. Эти зерна 2 омега-фазы имеют средний размер менее 50 нм. В условиях способа согласно изобретению зерна омега-фазы, которые являются вредными для механических свойств сплава, но необходимы, чтобы инициировать выделение зерен альфа-фазы, (i) диспергированы внутри зерен бета-фазы, (ii) имеют низкую объемную долю, обычно менее 5%, и (iii) имеют малый средний размер зерен.
Фигура 5 подтверждает совместное присутствие альфа-, бета- и омега-фаз внутри сплава А2. Картина дифракции электронов выбранной зоны показана во вставке I1, находящейся вверху справа на Фигуре 3. Эта дифрактограмма указывает на присутствие зерен альфа- и омега-фазы внутри матрицы зерен бета-фазы.
Авторы изобретения обнаружили, что выделение зерен альфа-фазы инициируется присутствием зерен омега-фазы.
В дополнение, выделение омега- и альфа-фаз в ходе этапа Т1 ускоряется предшествующим этапом деформационного упрочнения во время горячего волочения на этапе Е1.
Обращаясь к Фигуре 6, там показано изменение коэффициентов линейного расширения сплава А2 и сплава, продаваемого под торговым наименованием Nispan. Кривая 3 показывает изменение расширения сплава А2 в зависимости от температуры, а кривая 4 показывает изменение коэффициента расширения сплава Nispan в зависимости от температуры. Значение коэффициента линейного расширения составляет 9·10–6 для сплава A2 и 8·10–6 для Nispan. Значение коэффициента расширения материала отражает влияние температуры на размеры пружины в результате сжатия и расширения материала. Поэтому значение коэффициента расширения материала отражает влияние температуры на механические свойства пружины, а значит, и влияние температуры на крутящий момент, создаваемый состоящей из этого материала пружиной. Здесь следует отметить, что этот коэффициент сплава А2 является низким и идентичен коэффициенту сплава Nispan.
Обращаясь к Фигуре 7, там показаны кривые 5, 6 «напряжение-деформация» сплава, продаваемого под торговым наименованием Nivaflex, – кривая 5, и сплава А2 – кривая 6. Предел прочности при растяжении составляет 1000 МПа для сплава А2 и 2000 МПа для Nivaflex, модуль упругости составляет 40 ГПа для сплава А2 и 270 ГПа для Nivaflex, и обратимая деформация составляет 3% для сплава А2 и 0,7% для Nivaflex. Площадь под кривой зависимости «напряжение-деформация» при снятии нагрузки позволяет рассчитать потенциально восстановимую энергию упругой деформации, причем эта энергия упругой деформации составляет 10 кДж/мм3 для Nivaflex и 16 кДж/мм3 для сплава А2. Эта характеристика указывает, что ходовая пружина из сплава А2 позволяет запасать большее количество энергии, чем ходовая пружина из Nivaflex.
Обращаясь к Фигуре 8, там показаны модуль упругости и предел упругости сплава А2 в зависимости от температуры. Модуль упругости является почти постоянным между 200 до -50°С, снижаясь от значения 54 ГПа для температуры 200°С до значения 53 ГПа для температуры -50°С. Эта характеристика указывает, что крутящий момент пружины из сплава А2 имеет высокую стабильность в температурном диапазоне, составляющем между 200 и -50°С. Предел прочности при растяжении повышается от значения приблизительно 800 МПа для температуры 200°С до значения 1350 МПа для температуры -50°С.
Обращаясь к Фигуре 9, там показано изменение диаметра проволоки из сплава А2 в зависимости от длины вытяжки проволоки при волочении. Следует отметить, что для проволоки, имеющей конечный диаметр 85 микрон (мкм) и длину вытяжки при волочении 15 м, максимальное отклонение диаметра по всей длине проволоки составляет между 0,1 и 0,2 мкм.
Однородность и состояние поверхности проволок, полученных способом волочения согласно изобретению, совместимы с ожидаемыми требованиями для применений в часах.
Обращаясь к Фигуре 10, показано изменение наведенного момента в зависимости от приложенного магнитного поля для температур -10°С (ссылочные позиции 6 и 9), 20°С (ссылочные позиции 7 и 10) и 45°С (ссылочные позиции 9 и 11), 6, 7, 8 – для Nispan и 9, 10, 11 – для сплава А2. Как результат, приведено пренебрежимо малое значение наведенного момента в сплаве А2, что показано в увеличенном виде 12 кривых 9, 10, 11. Также следует отметить, что, несмотря на увеличение 12, кривые 9, 10, 11 остаются совпадающими. Для Nispan наведенный момент насыщается от 550 мТл (миллитесла) и показывает значения, составляющие между 60 и 80 эме/г (электромагнитных единиц на грамм), в зависимости от температуры. Для сравнения, у сплава А2 наведенный момент в материале для приложенного магнитного поля в 3 Тл составляет приблизительно 0,15 эме/г. При 550 мТл наведенный момент в сплаве А2 является в 1000 раз меньшим, чем наведенный момент в Nispan.
Основной недостаток промышленных сплавов, используемых в настоящее время для изготовления часовых пружин, обусловливается чувствительностью этих сплавов к окружающим магнитным полям. Эта чувствительность создает постоянный и накапливающийся дрейф крутящего момента пружины. Очень низкая магнитная восприимчивость сплава А2 позволяет значительно повысить постоянство крутящего момента часовых пружин из сплава согласно изобретению, так как влияние окружающих магнитных полей на указанные пружины является бесконечно малым.
Конечно, изобретение не ограничено теми примерами, которые были здесь описаны, и могут быть проделаны многочисленные корректировки этих примеров без выхода за пределы объема изобретения.
В дополнение, различные характеристики, формы, варианты и режимы осуществления изобретения могут сочетаться друг с другом в различных комбинациях, при условии, что они не являются несовместимыми или взаимоисключающими.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2774671C2 |
| ТИТАНОВЫЙ СПЛАВ | 2015 |
|
RU2722300C2 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| Сплав на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью | 2019 |
|
RU2716928C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2478136C2 |
| ИНТЕРМЕТАЛЛИДНЫЙ СПЛАВ НА ОСНОВЕ γ-TiAl ФАЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ ИЗ ИНТЕРМЕТАЛЛИДНОГО СПЛАВА НА ОСНОВЕ γ-TiAl ФАЗЫ | 2021 |
|
RU2777775C1 |
| АУСТЕНИТНЫЙ ЖЕЛЕЗОХРОМОНИКЕЛЕВЫЙ СПЛАВ ДЛЯ ПРУЖИННЫХ ЭЛЕМЕНТОВ АТОМНЫХ РЕАКТОРОВ | 1997 |
|
RU2124065C1 |
| УПРОЧНЕННАЯ СТРУКТУРА ТИТАНОВОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ЗУБЧАТЫХ КОЛЕСАХ ТРАНСМИССИЙ | 2010 |
|
RU2529322C2 |
| ПРОВОЛОКА ИЗ ТИТАНОВОГО СПЛАВА α+β-ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ТИТАНОВОГО СПЛАВА α+β-ТИПА | 2019 |
|
RU2759814C1 |
Изобретение относится к металлургии, в частности к метастабильному β-титановому сплаву и к его применению в качестве часовой пружины. Метастабильный β-титановый сплав содержит, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния и/или менее 2 кислорода, и имеет кристаллографическую структуру, включающую смесь аустенитной фазы и альфа-фазы и присутствующие выделения омега-фазы, объемная доля которых составляет менее 10%, при этом содержание альфа-фазы составляет 1-40 об.%. Сплав характеризуется низким модулем Юнга, незначительной магнитной восприимчивостью и незначительной чувствительностью к изменениям температуры. 8 н. и 23 з.п. ф-лы, 10 ил.
1. Метастабильный β-титановый сплав, содержащий, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния и/или менее 2 кислорода,
причем сплав имеет кристаллографическую структуру, включающую смесь аустенитной фазы и альфа-фазы и присутствующие выделения омега-фазы, объемная доля которых составляет менее 10%, при этом содержание альфа-фазы составляет 1-40 об.%.
2. Сплав по п. 1, характеризующийся тем, что содержание альфа-фазы составляет 2-35%, предпочтительно 5-30%.
3. Сплав по п. 1, характеризующийся тем, что он содержит 35-45 мас.% ниобия.
4. Сплав по п. 1, характеризующийся тем, что он состоит из, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния, и/или менее 2 кислорода, и/или водорода, молибдена, ванадия, марганца, железа, хрома, никеля, меди, олова, алюминия, углерода и/или азота.
5. Сплав по п. 1, характеризующийся тем, что альфа-фаза и омега-фаза присутствуют в виде выделений внутри матрицы, образованной аустенитными зернами.
6. Сплав по любому из пп. 1-5, характеризующийся тем, что размер зерен составляет менее 1 мкм.
7. Сплав по любому из пп. 1-6, характеризующийся тем, что размер выделений альфа-фазы составляет менее 500 нм, а размер выделений омега-фазы составляет менее 100 нм.
8. Часовая пружина, выполненная из метастабильного β-титанового сплава, содержащего, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния и/или менее 2 кислорода, причем сплав имеет кристаллографическую структуру, включающую смесь аустенитной фазы и альфа-фазы и присутствующие выделения омега-фазы, объемная доля которых составляет менее 10%.
9. Пружина по п. 8, характеризующаяся тем, что альфа-фаза имеет объемную долю, составляющую между 1 и 40%, предпочтительно между 2 и 35%, более предпочтительно между 5 и 30%.
10. Пружина по п. 8, характеризующаяся тем, что она содержит 35-45 мас.% ниобия.
11. Пружина по п. 8, характеризующаяся тем, что она состоит из, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния, и/или менее 2 кислорода, и/или водорода, молибдена, ванадия, марганца, железа, хрома, никеля, меди, олова, алюминия, углерода и/или азота.
12. Пружина по любому из пп. 8-11, характеризующаяся тем, что она представляет собой волосковую пружину.
13. Пружина по любому из пп. 8-11, характеризующаяся тем, что она представляет собой ходовую пружину.
14. Часовая пружина, выполненная из метастабильного β-титанового сплава по любому из пп. 2-7.
15. Пружина по п. 14, характеризующаяся тем, что она представляет собой волосковую пружину.
16. Пружина по п. 14, характеризующаяся тем, что она представляет собой ходовую пружину.
17. Узел из волосковой пружины и балансира, включающий:
волосковую пружину по п. 12 или 15,
балансир, выполненный из метастабильного β-титанового сплава, содержащего, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния и/или менее 2 кислорода,
причем сплав имеет кристаллографическую структуру, включающую смесь аустенитной фазы и альфа-фазы и присутствующие выделения омега-фазы, объемная доля которых составляет менее 10%.
18. Узел по п. 17, характеризующийся тем, что объемная доля альфа-фазы в сплаве составляет 1-40%, предпочтительно 2-35%, более предпочтительно 5-30%.
19. Узел по п. 17, характеризующийся тем, что балансир выполнен из метастабильного β-титанового сплава, который содержит 35-45 в мас.% ниобия.
20. Узел по п. 17, характеризующийся тем, что балансир выполнен из метастабильного β-титанового сплава, который состоит из, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния, и/или менее 2 кислорода, и/или водорода, молибдена, ванадия, марганца, железа, хрома, никеля, меди, олова, алюминия, углерода и/или азота.
21. Узел из волосковой пружины и балансира, включающий:
волосковую пружину по п. 12 или 15,
балансир, выполненный из метастабильного β-титанового сплава по любому из пп. 2-7.
22. Узел из ходовой пружины и барабана, включающий:
ходовую пружину по п. 13 или 16,
барабан, выполненный из метастабильного β-титанового сплава, содержащего, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния и/или менее 2 кислорода,
причем сплав имеет кристаллографическую структуру, включающую смесь аустенитной фазы и альфа-фазы и присутствующие выделения омега-фазы, объемная доля которых составляет менее 10%.
23. Узел по п. 22, характеризующийся тем, что объемная доля альфа-фазы в сплаве составляет 1-40%, предпочтительно 2-35%, более предпочтительно 5-30%.
24. Узел по п. 22, характеризующийся тем, что барабан выполнен из метастабильного β-титанового сплава, который содержит 35-45 мас.% ниобия.
25. Узел по п. 22, характеризующийся тем, что барабан выполнен из метастабильного β-титанового сплава, который состоит из, в мас.%: 24-45 ниобия, 0-20 циркония, 0-10 тантала и/или 0-1,5 кремния, и/или менее 2 кислорода, и/или водорода, молибдена, ванадия, марганца, железа, хрома, никеля, меди, олова, алюминия, углерода и/или азота.
26. Узел из ходовой пружины и барабана, включающий:
ходовую пружину по п. 13 или 16,
барабан, выполненный из метастабильного β-титанового сплава по любому из пп. 2-7.
27. Способ изготовления часовой пружины по любому из пп. 8-16, включающий:
деформационное упрочнение проволоки, изготовленной из упомянутого сплава, со степенью деформационного упрочнения, большей или равной 50%,
формование пружины из деформационно-упрочненной проволоки,
термическую обработку отформованной пружины при температуре 300-600°С в течение 2-30 минут;
причем во время деформационного упрочнения проволоку, изготовленную из упомянутого сплава, вводят при температуре менее 500°С в инструмент, используемый для деформационного упрочнения проволоки, изготовленной из упомянутого сплава, и
инструмент, используемый для деформационного упрочнения проволоки, нагревают до температуры 150-500°С.
28. Способ по п. 27, характеризующийся тем, что формование пружины включает:
холодную прокатку деформационно-упрочненной проволоки со степенью обжатия поперечного сечения, меньшей или равной 50%, с получением ленты,
скручивание прокатанной ленты в спираль,
термическую обработку полученной спирали при температуре 300-900°С с фиксацией её формы.
29. Способ по п. 27 или 28, характеризующийся выполнением перед деформационным упрочнением:
нагревания проволоки, изготовленной из упомянутого сплава, до температуры осаждения,
осаждения покрытия на основе графита на поверхность проволоки, изготовленной из упомянутого сплава,
высушивания проволоки, изготовленной из упомянутого сплава, при температуре 100-500°С.
30. Способ по п. 29, характеризующийся тем, что температура осаждения составляет 100-500°С.
31. Способ по любому из пп. 27-30, характеризующийся тем, что деформационное упрочнение осуществляют волочением проволоки.
| WO 2015189278 A3, 17.12.2015 | |||
| НЕФЕРРОМАГНИТНЫЙ ИНВАРНЫЙ СПЛАВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО (ИХ ВАРИАНТЫ) | 1996 |
|
RU2095455C1 |
| ЭЛЕКТРИЧЕСКИЙ ПЕРЕНОСНЫЙ ФОНАРЬ | 1924 |
|
SU1063A1 |
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| EP 1593004 A2, 09.11.2005. | |||

