Область техники, к которой относится изобретение
Изобретение относится к компоненту для часового механизма и, в частности, к немагнитной оси вращения для часового механизма механических часов и, более конкретно, к немагнитной оси баланса, оси анкера и анкерному трибу.
Уровень техники
Изготовление оси вращения для часов состоит в выполнении операции обточки прутка из упрочняемой стали для получения различных активных поверхностей (опорной поверхности, заплечика, цапф и т.д.), а затем в тепловой обработке выточенной оси, заключающейся по меньшей мере в одной операции упрочнения для повышения твердости оси и одной или нескольких операций отпуска для повышения ее прочности. После операции тепловой обработки следует операция накатывания цапф, которая состоит в полировке цапф до требуемых размеров. Твердость и неровность цапф дополнительно дорабатывают во время операции накатывания.
Оси вращения, например оси баланса, обычно используемые в часовых механизмах механических часов, изготавливают из сортов стали, пригодных для обточки заготовок, которые в целом представляют собой сорта мартенситной углеродистой стали, содержащей свинец и сульфиды марганца для улучшения свойства обрабатываемости. Для этих приложений обычно применяют известный сорт стали под названием 20AP.
Преимущество этого типа материала заключается в том, что его легко обрабатывать, в частности, он пригоден для обточки и, после упрочнения и отпуска, обладает улучшенными механическими свойствами, которые очень предпочтительны для изготовления осей вращения часовых механизмов. Эти сорта стали обладают высокой твердостью, что позволяет достигать очень высокой ударопрочности, в частности, после тепловой обработки. Обычно твердость цапф осей из стали 20АР после тепловой обработки и накатывания может превосходить 700 HV.
Хотя материал этого типа обеспечивает удовлетворительные механические свойства для описанных выше приложений в области часового дела, он обладает недостатком, который заключается в том, что этот материал является магнитным и может создавать помехи для работы часов после воздействия на него магнитного поля, в частности, если материал используют для изготовления оси баланса, взаимодействующей с балансирной пружиной, изготовленной из ферромагнитного материала. Это явление хорошо известно специалистам в этой области техники. Также отметим, что эти сорта мартенситной стали также чувствительны к коррозии.
Предпринимались попытки преодолеть эти недостатки с использованием сортов аустенитной нержавеющей стали, особенность которых заключается в том, что они не являются магнитными, а именно, являются парамагнитными или диамагнитными или антиферромагнитными. Тем не менее эти сорта аустенитной стали имеют кристаллическую структуру, которая не позволяет упрочнять их и достигать уровней твердости и, таким образом, ударопрочности, соответствующей требованиям, необходимым для изготовления осей вращения часовых механизмов. Полученные оси демонстрируют появление дефектов или серьезных повреждений в случае удара, что оказывает негативное воздействие на хронометрию часового механизма. Одно средство увеличения твердости этих сортов стали представляет собой холодную обработку, тем не менее, такая операция повышения твердости не позволяет достичь значений твердости более 500 HV. Следовательно, для деталей, которым требуются цапфы с высокой ударопрочностью, использование этого типа стали остается ограниченным.
Другой подход для преодоления этих недостатков состоит в осаждении слоев твердых веществ, таких как алмазоподобный углерод (DLC), на осях вращения. Тем не менее, наблюдались значительные риски отслаивания твердого слоя и, таким образом, образования частиц, которые могут перемещаться внутри часового механизма и нарушать его работу, что не является удовлетворительным.
Из документа EP 2 757 423 также известны оси вращения, выполненные из аустенитного сплава кобальта или никеля, внешняя поверхность которых является упрочненной до определенной глубины. Тем не менее такие сплавы могут тяжело обрабатываться для изготовления осей вращения. Более того, они являются сравнительно дорогими из-за высокой стоимости никеля и кобальта.
Раскрытие сущности изобретения
Задача изобретения заключается в том, чтобы преодолеть вышеприведенные недостатки, предложив ось вращения, которая ограничивает чувствительность к магнитным полям, а также может достигать повышенной твердости, удовлетворяющей требованиям к стойкости к износу и ударопрочности, необходимым в области часового дела.
Еще одна задача изобретения заключается в том, чтобы предложить немагнитную ось вращения, которую можно просто и экономично изготовить.
В связи с этим изобретение относится к оси вращения для часового механизма, содержащей по меньшей мере на одном из своих концов по меньшей мере одну цапфу, выполненную из немагнитного металлического материала, чтобы ограничить ее чувствительность к магнитным полям.
В соответствии с изобретением, упомянутый немагнитный материал представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла, причем по меньшей мере внешняя поверхность упомянутой цапфы покрыта слоем анодного оксида упомянутого материала.
Слой анодного оксида получают путем наращивания в процессе анодирования, и он обладает свойством хорошей адгезии и намного большей твердостью, чем немагнитный металлический материал.
Следовательно, ось вращения в соответствии с изобретением может сочетать в себе преимущества низкой чувствительности к магнитным полям и повышенной твердости, удовлетворяющей требованиям к стойкости к износу и ударопрочности, необходимым в часовом деле.
В соответствии с другими преимущественными признаками изобретения:
- полученный анодный слой имеет толщину от 2 до 50 мкм, предпочтительно от 10 до 30 мкм;
- полученный анодный слой предпочтительно обладает твердостью больше 300 HV, предпочтительно более 400 HV и более предпочтительно более 500 HV.
Более того, изобретение относится к часовому механизму, содержащему ось вращения, описанную выше, и, в частности, ось баланса, ось анкера и/или анкерный триб, содержащий ось, описанную выше.
Наконец, изобретение относится к способу изготовления оси вращения, описанной выше, содержащему следующие этапы:
a) формирование оси вращения, содержащей по меньшей мере на одном из своих концов по меньшей мере одну цапфу, выполненную из немагнитного металлического материала, чтобы ограничить ее чувствительность к магнитным полям, причем упомянутый немагнитный металлический материал представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла;
b) подвергание по меньшей мере внешней поверхности упомянутой цапфы анодированию, чтобы нарастить на упомянутой поверхности слой анодного оксида упомянутого материала посредством анодирования.
В соответствии с другими преимущественными признаками изобретения:
- полученный на этапе b) анодный слой имеет толщину от 2 до 50 мкм, предпочтительно от 10 до 30 мкм;
- анодирование на этапе b) может представлять собой обычный процесс анодирования или процесс микродугового оксидирования.
Краткое описание чертежей
Другие признаки и преимущества станут ясными из последующего описания, приведенного в виде неограничивающего примера, со ссылкой на прилагаемые чертежи.
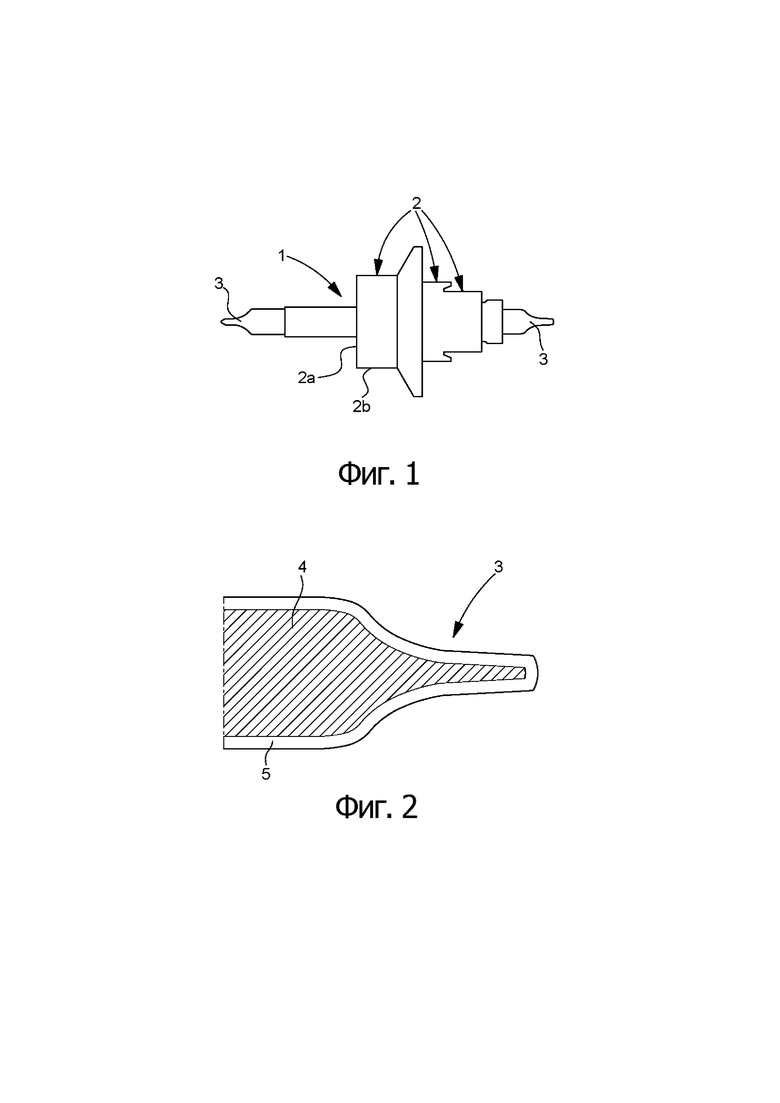
На фиг. 1 показана ось вращения в соответствии с изобретением; и
на фиг. 2 - частичное сечение цапфы оси баланса в соответствии с изобретением.
Осуществление изобретения
В настоящем описании термин «немагнитный» означает парамагнитный, или диамагнитный, или антиферромагнитный материал, магнитная проницаемость которого меньше или равна 1,01.
Сплав элемента представляет собой сплав, содержащий по меньшей мере 50% веса упомянутого элемента.
Изобретение относится к компоненту для часового механизма и, в частности, к немагнитной оси вращения для часового механизма механических часов.
Ниже изобретение будет описано применительно к немагнитной оси 1 баланса. Конечно, можно предусмотреть другие типы осей вращения часового механизма, такие, например, как оси для набора часовых зубчатых колес, обычно анкерные трибы или оси анкеров. Компоненты такого типа имеют тело, диаметр которого предпочтительно составляет менее 2 мм, и цапфы, диаметр которых составляет менее 0,2 мм, с точностью в несколько микрон.
На фиг. 1 показана ось 1 баланса в соответствии с изобретением, которая содержит несколько участков 2 различного диаметра, предпочтительно выполненных путем обточки или с применением любой другой технологии съема стружки для получения обычным способом опорных поверхностей 2а и заплечиков 2b, расположенных между двумя концевыми участками, образующими две цапфы 3. Каждая из этих цапф предназначена для того, чтобы поворачиваться в опоре, обычно в отверстии, выполненном в камне или рубине.
В случае магнетизма, наводимого объектами, которые встречаются ежедневно, важно ограничить чувствительность оси 1 баланса, чтобы предотвратить негативное влияние на работу часов, в которые она встроена.
Таким образом, цапфа 3 выполнена из первого немагнитного металлического материала 4, чтобы, предпочтительно, ограничить чувствительность цапфы к магнитным полям.
В соответствии с изобретением упомянутый немагнитный металлический материал 4 представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла.
Предпочтительно, упомянутый немагнитный металлический материал 4, применяемый в изобретении, выбирают из группы, состоящей из алюминия, титана, магния и их немагнитных сплавов.
Особенно предпочтительно, чтобы упомянутый немагнитный металлический материал 4 выбирался из группы, содержащей сплав алюминия 6000-й серии (Al Mg Si), сплав алюминия 7000-й серии с медью (Al Zn Cu), титановый сплав марки 5 (содержащий от 5,5 до 6,75% Al и от 3,5 до 4,5% V), сплав Mg-Zr, при этом пропорции различных элементов сплава выбирают так, чтобы сплав обладал и немагнитными свойствами, и хорошей обрабатываемостью. Эти сплавы пригодны для обточки и для анодирования.
Например, особенно предпочтительны алюминиевый сплав EN AW 6082, алюминиевый сплав EN AW 7075 и алюминиевый сплав EN AW 7068.
Значения состава приведены в весовом процентном содержании. Элементы, для которых не указано значение состава, либо представляют собой остаток (баланс или основной элемент), либо являются элементами, содержание которых менее 1% веса.
Конечно, можно рассмотреть другие немагнитные легкие металлы, при условии, что пропорция их составляющих дает и немагнитные свойства, и хорошую обрабатываемость.
Немагнитный легкий металлический материал, используемый в изобретении, в целом имеет твердость менее чем 250 HV или даже 100 HV. В дополнение к преимуществу, которое заключается в том, что этот материал является немагнитным, в силу низкого веса он также обладает низкой инерцией.
В соответствии с изобретением по меньшей мере внешняя поверхность упомянутой цапфы 3 покрыта слоем 5 анодного оксида упомянутого материала, сформированного путем анодирования. Этот слой оксида, полученный путем наращивания, отлично присоединяется к основному материалу цапфы, предотвращая последующее отслаивание во время использования. Упомянутый слой анодного оксида, полученный путем наращивания, также обладает повышенной твердостью, сравнимой с требованиями к стойкости к износу и ударопрочности, необходимым в часовом деле.
Таким образом, сформированный анодный слой 5 преимущественно обладает твердостью больше 300 HV, предпочтительно более 400 HV и более предпочтительно более 500 HV.
Преимущественно, сформированный анодный слой 5 имеет толщину от 2 до 50 мкм, предпочтительно от 10 до 30 мкм.
Очевидно, что на анодный слой 5 могут быть нанесены другие слои, которые не имеют функции повышения твердости. Таким образом, можно на анодный слой 5 нанести, например, слой смазки.
Следовательно, по меньшей мере внешняя поверхность цапфы 3 будет твердой, т.е. остальная часть оси может немного изменяться или не изменяться без каких-либо существенных изменений механических свойств оси 1 баланса. Такое выборочное увеличение твердости цапф 3 оси 1 баланса позволяет сочетать такие преимущества, как низкая чувствительность к магнитным полям, твердость и высокая прочность в основных областях напряжения, обеспечивая при этом хорошую стойкость к коррозии и усталостную прочность.
Изобретение также относится к способу изготовления оси баланса, как объяснялось выше. Способ в соответствии с изобретением, предпочтительно, содержит следующие этапы:
a) формирование, предпочтительно путем обточки или с применением любой другой технологии съема стружки, оси 1 баланса, содержащей на каждом из своих концов по меньшей мере одну цапфу 3, выполненную из немагнитного металлического материала, чтобы ограничить чувствительность к магнитным полям; причем упомянутый немагнитный металлический материал представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла;
b) подвергание по меньшей мере внешней поверхности упомянутой цапфы анодированию, чтобы посредством анодирования нарастить на упомянутой поверхности слой анодного оксида упомянутого материала для формирования на поверхности упомянутой цапфы 3 твердого слоя по меньшей мере на основных областях напряжения.
Предпочтительно, полученный на этапе b) слой 5 анодного оксида имеет толщину от 2 до 50 мкм, предпочтительно от 10 до 30 мкм.
Преимущественно, анодирование на этапе b) представляет собой обычный процесс анодирования или процесс микродугового оксидирования.
Обычное анодирование выполняют путем подачи непрерывного тока в систему. Существуют различные типы обычного анодирования, которые можно выполнять, например, в щавелевокислой или сернокислой среде. Предпочтительной является щавелевокислая среда. Специалистам известны различные параметры обычного анодирования, такие как состав электролитной ванны, и, в частности, выбор и концентрация кислоты, рабочие параметры, такие как температура электролита, значение pH, плотность анодирующего тока, чтобы получить слой анодного оксида подходящей толщины и твердости, пригодный для изобретения.
Обычное анодирование для алюминия может быть следующим.
Обработка 1
Ванна 1
H2SO4: 150 г/л ± 5
Al3+: 20 г/л ± 5
Температура: 8°C ± 3
Плотность тока 1,5 А/дм2 ± 0,5
Обработка 2
Ванна 2
H2SO4: 150 г/л ± 10
Щавелевая кислота 50г/л ± 10
Температура: 16°C ± 2
Плотность тока 1 А/дм2 ± 0,5
Обычное анодирование для титана выполняется в соответствии со стандартом AMS 2488 в процессе щелочного анодирования. Толщина анодного слоя составляет около 3 мкм.
Микродуговое оксидирование (МДО) представляет собой процесс электролитической обработки поверхности, основанный на принципе обычного анодирования, но отличается от него как по электроэнергии, так и по характеру электролита. Во время обработки на поверхности материала возникают микроплазменные разряды. Процессы плазменного электролитического окисления обычно проводят в щелочных ваннах с низкой концентрацией с плотностями тока, как правило, ниже 1 А/см2 и при напряжении более 200 В. Специалистам в данной области техники известно, как выбирать параметры, касающиеся, в частности, электрической энергии, а именно режима подачи тока (плотности тока, частоты и формы волны), плотности заряда и плотности тока, а также электролитов на водной основе (состава и концентрации), чтобы получить слой анодного оксида подходящей толщины и твердости в соответствии с изобретением.
Способ в соответствии с изобретением может содержать этап предварительной обработки поверхности, необходимый для очистки осей перед тем, как подвергнуть их анодированию.
Ось вращения в соответствии с изобретением может содержать цапфы, обработанные в соответствии с изобретением путем выполнения этапа b) только для цапф, или может полностью состоять из немагнитного легкого металлического материала, ее внешняя поверхность может быть полностью покрыта слоем анодного оксида упомянутого материала путем выполнения этапа б) для всех поверхностей оси вращения.
Способ в соответствии с изобретением после этапа b) также может содержать этап с) финишной обработки. Финишная обработка может представлять собой накатывание или полировку для получения конечного состояния поверхности, необходимого для цапф 3. В частном случае микродугового оксидирования финишная обработка может представлять собой операцию притирки для удаления пористого поверхностного слоя.
Следующий пример иллюстрирует настоящее изобретение, не ограничивая тем самым его объем.
Оси баланса, выполненные из алюминия 6082, изготавливают известным способом и обрабатывают в соответствии со способом, предложенным в изобретении, с обычным анодированием 1.
Ванна 1
H2SO4: 150 г/л ± 5
Al3+: 20 г/л ± 5
Температура: 8°C ± 3
Плотность тока 1,5 А/дм2 ± 0,5
После обычного анодирования ось баланса из алюминия 6082 покрывают слоем анодного оксида алюминия толщиной 5,8 мкм. Твердость сердцевины измеряют при 119 HV0.01. Твердость слоя анодного оксида измеряют при 695 HV0.01. В итоге получают ось баланса из легкого металла (алюминия), которая сочетает преимущества низкой чувствительности к магнитным полям, высокой твердости и прочности в основных областях напряжения, при этом обладающую хорошей стойкостью к коррозии и усталостной прочностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Компонент для часового механизма | 2017 |
|
RU2752293C2 |
| Компонент для часового механизма | 2017 |
|
RU2752292C2 |
| Компонент для часового механизма | 2017 |
|
RU2767960C2 |
| Компонент для часового механизма | 2017 |
|
RU2763382C2 |
| ДЕТАЛЬ ЧАСОВОГО МЕХАНИЗМА | 2014 |
|
RU2655874C2 |
| ДЕТАЛЬ ЧАСОВОГО МЕХАНИЗМА | 2014 |
|
RU2625254C2 |
| НЕМАГНИТНЫЙ ЧАСОВОЙ КОМПОНЕНТ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ | 2021 |
|
RU2763269C1 |
| Компонент для часового механизма | 2017 |
|
RU2752467C2 |
| ТРИБ, ЧАСОВОЙ МЕХАНИЗМ, ЧАСЫ ИЛИ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО БЕЗ МАГНИТНОЙ СИГНАТУРЫ | 2017 |
|
RU2716851C1 |
| БАЛАНС ДЛЯ ЧАСОВОГО МЕХАНИЗМА | 2022 |
|
RU2825595C2 |
Изобретение относится к области часовых механизмов, а именно к оси вращения для часового механизма, содержащей по меньшей мере на одном из своих концов по меньшей мере одну цапфу (3), выполненную из немагнитного металлического материала (4), чтобы ограничить ее чувствительность к магнитным полям. Упомянутый немагнитный металлический материал (4) представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла, причем по меньшей мере внешняя поверхность упомянутой цапфы (3) покрыта слоем (5) анодного оксида упомянутого материала, полученным путем анодного наращивания. 4 н. и 13 з.п. ф-лы, 2 ил.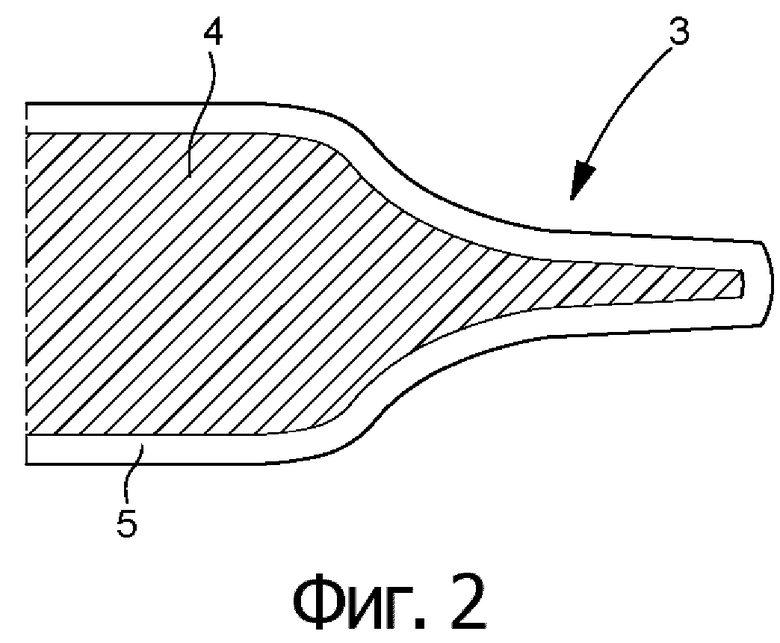
1. Ось (1) вращения для часового механизма, содержащая по меньшей мере на одном из своих концов по меньшей мере одну цапфу (3), выполненную из немагнитного металлического материала (4), чтобы ограничить ее чувствительность к магнитным полям, отличающаяся тем, что упомянутый немагнитный металлический материал (4) представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла, при этом по меньшей мере внешняя поверхность упомянутой цапфы (3) покрыта слоем (5) анодного оксида упомянутого материала.
2. Ось (1) вращения по п. 1, отличающаяся тем, что она выполнена из немагнитного металлического материала, причем упомянутый немагнитный металлический материал представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла, чтобы ограничить ее чувствительность к магнитным полям, при этом ее внешняя поверхность покрыта слоем анодного оксида упомянутого материала.
3. Ось (1) вращения по п. 1 или 2, отличающаяся тем, что немагнитный металлический материал (4) выбран из группы, содержащей алюминий, титан, магний и их немагнитные сплавы.
4. Ось (1) вращения по любому из пп. 1-3, отличающаяся тем, что немагнитный металлический материал (4) обладает твердостью менее 250 HV.
5. Ось (1) вращения по любому из пп. 1-4, отличающаяся тем, что слой (5) анодного оксида имеет толщину от 2 до 50 мкм.
6. Ось (1) вращения по п. 5, отличающаяся тем, что слой (5) анодного оксида имеет толщину от 10 до 30 мкм.
7. Ось (1) вращения по любому из пп. 1-6, отличающаяся тем, что упомянутый слой (5) анодного оксида обладает твердостью более 300 HV.
8. Ось (1) вращения по п. 7, отличающаяся тем, что упомянутый слой (5) анодного оксида обладает твердостью более 400 HV.
9. Ось (1) вращения по п. 8, отличающаяся тем, что упомянутый слой (5) анодного оксида обладает твердостью более 500 HV.
10. Ось (1) вращения по любому из пп. 1-9, отличающаяся тем, что немагнитный металлический материал (4) выбран из группы, содержащей сплав алюминия серии 6000, сплав алюминия серии 7000 с медью, сплав титана марки 5 и сплав Mg-Zr.
11. Часовой механизм, характеризующийся тем, что он содержит ось (1) вращения по любому из пп. 1-10.
12. Часовой механизм, характеризующийся тем, что он содержит ось (1) баланса, ось анкера и/или анкерный триб, содержащий ось по любому из пп. 1-10.
13. Способ изготовления оси (1) вращения для часового механизма, содержащий следующие этапы:
a) формирование оси (1) вращения, содержащей по меньшей мере на одном из своих концов по меньшей мере одну цапфу (3), выполненную из немагнитного металлического материала (4), чтобы ограничить ее чувствительность к магнитным полям, причем упомянутый немагнитный металлический материал (4) представляет собой немагнитный легкий металл или немагнитный сплав упомянутого легкого металла;
b) подвергание по меньшей мере внешней поверхности упомянутой цапфы (3) анодированию, чтобы нарастить на упомянутой поверхности слой (5) анодного оксида упомянутого материала посредством анодирования.
14. Способ (1) по п. 13, отличающийся тем, что слой (5) анодного оксида имеет толщину от 2 до 50 мкм.
15. Способ (1) по п. 14, отличающийся тем, что слой (5) анодного оксида имеет толщину от 10 до 30 мкм.
16. Способ по любому из пп. 13-15, отличающийся тем, что анодирование на этапе b) представляет собой обычный процесс анодирования или процесс микродугового оксидирования.
17. Способ по любому из пп. 13-16, отличающийся тем, что после этапа b) способ также содержит этап с) финишной обработки.
| DE 102009046647 A1, 19.05.2011 | |||
| Способ переработки металлургических шлаков | 1976 |
|
SU707986A1 |
| Устройство для обследования с помощью проникающего излучения | 1974 |
|
SU707505A3 |
| Складной зонт | 1972 |
|
SU707504A3 |

