Область техники, к которой относится изобретение
Настоящее изобретение относится к листу текстурированной электротехнической стали и способу его изготовления, в частности, к листу текстурированной электротехнической стали с подходящими свойствами керамического основного покрытия, в основном состоящего из форстерита, шпинели и т.п. в продольном и поперечном направлениях рулона, в частности, адгезионные свойства покрытия и способу его изготовления. Керамическое основное покрытие, состоящее в основном из форстерита, шпинели и т.п., в дальнейшем именуется просто «покрытие из форстерита».
Известный уровень техники
Лист из текстурированной электротехнической стали представляет собой магнитно-мягкий материал, широко используемый в качестве материала для железного сердечника и т.п. трансформатора и двигателя. В частности, поскольку он обладает подходящими магнитными свойствами, потому что ориентировка кристаллов в основном совпадает с ориентацией {110}<001>, называемой ориентацией Госса, лист из текстурированной электротехнической стали в основном используется в железном сердечнике или подобном для трансформатора больших размеров.
Лист из текстурированной электротехнической стали обычно получают горячей прокаткой и холодной прокаткой стального материала, содержащего большое количество Si, для получения холоднокатаного листа, подвергают холоднокатаный лист обезуглероживающему отжигу, наносят отжиговый сепаратор. состоящий в основном из MgO и выполняют окончательный отжиг. Высокое соответствие с ориентацией Госса достигается выдержкой стального листа при высокой температуре не ниже 800°C в течение длительного времени при окончательном отжиге, чтобы вызвать вторичную рекристаллизацию. Кроме того, лист нагревают до высокой температуры около 1200°C после вторичной рекристаллизации при окончательном отжиге, в результате чего примеси в стали удаляются, и оксидная плёнка, образованная в процессе обезуглероживающего отжига, вступает в реакцию с отжиговым сепаратором, который состоит из в основном из MgO, с формированием нижнего покрытия, состоящего в основном из форстерита. Нижнее покрытие оказывает эффект создания натяжения на стальном листе для уменьшения потерь в железе, а также выполняет функцию связующего для изолирующего покрытия, которое будет сформировано позже, способствуя улучшению изоляционных свойств и стойкости к коррозии.
Однако при окончательном отжиге стальной лист сматывают в рулон и выдерживают при высокой температуре в течение длительного времени в перевёрнутом состоянии, так что температура в рулоне становится неоднородной, вызывая проблему в том, что магнитные свойства и свойства покрытия различаются в продольном и поперечном направлениях рулона. В частности, внешние краевые части верхней и нижней сторон рулона, которые находятся в перевёрнутом состоянии, перегреваются во время окончательного отжига, вызывая проблему в том, что подстилающее покрытие отслаивается или возникают точечные дефекты, приводящие к снижению выхода продукта.
Для решения вышеуказанных проблем были предложены различные методы разработки условий окончательного отжига для улучшения магнитных свойств и свойств покрытия. Например, в патентной литературе 1 предлагается способ ускорения очистки стали от азота путём многократного увеличения и уменьшения давления в печи в конкретном диапазоне температур во время окончательного отжига. Патентная литература 2 предлагает способ улучшения формы рулона за счёт использования MgO с ограниченными углом естественного откоса и высотой в качестве отжигового сепаратора, а также оптимизации натяжения намотки рулона после нанесения отжигового сепаратора. Кроме того, в Патентной литературе 3 предложен способ подавления ухудшения магнитных свойств и свойств покрытия за счёт использования герметизирующего материала с определённым размером частиц в нижней части внутреннего покрытия, когда окончательный отжиг проводится во вращающейся камерной печи. Патентная литература 4 и Патентная литература 5 предлагают способ увеличения натяжения, прикладываемого к подстилающему покрытию, добавлением Bi в стальной лист и увеличением скорости потока газа при окончательном отжиге.
Список цитированных источников
Патентная литература
Патентный документ 1: JP-A-2000-239736.
Патентный документ 2: JP-A-2001-303137.
Патентный документ 3: JP-A-H08-209248.
Патентная литература 4: JP-A-H09-003541.
Патентная литература 5: JP-A-H09-111346
Раскрытие сущности изобретения
Техническая проблема
Однако в способе, описанном в патентном документе 1, в печи отжига локально создаётся отрицательное давление, когда давление снижается, и, следовательно, воздух может поступать в печь, что ухудшает свойства покрытия. В способе, описанном в Патентной литературе 2, форма рулона до некоторой степени улучшена, но рулон затягивается за счёт увеличения натяжения намотки, вызывая застой воздушного потока между слоями (стальными листами), в результате чего магнитные свойства и свойства покрытия могут ухудшаться. Кроме того, в способе, описанном в Патентной литературе 3, ограничение размера частиц герметизирующего материала до указанного размера, и в способе, описанном в Патентной литературе 4 и 5, увеличение скорости потока газа, ограничивают улучшение магнитных свойств и свойств покрытия, и существует проблема, заключающаяся в том, что невозможно получить достаточный эффект улучшения.
Хотя свойства покрытия и магнитные свойства постепенно улучшались в известном уровне техники, нельзя сказать, что этого достаточно для удовлетворения жёстких требований к качеству в последнее время, и, в частности, требуется дальнейшее улучшение в связи с дефектом свойств подстилающего покрытия, возникающих в верхней и нижней частях рулона (обе кромки рулона по ширине), а также во внутренней и внешней частях рулона (оба конца рулона в продольном направлении) при окончательном отжиге.
Изобретение выполнено с учётом вышеуказанных проблем известного уровня техники, и его цель состоит в том, чтобы предложить лист из текстурированной электротехнической стали, имеющий подходящие свойства покрытия даже в тех частях, где свойства подстилающего покрытия на основе форстерита, такие как верхняя и нижняя части рулона, а также внутренняя и внешняя части рулона при окончательном отжиге, вероятно, будут повреждены, и предлагается способ преимущественного изготовления листа из текстурированной электротехнической стали.
Решение проблемы
Изобретатели провели различные исследования для решения вышеуказанной задачи и получили следующие сведения. Различия в концентрациях O, Si, Al, Mn и P в передней и задней поверхностях стального листа после обезуглероживающего отжига имеют большое влияние на качество покрытия листа продукта. Следовательно, для получения подходящих свойств покрытия эффективной является оптимизация, по меньшей мере, условий обезуглероживающего отжига, уменьшение различия в концентрациях O, Si, Al, Mn и P в передней и задней поверхностях стального листа после обезуглероживающего отжига и, как следствие, уменьшение разницы в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti в передней и задней поверхностях стального листа в виде листа продукта не более чем до заданного значения. Таким образом, изобретение было завершено.
Таким образом, изобретение представляет собой лист из текстурированной электротехнической стали, имеющий керамическое нижнее покрытие на поверхности стального листа, характеризующийся тем, что различия в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti в передней и задней поверхностях нижнего покрытия удовлетворяют следующим условиям (1), (2) и (3) в отношении каждой средней концентрации в передней и задней поверхностях:
(1) каждый из O, Si и Mg: в пределах ± 5%,
(2) один или несколько из Al, Mn и P: в пределах ± 15%,
(3) один или несколько из Ca и Ti: в пределах ± 20%.
Кроме того, изобретение предлагает способ изготовления листа из текстурированной электротехнической стали, включающий:
горячую прокатку стального материала в лист из текстурированной электротехнической стали для формирования горячекатаного листа,
после отжига в зоне горячих состояний или без отжига в зоне горячих состояний проведение одной холодной прокатки или двух, или более холодных прокаток горячекатаного листа с промежуточным отжигом между ними для формирования холоднокатаного листа, имеющего конечную толщину листа,
проведение обезуглероживающего отжига холоднокатаного листа в сочетании с отжигом первичной рекристаллизации,
нанесение отжигового сепаратора, в основном состоящего из MgO,
проведение окончательного отжига холоднокатаного листа с последующим удалением непрореагировавшего отжигового сепаратора, и
проведение одного или нескольких процессов, выбранных из отжига-правки, формирования изоляционного покрытия и обработки с разделением магнитных доменов для формирования листа продукта, и
условия обезуглероживающего отжига и условия процессов, проводимых перед обезуглероживающим отжигом, регулируются таким образом, чтобы различия в концентрациях O, Si, Al, Mn и P в передней и задней поверхностях стального листа после обезуглероживающего отжига удовлетворяли требованиям следующих условий (4) и (5) в отношении каждой средней концентрации в передней и задней поверхностях:
(4) каждый из O и Si: в пределах ± 10%,
(5) один или несколько из Al, Mn и P: в пределах ± 5%.
Стальной материал для листа из текстурированной электротехнической стали, используемый в способе изготовления листа из текстурированной электротехнической стали согласно изобретению, имеет химический состав, включающий C: 0,01 - 0,10% масс., Si: 2,5 - 4,5% масс., Mn: 0,01 - 0,5% масс., одна группа выбрана из следующих групп А - С в качестве элемента, образующего ингибитор:
Группа A: Al: 0,01 - 0,04% масс. и N: 0,003 - 0,015% масс.,
Группа B: один или два элемента, выбранных из S: 0,002 - 0,03% масс. и Se: 0,003 - 0,03% масс., и
Группа C: один или два элемента, выбранных из Al: 0,01 - 0,04% масс., N: 0,003 - 0,015% масс., S: 0,002 - 0,03% масс. и Se: 0,003 - 0,03% масс., и
остальное Fe и неизбежные элементы, в котором
отжиговый сепаратор, состоящий в основном из MgO, содержит не менее 50% масс. MgO, 0,1 - 5% масс. соединения Ca в пересчёте на Ca, и дополнительно содержит, по меньшей мере, одно соединение, выбранное из гидроксида, нитрата, сульфата, оксида, бората и фосфата Ti, Sr, Ba, Na, K, Li, Sb, Cr, Sn, Mn, Fe, Co, Ni, Cu и Al.
Стальной материал для листа из текстурированной электротехнической стали, используемого в способе изготовления листа из текстурированной электротехнической стали в соответствии с изобретением, имеет химический состав, включающий C: 0,01 - 0,10% масс., Si: 2,0 - 5,0% масс., Mn: 0,01 - 1,0% масс., Al: менее 0,01% масс., N: менее 0,005% масс., S: менее 0,005% масс., Se: менее 0,005% масс., остальное Fe и неизбежные элементы, и отжиговый сепаратор, состоящий в основном из MgO, содержит не менее 50% масс. MgO, 0,1 - 5% масс. соединения Ca в пересчёте на Ca, и, по меньшей мере, одно соединение, выбранное из гидроксида, нитрата, сульфата, оксида, бората и фосфата Ti, Sr, Ba, Na, K, Li, Sb, Cr, Sn, Mn, Fe, Co, Ni, Cu и Al.
Стальной материал для листа из текстурированной электротехнической стали, используемого в способе изготовления листа из текстурированной электротехнической стали в соответствии с изобретением, дополнительно содержит один или несколько элементов, выбранных из Ni: 0,010 - 1,50% масс., Cr : 0,01 - 0,50% масс., Cu: 0,01 - 0,50% масс., P: 0,005 - 0,50% масс., Sb: 0,005 - 0,50% масс., Sn: 0,005 - 0,50% масс., Bi: 0,005 - 0,50% масс., Mo: 0,005 - 0,100% масс., B: 0,0002 - 0,0025% масс., Te: 0,0005 - 0,0100% масс., Nb: 0,0010 - 0,0100% масс., V: 0,001 - 0,010% масс., Ti: 0,001 - 0,010% масс. и Ta: 0,001 - 0,010% масс. в дополнение к указанному выше химическому составу.
Способ изготовления листа из текстурированной электротехнической стали в соответствии с настоящим изобретением характеризуется тем, что
на поверхность стального листа наносят отжиговый сепаратор и
проводят выравнивающую термообработку стального листа с выдержкой листа при температуре 800 - 950°C в течение 5 - 200 часов, и затем окончательный отжиг или
проводят окончательный отжиг стального листа с последующей выравнивающей термообработкой.
Способ изготовления листа из текстурированной электротехнической стали в соответствии с изобретением характеризуется анализом концентрации одного или нескольких элементов, выбранных из O, Si, Al, Mn и P на передней поверхности и/или задней поверхности стального листа в режиме онлайн после обезуглероживающего отжига и перед нанесением отжигового сепаратора для оценки разницы в концентрации элемента в передней и задней поверхностях стального листа после обезуглероживающего отжига.
Способ изготовления листа из текстурированной электротехнической стали в соответствии с изобретением характеризуется анализом концентрации одного или нескольких элементов, выбранных из O, Si, Mg, Al, Mn, P, Ca и Ti на передней поверхности и/или задней поверхности стального листа онлайн на любой стадии между удалением непрореагировавшего отжигового сепаратора и формированием листа продукта для оценки свойств покрытия листа продукта.
Способ изготовления листа из текстурированной электротехнической стали в соответствии с изобретением характеризуется передачей результатов онлайн-анализа в процессе обезуглероживающего отжига и/или процессе перед процессом обезуглероживающего отжига для регулирования условий обезуглероживающего отжига. и/или условий процесса перед обезуглероживающим отжигом.
Положительные эффекты изобретения
Согласно изобретению, можно стабильно изготавливать лист из текстурированной электротехнической стали, обладающий подходящими свойствами подстилающего покрытия, независимо от положения в рулоне во время окончательного отжига, что в значительной степени способствует улучшению качества и выхода продукта.
Осуществление изобретения
Будут описаны эксперименты, приведшие к созданию изобретения.
Эксперимент 1
Сталь, включающая C: 0,06% масс., Si: 3,3% масс., Mn: 0,07% масс., Al: 0,016% масс., S: 0,003% масс., остальное Fe и неизбежные примеси, плавят и формируют стальной материал (сляб ) методом непрерывной разливки. Сляб нагревают до 1380°C и подвергают горячей прокатке для формирования горячекатаного листа толщиной 2,2 мм. Затем горячекатаный лист подвергают отжигу в зоне горячих состояний при 1000°C в течение 60 секунд, первичной холодной прокатке до средней толщины листа 1,8 мм, промежуточному отжигу при 1100°C в течение 80 секунд и вторичной холодной прокатке для получения холоднокатаного листа с конечной толщиной 0,23 мм. Во время описанного выше процесса передняя и задняя поверхности холоднокатаного листа подвергаются измерению рентгенофлуоресцентным анализом и датчиком шероховатости, в результате подтверждается отсутствие разницы в остаточном оксиде и шероховатости поверхности в передней и задней поверхностях, то есть разница в значениях измерения в передней и задней поверхностях (передняя поверхность - задняя поверхность) находится в пределах ± 5% относительно среднего значения между значениями для передней и задней поверхностей.
Затем холоднокатаный лист пропускают через печь непрерывного отжига горизонтального типа (поперечного типа) и подвергают обезуглероживающему отжигу в сочетании с отжигом первичной рекристаллизации, при котором лист нагревают от 500 до 700°C при 100°C/с в процессе нагрева и выдержкой при 860°C в течение 140 секунд. При обезуглероживающем отжиге газ с отношением H2:N2 = 60:40 в объёмных процентах, подают сверху и снизу печи отжига, но точка росы газа внутри печи составляет 55°C в верхней части печи. и 59°C в нижней части печи из-за пара, остающегося в нижней части печи отжига.
Затем водную суспензию отжигового сепаратора, в основном состоящего из MgO и содержащую 5% масс. оксида титана и 0,1% масс. бората натрия, наносят на поверхность стального листа и сушат. Концентрация CaO в качестве примеси, содержащейся в MgO, составляет 0,4% масс. в пересчёте на Ca. Кроме того, разница в количестве наносимого отжигового сепаратора и различия в количествах Ti, Na и B, содержащихся в наносимом отжиговом сепараторе, в передней и задней поверхностях стального листа (передняя поверхность - задняя поверхность) укладываются в рамки ± 5% по отношению к каждому среднему значению между передней или задней поверхностью.
Затем лист подвергают окончательному отжигу, включая вторичную рекристаллизацию с нагревом от комнатной температуры до 800°C при 25°C/час и от 800 до 1100°C при 20°C/час; очистку нагревом от 1100 до 1200°C со скоростью 10°C/час и выдержкой температуры 1200°C в течение 10 часов и охлаждение в печи. Атмосфера при окончательном отжиге представляет собой атмосферу сухого N2 от комнатной температуры до 800°C, атмосферу сухого H2 от 800°C до конца очистки и атмосферу Ar при охлаждении.
После удаления непрореагировавшего отжигового сепаратора с поверхности стального листа после окончательного отжига на него наносят изоляционное покрытие, и проводят отжиг-правку, также действующую в качестве прокаливания покрытия, при 800°C в течение 1 минуты для получения листа продукта. Стальной лист подвергают термообработке, напоминающей отжиг для снятия напряжений при 800°C в течение 2 часов. Затем лист наматывают на цилиндрический стержень и подвергают испытанию на изгиб и отслоение для определения минимального диаметра, при котором не происходит отслоения покрытия. Результат испытания показывает, что диаметр в случае передней поверхности стального листа (верхняя поверхность при обезуглероживающем отжиге) составляет φ 30 мм, и диаметр в случае задней поверхности (нижняя поверхность при обезуглероживающем отжиге) составляет φ 60 мм, из которого определяется разница в стойкости к отслаиванию покрытия между передней и задней поверхностями.
Эксперимент 2
Чтобы исследовать причину разницы в стойкости к отслаиванию передней и задней поверхностях стального листа в эксперименте 1, холоднокатаный лист, полученный в тех же условиях, что и в эксперименте 1, подвергают обезуглероживающему отжигу, в котором точка росы газа, подаваемого на переднюю и заднюю поверхности стального листа, варьируется, как показано в условиях 2 и 3 следующей таблицы 1, и затем лист продукта получают в тех же условиях, что и в эксперименте 1. Адгезионная способность покрытия после отжига для снятия напряжения измеряется таким же образом, как в эксперименте 1. Результаты показаны в таблице 1, где точка росы атмосферы в эксперименте 1 показана в виде условия 1.
Таблица 1
(верхняя поверхность в печи)
(нижняя поверхность в печи)
Результаты таблицы 1 показывают, что в условиях 1, когда точка росы газа различается между передней и задней поверхностями, адгезионная способность покрытия ухудшается на задней поверхности, имеющей высокую точку росы, в то время как она является подходящей. на передней поверхности, имеющей низкую точку росы. С другой стороны, адгезионная способность покрытия является подходящей для обоих условий 2, где точки росы передней и задней поверхностей отрегулированы так, чтобы иметь такое же значение, что и на задней поверхности в условиях 1 с плохой адгезией покрытия, и при условиях 3, при которых точки росы передней и задней поверхностей отрегулированы так, чтобы иметь такое же значение, как и на передней поверхности условий 1 адгезия покрытия является соответствующей. На основании этих результатов считается, что ухудшение адгезии покрытия на задней поверхности в условиях 1 вызвано не из-за несоответствующей точки росы газа, а из-за разницы в точке росы между передней и задней поверхностью.
Чтобы дополнительно исследовать указанную выше причину, измеряют концентрацию каждого элемента на поверхности стального листа после обезуглероживающего отжига и после окончательного отжига для определения разницы R в концентрации каждого элемента в передней и задней поверхностях. Разница концентраций R в передней и задней поверхностях определяется следующим уравнением:
Разница концентраций R в передней и задней поверхностях (%) = 2×(IF-IB)/(IF+IB)×100,
где IF и IB представляют число импульсов элемента на передней и задней поверхности стального листа, определённое с помощью рентгенофлуоресцентного анализа соответственно.
Кроме того, описанная ниже разница R в концентрации в передней и задней поверхностях будет определяться приведённым выше уравнением.
Содержание элементов, присутствующих на поверхности стального листа после обезуглероживающего отжига, обогащается на поверхности или в поверхностном слое стального листа за счёт обезуглероживающего отжига и образуются оксидные плёнки. Количество образования и распределение концентрации оксидной плёнки можно косвенно определить по интенсивности измеряемых элементов.
Таблица 2 показывает результаты измерения концентраций O, Si, Al, Mn и P на поверхности стального листа после обезуглероживающего отжига и разницу R в концентрации каждого элемента в передней и задней поверхностях.
В таблице 2 показан результат, согласно которому концентрация каждого элемента на поверхности стального листа после обезуглероживающего отжига высока на задней поверхности, имеющей высокую точку росы, за исключением алюминия при условиях 1, когда точка росы газа различается между передней и задней поверхностями стального листа. Хотя в условиях 2 и 3, где точка росы атмосферного газа регулируется так, чтобы не вызывать разницу между передней и задней поверхностями, концентрация каждого элемента на поверхности стального листа после обезуглероживающего отжига изменяется в соответствии с точкой росы, разница R в концентрации в передней и задней поверхностях уменьшается не более чем на 1/2 по отношению к условиям 1.
Таблица 2
с)
(тр:55°С)
с)
(тр:59°С)
(%)
с)
(тр:59°С)
с)
(тр:59°С)
(%)
(тр:55°С)
(тр:55°С)
(%)
Таблица 3 показывает результаты измерения концентраций O, Si, Mg, Al, Mn, P, Ca и Ti на поверхности стального листа после окончательного отжига, а также разницу R в концентрации каждого элемента между передними и задними поверхностями. Причина добавления Mg, Ca и Ti после обезуглероживающего отжига в качестве элемента на поверхности стального листа, подлежащего измерению после окончательного отжига, связана с тем, что эти элементы содержатся в отжиговом сепараторе и оказывают влияние на формирование покрытия из форстерита.
Таблица 3
(тр:55°С
(тр:59°С)
(%)
(тр:59°С)
(тр:59°С)
(%)
(тр:55°С)
(тр:55°С)
(%)
Таблица 3 показывает следующие моменты.
(1) Подобно результатам после обезуглероживающего отжига (таблица 2), разница R в концентрации каждого элемента в передней и задней поверхностях стального листа после окончательного отжига велика в условиях 1 и уменьшается до не более 1/3 от условий 1 в условиях 2 и 3.
(2) Концентрации O, Si, Mg и Al на поверхности стального листа, являющихся ингредиентом подстилающего покрытия (покрытия из форстерита), выше на задней поверхности в условиях 1 с высокой точкой росы, чем в условиях 2, имеющих ту же точку росы, за исключением Si, и, наоборот, более низкую на передней поверхности в условиях 1, имеющих более низкую точку росы, чем в условиях 3, имеющих такую же точку росы, за исключением Si.
(3) В условиях 2 и 3 концентрации остальных элементов, Mn, P, Ca и Ti на поверхности стального листа принимают промежуточные значения по сравнению с концентрациями на передней и задней поверхностях при условиях 1.
Результат таблицы 3 показывает, что, когда концентрация элемента, такого как O, Si, Al и т.п., различается на передней и задней поверхностях стального листа после обезуглероживающего отжига, разница в концентрации в передней и задней поверхностях имеют тенденцию изменяться и увеличиваться после окончательного отжига. Поэтому считается, что в условиях 1 формированию покрытия на задней поверхности способствует окончательный отжиг, при котором, как полагают, образуется большое количество оксидной плёнки, и, следовательно, покрытие становится толще, что ухудшает адгезионную способность покрытия.
Хотя причина такого явления ещё недостаточно ясна на данный момент, изобретатели полагают следующее.
Покрытие из форстерита образуется во время окончательного отжига, когда ион Mg и ион O, содержащиеся в отжиговом сепараторе, или ион Ti или ион Ca, содержащиеся в добавке, заполняют (перемещаются) поверхность стального листа, в то время как лист обогащается Si, Al и т.п. на поверхности покрытия, и эти элементы вступают в реакцию друг с другом. При формировании поверхности зёрен покрытия (поверхности зёрен покрытия форстерита или тому подобного) обогащаются такими элементами, как Mn, P, Ca, Ti и подобным, или они дают твёрдый раствор в покрытии, содействующий в упрочнении покрытие из форстерита и повышении адгезии.
Поскольку окончательный отжиг стального листа проводится в виде смотанного рулона (состояние ламинирования стального листа), существует разница в концентрации в передней и задней поверхностях стального листа, т.е. количество оксидной плёнки, образовавшейся в передней и задней поверхностях. Когда одна поверхность находится в состоянии, преимущественном для формирования покрытия по сравнению с другой поверхностью, элементы (например, Ti, Ca и т.п.), которые были добавлены в отжиговый сепаратор, предпочтительно перемещаются с другой поверхности, что нежелательно для формирования покрытия по отношению к поверхности с преимущественными условиями, и, таким образом, количество вышеуказанных элементов уменьшается на поверхности с неблагоприятными условиям. Следовательно, O, Si, Mg и Al в качестве основных элементов, составляющих керамическое нижнее покрытие, состоящее в основном из форстерита, шпинели и т.п., а также Mn, P, Ca, Ti и т.п. в качестве элементов, укрепляющих покрытие, становятся избыточными на одной поверхности. но отсутствуют на другой поверхности, что приводит к ухудшению адгезии покрытия на обеих поверхностях.
Поэтому для предотвращения вышеуказанного дефекта важно, чтобы оксидная плёнка формировалась однородно на передней и задней поверхностях стального листа, по меньшей мере, после обезуглероживающего отжига, чтобы уменьшить разницу в концентрации элементов, присутствующих на передней и задней поверхностях, посредством чего диффузия элементов в отжиговом сепараторе проходит единообразно на передней и задней поверхностях в ходе окончательного отжига.
Как описано выше, важно, чтобы передняя и задняя поверхности стального листа, по меньшей мере, после обезуглероживающего отжига имели одинаковое качество поверхности, чтобы получить стальной лист с подходящей адгезией покрытия. Однако это не обязательно легко достигается при промышленном производстве, потому что не только условия обезуглероживающего отжига (температура отжига, время отжига, ингредиенты газа, точка росы и т. д.), но и условия предыдущих процессов, таких как условия нагрева сляба, условия горячей прокатки, условия отжига в зоне горячих состояний, условия холодной прокатки, условия промежуточного отжига, условия травления, условия очистки и т.д. всё это влияет на качество поверхности стального листа после обезуглероживающего отжига, и практически сложно контролировать все эти условия.
Изобретатели исследовали способ формирования однородного покрытия из форстерита, даже когда возникают некоторые различия в качестве поверхности (оксидная плёнка) в передней и задней поверхностях стального листа после обезуглероживающего отжига, путём уменьшения различий.
Эксперимент 3
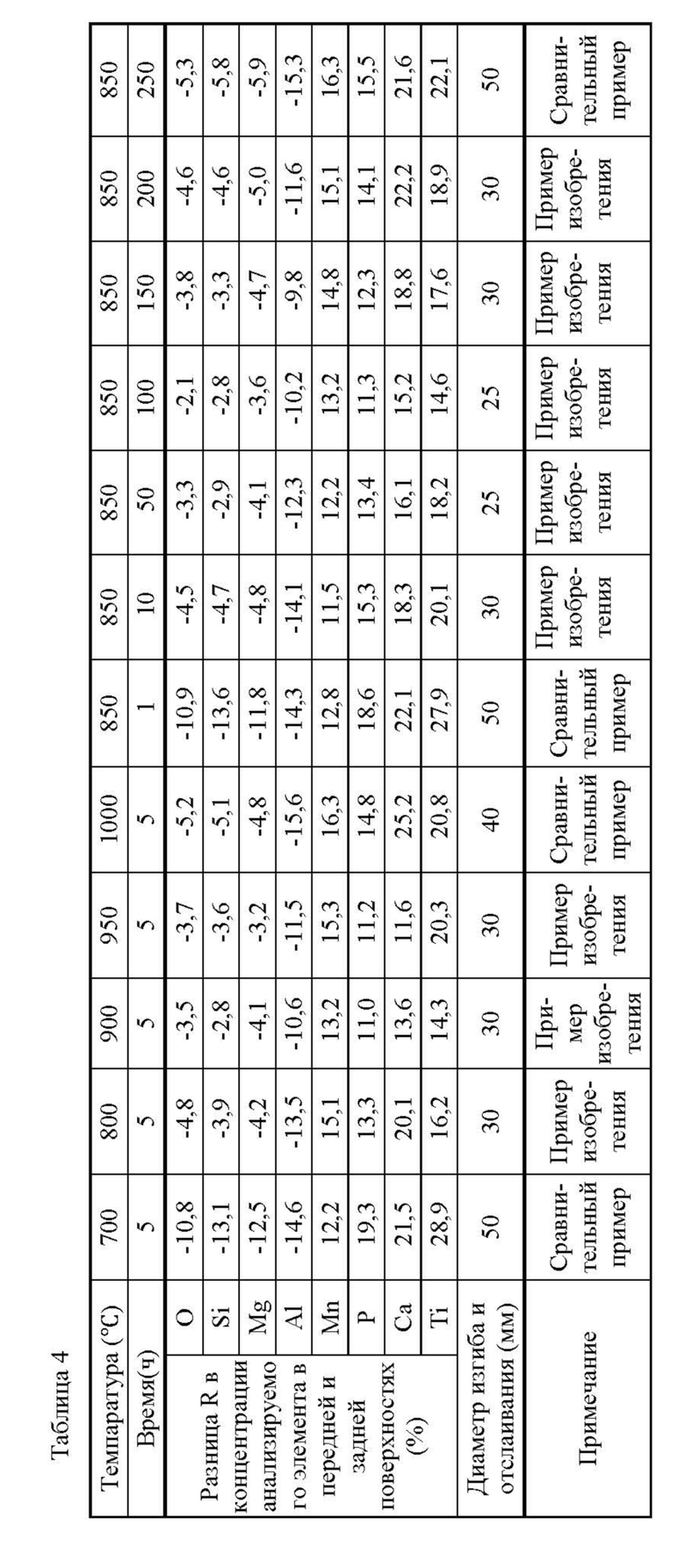
Рулон листа из текстурированной электротехнической стали изготавливают в тех же условиях, что и в эксперименте 1. Рулон, на который нанесён и высушен отжиговый сепаратор, подвергают выдержке при различных температурах 700 - 1000°C с различным временем в пределах 1 - 400 часов, и затем очистке нагревом до 1200°C при 20°C/час и выдержке при 1200°C в течение 10 часов во время процесса нагрева при окончательном отжиге. Газ при окончательном отжиге представляет собой сухой газообразный N2 от начала нагрева до конца выдержки и при охлаждении после очистки, а также смешанный газ, состоящий из 75% об. H2 + 25% об. N2 с конца выдержки до конца очистки. После этого проводят отжиг-правку в тех же условиях, что и в эксперименте 1, для формирования листа продукта.
Концентрации O, Si, Mg, Al, Mn, P, Ca и Ti на передней и задней поверхностях полученного стального листа продукта измеряют с использованием рентгенофлуоресцентного анализа для определения разницы R в концентрации каждого элемента в передней и задней поверхностях и результаты измерений показаны в Таблице 4. Кроме того, образцы отбираются с обеих торцевых частей по ширине переднего и заднего концов рулона (всего четыре позиции), а также измеряют их диаметр изгиба и отслаивания таким же образом, как в эксперименте 1, для оценки стойкости к отслаиванию покрытия. Значение наихудшего результата среди четырёх позиций также показано в таблице 4 как репрезентативное значение условия.
Как видно из Таблицы 4, разница R в концентрации каждого элемента в передней и задней поверхностях уменьшается (униформизирована) и адгезия покрытия улучшается путём выполнения выдержки листа при надлежащей температуре в течение надлежащего времени в процессе нагрева при окончательном отжиге, конкретно при температуре 800 - 950°C в течение 5 - 200 часов. В этом отношении выдержка для унификации разницы R в концентрации в передней и задней поверхностях в изобретении также называется «выравнивающей термообработкой».
Что касается механизма, который позволяет создать одинаковую концентрацию каждого элемента на передней и задней поверхностях стального листа применяя выравнивающую термообработку при окончательном отжиге, как описано выше, изобретатели полагают, что это происходит потому, что выравнивающая термообработка способствует перемещению ионов к поверхности, что препятствует формированию покрытия. То есть, когда имеется поверхность, не подходящая для формирования покрытия, но выравнивающая термообработка не проводится, ион Mg в отжиговом сепараторе и ион Ti, Ca и т.п. в добавке предпочтительно перемещаются на поверхность, подходящую для формирования. покрытия, что приводит к ухудшению свойств покрытия на поверхности, не подходящей для формирования покрытия. С другой стороны, когда выравнивающая термообработка проводится перед формированием покрытия, ионы различных добавок, содержащихся в отжиговом сепараторе, образуют реакционный слой предшествующей стадии покрытия даже на поверхности стального листа не подходящего для формирования покрытия. В результате формирование покрытия на передней и задней поверхностях становятся одинаковыми, когда температура достигает высокотемпературного диапазона не ниже 1120°C, в котором подстилающее покрытие образуется во время окончательного отжига, и, следовательно, предотвращается ухудшение свойств покрытия.
Изобретение разработано на основе вышеуказанных новых данных.
Ниже будет описан химический состав стального материала (сляба), используемого при изготовлении листа из текстурированной электротехнической стали согласно настоящему изобретению.
C: 0,01 - 0,10% масс.
Когда C составляет менее 0,01% масс., эффект упрочнения границы зерен за счёт C теряется, вызывая растрескивание сляба, приводя к дефектам, которые затрудняют изготовление. С другой стороны, когда содержание C превышает 0,10% масс., трудно снизить содержание C до уровня не более 0,004% масс., не вызывая магнитного старения при обезуглероживающем отжиге. Поэтому предпочтительно содержание C должно находиться в диапазоне 0,01 - 0,10% масс. Более предпочтительно, оно находится в диапазоне 0,02 - 0,08% масс.
Si: 2,5 - 4,5% масс.
Si - это элемент, необходимый для повышения удельного сопротивления стали с целью уменьшения потерь в стали. Когда оно составляет менее 2,5% масс., вышеуказанный эффект недостаточен, а когда оно превышает 4,5% масс., обрабатываемость снижается, и изготовление прокаткой становится затруднительным. Поэтому содержание Si предпочтительно находится в диапазоне 2,5 - 4,5% масс. Более предпочтительно, оно находится в диапазоне 2,8 до 3,7% масс.
Mn: 0,01 - 0,5% масс.
Mn - элемент, необходимый для улучшения обрабатываемости стали в горячем состоянии. Вышеуказанный эффект недостаточен, когда оно составляет менее 0,01% масс., в то время как плотность магнитного потока продукта листа снижается, когда оно превышает 0,5% масс. Поэтому содержание Mn предпочтительно находится в диапазоне 0,01 - 0,5% масс. Более предпочтительно оно находится в диапазоне 0,02 - 0,20% масс.
Ингредиенты, отличные от C, Si и Mn, различаются в зависимости от того, используется ли ингибитор для вторичной перекристаллизации или нет.
При использовании ингибитора, например, ингибитора на основе AlN, Al и N, чтобы вызвать вторичную перекристаллизацию, предпочтительно, Al и N должны содержаться в диапазонах Al: 0,01 - 0,04% масс. и N: 0,003 - 0,015% масс., соответственно. При использовании ингибитора на основе MnS•MnSe предпочтительно, чтобы он содержал Mn в указанном выше количестве и один или два элемента, выбранных из S: 0,002 - 0,03% масс. и Se: 0,003 - 0,03% масс. Когда количество добавляемого каждого элемента менее нижнего предела, эффект ингибитора не может быть получен в достаточной степени, в то время как, когда он превышает верхний предел, ингибитор остаётся в состоянии отличном от твёрдого раствора при нагревании сляба, вызывая ухудшение магнитных свойств. Более того, ингибитор на основе AlN и ингибитор на основе MnS•MnSe можно использовать совместно.
С другой стороны, при отсутствии ингибитора, вызывающего вторичную рекристаллизацию, предпочтительно использовать стальной материал, в котором содержание Al, N, S и Se, являющихся ингредиентами, образующими ингибитор, снижено, насколько это возможно до такого уровня Al: менее 0,01% масс., N: менее 0,005% масс., S: менее 0,005% масс. и Se: менее 0,005% масс.
В стальном материале, используемом в изобретении, остальное, кроме вышеуказанных ингредиентов, в основном представляет собой Fe и неизбежные примеси. С целью улучшения магнитных свойств один или несколько элементов, выбранных из Ni: 0,010 - 1,50% масс., Cr: 0,01 - 0,50% масс., Cu: 0,01 - 0,50% масс., P: 0,005 - 0,50% масс., Sb: 0,005 - 0,50% масс., Sn: 0,005 - 0,50% масс., Bi: 0,005 - 0,50% масс., Mo: 0,005 - 0,100% масс., B: 0,0002 - 0,0025% масс., Te: 0,0005 - 0,0100% масс., Nb: 0,0010 - 0,0100% масс., V: 0,001 - 0,010% масс., Ti: 0,001 - 0,010% масс. и Ta: 0,001 - 0,010% масс. могут соответственно содержаться в дополнение к вышеупомянутым ингредиентам.
Ниже будет описан способ изготовления листа из текстурированной электротехнической стали в соответствии с изобретением.
Сляб, который должен быть стальным материалом листа из текстурированной электротехнической стали в соответствии с изобретением, может быть получен путём плавки стали, имеющей химический состав, соответствующий настоящему изобретению, обычным процессом доводки плавки с последующим проведением известного способа разливки-блюминга слитков или способа непрерывной разливки. В качестве альтернативы, тонкий сляб толщиной не более 100 мм может быть изготовлен непосредственно способом прямого литья.
Затем сляб нагревают до заданной температуры обычным способом. Например, при содержании ингредиента, образующего ингибитор, сляб нагревают до температуры около 1400°C, конкретно до температуры 1350 - 1440°C для растворения ингибитора в стали, в то время как, когда отсутствует ингредиент, образующий ингибитор, сляб нагревают до температуры не выше 1250°C, и затем сляб подвергают горячей прокатке для формирования горячекатаного листа. Более того, если сляб не содержит ингредиента, образующего ингибитор, он может быть подвергнут горячей прокатке сразу после непрерывной разливки без нагрева. Кроме того, тонкий сляб можно подвергать горячей прокатке или переходить к следующему процессу без горячей прокатки. Горячая прокатка проводится обычным способом, и его условия особо не ограничиваются.
Затем горячекатаный лист, полученный горячей прокаткой, при необходимости подвергают отжигу в зоне горячих состояний. Температура выдержки при отжиге в зоне горячих состояний предпочтительно находится в диапазоне 800 - 1150°C, чтобы получить подходящие магнитные свойства. Когда она ниже 800°C, эффект отжига в зоне горячих состояний недостаточен для того, чтобы сохранить полосовую структуру, образованную горячей прокаткой, так что структура первичной рекристаллизации из высокоупорядоченных зёрен не может быть получена, что может препятствовать прохождению вторичной рекристаллизации. С другой стороны, когда она превышает 1150°C, размер зерна после отжига в зоне горячих состояний становится чрезмерно крупным, и также трудно получить структуру первичной рекристаллизации из высокоупорядоченных зёрен.
Затем горячекатаный лист после горячей прокатки или после отжига в зоне горячих состояний подвергают одной холодной прокатке или двум, или большему числу холодных прокаток с промежуточным отжигом между ними, чтобы сформировать холоднокатаный лист, лист имеющий конечную толщину. Температура промежуточного отжига предпочтительно находится в диапазоне 900 - 1200°C. Когда температура ниже 900°C, рекристаллизованные зёрна после промежуточного отжига становятся более мелкими, и зародыши Госса в структуре первичной рекристаллизации могут уменьшаться, что ухудшает магнитные свойства листа продукта. Когда температура превышает 1200°C, кристаллические зёрна становятся чрезмерно крупными, как в случае отжига в зоне горячих состояний, и, таким образом, становится трудно получить структуру первичной рекристаллизации из высокоупорядоченных зёрен.
При холодной прокатке до конечной толщины листа (окончательная холодная прокатка) предпочтительно применять тёплую прокатку для прокатки листа при температуре, повышенной до диапазона 100 - 300°C, или выполнять одну или несколько обработок старением между проходами прокатки при температуре 100 - 300°C во время холодной прокатки. Таким образом, текстура первичной рекристаллизации улучшается для дальнейшего улучшения магнитных свойств.
Затем холоднокатаный лист, имеющий конечную толщину листа, подвергают обезуглероживающему отжигу в сочетании с отжигом первичной рекристаллизации. Обезуглероживающий отжиг снижает концентрацию С в стали до не более 0,004% масс., что не вызывает магнитного старения. В процессе нагрева при обезуглероживающем отжиге предпочтительно проводить быстрый нагрев от 500 до 700°C со скоростью не менее 50°C/с до достижения температуры выдержки. Таким образом, вторично рекристаллизованные зёрна существенно измельчаются для улучшения характеристик потерь в железе. Кроме того, предпочтительно, чтобы температура выдержки для выполнения обезуглероживающего отжига находилась в диапазоне 780 - 950°C, а время выдержки находилось в диапазоне 80 - 200 секунд. Температура выдержки ниже 780°C или время выдержки менее 80 секунд вызывают плохое обезуглероживание и недостаточный рост первичного зерна. С другой стороны, температура выдержки, превышающая 950°C, или время выдержки, превышающее 200 секунд, вызывают чрезмерный рост первично рекристаллизованных зёрен. Более предпочтительно, чтобы температура выдержки находилась в диапазоне 800 - 930°C, а время выдержки находилось в диапазоне 90 - 150 секунд.
Атмосфера при выдержке в обезуглероживающем отжиге предпочтительно представляет собой атмосферу влажного водорода, точка росы которой регулируется, и кислородный потенциал PH2O/PH2 создаётся в пределах 0,3 - 0,6. PH2O/PH2 менее 0,3 вызывает плохое обезуглероживание, тогда как PH2O/PH2, превышающий 0,6, легко вызывает формирование FeO на поверхности стального листа, что ухудшает свойства покрытия. Более предпочтительно, он находится в диапазоне 0,4 - 0,55.
Кислородный потенциал PH2O/PH2 атмосферы во время нагрева при обезуглероживающем отжиге не обязательно должен быть таким же, как при выдержке, и его можно регулировать независимо. Кроме того, атмосфера выдержки не обязательно постоянна. Например, процесс выдержки можно разделить на две стадии, и атмосфера на последней стадии может быть восстановительной атмосферой, имеющей кислородный потенциал выдержки PH2O/PH2 не более 0,2. Таким образом, конфигурация оксидной плёнки, которая формируется на поверхностном слое стального листа, преимущественно улучшает магнитные свойства и свойства покрытия. Более того, PH2O/PH2 на последней стадии более предпочтительно составляет не более 0,15.
Наиболее важным в изобретении является уменьшение разницы R в концентрациях различных элементов, которыми обогащаются поверхности стального листа во время обезуглероживающего отжига, в передней и задней поверхностях, то есть разницы в количестве образовавшейся оксидной плёнки на передней и задней поверхностях стального листа после обезуглероживающего отжига. Следовательно, диффузия элементов, образующих покрытие, может быть равномерно распределена в передней и задней поверхностях во время окончательного отжига для улучшения свойств покрытия.
Элементы, которыми обогащаются поверхности стального листа во время обезуглероживающего отжига, и формируют оксидную плёнку, включают O, Si, Al, Mn и P. Различия R в концентрациях элементов, O и Si, являющихся основным компонентом для образования оксидной плёнки, в передней и задней поверхностях должны быть в пределах ± 10%. Нет необходимости контролировать содержание всех элементов Al, Mn и P, но эти элементы в значительной степени влияют на формирование подстилающего покрытия, поэтому желательно, чтобы разница R в концентрации каждого элемента в передней и задней поверхностях была небольшой, и конкретно, разница R в концентрации одного или нескольких из этих элементов в передней и задней поверхностях должна быть в пределах ± 5%. Более того, разница R в концентрациях O и Si в передней и задней поверхностях предпочтительно находится в пределах ± 5%, а разница R в концентрации одного или нескольких элементов из Al, Mn и P в передней и задней поверхностях предпочтительно составляет ± 3%.
Чтобы сохранить разницу R в концентрации каждого элемента в передней и задней поверхностях в пределах вышеуказанного диапазона, важно регулировать не только условия обезуглероживающего отжига (температура и время отжига, компоненты газа, точка росы и т.п.), но также условия предыдущего процесса перед обезуглероживающим отжигом, чтобы обеспечить однородность качества поверхности передней и задней поверхностей стального листа (выравнивающая обработка качества поверхности). С этой целью желательно анализировать концентрации элементов на передней и задней поверхностях стального листа после обезуглероживающего отжига в режиме онлайн с использованием рентгенофлуоресцентного анализа, фотометра поглощения инфракрасного излучения и т.п. и передавать результаты на предыдущий процесс для регулировки условий обезуглероживающего отжига и условий предыдущего процесса перед обезуглероживающим отжигом, чтобы уменьшить разницу R в концентрациях элементов в передней и задней поверхностях стального листа. Конкретно, желательно отрегулировать условия так, чтобы разница содержания остаточного оксида в передней и задней поверхностях на поверхности стального листа и шероховатостью поверхности (передняя поверхность - задняя поверхность) находилась в пределах ± 5% относительно среднего значения в передней и задней поверхностях.
Хотя желательно измерять концентрации элементов как на передней, так и на задней поверхностях стального листа после обезуглероживающего отжига, когда концентрации в передней и задней поверхностях имеют некоторую закономерность в изменении, и концентрацию на одной поверхности листа можно оценить по измеренному значению на другой, допускается измерение только одной поверхности. Также желательно измерить содержание всех элементов, указанных выше, но, когда существует корреляция между каждым элементом и концентрация определённого элемента может быть рассчитана путём измерения содержания другого элемента, количество измеряемых элементов может быть уменьшено.
Суспензию отжигового сепаратора, состоящего в основном из MgO, наносят на поверхность холоднокатаного листа после обезуглероживающего отжига и высушивают. Отжиговый сепаратор должен содержать не менее 50% масс. MgO и дополнительно 0,1 - 5% масс. соединения Ca в пересчёте на Ca. Обладая эффектом стимулирования формирования подстилающего покрытия за счёт своего каталитического действия, Са является важным элементом для униформизирования образования покрытия на передней и задней поверхностях. Эффект недостаточен, когда количество Са составляет менее 0,1% масс., тогда как точечный дефект возникает, когда количество Са превышает 5% масс. Более того, содержание MgO предпочтительно составляет не менее 70% масс., и содержание соединения Са предпочтительно находится в диапазоне 0,2 - 1% масс. в пересчёте на Са.
Традиционно известные добавки, такие как соединения Ti, Na, Al, Sb и т.п., могут быть надлежащим образом добавлены в отжиговый сепаратор, состоящий в основном из MgO, в дополнение к вышеуказанному соединению Ca. В этом случае содержание этих соединений предпочтительно составляет менее 50% масс. в целом. Когда оно превышает 50% масс., содержание MgO становится менее 50% масс., что вызывает неудовлетворитльное формирование покрытия из форстерита. Более предпочтительно, чтобы оно в целом составляло не более 30% масс.
Количество отжигового сепаратора, наносимого на поверхность стального листа, может находиться в известном диапазоне и особо не ограничивается. Когда разница в концентрации элемента в передней и задней поверхностях стального листа после обезуглероживающего отжига велика, считается, что указанная выше разница в концентрации может быть уменьшена путём изменения количества отжигового сепаратора, нанесённого на переднюю и заднюю поверхности. Однако окончательный отжиг проводят в состоянии смотанного в рулон стального листа (в состоянии ламинирования стального листа), так что передняя и задняя поверхности стального листа при отжиге находятся друг против друга. Поэтому добавочные ингредиенты в отжиговом сепараторе перемещаются к противоположным поверхностям, чтобы уравновесить разницу в нанесённом количестве и, таким образом, полученный эффект ограничен.
Стальной лист, покрытый отжиговым сепаратором, затем подвергают окончательному отжигу, включая вторичную рекристаллизацию рулона стального листа в перевёрнутом состоянии, т.е. когда центральная ось рулона располагается вертикально к полу и выполняют очистку.
При проведении отжига вторичной кристаллизации при нагреве рулона при окончательном отжиге предпочтительно проводить нагрев в диапазоне температур 700 - 1100°C со скоростью нагрева 2 - 50°C/час, тогда как вторичную рекристаллизацию выполняют во время стабилизирующей обработки, когда рулон выдерживают при постоянной температуре, предпочтительно выдерживать рулон в указанном выше температурном диапазоне не менее 25 часов. Также желательно нагреть рулон до температуры не ниже 1100°C для завершения вторичной рекристаллизации.
Предпочтительно выполнять очистку, выдерживая рулон при температуре 1120 - 1250°C в течение 2 - 50 часов при окончательном отжиге, чтобы сформировать покрытие из форстерита после того, как будет выполнена вторичная рекристаллизация, и в то же время, чтобы удалить примеси, содержащиеся в стальном листе, до уровня неизбежных примесей (Al, N, S и Se: не более 0,0020% масс.). Когда температура очистки ниже 1120°C или время выдержки менее 2 часов, очистка недостаточна, а когда температура очистки выше 1250°C или время выдержки превышает 50 часов, деформация коробления в рулоне вызывает дефект формы и снижение выхода продукта. Предпочтительнее выдерживать рулон при температуре 1150 - 1230°C в течение 3 - 40 часов.
В изобретении предпочтительно выполнять выравнивающую термообработку для унификации концентрации элементов на передней и задней поверхностях путём выдержки стального листа при заданной температуре в течение заданного времени до формирования подстилающего покрытия при окончательном отжиге. Выравнивающая термообработка может выполняться на стадии перед формированием подстилающего покрытия при окончательном отжиге или может выполняться перед окончательным отжигом в качестве процесса, отличного от окончательного отжига. Выравнивающая термообработка способствует диффузии добавок, содержащихся в отжиговом сепараторе, в поверхностный слой стального листа, даже на поверхность, где может быть затруднено формирование покрытия, так что можно формировать однородные покрытия на передней и задней поверхностях.
Выравнивающую термообработку предпочтительно проводить в условиях выдержки при температуре 800 - 950°C в течение 5 - 200 часов. Когда температура ниже 800°C или время менее 5 часов, вышеуказанный эффект не может быть получен в достаточной степени, в то время, когда температура выше 950°C или время превышает 200 часов, активность MgO теряется, что ухудшает свойства покрытия. Более предпочтительным условием является то, что температура находится в диапазоне 840- 920°C, а время находится в диапазоне 10 - 150 часов. Поскольку условие выравнивающей термообработки перекрывается с температурным диапазоном, в котором проходит вторичная рекристаллизация, выравнивающая термообработка может проводиться, процесс, выполняющий вторичную рекристаллизацию при окончательном отжиге, может быть упрощён или исключён в соответствии с условиями выравнивающей термообработки при проведении выравнивающей термической обработки.
Когда выравнивающая термообработка и окончательный отжиг проводят отдельно, средняя скорость нагрева от комнатной температуры до температуры очистки при окончательном отжиге предпочтительно находится в диапазоне 5 - 50°C/ч, более предпочтительно 8 - 30˚C/час. С другой стороны, когда выравнивающая термообработка проводится с включением в окончательный отжиг, предпочтительно проводить нагрев после завершения выравнивающей термообработки от температуры выравнивающей термообработки до температуры очистки при средней скорости нагрева 5 - 50°C/час, более предпочтительно 8 - 30°C/час.
Затем стальной лист после окончательного отжига предпочтительно подвергать промывке водой, чистке щеткой, травлению и т.п. для удаления непрореагировавшего отжигового сепаратора, прилипшего к поверхности стального листа, и затем отжигу-правке для коррекции формы. Эта обработка предназначена для предотвращения ухудшения магнитных свойств из-за дефекта намотки рулона, вызванного окончательным отжигом стального листа, смотанного в рулон.
Для того, чтобы лист из текстурированной электротехнической стали (лист продукта) по настоящему изобретению, полученный при соблюдении вышеуказанных условий, имел подходящую адгезию покрытия, необходимо, чтобы разница R в концентрации каждого из O, Si, Mg Al, Mn, P, Ca и Ti в передней и задней поверхностях попадала в заданные диапазоны, когда поверхность стального листа анализируется с помощью аналитического устройства, такого как рентгенофлуоресцентный анализатор, фотометр поглощения инфракрасного излучения и т.п. Конкретно разница в концентрации каждого элемента из O, Si и Mg в качестве основного ингредиента подстилающего покрытия должна быть в пределах ± 5%, разница в концентрации одного или нескольких элементов из Al, Mn и P должна быть в пределах ± 15%, и разница в концентрации одного или нескольких элементов из Ca и Ti должна быть в пределах ± 20%. Для обеспечения более высокой адгезии покрытия разница в концентрации каждого элемента из O, Si и Mg должна быть в пределах ± 3%, а разница в концентрации одного или нескольких элементов из Al, Mn и P должна быть в пределах ± 10%, и разница в концентрации одного или нескольких элементов из Ca и Ti должна быть в пределах ± 15%.
Условия измерения рентгенофлуоресцентным анализатором предпочтительно таковы, что напряжение находится в диапазоне 10 - 60 кВ, и ток находится в диапазоне 1 - 30 мА. Верхние пределы напряжения и тока предпочтительны с точки зрения глубины проникновения флуоресцентного рентгеновского излучения, а их нижний предел предпочтительнее с точки зрения чувствительности обнаружения. Атмосфера при измерении предпочтительно представляет собой вакуум с точки зрения точности измерения, но может быть атмосферным воздухом с точки зрения простоты работы измерительного устройства и стоимости внедрения. Рентгенофлуоресцентный анализатор бывает двух типов: на основе дисперсии длины волны и на основе дисперсии энергии, оба из которых могут использоваться.
Рулон стального листа подвергают окончательному отжигу в перевёрнутом состоянии и, таким образом, условия отжига в значительной степени различаются в зависимости от положения в рулоне, например, между верхней и нижней сторонами рулона и между внешней и внутренней частями рулона. В такой ситуации, когда разница в концентрации элемента в передней и задней поверхностях стального листа велика, легко возникает локальное ухудшение качества продукта, особенно ухудшение свойств покрытия. Поэтому с точки зрения обеспечения качества листа продукта предпочтительно подтверждать, что различия R в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti на поверхности листа продукта в передней и задней поверхностях находятся в указанных выше диапазонах, путем онлайн-анализа концентраций этих элементов с помощью инфракрасной спектроскопии, рентгенофлуоресцентного метода, метода рентгеновской дифракции и так далее.
Онлайн-анализ желательно выполнять после окончательного отжига, в частности, после удаления непрореагировавшего отжигового сепаратора и до формирования изоляционного покрытия, но его можно проводить после формирования изоляционного покрытия, когда измеряемый элемент не содержится в изоляционном покрытии.
В дополнение к проведению оценки изменения качества продукта на основе результатов онлайн-анализа, предварительная обработка для униформизации качества поверхности (выравнивающая обработка качества поверхности) может быть выполнена путём передачи вышеуказанных аналитических результатов в предыдущий процесс, чтобы регулировать условия обезуглероживающего отжига и условия предыдущих процессов перед обезуглероживающим отжигом. Таким образом становится возможным более надёжно гарантировать качество продукта.
Онлайн-анализ желательно выполнять по всей длине и ширине передней и задней поверхностей рулона стального листа, но может быть ограничен положением, в котором свойства покрытия имеют тенденцию к ухудшению, например, внутренние и внешние части рулона или верхняя и нижняя концевые части рулона (оба конца по ширине) при окончательном отжиге. Кроме того, онлайн-анализ желательно проводить как на передней, так и на задней поверхностях, но когда он проводится на любой одной поверхности, как упоминалось ранее, может быть допустим анализ на одной поверхности. Более того, нет необходимости анализировать все элементы O, Si, Mg, Al, Mn, P, Ca и Ti, и анализируемый элемент может быть ограничен, например, основными элементами, такими как O, Si, и Mg, которые в значительной степени влияют на свойства покрытия.
Когда лист из текстурированной электротехнической стали ламинируют для использования в качестве листа продукта, предпочтительно, чтобы стальной лист имел изоляционное покрытие на поверхности. Когда особенно подчёркивается свойство потерь в железе, предпочтительно использовать покрытие, создающее натяжение, которое обеспечивает натяжение стали в качестве изоляционного покрытия. Изоляционное покрытие может быть сформировано во время отжига-правки или в процессе до или после отжига-правки.
Чтобы дополнительно снизить потери в стали, предпочтительно проводить обработку с разделением магнитных доменов. В способе разделения магнитных доменов может использоваться общеизвестный метод, такой как метод формирования канавок путём травления поверхности холоднокатаного стального листа, прокатанного до конечной толщины листа, метод облучения лазером или плазмой поверхности стального листа продукта для введения линейной или точечной горячей деформации или деформации при ударе.
Примеры
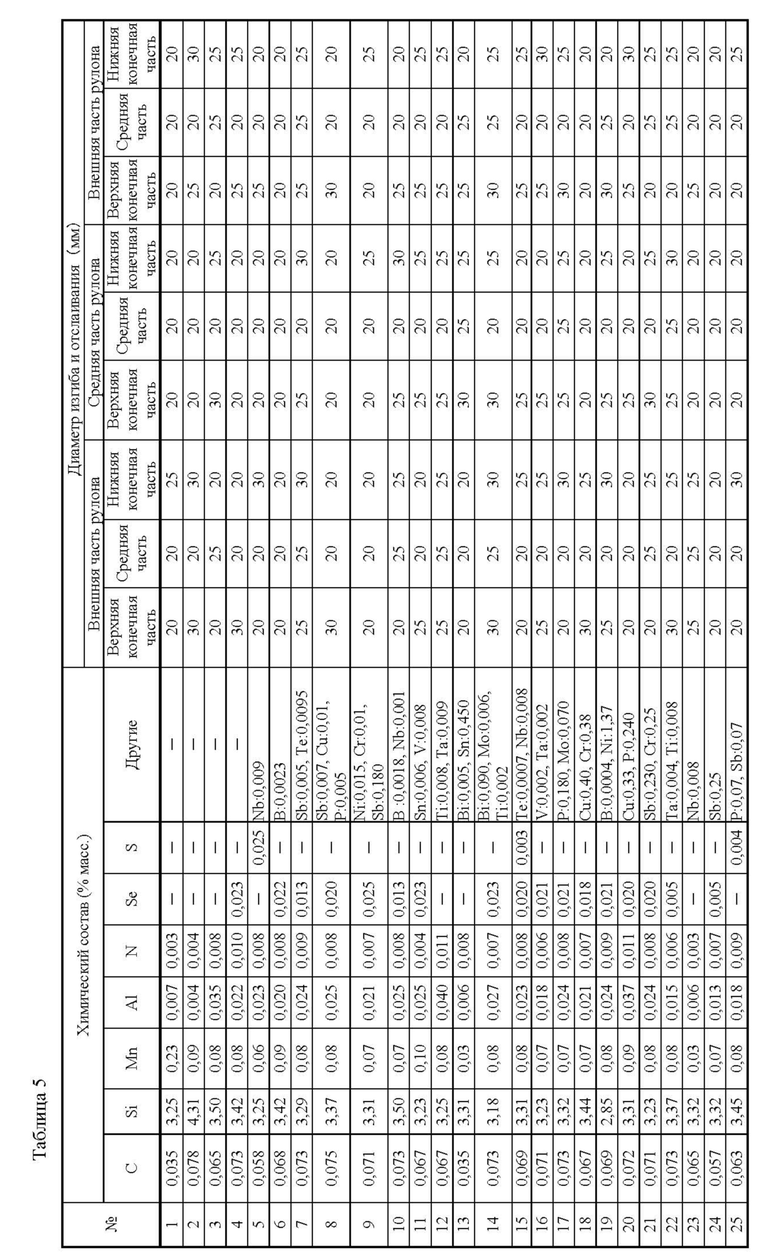
Пример 1
Стальные слябы, имеющие различный химический состав, показанный в Таблице 5, готовят методом непрерывной разливки, нагревают до 1410°С и подвергают горячей прокатке для формирования горячекатаных листов, каждый из которых имеет толщину 2,5 мм. Каждый горячекатаный лист затем подвергают отжигу в зоне горячих состояний при 1000°C в течение 50 секунд, первичной холодной прокатке для получения средней толщины листа 1,8 мм, промежуточному отжигу при 1100°C в течение 20 секунд и вторичной холодной прокатке для формирования холоднокатаного листа с конечной толщиной 0,23 мм. Согласно измерениям с помощью спектрометра тлеющего разряда и датчика шероховатости, было подтверждено, что существуют небольшие различия в содержании остаточного оксида и шероховатости поверхности на передней и задней поверхностях холоднокатаных листов, т. е. различия измеренных значений для передней и задней поверхностей (передняя поверхность - задняя поверхность) находятся в пределах ± 5% относительно среднего значения для передней и задней поверхностей.
Затем холоднокатаный лист подвергают обезуглероживающему отжигу в сочетании с отжигом первичной рекристаллизации путём выдержки при температуре 860°C в течение 220 секунд. Обезуглероживающий отжиг проводят путём нагрева листа до указанной выше температуры выдержки при скорости нагрева 50°C/с в атмосфере влажного водорода с отношением PH2O/PH2: 0,40 (точка росы: 63,5°C) и регулирования точки росы газа, который должен вводиться сверху и снизу печи относительно точки росы 65°C (PH2O/PH2: 0,44) газа в качестве основы, чтобы концентрации элементов на передней и задней поверхностях стального листа оставались неизменным после обезуглероживающего отжига.
Затем суспензию отжигового сепаратора, состоящую в основном из MgO и содержащую 0,5% масс. соединения Ca, в пересчёте на Ca, 3% масс. TiO2 и 3% масс. сульфата стронция относительно общей массы отжигового сепаратора, наносят на поверхность стального листа и сушат, и затем проводят окончательный отжиг путём повышения температуры от комнатной до 1180°C при скорости нагрева 20°C/час без выравнивающей термообработки и выдержки при температуре 1180°C в течение 10 часов для выполнения очистки. Газом при окончательном отжиге является газообразный H2 в ходе выдержки при 1180°C для очистки и газообразный Ar при повышении и понижении температуры, кроме выдержки.
Образцы отбирают как из конечных частей по ширине (верхняя и нижняя конечные части рулона при окончательном отжиге), так и из центральной части верхней конечной части, центральной части и задней оконечной части (внутренней части, средней части и внешней части рулона при окончательном отжиге) в продольном направлении полученного таким образом стального листа после окончательного отжига, а также различия в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti в его передней и задней поверхностях измеряют рентгенофлуоресцентным анализом в условиях напряжения: 20 кВ и тока: 2 мА. Результат показывает, что разница в каждой концентрации находится в пределах диапазона изобретения, т. е. различия в концентрациях O, Si и Mg находятся в пределах ± 5%, и различия в концентрациях одного или нескольких элементов из Al, Mn и P каждого в пределах ± 15%, и различия в концентрациях одного или нескольких элементов из Ca и Ti находятся в пределах ± 20%.
Образцы подвергают отжигу для снятия напряжения при 800°C в течение 2 часов, как в эксперименте 1, и затем измеряют диаметр изгиба и отслаивания покрытия, как на его передней, так и на задней поверхностях. Измеренные значения диаметра изгиба и отслаивания на поверхности с более низкой адгезией покрытия также показаны в таблице 5. Как видно из таблицы 5, все стальные листы, полученные с использованием стальных материалов, соответствующих настоящему изобретению, в условиях, соответствующих настоящему изобретению имеют подходящую адгезию покрытия независимо от положения в рулоне во время окончательного отжига.
Пример 2
Стальной сляб, имеющий химический состав, включающий C: 0,060% масс., Si: 3,25% масс., Mn: 0,07% масс., Al: 0,026% масс., Se: 0,025% масс., N: 0,009% масс., Sb: 0,05% масс., и остальное Fe и неизбежные примеси, получают методом непрерывной разливки, нагревают до 1390°C и подвергают горячей прокатке с образованием горячекатаного листа толщиной 2,0 мм. Горячекатаный лист затем подвергают отжигу в зоне горячих состояний при 1030°C в течение 10 секунд и, кроме того, двум холодным прокаткам с промежуточным отжигом между ними при 1100°C и 60 секундах для формирования холоднокатаного листа, имеющего конечную лист толщиной 0,23 мм, и затем подвергают обезуглероживающему отжигу путём нагрева от комнатной температуры до 700°C со скоростью нагрева 80°C/с и выдержке при температуре 850°C в течение 120 секунд. Концентрацию O на нижней поверхности стального листа после отжига измеряют в режиме онлайн с помощью рентгенофлуоресцентного анализа на выходе печи отжига, и точку росы газа, подаваемого сверху и снизу печи отжига, внутри печи регулируют на основе значений измерения так, чтобы точка росы во всей печи находилась в пределах 50°C ± 2°C после обезуглероживающего отжига.
Затем образцы отбирают из верхней конечной части, центральной части и задней конечной части в продольном направлении стального листа после обезуглероживающего отжига, и определяют концентрации O, Si, Al, Mn и P на обоих концах по ширине (Op сторона или операционная сторона и Dr сторона или сторона привода) и центральной части по ширине (Ce часть) передней и задней поверхностях образца анализируют методом рентгенофлуоресцентного анализа при напряжении: 20 кВ и токе: 2 мА для измерения разницы в концентрации каждого элемента на передней и задней поверхностях. Результаты измерений показаны в Таблице 6. Как видно из Таблицы 6, можно получить однородные оксидные плёнки с небольшими различиями в концентрациях O, Si, Al, Mn и P в передней и задней поверхностях путём измерения концентрации O на поверхности стального листа после обезуглероживающего отжига онлайн и передачи результатов измерений для контроля точки росы атмосферы в печи во время выдержки обезуглероживающего отжига.
Таблица 6
сторона
часть
сторона
сторона
часть
сторона
сторона
часть
сторона
Пример 3
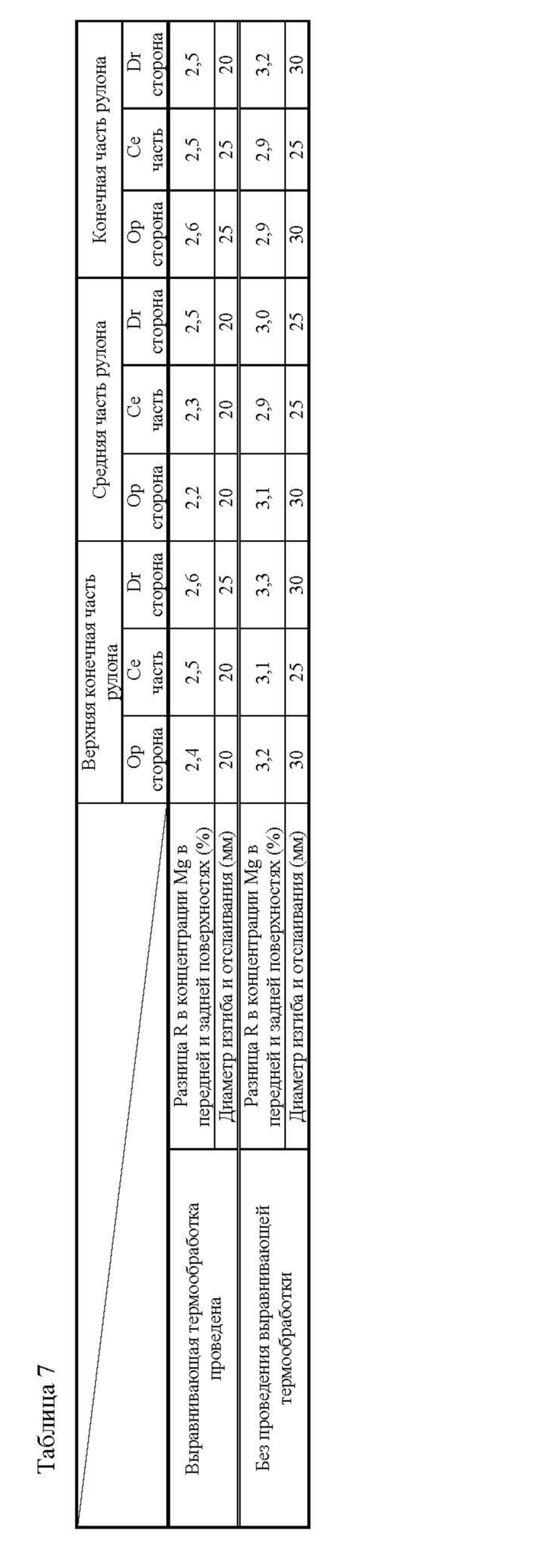
Суспензию отжигового сепаратора, содержащего 0,6% масс. гидроксида кальция в пересчёте на Са, 8% масс. оксида титана, 4% масс. сульфата стронция, 4% масс. оксида олова и остальное MgO, наносят на стальной лист после обезуглероживающего отжига, полученного в Примере 2, и высушивают. После этого лист проходит окончательный отжиг при двух условиях: одно условие состоит в том, что лист подвергают выравнивающей термообработке при 840°C в течение 50 часов и дальнейшей очистке путём нагрева до 1210°C со скоростью 10°C/ч и выдержке при температуре 1210˚C в течение 10 часов; другое условие состоит в том, что лист подвергают очистке путём нагрева до 1210°C со скоростью 10°C/час и выдержке при 1210°C в течение 10 часов без выравнивающей термообработки. Газ при выравнивающей термообработке и окончательном отжиге представляет собой газообразный Н2 в ходе выдержки при 1210°C для очистки и газообразный аргон при выравнивающей термообработке и повышении и понижении температуры во время окончательного отжига, помимо указанных выше.
Затем раствор изоляционного покрытия наносят на поверхность полученного таким образом стального листа после окончательного отжига, после удаления непрореагировавшего отжигового сепаратора, и подвергают отжигу-правке для получения листа продукта. В этом случае Mg выбирается в качестве типичного элемента для измерения концентрации на поверхности стального листа со стороны выхода линии отжига-правки и анализируется рентгенофлуоресцентным методом при напряжении: 20 кВ и токе: 2 мА, при этом концентрация Mg на передней и задней поверхностях в верхней и нижней концевых частях (обоих торцевых частях по ширине) и в центральной части рулона по ширине при окончательном отжиге измеряется по всей длине рулона для определения разницы в концентрации в передней и задней поверхностях.
Таблица 7 представляет результаты измерения разницы концентраций на передней и задней поверхностях в тех же положениях, в которые образцы были отобраны в Примере 2. Кроме того, образцы листов продукта отобраны в тех же положениях, в которые образцы были отобраны в Примере 2, и подвергнуты отжигу для снятия напряжения при 800°C в течение 2 часов. Измеряют диаметры изгиба и отслаивания полученных покрытий и результаты измерений также показаны в Таблице 7.
Таблица 7 показывает, что подходящая адгезия покрытия достигается по всей длине и ширине рулона листового продукта, а не только в верхней концевой части внешней части рулона при окончательном отжиге. В частности, адгезионная способность покрытия является более подходящей, когда выравнивающая термообработка проводится перед окончательным отжигом.
Пример 4
Стальной сляб, имеющий химический состав, включающий C: 0,050% масс., Si: 3,2% масс., Mn: 0,07% масс., Al: 0,007% масс., Se: 0,005% масс., P: 0,03% масс., N: 0,004.% масс., Sb: 0,05% масс., и остальное Fe и неизбежные примеси, получают методом непрерывной разливки, нагревают до 1300°C и подвергают горячей прокатке для формирования горячекатаного листа толщиной 2,0 мм. Горячекатаный лист подвергают первичной холодной прокатке для получения средней толщины листа 1,3 мм, промежуточному отжигу при 1000°C в течение 10 секунд и вторичной холодной прокатке для формирования двух рулонов холоднокатаного листа, каждый из которых имеет лист толщиной 0,23 мм.
Что касается одного рулона холоднокатаного листа, передняя и задняя поверхности стального листа травят водным раствором 3% масс. HCl при 50°C в течение 3 секунд и подвергают очистке щёткой, содержащей абразивные зёрна № 200 для униформизации характеристик передней и задней поверхностей, тогда как, что касается другого рулона, ни травление, ни обработка щёткой не проводятся. Между прочим, остаточный оксид и шероховатость поверхности на передней и задней поверхностях двух рулонов измеряют рентгенофлуоресцентным анализатором и датчиком шероховатости для определения разницы в значениях измерения в передней и задней поверхностях. Обе разницы в содержании остаточного оксида и в шероховатости поверхности в передней и задней поверхностях (передняя поверхность - задняя поверхность) рулона, подвергнутой травлению и очистке щёткой, находятся в пределах ± 5% по отношению к каждому среднему значению. Хотя разница в шероховатости поверхности между передней и задней поверхностью рулона, не подвергнутого травлению и очистке щеткой, находится в пределах ± 5% по отношению к среднему значению, количество остаточного оксида, прилипшего к передней поверхности, на 18% больше. чем среднее значение на передней и задней поверхностях.
Затем холоднокатаный лист подвергают обезуглероживающему отжигу в сочетании с отжигом первичной рекристаллизации путём нагрева от комнатной температуры до 700°C при скорости нагрева 80°C/с и выдержки при температуре 800°C в течение 120 секунд. При такой обработке точка росы газа в печи отжига, подаваемого сверху и снизу печи отжига, регулируется таким образом, чтобы точка росы атмосферы находилась в диапазоне 50 ± 2°C по всей печи при обезуглероживающем отжиге.
Затем образцы отбирают из верхней концевой части, центральной части и задней концевой части в продольном направлении стального листа после обезуглероживающего отжига, и определяют концентрации O, Si, Al, Mn и P в концевых частях в обоих направлениях по ширине (Op сторона, Dr сторона) и центральной части по ширине (Ce часть) на передней и задней поверхностях каждого образца анализируя рентгенофлуоресцентным методом при напряжении: 20 кВ и токе: 2 мА для определения разницы R в концентрации каждого элемента в передней и задней поверхностях. Результаты измерений представлены в таблице 8.
Таблица 8
часть
часть
часть
Суспензию отжигового сепаратора, включающую 0,5% масс. гидроксида кальция в пересчёте на Са, 5% масс. оксида титана, 3% масс. оксида олова и остальное, представляющее собой MgO, наносят на стальной лист после обезуглероживающего отжига и высушивают. Затем стальной лист подвергают окончательному отжигу путём нагрева до 1210°C со скоростью 10°C/час и выдержки при температуре 1210°C в течение 10 часов для очистки без выравнивающей термообработки. Газом при окончательном отжиге является газообразный H2 при выдержке при 1210°C для очистки и газообразный Ar при повышении и понижении температуры, помимо указанных выше.
Затем стальной лист после окончательного отжига покрывают раствором изоляционного покрытия после удаления непрореагировавшего отжигового сепаратора и подвергают отжигу-правке для формирования продукта. Образцы отбираются из верхней концевой части, центральной части и задней концевой части в продольном направлении листа, как и в случае стального листа после обезуглероживающего отжига, и концентрации O, Si, Mg, Al, Mn, P , Ca и Ti на обоих концевых по ширине частях (Op сторона, Dr сторона) и центральной части по ширине (Ce сторона) на передней и задней поверхностях каждого образца анализируют рентгенофлуоресцентным методом при напряжении: 20 кВ. и токе: 2 мА для определения разницы R в концентрации каждого элемента в передней и задней поверхностях. Результаты измерений приведены в Таблице 9. Более того образцы листа продукта отбирают из тех же положений, из которых были отобраны вышеуказанные образцы, и подвергают отжигу для снятия напряжения при 800°C в течение 2 часов. Измеряют диаметры изгиба и отслаивания полученных покрытий, и результаты измерений также показаны в этой таблице 9.
Таблица 9
часть
часть
Как видно из результатов таблиц 8 и 9, когда выравнивающая обработка для улучшения качества поверхности проводится после холодной прокатки и перед обезуглероживающим отжигом с учётом отрицательного влияния разницы в качестве передней и задней части поверхности стального листа перед обезуглероживающим отжигом, получается однородная оксидная плёнка, имеющая небольшую разницу в концентрациях O, Si, Al, Mn и P в передней и задней поверхностях стального листа после обезуглероживающего отжига, и, следовательно, разница в концентрации каждого из O, Si, Mg, Al, Mn, P, Ca и Ti в передней и задней поверхностях стального листа после окончательного отжига уменьшается, т. е. нижнее покрытие в листе продукта становится однородным на передней и задней поверхности, что придаёт подходящую адгезию покрытию.
Изобретение относится к мателларугии, а именно к получению листа из текстурированной электротехнической стали. Лист из текстурированной электротехнической стали, имеющий основное керамическое покрытие на своей поверхности, в котором разница в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti на лицевой и обратной поверхностях основного керамического покрытия относительно средней концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного покрытия составляет: каждого элемента из O, Si и Mg: в пределах ± 5%, одного или нескольких элементов из Al, Mn и P: в пределах ± 15%, одного или нескольких элементов из Ca и Ti: в пределах ± 20%. Способ изготовления листа из текстурированной электротехнической стали включает горячую прокатку стального материала, по меньшей мере одну холодную прокатку с промежуточным отжигом, обезуглероживающий отжиг в сочетании с отжигом первичной рекристаллизации, нанесение отжигового сепаратора, окончательный отжиг с формированием основного керамического покрытия, и по меньшей мере один из процессов, выбранных из отжига-правки, формирования изоляционного покрытия и обработки поверхности с разделением магнитных доменов для формирования конечного продукта в виде листа. После проведения обезуглероживающего отжига в сочетании с отжигом первичной рекристаллизации обеспечивается требуемая разница в концентрациях O, Si, Al, Mn и P на лицевой и обратной поверхностях указанного листа относительно концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного листа. Окончательный отжиг выполняют по режимам, обеспечивающим требуемую разницу в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti на лицевой и обратной поверхностях основного керамического покрытия относительно средней концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного покрытия. Обеспечивается улучшение свойств покрытия и магнитных свойств листа. 2 н. и 15 з.п. ф-лы, 9 табл., 3 пр.
1. Лист из текстурированной электротехнической стали, имеющий основное керамическое покрытие на своей поверхности, характеризующийся тем, что
разница в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti на лицевой и обратной поверхностях основного керамического покрытия относительно средней концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного покрытия составляет:
каждого элемента из O, Si и Mg: в пределах ± 5%,
одного или нескольких элементов из Al, Mn и P: в пределах ± 15%,
одного или нескольких элементов из Ca и Ti: в пределах ± 20%.
2. Способ изготовления листа из текстурированной электротехнической стали, имеющего основное керамическое покрытие на своей поверхности, включающий:
горячую прокатку стального материала для листа из текстурированной электротехнической стали для формирования горячекатаного листа,
при необходимости проведение отжига горячекатаного листа,
проведение по меньшей мере одной холодной прокатки горячекатаного листа с промежуточным отжигом между ними для формирования холоднокатаного листа, имеющего конечную толщину листа,
проведение обезуглероживающего отжига в сочетании с отжигом первичной рекристаллизации холоднокатаного листа при температуре 780-950°С в течение 80-200 секунд,
нанесение отжигового сепаратора, состоящего в основном из MgO,
проведение окончательного отжига холоднокатаного листа с формированием основного керамического покрытия и с последующим удалением непрореагировавшего отжигового сепаратора, и
проведение по меньшей мере одного из процессов, выбранных из отжига-правки, формирования изоляционного покрытия и обработки поверхности с разделением магнитных доменов для формирования конечного продукта в виде листа, характеризующийся тем, что
после проведения обезуглероживающего отжига в сочетании с отжигом первичной рекристаллизации холоднокатаного листа разница в концентрациях O, Si, Al, Mn и P на лицевой и обратной поверхностях указанного листа относительно концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного листа составляет:
каждого элемента из O и Si: в пределах ± 10%,
одного или нескольких элементов из Al, Mn и P: в пределах ± 5%;
при этом окончательный отжиг выполняют посредством достижения вторичной рекристаллизации при нагреве до температуры 700-1100 °C со скоростью нагрева 2-50 °C/ч и затем осуществляют нагрев и выдержку при температуре 1120-1250 °C в течение 2-50 ч для формирования основного керамического покрытия на стальном листе и очистки стального листа от примесей или окончательный отжиг выполняют посредством достижения вторичной рекристаллизации при выдержке при постоянной температуре 700-1100 °C в течение не менее 25 ч и затем осуществляют нагрев и выдержку при температуре 1120-1250 °C в течение 2-50 ч для формирования основного керамического покрытия на стальном листе и очистки стального листа от примесей,
причем после проведения окончательного отжига разница в концентрациях O, Si, Mg, Al, Mn, P, Ca и Ti на лицевой и обратной поверхностях основного керамического покрытия относительно средней концентрации каждого из указанных элементов на лицевой и обратной поверхностях указанного покрытия составляет:
каждого элемента из O, Si и Mg: в пределах ± 5%,
одного или нескольких элементов из Al, Mn и P: в пределах ± 15%,
одного или нескольких элементов из Ca и Ti: в пределах ± 20%.
3. Способ по п. 2, в котором стальной материал для листа из текстурированной электротехнической стали имеет химический состав, содержащий, мас.%: C: 0,01 - 0,10, Si: 2,5 - 4,5, Mn: 0,01 - 0,5 и одну группу в качестве компонента, образующего ингибитор, выбранную из следующих групп A – C:
Группа A: Al: 0,01 - 0,04 и N: 0,003 - 0,015,
Группа B: один или два элемента, выбранных из S: 0,002 - 0,03 и Se: 0,003 - 0,03, и
Группа C: один или два элемента, выбранных из Al: 0,01 - 0,04, N: 0,003 - 0,015, S: 0,002 - 0,03 и Se: 0,003 - 0,03, и
при необходимости по меньшей мере один элемент, выбранный из: Ni: 0,010 - 1,50, Cr: 0,01 - 0,50, Cu: 0,01 - 0,50, P: 0,005 - 0,50, Sb: 0,005 - 0,50, Sn: 0,005 - 0,50, Bi: 0,005 - 0,50, Mo: 0,005 - 0,100, B: 0,0002 - 0,0025, Te: 0,0005 - 0,0100, Nb: 0,0010 - 0,0100, V: 0,001 - 0,010, Ti: 0,001 - 0,010 и Ta: 0,001 - 0,010, и
остальное Fe и неизбежные примеси, при этом
отжиговый сепаратор, состоящий в основном из MgO, содержит не менее 50 мас.% MgO, 0,1 – 5 мас.% соединения Ca, в пересчёте на Ca, а также содержит по меньшей мере одно соединение, выбранное из гидроксида, нитрата, сульфата, оксида, бората и фосфата Ti, Sr, Ba, Na, K, Li, Sb, Cr, Sn, Mn, Fe, Co, Ni, Cu и Al.
4. Способ по п. 2, в котором стальной материал для листа из текстурированной электротехнической стали имеет химический состав, содержащий, мас.%: C: 0,01 - 0,10, Si: 2,0 - 5,0, Mn: 0,01 - 1,0, Al: менее 0,01, N: менее 0,005, S: менее 0,005, Se: менее 0,005, и
при необходимости по меньшей мере один элемент, выбранный из: Ni: 0,010 - 1,50, Cr: 0,01 - 0,50, Cu: 0,01 - 0,50, P: 0,005 - 0,50, Sb.: 0,005 - 0,50, Sn: 0,005 - 0,50, Bi: 0,005 - 0,50, Mo: 0,005 - 0,100, B: 0,0002 - 0,0025, Te: 0,0005 - 0,0100, Nb: 0,0010 - 0,0100, V: 0,001 - 0,010, Ti: 0,001 - 0,010 и Ta: 0,001 - 0,010,
остальное Fe и неизбежные примеси, при этом
отжиговый сепаратор, состоящий в основном из MgO, содержит не менее 50 мас.% MgO, 0,1-5 мас.% соединения Ca, в пересчёте на Ca, и по меньшей мере одно соединение, выбранное из гидроксида, нитрата, сульфата, оксида, бората и фосфата Ti, Sr, Ba, Na, K, Li, Sb, Cr, Sn, Mn, Fe, Co, Ni, Cu и Al.
5. Способ по любому из пп. 2-4, в котором после нанесения отжигового сепаратора стальной лист подвергают выравнивающей термообработке с выдержкой листа при температуре 800-950°C в течение 5-200 часов и затем окончательному отжигу или стальной лист подвергают окончательному отжигу и затем выравнивающей термообработке.
6. Способ по любому из пп. 2-4, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Al, Mn и P, на лицевой поверхности и/или обратной поверхности стального листа анализируется в режиме онлайн после обезуглероживающего отжига и перед нанесением отжигового сепаратора для оценки разницы в концентрации элемента в лицевой и обратной поверхностях стального листа после обезуглероживающего отжига.
7. Способ по п. 5, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Al, Mn и P, на лицевой поверхности и/или обратной поверхности стального листа анализируется в режиме онлайн после обезуглероживающего отжига и перед нанесением отжигового сепаратора для оценки разницы в концентрации элемента в лицевой и обратной поверхностях стального листа после обезуглероживающего отжига.
8. Способ по любому из пп. 2-4, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Mg, Al, Mn, P, Ca и Ti, на лицевой поверхности и/или обратной поверхности основного керамического покрытия анализируется в режиме онлайн на любой стадии между удалением непрореагировавшего отжигового сепаратора и формированием конечного продукта в виде листа для оценки свойств покрытия конечного продукта в виде листа.
9. Способ по п. 5, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Mg, Al, Mn, P, Ca и Ti, на лицевой поверхности и/или обратной поверхности основного керамического покрытия анализируется в режиме онлайн на любой стадии между удалением непрореагировавшего отжигового сепаратора и формированием конечного продукта в виде листа для оценки свойств покрытия конечного продукта в виде листа.
10. Способ по п. 6, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Mg, Al, Mn, P, Ca и Ti, на лицевой поверхности и/или обратной поверхности основного керамического покрытия анализируется в режиме онлайн на любой стадии между удалением непрореагировавшего отжигового сепаратора и формированием конечного продукта в виде листа для оценки свойств покрытия конечного продукта в виде листа.
11. Способ по п. 7, в котором концентрация одного или нескольких элементов, выбранных из O, Si, Mg, Al, Mn, P, Ca и Ti, на лицевой поверхности и/или обратной поверхности основного керамического покрытия анализируется в режиме онлайн на любой стадии между удалением непрореагировавшего отжигового сепаратора и формированием конечного продукта в виде листа для оценки свойств покрытия конечного продукта в виде листа.
12. Способ по п. 6, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
13. Способ по п. 7, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
14. Способ по п. 8, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
15. Способ по п. 9, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
16. Способ по п. 10, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
17. Способ по п. 11, в котором результаты онлайн-анализа направляют в процесс обезуглероживающего отжига и/или в процесс перед обезуглероживающим отжигом для корректировки условий обезуглероживающего отжига и/или условий процесса перед обезуглероживающим отжигом.
| JP 2018066035 A, 26.04.2018 | |||
| JP 2017133080 A, 03.08.2017 | |||
| JP 2016196669 A, 24.11.2016 | |||
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2571672C1 |
| CA 3046434 A1, 21.06.2018. | |||

