Изобретение относится к специальному латунному сплаву и к изделию, полученному из этого специального латунного сплава.
Для типичных фрикционных применений в среде смазочного материала, требуются обычно низкие коэффициенты трения используемого сплава, причем, кроме того, коэффициент трения должен быть адаптируемым в заданных пределах для соответствующего применения, в частности, для фрикционной пары, используемого смазочного материала и условий трения, таких как контактное давление и относительная скорость. Это, в частности, применяется к поршневым втулкам, которые подвергаются высоким статическим и динамическим нагрузкам. Кроме того, применения с высокими относительными скоростями фрикционных пар, например, в случае осевых подшипников турбонагнетателя, требуют сплавов, которые обеспечивают, кроме уменьшенного тепловыделения, также хороший теплоотвод от фрикционной поверхности.
Благодаря мощности трения и масляному контакту, на поверхности подшипника смазочного материала образуется трибологический слой с накопившимися компонентами. В процессе равномерная и, в то же время, высокая скорость накопления компонентов смазочного материала и продуктов их распада требуется для поддержания достаточно стабильного поглощающего слоя на скользящем слое.
Кроме того, подходящий материал подшипника дополнительно характеризуют широкой совместимостью с маслом, так, что наращивание трибологического слоя в значительной степени не чувствительно к выбору определенных присадок к маслу. Дополнительная цель состоит в уточнении сплава для фрикционных применений с хорошими свойствами сухого хода, который мог бы обеспечивать достаточный срок службы в условиях сухого трения.
Для фрикционно-напряженных компонентов дополнительно важно, чтобы используемый сплав имел достаточную прочность. Соответственно, доложен существовать высокий 0,2% предел упругости, для того, чтобы сохранять пластические деформации, возникающие под нагрузкой, как можно меньшими. Кроме того, необходимо уточнять, в частности, твердый сплав с высоким пределом прочности при растяжении для увеличения его стойкости к абразивным и адгезионным силам. Кроме того, достаточная вязкость требуется в качестве защиты от ударных нагрузок. В связи с этим, необходимо уменьшать количество микродефектов и возникающий в результате этого рост дефектов. Это связано с требованием к уточнению сплава с наивысшей возможной вязкостью при разрушении, который в значительной степени свободен от внутренних напряжений.
Подходящие сплавы для компонентов, подвергаемых трению, представляют собой специальные латуни, содержащие, кроме меди и цинка в качестве основных компонентов, легирующую присадку, состоящую из по меньшей мере одного из элементов, таких как никель, железо, марганец, алюминий, кремний, титан или хром. Здесь, в частности, кремниевые латуни удовлетворяют вышеупомянутым требованиям, в которых CuZn31Si1 представляет стандартный сплав для фрикционных применений, таких как поршневые втулки. Кроме того, известно использование оловянных бронз, которые, кроме олова и меди дополнительно содержат никель, цинк, железо и марганец, для фрикционных применений или для добычи полезных ископаемых.
В качестве примера сплава медь-цинк, который подходит для частей машины, подвергаемых скольжению, таких как подшипники, червячные передачи, зубчатые колеса, скользящие башмаки и тому подобное, делают ссылку на CH 223580 A. Раскрыта доля меди 50-70% по весу с легирующей присадкой 2-8% по весу алюминия, 0,05-3% кремния и 0,5-10% по весу марганца, остаток цинк. Кроме того, сплав может содержать до максимум 10% по весу свинца, а также 0,1-5% по весу одного или более элементов из группы, состоящей из железа, никеля и кобальта. Кроме того, из EP 0407596 B1 известен сплав специальной латуни, который, кроме меди, цинка, марганца, алюминия и кремния, содержит железо, никель и кобальт в качестве возможных компонентов сплава. Кроме того, обеспечивают долю 0,03-1% по весу кислорода. Кроме того, DE 1558467 A раскрывает другой специальный латунный сплав, который предоставляют для объектов, подвергающихся скольжению и трению. Кроме меди и цинка, доля, которых может достигать до 45 мас. %, имеется легирующая присадка марганца и кремния, а также теллура. Кроме того, Fe, Ni, Al и Be представляют дополнительные возможные компоненты сплава. Кроме того, DE 1558817 B2 и DE 59949 C1 описывают сплавы меди с широкой композицией, которая образует материал подшипника с уменьшенным износом.
Для достижения определенных свойств изделия, полученного из специального латунного сплава, используют сплавы с различными элементами сплава. Таким образом, для таких компонентов необходимо, соответственно, хранить различные изделия на складе и, особенно, также осваивать обращение с этим широким разнообразием сплавов.
JP 2001-355029 A раскрывает кольцо синхронизатора и, таким образом, компонент, предназначенный для временной переменной фрикционной нагрузки. Получение этого компонента содержит следующие этапы: отливка заготовки, горячее экструзионное формование трубки, вырезание кольца, горячая ковка и последующая механическая обработка. Кольцо синхронизатора изготавливают из специально разработанного латунного сплава, содержащего 62,46% Cu, 30,8% Cn и 0,053% Cr, остаток состоит из Zn.
Weber et al.: "Neuer Pb-freier Kupferwerkstoff für Gleitlageranwendungen in Verbrennungsmotoren und Getrieben [New Pb-free Copper Material for Slide Bearing Applications in Combustion Engines and Transmissions]," Metall: Fachzeitschrift für Metallurgie; Technik, Wissenschaft, Wirtschaft, GDMB-Verlag, Volume 63, No. 11, pages 564-567 (November 1, 2009), раскрывает подшипник скольжения, изготовленный из специального латунного сплава со следующим составом: 58% Cu, 0,5% Pb, 1% Si, 2% Mn, 0,5% Ni, 0,5% Fe, 2% Al, остаток состоит из Zn.
Дополнительный специально разработанный латунный сплав, который характеризуется высокой прочностью, улучшенной абразивной стойкостью при фрикционной нагрузке, и хорошими свойствами при работе без смазки в случае недостаточной смазки, известен из EP 3269835 B1. Этот специально разработанный латунный сплав представляет собой сплав с от 60 до 62% по весу Cu, от 2,1 до 2,5% по весу Mn, от 0,2 до 0,6% по весу Ni, от 2,9 до 3,1% по весу Al, от 0,35 до 0,65% по весу Si, ≤ 0,1% по весу Fe, ≤ 0,1% по весу Sn, ≤ 0,1% по весу Pb, остаток состоит из Zn и неизбежных примесей. Изделия, полученные из этого сплава латуни характеризуются удлиненными интерметаллическими фазами в структуре, которые придают изделиям из сплава высокую механическую абразивную стойкость. При экструзионном формовании эти интерметаллические фазы стремятся приводить к хорошей тенденции продольного выравнивания. Здесь, удлиненное образование интерметаллических фаз из преимущественно Mn-силицидов, выполняет функцию защиты матрицы от силы, создающей износ. Таким образом, размер зерна β-фазы или матрицы с преобладанием β-фазы, составляет от 100 до 300 мкм. Здесь, изделия, полученные из этого сплава, являются относительно крупнозернистыми, что, однако, может быть предпочтительным для стружколомания в процессе резки металла, применяемом к полуфабрикату, полученному из этого сплава.
Хотя этот ранее известный сплав имеет положительные свойства, полученное относительно крупное зерно также иногда считают недостатком, так как во время холодного формования могут образовываться зернограничные трещины. Хотя полуфабрикаты, полученные из этого сплава, могут быть легко механически переработаны, было бы желательно, чтобы остаточная шероховатость поверхности, полученной механической переработкой, в частности, из процесса резки металла, была ниже для того, чтобы избежать дополнительного усилия по переработке из-за последующей полировки или аналогичной поверхностной переработки, когда изделие из сплава специальной латуни, как полагают, имеет только низкую шероховатость поверхности. Кроме того, было обнаружено, что эти изделия или полуфабрикаты из специально разработанного латунного сплава подвергают относительно большой термической релаксации. В результате, технологические окна, подлежащие соблюдению при определенных обстоятельствах, например для термической релаксации, должны удерживаться очень узкими. В дополнение, более того, когда изделия, которые подвергают более высоким температурам и, в частности, также большим температурным колебаниям, этот процесс термической релаксации этого сплава может привести к уменьшению прочности.
Исходя из этого рассмотренного известного уровня техники, основополагающая цель изобретения, таким образом, заключается в том, чтобы предложить специально разработанный латунный сплав, а также изделие из сплава специально разработанного латунного сплава, полученное из этого сплава, который с точки зрения типа аналогичен сплаву, предварительно раскрытому в EP 3269835 B1, но который улучшен с точки зрения размера зерна и поведения термической релаксации.
Согласно изобретению, эту цель достигают латунным сплавом с
от 62,5 до 65% по весу Cu,
от 2,0 до 2,4% по весу Mn,
от 0,7 до 0,9% по весу Ni,
от 1,9 до 2,3% по весу Al,
от 0,35 до 0,65% по весу Si,
от 0,3 до 0,6% по весу Fe,
от 0,18 до 0,4% по весу Sn и Cr, либо отдельно, либо в совокупности,
≤ 0,1% по весу Pb,
остальное составляет Zn и неизбежные примеси.
Этот латунный сплав характеризуется очень однородной и мелкозернистой микроструктурой, которая уже образована в первом исходном сформованном полуфабрикате - отлитой заготовке или экструзионно сформованной заготовке. Средний размер зерна составляет от 40 до 150 мкм. Отливка сплава приводит к еще более мелкому размеру зерна. Специальным свойством, кроме того, является то, что уже в этом полуфабрикате этот сплав латунный латуни имеет α-β структуру, в которой α-фаза заключена в виде решетки или полосы в β фазе или пронизывает указанную фазу. Частицы α-фазы таким образом соединяют зерна β-матрицы, в результате чего сеть зерен остается интенсивно взаимно пронизанной α-фазой и таким образом сохраняется даже в случае напряжений холодного формования. В этом сплаве интересно то, что эта структура образуется даже в экструзионно сформованной заготовке без преимущественного направления, и, таким образом, такая же или почти такая же структура может наблюдаться в продольном, а также в поперечном направлении прессованной соединительной детали. Следовательно, границы зерен в структуре изделия из латунного сплава, полученного из этого латунного сплава, которое может определенно быть полуфабрикатом, не являются слабыми местами, в отличие от сплава, ранее раскрытого в EP 3269835 B1, структура которого с долей α-фазы, как правило, явно меньше 10%, содержит β-фазу, которая преобладает в значительной степени и в которой α-фаза в большей степени расположена в области границ зерен или в пределах β фазы. Поэтому этот новый сплав не восприимчив к зернограничному растрескиванию во время холодного формования. Кроме того, когда такие изделия из специальной латуни используют при высоких температурах или под воздействием температурных колебаний, уменьшения прочности избегают или значительно уменьшают по сравнению с упомянутым сплавом, и, конечно, наряду с достигнутым мелким размером зерен.
Было удивительно отметить, что такие значительные различия в структуре и, таким образом, преимущества, достигаемые с этим сплавом, могут быть реализованы посредством относительно малого изменения состава сплава по сравнению со сплавом, известным из EP 3269835 B1. Было непредвиденно то, что небольшое изменение цинкового эквивалента этого латунного сплава латуни по сравнению со сплавом, известным из EP 3269835 B1 для достижения немного большей α-фазы, приведет к таким значительным изменениям в изделии из латунного сплава. Таким образом, именно неожиданное в результате взаимодействие элементов, участвующих в создании латунного сплава, уже во время исходного формования - отливки или экструзионного формования, - приводит к положительным свойствам латунного сплава или изделия или полуфабриката, полученного из него. Это также включает в себя низкую термическую релаксацию, так, что соответственно большие технологические окна могут быть выделены для термической релаксации.
В этом специальном латунном сплаве, как уже указывалось, примечательно то, что, когда этот латунный сплав экструзионно формуют для получения полуфабриката, никакой структурной разницы между сердцевиной и краевой зоной прессованного изделия, не может быть обнаружено. Интересно то, что, α-фаза, пронизывающая β-фазу в виде решетки, как в продольном удлинении, так и в поперечном удлинении прессованного изделия, образуется не иначе, в любом случае незначительно иначе, в отношении ориентации его продольной оси, так что α-фаза, пронизывающая β-фазу, не имеет предпочтительного направления в прессованных изделиях. Таким образом, такая заготовка может быть переработана без необходимости принимать во внимание предпочтительное структурное удлинение. Сечение экструзионно сформованной соединительной детали, предназначенной, например, для ковки, может таким образом быть образовано независимо от направления экструзионного формования. Кроме того, особое преимущество заключается в том, что интерметаллические соединения - силициды - встроенные в α-β матрицу, в отличие от удлиненного характера латунного сплава, известного из EP 3269835 B1, имеют скорее круглый, шарообразный характер, который в лучшем случае лишь слегка удлинен, и поэтому они также не имеют предпочтительного направления, в лучшем случае лишь слегка вытянуты. И в результате, они также не разрываются во время образования.
Элементы Sn и Cr, которые влияют на измельчение зерен, участвуют, отдельно или в совокупности, в количестве от 0,18 до 0,4% по весу в сплаве. Согласно примеру варианта осуществления, предусматривают, что сплав содержит только Sn и не содержит Cr. Доля Sn составляет предпочтительно от 0,2 до 0,3% по весу. В другой конструкции, сплав не содержит Sn, но содержит Cr в количестве предпочтительно от 0,2 до 0,27% по весу. Количество этих элементов, превышающее 0,4% по весу, не приводит к значительным улучшениям. Кроме Sn и Cr, содержание Fe также способствует измельчению зерен. Когда используют Sn, он также имеет положительные свойства в отношении образования пассивирующего слоя на поверхности изделия из латунного сплава, полученного из сплава, так что его трибологические свойства улучшаются.
Полуфабрикаты, полученные из этого латунного сплава, характеризуются хорошей холодной формуемостью. Таким образом, из этого латунного сплава, также возможно получать изделия, такие как, например, скользящие башмаки, изготовление которых требует значительной скорости образования. В случае скользящих башмаков, например, необходимо иметь возможность фланцевать полуфабрикат после ковки для образования фланца. Несмотря на эту хорошую холодную формуемость, этот материал является достаточно твердым, так что он удовлетворяет требованиям для такого скользящего башмака во время использования, в частности, к желаемому времени стабилизации.
Стойкость к термической релаксации достигают мелкозернистой структурой и α-β матрицей, уже описанной выше. С этой точки зрения, другой положительный эффект, который можно видеть, заключается в том, что зерна матрицы не подвергаются регулировке и таким образом не имеют предпочтительного направления.
В этом латунном сплаве также примечательно то, что его электропроводность уменьшается приблизительно на 10% относительно сплава, известного из EP 3269835 B1. Соответственно, могут протекать более низкие коррозионные токи, так что коррозионная стойкость также улучшается таким образом.
Доля α-фазы в отлитой заготовке или экструзионно сформованной заготовке составляет приблизительно от 40 до 60%. Неожиданно то, что такая доля α-фазы присутствует в отлитой заготовке или в экструзионно сформованной заготовке, поскольку, по сравнению со сплавом по EP 3 269 835 B1, доля α-фазы в этом состоянии сплава составляет только в лучшем случае 10%, но как правило явно меньше 10%. Приблизительно равная доля α-фазы и β-фазы в пределах упомянутых пределов, представляет хорошую отправную точку для возможности уменьшать или увеличивать, в зависимости от желаемой структурной композиции в конечном изделии, долю α-фазы процессом тепловой обработки, такой как отжиг, например. Тепловой обработкой изделия из сплава при низкой температуре, как правило в диапазоне между 270°C и 290°C в течение 4,5 ч до 6 ч, доля α-фазы может быть явно уменьшена, а именно до 20%-25% с этими параметрами тепловой обработки. Тепловая обработка при более высокой температуре, например, между 435°C и 460°C в течение приблизительно от 2,5 ч до 3,5 ч, приводит к увеличению доли α-фазы. Таким образом могут быть получены изделия из специального латунного сплава, которые имеют долю α-фазы от 70 до 75%. До такой степени доля α-фазы, которая действительно желательна в конечном изделии, может быть отрегулирована отдельно и независимо от исходного образования.
Эти положительные свойства износостойкости изделия, полученного из этого латунного сплава, уже отражаются на твердости. После экструзионного формования, полуфабрикат имеет твердость между 135 и 145 HB [2,5/62,5]. Посредством тепловой обработки после образования, твердость может быть увеличена до значений более 160 HB, если заготовку обрабатывают теплом при вышеописанных более высоких температурах и в течение более короткой продолжительности обработки.
Этот латунный сплава предпочтительно содержит от 63 до 64% по весу Cu, от 2,1 до 2,2% по весу Mn, от 2,0 до 2,2% по весу Al и от 0,4 до 0,5% по весу Fe.
Ниже изобретение объясняют при помощи примеров варианта осуществления со ссылкой на приложенные фигуры. Фигуры показывают:
фиг. 1a-1d: фотомикрографии экструзионно сформованного образца в прессованном состоянии, изготовленного из первого латунного сплава согласно изобретению,
фиг. 2: фотомикрографии образца латунного сплава с фиг. 1 в полированном продольном и поперечном сечении по сравнению с фотомикрографиями второго латунного сплава согласно изобретению,
фиг. 3: подробные виды полированного продольного сечения первого латунного сплава согласно изобретению, сопоставленные со сравнительным образцом,
фиг. 4: подробные виды полированного продольного сечения второго латунного сплава согласно изобретению, сопоставленные со сравнительным образцом,
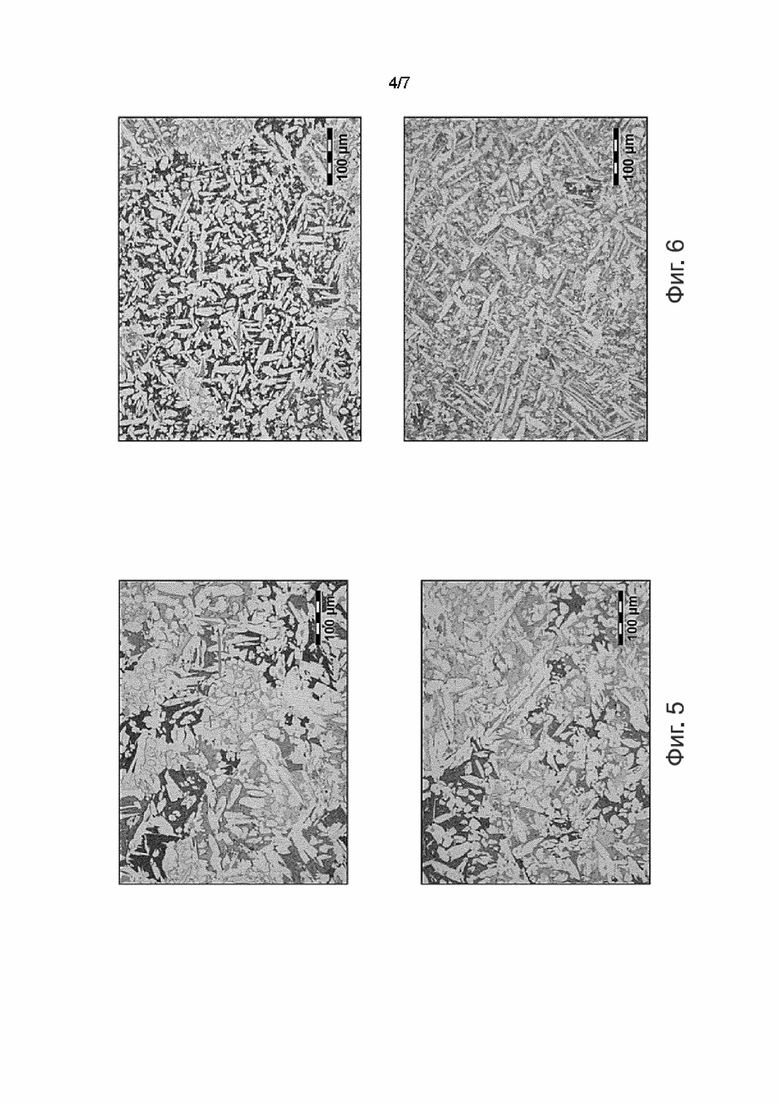
фиг. 5: фотомикрография скользящего башмака, полученного из первого латунного сплава согласно изобретению,
фиг. 6: фотомикрография выточенной втулки, полученной из первого латунного сплава согласно изобретению,
фиг. 7: изображения микроструктуры удерживающего сегмента, образованного ковкой из первого латунного сплава согласно изобретению, после ковки,
фиг. 8: изображения микроструктуры удерживающего сегмента, образованного ковкой из первого латунного сплава согласно изобретению, после тепловой обработки (отжига), расположенного дальше по ходу от ковки,
фиг. 9: изображения микроструктуры скользящего башмака, образованного ковкой из первого латунного сплава согласно изобретению, после ковки, и
фиг. 10: изображения микроструктуры скользящего башмака, образованного ковкой из первого латунного сплава согласно изобретению, после тепловой обработки (отжига), расположенного дальше по ходу от ковки.
Их двух латунных сплавов согласно изобретению и сравнительного сплава, образцы были приготовлены и впоследствии экструзионно сформованы при приблизительно 700°C. Композиция образца V сплава сравнения и композиция двух образцов E1, E2, изготовленных из латунного сплава согласно изобретению, воспроизведена ниже (технические характеристики в % по весу):
Сплав сравнения представляет собой специальный латунный сплав, описанный в EP 3269835 B1 в примере варианта осуществления. Образец E1 представляет собой первый латунный сплав согласно изобретению, который представляет Sn-содержащий вариант латунного сплава согласно изобретению. Фиг. 1 показывает фотомикрографии этого сплава в прессованном состоянии, удаленные в продольном направлении прессованной соединительной детали (фигуры 1a и 1b), а также в ее поперечном направлении (фигура 1c, 1d). Фигуры 1a и 1c удалены из сердцевины, Фигуры 1b и 1d из радиальной краевой зоны. В то время как образцы 1a и 1b были удалены в продольном направлении прессованной соединительной детали, образцы 1c и 1d удалены в ее поперечном направлении. Примечательно то, что микроструктура является однородной как от сердцевины до края, так и в продольном и в поперечном направлении. Эти фотомикрографии, кроме того, показывают α-β структуру, которая является типичной для этого сплава, в котором α-фаза (светлые зерна) взаимно пронизывает β зерна решетчатым или полосообразным образом.
Эта специальная микроструктура прессованной соединительной детали также становится ясной из фотомикрографий с фиг. 2, которые показаны с небольшим увеличением. На этой фигуре образец E1 показан слева, а образец E2 показан справа от этой структуры. Образец E2 представляет собой Cr-содержащий вариант латунного сплава согласно изобретению. Верхняя пара изображений в каждом случае показывает структуру в продольном продолжении прессованной соединительной детали (заготовки). Нижняя пара изображений фиг. 2 показывает структуру в поперечном направлении. Из этих фотомикрографий, также, интересно, могут быть видны высокооднородные структурные образования в продольном и в поперечном направлении образцов E1, E2. Также на этих фотомикрографиях α-фаза представляет собой более светлый компонент.
Фигуры 3 и 4 показывают в каждом случае сопоставленные фотомикрографии образца E1, сопоставленные с фотомикрографией образца V (фиг. 3), и второго образца E2 согласно изобретению, сопоставленного с фотомикрографией образца специального латунного сплава V (фиг. 4). Эти сопоставления поясняют структурное образование латунного сплава согласно изобретению, который значительно отличается по сравнению со сравнительным сплавом. В то время как сравнительный сплав «прессованной соединительной детали» в состоянии переработки исключительно проявляет β-фазу, в сплаве согласно изобретению можно увидеть β-фазу, взаимно пронизанную α-фазой, причем зерна α-фазы продолжаются за пределы границ зерен примыкающих зерен β-фазы.
Полуфабрикаты, исходно образованные из латунного сплава согласно изобретению, например, в форме экструзионно сформованных соединительных деталей, имеют долю α-фазы приблизительно от 35 до 55%, в частности, между приблизительно 40% и приблизительно 50%. Доля α-фазы в образцах E1 и E2 согласно изобретению в каждом случае составляет приблизительно 45%. В-фаза образует остаток. Доля интерметаллических фаз составляет приблизительно 3%.
В латунных сплава согласно изобретению, вышеописанное зависящее от сплава структурное образование используют не только для рассмотренных термических и механических целей. Вместо этого, это структурное образование с однородным распределением α-фазы и β-фазы подходит для возможности регулирования доли α-фазы в зависимости от требований, предъявляемых к законченному изделию. Это может быть выполнено тепловой обработкой (отжигом). Если полуфабрикат подвергают отжигу при более низкой температуре, но в течение большей длительности обработки, то доля α-фазы уменьшается. Для достижения этого, полуфабрикат обрабатывают при температурах между 260°C и 300°C в течение от 4 ч до 6 ч, в частности, при приблизительно 280°C в течение 5 ч. Выполнением тепловой обработки с этими параметрами, доля α-фазы может быть уменьшена до 30% и меньше.
Однако, если тепловую обработку выполняют при более высокой температуре в течение более короткого времени, доля α-фазы относительно доли в прессованной соединительной детали увеличивается. Эту тепловую обработку выполняют при температуре между 430°C и 470°C в течение от 2,5 ч до 4 ч, в частности, при температуре приблизительно 450°C в течение 3 ч. Доля α-фазы затем может быть увеличена до 65% и более.
Снижение доли α-фазы приводит к некоторому увеличению доли интерметаллических фаз, которые могут затем пропорционально содержать в таких отожженных изделиях долю от 4,5% до 5,5%.
Латунный сплав согласно изобретению особенно подходит, а однородная экструзионно сформованная структура также способствует этому, для образования сегментов прессованной соединительной детали ковкой. Фиг. 7 показывает кованый удерживающий сегмент из образца E1. Ковку выполняют при 700°C. Даже после ковки, как можно видеть в изображениях микроструктуры на фиг. 7, исходное структурное образование может в принципе все еще быть видным и таким образом осталось сохраненным.
Фиг. 8 показывает удерживающий сегмент после осуществления тепловой обработки при 280°C в течение 5 ч. Тепловая обработка способствовала дополнительной гомогенизации структуры. При этой тепловой обработке, доля α-фазы приблизительно 40% после ковки была уменьшена тепловой обработкой до приблизительно 29%. Кроме того, твердость была увеличена от приблизительно 140 HB [HBW 2,5/62,5] до приблизительно 148 HB.
Из образца E1 ковкой был получен также скользящий башмак. Фиг. 9 показывает структуру после этапа ковки, которую выполняли при 710°C. Микроструктура, установленная в прессованной соединительной детали, также остается сохраненной в принципе в этом образце, несмотря на ковку. Кованый скользящий башмак был впоследствии обработан теплом при 450°C в течение 3 ч. Фиг. 10 показывает, что доля α-фазы была увеличена этапом отжига, а именно от приблизительно 50% после ковки, что соответствует доле α-фазы в прессованной соединительной детали, до приблизительно 68%. Твердость HB была лишь немного увеличена отжигом по сравнению с твердостью после ковки, а именно от 155 HB [HBW 2,5/62,5] до 159 HB.
В образце V сравнительного сплава, матрица прессованной соединительной детали содержала долю α-фазы < 1%.
В латунном сплаве согласно изобретению интересно то, что, по сравнению с образцом V сравнительного сплава, он имеет электропроводность, ниже немного более 10%. В то время как электропроводность составляет от 10,4 до 10,7 МСм/м в сравнительном сплаве, она составляет только 8,8 МСм/м в сплаве E1 согласно изобретению. Это улучшает коррозионную стойкость этого латунного сплава.
Механические свойства образцов E1 и E2 могут быть получены из следующей таблицы:
при разрыве A5 [%]
0,2% Rp0.2 [Н/мм2]
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕССВИНЦОВЫЙ ВЫСОКОПРОЧНЫЙ ЛАТУННЫЙ СПЛАВ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОГО ЛАТУННОГО СПЛАВА | 2017 |
|
RU2732139C2 |
| ВЫСОКОПРОЧНАЯ ЛАТУНЬ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОЙ ЛАТУНИ | 2017 |
|
RU2698020C1 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2701701C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2717432C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2660552C2 |
| Латунный сплав | 2022 |
|
RU2792349C1 |
| ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2774671C2 |
| ЛИТАЯ ЛАТУНЬ | 2015 |
|
RU2613234C2 |
| МЕДНО-ЦИНКОВЫЙ СПЛАВ | 2019 |
|
RU2772516C2 |
| ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ | 2004 |
|
RU2346070C2 |






Изобретение относится к изделиям из латунных сплавов, работающим во фрикционных условиях в среде смазочного материала. Кованое фрикционное изделие для работы в среде смазочного материала выполнено из латунного сплава, содержащего, мас.%: от 62,5 до 65 Cu, от 2,0 до 2,4 Mn, от 0,7 до 0,9 Ni, от 1,9 до 2,3 Al, от 0,35 до 0,65 Si, от 0,3 до 0,6 Fe, от 0,18 до 0,4 Sn и Cr, либо отдельно, либо в совокупности, ≤ 0,1 Pb, остальное - Zn и неизбежные примеси, при этом сплав имеет структуру, содержащую α-β смешанную кристаллическую матрицу с долей α-фазы от 35 до 55% и с долей интерметаллических фаз от 2 до 5%. Изобретение направлено на повышение стойкости изделий к термической релаксации за счет создания однородной мелкозернистой структуры. 8 з.п. ф-лы, 2 табл., 10 ил.
1. Кованое фрикционное изделие для работы в среде смазочного материала, характеризующееся тем, что оно выполнено из латунного сплава с составом:
от 62,5 до 65% по весу Cu,
от 2,0 до 2,4% по весу Mn,
от 0,7 до 0,9% по весу Ni,
от 1,9 до 2,3% по весу Al,
от 0,35 до 0,65% по весу Si,
от 0,3 до 0,6% по весу Fe,
от 0,18 до 0,4% по весу Sn и Cr, либо отдельно, либо в совокупности,
≤ 0,1% по весу Pb,
остальное - Zn и неизбежные примеси,
при этом сплав имеет структуру, содержащую α-β смешанную кристаллическую матрицу с долей α-фазы от 35 до 55% и с долей интерметаллических фаз от 2 до 5%.
2. Изделие по п. 1, отличающееся тем, что после ковки оно подвергнуто низкотемпературному отпуску для уменьшения доли α-фазы.
3. Изделие по п. 1, отличающееся тем, что после ковки оно подвергнуто высокотемпературному отжигу для увеличения доли α-фазы.
4. Изделие по любому из пп. 1-3, отличающееся тем, что оно представляет собой изделие, подвергаемое скольжению, в частности скользящий башмак или подшипниковую втулку.
5. Изделие по любому из пп. 1-4, отличающееся тем, что латунный сплав содержит от 63 до 64% по весу Cu.
6. Изделие по любому из пп. 1-5, отличающееся тем, что латунный сплав содержит от 2,1 до 2,2% по весу Mn.
7. Изделие по любому из пп. 1-4, 6, отличающееся тем, что латунный сплав содержит от 2,0 до 2,2% по весу Al.
8. Изделие по любому из пп. 1-7, отличающееся тем, что латунный сплав содержит от 0,4 до 0,5% по весу Fe.
9. Изделие по любому из пп. 1-7, отличающееся тем, что латунный сплав содержит от 0,2 до 0,3% по весу Sn или от 0,2 до 0,27% по весу Cr.
| МЕДНО-ЦИНКОВЫЙ СПЛАВ, А ТАКЖЕ ИЗГОТОВЛЕННОЕ ИЗ НЕГО БЛОКИРУЮЩЕЕ КОЛЬЦО СИНХРОНИЗАТОРА | 2006 |
|
RU2415188C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2660552C2 |
| CN 101705388 A, 12.05.2010 | |||
| KR 1020170029161 A, 15.03.2017 | |||
| DE 202017103901 U1, 17.07.2017. | |||

