[0001] По настоящей заявке испрашивается приоритет предварительной заявки на патент США с серийным номером 62/703150, поданной 25 июля 2018 г. и озаглавленной «Green Carbon Body Extrusion Press And Method Using Same», полное содержание которой включено в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к экструзионному прессу для формования экструдированных тел, таких как «зеленые» электроды, и, более конкретно, к экструзионному прессу, имеющему узел контейнера для уплотнения, который может вращаться между первой, или вертикальной ориентацией для загрузки и второй, или горизонтальной ориентацией для экструдирования.
[0003] Графитовые электроды являются необходимым расходным материалом в электродуговой печи и способны выдерживать чрезвычайно суровые условия эксплуатации сталеплавильного производства в электропечи. Графитовые электроды обычно изготавливают путем формования цилиндрических тел из «зеленого» углерода. Тела из «зеленого» углерода обычно образуются путем смешивания и пластицирования сырьевых материалов, включая кокс, такого как порошкообразный игольчатый кокс и связующий пек, при высокой температуре. Затем смесь необработанных материалов экструдируют из пресса с образованием экструдированного тела из «зеленого» углерода. Тело из «зеленого» углерода затем графитизируется, с тем чтобы сформировать графитовый электрод.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В одном из вариантов осуществления настоящее раскрытие направлено на систему и способ для улучшенной экструзии. Более конкретно, в одном из вариантов осуществления изобретение представляет собой экструзионный пресс, включающий в себя шток, имеющий корпус штока, сконфигурированный для движения вдоль оси штока, и контейнер для уплотнения, определяющий камеру для уплотнения и имеющий ось контейнера для уплотнения. Контейнер для уплотнения может вращаться между первой ориентацией, в которой ось контейнера для уплотнения не совмещена с осью штока, и второй ориентацией, в которой ось контейнера для уплотнения совмещена с осью штока таким образом, чтобы что корпус штока мог перемещаться в камеру для уплотнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0005] Конструкцию и определенные варианты осуществления можно понять со ссылкой на прилагаемые чертежи, на которых:
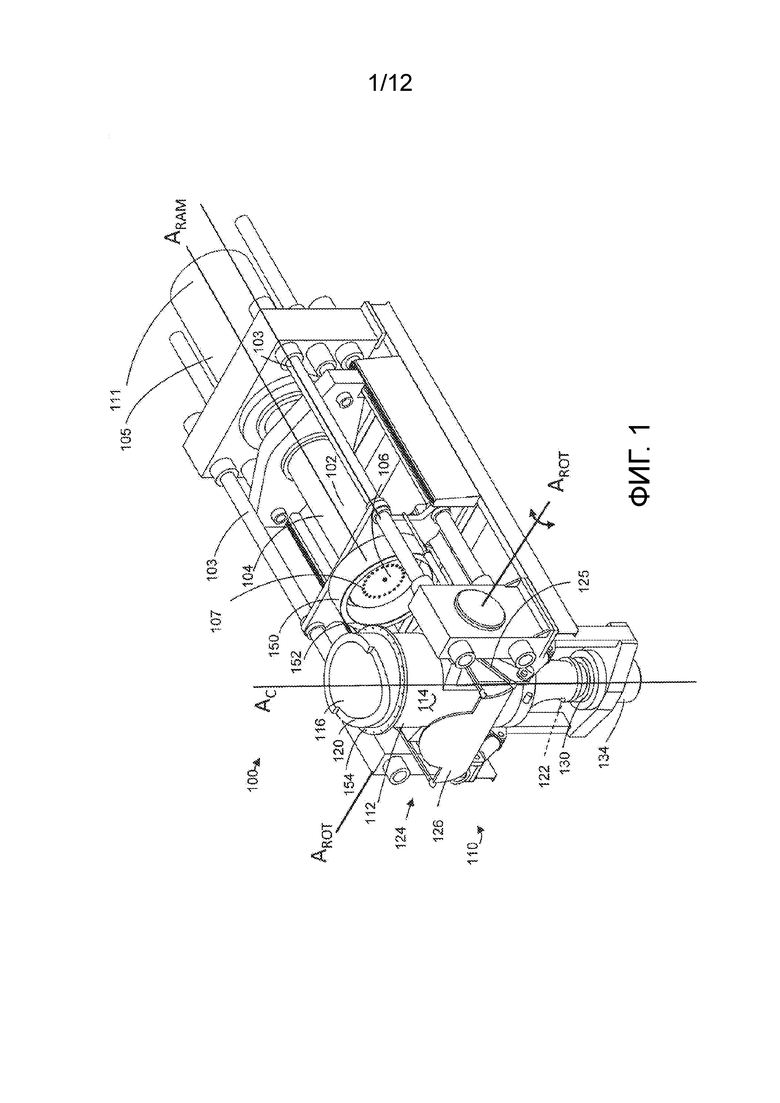
[0006] Фиг. 1 представляет собой вид в перспективе одного из вариантов осуществления экструзионного пресса с узлом контейнера для уплотнения в вертикальной ориентации;
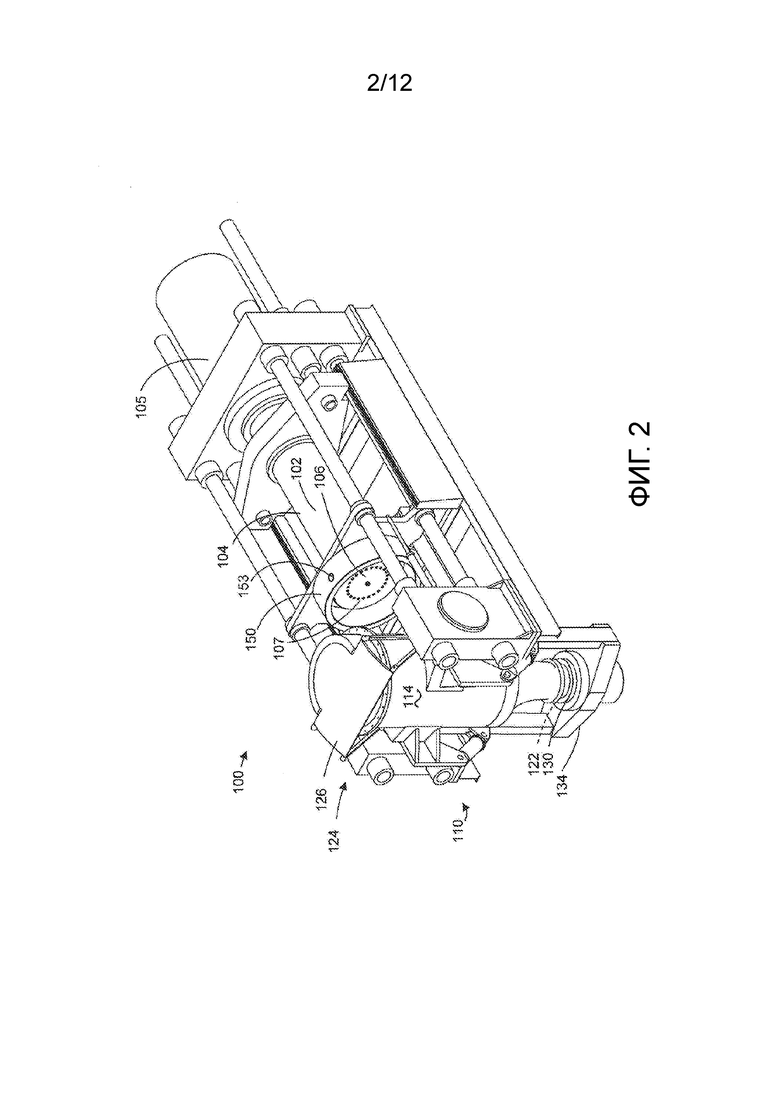
[0007] Фиг. 2 представляет собой вид в перспективе экструзионного пресса, показанного на фиг. 1, с крышкой в закрытом положении.
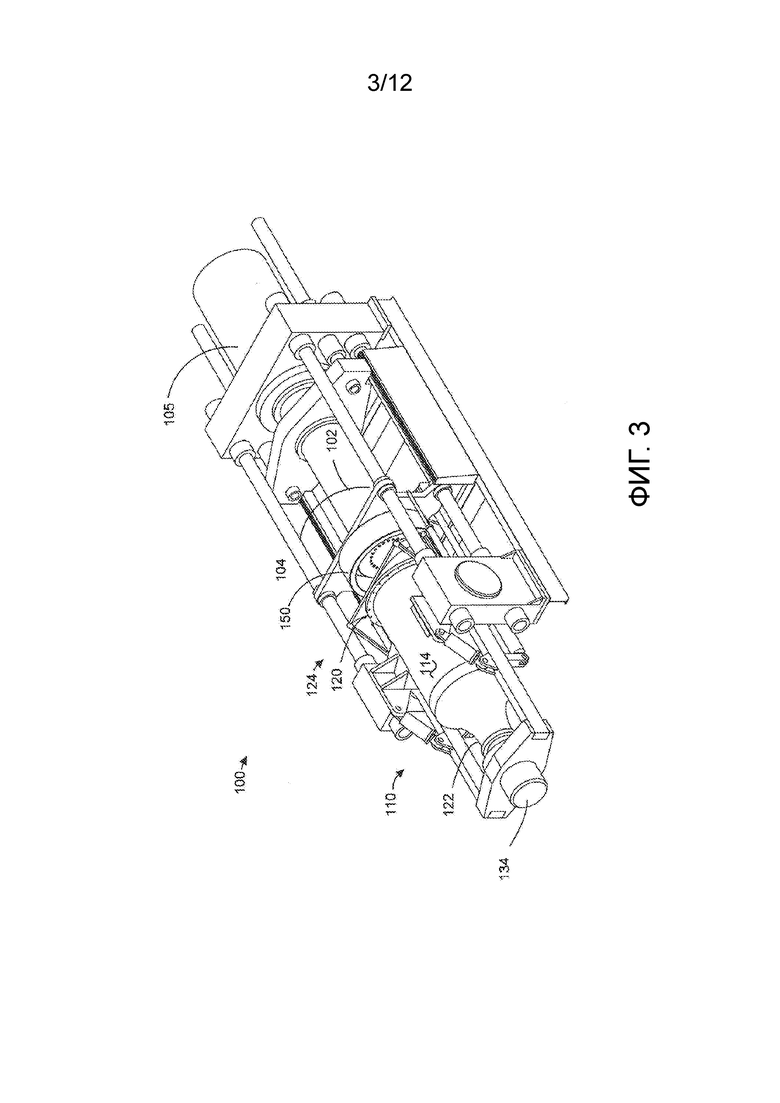
[0008] Фиг. 3 представляет собой вид в перспективе экструзионного пресса с фиг. 1 с контейнером для уплотнения в горизонтальной ориентации;
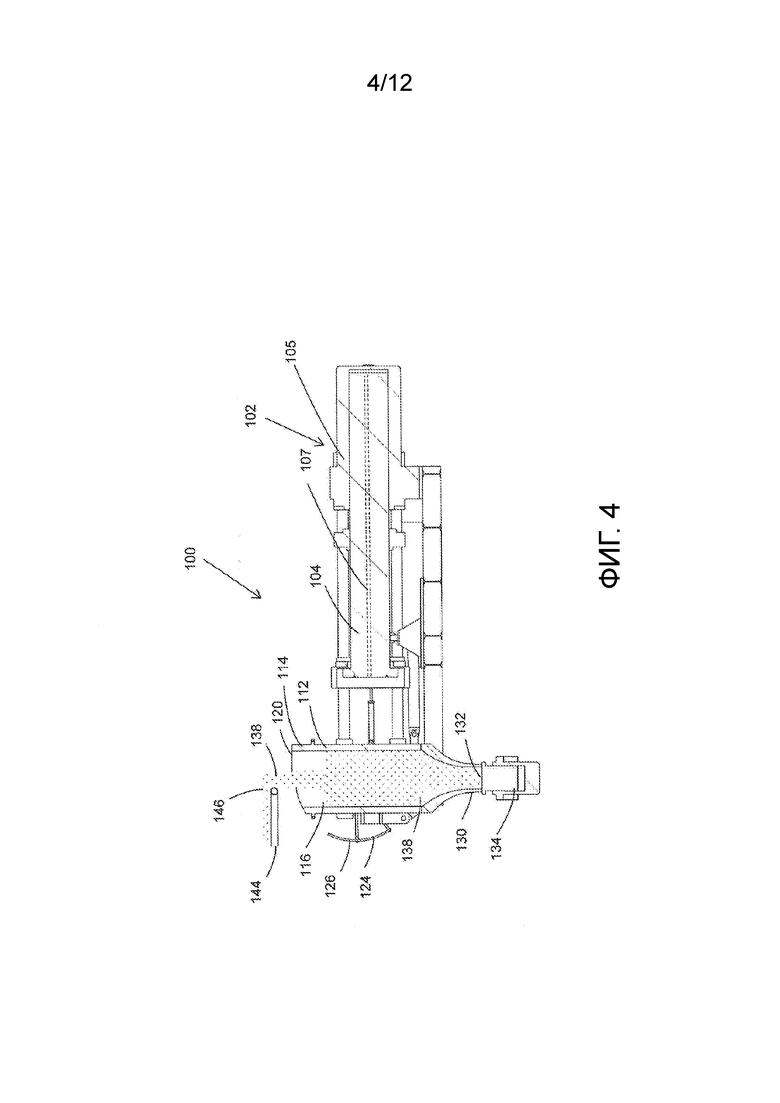
[0009] Фиг. 4 представляет собой вид сбоку в разрезе экструзионного пресса, показанного на фиг. 1, иллюстрирующий загрузку контейнера для уплотнения и с конкретной конфигурацией корпуса штока;
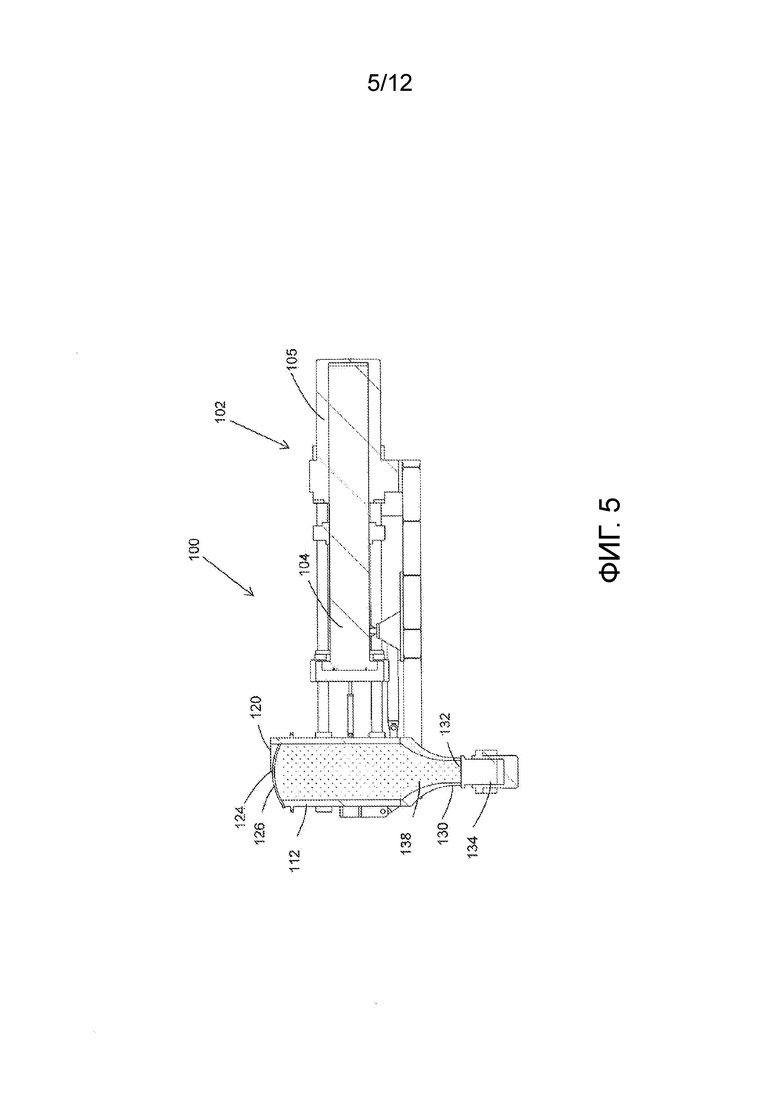
[0010] Фиг. 5 представляет собой вид сбоку в поперечном разрезе экструзионного пресса с фиг. 2;
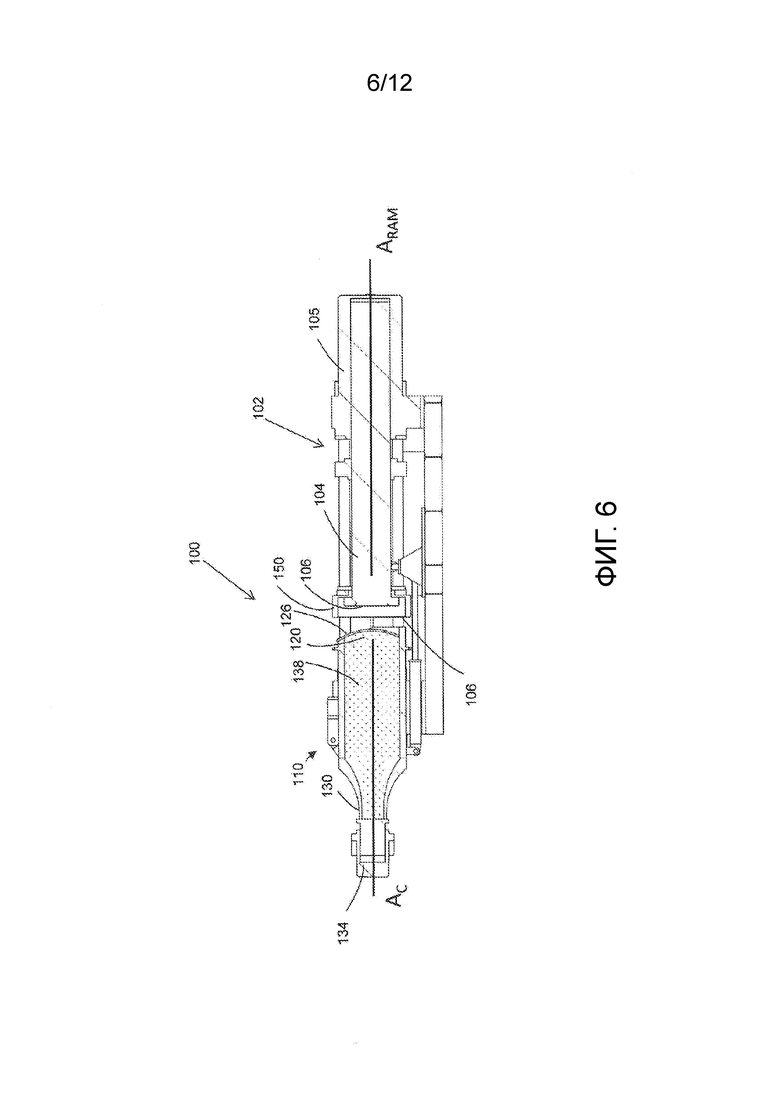
[0011] Фиг. 6 представляет собой вид сбоку в разрезе экструзионного пресса, показанного на фиг. 3;
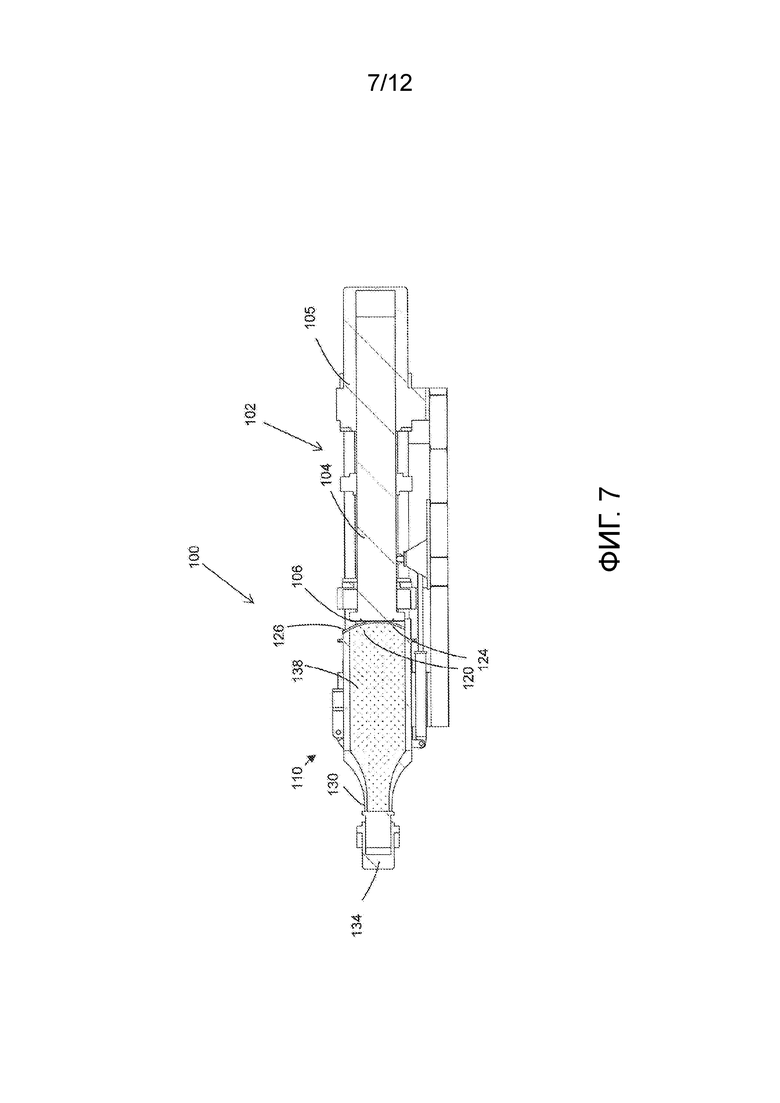
[0012] На фиг. 7 показан экструзионный пресс с фиг. 6, при этом корпус штока продвинут вперед;
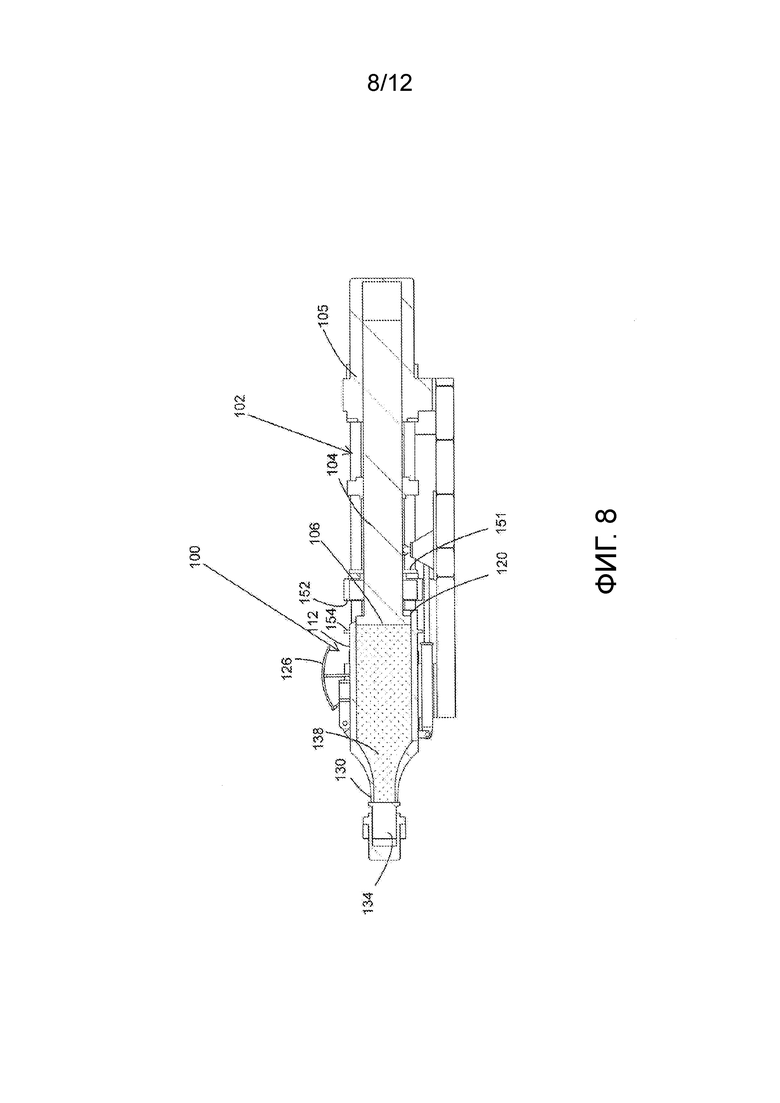
[0013] На фиг. 8 показан экструзионный пресс с фиг. 7, с открытой крышкой и корпусом штока, продвинутым вперед;
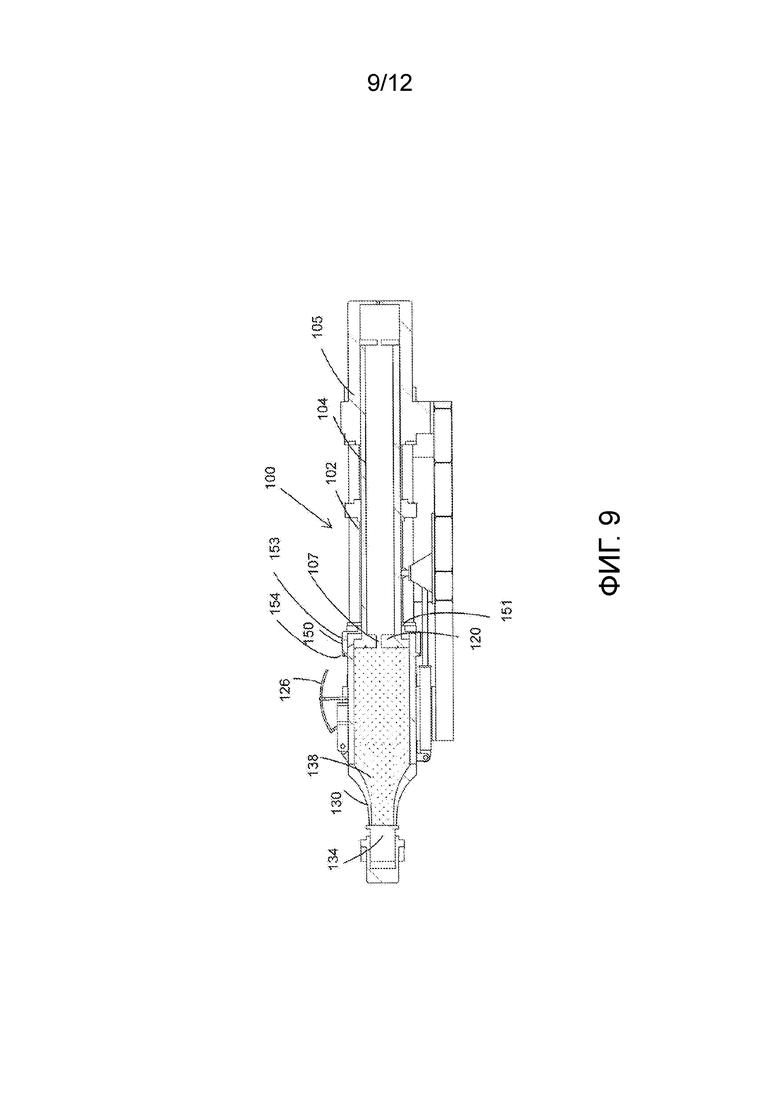
[0014] На фиг. 9 показан экструзионный пресс с фиг. 8, с вакуумным кожухом, продвинутым вперед, и с определенной конфигурацией корпуса штока;
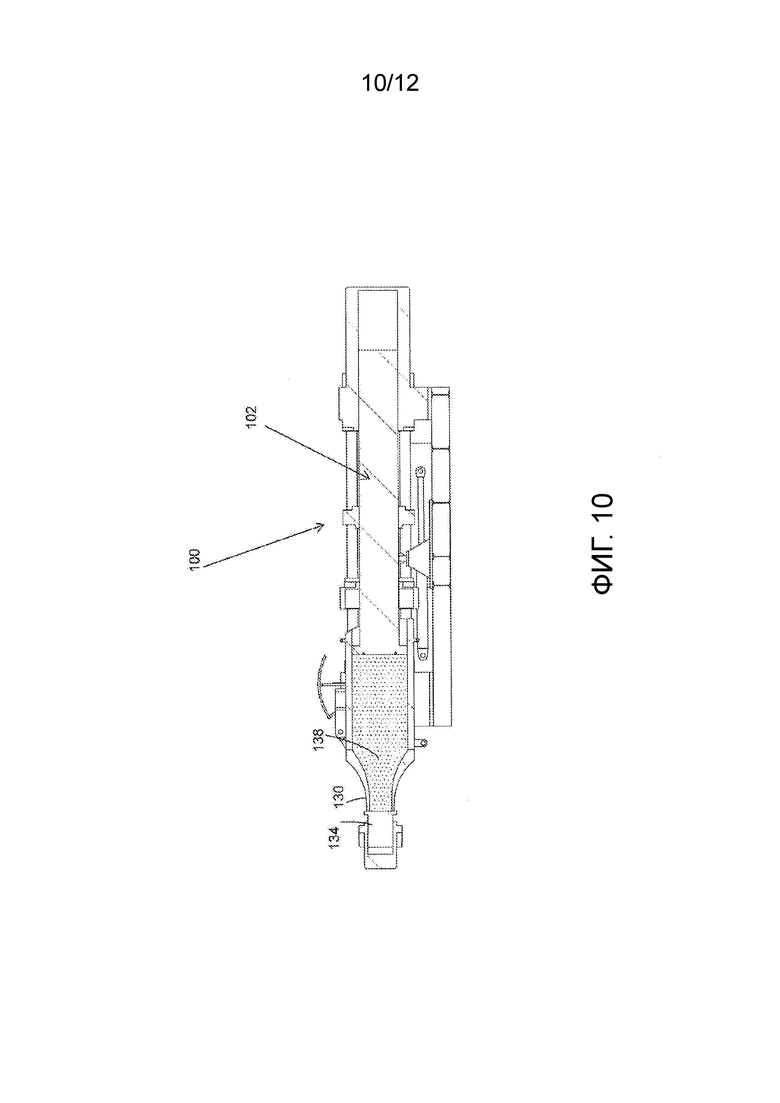
[0015] На фиг. 10 показан экструзионный пресс с фиг. 9 со втянутым вакуумным кожухом и корпусом штока, продвинутым вперед;
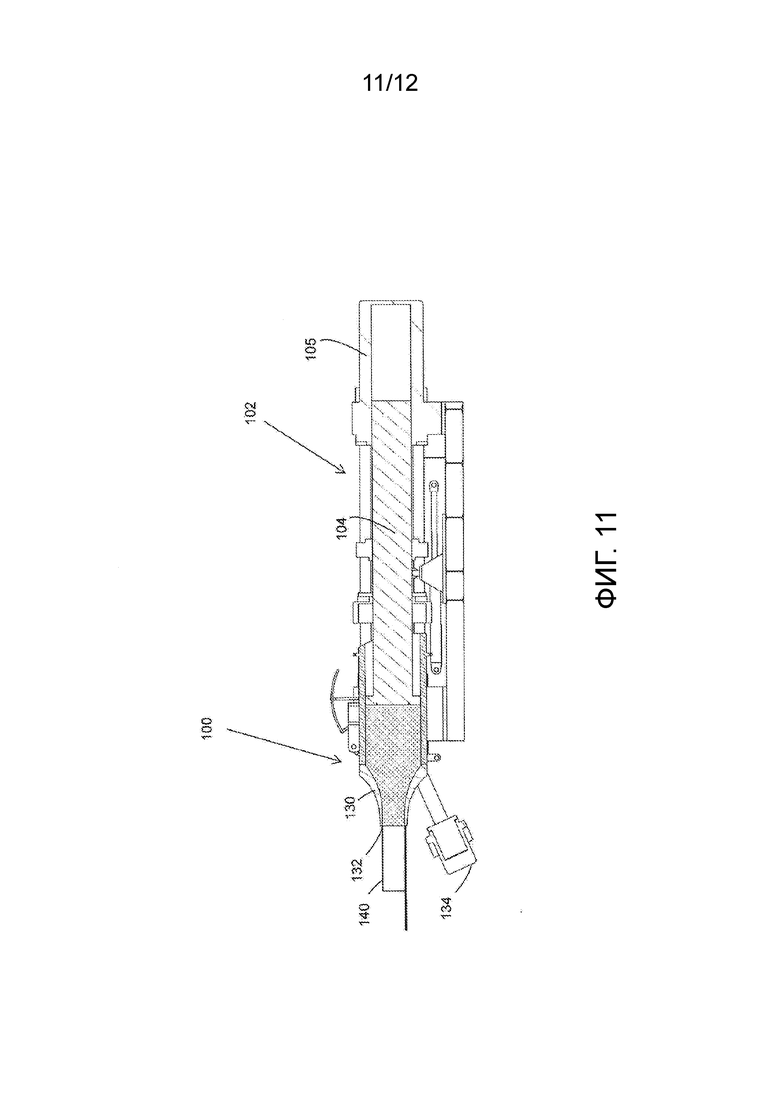
[0016] На фиг. 11 показан экструзионный пресс с фиг. 10 с корпусом штока, продвинутым вперед, и экструдирующим тело; и
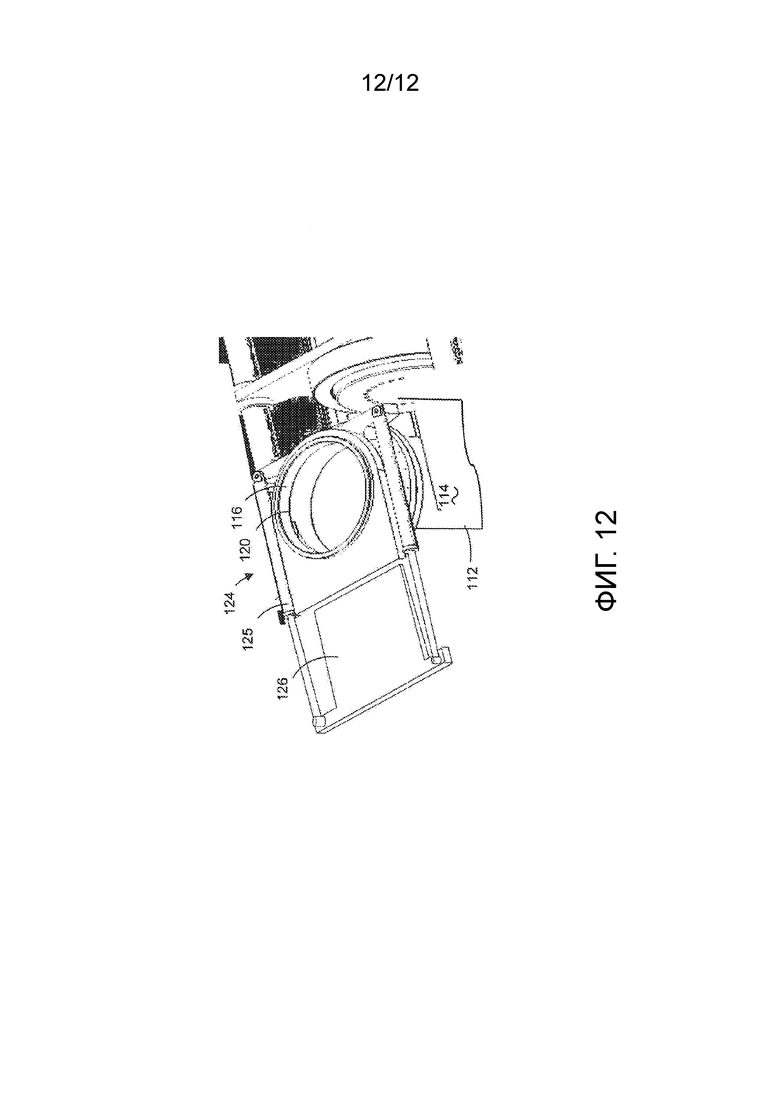
[0017] Фиг. 12 представляет собой вид в перспективе верхней части контейнера для уплотнения, иллюстрирующий альтернативный вариант осуществления клапана узла контейнера.
ПОДРОБНОЕ ОПИСАНИЕ
[0018] Обратимся теперь к фиг. 1-3; экструзионный пресс в целом обозначен цифровым обозначением 100. Экструзионный пресс включает в себя гидравлический шток или экструзионный шток 102, который включает в себя полый кожух 105 штока, вмещающий в себя корпус 104 штока. Шток 102 в проиллюстрированном варианте осуществления поддерживается по существу в горизонтальной ориентации (относительно гравитационной системы отсчета), так что корпус 104 штока сконфигурирован для осевого перемещения в горизонтальном направлении. В проиллюстрированном варианте осуществления кожух 105 штока имеет кольцевую форму, определяющую цилиндрическую внутреннюю полость, и корпус 104 штока имеет, по существу, цилиндрическую форму (например, с круглым поперечным сечением), так что корпус 104 штока плотно входит в кожух 105 штока. Однако корпус 104 штока и кожух 105 штока вместо этого могут иметь другие формы, в том числе, отличные от круглых в поперечном сечении форм.
[0019] Корпус 104 штока может перемещаться вперед и/или назад в горизонтальном направлении с использованием, например, гидравлики под давлением (схематично показанной цифровым обозначением 111), функционально соединенной с кожухом 105 штока, так что корпус 104 штока может выдавливать материал, как описано более подробно ниже. Экструзионный пресс 100 может включать в себя вспомогательные цилиндры 103, соединенные со штоком 102 и/или корпусом 104 штока для перемещения корпуса 104 штока в осевом направлении, например, с помощью электроэнергии или через отдельный гидравлический контур, когда гидравлическое давление не прилагается к штоку 102 через кожух 105 штока.
[0020] Шток 102/корпус 104 штока/кожух 105 штока имеет продольную ось ARAM, расположенную в горизонтальной ориентации. Корпус 104 штока включает в себя поверхность штока, или торцевую поверхность 106, расположенную на его первом конце и выровненную в радиальной плоскости. Корпус 104 штока может включать в себя ряд форсунок или отверстий 107, проходящих через корпус 104 штока и заканчивающихся на поверхности 106 штока, как показано на фиг. 1. В одном случае форсунки 107 могут приводиться в действие давлением - например, оставаться закрытыми, кроме случаев, когда подвергаются воздействию достаточного давления. На фиг. 4 показана одна из форсунок 107, проходящих через корпус 104 штока, хотя форсунки 107 могут иметь любую из множества конфигураций и траекторий. В качестве альтернативного варианта осуществления фиг. 9 иллюстрирует корпус 104 штока как полый и имеющий внутреннюю полость, которая сообщается по текучей среде с форсункой 107. Форсунки 107 могут иметь различные другие формы и конфигурации помимо показанных. Верхний конец форсунки 107 может быть подсоединен к источнику текучей среды (не показан), например, к источнику сжатого воздуха, и может функционировать в соответствии с более подробно описанным ниже. Кроме того, при желании можно создать вакуум через форсунки 107, как описано ниже.
[0021] Пресс 100 включает в себя узел 110 контейнера для уплотнения, который включает в себя контейнер 112 для уплотнения, имеющий стенку 114 (например, цилиндрическую стенку 114), определяющую внутри себя камеру 116 для уплотнения. Узел 110 контейнера для уплотнения/контейнер для уплотнения 112 простирается и ориентирован вдоль продольной оси Aс контейнера и имеет первое отверстие, или первый открытый конец, 120 и второе отверстие, или второй открытый конец, 122, расположенные напротив первого открытого конца 120. Узел 110 контейнера для уплотнения/контейнер 112 для уплотнения установлен с возможностью вращения на оставшейся части пресса 100 и/или штока 102 таким образом, что узел 110 контейнера для уплотнения/контейнера 112 для уплотнения может вращаться вокруг горизонтальной оси вращения AROT, как более подробно описано ниже.
[0022] Узел 110 контейнера для уплотнения также включает в себя клапанный узел 124 на первом открытом конце 120 или смежно с ним. Клапанный узел 124 имеет привод 125, функционально соединенный с крышкой 126 для перемещения крышки 126 между закрытым положением, в котором крышка 126 входит в зацепление и герметично закрывает первый открытый конец 120, как показано на фиг. 2 и 5, и открытым положением, как показано на фиг. 1 и 4, в котором крышка 126 не входит в зацепление и не закрывает первый открытый конец 120, так что первый открытый конец 120 не закрыт. В варианте осуществления на фиг. 1-11 показан клапанный узел 124 как включающий или принимающий форму вращающегося клапана (также известного как поворотный клапан), в котором крышка 126 вращается вокруг оси между открытым и закрытым положениями. Однако клапанный узел 124 может включать или принимать форму клапанных узлов различных других типов, включая, но не ограничиваясь этим, запорный клапан или шлюзовой клапан, как показано на фиг. 12, где крышка 126 является, по существу, плоской и планарной и скользит по плоскости при открытии и закрытии. Клапанный узел 124, включающий в себя привод 125 и крышку 126, вращается вместе с узлом 110 контейнера для уплотнения/контейнером 112 для уплотнения, когда они вращаются вокруг оси вращения AROT.
[0023] Узел 110 контейнера для уплотнения может также включать в себя матрицу 130, расположенную на втором открытом конце 122 узла 110 контейнера для уплотнения. Матрица 130 имеет отверстие 132 матрицы, через которое материал 138/экструдированное изделие 140 проталкивается во время процесса экструзии, как показано на фиг. 11 и более подробно описано ниже. Узел 110 контейнера для уплотнения может включать в себя крышку 134 матрицы, расположенную на втором открытом конце 122 рядом с матрицей 130. Крышка 134 матрицы может перемещаться между закрытым положением и открытым положением. Крышка 134 матрицы герметично входит в контакт или закрывает отверстие 132 матрицы в закрытом положении, как показано на фиг. 1-10. Когда крышка 134 матрицы находится в открытом положении, как показано на фиг. 11, крышка 134 матрицы находится на расстоянии от отверстия 132 матрицы и не закрывает его, чтобы позволить материалу экструдироваться из матрицы 130, как описано более подробно ниже. Матрица 130 и крышка 134 матрицы вращаются вместе с узлом 110 контейнера для уплотнения/контейнером 112 для уплотнения, когда они вращаются вокруг оси вращения AROT, как более подробно описано ниже.
[0024] Пресс 100 также включает в себя, по существу, кольцевой вакуумный кожух 150, расположенный концентрически вокруг и соосно с корпусом 104 штока. Вакуумный кожух 150 имеет кольцевую переднюю поверхность 152, которая приспособлена для герметичного зацепления с фланцем или сопрягаемой поверхностью 154 (фиг. 1, 8 и 9), расположенной на первом открытом конце 120 контейнера 112 или смежно с ним. Фланец или сопрягаемая поверхность 154 расположена на внешней поверхности контейнера 112 и немного отстоит вниз от первого открытого конца 120 в проиллюстрированном варианте осуществления. Вакуумный кожух 150/поверхность 152 может перемещаться вдоль оси ARAM штока между втянутым положением, в котором вакуумный кожух 150/поверхность 152 отделен от сопрягаемой поверхности 154 и не зацепляет ее, и положением уплотнения или зацепления, в котором вакуумный кожух 150/поверхность 152 герметично зацепляются с сопрягаемой поверхностью 154 для создания вакуума в контейнере 112, как будет более подробно описано ниже.
[0025] Как отмечено выше, узел 110 контейнера для уплотнения и контейнер 112 могут вращаться вокруг оси вращения AROT, между первой или вертикальной ориентацией, при этом ось Ac контейнера ориентирована по существу или строго вертикально, а первый открытый конец 120 расположен над вторым открытым концом 122, как показано на фиг. 1, 2, 4 и 5, и во второй или горизонтальной ориентации, при которой ось Ac контейнера ориентирована по существу или строго горизонтально, а первый открытый конец 120 по существу совмещен со вторым открытым концом 122, как показано на фиг. 3 и 6-11. Когда узел 110 контейнера для уплотнения сначала перемещается в горизонтальную ориентацию, первый открытый конец 120 располагается рядом с поверхностью 106 штока и обращен к ней, а ось Ac контейнера совмещена с продольной осью ARAM корпуса 104 штока, величина поворота узла 110 контейнера/контейнера 112 составляет около 90 градусов в показанном варианте, но составляет, по меньшей мере, около 45 градусов в одном случае или может изменяться при необходимости. Ось вращения AROT может в одном случае быть ориентирована перпендикулярно оси AR штока, как показано на фиг. 1, но оси вращения могут располагаться под разными углами, если это необходимо.
[0026] Обратимся теперь к фиг. 4-11; теперь будет описан один из способов функционирования пресса 100. Узел 110 контейнера начинает в первой или вертикальной ориентации, или поворачивается в нее, как показано на фиг. 4, и размещается таким образом, что крышка 126 находится в открытом положении, а крышка 134 матрицы закрыта. Узел 110 контейнера закреплен, сомкнут или заблокирован в этой первой ориентации. В этой ориентации первый открытый конец 120 расположен над вторым открытым концом 122, так что необработанный материал 138, подлежащий экструзии, такой как необработанный материал «зеленого» углерода 138, может быть легко загружен в контейнер 112. Необработанный материал 138 может быть загружен в контейнер 112 любым подходящим известным способом, таким как, например, конвейер 144, показанный на фиг. 4, имеющий конец 146, расположенный над первым открытым концом 120, так что необработанный материал 138 естественным образом подается в контейнер 112 и удерживается в нем посредством силы тяжести. В одном случае необработанный материал 138 представляет собой необработанный материал 138 из «зеленого» углерода, используемый для формирования экструдированного материала из «зеленого» углерода, и содержит кокс, такой как, например, игольчатый кокс, прокаленный нефтяной кокс, прокаленный антрацит, и связующее вещество, такое как, например, пек, каменноугольный пек или нефтяной пек. Необработанный материал 138 из «зеленого» углерода смешивают и пластицируют при высокой температуре, а затем загружают в первый открытый конец 120 контейнера 112.
[0027] После того, как желаемое количество материала 138 было загружено в контейнер 112, клапанный узел 124 закрывается, тем самым перемещая крышку 126 в закрытое положение для герметичного закрытия первого открытого конца 120, как показано на фиг. 5. Узел контейнера 110/контейнер 112 затем освобождается, размыкается или разблокируется и поворачивается (на 90є в одном случае) вокруг оси AROT до тех пор, пока узел контейнера 110/контейнер 112 не окажется во второй или горизонтальной ориентации, в которой ось контейнера Ac выровнена с осью ARAM корпуса 104 штока, как показано на фиг. 6. Когда узел 110 контейнера находится в горизонтальной ориентации, первый открытый конец 120 и/или крышка 126 обращены и примыкают или непосредственно примыкают к поверхности 106 штока. Вакуумный кожух 150 и корпус 104 штока достаточно втянуты на этой стадии, чтобы позволить узлу 110 контейнера для уплотнения свободно поворачиваться в его горизонтальную ориентацию. Как описано выше, клапанный узел 124/крышка 126 и крышка 134 матрицы вращаются вместе с контейнером 112. Узел контейнера 110/контейнер 112 затем закрепляется, смыкается или блокируется в горизонтальной ориентации, чтобы предотвратить перемещение узла 110 контейнера/контейнера 112 на последующих этапах, например, во время экструзии.
[0028] Обратимся теперь к фиг. 7; корпус 104 штока перемещается вперед из его втянутого положения во внешнее положение, в котором поверхность 106 штока расположена вблизи, рядом, смежно или непосредственно примыкает к крышке 126. Затем клапанный узел 124 открывают, перемещая крышку 126 от первого открытого конца 120 в открытое положение. В этом положении поверхность 106 штока удерживает материал 138 внутри контейнера 112, предотвращая высыпание большей части материала 138 из первого открытого конца 120 контейнера 112. Максимальный размер зазора между лицевой стороной 106 штока и первым открытым концом 120/контейнером 112 на этой стадии может быть относительно небольшим, чтобы уменьшить или свести к минимуму просыпание, например, менее около 7,5 см в одном случае, менее около 5 см в одном случае или менее около 2 см в другом случае.
[0029] Обратимся теперь к фиг. 8; корпус 104 штока/поверхность 106 штока затем продвигается из положения, по меньшей мере частично внешнего по отношению к контейнеру 112, но находящегося рядом с ним, в первое внутреннее положение, в котором корпус 104/поверхность штока 106 полностью входит в контейнер 112 через первый открытый конец 120 и частично располагается в кожухе 105 без уплотнения или без значительного уплотнения необработанного материала 138. Например, на этом этапе корпус 104 штока может выдвигаться менее чем на 10% или, в другом случае, менее чем на 5%, или, еще в одном случае, менее чем на 1% от осевой длины контейнера 112.
[0030] Вакуумный кожух 150 затем перемещается к контейнеру 112 до тех пор, пока кожух 150/поверхность 152 кожуха не окажется в положении герметизации, в котором кожух 150/поверхность 152 кожуха герметично войдут в контакт с сопрягаемой поверхностью или фланцем 154 контейнера 112, как показано на фиг. 9. Кожух 150 включает в себя внутренний герметизирующий элемент 151, который плотно, с возможностью скольжения и герметично принимает в себя корпус 104 штока. Таким образом, кожух 150 обычно закрывает и герметизирует контейнер 112 и камеру 116 для уплотнения, так что в контейнер 112 и камеру 116 для уплотнения можно втянуть вакуум. Затем выполняется цикл вакуумирования путем создания вакуума внутри вакуумного кожуха 150 и удаления воздуха из контейнера 112/камеры 116 для уплотнения. В одном из вариантов осуществления вакуумный кожух 150 имеет одно или множество проходящих в радиальном направлении отверстий 153 (фиг. 3 и 9), к которым может быть присоединен источник вакуума для вытягивания вакуума. Однако вакуум может быть создан различными другими способами, такими как, возможно, в одном случае, применение вакуума через форсунки 107. Вакуум может помочь облегчить процесс уплотнения, как описано на следующем этапе.
[0031] Когда достигается желаемый уровень вакуума (в одном случае, менее около 10 кПа или, в другом случае, менее около 2 кПа), выполняется цикл уплотнения, в котором необработанный материал 138 уплотняется без экструзии материала 138 через матрицу 130. Во время цикла уплотнения шток 102 перемещается из первого внутреннего положения по направлению к контейнеру 112/ необработанному материалу 138 и внутрь для уплотнения материала 138 в контейнере 112, в то время как крышка 134 матрицы остается закрытой, как показано на фиг. 10. Например, на этом этапе корпус 104 штока может выступать менее чем на 25%, или, в другом случае, менее чем на 10%, или, еще в одном случае, менее чем на 5% от осевой длины контейнера 112, и может выступать по меньшей мере на около 1% или, в другом случае, по меньшей мере, на около 5% от осевой длины контейнера 112. Процесс уплотнения помогает устранить пустоты в экструдированном материале и обеспечить более однородный экструдированный продукт. По завершении уплотнения вакуумный кожух 150 втягивается, посредством чего поверхность 152 кожуха перемещается от сопрягаемой поверхности 154 контейнера и нарушается вакуум.
[0032] Крышка 134 матрицы затем перемещается в открытое положение, чтобы открыть отверстие 132 матрицы, и экструзия начинается с перемещения корпуса 104 штока дальше в контейнер 112, как показано на фиг. 11. Корпус 104 штока выдвигается внутрь корпуса контейнера 112, и необработанный материал 138 экструдируют через отверстие 132 матрицы с образованием экструдированного изделия 140, такого как экструдированное изделие 140 из «зеленого» углерода. Процесс экструзии можно проводить при различных температурах и давлениях, и, в одном случае от около 90 градусов Цельсия до около 130 градусов Цельсия, и, в одном случае, при давлении, по меньшей мере, около 20 бар в одном случае, или, по меньшей мере, около 50 бар в другом случае, или, по меньшей мере, около 150 бар в еще одном случае. Экструдированное изделие 140 можно отрезать или иным образом отделить от пресса 100 и дополнительно обработать, например, посредством графитизирования, чтобы сформировать графитовый электрод для использования в электродуговой печи.
[0033] По завершении этапа экструзии корпус 104 штока отводится от отверстия 132 матрицы. Воздух или другая жидкость может распыляться на материал 138 внутри контейнера 112 через форсунки 107 на лицевой поверхности 106 штока до или после втягивания корпуса 104 штока из контейнера 112. Распыляемый воздух действует как разделитель и предотвращает прилипание необработанного материала 138 к поверхности 106 штока, что известно как эффект прилипания. Источник сжатого воздуха может быть соединен по текучей среде с входным концом форсунок 107 для подачи распыляемого воздуха. Крышка 134 матрицы также может перемещаться в свое закрытое положение, когда шток 102 отводится от контейнера 112. Корпус 104 штока затем втягивается из контейнера 112 до тех пор, пока он полностью не выйдет из узла 110 контейнера/контейнера 112. Узел контейнера 110/контейнер 112 затем поворачивается вокруг оси вращения AROT обратно в первую или вертикальную ориентацию, в которой он готов к повторной загрузке необработанного материала 138, как показано на фиг. 4.
[0034] Следует отметить, что, хотя на фигурах и в описании показано, что узел 110 контейнера/контейнер 112 вращается между вертикальной ориентацией, когда он загружен, и горизонтальной ориентацией, где происходит экструзия, узел 110 контейнера может вращаться под разными углами и в разных положениях. Кроме того, процесс загрузки может выполняться в различных ориентациях помимо вертикальной, и процесс экструзии может выполняться в различных ориентациях помимо горизонтальных. Возможность вращения узла 110 контейнера обеспечивает свободу в отделении ориентации загрузки от ориентации экструзии. В конкретном проиллюстрированном варианте осуществления возможность загрузки в вертикальном направлении и последующего перемещения в горизонтальном направлении позволяет корпусу 104 штока выполнять как уплотнение, так и экструзию, в одном случае, в горизонтальной конфигурации. Это исключает необходимость применения отдельного компонента, устройства или механизма для обеспечения уплотнения необработанного материала 138, что позволяет ускорить обработку и исключить дополнительное оборудование и этапы. Таким образом, такой отдельный компонент, устройство или механизм уплотнения может отсутствовать в прессе 100 или быть исключенным из пресса 100.
[0035] Вышеприведенное описание предназначено для того, чтобы специалист в данной области техники мог применять изобретение на практике. Оно не предназначено для подробного описания всех возможных вариаций и модификаций, которые станут очевидны квалифицированному специалисту после прочтения описания. Однако предполагается, что все такие модификации и вариации должны быть включены в объем изобретения, который определяется приведенной формулой изобретения. Формула изобретения предназначена для охвата указанных элементов и этапов в любом порядке или последовательности, которые являются эффективными для достижения целей, предусмотренных для изобретения, если контекст явно не указывает иное.
Изобретение относится к формованию изделий экструдированием. Экструзионный пресс содержит шток и контейнер для уплотнения. Шток имеет корпус, выполненный с возможностью движения вдоль оси штока. Контейнер образует камеру для уплотнения и выполнен с возможностью вращения между первой ориентацией, в которой ось контейнера не совмещена с осью штока, и второй ориентацией, в которой ось контейнера совмещена с осью штока. В этом случае обеспечивается возможность перемещения штока в камеру для уплотнения. Предусмотрена крышка, которая соединена с контейнером и имеет возможность перемещения в закрытое положение для удержания материала в контейнере. В результате обеспечивается повышение качества полученных изделий. 6 н. и 16 з.п. ф-лы, 12 ил.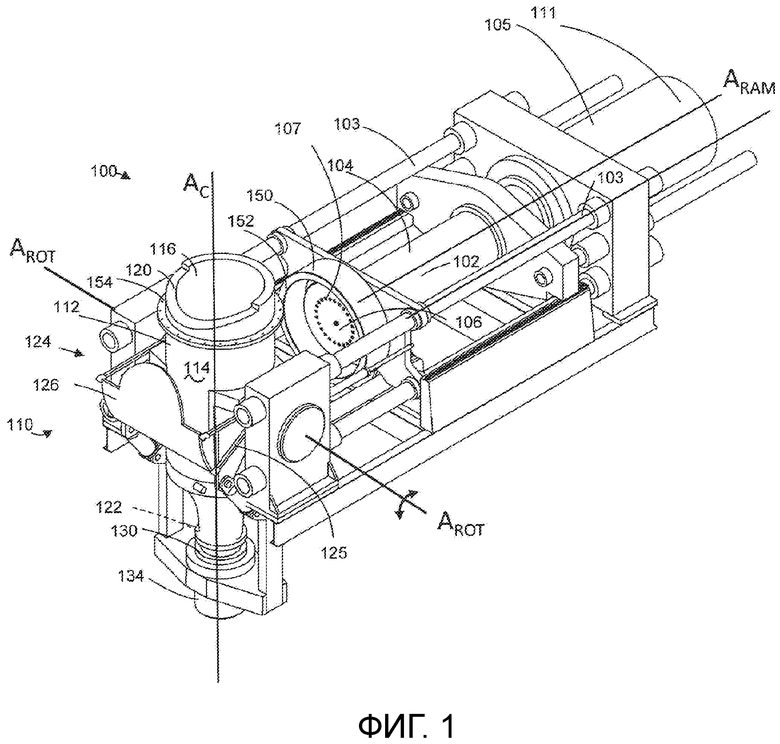
1. Экструзионный пресс, включающий в себя:
шток, имеющий корпус штока, сконфигурированный с возможностью движения вдоль оси штока; и
контейнер для уплотнения, определяющий камеру для уплотнения и имеющий ось контейнера для уплотнения, при этом контейнер для уплотнения имеет первый открытый конец и второй открытый конец, размещенный напротив первого открытого конца, при этом контейнер для уплотнения может вращаться между первой ориентацией, в которой ось контейнера для уплотнения не совмещена с осью штока, и второй ориентацией, в которой ось контейнера для уплотнения совмещена с осью штока таким образом, чтобы корпус штока мог перемещаться в камеру для уплотнения, при этом когда контейнер для уплотнения находится в первой ориентации, первый открытый конец размещается выше второго открытого конца, и
крышку, соединенную с контейнером для уплотнения и способную перемещаться в закрытое положение, по меньшей мере когда контейнер для уплотнения не находится во второй ориентации, при этом крышка сконфигурирована таким образом, что когда крышка находится в закрытом положении, крышка закрывает первый открытый конец для удержания материала в контейнере для уплотнения.
2. Пресс по п. 1, в котором ось контейнера для уплотнения ориентирована вертикально, когда контейнер для уплотнения находится в первой ориентации, при этом ось контейнера для уплотнения ориентирована горизонтально, когда контейнер для уплотнения находится во второй ориентации, и при этом шток не может перемещаться в камеру для уплотнения, когда контейнер для уплотнения находится в первой ориентации.
3. Пресс по п. 1, в котором контейнер для уплотнения сконфигурирован таким образом, что когда контейнер для уплотнения находится во второй ориентации, первый открытый конец и второй открытый конец выровнены по горизонтали, и при этом, когда контейнер для уплотнения находится во второй ориентации, первый открытый конец расположен смежно с корпусом штока.
4. Пресс по п. 1, в котором крышка может перемещаться в открытое положение, в котором крышка не закрывает первый открытый конец, чтобы можно было переместить корпус штока в контейнер для уплотнения, когда контейнер для уплотнения находится во второй ориентации, и при этом крышка сконфигурирована для удержания материала в контейнере для уплотнения, когда контейнер для уплотнения перемещается из первой ориентации во вторую ориентацию.
5. Пресс по п. 3, дополнительно содержащий матрицу, расположенную на втором открытом конце и имеющую отверстие матрицы, сконфигурированное для приема материала, подлежащего экструзии через него.
6. Пресс по п. 5, дополнительно содержащий крышку матрицы, соединенную с контейнером для уплотнения и перемещаемую между закрытым положением, в котором крышка матрицы закрывает отверстие матрицы, и открытым положением, в котором крышка матрицы не закрывает отверстие матрицы, в целях обеспечения возможности экструзии через нее.
7. Пресс по п. 1, в котором контейнер для уплотнения выполнен с возможностью вращения вокруг оси, ориентированной перпендикулярно оси штока.
8. Пресс по п. 1, в котором шток сконфигурирован как для уплотнения, так и для экструзии материала, размещенного в контейнере для уплотнения.
9. Пресс по п. 1, дополнительно содержащий вакуумный кожух, расположенный соосно с корпусом штока и перемещаемый между положением герметизации, в котором вакуумный кожух герметично входит в зацепление с контейнером для уплотнения, и втянутым положением, в котором вакуумный кожух не зацепляет герметично контейнер для уплотнения.
10. Пресс по п. 9, в котором контейнер для уплотнения содержит фланец вокруг своей внешней поверхности и в котором вакуумный кожух содержит кольцевую поверхность, сконфигурированную для герметичного зацепления фланца с образованием герметичного соединения, и при этом вакуумный кожух содержит отверстие, проходящее через него, которое может быть функционально подсоединено к источнику вакуума.
11. Пресс по п. 1, в котором корпус штока содержит на своей торцевой поверхности по меньшей мере одно отверстие, которое может быть подсоединено к источнику текучей среды для распыления текучей среды в контейнере, когда корпус штока расположен в нем, чтобы способствовать выпуску материала с торцевой поверхности.
12. Способ экструдирования, включающий в себя:
осуществление доступа к экструзионному прессу, включающему в себя контейнер для уплотнения, определяющий камеру для уплотнения и имеющий ось контейнера для уплотнения, при этом экструзионный пресс дополнительно включает в себя шток, имеющий корпус штока, сконфигурированный для движения вдоль оси штока;
загрузку материала в камеру для уплотнения через его первый открытый конец, когда контейнер для уплотнения находится в первой ориентации, в которой ось контейнера для уплотнения не совмещена с осью штока;
закрытие первого открытого конца;
пока первый открытый конец остается закрытым, поворот контейнера для уплотнения во вторую ориентацию, в которой ось контейнера для уплотнения выровнена с осью штока, так что корпус штока может перемещаться в камеру для уплотнения; и
перемещение корпуса штока в камеру для уплотнения, чтобы экструдировать материал из контейнера для уплотнения.
13. Способ по п. 12, в котором контейнер для уплотнения имеет второй открытый конец, расположенный напротив первого открытого конца, при этом, когда контейнер для уплотнения находится в первой ориентации, первый открытый конец расположен над вторым открытым концом, при этом, когда контейнер для уплотнения находится во второй ориентации, первый открытый конец и второй открытый конец выровнены по горизонтали, и при этом, когда контейнер для уплотнения находится во второй ориентации, первый открытый конец расположен смежно с корпусом штока.
14. Способ по п. 13, в котором второй открытый конец закрывается во время этапа загрузки, и при этом способ дополнительно включает в себя после этапа вращения открытие первого открытого конца и второго открытого конца и перемещение корпуса штока в камеру для уплотнения, чтобы тем самым экструдировать материал из контейнера для уплотнения.
15. Способ по п. 14, который дополнительно включает в себя после этапа вращения, но до открытия первого открытого конца, перемещение корпуса штока в положение, непосредственно примыкающее к первому открытому концу.
16. Способ по п. 12, дополнительно включающий в себя после этапа вращения этап частичного перемещения корпуса штока в камеру для уплотнения с целью уплотнения материала без экструдирования материала.
17. Способ по п. 16, в котором к камере для уплотнения прилагают вакуум, когда корпус штока уплотняет материал.
18. Способ экструдирования, включающий в себя:
осуществление доступа к экструзионному прессу, включающему в себя контейнер для уплотнения, определяющий камеру для уплотнения, при этом экструзионный пресс дополнительно включает в себя шток, имеющий корпус штока, сконфигурированный для движения вдоль оси штока;
загрузку материала в камеру для уплотнения;
по меньшей мере, частичное перемещение корпуса штока в камеру для уплотнения для сжатия материала, расположенного в ней, без экструзии материала; и
дальнейшее перемещение корпуса штока в контейнер для уплотнения, чтобы тем самым экструдировать материал из контейнера для уплотнения, причем контейнер для уплотнения имеет первый открытый конец и второй открытый конец на противоположном конце контейнера относительно первого открытого конца, при этом корпус штока располагается на первом открытом конце на обоих этапах перемещения, при этом второй открытый конец закрывается во время первого этапа перемещения, и второй открытый конец не закрывается во время второго этапа перемещения.
19. Способ экструдирования, включающий в себя:
осуществление доступа к экструзионному прессу, включающему в себя контейнер для уплотнения, определяющий камеру для уплотнения, при этом экструзионный пресс дополнительно включает в себя шток, имеющий корпус штока, сконфигурированный для движения вдоль оси штока;
загрузку материала в камеру для уплотнения;
по меньшей мере, частичное перемещение корпуса штока в камеру для уплотнения для сжатия материала, расположенного в ней, без экструзии материала; и
дальнейшее перемещение корпуса штока в контейнер для уплотнения, чтобы тем самым экструдировать материал из контейнера для уплотнения, причем первый этап перемещения включает в себя вставку корпуса штока в контейнер для уплотнения по меньшей мере на около 1% осевой длины контейнера, тогда как второй открытый конец остается закрытым с целью предотвращения экструзии и обеспечения возможности уплотнения материала.
20. Экструзионный пресс, включающий в себя:
шток, имеющий корпус штока, сконфигурированный с возможностью движения вдоль оси штока; и
контейнер для уплотнения, определяющий камеру для уплотнения и имеющий ось контейнера для уплотнения, при этом контейнер для уплотнения может вращаться между первой ориентацией, в которой ось контейнера для уплотнения не совмещена с осью штока, и второй ориентацией, в которой ось контейнера для уплотнения совмещена с осью штока таким образом, чтобы корпус штока мог перемещаться в камеру для уплотнения; и
вакуумный кожух, способный перемещаться между положением герметизации, в котором вакуумный кожух герметично зацепляется с контейнером для уплотнения, и втянутым положением, в котором вакуумный кожух не зацепляется герметично с контейнером для уплотнения, при этом вакуумный кожух соединен по текучей среде с источником вакуума.
21. Способ формирования электрода, включающий в себя:
осуществление доступа к экструзионному прессу, включающему в себя контейнер для уплотнения, определяющий камеру для уплотнения, и имеющий ось контейнера для уплотнения, при этом экструзионный пресс дополнительно включает в себя шток, имеющий корпус штока, сконфигурированный для движения вдоль оси штока, и при этом контейнер для уплотнения имеет первый открытый конец и второй открытый конец, размещенный напротив первого открытого конца;
загрузку необработанного материала, такого как кокс, прокаленный антрацит, и связующее вещество, в камеру для уплотнения, когда контейнер для уплотнения находится в первой ориентации, в которой ось контейнера для уплотнения не выровнена с осью штока;
поворот контейнера для уплотнения во вторую ориентацию, в которой ось контейнера для уплотнения выровнена с осью штока, так что корпус штока может перемещаться в камеру для уплотнения;
перемещение корпуса штока в первый открытый конец контейнера для уплотнения по меньшей мере на 1% осевой длины контейнера для уплотнения, тогда как второй открытый конец контейнера для уплотнения остается закрытым с целью предотвращения экструзии и обеспечения возможности уплотнения материала; и
дальнейшее перемещение корпуса штока в первый открытый конец контейнера для уплотнения, тогда как второй конец контейнера для уплотнения остается открытым, с целью формования экструдированного тела через второй открытый конец.
22. Способ по п. 21, в котором в течение этапа перемещения корпуса штока производят удаление воздуха из камеры для уплотнения.
| US 3898831 A1, 12.08.1975 | |||
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2152835C2 |
| Установка для прессования углеродных блоков | 1976 |
|
SU583930A1 |
| US 9643225 B2, 09.05.2017 | |||
| US 4536359 A1, 20.08.1985. | |||

