ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству для изготовления содержащего ароматизатор листа и способ изготовления содержащего ароматизатор листа, допускающий изготовление содержащего ароматизатор листа.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Способ изготовления содержащего ароматизатор листа для курительного изделия известен (патентные документы 1-3). Способ изготовления включает в себя: (1) этап нанесения пульпы сырого материала, содержащей полисахарид и ароматизатор, имеющей влагосодержание 70-95% по массе и находящейся в состоянии золя, при 60-90°C, на подложку; (2) этап охлаждения нанесенной пульпы сырого материала до образцовой температуры 0-40°C для желатинизации пульпы сырого материала; и (3) этап нагревания и сушки желатинизированного сырого материала, чтобы сушить его при образцовой температуре 70-100°C.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[Патентный документ 1] Международная публикация № 2012/118032
[Патентный документ 2] Международная публикация № 2012/118033
[Патентный документ 3] Международная публикация № 2012/118034
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Поскольку желатинизированный материал содержит воду и ароматизатор между поперечными сшивками составляющего геля, то свойства (вязкость и остаточное количество ароматизатора) желатинизированного материала изменяются в зависимости от окружающей среды, например, температуры и относительной влажности, и внутренней среды, например, состава желатинизированного материала и количество влаги в желатинизирующемся материале. Поэтому трудно обеспечить равномерность характеристик листов, формируемых из желатинизированного материала.
Целью настоящего изобретения является создание устройства для изготовления содержащего ароматизатор листа и способ изготовления содержащего ароматизатор листа, которые могут сделать равномерным качество содержащих ароматизатор листов.
РЕШЕНИЕ ПРОБЛЕМЫ
В соответствии с одним аспектом изобретения, устройство для изготовления содержащего ароматизатор листа включает в себя: подающий механизм, выполненный с возможностью подачи желатинизированного, содержащего ароматизатор листа; формирующий прорези участок, выполненный с возможностью формирования одной или более прорезей, имеющих глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа вдоль направления подачи содержащего ароматизатор листа; и осушающий механизм, выполненный с возможностью сушки содержащего ароматизатор листа, в котором сформированы прорези.
В соответствии с одним аспектом изобретения, способ изготовления содержащего ароматизатор листа включает в себя следующие этапы: формуют содержащую ароматизатор пульпу в форму листа посредством формовочного механизма; формируют желатинизированный лист посредством желатинизации пульпы, формованной в форму листа, подаваемого в направлении подачи, посредством желатинизирующего механизма; формируют одну или более прорезей, имеющих глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа, посредством формирующего прорези участка; и сушат желатинизированный лист, включающий в себя одну или более прорезей, посредством осушающего механизма.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
При применении устройства для изготовления содержащего ароматизатор листа и способа изготовления содержащего ароматизатор листа по настоящему изобретению, можно создать устройство для изготовления содержащего ароматизатор листа и способ изготовления содержащего ароматизатор листа, которые могут сделать равномерным качество содержащего ароматизатор листа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
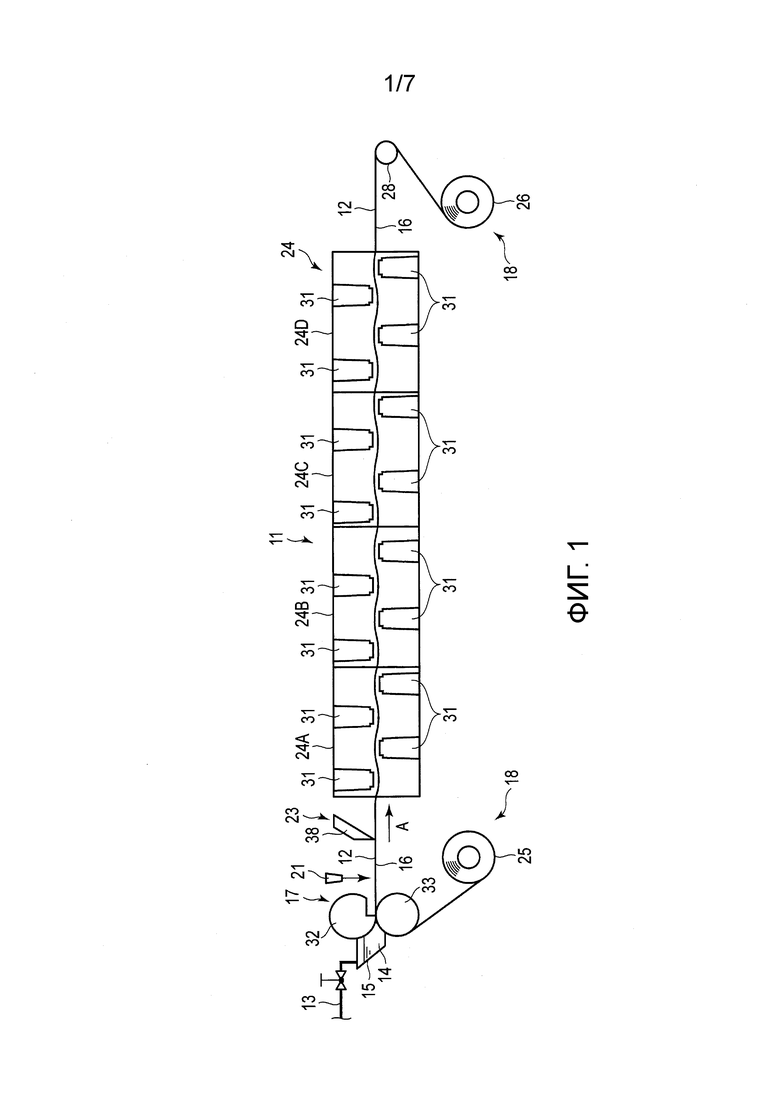
Фиг. 1 - схематический чертеж, изображающий пример устройства для изготовления содержащего ароматизатор листа в соответствии с вариантом осуществления.
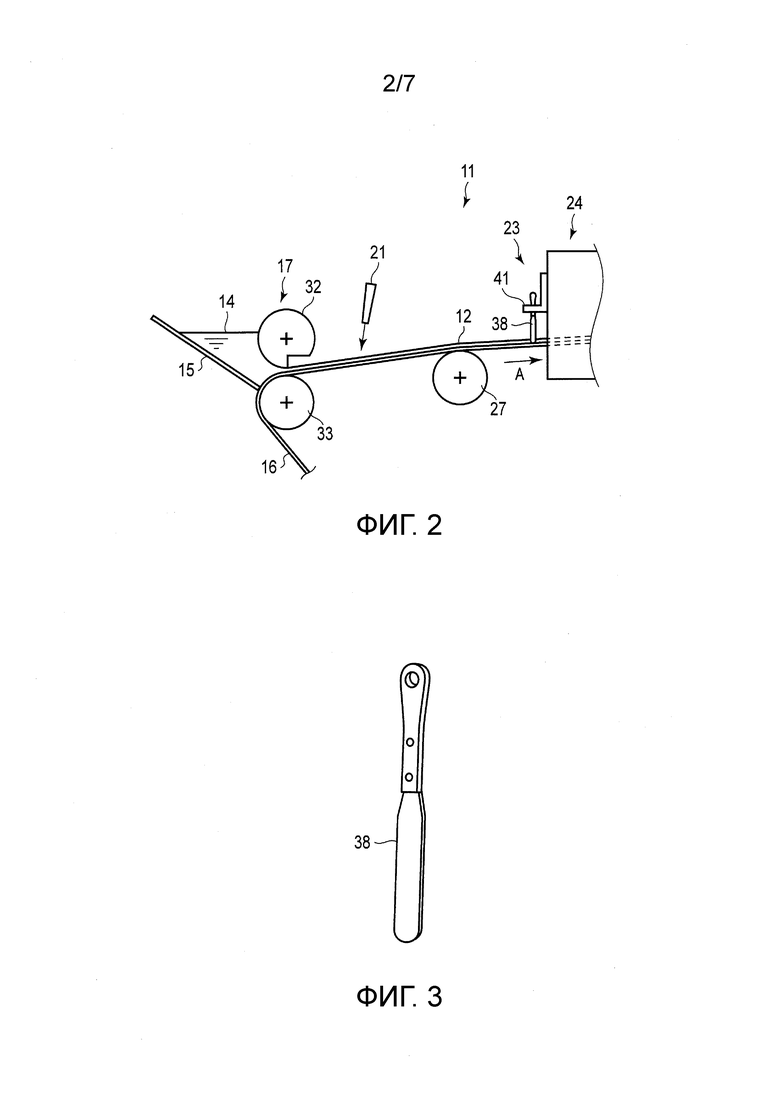
Фиг. 2 - увеличенный схематический вид участка формовочного механизма, желатинизирующего механизма, формирующего прорези участка и осушающего механизма устройства для изготовления содержащего ароматизатор листа, изображенного на фиг 1.
Фиг. 3 - вид в перспективе, изображающий одну из множества формирующих прорези частей, выполненных на формирующем прорези участке, изображенном на фиг 2.
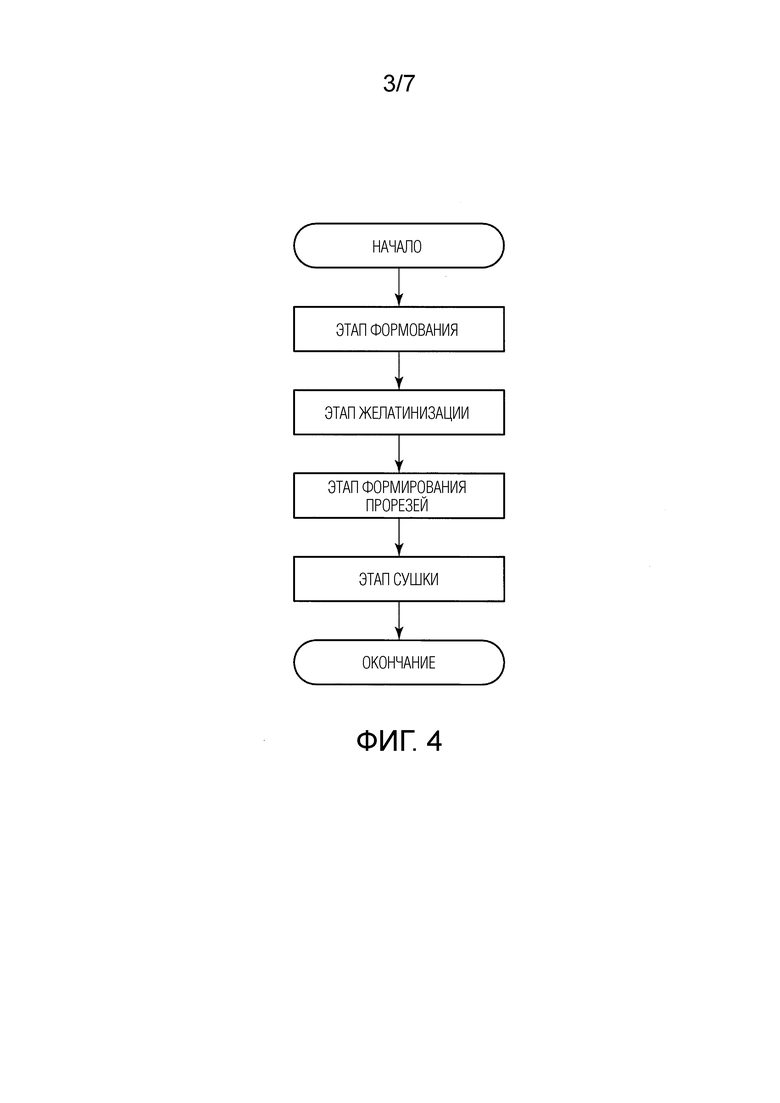
Фиг. 4 - блок-схема последовательности операций способа изготовления содержащего ароматизатор листа с использованием устройства для изготовления содержащего ароматизатор листа в соответствии с вариантом осуществления.
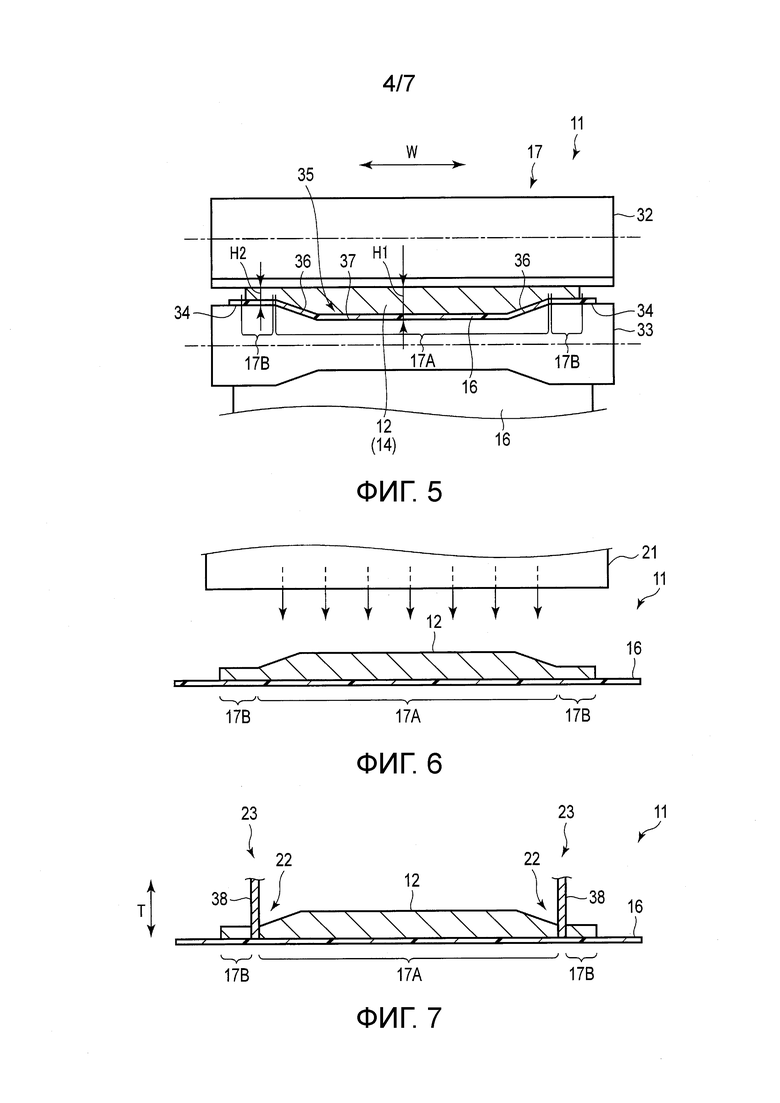
Фиг. 5 - вид спереди формовочного механизма, подложки и содержащий ароматизатор лист, которые изображены на фиг 2.
Фиг. 6 - вид в разрезе, схематически изображающий этап (этап желатинизации), на котором содержащий ароматизатор лист охлаждают посредством желатинизирующего механизма, изображенного на фиг 2.
Фиг. 7 - вид в разрезе, схематически изображающий этап (этап формирования прорезей) формирования прорезей посредством пары формирующих прорези частей, которые составляют формирующий прорези участок, изображенный на фиг 2.
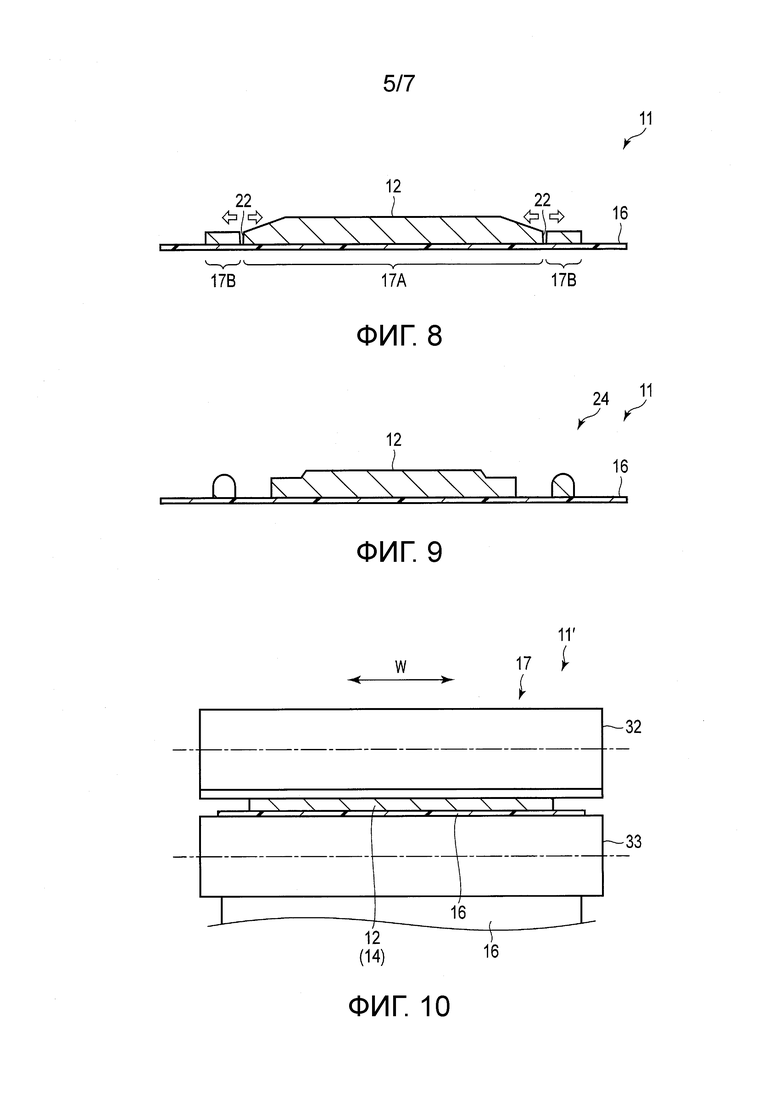
Фиг. 8 - вид в разрезе, схематически изображающий процесс, в ходе которого содержащий ароматизатор лист усаживается под воздействием осушающего механизма, изображенного на фиг 2.
Фиг. 9 - вид в разрезе, схематически изображающий состояние после того, как содержащий ароматизатор лист осушен посредством осушающего механизма, изображенного на фиг 2.
Фиг. 10 - вид спереди, изображающий формовочный механизм устройства для изготовления содержащего ароматизатор листа в соответствии с референсным вариантом осуществления.
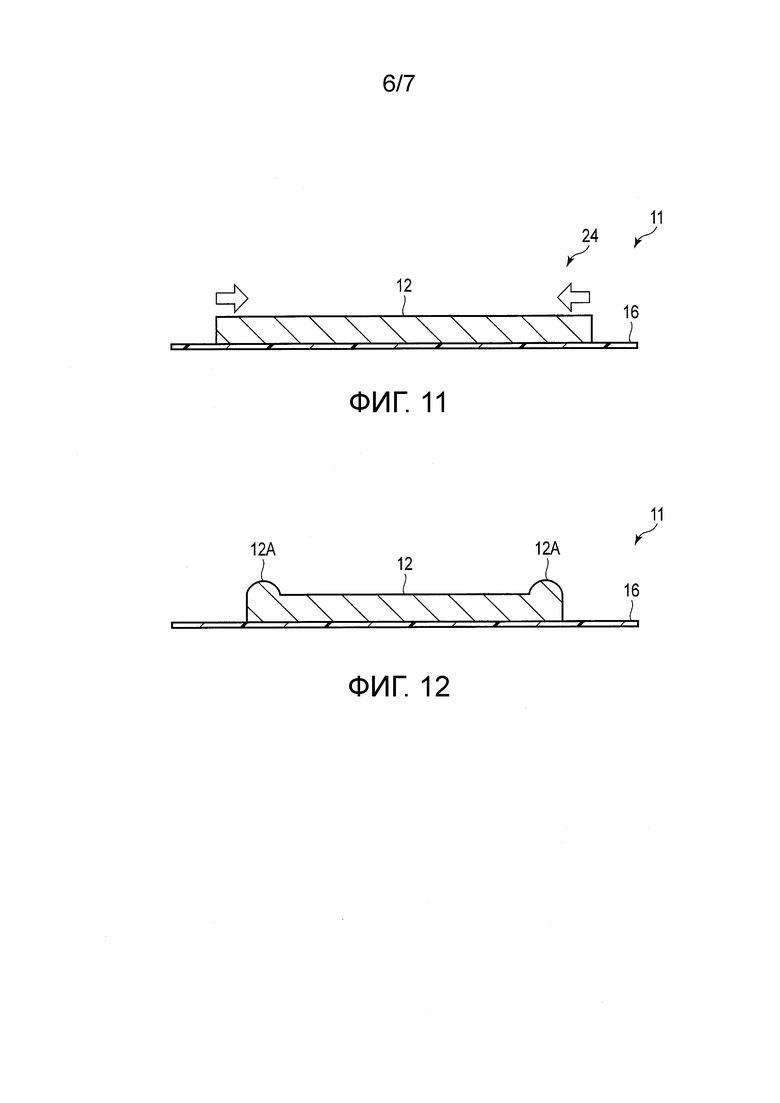
Фиг. 11 - вид в разрезе, схематически изображающий процесс, в ходе которого содержащий ароматизатор лист, сформированный формовочным механизмом референсного варианта осуществления, изображенным на фиг. 10, усаживается на этапе сушки.
Фиг. 12 - вид в разрезе, схематически изображающий состояние после того, как содержащий ароматизатор лист, сформированный формовочным механизмом референсного варианта осуществления, изображенным на фиг. 10, осушен на этапе сушки.
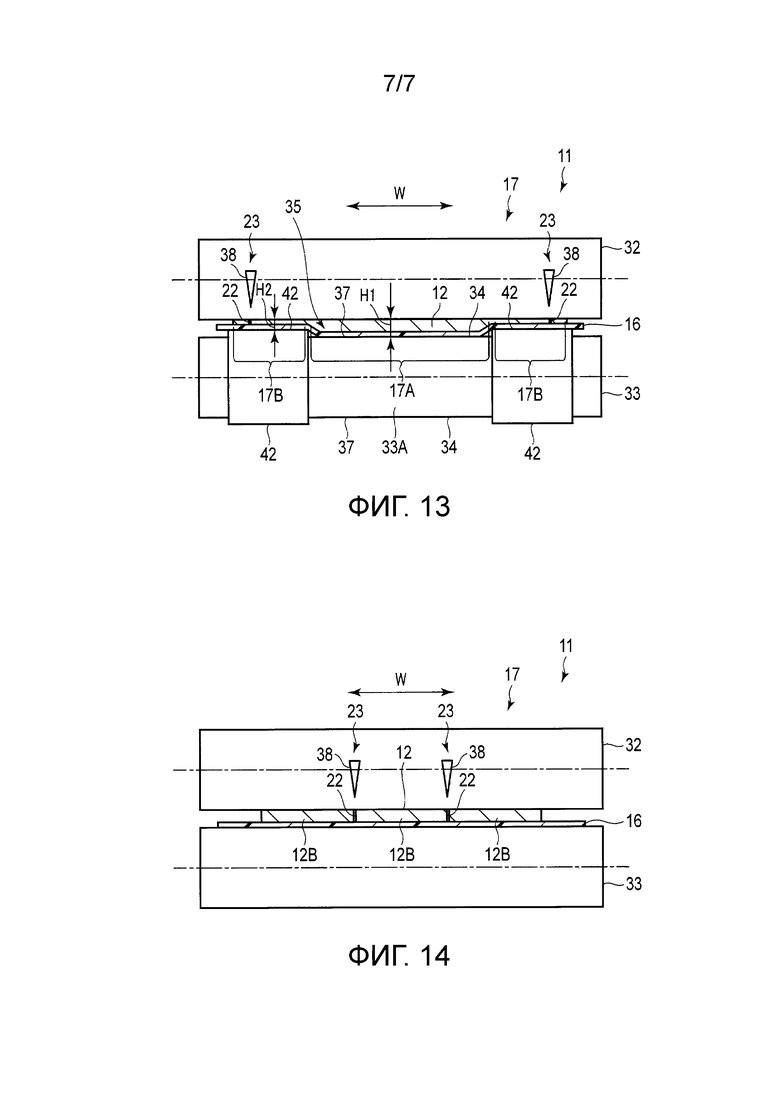
Фиг. 13 - вид спереди, изображающий формовочный механизм и формирующий прорези участок устройства для изготовления содержащего ароматизатор листа в соответствии с первой модификацией.
Фиг. 14 - вид спереди, изображающий формовочный механизм и формирующий прорези участок устройства для изготовления содержащего ароматизатор листа в соответствии со второй модификацией.
ПОДРОБНОЕ ОПИСАНИЕ
[Варианты осуществления]
Вариант осуществления устройства 11 для изготовления содержащего ароматизатор листа описан ниже со ссылкой на фиг. 1 - фиг. 9. Cодержащий ароматизатор лист 12, изготовленный данным устройством 11 для изготовления содержащего ароматизатор листа, сформированного, например, из полисахаридного загустителя, имеет форму листа и содержит внутри ароматизатор в диспергированном состоянии. В содержащем ароматизатор листе 12, ароматизатор покрыт полисахаридным загустителем и удерживается внутри листа. Поэтому содержащий ароматизатор лист 12 имеет высокую стабильность свойств при хранении. Содержащий ароматизатор лист 12 разрезают на мелкие куски и смешивают с, например, измельченным табаком курительного изделия для использования с целью усиления аромата или чего-подобного.
Как показано на фиг 1 и фиг. 2, устройство 11 для изготовления содержащего ароматизатор листа включает в себя подающий трубопровод 13 (магистраль подачи), соединенный с входной секцией корректировки пульпы, накопительную секцию 15, выполненную с возможностью накопления содержащей ароматизатор пульпы 14, подаваемой из подающего трубопровода 13, листовидную подложку 16 (несущую пленку), выполненную по всей длине технологической линии изготовления содержащего ароматизатор листа 12, формовочный механизм 17, выполненный с возможностью формования пульпы 14, накопленной в накопительной секции 15, в форму листа на подложке 16, пластинчатый, содержащий ароматизатор лист 12 (пульпу 14), расположенный на подложке 16 и подаваемый в направлении A подачи, подающий механизм 18, выполненный с возможностью подачи подложка 16 и пластинчатого, содержащего ароматизатор листа 12 (пульпы 14) в направлении A подачи, желатинизирующий механизм 21 для охлаждения листовидной пульпы 14 с целью формирования желатинизированного, содержащего ароматизатор листа 12, формирующий прорези участок 23 для формирования одной или более прорезей 22 в желатинизированном, содержащем ароматизатор лист 12, и осушающий механизм 24 для сушки содержащего ароматизатор листа 12, в котором сформированы прорези 22.
Накопительная секция 15 имеет форму камеры и может накапливать внутри содержащую ароматизатор пульпу 14. Подложка 16 выполнена из синтетического полимерного материала или подобного материала, например, пластика, и имеет листовидную удлиненную форму, то есть, удлиненную форму, подобную пленке. Подложка 16 изготовлена из, например, полиэтилентерефталатной (PET) смолы, но может быть изготовлена из других относительно жестких и гибких пластиковых материалов, бумажных материалов, металлических материалов или других материалов.
Желатинизирующий механизм 21 сформирован из нагнетательного вентилятора общего назначения, например, воздуходувки или нагнетательного вентилятора, и может направлять охлаждающий воздух (воздушный поток) на содержащий ароматизатор лист 12. Желатинизирующий механизм 21 может ускорять желатинизацию содержащего ароматизатор листа 12 посредством снижения температуры содержащего ароматизатор листа 12 до желатинизации. Желатинизирующий механизм 21 не ограничен нагнетательным вентилятором и, естественно, может быть устройством, которое желатинизирует содержащий ароматизатор лист 12, например, устройством, наносит различные жидкие агенты, поперечно-сшивающие молекулы, например, спирт или водные катионные растворы (с двухвалентными катионами), на содержащий ароматизатор лист 12, устройство, которое облучает содержащий ароматизатор лист 12 ультрафиолетовым излучением, или подобное устройство для ускорения желатинизации, или устройство охлаждения водоохлаждающего типа.
Подающий механизм 18 расположен вдоль продольного направления подложки 16. Подающий механизм 18 включает в себя, например, подающий участок 25 (подающий вал), с которого подается подложка, намоточный участок 26 (намоточный вал), на который наматывается подложка 16 вместе с содержащим ароматизатор листом 12, первый приводной валик 27, расположенный под подложкой 16 около желатинизирующего механизма 21, второй приводной валик 28, расположенный около намоточного участка 26, и множество других валиков (не показанных), поддерживающих подложку 16. В настоящем варианте осуществления, намоточный участок 26 служит вращательным приводом, использующим электродвигатель или что-то подобное, и все остальные валики являются приводными валиками. Однако, способ подачи не ограничен вышеописанным способом. Например, некоторые из приводных валиков в промежутке можно заменить ведущими валиками, чтобы подложку 16 можно было активно подавать в направлении подачи посредством ведущих валиков.
На подающем участке 25, подложка 16 намотана на сердечник, и подложка 16 может подаваться с сердечника. На намоточном участке 26, подложка 16 наматывается на сердечник, и подложка 16 может наматываться и собираться вместе с содержащим ароматизатор листом 12, при приведении сердечника во вращение.
Осушающий механизм 24 включает в себя, например, четыре сушильных камеры 24A-24D. Подложка 16 пропускается через четыре сушильных камеры 24A-24D. Каждая сушильная камера 24A снабжена множеством воздуходувных сопел 31. В сушильной камере 24A, через воздуходувные сопла 31 подается горячий воздух при температуре 70-100°C, чтобы могла выполняться сушка содержащего ароматизатор листа 12, имеющего сформированные в нем прорези 22 и доставляемого на подложке 16. Температурные режимы четырех сушильных камер 24A могут быть одинаковыми или могут отличаться между камерами.
Формовочный механизм 17 выполнен с возможностью формирования содержащего ароматизатор листа 12 до желатинизации. Формовочный механизм 17 включает в себя запятовидный вал 32 (запятовидный валик, неподвижный валик) и наносящий покрытие вал 33 (наносящий покрытие валик, вращающийся валик), который расположен напротив запятовидного вала 32. Как показано на фиг 2 и фиг. 5, наносящий покрытие вал 33 имеет цилиндрическую форму. Наносящий покрытие вал 33 имеет наружную периферическую поверхность 34 и заглубленный участок 35, выполненный на, по существу, промежуточной части в аксиальном направлении и заглубленный от наружной периферической поверхности. Заглубленный участок 35 включает в себя пару конусных участков 36 и участок 37 малого диаметра, расположенный между парой конусных участков 36. Участок 37 малого диаметра сформирован, например, на глубину 10-100 мкм от наружной периферической поверхности 34, предпочтительно, на глубину 20-80 мкм от наружной периферической поверхности 34 и, более предпочтительно, на глубину 40-60 мкм от наружной периферической поверхности 34. Наносящий покрытие вал 33 является, так называемым, приводным валиком и поворачивается вместе с подложкой 16 вдоль направления A подачи. Наносящий покрытие вал 33 сформирован, например, обработкой на станке (обработкой резанием, токарной обработкой) или подобным образом.
Как показано на фиг 2 и фиг. 5, запятовидный вал 32 имеет поперечное сечение в виде «запятой», которая является знаком пунктуации, и имеет цилиндрическую форму с вырезом, сформированным вырезанием части цилиндрической формы. Запятовидный вал 32 располагается неподвижно и не может вращаться вокруг его центральной оси.
Как показано на фиг 5, формовочный механизм 17 дополнительно включает в себя первую область 17A зазора и вторую область 17B зазора между запятовидным валом 32 и наносящим покрытие валом 33. Первая область 17A зазора выполнена на, по существу, центральном участке в направлении W по ширине содержащего ароматизатор листа 12. Вторая область 17B зазора выполнена на одном краю в направлении W по ширине содержащего ароматизатор листа 12 до желатинизации. В настоящем варианте осуществления, с обеих сторон первой области 17A зазора выполнена пара вторых областей 17B зазора, но вторая область 17B зазора может быть выполнена только с одной стороны, смежной с первой областью 17A зазора.
Первая область 17A зазора соответствует участку 37 малого диаметра и паре конусных участков 36. Вторые области 17B зазора соответствуют наружной периферической поверхности 34. Следовательно, зазор H2 вторых областей 17B зазора имеет размер (высота) меньше, чем размер (высота) зазора H1 первой области 17A зазора.
Как показано на фиг 2 и фиг. 7, формирующий прорези участок 23 включает в себя одну или более формирующих прорези частей 38 и один или более крепежных участков 41, которые служат креплением для одной или более формирующих прорези частей 38. Одна формирующая прорезь часть 38 может формировать одну прорезь 22. Каждая из формирующих прорези частей 38 может формировать прорези 22, имеющие глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа 12 вдоль направления A подачи содержащего ароматизатор листа 12. Таким образом, прорези 22 продолжаются непрерывно вдоль направления A подачи содержащего ароматизатор листа 12.
Настоящий вариант осуществления предпочтительно включает в себя две, а именно, пару формирующих прорези частей 38. Одна из пары формирующих прорези частей 38 располагается предпочтительно так, чтобы находиться вблизи от одного края содержащего ароматизатор листа 12 в направлении W по ширине, и другая из пары формирующих прорези частей 38 располагается предпочтительно так, чтобы находиться вблизи от другого края содержащего ароматизатор листа 12 в направлении W по ширине. Как показано на фиг 3, формирующая прорезь часть 38 имеет закругленную вершину, чтобы не повредить подложку 16. Такую закругленную, формирующую прорезь часть 38 предпочтительно применять с точки зрения повторного использования подложки 16. В качестве формирующей прорезь части 38 можно предпочтительно применять, например, такой режущий инструмент, как шпатель, сформированный из нержавеющей стали или подобный материал. Формирующая прорезь часть 38 может быть чем угодно, что выполнено с возможностью формирования прорезей в содержащем ароматизатор листе 12 (полисахаридном листе) и не повреждает подложку 16 (базовый лист). Формирующая прорезь часть 38 не ограничена шпателем и может быть, например, лопаточкой, пластинкой или чем-то подобным. В качестве альтернативы, формирующая прорезь часть 38 может быть дисковидным ножом вращательного типа или подобным средством, кромка которого закруглена так, чтобы не повредить подложку 16, и который выполнен с возможностью воздействия собственным весом на содержащий ароматизатор лист 12.
Чтобы выдерживать предварительно заданную прочность, толщина формирующей прорезь части 38 составляет, например, предпочтительно 0,1-2 мм и, более предпочтительно, 0,3-1 мм. В предпочтительном варианте, формирующая прорезь часть 38 не формирует режущей кромки, перпендикулярной направлению подачи в положении контакта с содержащим ароматизатор листом 12 с входной стороны в направлении подачи, но снабжена режущей кромкой, наклоненной относительно направления подачи (наклоненной так, что формирующая прорезь часть 38 является заостренной в сторону вершины формирующей прорезь части 38). Когда формирующая прорезь часть 38 является особенно толстой, то вышеописанная конфигурация является более предпочтительной. Это гарантирует, что обрезки содержащего ароматизатор листа 12 не накапливаются на режущей кромке.
Формирующая прорезь часть 38 предпочтительно имеет форму, которая не является остроконечной со стороны подложки 16 (базового листа), исходя из условия не повреждения подложки 16. С другой стороны, формирующая прорезь часть 38 предпочтительно имеет остроконечную форму со стороны содержащего ароматизатор листа 12. Это обусловлено тем, что так можно предотвратить накопление обрезков содержащего ароматизатор листа 12 на режущей кромке содержащей ароматизатор части 38 или предотвратить поломку формирующей прорезь части 38 из-за обрезков или чего-то подобного.
Как показано на фиг 7, две или более формирующих прорези частей 38 располагаются в положениях, которые отделяют содержащий ароматизатор лист 12, сформированный участками вторых областей 17B зазора, от содержащего ароматизатор листа 12, сформированного первой областью 17A зазора. Число формирующих прорези части 38, расположенных на формирующем прорези участке 23, не ограничено двумя и может быть тремя или более, или может быть равным одному. Число крепежных участков 41 является, например, таким же, как число формирующих прорези частей 38. Число крепежных участков 41 может быть равно одному, так что множество формирующих прорези частей 38 может закрепляться в одном крепежном участке 41.
Каждый из крепежных участков 41 содержит, например, цилиндрический или U-образный держатель, в который с запасом вставляется фиксируемая часть формирующей прорезь части 38. При этом, держатель охватывает фиксируемую часть формирующей прорезь части 38, чтобы предотвратить выпадение формирующей прорезь части 38, и закрепляет формирующую прорезь часть 38 таким образом, чтобы вес формирующей прорезь части 38 воздействовал сверху на подложку 16 и содержащий ароматизатор лист 12. Формирующая прорезь часть 38 может быть закреплена любым способом, при условии, что вес формирующей прорезь части 38 воздействует на содержащий ароматизатор лист 12. Например, в состоянии, в котором формирующая прорезь часть 38 подвешена сверху на струне, содержащий ароматизатор лист 12 может естественным образом прижиматься и прорезаться формирующей прорезь частью 38, собственный вес которой прикладывается к содержащему ароматизатор листу 12, в который упирается вершина формирующей прорезь части 38.
Вес формирующей прорезь части 38 составляет, например, 10-400 г, предпочтительно, 20-200 г. Таким образом, желатинизированный, содержащий ароматизатор лист 12, проходящий под нижней стороной формирующей прорезь части 38, может испытывать нажим сверху и прорезаться. Формирующая прорезь часть 38 предпочтительно имеет такой вес, что, когда прилагается вес, подложка 16 надрезается незначительно, или подложка 16 не надрезается. Естественно, глубина прорези 22 может изменять при использовании формирующей прорезь части, изготовленной из нержавеющей стали с весом, отличающимся от веса формирующей прорезь части 38, или при замене формирующей прорезь части 38 на часть, изготовленную из полимера. В настоящем варианте осуществления, формируется прорезь 22, имеющая глубину, соответствующую полной толщине содержащего ароматизатор листа 12; однако, при изменении типа формирующей прорезь части 38, может также формироваться прорезь 22, имеющая глубину, соответствующую части толщины содержащего ароматизатор листа 12.
В данном случае, хотя в содержащем ароматизатор листе 12 формируется прорезь 22, содержащий ароматизатор лист 12 не полностью прорезается в месте прорези 22. Глубина прорези 22 составляет, предпочтительно, не менее 60%, более предпочтительно, не менее 75% и, предпочтительнее всего, не менее 90% толщины содержащего ароматизатор листа 12.
Как показано на фиг 7, формирующий прорези участок 23 формирует прорези 22 в паре посредством формирующей прорезь части 38, каждую прорезь в положении на расстоянии 1-10 мм, предпочтительно, в положении на расстоянии 2-8 мм и, более предпочтительно, в положении на расстоянии 3-6 мм от края содержащего ароматизатор листа 12 в направлении W по ширине.
В состоянии перед сушкой, содержащий ароматизатор лист 12 имеет, например, ширину (длину) 500 мм в направлении W по ширине и толщину 350-1300 мкм. В состоянии после сушки, содержащий ароматизатор лист 12 имеет, например, ширину (длину) 480 мм в направлении W по ширине и толщину 50-200 мкм. Содержащий ароматизатор лист 12 содержит полисахаридные полимеры с обратной температурной зависимостью способности к желатинизации.
Полисахаридный загуститель, содержащийся в содержащем ароматизатор листе 12 обладает свойством фиксации и покрытия ароматизатора, диспергированного в листе. Полисахаридный загуститель представляет собой, например, однокомпонентную систему из каррагенана, агара, ксантановой камеди, геллановой камеди, камеди семян подорожника или коньякового глюкоманнана; или композитную систему, сочетающую два или более компонентов, выбранных из группы, состоящей из каррагенана, смолы плодоворожкового дерева, гуаровой камеди, агара, геллановой камеди, тамариндовой камеди, ксантановой камеди, камеди тары, коньякового глюкоманнана, крахмалы, камеди кассии и камеди семян подорожника.
Полисахаридный загуститель предпочтительно представляет собой однокомпонентную систему из каррагенана, агара, ксантановой камеди или геллановой камеди; или композитную систему из каррагенана, агара, ксантановой камеди или геллановой камеди, сочетаемых с одним или более компонентами, выбранными из группы, состоящей из камеди бобов рожкового дерева, гуаровой камеди, тамариндовой камеди, камеди тары, коньякового глюкоманнана, камеди кассии и камеди семян подорожника.
В более предпочтительном варианте, полисахаридный загуститель выбирается из группы, состоящей из каррагенана, агара, ксантановой камеди, геллановой камеди и смеси геллановой камеди и тамариндовой камеди.
Водный раствор каррагенана, агара, ксантановой камеди или геллановой камеди обладает свойством желатинизации (иначе говоря, теряет текучесть и застывает), при охлаждении до конкретной температуры или ниже, и, после того, как он желатинизируется, он с трудом превращается в золь, даже когда температура повышается до температуры, при которой он перешел в гель, и может сохранять желатинизированное состояние (в дальнейшем, это именуется «свойством температурно-чувствительного золь-гель перехода»). Следовательно, если пульпа сырого материала содержит любое вещество из каррагенана, агара, ксантановой камеди, геллановой камеди в качестве полисахаридного загустителя, то имеет место такое преимущество, что лист может быть изготовлен за короткий период времени посредством охлаждения пульпы сырого материала для превращения в гель и сушки желатинизированного сырого материала при высокой температуре.
В более предпочтительном варианте, полисахаридный загуститель выбран из группы, состоящей из агара, геллановой камеди и смеси геллановой камеди и тамариндовой камеди.
Если для полисахаридного загустителя применяется смесь геллановой камеди и тамариндовой камеди, то массовое отношение геллановой камеди к тамариндовой камеди находится, предпочтительно, в диапазоне 1:1-3:1.
Коэффициент подмешивания полисахаридного загустителя в пульпе сырого материала составляет, предпочтительно, 10-35% по массе и, более предпочтительно, 12-25% по массе по отношению к суммарной массе компонентов (то есть, массе сухого вещества), отличающихся от воды, в пульпе сырого материала. Содержание (% по массе) полисахаридного загустителя может быть вычислено с использованием значения коэффициента подмешивания каждого компонента, отличающегося от воды, в пульпе сырого материала.
Ароматизатор, содержащийся в содержащем ароматизатор листе 12, не ограничивается, но можно применить любой ароматизатор, при условии, что он является ароматизатором, применяемым в курительных изделиях. Основными ароматизаторами могут быть ментол, эссенция на основе экстракта из табачных листьев, натуральные растительные ароматизаторы (например, коричник, шалфей, лекарственное растение, ромашка, кудзу (пуэрария волосистая), амача (свежие листья гортензии (hydrangeae dulcis folium)), гвоздика, лаванда, кардамон, гвоздичное масло, мускатный орех, бергамот, герань, эссенция на основе меда, розовое масло, лимон, апельсин, коричник китайский, тмин обыкновенный, жасмин, имбирь, кориандр, экстракт ванили, мята курчавая, мята перечная, кассия, кофе, сельдерей, кротоновое дерево, сандаловое дерево, какао, кананга душистая, фенхель обыкновенный, анис, лакричник обыкновенный, рожковое дерево, экстракт сливы и экстракт из персика), сахариды (например, глюкоза, фруктоза, изомеризованный сахарид и карамель); какао (например, порошок и экстракт); сложные эфиры (например, изоамилацетат, линалилацетат, изоамилпропионат и линалилбутират); кетоны (например, ментон, ионон, дамасценон и этилмальтол); спирты (например, гераниол, линалоол, анетол и эвгенол); альдегиды (например, ванилин, бензальдегид и анисовый альдегид); лактоны (например, γ-ундекалактон и γ-ноналактон); животные ароматизаторы (например, мускус, амбра, виверра и кастореум); и углеводороды (например, лимонен и пинен). Данные ароматизаторы можно применять в твердой форме или растворенными или диспергированными в подходящем растворителе, например, пропиленгликоле, этиловом спирте, бензиловом спирте или триэтилцитрате. Предпочтительно можно применять такой ароматизатор, как гидрофобный ароматизатор или маслорастворимый ароматизатор, который легко диспергируется в растворителе при добавлении эмульгатора. Данные ароматизаторы можно применять по одиночке или в комбинации.
Содержание ароматизатора в листе, предпочтительно, меньше, чем 18% по массе, по отношению к суммарной массе содержащего ароматизатор листа 12. Содержание ароматизатора в листе, предпочтительнее, составляет не меньше 2,5% по массе и меньше, чем 18% по массе, еще предпочтительнее, 2,5-12% по массе, и, в самом предпочтительном варианте, 3-6% по массе по отношению к суммарной массе содержащего ароматизатор листа.
В качестве эмульгатора, содержащегося в содержащем ароматизатор листе 12, можно применить любой эмульгатор. Например, в качестве эмульгатора можно применить лецитин, в частности, марки Sun Lecithin A-1 (Taiyo Kagaku Co., Ltd.).
Содержание эмульгатора в листе составляет, предпочтительно, 0,5-5% по массе, предпочтительнее, 1,0-4,5% по массе, по отношению к массе полисахаридного загустителя в листе. Содержание эмульгатора в листе можно вычислить с использованием значений концентраций эмульгатора и полисахаридного загустителя в пульпе сырого материала.
Содержащий ароматизатор лист 12 содержит агент-наполнитель, который служит для увеличения суммарной массы (т.е. массы сухого вещества) компонентов, отличающихся от воды в пульпе сырого материала, и, в конечном счете, для увеличения основной массы содержащего ароматизатор листа. Иначе говоря, агент-наполнитель служит только для увеличения основной массы содержащего ароматизатор листа 12 и не влияет на первоначальную функцию содержащего ароматизатор листа 12. Агенты-наполнители являются материалами, которые допустимые в данной области для введения в курительные изделия в качестве добавки.
Агент-наполнитель предпочтительно является гидролизатом крахмала. Гидролизат крахмала относится к материалу, получаемому по технологии, включающей в себя этап гидролиза крахмала. Гидролизат крахмала является, например, материалом, получаемым прямым гидролизом крахмала, (т.е. декстрином) или материалом, получаемым гидролизом крахмала после тепловой обработки (i.e., неусваиваемый декстрин).
Агент-наполнитель можно добавлять в количестве, которое может выполнять функцию агента-наполнителя по увеличению основной массы листа и не влияет на курительный аромат курительного изделия. Содержание агента-наполнителя в листе составляет, предпочтительно, от 100 до 500% по массе, предпочтительнее, от 200 до 500% по массе, по отношению к массе полисахаридного загустителя. Содержание агента-наполнителя в листе можно вычислить с использованием значений коэффициентов подмешивания агента-наполнителя и полисахаридного загустителя в пульпе сырого материала.
Посредством добавления агента-наполнителя в сырой материал содержащего ароматизатор листа 12, содержащий ароматизатор лист 12 можно стабильно производить в практических производственных условиях, даже когда содержащий ароматизатор лист 12 имеет композицию, в которой концентрация подмешивания ароматизатора является низкой. В особенности, поскольку агент-наполнитель служит для увеличения массы сухого вещества пульпы сырого материала и увеличивает основную массу листа, то необходимое время сушки для производства листа, имеющего искомую толщину можно сократить. Кроме того, поскольку агент-наполнитель несущественно увеличивает вязкость пульпы сырого материала, то агент-наполнитель не мешает операции перемешивания и операции нанесения пульпы сырого материала.
Содержащий ароматизатор лист 12 может также содержать воду. То есть, влага, включенная в пульпу сырого материала, может оставаться в содержащем ароматизатор листе 12 после сушки. Если в содержащем ароматизатор листе 12 остается влага, то влагосодержание составляет, предпочтительно, меньше, чем 10% по массе, предпочтительнее, 3-9% по массе и, еще предпочтительнее, 3-6% по массе, по отношению к суммарной массе листа.
Далее, со ссылкой на фиг. 4 - фиг. 9 будет описан способ изготовления содержащего ароматизатор листа 12 с использованием устройства 11 для изготовления содержащего ароматизатор листа по варианту осуществления. Как показано на фиг 4, способ изготовления содержащего ароматизатор листа в соответствии с настоящим вариантом осуществления включает в себя четыре этапа: этап формования; этап желатинизации; этап формирования прорезей; и этап сушки.
В накопительной секции 15, содержащая ароматизатор пульпа 14 в качестве сырого материала содержится при 60-100°C. На этапе формования, как показано на фиг 5, пульпе 14 придается форма листа посредством экструзии золеобразной пульпы 14, накопленной в накопительной секции 15, вместе с подложкой 16 через первая область 17A зазора и вторую область 17B зазора формовочного механизма 17 в направлении A подачи. На данном этапе, подложка 16 подается между запятовидным валом 32 и наносящим покрытие валом 33, и пульпа 14 экструдируется вместе с подложкой 16, при вращении наносящего покрытие вала 33. На данном этапе, пластинчаты, содержащий ароматизатор лист 12 находится в состоянии золя и еще не желатинизирован. Содержащий ароматизатор лист 12 размещается на подложке 16.
На этапе желатинизации, как показано на фиг 6, охлаждающий воздух (воздушный поток) подается дутьем сверху из сопел желатинизирующего механизма 21 на содержащий ароматизатор лист 12, подаваемый в направлении A подачи, чтобы охлаждать содержащий ароматизатор лист 12 до температуры 0-40°C, желатинизируя, тем самым, содержащий ароматизатор лист 12.
На этапе формирования прорезей, как показано на фиг 7, формирующий прорези участок 23 формирует прорези 22, имеющие глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа 12, в содержащем ароматизатор листе 12, который подан в направлении A подачи и желатинизирован желатинизирующим механизмом 21. Число формируемых прорезей 22 является таким же, как число формирующих прорези частей 38, выполненных на формирующем прорези участке 23. Следовательно, если число формирующих прорези частей 38 равно двум, то число прорезей 22 равно двум; если число формирующих прорези частей 38 равно трем или более, то число прорезей 22 равно трем или более; и если число формирующих прорези частей 38 равно одному, то число прорезей равно одному.
Когда содержащий ароматизатор лист 12 проходит через формирующие прорези части 38 формирующего прорези участка 23, прорези 22 формируются так, что содержащий ароматизатор лист 12 рассекается формирующими прорези частями 38. Глубина прорезей 22, формируемых на данном этапе, может соответствовать полной глубине содержащего ароматизатор листа 12, а именно, глубине, при которой содержащий ароматизатор лист 12 полностью разрезан. В качестве альтернативы, глубина прорезей 22 может соответствовать частичной толщине содержащего ароматизатор листа 12, а именно, глубине, при которой на содержащем ароматизатор листе 12 формируются всего лишь пазы, и содержащий ароматизатор лист 12 рассекается не полностью. В данном случае, формирующие прорези части 38 предпочтительно закреплены к крепежным участкам 41. В предпочтительном варианте, глубина вырезания прорезей 22 может регулироваться регулировкой позиций закрепления формирующих прорези частей 38 и манипулированием расстояния (зазора) от вершины формирующих прорези частей 38 до подложки 16.
Поскольку содержащий ароматизатор лист 12 уже был желатинизирован перед этапом формирования прорезей, то форма листа запоминается в содержащем ароматизатор листе 12, как показано на фиг 8. Поэтому, содержащий ароматизатор лист 12, в котором сформировали прорези 22, не сливается снова, с возвратом в первоначальное состояние сплошного, содержащий ароматизатор лист 12.
В случае, если число формирующие прорези частей 38 равно двум, то создается пара прорезей 22 вблизи от обоих краев в направлении W по ширине содержащего ароматизатор листа 12. В частности, прорези 22 создаются в положениях, которые отделяют содержащий ароматизатор лист 12, сформированный вторыми областями 17B зазора, от содержащего ароматизатор листа 12, сформированного первой областью 17A зазора. В случае, если число формирующих прорези частей 38 равно одной, то формирующая прорезь часть 38 выполнена вблизи от любого края в направлении W по ширине содержащего ароматизатор листа 12. Аналогично, в данном случае, прорезь 22 выполнена в положении, которое отделяет содержащий ароматизатор лист 12, сформированный второй областью 17B зазора, от содержащего ароматизатор листа 12, сформированного первой областью 17A зазора.
В случае, если число формирующих прорези частей 38 равно трем или более, то две прорези 22 создаются как пара вблизи от обоих краев в направлении W по ширине содержащего ароматизатор листа 12, как в случае, когда выполнены две формирующих прорези части 38. Кроме того, другая прорезь 22 создается в произвольном положении (например, на центральном участке) в направлении W по ширине содержащего ароматизатор листа 12.
На этапе сушки, как показано на фиг 1 и фиг. 9, в процессе подачи содержащего ароматизатор листа 12 из первой сушильной камеры 24A в четвертую камеру 24D, сверху и снизу вдувается горячий воздух при 70-100°C для сушки содержащего ароматизатор листа 12. Тем самым, влага выпаривается из содержащего ароматизатор листа 12, и влагосодержание содержащего ароматизатор листа 12 доводится до подходящего уровня. Хотя содержащий ароматизатор лист 12 слегка усаживается вследствие сушки, верхняя поверхность уплотнившегося содержащего ароматизатор листа 12 формируется плоской. В результате, содержащий ароматизатор лист 12, имеющий до сушки форму, показанную на фиг 8, усаживается в направлениях стрелок до формы, показанной на фиг 9. В результате, краевые участки, содержащие большое количество влаги, на обоих краях отделяются от основной части содержащего ароматизатор листа 12. Даже когда прорези 22 формируются на глубину, соответствующую части толщины содержащего ароматизатор листа 12, около прорезей 22 концентрируются напряжения, и прорези 22 увеличиваются в процессе усадки содержащего ароматизатор листа 12 на этапе сушки, и, в результате, краевые участки отделяются от основной части содержащего ароматизатор листа 12.
В соответствии с первым вариантом осуществления, ясно следующее. Устройство 11 для изготовления содержащего ароматизатор листа включает в себя подающий механизм 18 для подачи желатинизируемого, содержащего ароматизатор листа 12, формирующий прорези участок 23 для формирования одной или более прорезей 22, имеющих глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа 12 вдоль направления A подачи содержащего ароматизатор листа 12, и осушающий механизм 24 для сушки содержащего ароматизатор листа 12, в котором сформированы прорези 22.
Способ изготовления содержащего ароматизатор листа включает в себя этап формования содержащей ароматизатор пульпы 14 в форму листа посредством формовочного механизма 17, этап охлаждения листовидной пульпы 14, подаваемой в направлении A подачи посредством желатинизирующего механизма 21, чтобы сформировать желатинизированный лист, этап формирования одной или более прорезей 22, имеющих глубину, соответствующую полной или частичной толщине желатинизированного листа посредством формирующего прорези участка 23, и этап сушки желатинизированного листа, содержащего одну или более прорезей 22 посредством осушающего механизма 24.
В результате тщательных исследований способа изготовления содержащего ароматизатор листа, авторы изобретения обнаружили, что, когда содержащий ароматизатор лист 12 осушается в осушающем механизме 24, тонкий участок содержащего ароматизатор листа 12 фиксируется к участку основания (например, подложке 16), поддерживающего тонкий участок на ранней стадии сушки, с формированием места закрепления. Авторы изобретения обнаружили также, что, когда поверхность впоследствии становится пленкой и начинает давать усадку по мере того, как происходит сушка, к месту закрепления прилагается значительное усилие натяжения в сторону центрального участка в направлении W по ширине содержащего ароматизатор листа 12. Более того, авторы изобретения обнаружили, что, когда содержащий ароматизатор лист 12 прочно фиксируются или приклеивается в месте закрепления, содержащий ароматизатор лист 12 деформируется за счет усадки, место закрепления или его окраина отслаивается или отрывается с повреждением, или сам содержащий ароматизатор лист 12 дает трещины или разрывается. Содержащий ароматизатор лист 12, деформированный, поврежденный или растрескавшийся таким образом, естественно, является бракованным и не может быть использован как продукт.
В соответствии с вышеописанной конфигурацией, поскольку прорези 22 формируются в уже желатинизированном, содержащем ароматизатор листе 12, то форма прорезей может запоминаться в содержащем ароматизатор листе 12. В таком случае, при проведении через осушающий механизм 24, могут изготавливаться содержащие ароматизатор листы 12, имеющие участки, прорезанные прорезями 22. Соответственно, содержащему ароматизатор листу 12 можно придавать в процессе обработки искомую, и прорези 22 могут ослаблять натяжение (напряжения), вызываемое(ые) в содержащем ароматизатор листе 12. Таким образом, устранена возможность образования трещин или разрывов в содержащем ароматизатор листе 12, и можно изготавливать содержащий ароматизатор лист 12, имеющий постоянное качество. Даже если глубина прорезей 22 равна глубине, соответствующей части толщины содержащего ароматизатор листа 12, это не создает проблемы, так как прорези 22 увеличиваются на последующем этапе сушки (сушка посредством осушающего механизма), и содержащий ароматизатор лист 12 надежно разрезается прорезями 22.
В устройстве 11 для изготовления содержащего ароматизатор листа, одна или более прорезей 22 представлены одной прорезью, формирующий прорези участок 23 включает в себя одну формирующую прорезь часть 38, и одна формирующая прорезь часть 38 выполнена в положении, которое позволяет сформировать одну прорезь 22 вблизи от одного из краев в направлении W по ширине содержащего ароматизатор листа 12.
В способе изготовления содержащего ароматизатор листа, одна или более прорезей 22 представлены одной прорезью, и одна прорезь 22 формируется формирующим прорези участком 23 вблизи от одного из краев в направлении W по ширине желатинизированного листа.
В некоторых условиях, в осушенном конечном продукте желатинизированного, содержащего ароматизатор листа 12, краевой участок может быть утолщенным из-за усадки, и на краевом участке может быть образован участок, содержащем большое количество влаги. На таком участке, содержащем большое количество влаги, просветы между поперечными сшивками геля являются большими, и ароматизатор, содержащийся в листе, легко испаряется вместе с влагой. Кроме того, в некоторых условиях, на краевом участке содержащего ароматизатор листа 12 может происходить избыточная сушка вследствие усадки во время сушки осушающим механизмом 24. Это может приводить к закручиванию краевого участка содержащего ароматизатор листа 12 и подъему с подложки 16, может приводить к отслаиванию содержащего ароматизатор листа 12 от подложки 16 по поднимающему участку или может приводить к растрескиванию или разрыву содержащего ароматизатор листа 12.
По этой причине, в содержащем ароматизатор листе 12, необходимо удалить, как необязательный участок, краевые участки (один краевой участок), на которых подъем, отслаивание или растрескивание происходит с большей вероятностью из-за большого количества влаги или, наоборот, избыточной сушки. В соответствии с двумя вышеописанными конфигурациями, содержащий ароматизатор лист 12 можно разделить на две части с простой структурой. Таким образом, содержащий ароматизатор лист 12 можно привести обработкой в искомое состояние, например, путем удаления необязательного участка, созданного на краевом участке содержащего ароматизатор листа 12.
В устройстве 11 для изготовления содержащего ароматизатор листа, одна или более прорезей 22 представлены двумя прорезями, формирующий прорези участок 23 включает в себя две формирующие прорези части 38, и одна из двух формирующих прорезей частей 38 выполнена в положении, которое позволяет сформировать одну из двух прорезей 22 вблизи от одного из краев в направлении W по ширине содержащего ароматизатор листа 12, и сформировать другую из двух формирующих прорези частей 38 вблизи от другого из краев в направлении W по ширине содержащего ароматизатор листа 12. В способе изготовления содержащего ароматизатор листа, одна или более прорезей 22 представлены двумя прорезями, и формирующий прорези участок 23 формирует одну из двух прорезей 22 вблизи от одного из краев в направлении W по ширине содержащего ароматизатор листа 12 и другую из двух прорезей 22 вблизи от другого из краев в направлении W по ширине содержащего ароматизатор листа 12.
В соответствии с данными конфигурациями, прорези 22 формируются на обоих краях содержащего ароматизатор листа 12, на которых увеличено количество влаги или происходит избыточная сушка, и, следовательно, краевые участки можно отделить. Это дает возможность легко довести обработкой содержащий ароматизатор лист 12 в искомое состояние посредством удаления необязательных участков содержащего ароматизатор листа 12.
Устройство 11 для изготовления содержащего ароматизатор листа включает в себя формовочный механизм 17 для формования содержащей ароматизатор пульпы 14 в форму листа, чтобы создать содержащий ароматизатор лист 12 до желатинизации. В соответствии с данной конфигурацией, содержащий ароматизатор лист 12 до желатинизации может быть предварительно отформован до предварительно заданной формы посредством формовочного механизма 17.
В устройстве 11 для изготовления содержащего ароматизатор листа, формовочный механизм 17 включает в себя первую область 17A зазора, при этом первая область 17A зазора задает толщину содержащего ароматизатор листа 12 до желатинизации, который проходит через формовочный механизм, и вторую область 17B зазора, выполненную на одном краю в направлении W по ширине содержащего ароматизатор листа 12 до желатинизации и имеющую размер меньше, чем размер первой области 17A зазора, причем второй зазор 17B задает толщину содержащего ароматизатор листа 12 до желатинизации, который проходит через формовочный механизм. В соответствии с данной конфигурацией, посредством предварительного уменьшения толщины содержащего ароматизатор листа 12, проходящего через вторую область 17B зазора, можно предотвратить формирование толстого участка, имеющего большую толщину, на участке, формируемым второй областью 17B зазора, вследствие усадки во время сушки, выполняемой осушающим механизм 24. В результате, количество влаги на участке, созданном на краевом участке, не становится слишком большим, и площадь, которую можно использовать как продукт, можно увеличить. В качестве альтернативы, в зависимости от установки условий, этап удаления данного участка как дефектного участка можно исключить.
Устройство 11 для изготовления содержащего ароматизатор листа включает в себя желатинизирующий механизм 21, выполненный в положении между формовочным механизмом 17 и формирующим прорези участком 23, для желатинизации содержащего ароматизатор листа 12 до желатинизации. В соответствии с данной конфигурацией, время, необходимое для желатинизации, можно сократить, и технологическую линию для изготовления содержащего ароматизатор листа 12 можно сделать короче по сравнению с вариантом желатинизации за счет естественной отдачи тепла излучением.
Формирующий прорези участок 23 включает в себя одну или более формирующих прорези частей 38 для формирования одной или более прорезей 22, и одна из формирующих прорези частей 38 выполнена в положении, в котором содержащий ароматизатор лист 12, сформированный во второй области 17B зазора, отделяется от содержащего ароматизатор листа 12, сформированного в первой области 17A зазора посредством одной прорези 22. При использовании данной конфигурации, посредством формирования прорези 22 в положении, в котором содержащий ароматизатор лист 12, сформированный второй областью 17B зазора, отделяется от содержащего ароматизатор листа 12, сформированного первой областью 17A зазора, участок, сформированный второй областью 17B зазора, который является тонким, можно отделить от участка, сформированного первой областью 17A зазора. Следовательно, толщина содержащего ароматизатор листа 12 может быть, по существу, равномерной, и можно выдерживать постоянство характеристик содержащего ароматизатор листа 12, таких как толщина, остаточное количество ароматизатора в нем и количество влаги. Соответственно, можно избавиться от краевых участков (одного краевого участка), как необязательного участка, которые имеют свойство приподниматься, отслаиваться или растрескиваться из-за избыточного осушения.
Устройство 11 для изготовления содержащего ароматизатор листа включает в себя листовидную подложку 16, на которой размещается содержащий ароматизатор лист 12. При использовании данной конфигурации, содержащий ароматизатор лист 12 до желатинизации и желатинизированный, содержащий ароматизатор лист 12 можно стабильно подавать в направлении A подачи.
Формирующий прорези участок 23 включает в себя одну формирующую прорезь часть 38 для формирования одной прорези 22, и один или более крепежных участков 41 для закрепления одной или более формирующих прорези части 38 таким образом, чтобы вес формирующих прорези частей 38 воздействовал на содержащий ароматизатор лист 12. При использовании данной конфигурации, при посредстве одной или более формирующих прорези частей 38 можно создавать давление и прорезать содержащий ароматизатор лист 12 за счет веса формирующих прорези частей 38. Таким образом, конфигурация формирующего прорези участка 23 для формирования одной или более прорезей 22 может быть реализована с применением простой конструкции.
(Референсный вариант осуществления)
Далее, со ссылкой на фиг. 10 - фиг. 12 будет описано устройство 11 для изготовления содержащего ароматизатор листа в соответствии с референсным вариантом осуществления. Как показано на фиг 10, пульпа 14 формуется в формовочном механизме 17, чтобы сформировать содержащий ароматизатор лист 12, имеющий равномерную толщину в направлении W по ширине, и затем, на этапе желатинизации посредством желатинизирующего механизма 21 и этапе сушки посредством осушающего механизма 24 изготавливается осушенный, содержащий ароматизатор лист 12. Однако, на этапе сушки происходит усадка на обоих краях содержащего ароматизатор листа 12 в направлении W по ширине, как показано стрелками на фиг 11, и, в некоторых условиях, могут формироваться утолщенные участки 12A на обоих краях, как показано на фиг 12. На утолщенных участках 12A, сформированных при этом, количество влаги больше, чем на других участках, и поэтому зазоры между поперечными сшивками оказываются больше, и ароматизатор, содержащийся в листе быстро испаряется вместе с влагой. В результате тщательного изучения способа изготовления содержащего ароматизатор листа 12 по вышеописанному варианту осуществления, авторы изобретения обнаружили, что содержащий ароматизатор лист 12, имеющий утолщенные участки 12A, может оказаться дефектным продуктом, и необходимо избавляться от утолщенных участков 12A в процессе изготовления.
В последующих модификациях будут описаны, в основном, части, отличающиеся от частей вышеописанного варианта осуществления, а изображение и описание частей, которые идентичны частям вышеописанного варианта осуществления, не будут приводиться.
(Первая модификация)
Устройство 11 для изготовления содержащего ароматизатор листа в соответствии с первой модификацией будет описано со ссылкой на фиг. 13. В первой модификации, конфигурация формовочного механизма 17 и конфигурация формирующего прорези участка 23 отличаются от конфигураций в вышеописанном варианте осуществления.
Формовочный механизм 17 включает в себя запятовидный вал 32 и наносящий покрытие вал 33, расположенный напротив запятовидного вала 32. Как показано на фиг 2 и фиг. 13, наносящий покрытие вал 33 имеет цилиндрическую форму. На наружном периферическом участке наносящего покрытие вала 33 выполнен заглубленный участок 35, заглубленный от периферии, на, по существу, промежуточной части в аксиальном направлении.
В настоящей модификации, наносящий покрытие вал 33 образован ступенчатым элементом (ступенчатым валиком), чтобы частично уменьшать толщину покрытия из содержащего ароматизатор листа 12, как в вышеописанном варианте осуществления. Ступенчатый элемент содержит заглубленный участок 35 и пару участков 42 большого диаметра, выполненных снаружи заглубленного участка 35. Заглубленный участок 35 не снабжен парой конусных участков 36. Участок 37 малого диаметра выполнен на заглубленном участке 35. Пара участков 42 большого диаметра выполнена снаружи заглубленного участка 35. Участки 42 большого диаметра или подобные им могут быть сформированы любым способом. Например, участок 37 малого диаметра и участки 42 большого диаметра ступенчатого элемента можно формировать обработкой на станке (обработкой резанием, токарной обработкой) или подобным образом, как в вышеописанном варианте осуществления. В настоящей модификации, каждый из участков 42 большого диаметра сформирован, например, лентой, намотанной на основную часть 33A (стержневой участок) наносящего покрытие вала 33. Лента приклеивается к наружной периферической поверхности 34 основной части 33A (стержневого участка) наносящего покрытие вала 33.
Участок 42 большого диаметра сформирован, например, до высоты 10-100 мкм от наружной периферической поверхности 34, предпочтительно, до высоты 20-80 мкм от наружной периферической поверхности 34, и, предпочтительнее, до высоты 40-60 мкм от наружной периферической поверхности 34. Следовательно, в настоящем варианте осуществления, участок 42 большого диаметра сформирован намоткой и приклеиванием ленты, имеющей такую толщину, к основной части 33A наносящего покрытие вала 33.
Формовочный механизм 17 дополнительно включает в себя первую область 17A зазора и вторую область 17B зазора между запятовидным валом 32 и наносящим покрытие валом 33. Первая область 17A зазора соответствует участку 37 малого диаметра. Вторая область 17B зазора соответствует участку 42 большого диаметра. Следовательно, размер H2 (размер по высоте) вторых областей 17B зазора меньше размера H1 (размера по высоте) первой области 17A зазора. Вторые области 17B зазора выполнены парой с обеих сторон от первой области 17A зазора; однако, вторая область 17B зазора может быть выполнена только с одной стороны, смежной с первой областью 17A зазора.
Формирующий прорези участок 23 включает в себя одну или более формирующих прорези частей 38 и крепежные участки 41 для закрепления формирующих прорези частей 38. В настоящем варианте осуществления, формирующие прорези части 38 предпочтительно создаются как пара так, чтобы находиться вблизи от краев содержащего ароматизатор листа 12. Число формирующих прорези частей 38, выполненных на формирующем прорези участке 23 не ограничено двумя и может быть тремя или более, или может быть равным одному.
В настоящем варианте осуществления формируется прорезь 22, имеющая глубину, соответствующую полной толщине содержащего ароматизатор листа 12; однако, при изменении типа формирующей прорезь части 38, может также формироваться прорезь 22, имеющая глубину, соответствующую части толщины содержащего ароматизатор листа 12.
Формирующий прорези участок 23 формирует прорези 22 в паре, каждую в положении на расстоянии 1-10 мм, предпочтительно, в положении на расстоянии 2-8 мм и, более предпочтительно, в положении на расстоянии 3-6 мм от края в направлении W по ширине содержащего ароматизатор листа 12, посредством формирующей прорезь часть 38. Пара формирующих прорези частей 38 выполнена в положениях, которые допускают формирование прорезей 22 в содержащий ароматизатор лист 12 вдоль второй области 17B зазора.
Далее, со ссылкой на фиг. 13 будет описан способ изготовления содержащего ароматизатор листа с использованием устройства 11 для изготовления содержащего ароматизатор листа в соответствии с вариантом осуществления. В способе изготовления, содержащего ароматизатор листа 12 в соответствии с настоящей модификацией, только этап формирования прорезей отличается от этапа вышеописанного варианта осуществления и потому будет описан ниже.
На этапе формирования прорезей, прорезь 22, имеющая глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа 12, формируется формирующим прорези участком 23 в содержащем ароматизатор листе 12, подаваемом в направлении A подачи и желатинизированном желатинизирующим механизмом 21. Число формируемых прорезей 22 является таким же, как число формирующих прорези частей 38, выполненных на формирующем прорези участке 23.
Когда содержащий ароматизатор лист 12 проходит через формирующие прорези части 38 формирующего прорези участка 23, прорези 22 формируются так, что содержащий ароматизатор лист 12 испытывает нажим и прорезается сверху формирующими прорези частями 38. Поскольку содержащий ароматизатор лист 12 уже был желатинизирован перед этапом формирования прорезей, то форма прорезей запоминается в содержащем ароматизатор листе 12.
В случае, если число формирующих прорези частей 38 равно двум, прорези 22 создаются как пара вблизи от обоих краев в направлении W по ширине содержащего ароматизатор листа 12. В частности, прорези 22 создаются в положениях, соответствующих содержащему ароматизатору листу 12, сформированному вторыми областями 17B зазора. В случае, если число формирующих прорезь частей 38 равно одной, то формирующая прорезь часть 38 выполнена вблизи от любого края в направлении W по ширине содержащего ароматизатор листа 12. Аналогично, в данном случае, прорезь 22 создается в положении, соответствующем содержащему ароматизатор листу 12, сформированному второй областью 17B зазора.
В случае, если число формирующих прорези частей 38 равно трем или более, две прорези 22 создаются как пара вблизи от обоих краев в направлении W по ширине содержащего ароматизатор листа 12, как в случае, когда выполнены две формирующих прорези части 38. Кроме того, другая прорезь 22 создается в произвольном положении (например, на центральном участке) в направлении W по ширине содержащего ароматизатор листа 12.
В соответствии с настоящей модификацией, формирующий прорези участок 23 включает в себя одну или более формирующих прорези частей 38, и одна из формирующих прорези частей 38 выполнена в положении, которое позволяет сформировать прорезь 22 в содержащем ароматизатор листе 12, сформированном второй областью 17B зазора. Таким образом, посредством формирования прорези 22 в содержащем ароматизатор листе 12, сформированным во второй области 17B зазора, даже когда положение, в которое подается содержащий ароматизатор лист 12, немного сдвигается в направлении W по ширине в процессе изготовления, прорезь 22 может быть надежно сформирована в предварительно заданном положении. Соответственно, частота появления дефектных продуктов может снижаться, с учетом колебаний положения прохода содержащего ароматизатор листа 12 в процессе изготовления, и выгод годного содержащего ароматизатор листа 12 может увеличиваться.
(Вторая модификация)
Устройство 11 для изготовления содержащего ароматизатор листа в соответствии со второй модификацией будет описано со ссылкой на фиг. 14. Во второй модификации, ширина содержащего ароматизатор листа 12, конфигурация формовочного механизма 17 и конфигурация формирующего прорези участка 23 отличаются от соответствующей ширины и конфигураций в вышеописанном варианте осуществления. В данной модификации будет описан способ для одновременного изготовления множества содержащих ароматизатор листов 12, имеющих, по существу одинаковую ширину и одинаковый состав.
Формовочный механизм 17 включает в себя запятовидный вал 32 и наносящий покрытие вал 33 расположенный напротив запятовидного вала 32. Как показано на фиг 2 и фиг. 14, наносящий покрытие вал 33 имеет цилиндрическую форму. В настоящем варианте осуществления, никакой заглубленный участок 35 на внешнем периферическом участке наносящего покрытие вала 33 не выполнен.
В состоянии перед сушкой, содержащий ароматизатор лист 12 имеет, например, ширину (длину) 1000 мм в направлении W по ширине и толщину 350-1300 мкм. В состоянии после сушки, содержащий ароматизатор лист 12 имеет, например, ширину (длину) 960 мм в направлении W по ширине и толщину 50-200 мкм. Таким образом, содержащий ароматизатор лист 12 во второй модификации имеет такую же толщину, как содержащий ароматизатор лист 12 в вышеописанном варианте осуществления и формируется длиннее в направлении W по ширине, то есть, шире данного листа в вышеописанном варианте осуществления. Например, содержащий ароматизатор лист 12 может иметь ширину (длину) 1000 мм или более в направлении W по ширине перед сушкой.
Формирующий прорези участок 23 включает в себя множество (например, две) формирующих прорези частей 38, которые формируют множество прорезей 22, и множество крепежных участков 41, которые закрепляют формирующие прорези части 38. Формирующие прорези части 38 находятся на расстоянии друг от друга в направлении W по ширине содержащего ароматизатор листа 12. В данной модификации, содержащий ароматизатор лист 12 включает в себя множество лентообразных участков 12B, разделенных множеством прорезей 22. В предпочтительном случае, формирующие прорези части 38 формирующего прорези участка 23 выполнены в положениях, которые позволяют формировать прорези 22 таким образом, чтобы соответствующие длины лентообразных участков 12B были, по существу, равными друг другу в направлении W по ширине содержащего ароматизатор листа 12. В настоящей модификации, формирующий прорези участок 23 делит содержащий ароматизатор лист 12 прорезями 22 на, по существу равные интервалы (три интервала). На данном этапе, крепежные участки 41 (держатели) формирующего прорези участка 23 закрепляют формирующие прорези части 38 таким образом, чтобы вес формирующих прорези частей 38 воздействовал сверху на подложку 16 и содержащий ароматизатор лист 12.
Когда содержащий ароматизатор лист 12 составляет 1000 мм или более в направлении W по ширине, число формирующих прорези частей 38, выполненных на формирующем прорези участке 23, может составлять три или более. В случае, если число формирующих прорези частей 38 равно трем, то три формирующих прорези части 38 также выполнены в таких положениях, которые обеспечивают, по существу, равенство соответствующих длин лентообразных участков 12B. В данном случае, формирующий прорези участок 23 делит содержащий ароматизатор лист 12 прорезями 22 на, по существу равные интервалы (четыре интервала). Если содержащий ароматизатор лист 12 является более широким в направлении W по ширине, то число формирующие прорези частей 38 и число прорезей 22 можно дополнительно увеличить, а именно, число формирующих прорези частей 38 и число прорезей 22 может составлять четыре или более. То есть, в настоящей модификации, число формирующих прорези частей 38 и число прорезей 22 назначается произвольно и может быть соответственно увеличено или уменьшено в зависимости от длины содержащего ароматизатор листа 12 в направлении W по ширине.
Ниже описаны эффекты данной модификации. В данной модификации, содержащий ароматизатор лист 12 формируется более широким, чем в вышеописанном варианте осуществления. Соответственно, на этапе сушки осушающим механизмом 24, величина усадки, обусловленной сушкой, оказывается больше, чем в вышеописанном варианте осуществления. Поэтому, в случае, если никакой прорези 22 не создается, например, в отличие от настоящей модификации, то формируется место закрепления между тонким участком содержащего ароматизатор листа 12 и базовым участком, служащим опорой для тонкого участка на этапе сушки. Тогда, между местами закрепления порождается растяжение (напряжение) вследствие усадки, вызываемой сушкой, и существует вероятность того, что возникнет трещина, разрыв или что-то подобное в любом месте, где концентрируется такое напряжение. В данной модификации, в отличие от вышеописанного варианта осуществления, содержащий ароматизатор лист 12 делится прорезями 22 на, по существу, равные интервалы. По данной причине, содержащий ароматизатор лист 12 может сдвигаться по подложке 16, где создаются прорези 22. Поэтому, в данной модификации, растяжение (напряжение), порождаемое на этапе сушки, снижается в положении каждой прорези 22.
В соответствии с настоящей модификацией, очевидно следующее. В устройстве 11 для изготовления содержащего ароматизатор листа, одна или более прорезей 22 составляют множество прорезей, содержащий ароматизатор лист 12 включает в себя множество лентообразных участков 12B разделенных множеством прорезей 22, формирующий прорези участок 23 включает в себя множество формирующих прорези частей 38, выполненных с возможностью формирования множества прорезей 22, и множество формирующих прорези частей 38 выполнено в положениях, которые позволяют формировать множество прорезей 22 таким образом, чтобы соответствующие длины множества лентообразных участков 12B были, по существу, равными друг другу в направлении W по ширине содержащего ароматизатор листа 12.
В способе изготовления содержащего ароматизатор листа, одна или более прорезей 22 составляют множество прорезей, содержащий ароматизатор лист 12 включает в себя множество лентообразных участков 12B, разделенных множеством прорезей 22, и формирующий прорези участок 23 формирует множество прорезей 22 таким образом, чтобы соответствующие длины в направлении W по ширине множества лентообразных участков 12B содержащего ароматизатор листа 12 были, по существу, равными друг другу.
В соответствии с данными конфигурациями, например, в случае, если содержащий ароматизатор лист 12 формируется широким, то, даже если натяжение (напряжение), порождаемое усадкой на этапе сушки, становится чрезмерным, то натяжение может ослабляться в положениях прорезей 22. Следовательно, можно предотвратить возникновение концентрации напряжений в неожиданной точке, и предотвратить растрескивание или разрыв содержащего ароматизатор листа 12 вблизи от точки концентрации напряжений. Это может повысить выход годного содержащего ароматизатор листа 12.
Устройство 11 для изготовления содержащего ароматизатор листа не ограничено вышеописанным вариантом осуществления и каждой модификацией и может быть реализовано модификацией конструктивных элементов в стадии реализации, без отклонения от их существа. Кроме того, некоторые компоненты могут быть исключены из всех конструктивных элементов, показанных в варианте осуществления и каждой модификации, а также можно сконфигурировать одно изобретение путем соответствующего объединения устройств для изготовления содержащего ароматизатор листа 11 или способов изготовления содержащего ароматизатор листа любого варианта осуществления, первой модификации и второй модификации.
СПИСОК ПОЗИЦИЙ
11 … устройство для изготовления содержащего ароматизатор листа, 12 … содержащий ароматизатор лист, 12B … лентообразный участок, 14 … пульпа, 16 … подложка, 17 … формовочный механизм, 17A … первая область зазора, 17B … вторая область зазора, 18 … подающий механизм, 21 … желатинизирующий механизм, 22 … прорезь, 23 … формирующий прорезь участок, 24 … осушающий механизм, 38 … формирующая прорезь часть, 41 … крепежный участок.
Группа изобретений относится к устройству для изготовления содержащего ароматизатор листа и способу изготовления содержащего ароматизатор листа, допускающему изготовление содержащего ароматизатор листа. Устройство содержит подающий механизм, выполненный с возможностью подачи желатинизированного содержащего ароматизатор листа, формирующий прорези участок, выполненный с возможностью формирования одной или более прорезей, имеющих глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа, вдоль направления подачи содержащего ароматизатор листа, и осушающий механизм, выполненный с возможностью сушки содержащего ароматизатор листа, в котором сформированы прорези. Обеспечивается создание содержащего ароматизатор листа, равномерного по качеству. 2 н. и 14 з.п. ф-лы, 14 ил.
1. Устройство для изготовления содержащего ароматизатор листа, содержащее:
подающий механизм, выполненный с возможностью подачи желатинизированного содержащего ароматизатор листа;
формирующий прорези участок, выполненный с возможностью формирования одной или более прорезей, имеющих глубину, соответствующую полной или частичной толщине содержащего ароматизатор листа, вдоль направления подачи содержащего ароматизатор листа; и
осушающий механизм, выполненный с возможностью сушки содержащего ароматизатор листа, в котором сформированы прорези.
2. Устройство для изготовления содержащего ароматизатор листа по п. 1, в котором:
формирующий прорези участок выполнен с возможностью формирования одной прорези,
формирующий прорези участок содержит формирующую прорезь часть, выполненную с возможностью формирования указанной одной прорези, и
формирующая прорезь часть выполнена в положении, которое позволяет формировать указанную одну прорезь вблизи от одного края в направлении ширины содержащего ароматизатор листа.
3. Устройство для изготовления содержащего ароматизатор листа по п. 1, в котором:
формирующий прорези участок выполнен с возможностью формирования двух прорезей,
формирующий прорези участок содержит две формирующие прорези части, выполненные с возможностью формирования указанных двух прорезей,
одна из двух формирующих прорези частей выполнена в положении, которое позволяет формировать одну из двух прорезей вблизи от одного края в направлении ширины содержащего ароматизатор листа, и
другая из двух формирующих прорези частей выполнена в положении, которое позволяет формировать другую из двух прорезей вблизи от другого края в направлении ширины.
4. Устройство для изготовления содержащего ароматизатор листа по п. 1, в котором:
формирующий прорези участок выполнен с возможностью формирования множества прорезей,
формирующий прорези участок содержит множество формирующих прорези частей, выполненных с возможностью формирования указанного множества прорезей,
множество формирующих прорези частей выполнены на расстоянии друг от друга в направлении ширины содержащего ароматизатор листа.
5. Устройство для изготовления содержащего ароматизатор листа по п. 4, в котором:
содержащий ароматизатор лист содержит множество лентообразных участков, разделенных множеством прорезей, и
множество формирующих прорези частей выполнено в положениях, которые позволяют формировать множество прорезей так, что длины в направлении ширины множества лентообразных участков содержащего ароматизатор листа по существу равны друг другу.
6. Устройство для изготовления содержащего ароматизатор листа по п. 1, дополнительно содержащее формовочный механизм, выполненный с возможностью формования содержащего ароматизатор листа до желатинизации посредством формования пульпы, содержащей ароматизатор, в форму листа.
7. Устройство для изготовления содержащего ароматизатор листа по п. 6, в котором формовочный механизм содержит:
первую область зазора, задающую толщину содержащего ароматизатор листа до желатинизации, который проходит через первую область зазора; и
вторую область зазора, выполненную на одном краю в направлении ширины содержащего ароматизатор листа до желатинизации и имеющую размер зазора меньше, чем размер зазора первой области зазора, при этом вторая область зазора задает толщину содержащего ароматизатор листа до желатинизации, который проходит через вторую область зазора.
8. Устройство для изготовления содержащего ароматизатор листа по п. 6, дополнительно содержащее желатинизирующий механизм, выполненный в положении между формовочным механизмом и формирующим прорези участком, при этом желатинизирующий механизм выполнен с возможностью желатинизации содержащего ароматизатор листа до желатинизации.
9. Устройство для изготовления содержащего ароматизатор листа по п. 7, в котором:
формирующий прорези участок содержит одну или более формирующих прорези части, выполненные с возможностью формирования одной или более прорезей; и
одна из одной или более формирующих прорези частей выполнена в положении, выбранном с возможностью разделения содержащего ароматизатор листа, сформированного второй областью зазора, и содержащего ароматизатор листа, сформированного первой областью зазора, посредством одной из прорезей, или в положении, выбранном с возможностью формирования прорезей в содержащем ароматизатор листе, сформированном второй областью зазора.
10. Устройство для изготовления содержащего ароматизатор листа по любому из пп. 1-9, дополнительно содержащее листовидную подложку, на которой размещается содержащий ароматизатор лист.
11. Устройство для изготовления содержащего ароматизатор листа по любому из пп. 1-9, в котором формирующий прорези участок содержит:
формирующую прорезь часть, выполненную с возможностью формирования одной прорези, и
один или более крепежных участков, выполненных с возможностью закрепления одного или более формирующих прорези частей таким образом, чтобы вес формирующих прорези частей действовал на содержащий ароматизатор лист.
12. Способ изготовления содержащего ароматизатор листа, содержащий следующие этапы:
формуют содержащую ароматизатор пульпу в форму листа посредством формовочного механизма;
формируют желатинизированный лист посредством желатинизации пульпы, формованной в форму листа, подаваемой в направлении подачи, посредством желатинизирующего механизма;
формируют одну или более прорезей, имеющих глубину, соответствующую полной или частичной толщине желатинизированного листа, посредством формирующего прорези участка; и
сушат желатинизированный лист, содержащий одну или более прорезей, посредством осушающего механизма.
13. Способ изготовления содержащего ароматизатор листа по п. 12, в котором:
формируют одну прорезь вблизи от одного края в направлении ширины желатинизированного листа посредством формирующего прорези участка.
14. Способ изготовления содержащего ароматизатор листа по п. 12, в котором:
формируют две прорези, при этом одну из двух прорезей формируют вблизи от одного края в направлении ширины желатинизированного листа, а другую из двух прорезей формируют вблизи от другого края в направлении ширины листа посредством формирующего прорези участка.
15. Способ изготовления содержащего ароматизатор листа по п. 12, в котором:
формируют множество прорезей посредством формирующего прорези участка таким образом, чтобы длины множества лентообразных участков желатинизированного листа, разделенного в направлении ширины желатинизированного листа множеством прорезей, были по существу идентичными друг другу.
16. Способ изготовления содержащего ароматизатор листа по п. 12 или 13, в котором формирование одной или более прорезей содержит следующие этапы:
закрепляют одну или более формирующих прорези частей на одном или более крепежных участках, выполненных с возможностью закрепления одной или более формирующих прорези частей,
действуют весом формирующих прорези частей на желатинизированный лист таким образом, чтобы сформировать одну или более прорезей.

