Настоящее изобретение относится к способу литья содержащего алкалоид материала.
Как правило, изделия, генерирующие аэрозоль, содержат несколько элементов, собранных в виде стержня. Несколько элементов обычно содержат субстрат, образующий аэрозоль, и фильтрующий элемент. Один или оба из фильтра и субстрата, образующего аэрозоль, могут содержать несколько каналов для обеспечения протекания потока воздуха через стержень.
В настоящее время при изготовлении табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Этот гомогенизированный табачный материал, как правило, изготавливают из частей табачного растения, которые в меньшей степени пригодны для изготовления резаного наполнителя, например, таких как табачные стебли или табачная пыль. Как правило, табачная пыль образуется в качестве побочного продукта во время обработки табачных листьев в процессе изготовления.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и литой лист. Способ образования листов гомогенизированного табачного материала обычно включает этап, на котором табачную пыль и связующее смешивают с образованием пульпы. Затем пульпу используют для создания табачного полотна, например, посредством литья вязкой пульпы на движущуюся металлическую ленту с получением так называемого литого листа. Альтернативно пульпа с низкой вязкостью и высоким содержанием воды может использоваться для создания восстановленного табака в процессе, сходном с производством бумаги. После получения, гомогенизированные табачные полотна можно нарезать по аналогии с цельнолистовым табаком с получением резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В «нагреваемом без сжигания» изделии, генерирующем аэрозоль, субстрат, образующий аэрозоль, нагревают до относительно низкой температуры с целью образования аэрозоля, но предотвращения горения табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном материале, как правило, представляет собой исключительно табак или содержит в основном табак, присутствующий в гомогенизированном табачном материале такого «нагреваемого без сжигания» изделия, генерирующего аэрозоль. Это означает, что в основе состава аэрозоля, который генерируется таким «нагреваемым без сжигания» изделием, генерирующим аэрозоль, по существу лежит лишь гомогенизированный табачный материал. Следовательно, важно обеспечить надлежащее регулирование состава гомогенизированного табачного материала, например, для регулирования вкуса аэрозоля.
Изменения физических свойств пульпы, например, консистенции, вязкости, размера волокон, размера частиц, влажности или времени выдержки пульпы, стандартные способы литья и оборудование могут привести к непреднамеренным изменениям при нанесении пульпы на опору во время литья полотен гомогенизированного табака. Недостаточно оптимальные способ и оборудование могут привести к неоднородности и дефектам литого полотна из гомогенизированного табака.
Неоднородность гомогенизированного табачного полотна может привести к трудностям при последующей обработке гомогенизированного табачного полотна при производстве изделия, генерирующего аэрозоль. Например, неоднородность может привести к растрескиванию полотна или даже к разрыву полотна во время изготовления полотна из гомогенизированного табака или дальнейшей обработки полотна из гомогенизированного табака. Это, в свою очередь, может привести, например, к остановкам машины и непреднамеренному образованию отходов. Дополнительно, неоднородное табачное полотно может привести к нежелательному различию в отношении доставки аэрозоля между изделиями, генерирующими аэрозоль, которые производят из одного и того же гомогенизированного табачного полотна.
Также неоптимальная, недостаточно оптимальная или варьирующаяся толщина полотна может неблагоприятно влиять на следующие этапы производства, такие как этап гофрирования, и может ухудшить высвобождение веществ из гофрированного листа материала в воздух, проникающий в стержень, а также неблагоприятно влиять на значение RTD.
Лист материала может быть отлит с использованием формовочного резака, нож которого удерживается в вертикальной плоскости и при этом его режущая кромка удерживается в по существу горизонтальном положении. Кроме того, формовочный резак расположен перпендикулярно направлению перемещения подвижной опоры, как правило, в виде конвейерной ленты. Формовочный резак удерживается на месте с использованием стоек, по одной с каждой стороны формовочного резака. Лист материала образуется из резервуара с табакосодержащей пульпой (иногда называемого литейным коробом), который имеет полосовой проем, который образован поверхностью подвижной опоры и формовочным резаком. Толщина листа материала определяется расстоянием между режущей кромкой ножа и поверхностью перемещающейся подвижной опоры. Конечная толщина листа материала может отличаться от «первоначальной толщины» из-за высушивания пульпы с получением твердого листа материала.
Проблема в данном контексте заключается в том, что точное положение поверхности подвижной опоры, поверх которой распределяется пульпа, может варьироваться. В качестве примера, это может быть обусловлено провисанием подвижной опоры, в частности, если подвижная опора представляет собой конвейерную ленту. Во избежание этого, пульпу, как правило, распределяют на подвижной опоре в области, где подвижную опору поддерживает опорный ролик. Однако даже тогда могут возникать некоторые изменения высоты вследствие деформации подвижной опоры, вследствие изменения радиуса опорного ролика (что не является необычным в действительности из-за износа), вследствие определенного эксцентриситета опорного ролика или из-за комбинации этих и других эффектов.
Такие изменения представляют проблему, поскольку даже небольшое изменение толщины литого листа материала, составляющее приблизительно 20 микрон или приблизительно 30 микрон, может оказывать заметный эффект на ощущения конечного потребителя. Это особенно верно при рассмотрении влияния толщины литого полотна материала на последующие этапы производства, направленные на образование стержня для изделия, генерирующего аэрозоль.
Было бы целесообразно обеспечить такой способ литья листа гомогенизированного табачного материала, предпочтительно для изделия, генерирующее аэрозоль, который обеспечивал бы возможность образования листа материала с более однородной толщиной и, следовательно, повышенной однородностью свойств изделий, генерирующих аэрозоль, которые прямо или опосредованно связаны с толщиной листа материала.
Согласно первому аспекту настоящего изобретения настоящее изобретение относится к способу литья листа материала в виде материала, содержащего алкалоиды, при этом способ включает: предоставление емкости, имеющей проем; предоставление формовочного ножа; предоставление подвижной опоры, движущейся под проемом емкости; заполнение емкости пульпой; литье листа материала, содержащего алкалоиды, при помощи формовочного ножа на подвижную опору; измерение изменений высоты подвижной опоры; и изменение высоты формовочного ножа, если присутствуют такие изменения высоты подвижной опоры.
При использовании этой рекомендации, толщина листа материала, содержащего алкалоиды, может быть более однородной. В частности, посредством измерения изменений высоты подвижной опоры и, следовательно, изменения высоты формовочного ножа, например, его края, если присутствуют такие изменения высоты подвижной опоры, однородность толщины литого листа материала, содержащего алкалоиды, может быть увеличена. При наличии листа материала, содержащего алкалоиды, с более равномерной толщиной, следующие этапы производства, такие как гофрирование и сбор, также могут быть выполнены более точно. Следовательно, ощущения потребителя могут быть значительно более однообразными (в частности, но необязательно ограничиваясь следующим, в отношении RTD, содержания летучих соединений в аэрозоле, который будет вдыхаться, и т.п.).
В контексте данного документа термин «лист» обозначает слоистый элемент, ширина и длина которого по существу превышают его толщину.
В контексте данного документа термин «лист гомогенизированного табачного материала» обозначает тонкий слой гомогенизированного табачного материала, который изначально является подобным жидкости, вязким или пастообразным и станет механически стабильным и самоподдерживающимся после достаточного высушивания.
В контексте данного документа термин «гомогенизированный табачный материал» обозначает материал, образованный посредством агломерации сыпучего табака. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от приблизительно 5 процентов до приблизительно 50 процентов, предпочтительно от приблизительно 15 до приблизительно 30 процентов по весу в пересчете на сухой вес. Лист может содержать табак или другой материал растительного происхождения. Предпочтительно материал растительного происхождения содержит алкалоиды. Более предпочтительно алкалоиды включают никотин.
Понятие гомогенизированного табачного материала, таким образом, охватывает любой табачный материал, образованный посредством агломерации частиц табачного материала. Листы или полотна гомогенизированного табака образуются согласно настоящему изобретению посредством агломерации сыпучего табака, полученного посредством размола или измельчения в порошок иным образом, например, пластинки табачного листа или стеблей табачного листа, или их смесей.
В дополнение гомогенизированный табачный материал может содержать незначительное количество одного или более из табачной пыли, мелких частиц табака и других сыпучих табачных отходов, образующихся во время обработки, перемещения и отгрузки табака.
Листы гомогенизированного табачного материала могут быть образованы посредством агломерации сыпучего табака, полученного посредством размола или измельчения иным образом одного или обоих из пластинки табачного листа и стеблей табачного листа; альтернативно, или в дополнение, листы гомогенизированного табачного материала могут содержать одно или более из табачной пыли, мелких частиц табака и других сыпучих табачных отходов, образующихся, например, во время обработки, перемещения и отгрузки табака. Листы гомогенизированного табачного материала могут содержать одно или более собственных связующих, т.е. табачных эндогенных связующих, одно или более внешних связующих, т.е. табачных экзогенных связующих, или их комбинацию, чтобы способствовать агломерации сыпучего табака; альтернативно, или в дополнение, листы гомогенизированного табачного материала могут содержать другие добавки, включая, но без ограничения, табачные и нетабачные волокна, вещества для образования аэрозоля, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
В контексте данного документа термин «емкость» обозначает резервуар, имеющий произвольную форму, предпочтительно для промежуточного хранения и подачи подобных жидкости или пастообразных веществ, таких как пульпа, в частности, в направлении проема. Емкость может содержать или не содержать любые транспортировочные устройства для транспортировки веществ, которые содержатся в емкости, в направлении проема.
В контексте данного документа термин «проем» обозначает любой тип одного или нескольких отверстий, которые предусмотрены для прохождения подобного жидкости, вязкого или пастообразного вещества, такого как пульпа. Проем может иметь прямоугольную форму сравнительно большой длины и сравнительно небольшой высоты.
В контексте данного документа термин «формовочный нож» обозначает элемент с формой в продольном направлении, который может иметь по существу постоянное поперечное сечение вдоль основных частей его продольного удлинения. Он содержит по меньшей мере одну предпочтительно прямую кромку, которая предназначена для вхождения в контакт с пастообразным, вязким или подобным жидкости веществом, на которое оказывает воздействие указанная кромка, таким как пульпа. Указанная кромка может иметь острую и похожую на нож кромку. Альтернативно она может иметь прямоугольную или закругленную кромку.
В контексте данного документа термин «подвижная опора» обозначает любое приспособление, содержащее поверхность, которая может двигаться в по меньшей мере одном продольном направлении. Подвижная опора может образовывать замкнутый контур, чтобы обеспечивать возможность непрерывной транспортировки в одном направлении. Однако подвижная опора также может двигаться возвратно-поступательным способом перемещения. Подвижная опора может содержать конвейерную ленту. Подвижная опора может быть по существу плоской и может иметь структурированную или неструктурированную поверхность. Подвижная опора может не содержать отверстий в своей поверхности или может содержать только проходы такого размера, чтобы они были непроницаемыми для пульпы, с которой должна использоваться конвейерная лента. Подвижная опора может содержать листовую подвижную и гибкую ленту. Лента может быть выполнена из металлического материала, включая, но без ограничения, сталь, медь, сплавы железа и сплавы меди или каучуковый материал. Лента может быть выполнена из теплостойкого материала, так что она может быть нагрета для ускорения процесса сушки пульпы.
В контексте данного документа термин «эталонная горизонтальная плоскость» обозначает плоскость, размещенную горизонтально и используемую в качестве эталона. Она может быть идентична плоскости, которая фактически есть в наличии или может быть исключительно воображаемой.
В контексте данного документа термин «горизонтальная плоскость» может относиться к плоскости, которая по меньшей мере по существу параллельна плоскости, определенной основным шасси оборудования для литья листа материала, при этом используются разные части (причем соответствующая плоскость, определенная основным шасси, сходна по меньшей мере в некоторой степени с горизонтальной плоскостью относительно поверхности земли). Альтернативно она может представлять собой плоскость, которая по существу параллельна плоскости, которая является горизонтальной относительно поверхности земли. Оба определения могут относиться к предназначенному выравниванию оборудования, в котором оборудование предназначено для эксплуатации на обычном основании.
В контексте данного документа термин «высота относительно эталонной плоскости» обозначает расстояние дополнительно определенной части соответствующего устройства относительно эталонной плоскости в направлении, перпендикулярном к эталонной плоскости.
В контексте данного документа термин «край формовочного ножа» обозначает кромку формовочного ножа, которая образует часть примыкающей окрестности литейного проема. Обычно она расположена на нижней стороне формовочного ножа или на верхней стороне проема.
В контексте данного документа термин «участок подвижной опоры, расположенный под краем» обозначает воображаемую линию, по которой проходит наименьшее расстояние между краем формовочного ножа и поверхностью подвижной опоры.
В контексте данного документа термин «пульпа» обозначает подобный жидкости, вязкий или пастообразный материал, который может содержать эмульсию из другого подобного жидкости, вязкого или пастообразного материала, и который может содержать определенное количество твердых частиц, при условии что состояние пульпы остается подобным жидкости, вязким или пастообразным, по меньшей мере поблизости проема.
В контексте данного документа термин «измерение изменений высоты» обозначает любой тип измерения, включая, но без ограничения, прямой или опосредованный механический контакт, измерение с использованием средства в виде датчика, измерение посредством эффектов отражения, будь то отражение звука, отражение ультразвука, отражение света или отражение радиоволн, и индукционных эффектов. Измерение изменений может включать измерение абсолютного значения и измерение относительного изменения.
В контексте данного документа термин «изменение высоты» обозначает любое изменение высоты, включая, но без ограничения, прямую или опосредованную механическую передачу, передачу с использованием устройств виде датчика и исполнительных устройств, а также обработку входных сигналов с помощью предпочтительно программируемого электронного контроллера. Изменение высоты может быть выполнено немедленно, с задержкой времени или с опережающим алгоритмом на основе измерительных сигналов.
Термины «содержащий алкалоиды материал» или «материал, содержащий алкалоиды» являются эквивалентной формулировкой и относятся к материалу, который содержит один или более алкалоидов. Среди алкалоидов предпочтительным является никотин, который может быть обнаружен в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые в основном содержат атомы азотистых оснований. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислыми свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и, очень редко, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды получают с помощью целого ряда организмов, в том числе бактерий, грибков, растений и животных. Их можно очищать от суммарных экстрактов этих организмов с помощью кислотно-щелочной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
Гомогенизированный табачный лист представляет собой содержащий алкалоид лист.
Содержащие алкалоид материалы, такие как гомогенизированные табачные материалы, образуются посредством смешивания нескольких ингредиентов с водой с получением пульпы. На следующем этапе создается непрерывное полотно из гомогенизированного материала на опоре посредством литья пульпы на опору. Целесообразно, чтобы полученный гомогенизированный табачный материал имел относительно высокую прочность на разрыв и достаточную однородность.
Важным параметром пульпы, используемой для получения гомогенизированного табачного материала, является вязкость, которая влияет на прочность на разрыв и однородность литого полотна при образовании непрерывного полотна из гомогенизированного табачного материала, в частности, во время литья пульпы. В дополнение для определения конечного качества литого полотна, в частности, до начала литья, важна также плотность пульпы. Надлежащие плотность, вязкость и однородность пульпы сводят к минимуму количество дефектов и максимально увеличивают прочность на разрыв литого полотна.
Пульпа содержит несколько различных компонентов или ингредиентов. Эти компоненты влияют на содержащий алкалоид материал, например, на свойства гомогенизированного табачного материала. Первый ингредиент представляет собой смесь содержащего алкалоид порошка, например, табачную смесь, которая предпочтительно содержит большую часть алкалоидов, находящихся в пульпе. В предпочтительном варианте осуществления содержащий алкалоид материал представляет собой табак. Табачная порошковая смесь является источником большей части табака в гомогенизированном табачном материале и, таким образом, придает вкус и аромат конечному продукту, например, аэрозолю, образующемуся в результате нагрева гомогенизированного табачного материала. Целлюлозную волокнистую массу, содержащую волокна целлюлозы, предпочтительно добавляют в качестве упрочняющего средства в пульпу с целью повышения прочности на разрыв полотна из табачного материала. Предпочтительно добавляют также связующее и вещество для образования аэрозоля с целью улучшения характеристик прочности на разрыв гомогенизированного листа и содействия образованию аэрозоля. Кроме того, с целью достижения определенной вязкости и влажности, оптимальных для литья полотна из гомогенизированного табачного материала, в пульпу может быть добавлена вода. Пульпу перемешивают с целью приведения пульпы как можно в более однородное состояние.
Предпочтительно пульпа содержит связующее в количестве от приблизительно 1 процента до приблизительно 5 процентов в пересчете на сухой вес содержащего алкалоид материала. Преимущественным является добавление в пульпу связующего, такого как любое из камедей или пектинов, описанных в данном документе, для обеспечения того, что содержащий алкалоид материал, если он находится в форме порошка, остается по существу диспергированным в объеме гомогенизированного табачного полотна. Для наглядного обзора камедей см. Gums And Stabilizers For The Food Industry, IRL Press (G.O. Phillip et al. eds. 1988); Whistler, Industrial Gums: Polysaccharides And Their Derivatives, Academic Press (2d ed. 1973); и Lawrence, Natural Gums For Edible Purposes, Noyes Data Corp. (1976).
Хотя может использоваться любое связующее, предпочтительные связующие представляют собой натуральные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтиловая и гидроксипропиловая камедь бобов рожкового дерева; альгинат; крахмалы, такие как модифицированные крахмалы или дериватизированные крахмалы; целлюлозы, такие как метил, этил, этилгидроксиметил и карбоксиметилцеллюлоза; тамариндовая камедь; декстран; пуллалон; конжаковая мука; ксантановая камедь и т.п. Особенно предпочтительное связующее для использования в настоящем изобретении представляет собой гуар.
Преимущественно пульпа дополнительно содержит вещество для образования аэрозоля в количестве в диапазоне от приблизительно 5 процентов до приблизительно 60 процентов в пересчете на сухой вес пульпы, более предпочтительно от приблизительно 5 процентов до приблизительно 30 процентов.
Подходящие вещества для образования аэрозоля для включения в пульпу для полотен из содержащего алкалоид материала известны из уровня техники и включают, но без ограничения: одноатомные спирты, такие как ментол, многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерина; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Предпочтительно пульпа содержит целлюлозную волокнистую массу в количестве от приблизительно 1 процента до приблизительно 6 процентов, как правило, от приблизительно 1 процента до приблизительно 3 процентов в пересчете на сухой вес указанной пульпы.
Целлюлозная волокнистая масса содержит воду и волокна целлюлозы. Волокна целлюлозы для включения в пульпу для получения гомогенизированного табачного материала известны из уровня техники и включают, но без ограничения: волокна древесины мягких пород, волокна древесины твердых пород, джутовые волокна, льняные волокна, табачные волокна и их комбинации. В дополнение к превращению в волокнистую массу, волокна целлюлозы могут быть подвергнуты подходящим обработкам, таким как очистка, механическое получение волокнистой массы, химическое получение волокнистой массы, отбеливание, сульфатное получение волокнистой массы и их комбинация.
Затем пульпу собирают в емкости, также называемую литейным коробом, в котором предпочтительно поддерживают заданное количество пульпы, например, установлен заранее заданный уровень заполнения пульпой внутри литейного короба. Предпочтительно пульпу непрерывно подают в литейный короб одновременно с литьем пульпы на подвижную опору с образованием непрерывного полотна из гомогенизированного табачного материала.
Пульпа заполняет литейный короб до предпочтительно заранее заданного уровня. Предпочтительно уровень заполнения пульпой в литейном коробе поддерживают по существу постоянным внутри литейного короба. Пульпа вытекает из литейного короба через проем, выполненный в дне литейного короба, например, под действием силы тяжести. Дополнительно, могут быть обеспечены средства для активного передвижения внутри литейного короба, такие так толкатели или крыльчатки. Предпочтительно литейный короб образует оболочку под давлением. Предпочтительно обеспечены средства управления, которые обеспечивают возможность управления давлением внутри литейного короба. В таком варианте осуществления вытеканием пульпы из литейного короба дополнительно управляют посредством установки и поддержания уровня внутреннего давления внутри литейного короба. Предпочтительно литейное оборудование содержит перемешивающее устройство для перемешивания пульпы внутри литейного короба. Затем пульпу распределяют на подвижной опоре через зазор, который образован между формовочным ножом и подвижной опорой.
Согласно настоящему изобретению литье пульпы осуществляют по ширине подвижной опоры, например, через выходное отверстие литейного короба, которое образовано между подвижной опорой и формовочным ножом.
Предпочтительно влажность указанной пульпы при литье составляет от приблизительно 40 процентов до приблизительно 95 процентов, более предпочтительно от приблизительно 60 процентов до приблизительно 80 процентов от общего веса пульпы при литье.
Предпочтительно способ получения содержащего алкалоид материала включает этап высушивания указанного литого полотна, наматывания указанного литого полотна, причем влажность указанного литого полотна при наматывании составляет от приблизительно 6 процентов до приблизительно 15 процентов от общего веса. Предпочтительно влажность указанного литого листа при наматывании составляет от приблизительно 8 процентов до приблизительно 12 процентов от общего веса.
Опора перемещается в продольном направлении с целью извлечения пульпы из литейного короба. Опора может содержать, например, подвижную ленту из нержавеющей стали. Формовочный нож используется с целью образования на подвижной опоре литого полотна из пульпы, которое имеет по существу равномерную толщину. Кроме того, расстояние или зазор между ножом и опорой может определять, в том числе, толщину литого полотна из пульпы.
Формовочный нож может быть соединен с литейным коробом, например, прикреплен к литейному коробу, так что литейный короб и формовочный нож перемещаются вместе, или они могут представлять собой два независимых объекта. Литейный короб может быть зафиксирован, в то время как формовочный нож может перемещаться относительно подвижной опоры.
Толщина полотна содержащего алкалоиды материала, литье которого осуществляют на подвижную ленту, имеет предпочтительный показатель, а именно, быть по возможности равномерной по ширине литого полотна с целью получения конечного продукта в пределах требуемых технических характеристик. Для достижения такой однородной толщины в соответствии с настоящим изобретением проверяют изменения высоты подвижной опоры. Эти движения в высоту сбалансированы движениями формовочного ножа. Таким образом, зазор между формовочным ножом и опорой предпочтительно остается постоянным, так что толщина листа сохраняется постоянной. Следовательно, неровности подвижной опоры могут быть скомпенсированы.
Высота литейного короба может быть также изменена, если присутствуют такие изменения высоты подвижной опоры. Например, это может происходить, если литейный короб и формовочный нож прикреплены друг к другу.
Как высота литейного короба, так и высота формовочного ножа могут быть изменены при наличии таких изменений высоты подвижной опоры.
Кроме того, постоянная толщина литого полотна также важна для процесса сушки. После литья, полотно содержащего алкалоиды материала сушат и при этом параметры сушки зависят, в том числе, от толщины полотна. Если литое полотно имеет неравномерности по толщине, в готовом продукте могут проявиться изменения содержания влаги, и это может предусматривать необходимость в по меньшей мере частичной выбраковке конечного продукта.
После литья пульпы с образованием листа из содержащего алкалоид материала, толщина листа предпочтительно может варьироваться от приблизительно 40 микрон до приблизительно 1000 микрон, предпочтительно от приблизительно 85 микрон до приблизительно 500 микрон, более предпочтительно от приблизительно 180 микрон до приблизительно 250 микрон.
Таким образом, настоящее изобретение позволяет сохранять толщину листа постоянной посредством изменения высоты ножа при обнаружении соответствующего изменения высоты подвижной опоры. Это может быть достигнуто, например, посредством «плавающего резака» в качестве ножа, при этом нож «изменяет свою высоту» после изменения высоты среды, с которой он контактирует.
Предпочтительно способ включает: выбор высоты формовочного ножа относительно эталонной плоскости; и выбор высоты участка подвижной опоры, расположенного ниже формовочного ножа относительно эталонной плоскости. С целью правильного выявления изменений в высоте опоры, выбирают эталонную плоскость. Эта плоскость может, например, представлять собой горизонтальную плоскость из-за того, что предпочтительно подвижная опора определяет горизонтальную поверхность, на которой она транспортирует литой лист. Выполнение измерений высоты относительно эталонной плоскости позволяет получать надлежащее измерение каждый раз, когда необходимо выявить изменения такой высоты, поскольку эталонная полоса «зафиксирована» и не перемещается.
Предпочтительно формовочный нож содержит край и при этом измерение высоты формовочного ножа или выбор высоты формовочного ножа предусматривает измерение высоты края формовочного ножа или выбор высоты края формовочного ножа. Толщина листа гомогенизированного табачного материала определяется зазором между краем ножа, который представляет собой самую нижнюю кромку ножа, и опорой. Следовательно, этот зазор предпочтительно остается по существу постоянным для получения постоянной толщины листа гомогенизированного табачного материала.
Предпочтительно способ выполняют таким образом, чтобы измерение изменений высоты подвижной опоры включало размещение измерительной поверхности в контакте с подвижной опорой. Измерительная поверхность может представлять собой плоскую поверхность, роликовый элемент, шарообразный или подобный наконечнику элемент в виде датчика или что-либо подобное. Контакт измерительной поверхности с соответствующей ей поверхностью подвижной опоры может быть установлен с помощью смазывающих средств или без них, в частности, с помощью смазывающего вещества, такого как смазывающая жидкость. При использовании этого предложения, способ может реализовываться особенно простым и экономически эффективным способом. Из-за низкой сложности предложения способ может реализовываться особенно эффективно. В частности, измерительная поверхность может быть расположена на боковой стороне литого листа, относительно подвижной опоры, вблизи проема или комбинации двух или всех из них.
В контексте данного документа термин «боковая сторона» обозначает расположение вблизи ограничительной стороны соответствующего устройства в направлении, по существу перпендикулярном направлению перемещения подвижной опоры при нормальных рабочих условиях, причем направление перемещения может быть определено как находящееся поблизости той части опоры, где пульпу отливают на подвижную опору.
Еще более предпочтительно способ может реализовываться таким образом, чтобы он включал расположение двух измерительных поверхностей на подвижной опоре на двух противоположных боковых сторонах литого листа. Таким образом, локально образованные дефекты, которые могут быть в наличии по любой причине, могут быть усреднены в определенной степени, так что может быть уменьшено негативное влияние на литой лист. Такие дефекты могут представлять собой локальную выемку (что-то вроде выбоины) или какую-либо грязь, которая может присутствовать на определенной площади поверхности. При использовании этого предложения, однородность по толщине литого листа может быть дополнительно улучшена простым образом и, возможно, с помощью исключительно механических средств.
Формовочный нож имеет предпочтительно основной размер, которым является его ширина, и предпочтительно он проходит по существу по всей ширине литейного короба. Предпочтительно ширина ножа и ширина литейного короба, на котором закреплен нож, одинаковы. На двух концах по ширине формовочного ножа расположены первая и вторая измерительные поверхности. Согласно настоящему изобретению первая и вторая измерительные поверхности соединены с самим формовочным ножом, например, с помощью крепежных устройств. Соединение между литейным коробом и формовочным ножом является таким, что формовочный нож имеет возможность перемещения относительно литейного короба.
Измерительные поверхности измеряют изменения высоты подвижной опоры и заставляют формовочный нож также изменять свою высоту. Следовательно, изменение высоты ножа осуществляется путем изменения пространственного расположения, т.е. положения в трехмерном пространстве, формовочного ножа посредством, например, приводов, соединяющих измерительные поверхности с ножом.
Измерительные поверхности могут быть расположены на контактных устройствах, выполненных с возможностью контакта с подвижной опорой.
В случае разных изменений высоты измерительных поверхностей, возможно, например, вычислить среднее значение изменений высоты двух измерительных поверхностей и отрегулировать высоту формовочного резака соответствующим образом.
Согласно вариантам осуществления для определения изменения высоты формовочного резака согласно данным, генерируемым контактными устройствами, могут быть использованы различные виды датчика.
Предпочтительно способ реализуется таким образом, чтобы способ включал следующие признаки: поступательное перемещение подвижной опоры под проемом посредством ролика; расположение емкости на верхнем участке ролика. Ролик может быть единственным роликом, приводимым в действие, или одним из нескольких приводимых в действие роликов. Таким образом, можно легко достичь поступательного перемещения подвижной опоры посредством вращения ролика вокруг его оси вращения. Обычно ролик будет иметь сравнительно большой размер, так что кривизна его поверхности - и, следовательно, кривизна подвижной опоры - будут сравнительно низкими и могут быть локально приближены к плоскости вблизи проема. Обычный диапазон радиусов для ролика может составлять от приблизительно 10 сантиметров до приблизительно 1 метра, предпочтительно от приблизительно 15 сантиметров до приблизительно 90 сантиметров, предпочтительно от приблизительно 20 сантиметров до приблизительно 80 сантиметров, предпочтительно от приблизительно 25 сантиметров до приблизительно 60 сантиметров. Ролик может представлять собой концевой боковой ролик подвижной опоры или может представлять собой промежуточный ролик подвижной опоры. Это утверждение может быть особенно применимым в случае, если подвижная опора спроектирована в виде конвейерной ленты некоторого вида. Благодаря расположению емкости на верхнем участке ролика, процесс литья может быть осуществлен с помощью силы тяжести и, таким образом, может быть очень простым и эффективным. В частности, транспортирующее средство для транспортировки пульпы из емкости через проем может быть или не быть использовано.
В контексте данного документа термин «верхний участок ролика» обозначает секцию верхнего на данный момент кругового участка ролика, противоположного полу, на котором расположено оборудование для литья листа содержащего алкалоиды материала. Рассматривая ось вращения ролика в качестве центра, вертикальный радиус определяет 0°, что является наивысшей точкой ролика. Таким образом, верхний участок ролика является симметричной секцией, расположенной по центру этого вертикального радиуса. Верхний участок ролика представляет собой, таким образом, секцию, которая начинается в месте, определенном радиусом, образующим угол, равный приблизительно 1°, 2°, 3°, 4°, 5°, 10°, 15°, 20°, 25°, 30°, 35°, 40° или 45° с вертикальным радиусом слева от нее же, и может заканчиваться при угловом значении, равном или приблизительно равном 1°, 2°, 3°, 4°, 5°, 10°, 15°, 20°, 25°, 30°, 35°, 40° или 45° справа от наивысшей точки.
Предпочтительно способ реализуется таким образом, чтобы формовочный нож был расположен смежно с емкостью, в том числе с предоставлением формовочного ножа, край которого образует угол в диапазоне от приблизительно 5° до приблизительно 10° с наивысшей точкой ролика. Таким образом, край формовочного ножа образует угол с наивысшей точкой ролика в диапазоне от приблизительно 5° до приблизительно 10°. Этот угол представляет собой угол, образованный между вертикальным радиусом, определенным выше, и радиусом ролика, касающегося края ножа. Таким образом может быть получен еще более однородный лист содержащего алкалоиды материала под влиянием силы тяжести. В частности, возможно, что между проемом и подвижной опорой может быть образован некоторый вид «локального поддона» так, чтобы компоновка являлась менее подверженной изменениям скорости подвижной опоры. Возможно, что даже короткая остановка не приведет к разливанию пульпы на пол, например. Таким образом, может быть реализована особенно безопасная компоновка для проведения процесса.
Дополнительно предлагается реализовывать способы таким образом, чтобы изменение высоты края формовочного ножа включало: передачу сигналов относительно изменений высоты подвижной опоры на двигатель; и подъем или опускание края формовочного ножа посредством двигателя согласно принятым сигналам. Сигналы, которые могут быть использованы для передачи сигналов относительно изменений высоты подвижной опоры, могут исходить от соответствующих датчиков и могут быть или могут не быть обработаны контроллером. Контроллер может представлять собой электронный контроллер и может быть программируемым. Двигатель может быть стандартного типа, серводвигателем, шаговым двигателем, линейного типа или нечто подобное, и может или не может использовать зубчатую передачу для передачи движения от двигателя на формовочный нож. В частности, в случае двигателя, обеспечивающего вращательное перемещение, может использоваться приводной узел с червячным колесом. При использовании этой конструкции, ширина проема и, следовательно, толщина литого листа содержащего алкалоиды материала, могут быть установлены очень точно. Возможно даже влиять на ширину проема с использованием дополнительных сигналов, помимо высоты участка конвейерной ленты, расположенной ниже края формовочного ножа. В частности, может быть реализована некоторая разновидность влияния посредством контура обратной связи.
Предпочтительно способ реализуется таким образом, чтобы способ включал этапы: задержки этапа изменения высоты края формовочного ножа относительно этапа измерения изменений высоты подвижной опоры. Таким образом, скорость перемещения конвейерной ленты может быть учтена, так что даже в случае, если точка, где производится измерение высоты конвейерной ленты, лежит перед точкой, где размещен край формовочного ножа, перемещение формовочного ножа может осуществляться в надлежащее время. Таким образом может быть реализована особенно равномерная толщина литого листа содержащего алкалоиды материала.
Также предпочтительно реализовывать способ таким образом, чтобы размещение измерительной поверхности в контакте с подвижной опорой включало расположение измерительной поверхности дальше по ходу потока относительно формовочного ножа в направлении перемещения подвижной опоры. Таким образом, механическая компоновка различных компонентов может быть особенно простой. Более того, при использовании этого способа, изменениям высоты конвейерной ленты, которые не ограничены небольшой секцией конвейерной ленты, можно противодействовать посредством соответствующего регулирования высоты края формовочного ножа. Более того, необходимо принимать во внимание, что подвижная опора обычно выполнена в виде замкнутой ленты, так что определенное искажение высоты подвижной опоры обычно будет происходить повторно. Следовательно, даже если измерительная поверхность расположена дальше по ходу потока относительно формовочного ножа, даже небольшие неровности подвижной опоры могут быть правильно исправлены посредством надлежащего расположения формовочного ножа при выборе соответствующего по длительности времени задержки. Это может применяться аналогичным образом при использовании подвижной опоры, которая движется вперед и назад.
Кроме того, способ предпочтительно может быть выполнен таким образом, чтобы размещение измерительной опоры дальше по ходу потока относительно формовочного ножа включало размещение измерительной поверхности под углом в диапазоне от приблизительно 15° до приблизительно 30° с наивысшей точкой ролика. Таким образом, механическая компоновка может быть особенно простой.
Предпочтительно способ реализуется таким образом, чтобы способ включал этап приложения усилия к подвижной опоре посредством измерительной поверхности. При использовании этой модификации, может быть обеспечен плотный контакт между измерительной поверхностью и подвижной опорой. Предпочтительно усилие не выбирают настолько большим, чтобы это привело к неправильным измерениям, например, посредством вдавливания подвижной поверхности. Более того, прикладываемая сила предпочтительно не является слишком чрезмерной, поскольку в противном случае может происходить повышенный износ.
Также предпочтительно реализовывать способ таким образом, чтобы включать этап: изменения величины усилия в зависимости от требуемой чувствительности. Таким образом, могут быть учтены несколько возможных противоречащих эффектов. Это может быть осуществлено таким образом, что усилие выбирается таким образом, чтобы можно было избежать эффектов, которые особенно нежелательны для текущего процесса.
Еще один предпочтительный вариант реализации способа включает этап: сушки литого листа. Эта сушка может быть выполнена в то время, когда пульпа/литой лист содержащего алкалоиды материала все еще лежит на конвейерной ленте, которая может выступать в качестве поддерживающей опоры. Сушку можно выполнять посредством подачи потока воздуха, где поток воздуха может находиться при повышенной температуре. Более того, сушку можно выполнять по меньшей мере частично посредством нагрева соответствующих частей подвижной опоры. Предпочтительно конвейерная лента может быть выбрана таким образом, чтобы содержать теплостойкий материал.
Еще один предпочтительный вариант реализации способа включает этап: сматывания литого листа в рулон. Таким образом, полученный лист содержащего алкалоиды материала может храниться перед тем, как он будет действительно необходим. Более того, лист содержащего алкалоиды материала, может быть легко транспортирован на другую производственную машину или даже другое производственное предприятие, если он свернут в рулон.
Полученный таким образом лист содержащего алкалоиды материала можно использовать для субстрата, образующего аэрозоль, который может быть использован позже для использования в устройстве, генерирующем аэрозоль.
Субстрат, образующий аэрозоль, может представлять собой твердый субстрат, образующий аэрозоль, основой которого может быть лист содержащего алкалоиды материала. Альтернативно субстрат, образующий аэрозоль, может содержать как твердые, так и жидкие компоненты, причем основой по меньшей мере части твердых компонентов может быть лист содержащего алкалоиды материала. Субстрат, образующий аэрозоль, может содержать табакосодержащий материал, содержащий летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата при нагреве. Альтернативно субстрат, образующий аэрозоль, может содержать нетабачный материал. Субстрат, образующий аэрозоль, может дополнительно содержать вещество для образования аэрозоля. Примерами подходящих веществ для образования аэрозоля являются глицерин и пропиленгликоль. Если субстрат, образующий аэрозоль, представляет собой твердый субстрат, образующий аэрозоль, то твердый субстрат, образующий аэрозоль, может содержать, например, одно или более из следующего: порошок, гранулы, шарики, крупицы, тонкие трубки, полоски или листы, содержащие одно или более из следующего: травяной лист, табачный лист, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак и взорванный табак. Твердый субстрат, образующий аэрозоль, может иметь рассыпную форму или может быть предоставлен в подходящей емкости или картридже. Например, материал, образующий аэрозоль, твердого субстрата, образующего аэрозоль, может находиться внутри бумажной или другой обертки и иметь форму штранга. Если субстрат, образующий аэрозоль, имеет форму штранга, то весь штранг, включая любую обертку, считается субстратом, образующим аэрозоль.
Субстрат, образующий аэрозоль, может быть образован из или содержать содержащий алкалоиды материал, в котором содержание вещества для образования аэрозоля составляет более чем приблизительно 5 процентов в пересчете на сухой вес и воду. Основу содержащего алкалоиды материала может составлять литой лист содержащего алкалоиды материала. Например, содержание вещества для образования аэрозоля в содержащем алкалоид материале может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Аэрозоль, генерируемый из таких субстратов, образующих аэрозоль, может восприниматься пользователем как имеющий особенно высокую температуру, и использование элемента, охлаждающего аэрозоль, с высокой удельной поверхностью и низким сопротивлением затяжке может уменьшить ощущаемую температуру аэрозоля до приемлемого для пользователя уровня.
Изделие, генерирующее аэрозоль, может представлять собой нагреваемое изделие, генерирующее аэрозоль, которое является изделием, генерирующим аэрозоль, содержащим субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль. Нагреваемое изделие, генерирующее аэрозоль, может содержать встроенное нагревательное средство, образующее часть изделия, генерирующего аэрозоль, или может быть выполнено с возможностью взаимодействия с внешним нагревателем, образующим часть отдельного устройства, генерирующего аэрозоль.
В контексте данного документа термин «компонент изделия, генерирующего аэрозоль» включает часть изделия, генерирующего аэрозоль, которая высвобождает основное количество летучих соединений в изделии, генерирующем аэрозоль.
Таким образом, изделие, генерирующее аэрозоль, удовлетворяющее актуальным требованиям рынка, может быть реализовано эффективным и дешевым способом. В частности, изделие, генерирующее аэрозоль, может быть реализовано таким образом, чтобы быть сходным с традиционным продуктом, генерирующим аэрозоль, характерной особенностью которого является горение, в частности, с традиционной сигаретой. Термин «сбор» может, в частности, означать, что полотно или лист свернут, или иным образом сжат, или сужен в направлении, по существу поперечном цилиндрической оси стержня, который будет изготовлен посредством сбора листа материала.
Такое изделие, генерирующее аэрозоль, может иметь сходство со сгорающим курительным изделием, таким как сигарета. Изделие, генерирующее аэрозоль, может содержать табак. Изделие, генерирующее аэрозоль, может быть одноразовым. Изделие, генерирующее аэрозоль, может альтернативно быть частично многоразового использования и содержать возобновляемый или сменный субстрат, образующий аэрозоль.
Необязательно твердый субстрат, образующий аэрозоль, может содержать дополнительные табачные или нетабачные летучие вкусоароматические соединения, предназначенные для высвобождения при нагреве твердого субстрата, образующего аэрозоль. Твердый субстрат, образующий аэрозоль, может также содержать капсулы, которые содержат, например, дополнительные табачные или нетабачные летучие вкусоароматические соединения, и такие капсулы могут плавиться во время нагрева твердого субстрата, образующего аэрозоль.
Элементы изделия, генерирующего аэрозоль, могут быть собраны с помощью подходящей обертки, например, сигаретной бумаги. Сигаретной бумагой может быть любой подходящий материал для обертывания компонентов изделия, генерирующего аэрозоль, в форме стержня. Предпочтительно сигаретная бумага удерживает и выравнивает составляющие элементы изделия, генерирующего аэрозоль, когда изделие собрано, и удерживает их в правильном положении внутри стержня. Подходящие материалы хорошо известны в данной области техники.
Изделие, генерирующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, генерирующее аэрозоль, может быть по существу продолговатым. Изделие, генерирующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Субстрат, образующий аэрозоль, может иметь по существу цилиндрическую форму. Субстрат, образующий аэрозоль, может быть по существу продолговатым. Субстрат, образующий аэрозоль, также может иметь длину и окружность, по существу перпендикулярную длине. Субстрат, образующий аэрозоль, может быть размещен в устройстве, генерирующем аэрозоль, так что длина субстрата, образующего аэрозоль, по существу параллельна направлению потока воздуха в устройстве, генерирующем аэрозоль. Элемент, охлаждающий аэрозоль, может быть по существу продолговатым.
Изделие, генерирующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Изделие, генерирующее аэрозоль, может иметь внешний диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
Изделие, генерирующее аэрозоль, может содержать фильтр или мундштук. Фильтр может быть расположен на расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль. Фильтр может представлять собой ацетилцеллюлозный штранг фильтра. Фильтр в одном варианте осуществления может иметь длину приблизительно 7 мм, однако может иметь длину от приблизительно 5 мм до приблизительно 10 мм. Изделие, генерирующее аэрозоль, может содержать разделительный элемент, расположенный дальше по ходу потока относительно субстрата, образующего аэрозоль.
Другие преимущества настоящего изобретения станут очевидными из его подробного описания с неограничивающими ссылками на прилагаемые графические материалы:
- на фиг. 1 показан основной принцип выполнения литья листа содержащего алкалоиды материала согласно известному уровню техники в схематическом виде в перспективе;
- на фиг. 2 показан первый вариант осуществления порядка получения литого листа содержащего алкалоиды материала с однородной толщиной в схематическом виде сбоку;
- на фиг. 3 показан второй вариант осуществления порядка получения литого листа содержащего алкалоиды материала с однородной толщиной в схематическом виде сбоку; и
- на фиг. 4 показан третий вариант осуществления порядка получения литого листа содержащего алкалоиды материала в схематическом виде сбоку.
На фиг. 1 литейное оборудование 1 для литья листов 2 содержащего алкалоиды материала из пульпы 5, используемый в настоящее время в известном уровне техники, показан в частичном, схематичном виде в перспективе. Предпочтительно лист 2 представляет собой гомогенизированный табачный лист.
Литейное оборудование 1 содержит подвижную опору 3, один или более роликов 4, литейный короб 6, выполненный с возможностью размещения пульпы 5, и формовочный нож 9.
При использовании литейного оборудования 1, тонкий лист 2 содержащего алкалоиды материала отливают на гибкой тонкой подвижной металлической опоре 3, которую в настоящее время изготавливают из тонкой ленты из стали. Лента из стали 3 закрыта с образованием контура, так что тонкая лента из стали 3 образует конструкцию, которая подобна конвейерной ленте.
Следует отметить, что на фиг. 1 показана только часть всего литейного оборудования 1, а именно часть, где осуществляют литье листа 2 содержащего алкалоиды материала. Конвейерная лента 3 может характеризоваться значительной длиной, так что лист 2 содержащего алкалоиды материала, который изначально находится на конвейерной ленте 3 в вязкой или пастообразной форме, имеет достаточное время для высыхания, так что он может стать механически стабильным и может быть снят с конвейерной ленты 3. При снятии с конвейерной ленты 3, лист 2 содержащего алкалоиды материала должен быть механически устойчивым. Созданный таким образом лист 2 содержащего алкалоиды материала может быть намотан в рулон, который легко хранить или который может быть транспортирован на другую производственную машину или даже другое производственное предприятие.
Конвейерная лента 3 поддерживается на обоих концах (только один показан на фиг. 1) роликами 4, которые, как правило, имеют радиус, равный приблизительно 30 сантиметров. Однако возможны также и другие размеры. На фиг. 1 виден только левый ролик 4, при этом ролик 4 представляет собой ролик с активным приводом, так что ролик 4 способен перемещать конвейерную ленту 3 вместе с нанесенным сверху листом 2 содержащего алкалоиды материала. Хотя это и не показано на фиг. 1, могут использоваться несколько промежуточных опорных роликов, которые, как правило, имеют меньший размер, так что в отношении верхней поверхности конвейерной ленты 3 может быть реализована в какой-то мере горизонтальная плоскость, даже если конвейерная лента 3 имеет значительную длину. Ролик на другом конце может либо активно приводиться в движение, либо пассивно приводиться в движение. Промежуточные опорные ролики (не показаны) обычно не приводятся активно в движение, хотя возможно, что по меньшей мере некоторые из этих опорных роликов активны.
Более того, можно снабдить литейное оборудование 1 нагревательными устройствами (не показаны), чтобы литой лист 2 содержащего алкалоиды материала высыхал быстрее. Это может быть выполнено с помощью электрических нагревательных элементов или нескольких газовых факелов, которые нагревают соответствующие области конвейерной ленты 3 и, следовательно, лист 2 содержащего алкалоиды материала, который отливают поверх конвейерной ленты 3.
Литой лист 2 содержащего алкалоиды материала, изготовлен из пульпы 5, которая представляет собой вязкую или пастообразную смесь частиц, по существу изготовленную из тонкоизмельченного табачного материала, где частицы переводят в вязкую или пастообразную форму при помощи смешивания его с растворителем. Например, в качестве растворителя может использоваться вода. Конечно, дополнительные твердые соединения, дополнительные жидкие, вязкие или пастообразные соединения или и те, и другие, могут также быть частью пульпы 5.
Пульпа 5 содержится в литейном коробе 6. Литейный короб 6 открыт сверху, так что количество пульпы 5 может быть восполнено. В направлении ролика 4, или точнее: в направлении конвейерной ленты 3, которая размещается сверху ролика 4 вблизи литейного короба 6, литейный короб 6 также открыт, так что пульпа 5 будет приходить в контакт, площадь которого отмерена, с верхней поверхностью конвейерной ленты 3. На трех 7a, 7b, 7c из четырех сторон литейного короба 6 боковые стенки 7a, 7b, 7c литейного короба 6 образуют узкий зазор с соответствующей частью поверхности конвейерной ленты 3. На фиг. 1 это относится к ближней боковой стенке 7а, которая расположена на передней стороне, при рассмотрении в направлении 8 перемещения конвейерной ленты 3. Более того, это относится к направленным в стороны боковым стенкам 7b, 7c. Эти стенки 7а, 7b, 7с образуют тонкий зазор между их нижними концами и конвейерной лентой 3.
На четвертой стороне литейного короба 6 образован проем между режущей кромкой 13 формовочного ножа 9 и конвейерной лентой 3. Проем имеет прямоугольную форму и определяет форму поперечного сечения листа 2 содержащего алкалоиды материала. Также толщина листа 2 содержащего алкалоиды материала определяется высотой проема, образованного формовочным ножом 9 и конвейерной лентой 3. Это относится к «первоначальной» толщине листа 2 содержащего алкалоиды материала, поскольку толщина может изменяться вследствие процесса сушки. Как правило, усадка листа 2 содержащего алкалоиды материала происходит, например, во время сушки.
Размер проема, образованного режущей кромкой 13 формовочного ножа 9 и верхней поверхностью конвейерной ленты 3, должен оставаться постоянным для получения листа 2 содержащего алкалоиды материала, с постоянной толщиной.
Однако постоянная высота формовочного ножа 9 не обеспечивает такой однородной толщины литого листа 2 табачного материала. Это связано с тем, что ролик 4 может иметь некоторые плоские области. Это может легко происходить с течением времени вследствие износа литейного оборудования 1. Напротив, некоторое количество грязи, которая присутствует на ролике 4 (или на нижней стороне конвейерной ленты 3), может привести к образованию небольшой неровности, уменьшая толщину листа 2 содержащего алкалоиды материала. Более того, конвейерная лента 3 может иметь несколько выступов или углублений спустя некоторое время, в частности, из-за износа. В таком случае, фиксированная высота формовочного ножа 9 будет означать, что размер проема будет варьироваться, и, следовательно, толщина литого листа 2 содержащего алкалоиды материала не будет однородной. Следует отметить, что небольшие изменения толщины литого листа 2 табачного материала могут уже приводить к заметным изменениям ощущения от курения у конечного потребителя, даже если порядок изменения равен лишь от 20 мкм до 30 мкм. Однако такие небольшие изменения возможны.
Следовательно, на фиг. 2 предложен способ получения литого листа 2 содержащего алкалоиды материала, который будет дополнительно объяснен со ссылкой на фиг. 2. Для ясности пульпа 5 и литой лист 2 содержащего алкалоиды материала не показаны на фиг. 2 (а также на фиг. 3 и фиг. 4).
Если смотреть в направлении 8 перемещения ролика 4 и конвейерной ленты 3, литейный короб 6 и формовочный нож 9 расположены перед наивысшей точкой 12 ролика 4 и расположены смежно друг с другом. Более точно, режущая кромка 13 формовочного ножа 9 размещена под углом 14, равным от приблизительно 24° до 25° перед наивысшей точкой 12 ролика 4 и, следовательно, также наивысшей точкой конвейерной ленты 3 (по меньшей мере поблизости ролика 4).
Как можно также видеть, контактные элементы 11 размещают на стороне формовочного ножа 9, обращенной к потоку, и на стороне литейного короба 6, обращенной от потока. Контактные элементы 11 прикреплены как к литейному коробу 6, так и к формовочному ножу 9. Контактные элементы 11 выполняют на сегодняшний день из пластмассового материала, который имеет сравнительно низкий коэффициент трения при контактировании с движущейся конвейерной лентой 3. Более подробно, даже слабый эффект смазывания может быть реализован посредством подходящего выбора материала контактных элементов 11. Нижняя поверхность контактных элементов 11 образована таким образом, что она соответствует местной кривизне конвейерной ленты 3, с которой контактирует контактный элемент 11. Следовательно, нижняя поверхность контактных элементов 11 является немного вогнутой (соответствующей слегка выпуклой форме конвейерной ленты 3, которая опять-таки соответствует кривизне ролика 4).
В случае, если конвейерная лента 3 имеет меньшую или большую локальную толщину, или в случае, если ролик 4 имеет выступ или углубление на своей внешней круговой поверхности, контактирующий элемент 11 будет перемещаться вверх и вниз вместе с текущей внешней поверхностью конвейерной ленты 3, благодаря скользящему контакту контактных элементов 11 с поверхностью конвейерной ленты 3. Следовательно, формовочный нож 9 перемещается вместе с контактирующими элементами 11 относительно высоты и, следовательно, следует за любыми неоднородностями поверхности конвейерной ленты 3. Следовательно, может быть реализована более равномерная толщина литого листа 2 содержащего алкалоиды материала. Местные отклонения внешней круговой поверхности конвейерной ленты 3 могут, таким образом, быть скомпенсированы вблизи литейной компоновки.
В настоящее время один контактный элемент 11 размещен с обеих сторон литого листа 2 содержащего алкалоиды материала. Контактные элементы 11 все еще находятся внутри области конвейерной ленты 3, так что они контактируют с поверхностью конвейерной ленты.
На фиг. 3 изображен еще один возможный вариант осуществления порядка литья листа 2 содержащего алкалоиды материала с более однородной толщиной. По сути, процесс литья является весьма схожим с вариантом осуществления, показанным на фиг. 2. Однако в данном примере контактные элементы 11 размещены на стороне, обращенной от направления перемещения 8 конвейерной ленты 3 и ролика 4. Формовочный нож 9 непосредственно не прикреплен к контактным элементам 11. Вместо этого используются регулировочные винты 15, так что высота формовочного ножа 9 может быть увеличена или уменьшена относительно положения контактных элементов 11. Следовательно, высота проема и, следовательно, толщина литого листа 2 содержащего алкалоиды материала, могут варьироваться, в частности, от одной партии к другой.
Во всех вариантах осуществления контактирующие элементы 11 и, следовательно, формовочный нож 9, двигаются вверх и вниз, следуя за любыми изменениями внешней круговой поверхности конвейерной ленты 3. Следовательно, литейное оборудование 1 будет обеспечивать возможность получения литого листа 2 содержащего алкалоиды материала с более однородной толщиной.
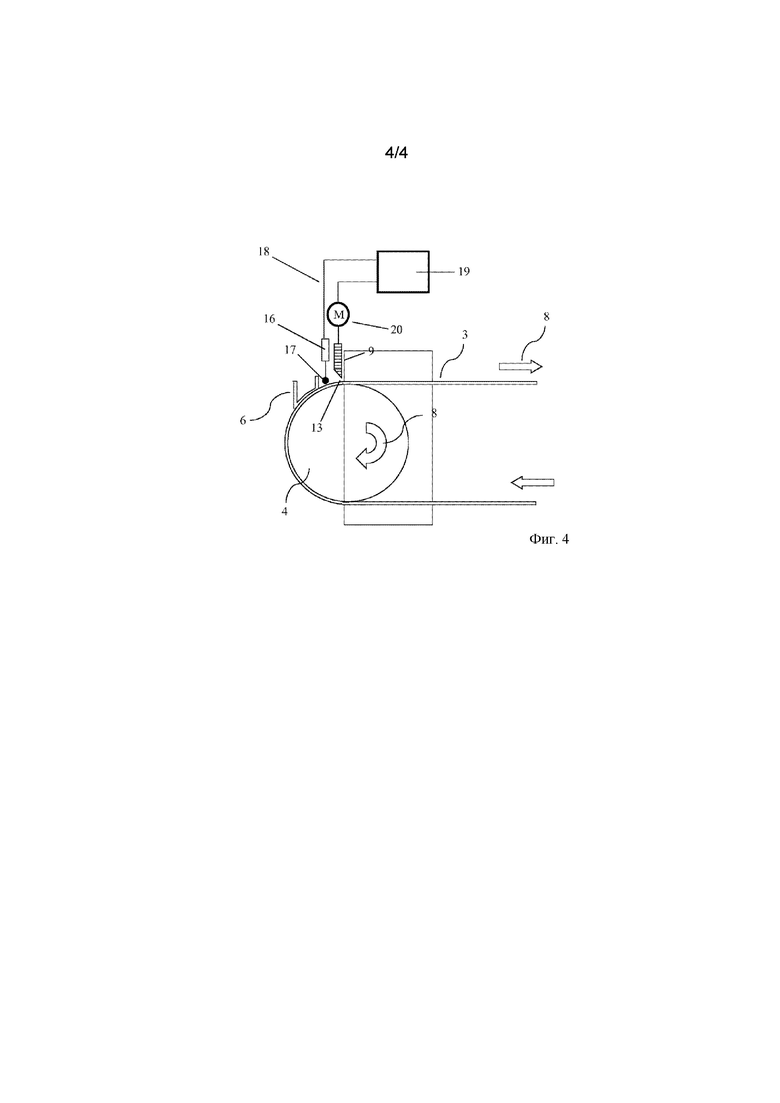
На фиг. 4 показана еще одна модификация литейного оборудования 1.
В данном случае вместо контактных элементов 11, принцип работы которых чисто механический, используются два датчика 16 положения. Контактирующий край 17 датчиков 16 положения будет измерять текущее положение внешней круговой поверхности конвейерной ленты 3, которая контактирует с контактирующим краем 17. В частности, любые изменения относительно номинального положения регистрируются датчиками 16 положения и отправляются через кабели 18 на контроллер 19. Контроллер 19 вводит данные датчика и генерирует управляющий сигнал, который подается на шаговый двигатель 20 через другой кабель 18. При использовании шагового двигателя 20, высоту формовочного ножа 9 увеличивают и уменьшают соответствующим образом, чтобы обеспечить возможность реализации проема с постоянным размером (несмотря на любые флуктуации высоты внешней поверхности конвейерной ленты 3). Таким образом, может быть получен литой лист 2 содержащего алкалоиды материала, который демонстрирует более однородную толщину.
Контроллер 19 может быть настроен таким образом, чтобы вводить время задержки  между изменением расположения формовочного ножа 9 шаговым двигателем 20 относительно сигнала, принятого датчиками 16 положения. Следует понимать, что пройдет определенное время перед тем, как определенная область конвейерной ленты переместится из положения, смежного с контактными краями 17, в положение, смежное с режущей кромкой 13 формовочного ножа 9. Время задержки, которое необходимо выбрать, зависит от скорости конвейерной ленты 3
между изменением расположения формовочного ножа 9 шаговым двигателем 20 относительно сигнала, принятого датчиками 16 положения. Следует понимать, что пройдет определенное время перед тем, как определенная область конвейерной ленты переместится из положения, смежного с контактными краями 17, в положение, смежное с режущей кромкой 13 формовочного ножа 9. Время задержки, которое необходимо выбрать, зависит от скорости конвейерной ленты 3  и расстояния
и расстояния  между контактными краями 17 и режущей кромкой 13 формовочного ножа 9. Предпочтительно время задержки должно быть выбрано равным
между контактными краями 17 и режущей кромкой 13 формовочного ножа 9. Предпочтительно время задержки должно быть выбрано равным  .
.
При использовании этого варианта осуществления, можно учитывать любые локально ограниченные изменения внешней круговой поверхности конвейерной ленты 3. Таким образом, может быть реализован лист 2 содержащего алкалоиды материала с еще более однородной толщиной.
Следует отметить, что даже возможно произвести взаимную смену расположений формовочного ножа 9 и датчиков 16 положения таким образом, чтобы датчики 16 положения были расположены за формовочным ножом 9 относительно направления 8 перемещения конвейерной ленты 3. В таком случае, время задержки следует выбрать достаточно большим, поскольку время задержки теперь основано на разности общей длины конвейерной ленты 3  (длины, которая будет проходить до того, как определенный фрагмент конвейерной ленты снова появится в определенном положении) и расстояния между контактными краями 17 и режущей кромкой 13 формовочного ножа 9. Следовательно, время задержки будет составлять
(длины, которая будет проходить до того, как определенный фрагмент конвейерной ленты снова появится в определенном положении) и расстояния между контактными краями 17 и режущей кромкой 13 формовочного ножа 9. Следовательно, время задержки будет составлять  .
.
Следует отметить, что показанные варианты осуществления в настоящий момент представлены в иллюстративных целях и в любом случае не предназначены для ограничения объема настоящего изобретения. В частности, возможно также объединение определенных признаков определенных вариантов осуществления, представленных таким образом, который очевиден для специалистов в данной области техники.

Изобретение относится к способу литья листа материала, содержащего алкалоиды. Изобретение направлено на обеспечение способа литья листа гомогенизированного табачного материала, предпочтительно для изделия, генерирующего аэрозоль, который обеспечивает возможность образования листа материала с более однородной толщиной и, следовательно, повышенной однородностью свойств изделий, генерирующих аэрозоль, которые прямо или опосредованно связаны с толщиной листа материала. Способ включает: предоставление емкости, имеющей проем; предоставление формовочного ножа; предоставление подвижной опоры, проходящей под проемом емкости; заполнение емкости пульпой; литье листа табачного материала в виде материала, содержащего алкалоиды, посредством формовочного ножа на подвижную опору; измерение изменений высоты подвижной опоры; и изменение высоты формовочного ножа, если присутствуют такие изменения высоты подвижной опоры. 13 з.п. ф-лы, 4 ил.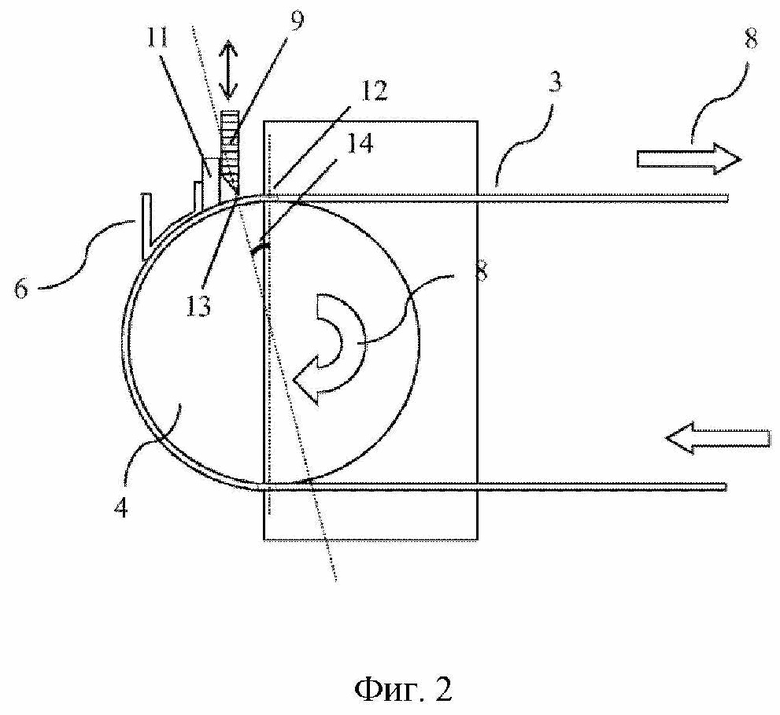
1. Способ литья листа материала, содержащего алкалоиды, включающий:
- предоставление емкости, имеющей проем;
- предоставление формовочного ножа;
- предоставление подвижной опоры, проходящей под проемом емкости;
- заполнение емкости пульпой;
- литье листа табачного материала, содержащего материал, содержащий алкалоиды, при помощи формовочного ножа на подвижную опору;
- измерение изменений высоты подвижной опоры, причем измерение изменений высоты подвижной опоры предусматривает размещение измерительной поверхности в контакте с подвижной опорой; и
- изменение высоты формовочного ножа, если присутствуют такие изменения высоты подвижной опоры.
2. Способ по п.1, отличающийся тем, что включает:
выбор высоты формовочного ножа относительно эталонной плоскости;
выбор высоты участка подвижной опоры, расположенного ниже формовочного ножа относительно эталонной плоскости.
3. Способ по п.1 или 2, отличающийся тем, что формовочный нож содержит край и при этом измерение высоты формовочного ножа или выбор высоты формовочного ножа предусматривает измерение высоты края формовочного ножа или выбор высоты края формовочного ножа.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что включает размещение двух измерительных поверхностей на подвижной опоре на двух противоположных боковых сторонах литого листа.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
- поступательное перемещение подвижной опоры под проемом при помощи ролика;
- размещение емкости на верхнем участке ролика.
6. Способ по п. 5, отличающийся тем, что предоставление формовочного ножа, смежного с емкостью, предусматривает предоставление формовочного ножа, край которого образует угол в диапазоне от 5° до 10° с наивысшей точкой ролика.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что изменение высоты края формовочного ножа предусматривает:
- передачу сигналов относительно изменений высоты подвижной опоры на двигатель;
- подъем или опускание края формовочного ножа при помощи двигателя согласно принятым сигналам.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
- задержку этапа изменения высоты края формовочного ножа относительно этапа измерения изменений высоты подвижной опоры.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что размещение измерительной опорной поверхности в контакте с подвижной опорой предусматривает размещение измерительной опорной поверхности дальше по ходу потока относительно формовочного ножа в направлении движения подвижной опоры.
10. Способ по п.9, отличающийся тем, что размещение измерительной опоры дальше по ходу потока относительно формовочного ножа предусматривает размещение измерительной опорной поверхности под углом в диапазоне от 15° до 30° с наивысшей точкой ролика.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
- приложение усилия посредством измерительной поверхности к подвижной опоре.
12. Способ по п.11, отличающийся тем, что включает:
- изменение значения усилия в зависимости от требуемой чувствительности.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
- сушку литого листа.
14. Способ по любому из предыдущих пунктов, отличающийся тем, что включает:
- сматывание литого листа в рулон.
| Токарный резец | 1924 |
|
SU2016A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОССТАНОВЛЕННОГО ТАБАЧНОГО МАТЕРИАЛА И АППАРАТ | 2011 |
|
RU2562037C2 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Устройство для сглаживания пульсаций на выходе выпрямителя | 1969 |
|
SU565360A1 |
| Способ испытания высоковольтных электрических вентилей | 1951 |
|
SU95226A1 |

