Предлагаемое изобретение относится к области машиностроения, а именно к электролитно-плазменному полированию деталей из жаропрочных литейных сплавов вакуумной выплавки, преимущественно ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, и может быть использовано в турбомашиностроении при финишной обработке лопаток турбин ГТД.
Известен электролит для электролитно-плазменного полирования деталей из титановых сплавов марок ВТ1, ВТ3-1 и ВТ6, содержащий водный раствор смеси NH4F от 5 до 15 г/л и фторида калия KF от 30 до 50 г/л. (описание изобретения к патенту РФ №2373306, C25F 3/16, опубл. 20.11.2009, Бюл. №32).
Однако использование указанного электролита в процессе полирования деталей является многостадийным, что приводит с одной стороны к возрастанию сложности процесса обработки деталей, снижению качества и надежности процесса обработки из-за необходимости обеспечения большого количества параметров процесса и их соотношений, а также к повышению его трудоемкости. Кроме того, указанный электролит не предназначен для электролитно-плазменного полирования жаропрочных сплавов, таких как ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ.
Известен электролит для электролитно-плазменного полирования деталей из титановых сплавов марок ВТ6, ВТ6с, ВТ6ч, ВТ8, ВТ8М, ВТ1-0ВТ16, ВТ22, ВТ23, ВТ3, ВТ18У, ВТ14, ВТ9, а также жаропрочных сплавов, преимущественно из сплава ЭП741НП, содержащий водный раствор гидроксиламина солянокислого от 4 до 6 вес.% и фторида натрия NaF или фторида калия KF от 0,7 до 0,8 вес.% (описание изобретения к патенту РФ №2552203, C25F 3/16, опубл. 10.06.2015, Бюл. №16).
Обрабатываемые детали погружали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту - отрицательное напряжение.
Однако известный электролит не обеспечивает при электролитно-плазменном полировании качественную обработку поверхности деталей из жаропрочных сплавов ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ. При обработке в данном электролите остаются неполированные зоны.
Известен электролит для электролитно-плазменного полирования деталей из тугоплавких сплавов, содержащий водный раствор смеси гидроксиламина солянокислого NH2OH×HCl от 24 до 40 г/л и фторида натрия NaF от 9 до 22 г/л. (описание изобретения к патенту РФ №2664994, МПК C25F 3/26, опубл. 24.08.2018, Бюл. №24).
Обрабатываемую деталь из тугоплавкого сплава погружают в ванну с водным раствором электролита, прикладывают к изделию положительный электрический потенциал, а к электролиту - отрицательный, в результате чего достигают возникновения разряда между обрабатываемым изделием и электролитом. Процесс электролитно-плазменного полирования осуществляют при электрическом потенциале от 290 до 330 В. При обработке производят циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале от 80 до 85°С).
Однако электролитно-плазменное полирование в этом растворе деталей из жаропрочных сплавов ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ недостаточно эффективно. При обработке в данном электролите остаются неполированные зоны.
Наиболее близким к предлагаемому является электролит для электролитно-плазменного полирования деталей из титановых и железохромоникелевых сплавов, содержащий водный раствор фторида натрия (описание изобретения к патенту РФ №2706263, МПК C25F3/16, опубл. 15.11.2019, Бюл. №32).
Обработка лопаток компрессора ГТД из титановых сплавов марок ВТ6, ВТ8 на данном электролите возможна только с добавкой к фториду натрия гидроксиламина сернокислого в качестве регулятора кислотности.
В патенте представлена обработка лопаток компрессора ГТД из железохромоникелевых сплавов марки ЭП718-ИД, ВЖ105-ИД, ЭП718-ПД, ВЖ105-ПД. Данный электролит, содержащий водный раствор фторида натрия, непригоден для качественной электролитно-плазменной полировки лопаток из жаропрочных литейных сплавов. При обработке жаропрочных литейных сплавов вакуумной выплавки, таких как ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, качество поверхности лопаток после полировки низкое, что требует корректировки электролита, жесткое поддержание концентрации электролита и режимов обработки.
Технической задачей изобретения является создание раствора для электролитно-плазменного полирования деталей из жаропрочных литейных сплавов, преимущественно ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, без ухудшения класса чистоты поверхности.
Технический результат заключается в расширении технологических возможностей электролита путем обеспечения электролитно-плазменного полирования деталей из жаропрочных литейных сплавов, преимущественно ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, за счет введения в состав дополнительной добавки - сульфата аммония.
Технический результат достигается тем, что электролит для электролитно-плазменного полирования деталей из жаропрочных литейных сплавов, содержащий водный раствор фторида натрия, в отличие от известного, дополнительно содержит сульфат аммония, при следующем соотношении компонентов, г/л:
Введение сульфата аммония в состав электролита вызывает стабилизацию вокруг детали парогазовой оболочки, что способствует более качественному электролитно-плазменному полированию.
При более низком процентном содержании компонентов в электролите на деталях возникает оксидная пленка, поверхность темная неравномерная, при повышении концентрации компонентов сверх указанной сильно проявляется макроструктура материала, неравномерно обрабатываются закрытые зоны.
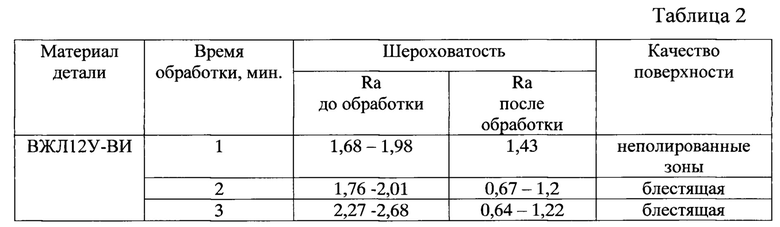
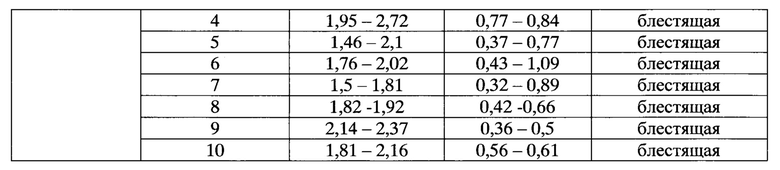
Предложенный состав электролита позволяет проводить электролитно-плазменное полирование деталей из жаропрочных литейных сплавов ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, при этом чистота поверхности повышается на 2-3 класса по сравнению с исходной, шероховатость до обработки Ra 1,0…1,25 после электролитно-плазменной полировки шероховатость Ra 0,05…0,07.
Изобретение может быть проиллюстрировано на примере электролитно-плазменного полирования лопаток ГТД из материала ВЖЛ12У-ВИ на установке ЭИП-1.
Процесс электролитно-плазменного полирования включает погружение обрабатываемой детали из жаропрочного сплава в ванну с водным раствором электролита, прикладывают к детали положительный электрический потенциал, а к электролиту - отрицательный, в результате чего достигают возникновения разряда между обрабатываемым изделием и электролитом, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки. Процесс электролитно-плазменного полирования осуществляют электрическом потенциале, выбранном в диапазоне от 250 В до 320 В, при температуре 75-90°С. При обработке производят циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале от 85 до 87°С).
При отработке процесса электролитно-плазменной полировки рабочих лопаток из материалов ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ были проработаны разные составы электролитов. Результаты представлены в табл.1.
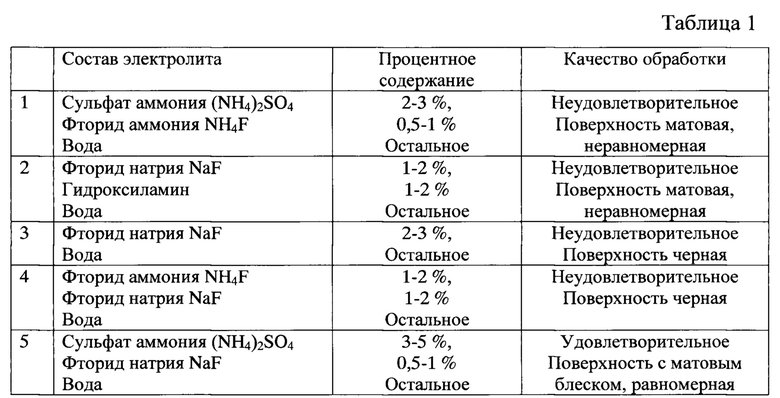
В качестве электролита выбран водный раствор смеси сульфата аммония (NH4)2SO4 - от 30 до 50 г/л и фторида натрия NaF - от 5 до 10 г/л.
Процесс электролитно-плазменного полирования происходил при следующих режимах обработки:
Снимаемый припуск материала на лопатках от 0,01 до 0,06 мм.
Экспериментальные данные, полученные при использовании предлагаемого электролита (изменение шероховатости поверхности образцов из материала ВЖЛ12У-ВИ на установке ЭИП-1), приведены в табл. 2.
Использование предложенного электролита дает возможность качественно проводить электролитно-плазменное полирование деталей из жаропрочных литейных сплавов, таких как ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ. При обработке в данном электролите не остаются неполированные зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2725441C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК ТУРБОМАШИН | 2022 |
|
RU2784942C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2023 |
|
RU2806352C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И ЭЛАСТИЧНЫЙ ЧЕХОЛ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694684C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И РАБОЧАЯ ЕМКОСТЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694935C1 |
| Электролит для электролитно-плазменного полирования деталей из тугоплавких сплавов | 2017 |
|
RU2664994C1 |
| Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов | 2019 |
|
RU2706263C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
Изобретение относится к области электролитического полирования деталей из жаропрочных литейных сплавов вакуумной выплавки, таких как ВЖЛ12У-ВИ, ЖС6У-ВИ, ЖС32-ВИ, и может быть использовано в турбомашиностроении при финишной обработке лопаток турбин. Предложено применение водного раствора, содержащего сульфат аммония 30-50 г/л и фторид натрия 5-10 г/л, в качестве электролита для электролитно-плазменного полирования деталей из жаропрочных сплавов. Технический результат заключается в расширении технологических возможностей электролита за счет обеспечения полирования деталей из жаропрочных литейных сплавов. 2 табл.
Применение водного раствора, содержащего сульфат аммония 30-50 г/л и фторид натрия 5-10 г/л, в качестве электролита для электролитно-плазменного полирования деталей из жаропрочных сплавов.
| JP 2005105401 A, 21.04.2005 | |||
| Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов | 2019 |
|
RU2706263C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ХРОМА | 2014 |
|
RU2555312C1 |
| CN 105220218 A, 06.01.2016. | |||

