Изобретение относится к бессвинцовому высокопрочному латунному сплаву и к изделию, изготовленному из высокопрочного латунного сплава, которое подвергается фрикционной нагрузке.
Для типичных случаев применения в условиях трения в среде смазочного материала, как правило, требуется, чтобы сплавы имели низкий коэффициент трения, причём кроме этого коэффициент трения должен быть регулируемым в заданных пределах для каждого случая применения, в частности, для каждой детали, образующей фрикционную пару, используемого смазочного материала и условий трения, таких как, например, контактное давление и относительная скорость. Это относится к втулкам поршневых пальцев, которые подвергаются большим статическим и динамическим нагрузкам, а также к кольцам синхронизаторов. Кроме того, в случаях применения деталей, образующих фрикционную пару, при высоких относительных скоростях, таких как, например, упорные подшипники на турбокомпрессоре, требуется, чтобы сплавы обеспечивали снижение тепловыделения, а также хороший теплоотвод из области трения.
За счёт силы трения и воздействия масла на опорной поверхности образуется трибологический слой с отложениями компонентов смазочного материала. Для получения стабильного адсорбционного слоя на слое скольжения требуется равномерная и в то же время высокая скорость осаждения компонентов смазочного материала и продуктов их разложения.
Кроме того, подходящий материал для компонента, используемого в масляной среде, такого как, например, кольцо синхронизатора или опорная часть подшипника в такой среде, дополнительно отличается совместимостью с маслами в широком диапазоне, поэтому образование трибологического слоя по большей части является не чувствительным по отношению к выбору конкретных присадок к маслам. Более того, компонент, изготовленный из такого сплава, должен иметь хорошие характеристики безотказности, тем самым обеспечивая достаточный срок службы даже в условиях сухого трения.
Кроме того, для компонентов, подверженных воздействию фрикционных нагрузок, важно, чтобы используемый сплав имел достаточную прочность. Соответственно, для сохранения минимальной пластической деформации, возникающей при воздействии нагрузки, должен обеспечиваться высокий 0,2% условный предел текучести. Тем не менее, такой компонент должен выдерживать определенную степень пластической деформации, превышающей условный предел текучести до возникновения разрушения.
В дополнение, такие компоненты должны иметь особую жёсткость и предел прочности при растяжении для повышения устойчивости к абразивным и адгезионным нагрузкам. В то же время требуется достаточная ударная вязкость для защиты от ударных нагрузок. В связи с этим существует необходимость уменьшения количества микродефектов для замедления распространения дефектов, которые возникают при незначительном растрескивании. Эта необходимость сопровождается необходимостью обеспечения сплава, который имеет максимальную вязкость разрушения и по большей части освобожден от внутренних напряжений.
Подходящие сплавы для компонентов, подверженных фрикционным нагрузкам, часто представляют собой разновидности высокопрочной латуни, которые включают в себя, в дополнение к меди и цинку в качестве основных компонентов, по меньшей мере один из легирующих элементов, например никель, железо, марганец, алюминий, кремний, титан или хром. В частности, вышеуказанным требованиям соответствуют разновидности кремнистой латуни, причём CuZn31Si1 представляет собой стандартный сплав для использования в условиях трения, например, для втулок поршневых пальцев. В уровне техники дополнительно известно использование в условиях трения, а также в горнодобывающей промышленности оловянистой бронзы, которая содержит, помимо олова и меди, никель, цинк, железо и марганец.
Документ WO 2014/152619 A1 описывает латунный сплав для использования в турбокомпрессорах. В случае 1,5-3,0 вес.% марганца содержание марганца в материале очень высоко, а пропорциональная доля Sn составляет менее 0,4 вес.%. Этот известный латунный сплав позволяет обеспечивать содержание свинца (Pb) не более 0,1 вес.%, в результате чего этот сплав соответствует более строгим требованиям к материалам, которые не содержат Pb. Однако включение Pb в латунные сплавы в качестве компонента сплава является предпочтительным, поскольку он обеспечивает преимущества в отношении разрушения при образовании стружки, в результате чего улучшаются операции механической обработки. Кроме того, свинец обычно добавляется в высокопрочные латунные сплавы, изделия из которых используются в масляной среде, в качестве ингибитора коррозии. Это преимущественно относится к таким масляным средам, которые подвержены воздействию биоэтанола. Биоэтанол содержится в топливе для моторных транспортных средств и попадает в моторное масло, например, из-за протекающего поршневого кольца или других переносимых примесей. Это, в частности, относится к моторным транспортным средствам, которые в основном преодолевают небольшие расстояния, вследствие чего двигатель не достигает своей рабочей температуры. Это также относится к подшипникам турбокомпрессора, которые подвержены воздействию агрессивной смеси, из-за биоэтанола и отходов биоэтанола, которые содержатся в выхлопных газах. В результате в масле образуется кислая среда. Наряду с этим сера, содержащаяся в масле, и свинец, содержащийся в изделии из сплава, образуют верхний слой из сульфата свинца, который служит в качестве пассивирующего слоя и, следовательно, имеет эффект ингибитора коррозии.
Структура латунного сплава, который может иметь различные фазы в своей матрице, также отказывает влияние на устойчивость к механическим нагрузкам и коррозии. Изделия из латунного сплава с высокой долей α-фазы, как правило, отличаются хорошей устойчивостью к коррозии, высоким уровнем ударной вязкости и относительным удлинением при разрыве, а также хорошей способностью к холодному формованию. С другой стороны, имеется недостаток, заключающийся в том, что изделия из такого сплава имеют довольно плохую способность к горячему формованию и низкую устойчивость к истиранию и адгезии. Изделия из латунного сплава с β-фазой демонстрируют высокую износостойкость, высокую прочность, хорошую способность к горячему формованию и низкую адгезию. Однако недостаток изделий из такого сплава заключается в их относительно плохой способности к холодному формованию, относительно низкой ударной вязкости и особо низкой коррозионной стойкости в отличие от изделия из другого латунного сплава с α-фазой. Изделия из латунного сплава с γ-фазой отличаются хорошей коррозионной стойкостью и хорошей механической износостойкостью; однако, с точки зрения недостатков, они имеют низкую ударную вязкость и относительно плохую способность к формованию. Соответственно, установлено, что хотя каждая фаза обеспечивает преимущества в том или ином отношении, каждая из них также имеет недостатки в других отношениях, которые должны быть приняты во внимание.
Как отмечено выше, коррозия также имеет важное значение в изделиях из латунного сплава тех видов, которые рассматриваются в данной заявке, и которые используются в масляных средах. Соответственно, это означает, что любой сплав, используемый для изготовления изделий из сплава, которые используются, например, в масляной среде, связанной с упорным подшипником, также должен удовлетворять соответствующим требованиям в этом отношении.
При воздействии фрикционной нагрузки деталь, изготовленная из медного сплава, образует адсорбционный слой, который в основном состоит из присадок к смазочным материалам, в течение короткого периода воздействия смазочного материала. При воздействии термомеханической нагрузки под адсорбционным слоем образуется реакционный слой, состоящий из компонентов адсорбционного слоя и компонентов сплава вблизи поверхности. Адсорбционный слой и реакционный слой образуют внешний пограничный слой на детали из медного сплава с внутренним пограничным слоем толщиной несколько микрометров, расположенным под ним. Из-за близости последнего к внешнему пограничному слою на него влияют любые механические нагрузки, действующие на поверхность, а также химические реакции. Процессы диффузии и окисления сплава подложки во внутреннем пограничном слое могут оказывать влияние на образование реакционного слоя.
Многие смазочные материалы содержат присадки, например, присадки, содержащие серу и фосфор, которые могут иметь коррозионный эффект при наличии соответствующей термомеханической нагрузки из-за фрикционного контакта, что, в свою очередь, значительно сокращает срок службы детали. Выше были предложены медные сплавы для снижения коррозионного эффекта сернистых компонентов в смазочном материале. В документе JPS 60162742 A описывается медный сплав для турбокомпрессора, который содержит весовой процент 57-61% Cu, 2,5-3,5% Pb, причём в качестве примесей могут присутствовать Fe и Zn. Задача заключается в образовании стабильного слоя CuS на фрикционной поверхности.
Для снижения коррозии на фрикционной поверхности и уменьшения абразивного износа в смазочные материалы часто добавляют присадки. Одним из примеров ингибитора коррозии (противоизносного активного вещества) является, например, диалкилдитиофосфат цинка. Эта присадка вызывает образования защитного фосфатного стекла в реакционном слое. Для этого в идеальном случае происходит обмен лигандов между присадкой и легирующими элементами, а также осаждение катионов подложки, в результате чего образуется устойчивый к нагрузке реакционный слой. Однако процессы реакций, которые защищают поверхности, зависят от состава внутреннего пограничного слоя материала подложки. Кроме того, дополнительные присадки также оказывают влияние на процесс, так как указанные вещества могут конкурировать с точки зрения адгезии с защитными присадками в адгезионном слое. Структуры сплавов и термические процессы в реакционном слое, относящиеся к рассеиванию тепла и локальным температурным пикам, также имеют существенное значение для процессов образования и разрушения слоев. В связи с этим в зависимости от имеющейся трибологической системы и, возможно, с участием ингибиторов коррозии могут происходить нежелательные химические процессы разрушения, оказывающие влияние на фрикционный слой.
Поэтому задача настоящего изобретения заключается в обеспечении высокопрочного латунного сплава, который, помимо того, что он подходит для изготовления изделий, имеющих характеристики высокой прочности и уменьшенного износа при воздействии фрикционных нагрузок, а также хорошие характеристики безотказности при недостаточности смазки и простую структуру, в то же время могут быть бессвинцовыми и/или практически бессвинцовыми и, следовательно, соответствовать установленным требованиям в отношении бессвинцовых изделий, при этом все же обеспечивая коррозионную стойкость в кислой среде.
Эта задача решается бессвинцовым высокопрочным латунным сплавом, имеющим следующие легирующие элементы:
50-65 вес.% Cu,
0,4-3 вес.% Mn, в частности 1-3 вес.% Mn,
0,55-3 вес.% Sn,
максимум 1 вес.% Fe,
максимум 1 вес.% Ni,
максимум 1 вес.% Al,
максимум 1,5 вес.% Si,
остальное составляет Zn и неизбежные примеси,
причём сумма элементов Mn и Sn составляет не менее 1,3 вес.% и не более 6,0 вес.%.
В целях описания неизбежными примесями являются те элементы, которые по отдельности составляют не более 0,05 вес.% и в общей сложности не более 0,15 вес.% сплава.
Помимо получения простого по составу высокопрочного латунного сплава, с использованием этого высокопрочного латунного сплава может быть разработано средство, за счёт которого легированные изделия, изготовленные из указанного сплава, имеют особо высокую коррозионную стойкость, способность к холодному и горячему формованию, высокую механическую износостойкость, а также высокую ударную вязкость. Структура этого высокопрочного латунного сплава содержит α- и β-фазы. Кроме того, высокопрочный латунный сплав отличается хорошей способностью внедрения абразивных частиц в поверхность нагрузки; например, рабочую поверхность подшипника или фрикционную поверхность. В связи с этим изделия, изготовленные из высокопрочного латунного сплава, в основном подходят для использования в масляной среде, а также в кислой среде.
Особая коррозионная стойкость, которая может быть достигнута, была неожиданным открытием для этого очень простого высокопрочного латунного сплава, поскольку согласно экспертному мнению, преобладающему в уровне техники, предполагалось, что вышеописанное использование свинца при образовании препятствующего коррозии верхнего слоя было невозможно. Особая коррозионная стойкость при использовании изделий, изготовленных из этого сплава, в кислой и масляной среде, связана с содержанием элементов Mn и Sn. Испытания показали, что вопрос заключается не только в участии этих элементов так таковых; но и в том, что Mn и Sn представляют собой легирующие элементы, в частности, в сумме не менее 1,3 вес.%, но не более 6 вес.%. Кроме того, испытания показали, что желаемые свойства изделий из высокопрочного латунного сплава не проявляются надлежащим образом, если легирующие элементы Mn и Sn в общей сложности составляют менее 1,3 вес.% или более 6,0 вес.%. Это открытие было неожиданным, особенно в отношении верхнего предела. Сумма элементов Mn и Sn предпочтительно составляет более 2,0 вес.% и не более 4,5 вес.%.
Согласно первому варианту осуществления предпочтительно, чтобы содержание Mn и содержание Sn в составе сплава были величинами одного порядка, поэтому, соответственно, содержание этих двух элементов предпочтительно не отклоняется более чем на 20%-30% друг от друга. Согласно дополнительному варианту осуществления содержание Mn превышает содержание Sn, причём содержание Mn превышает содержание Sn не более чем в два раза. В этом варианте осуществления содержание Mn предпочтительно примерно на 60-85% превышает содержание Sn.
Высокопрочный латунный сплав представляет собой бессвинцовый высокопрочный латунный сплав, в частности, в соответствии с End of Life Vehicles Directive (Директивой по транспортным средствам с выработанным ресурсом).
В заявленном сплаве содержание Mn используется для расширения области существования α-фазы. Это означает, что Sn, также содержащееся в сплаве, не подвергается преждевременному связыванию в γ-фазе, а также доступно для образования желаемого верхнего слоя, как и Mn. В дополнение, Sn также необходимо для получения желаемой характеристики безотказности. По этим причинам присутствие элементов Mn и Sn в сплаве тщательно выверено.
Структура изделий из высокопрочного латунного сплава включает в себя зерна
α-фазы в β-матрице. Силициды преимущественно представляют собой силициды Mn-Fe, которые распределены по всей структуре с пропорциональной долей 2-4%. Диаметр поперечного сечения силицидов составляет от 5 мкм до 20 мкм, причём это значение относится к ширине силицидов. Если изделия из высокопрочного латунного сплава представляют собой экструдированные изделия, силициды часто растянуты с точки зрения отношения длины к ширине, которое варьируется от 10:1 до 15:1.
Хорошие свойства коррозионной стойкости изделий, изготовленных из этого сплава, были также неожиданными, поскольку принципиально Pb не был заменен другим элементом. Наоборот, хорошие свойства коррозионной стойкости были получены за счёт увеличения содержания Sn и внутреннего согласования содержания Sn по отношению к элементу Mn.
Причины повышения коррозионной стойкости компонента, изготовленного из этого сплава, также связаны с тем, что компоненты, изготовленные из этого сплава, имеют низкую электропроводность, которая находится в диапазоне электропроводности контрольных сплавов. В связи с этим электрические коррозионные токи заметно снижены по сравнению с ранее известными сплавами этого вида. Электропроводность изделий, изготовленных из высокопрочного латунного сплава, составляет менее 12 МСм/м. В зависимости от варианта выполнения высокопрочного латунного сплава электропроводность изделий, изготовленных из высокопрочного латунного сплава, может быть ниже 9 МСм/м.
Часть Sn по сути отвечает за необходимые характеристики безотказности, которыми должно обладать изделие, изготовленное из этого сплава, в качестве детали подшипники. Соответственно, в контексте данного сплава легирующий элемент Sn имеет двойную функцию; а именно обеспечивает коррозионную стойкость и надежность сплава.
Компонент, изготовленный из этого сплава и подвергнутый обычной термообработке, в первую очередь удовлетворяет главным образом значениям прочности, также относительно 0,2% предела текучести, которые требуются для таких компонентов. Этот аспект является особенно предпочтительным для геометрической корректировки деталей, образующих фрикционную пару, во время операций ввода в действие. На упорном подшипнике возникают локальные микропластические деформации, так что взаимодействующие детали, образующие фрикционную пару, приходят в соответствие друг другом относительно их поверхностной геометрии. Одновременно, поверхность компонента, изготовленного из этого сплава, является достаточно мягкой, чтобы удовлетворять требованиям в отношении способности внедрения посторонних частиц. Соответственно, можно нейтрализовать посторонние частицы заданным образом, чтобы они внедрялись в соответствующую поверхность компонента или детали.
На основе свойств изделия, изготовленного из этого сплава, как описано выше, эти изделия из сплавов обычно являются деталями на упорных или радиальных подшипниках. Согласно предпочтительному варианту выполнения детали упорных подшипников изготовлены из этого сплава с помощью процесса сварки. С другой стороны, изделия из сплава, используемые в качестве деталей радиальных подшипников, предпочтительно изготовлены путем прессования или волочения. Подшипник турбокомпрессора является типичным вариантом осуществления для использования опорного компонента, изготовленного из этого сплава.
Положительные свойства сплава, которые описаны выше, могут быть дополнительно улучшены, если, как предусмотрено в первом варианте осуществления, высокопрочный латунный сплав имеет следующий состав:
56-62 вес.% Cu,
1,5-2,3 вес.% Mn, в частности 1,6-2,3 вес.% Mn,
1,4-2,2 вес.% Sn, в частности 1,5-2,2 вес.% Sn,
0,1-0,7 вес.% Fe, в частности 0,5-0,7 вес.% Fe,
максимум 0,3 вес.% Ni, в частности максимум 0,1 вес.% Ni,
максимум 0,5 вес.% Al или максимум 0,7 вес.% Al,
0,25-0,85 вес.% Si,
остальное составляет Zn и неизбежные примеси.
Что касается этого варианта высокопрочного латунного сплава, интересно, что можно достичь сопоставимых результатов, если согласно первому варианту осуществления высокопрочные латунные сплавы содержат следующие элементы в пропорциях, указанных ниже:
57-61,5 вес.% Cu,
1,7-2,2 вес.% Mn, в частности 1,5-2,2 вес.% Mn,
1,5-2,1 вес.% Sn,
0,1-0,7 вес.% Fe, в частности 0,25-0,6 вес.% Fe;
максимум 0,3 вес.% Ni, в частности максимум 0,1 вес.% Ni,
максимум 0,5 вес.% или максимум 0,7 вес.% Al, в частности, 0,05-0,25 вес.% Al,
0,3-0,7 вес.% Si,
остальное составляет Zn и неизбежные примеси.
Кроме того, согласно дополнительному варианту высокопрочных латунных сплавов, следующие элементы содержатся в весовых процентах, указанных ниже:
57-61,5 вес.% Cu,
1,7-2,2 вес.% Mn, в частности 1,5-2,2 вес.% Mn,
0,6-1,2 вес.% Sn,
0,1-0,7 вес.% Fe, в частности 0,25-0,6 вес.% Fe,
максимум 0,1 вес.% Ni,
максимум 0,5 вес.% или максимум 0,7 вес.% Al, в частности, 0,05-0,25 вес.% Al,
0,3-0,7 вес.% Si,
остальное составляет Zn и неизбежные примеси.
Хотя в первом варианте высокопрочного латунного сплава содержания Mn и Sn являются величинами примерно одного порядка, во втором варианте высокопрочного латунного сплава этого типа содержание Mn заметно превышает содержание Sn. В первом упомянутом варианте высокопрочного латунного сплава отношение Mn к Sn составляет от 1,15 до 0,95, в частности, от 1,1 до 0,97. В этом варианте высокопрочного латунного сплава содержание Mn предпочтительно минимально превышает содержание Sn, в частности, предпочтительно примерно на 9-12%. Для вышеупомянутого второго варианта высокопрочного латунного сплава отношение легирующих элементов Mn и Sn предпочтительно регулируется таким образом, чтобы отношение Mn к Sn находилось в диапазоне от 1,9 до 1,65, в частности, в диапазоне от 1,82 до 1,74. В этом варианте высокопрочного латунного сплава делается акцент на более высоком содержании Mn относительно содержания Sn.
В ранее описанных вариантах высокопрочного латунного сплава содержание Fe предпочтительно составляет от 0,3 до 0,5 вес.%.
В этих двух вариантах высокопрочного латунного сплава пропорциональная доля α-фазы составляет от 50 до 70%, так что пропорциональная доля β-фазы составляет от 30 до 50%. Из этих значений вычтена пропорциональная доля силицидов.
Дополнительный тип высокопрочного латунного сплава по пункту 1 формулы изобретения содержит следующие элементы:
52-59 вес.% Cu,
1,5-2,7 вес.% Mn,
0,55-2,5 вес.% Sn,
0,1-1 вес.% Fe,
максимум 0,3 вес.% Ni, в частности максимум 0,1 вес.% Ni,
максимум 0,3 вес.% или максимум 0,7 вес.% Al,
максимум 0,2 вес.% Al,
0,15-1 вес.% Si,
остальное составляет Zn и неизбежные примеси.
Этот тип высокопрочного латунного сплава также может быть разделен на два варианта, которые в принципе имеют одинаковые легирующие свойства. Первый вариант такого сплава имеет содержание Mn, заметно превышающее содержание Sn в этом варианте. И этот сплав имеет следующий состав:
53-59 вес.% Cu,
1,6-2,5 вес.% Mn,
0,5-1,4 вес.% Sn,
0,1-1 вес.% Fe,
максимум 0,3 вес.% Ni, в частности максимум 0,1 вес.% Ni,
максимум 0,3 вес.% или максимум 0,7 вес.% Al, максимум 0,2 вес.% Al,
0,15-1 вес.% Si,
остальное составляет Zn и неизбежные примеси.
В другом варианте содержание Mn примерно равно содержанию Sn. Этот сплав имеет следующий состав с пропорциональными долями элементов, присутствующих в сплаве, указанными ниже:
53-59 вес.% Cu;
1,6-2,5 вес.% Mn;
1,2-2,2 вес.% Sn;
0,1-1 вес.% Fe;
максимум 0,1 вес.% Ni;
максимум 0,3 вес.% или максимум 0,7 вес.% Al, максимум 0,2 вес.% Al,
0,15-1 вес.% Si;
остальное составляет Zn и неизбежные примеси.
В этих высокопрочных латунных сплавах содержания Mn и Sn снова соотносятся особым образом. В первом варианте высокопрочного латунного сплава, где содержание Mn заметно превышает содержание Sn, отношение Mn к Sn находится в диапазоне от 1,9 до 1,65, предпочтительно в диапазоне от 1,85 до 1,7. Во втором варианте высокопрочного латунного сплава этого типа содержания Mn и Sn являются более равномерными. Предпочтительно отношение Mn к Sn в этом варианте находится в диапазоне от 1,25 до 1,0, в частности, от 1,18 до 1,1.
Ранее упомянутые высокопрочные латунные сплавы могут содержать Pb; однако предпочтительно его максимальное содержание составляет 0,2 вес.% или в лучшем случае всего 0,1 вес.%. В последнем случае такой высокопрочный латунный сплав считается бессвинцовым в соответствии с End of Life Vehicles Directive (Директивой по транспортным средствам с выработанным ресурсом).
В особенно предпочтительном варианте выполнения этого высокопрочного латунного сплава Pb не является легирующим элементом, активно включенным в сплав; вместо этого он входит только в легирующий расплав из-за использования переработанного материала. Пользователь должен соблюдать осторожность, чтобы требуемое максимальное содержание Pb не было превышено.
В этих вариантах сплава пропорциональная доля β-фазы в качестве матрицы больше, чем в ранее описанных вариантах. Содержание β-фазы (матрицы) составляет около 60-85%. Зерна α-фазы, внедренные в β-фазу, имеют пропорциональную долю от 15 до 40%. Из этих значений вычтена пропорциональная доля силицидов.
Как правило, ранее упомянутые варианты заявленного высокопрочного латунного сплава состоят исключительно из легирующих элементов, как указано выше. Таким образом, перечень легирующих элементов в высокопрочном латунном сплаве и введенные варианты следует понимать как окончательный перечень.
Изделие из высокопрочного латунного сплава вышеописанного дополнительного варианта (то же самое относится к первоначальному описанному типу сплава) отличается особым аспектом, отмеченным на этапе отжига для упрочнения высокопрочного латунного сплава. Особый аспект заключается в том, что изделие из высокопрочного латунного сплава, в частности, имеет две стадии упрочнения, каждая из которых выполняется при разной температуре. Между этими двумя диапазонами температур упрочнения имеется диапазон температур, в пределах которого после достижения первой стадии упрочнения материал изделия из высокопрочного латунного сплава повторно размягчают до достижения дополнительного повышения температуры на второй стадии упрочнения. Первая стадия упрочнения начинается при температуре около 440-470°C с максимальной температурой от 450 до 480°C. Вторая стадия упрочнения начинается при температуре около 580-620°C, достигая максимальной температуры при 650-670°C или выше. Высокопрочный латунный сплав может корректироваться таким образом, чтобы максимальное упрочнение при более высокой температуре обеспечивало значительно большую твёрдость, чем первое максимальное упрочнение, которое было достигнуто при более низкой температуре. Соответственно, сплав может корректироваться, например, таким образом, что первое максимальное упрочнение может быть достигнуто при температуре около 470°C с твёрдостью около 150-160 по Бринеллю HB 2,5/62,5; с другой стороны, начиная с температуры около 650°C, достигается второе максимальное упрочнение, имеющее твёрдость около 170-180 HB 2,5/62,5 или более. Более высокая прочность во время второй стадии упрочнения связана с тем, что выделения твёрдой фазы, в частности, силициды, имеют меньшие размеры зерен при более высоких температурах отжига. Это может называться дисперсионным упрочнением. Температурное окно, во время которого происходит временное размягчение, и твёрдость обычно снова опускается ниже 150 HB 2,5/62,5, может использоваться для некоторых этапов обработки; например, обработку высокопрочного латунного сплава более предпочтительно выполнять в разогретом состоянии, а не в холодном состоянии. Таким образом, температурное окно между температурами максимального упрочнения также может быть использовано, например, для щадящего использования обрабатывающих инструментов.
Высокопрочный латунный сплав согласно настоящему изобретению может использоваться для изделий из сплава, которые изготавливают и получают в виде готовых отливок, сварных деталей, полуфабрикатов для экструзионного прессования или в виде прессованных и тянутых изделий. При необходимости может быть предусмотрен окончательный этап отжига для этих изделий из сплава.
В соответствии с вариантами высокопрочные латунные сплавы этого типа отличаются способностью к горячему и холодному формованию, поэтому тот или иной вариант сплава выбирается в зависимости от планируемого процесса изготовления. Способность к горячему и холодному формованию полуфабриката, изготовленного из сплава, в частности, зависит от пропорциональной доли меди и/или цинкового эквивалента и смеси α/β-фаз. Этот аспект подчеркивает, как могут быть скорректированы различные способности к формованию без существенного изменения сплава, а только на основе вариаций указанных элементов. Помимо различных способностей к формованию, которые могут быть скорректированы для базового сплава, также могут быть скорректированы значения механической прочности (предел прочности при растяжении, условный предел текучести) в соответствии с требованиями. Преимущество заключается в том, что это может быть достигнуто с использованием одного и того же базового сплава.
Изобретение будет описано ниже на основе конкретных вариантов выполнения. В описании сделана ссылка на приложенные чертежи. На чертежах:
фиг. 1 – изображения поверхности первой заготовки, изготовленной из первого сплава, под оптическим микроскопом,
фиг. 2 – четыре изображения образца, показанного на фиг. 1, под растровым электронным микроскопом,
фиг. 3 – изображения для снимков 2 и 3, показанных на фиг. 2, под растровым электронным микроскопом, подвергнутых EDX-анализу,
Таблица 1 – EDX-анализ областей образца, показанных на фиг. 3,
фиг. 4 – микрофотографии образца из первого сплава, показанного на предыдущих фигурах, после проведения испытания на коррозионную стойкость,
фиг. 5 – микрофотографии образцов, подвергнутых одному и тому же испытанию на коррозионную стойкость, из первого сравнительного сплава,
фиг. 6 – микрофотографии образцов, подвергнутых одному и тому же испытанию на коррозионную стойкость, из второго сравнительного сплава,
фиг. 7 – Изображения поверхности образца из второго сплава под оптическим микроскопом,
фиг. 8 – два изображения образцов, показанных на фиг. 7, под растровым электронным микроскопом,
фиг. 9 – одно изображение образца, показанного на фиг. 8, под растровым электронным микроскопом (Снимок 1), с отмеченными областями, подвергнутыми EDX-анализу,
Таблица 2 – EDX-анализ областей образца, показанных на фиг. 9,м
фиг. 10 – график упрочнения отлитого образца из второго сплава,
фиг. 11 – микрофотографии образца из второго сплава после проведения испытания на коррозионную стойкость,
фиг. 12 – изображение поверхности первого образца из третьего сплава под оптическим микроскопом,
фиг. 13 – три изображения образца, показанного на фиг. 12, под растровым электронным микроскопом,
фиг. 14 – изображение Снимка 2, показанного на фиг. 13, с отмеченными областями, подвергнутыми EDX-анализу,
Таблица 3 – EDX-анализ областей образца, показанных на фиг. 14,
фиг. 15 – График упрочнения отлитого образца из третьего сплава,
фиг. 16 – микрофотографии образца из третьего сплава после проведения испытания на коррозионную стойкость,
фиг. 17 – изображение поверхности образца из четвертого сплава под оптическим микроскопом,
фиг. 18 – два изображения экструдированного образца, показанного на фиг. 17, под растровым электронным микроскопом,
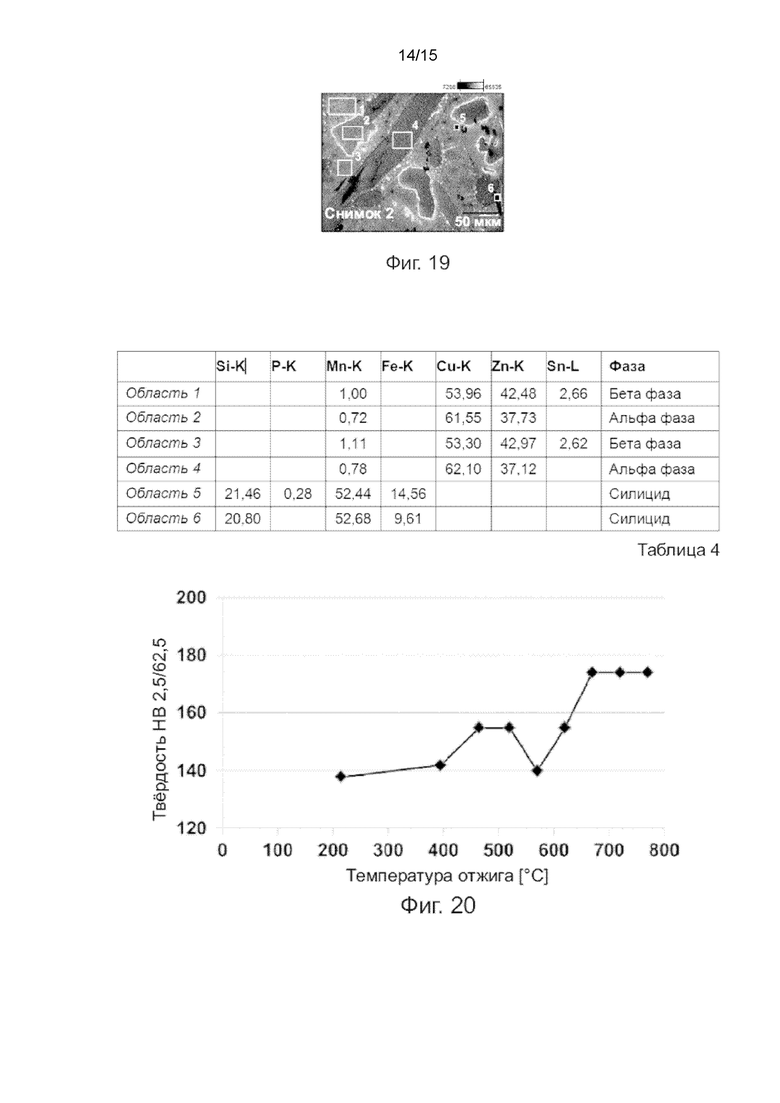
фиг. 19 – изображение образцов, показанных на фиг. 18, под растровым электронным микроскопом (Снимок 2) с отмеченными областями, подвергнутыми EDX-анализу,
Таблица 4 – EDX-анализ областей образца, показанных на фиг. 19,
фиг. 20 – график упрочнения отлитого образца из четвертого сплава,
фиг. 21 – Два структурных снимка для визуализации структуры образца из четвертого сплава с разными значениями максимального упрочнения, и
фиг. 22 – микрофотографии образца из четвертого сплава после проведения испытания на коррозионную стойкость.
Эксперимент 1:
В первой серии испытаний были отлиты образцы из сплава, имеющего следующий состав:
Изображения отлитого образца под оптическим микроскопом, показанные на фиг. 1, иллюстрируют α-β-матричную структуру с γ-фазой и силицидами.
Изображения под растровым электронным микроскопом, показанные на фиг. 2, иллюстрируют минимальный размер выделений. Упомянутые выделения имеют размер около 10 мкм.
Изображения под растровым электронным микроскопом на снимках 2 и 3, показанных на фиг. 2, подвергаются EDX-анализу. Области, в которых был осуществлен EDX-анализ, отмечены на фиг. 3 и сведены в Таблице 1.
Над образцом были проведены исследования упрочнения, в частности, макротвёрдости и микротвёрдости. Макротвёрдость была измерена по Бринеллю и показала результат 109 HB 2,5/62,5. Микротвёрдость была определена по Виккерсу. Для матрицы была определена твёрдость по Виккерсу 124-136 HV 0,005. Интерметаллические фазы по своей природе гораздо тверже. Первая интерметаллическая фаза имела твёрдость по Виккерсу 499 HV 0,005, а вторая интерметаллическая фаза имела большую твёрдость 725 HV 0,005.
Этот образец в общем имеет очень мелкозернистую структуру. высокую прочность и твёрдость. Этот образец в общем имеет хорошую способность к холодному формованию.
Наряду с контрольными образцами образец был подвергнут испытанию на коррозионную стойкость.
В целях испытания на коррозионную стойкость образцы наполовину погружали в смесь моторного масла, 20% биоэтанола E85 (85% этанола) и серной кислоты. Уровень pH был скорректирован до 2,6. Испытания проводились при температуре 60°C. Образец выдерживали в этой смеси в течение 2 дней, затем достали и проанализировали под оптическим микроскопом.
Фиг. 4 иллюстрирует каждый участок образца, который подвергся испытанию на коррозионную стойкость. Изображения под оптическим микроскопом, показанные на фиг. 4, иллюстрируют только отдельные случаи очень незначительных локализованных коррозионных разрушений. Это означает, что материал, находящийся на большей глубине, эффективно защищен от коррозии. На поверхности могут быть обнаружены остатки верхнего слоя. Следует отметить, что не только α-фаза, но и границы зерен и
β-фаза устойчивы к коррозии.
Фиг. 5 показывает результат сравнения образца, изготовленного из сплава CuZn37Mn3Al2PbSi, который был получен с использованием тех же параметров и затем подвергся испытанию на коррозионную стойкость. Четко различимо локализованное образование слоев (особенно на левом снимке).
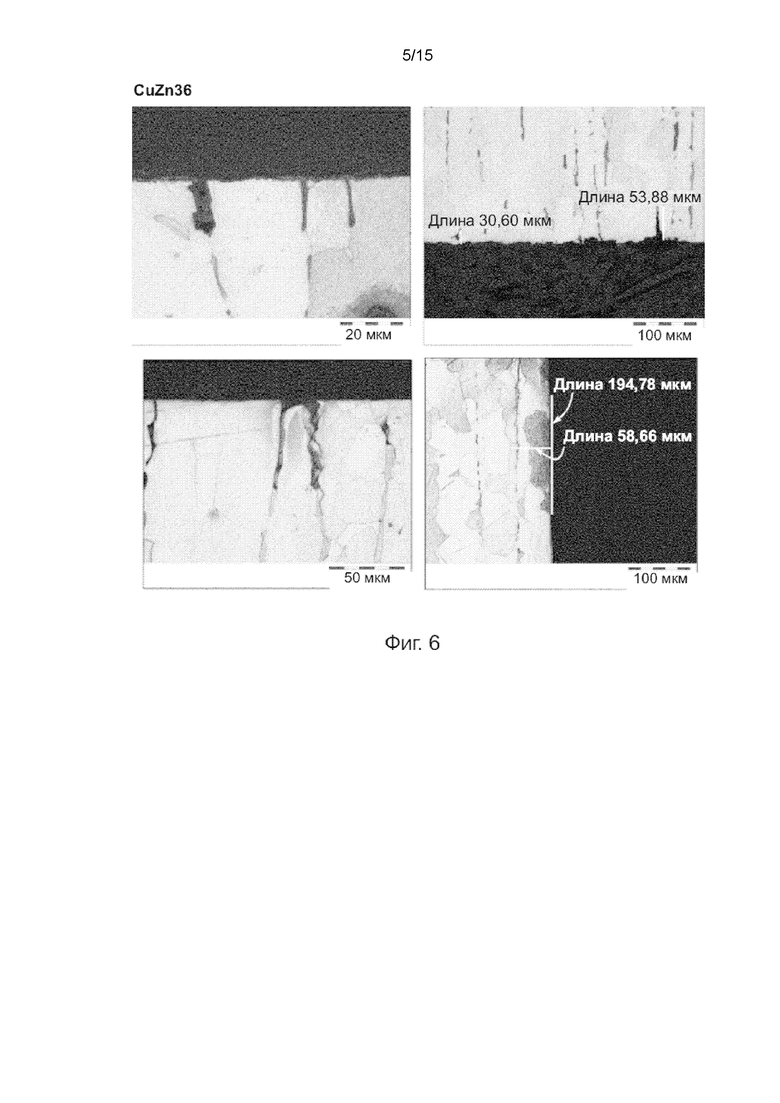
Контрольный образец был изготовлен из сплава CuZn36 с теми же параметрами и затем подвергнут испытанию на коррозионную стойкость (смотри фиг. 6). Этот образец показывает образование коррозионного растрескивания и распространения трещин.
Правый снимок в нижнем ряду на фиг. 6 иллюстрирует образец, дополнительно обработанный серной кислотой.
Электропроводность этого образца составляет 8 МСм/м и соответствует электропроводности контрольного сплава CuZn37Mn3Al2PbSi. Электропроводность значительно снижена по сравнению с электропроводностью другого контрольного образца, который имеет электропроводность около 15,5 МСм/м.
Эксперимент 2:
Во второй серии испытаний были отлиты образцы из сплава, имеющего следующий состав:
Изображения отлитого образца под оптическим микроскопом, показанные на Фиг. 7, иллюстрируют β-α-матрицу с внедренными силицидами. Доля интерметаллических фаз (здесь: силициды) составляет около 3,7%.
Изображения под растровым электронным микроскопом, показанные на фиг. 8, иллюстрируют небольшой размер выделений. Силициды имеют размеры от 8 до 12 мкм. α-фаза вытянута в показанном направлении плоскости сканирования с размерами зерен в продольном направлении около 100-120 мкм.
Фиг. 9 показывает изображение областей образцов, показанных на фиг. 8, под растровым электронным микроскопом (Снимок 1). Области, подвергнутые EDX-анализу, отмечены на фиг. 9 и приведены в Таблице 2.
В результате установлено, что марганец связывается преимущественно в α-фазе и β-фазе; а олово растворяется в β-фазе.
Над образцом были проведены исследования упрочнения, в частности, макротвёрдости и микротвёрдости. Макротвёрдость была измерена по Бринеллю и показала результат 96 HB 2,5/62,5. Микротвёрдость была определена по Виккерсу. Твёрдость по Виккерсу была определена в матрице: 88 HV 0,005 в α-фазе и 125 HV 0,005 в β-фазе. Интерметаллические фазы по своей природе гораздо тверже. Здесь были определены значения твёрдости около 518 HV 0,005.
Экструдированный образец также был подвергнут испытанию на упрочнение, в частности, макротвёрдость и микротвёрдость. Макротвёрдость была измерена по Бринеллю и показала результат 86-100 HB 2,5/62,5. Микротвёрдость была определена по Виккерсу. Твёрдость по Виккерсу была определена в матрице: 86 HV 0,005 в α-фазе и 122 HV 0,005 в β-фазе. Интерметаллические фазы по своей природе гораздо тверже. Здесь были определены значения твёрдости около 707 HV 0,005.
Экструдированный образец был подвергнут испытанию на растяжение для определения значений прочности. Испытание проводилось на образцах с начала и конца экструзии (прессования). Таким образом, может быть получена информация о значениях прочности в зависимости от температуры прессования. Обычно температура прессования немного выше в начале процесса прессования по сравнению с прессованием на конце образца. Испытанные образцы экструдированного стержня показали следующие значения механических характеристик – условного предела текучести Rp0,2, предела прочности на растяжение Rm и относительного удлинения А при разрыве:
Диапазоны колебаний предыдущих значений основаны на различиях положения, из которого были взяты образцы (начало и/или конец пресса). В этом варианте выполнения большие значения прочности при растяжении определены для образцов, взятых с конца экструзионного пресса, и меньшие значения определены для образцов, взятых с начала пресса. Для относительного удлинения при разрыве это отношение является обратным. В этом случае меньшие значения получены для образцов, взятых с конца экструзионного пресса.
Фиг. 10 показывает поведение при упрочнении во время отжига образцов, изготовленных из сплава. Образцы нагревали до температуры, обеспечивающей нагрев насквозь, выдерживали при этой температуре и давали остыть на воздухе. График температуры отжига чётко показывает, что максимальное упрочнение достигается при температуре около 730°C.
Этот образец в общем имеет очень мелкозернистую структуру, высокую прочность и твёрдость. Этот образец имеет хорошую способность к холодному формованию.
Наряду с контрольными образцами образец был подвергнут испытанию на коррозионную стойкость. Испытания на коррозионную стойкость проводились таким же образом, как описано ранее в отношении Эксперимента 1. Здесь повторно использовались те же контрольные образцы, что и в Эксперименте 1. Ссылка сделана на фиг. 5 и 6 и соответствующие части описания.
Фиг. 11 показывает два снимка образца из второго сплава, которые были сделаны после коррозионной обработки, под оптическим микроскопом. Наблюдается образование верхнего слоя (смотри левый снимок). Верхний слой имеет хорошую адгезию и только отдельные случаи незначительных локализованных коррозионных разрушений. Это означает, что материал под ним эффективно защищён от коррозии. В этом образце, помимо α-фазы, границы зерен и β-фаза также устойчивы к коррозии.
Электропроводность этого образца составляет 8,7 МСм/м, что соответствует электропроводности контрольного сплава CuZn37Mn3Al2 PbSi. Электропроводность существенно снижена по сравнению с электропроводностью другого контрольного образца, который имеет электропроводность около 15,5 МСм/м.
Эксперимент 3:
В первой серии испытаний были отлиты образцы из сплава, имеющего следующий состав:
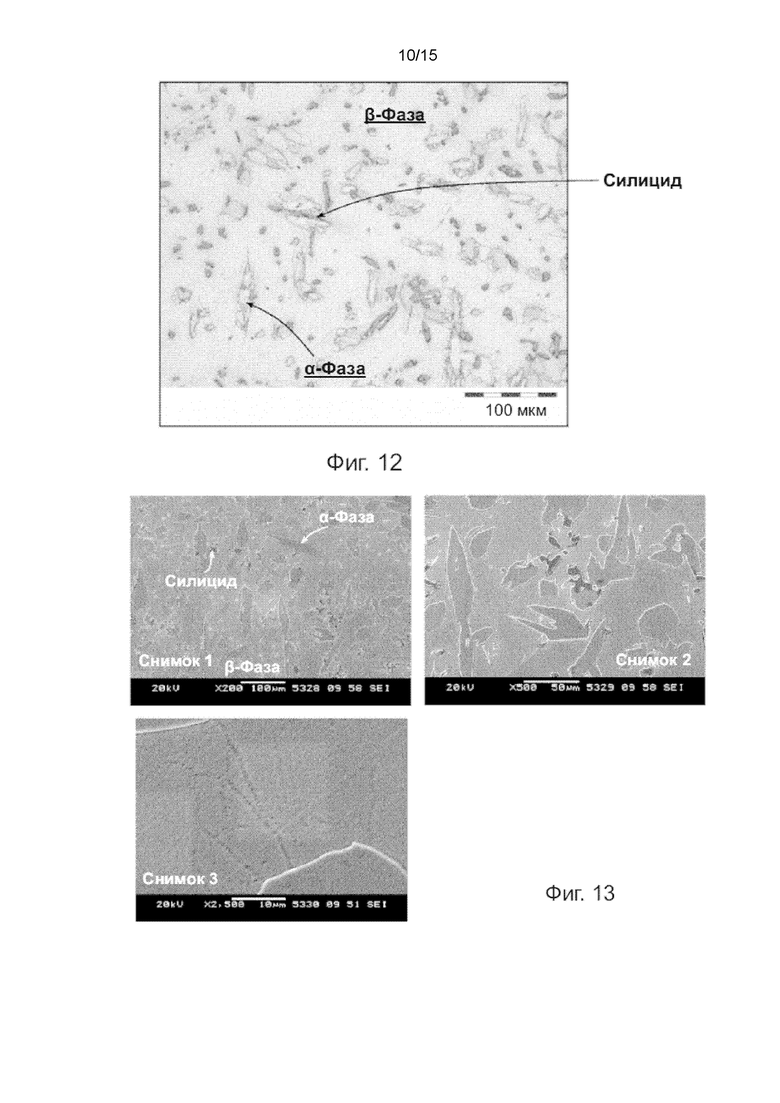
Изображения отлитого образца под оптическим микроскопом, показанные на Фиг. 12, иллюстрируют структуру, состоящую из β-фазы с внедренной α-фазой и силицидами. Силициды вытянуты в показанной плоскости сечения и имеют ширину около 10 мкм. α-фаза также включает в себя вытянутые зерна с продольной протяженностью около 60-70 мкм.
Этот сплав особенно подходит для изготовления изделий, которые подвергаются процессам горячего формования.
Изображения под растровым электронным микроскопом, показанные на Фиг. 13, иллюстрируют структуру и небольшой размер выделений.
Снимок 2 среди изображений под растровым электронным микроскопом, показанных на фиг. 13, подвергнут EDX-анализу. Области, в которых был осуществлен EDX-анализ, отмечены на фиг. 14 и приведены в Таблице 1.
В результате может быть обнаружено, что марганец связывается преимущественно в α-фазе и β-фазе, при этом олово растворяется в β-фазе.
Экструдированный образец также был подвергнут испытанию на твёрдость, в частности, макротвёрдость и микротвёрдость. Макротвёрдость была измерена по Бринеллю и показала результат 113-122 HB 2,5/62,5. Микротвёрдость была определена по Виккерсу. Твёрдость по Виккерсу была определена в матрице: 82 HV 0,005 в α-фазе и 155 HV 0,005 в β-фазе. Интерметаллические фазы по своей природе гораздо тверже. Здесь были определены значения твёрдости около 980 HV 0,005.
Экструдированный образец был подвергнут испытанию на растяжение для определения значений прочности. Испытание проводилось на образцах с начала и конца прессования. Таким образом, может быть получена информация о значениях прочности, которая зависит от температуры прессования. Обычно температура прессования немного выше в начале процесса прессования по сравнению с прессованием в концевой области образца. Испытанные образцы экструдированного стержня показали следующие значения механических характеристик Rp0,2, Rm и А:
Диапазоны колебаний предыдущих значений основаны на различиях положения, из которого были взяты образцы (начало и/или конец пресса). В этом варианте выполнения большие значения прочности при растяжении определены для образцов, взятых с конца пресса, а меньшие значения определены для образцов, взятых с начала. Интересно, что в этом варианте выполнения большие значения относительного удлинения при разрыве также получены с конца пресса. Это неожиданно, поскольку образцы имеют большее относительное удлинение при разрыве, несмотря на большую прочность. Ожидалось, что эти образцы будут вести себя так же, как в Эксперименте 2.
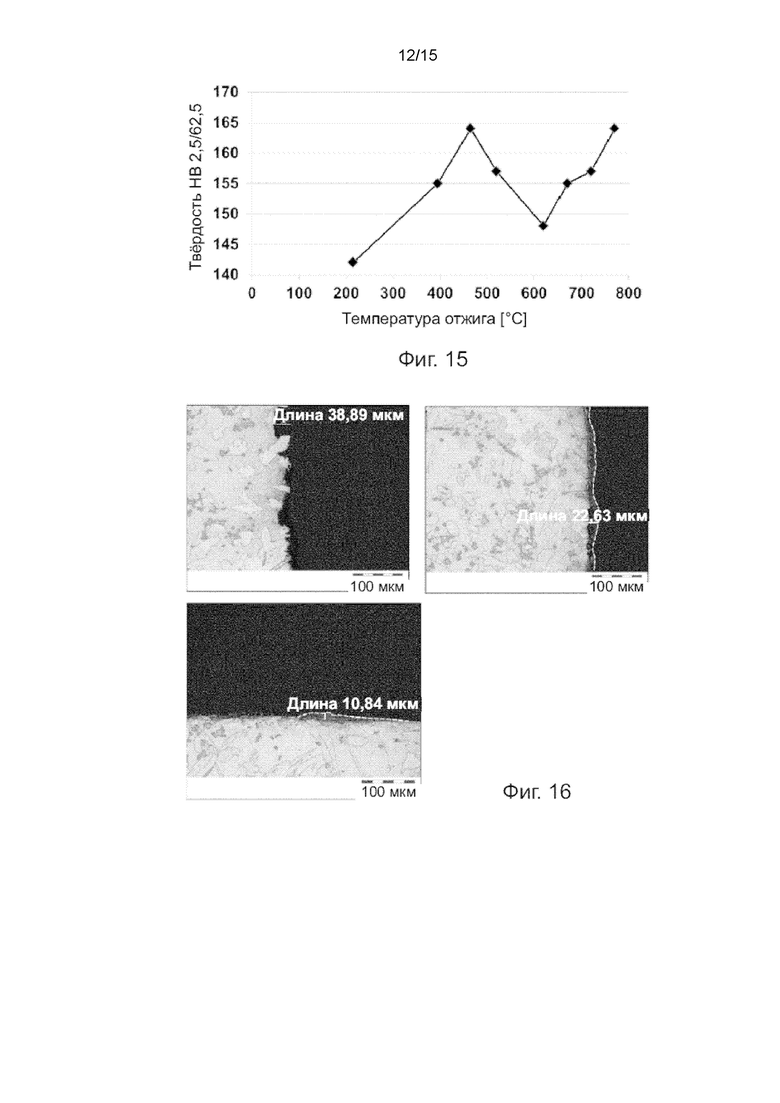
Фиг. 15 показывает поведение при упрочнении во время отжига образца, изготовленного из сплава. Испытание проводилось таким же образом, как описано в Эксперименте 2. Очевидно, что максимальное упрочнение достигается при температуре около 470°°C. По мере дальнейшего повышения температуры происходит размягчение с последующим достижением улучшенного упрочнения после температуры около 620°C.
Наряду с контрольными образцами образец был подвергнут испытанию на коррозионную стойкость.
В целях испытания на коррозионную стойкость образец наполовину погружали в смесь, состоящую из моторного масла, 20% биоэтанола E85 (85% этанола) и серной кислоты. Уровень pH был скорректирован до 2,6. Эксперименты проводились при температуре 60°C. Образец выдерживали в этой смеси в течение 2 дней, затем достали и проанализировали под оптическим микроскопом.
Фиг. 16 показывает участок образца, который был подвергнут испытанию на коррозионную стойкость, на нескольких микрофотографиях. Изображения под оптическим микроскопом, показанные на фиг. 16, иллюстрируют лишь незначительные локализованные коррозионные разрушения. Это означает, что материал, находящийся на большей глубине, эффективно защищен от коррозии. Следует отметить образование верхнего слоя, который защищает области, находящиеся на большей глубине, от коррозии. Упомянутый слой отмечен на фигуре с точки зрения его толщины. Для большей наглядности верхний слой на фиг. 16 показан пунктирной линией. Как показали эксперименты, верхний слой имеет хорошую адгезионную способность. Необходимо отметить, что не только α-фаза, но и границы зерен и β-фаза устойчивы к коррозии.
Образец был подвергнут испытанию на коррозионную стойкость наряду с контрольными образцами, как описано ранее в отношении Эксперимента 1. Были использованы те же контрольные образцы, что и в Эксперименте 1. Описание ссылается на фигуры 5 и 6 и соответствующие части описания.
Электропроводность образца из этого сплава составляет 10 МСм/м и, следовательно является величиной того же порядка, что и для сплава CuZn37Mn3Al2PbSi.
Эксперимент 4:
Во второй серии испытаний были отлиты образцы из сплава, имеющего следующий состав:
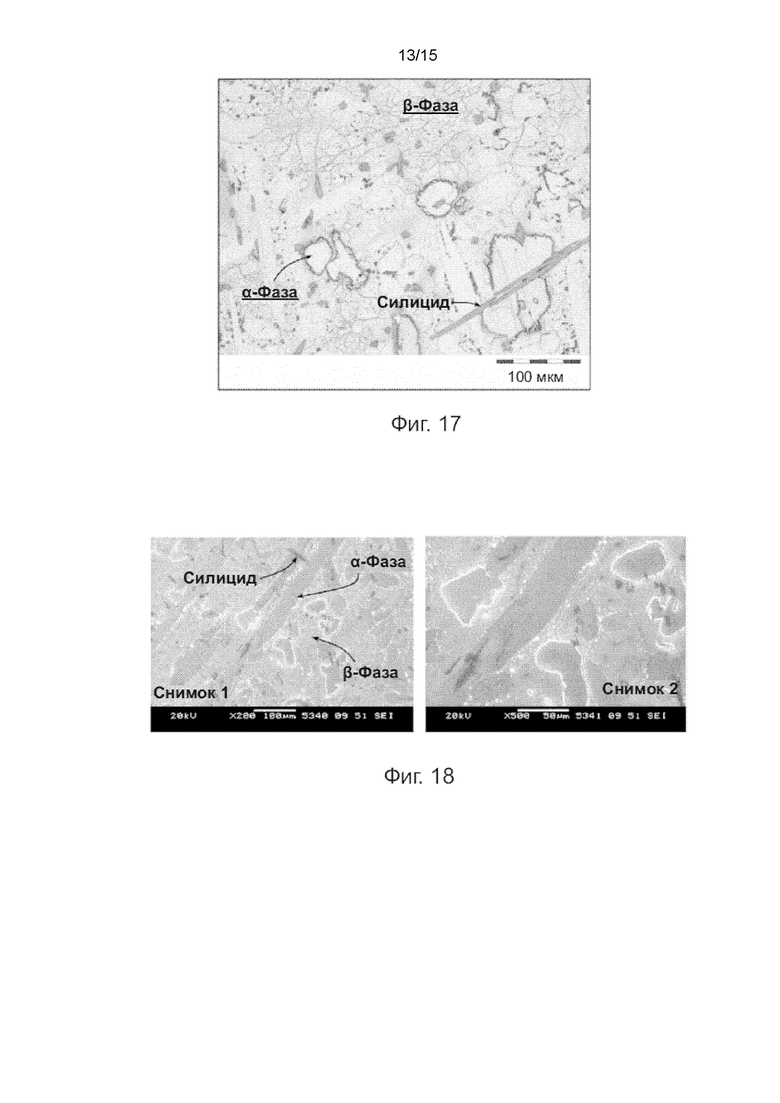
Изображение отлитого образца под оптическим микроскопом, показанное на фиг. 17, иллюстрирует структуру, состоящую из β-фазы с внедренной α-фазой и силицидами. Силициды имеют вытянутую форму в показанной плоскости разреза. Их ширина составляет около 10-20 мкм.
Этот сплав особенно подходит для изготовления изделий, которые подвергаются процессам горячего формования.
Изображения под растровым электронным микроскопом, показанные на фиг. 18, иллюстрируют различимый относительно небольшой размер выделений.
Фиг. 19 иллюстрирует изображение областей образца, показанных на фиг. 18 (Снимок 2), под растровым электронным микроскопом. Области, которые подверглись EDX-анализу, отмечены на фиг. 19 и приведены в Таблице 4.
В результате было обнаружено, что марганец преимущественно связывается в силициды в α- и β-фазах, при этом олово растворяется в β-фазе.
Экструдированный образец также был подвергнут испытанию на твёрдость, в частности, макротвёрдость и микротвёрдость. Макротвёрдость была измерена по Бринеллю и показала результат 121-126 HB 2,5/62,5. Микротвёрдость была определена по Виккерсу. В матрице была определена твёрдость по Виккерсу, составляющая 97 HV 0,005 в α-фазе и 168 HV 0,005 в β-фазе. Интерметаллические фазы по своей природе гораздо тверже. Здесь были определены значения твёрдости около 1070 HV 0,005.
Экструдированный образец был подвергнут испытанию на растяжение для определения значений прочности. Испытание проводилось на образцах с начала и конца пресса. Таким образом, может быть получена информация о значениях прочности в зависимости от температуры прессования. Обычно температура прессования немного выше в начале процесса прессования по сравнению с прессованием в концевой области образца. Испытанные образцы экструдированного стержня показали следующие значения механических характеристик Rp0,2, Rm и А:
Диапазоны колебаний предыдущих значений основаны на различиях положения, из которого были взяты образцы (начало и/или конец пресса). В этом варианте выполнения большие значения прочности при растяжении определены для образцов, взятых с конца пресса, и меньшие значения определены для образцов, взятых с начала пресса. Интересно, что в этом варианте выполнения большие значения относительного удлинения при разрыве также получены для образцов на конце пресса. Это неожиданно, поскольку образцы имеют большее относительное удлинение при разрыве, несмотря на большую прочность. Ожидалось, что эти образцы будут вести себя, как образцы в Эксперименте 2.
Фиг. 20 показывает поведение при упрочнении во время отжига образца, изготовленного из сплава. Испытание проводилось таким же образом, как описано ранее в отношении Эксперимента 2. Очевидно, что первое максимальное упрочнение достигается при температуре около 450-510°C. После размягчения, следующего за этим максимальным упрочнением, дальнейшее максимальное упрочнение достигается при температуре около 670°C.
Фиг. 21 показывает сопоставление структурных изображений образца из сплава из Эксперимента 4 в структурном состоянии после достижения максимального упрочнения; в частности, при температуре 520°C (левый снимок) и после достижения второго максимального упрочнения, в частности, при температуре 770°C (правый снимок). После достижения указанных температур эти образцы быстро охлаждались в воде для сохранения структуры при температуре отжига. Сопоставление двух структурных изображений четко показывает, что структура с более высоким максимальным упрочнением (правый снимок) имеет гораздо более мелкий размер зерен. Причина этого заключается в очень мелких выделениях упрочняющих фаз, в частности, силицидов. Большая твёрдость, обусловленная очень мелкозернистыми твёрдофазными выделениями, также может называться дисперсионным упрочнением.
Образец был подвергнут испытанию на коррозионную стойкость наряду с контрольными образцами. Испытание на коррозионную стойкость проводилось, как описано ранее в отношении Эксперимента 1. Использовались те же контрольные образцы, что были использованы в Эксперименте 1. В отношении этого момента для справки смотри фигуры 5 и 6 и соответствующую часть описания.
Фиг. 22 показывает два снимка образца из второго сплава после коррозионной обработки под оптическим микроскопом. Наблюдается образование верхнего слоя. В связи с этим более глубокие слои материала эффективно защищены от коррозии. На левом снимке на фиг. 21 верхний слой показан пунктирной линией. Помимо α-фазы, в этом образце границы зерен и β-фаза также устойчивы к коррозии.
Электропроводность образца из этого сплава составляет 10 МСм/м и, следовательно, является величиной того же порядка, что и для сплава CuZn37Mn3Al2PbSi.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ ЛАТУНЬ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОЙ ЛАТУНИ | 2017 |
|
RU2698020C1 |
| ВЫСОКОПРОЧНЫЙ ЛАТУННЫЙ СПЛАВ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОГО ЛАТУННОГО СПЛАВА | 2018 |
|
RU2764687C1 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2701701C2 |
| Латунный сплав | 2022 |
|
RU2792349C1 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2717432C2 |
| МЕДНО-ЦИНКОВЫЙ СПЛАВ | 2019 |
|
RU2772516C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2660552C2 |
| СПЛАВ ЛАТУНИ, ВКЛЮЧАЮЩИЙ КЕРАМИЧЕСКИЕ НАНОЧАСТИЦЫ ОКСИДА АЛЮМИНИЯ, КОТОРЫЙ ОБЛАДАЕТ УЛУЧШЕННЫМИ СВОЙСТВАМИ В ОТНОШЕНИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2679671C1 |
| ЛИТАЯ ЛАТУНЬ | 2015 |
|
RU2613234C2 |
| ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2774671C2 |










Изобретение относится к бессвинцовому высокопрочному латунному сплаву и может быть использовано для изготовления изделий, работающих в условиях фрикционных нагрузок, в частности втулок поршневых колец, колец синхронизаторов, упорных подшипников на турбокомпрессорах. Бессвинцовый высокопрочный латунный сплав для изготовления изделий, работающих в условиях трения в среде смазочных материалов, содержит, вес.%: 50-65 Cu, 0,4-3 Mn, 0,55-3 Sn, максимум 1 Fe, максимум 1 Ni, максимум 1 Al, максимум 1,5 Si, остальное - Zn и неизбежные примеси, причём сумма элементов Mn и Sn составляет не менее 1,3 вес.% и не более 6,0 вес.%. Изобретение направлено на создание бессвинцового латунного сплава с высокой прочностью и износостойкостью при воздействии фрикционных нагрузок, а также высокой коррозионной стойкостью в кислой среде. 5 н. и 19 з.п. ф-лы, 4 пр., 4 табл., 22 ил.
1. Бессвинцовый высокопрочный латунный сплав для изготовления изделий, работающих в условиях трения в среде смазочных материалов, содержащий:
50-65 вес.% Cu,
0,4-3 вес.% Mn,
0,55-3 вес.% Sn,
максимум 1 вес.% Fe,
максимум 1 вес.% Ni,
максимум 1 вес.% Al,
максимум 1,5 вес.% Si,
остальное составляет Zn и неизбежные примеси,
причём сумма элементов Mn и Sn составляет не менее 1,3 вес.% и не более 6,0 вес.%.
2. Бессвинцовый высокопрочный латунный сплав по п. 1, содержащий:
56-62 вес.% Cu,
1,5-2,3 вес.% Mn,
1,4-2,2 вес.% Sn,
0,1-0,7 вес.% Fe,
максимум 0,3 вес.% Ni,
максимум 0,5 вес.% Al или максимум 0,7 вес.% Al,
0,25-0,85 вес.% Si,
остальное составляет Zn и неизбежные примеси.
3. Бессвинцовый высокопрочный латунный сплав по п. 2, содержащий:
57-61,5 вес.% Cu,
1,7-2,2 вес.% Mn,
1,5-2,1 вес.% Sn,
0,1-0,7 вес.% Fe,
максимум 0,3 вес.% Ni,
максимум 0,5 вес.% Al или максимум 0,7 вес.% Al,
0,3-0,7 вес.% Si,
остальное составляет Zn и неизбежные примеси.
4. Бессвинцовый высокопрочный латунный сплав по п. 2 или 3, отличающийся тем, что элементы Mn и Sn присутствуют в сплаве в отношении Mn к Sn от 0,95 до 1,15.
5. Бессвинцовый высокопрочный латунный сплав по п. 4, отличающийся тем, что содержание Mn на 8%-15% превышает содержание Sn.
6. Бессвинцовый высокопрочный латунный сплав по п. 1, содержащий:
57-61,5 вес.% Cu,
1,7-2,2 вес.% Mn,
0,6-1,2 вес.% Sn,
0,1-0,7 вес.% Fe,
максимум 0,3 вес.% Ni,
максимум 0,5 вес.% Al или максимум 0,7 вес.% Al,
0,3-0,7 вес.% Si,
остальное составляет Zn и неизбежные примеси.
7. Бессвинцовый высокопрочный латунный сплав по п. 6, отличающийся тем, что элементы Mn и Sn присутствуют в сплаве в отношении Mn к Sn от 1,65 до 1,9.
8. Бессвинцовый высокопрочный латунный сплав по п. 7, отличающийся тем, что содержание Mn на 60%-85% превышает содержание Sn.
9. Бессвинцовый высокопрочный латунный сплав по любому из пп. 2-8, отличающийся тем, что содержание Fe составляет от 0,3 до 0,5 вес.%.
10. Бессвинцовый высокопрочный латунный сплав по любому из пп. 2-5, отличающийся тем, что содержание Sn составляет от 1,9 до 2,1 вес.%.
11. Бессвинцовый высокопрочный латунный сплав по п. 6, отличающийся тем, что содержание Sn составляет от 0,9 до 1,1 вес.%.
12. Бессвинцовый высокопрочный латунный сплав по любому из пп. 2-5, отличающийся тем, что содержание Sn составляет от 1,9 до 2,1 вес.%.
13. Бессвинцовый высокопрочный латунный сплав по п. 1, содержащий:
52-59 вес.% Cu,
1,5-2,7 вес.% Mn,
0,55-2,5 вес.% Sn,
0,1-1 вес.% Fe,
максимум 0,2 вес.% Ni,
максимум 0,3 вес.% Al,
максимум 0,15-1 вес.% Si,
остальное составляет Zn и неизбежные примеси.
14. Бессвинцовый высокопрочный латунный сплав по п. 13, содержащий:
53-59 вес.% Cu,
1,6-2,5 вес.% Mn,
0,55-1,4 вес.% Sn,
0,1-1 вес.% Fe,
максимум 0,2 вес.% Ni,
максимум 0,3 вес.% Al,
0,15-1 вес.% Si,
остальное составляет Zn и неизбежные примеси.
15. Бессвинцовый высокопрочный латунный сплав по п. 14, отличающийся тем, что элементы Mn и Sn присутствуют в сплаве в отношении Mn к Sn от 1,65 до 1,9.
16. Бессвинцовый высокопрочный латунный сплав по п. 13, содержащий:
53-59 вес.% Cu,
1,6-2,5 вес.% Mn,
1,2-2,2 вес.% Sn,
0,1-1 вес.% Fe,
максимум 0,2 вес.% Ni,
максимум 0,3 вес.% Al,
0,15-1 вес.% Si,
остальное составляет Zn и неизбежные примеси.
17. Бессвинцовый высокопрочный латунный сплав по п. 13, отличающийся тем, что элементы Mn и Sn присутствуют в сплаве в отношении Mn к Sn от 1,0 до 1,25.
18. Бессвинцовый высокопрочный латунный сплав по п. 14, отличающийся тем, что содержание Sn составляет от 0,6 до 1,3 вес.%.
19. Бессвинцовый высокопрочный латунный сплав по п. 16, отличающийся тем, что содержание Sn составляет от 1,3 до 2,1 вес.%.
20. Изделие из бессвинцового высокопрочного латунного сплава для работы в условиях трения в среде смазочных материалов, отличающееся тем, что оно выполнено из бессвинцового высокопрочного латунного сплава по п. 14 и после экструдирования имеет значение условного предела текучести Rp0,2 от 240 до 250 Н/мм2, значение предела прочности при растяжении Rm от 530 до 550 Н/мм2 и относительное удлинение при разрыве от 20 до 30%.
21. Изделие из бессвинцового высокопрочного латунного сплава для работы в условиях трения в среде смазочных материалов, отличающееся тем, оно выполнено из бессвинцового высокопрочного латунного сплава по п. 16 и после экструдирования имеет значение условного предела текучести Rp0,2 от 260 до 270 Н/мм2, значение предела прочности при растяжении Rm от 520 до 550 Н/мм2 и относительное удлинение при разрыве от 15 до 25%.
22. Изделие из бессвинцового высокопрочного латунного сплава для работы в условиях трения в среде смазочных материалов, отличающееся тем, что оно выполнено из бессвинцового высокопрочного латунного сплава по любому из пп. 1-19 и его электропроводность составляет менее 12 МСм/м.
23. Изделие из бессвинцового высокопрочного латунного сплава для работы в условиях трения в среде смазочных материалов, отличающееся тем, что оно выполнено из бессвинцового высокопрочного латунного сплава по любому из пп. 1-19 и представляет собой опорную деталь предпочтительно для использования с подшипником в масляной среде.
24. Изделие из высокопрочного латунного сплава по п. 23, отличающееся тем, что опорная деталь представляет собой деталь для турбокомпрессора.
| WO 2014152619 A1, 25.09.2014 | |||
| WO 2015173291 A3, 19.11.2015 | |||
| СПОСОБ ЗАПОЛНЕНИЯ ЖИДКИМ НАПОЛНИТЕЛЕМ КАПИЛЛЯРНЫХ ТЕРМОЧУВСТВИТЕЛЬНЫХ СИСТЕМ | 1998 |
|
RU2135964C1 |
| Приспособление для изменения хода поршня насоса | 1929 |
|
SU11670A1 |
| Способ определения протечек через закрытый направляющий аппарат гидротурбины | 1989 |
|
SU1712648A1 |

