Изобретение относится к области авиационной техники, а именно к технологии сборки соединений конструктивных элементов планера самолета с усиливающими или ремонтными накладками для усиления отдельных участков силовых элементов типа панелей, работающих в напряженных условиях. Ослабление этих участков может быть вызвано нарушением целости или сплошности материала (разрушение, трещины, глубокие забоины, царапины) (см. Алябьев А.Я., Болдырев Ю.М., Запорожец В.В. и др. Ремонт летательных аппаратов. М., Транспорт, 1984 г. 422 с.).
Современные требования к весовому совершенству авиационных конструкций требуют разработки новых путей увеличения усталостной прочности соединений. Одним из известных способов является использование начальных сил, которые создают в нагруженных отверстиях при изготовлении соединений. Согласно исследованиям, приведенным в работе (Кошелев Н.В. Влияние начальной силы в отверстии под заклепку на долговечность элемента конструкции. Сообщение 1 и 2. Проблемы прочности, №1, Киев, 1988 г. С. 93-102) для повышения долговечности нагруженного отверстия необходимо создать начальную силу, направленную против усилия от внешней нагрузки. Начальная сила в отверстии уменьшает амплитудные напряжения и не изменяет величину средних напряжений, что приводит к повышению долговечности нагруженного отверстия.
На основе этого принципа разработаны способы ремонта силовой конструкции планера самолета (панелей) с помощью предварительно напряженного соединения усиливающей накладки и подкрепляющего элемента для увеличения долговечности соединения (Зайцев М.Д., Русаков В. А., Куликов И.К. Использование предварительно напряженного соединения при ремонте крыла натурного самолета. «Экспериментальное оборудование и сертификация авиационной техники» (Тезисы докладов НТК). Жуковский, ЦАГИ, 1995 г. С. 45.).
Известен также способ повышения усталостной прочности болтового соединения путем создания в нем сборочных напряжений (Е.Ф. Кучерявый, А.И. Макеев и С.В. Шкараев, Авторское свидетельство СССР №866937 1980 г.). Болтовое соединение силовой конструкции и усиливающего элемента содержит ряд болтов с шайбами и гайками, которые устанавливают в отверстия соединяемых деталей, оно снабжено двумя парами сопряженных по сферическим поверхностям концентричных втулок, запрессованных в крайние отверстия соединяемых деталей и охватывающих стержень болта, при этом шайбы этого болта выполнены косыми. После размещения всех болтов в отверстия соединяемых деталей производят затяжку болтов, кроме крайних, которые затягивают в последнюю очередь. При затяжке этих болтов необходимо наблюдать за положением косых шайб, чтобы угол скоса шайб указывал направление деформаций соответственно каждой соединяемой детали, с которой она соприкасается. В процессе затяжки крайних болтов в соединении создаются сборочные напряжения за счет отклонения стержня болта в требуемую сторону. После затяжки болта на крайнем болте образуются начальные силы, направление которых будет противоположно усилиям на болт от внешней нагрузки, что приводит к увеличению долговечности силового элемента в этом сечении.
Недостатком данного способа сборки является то, что для его реализации необходимо изготовление высокоточных деталей для крайнего отверстия и болта - двух пар концентричных втулок со сферическими поверхностями, пары втулок для запрессовки в отверстия соединяемых деталей и пары косых шайб.
Наиболее близким аналогом - прототипом является способ ремонта силового элемента (обшивки, панели) с усталостной трещиной или другим видом повреждения путем наложения подкрепляющих накладок - (усилений) на неисправный участок силового элемента. Накладка сдерживает дальнейшее развитие усталостной трещины или дефекта. Существующие методы расчета накладок включают определение эксплуатационных/ рабочих нагрузок, действующи на элемент, выбор материала, определение места итогового наложения накладки на панель и оптимальных геометрических параметров, конфигурацию накладки, способ крепления к силовой конструкции, выполнение направляющих отверстий в накладке, а также тип и количество крепежных элементов для обеспечения статической и усталостной прочности соединения (см. Алябьев А.Я., Болдырев Ю.М., Запорожец В.В. и др. Ремонт летательных аппаратов. М., Транспорт, 1984 г. 422c.).
Последовательность установки подкрепляющей (ремонтной, усиливающей) накладки на силовой элемент (обшивку, панель) состоит в следующем:
1. В накладке выполняют направляющие отверстия. Диаметр отверстий меньше диаметра крепежного элемента.
2. Накладку с направляющими отверстиями накладывают на неисправный участок силового элемента на место итогового наложения накладки, например, на панель. Используя направляющие отверстия в накладке, сверлят два отверстия в панели, и соединяют накладку с панелью технологическими фиксаторами.
3. Через оставшиеся направляющие отверстия в накладке рассверливают совместно накладку и панель до номинальных размеров диаметра крепежных элементов.
4. Вынимают фиксаторы, устраняют стружку между ремонтной накладкой и панелью.
5. Устанавливают ремонтную накладку на панель и жестко их соединяют крепежными элементами (болтами, заклепками).
6. Рассверливают два отверстия до номинальных размеров крепежных элементов, в которые ранее были установлены фиксаторы и устанавливают в них крепежные элементы.
Соединение подкрепляющей накладки с панелью является статически неопределимой системой, образованной соединяемыми деталями и крепежными элементами. Распределение продольных усилий между крепежными элементами от действия внешних нагрузок оказывает существенное влияние на характеристики сопротивления усталости панели, при этом разрушение, как правило, происходит в сечении по крайнему ряду крепежных элементов накладки.
При действии на соединение внешней нагрузки сила на крайний болт будет больше, чем на последующие за ним ряды болтов, следовательно, долговечность панели по этому ряду отверстий всегда меньше долговечности панели последующих рядов. Из этой особенности работы соединения можно сделать следующий вывод, что по сравнению с крайним нагруженным отверстием панели последующие за ним нагруженные отверстия имеют резерв по долговечности. Этим обстоятельством и предлагается воспользоваться при сборке соединения накладки с панелью.
Недостатком способа является низкая долговечность подкрепляемого элемента в районе крайнего нагруженного отверстия панели.
Техническим результатом является повышение усталостной прочности соединения накладки с панелью.
Технический результат достигается тем, что в способе установки подкрепляющей накладки на панель, включающем определение действующих на панель эксплуатационных нагрузок и места итогового наложения накладки на панель, выполнение как минимум трех расположенных треугольником направляющих отверстий в накладке и соответствующих отверстий в панели, наложение накладки на панель и жесткое их соединение крепежными элементами, после выполнения трех направляющих отверстий в накладке выполняют отверстие в панели, соответствующее одному из указанных трех отверстий с учетом места итогового наложения накладки на панель, затем в указанное отверстие накладки и панели устанавливают крепежный элемент с возможностью поворота накладки по панели, затем накладку поворачивают по панели относительно места итогового наложения накладки в сторону действия определенных на начальном этапе нагрузок, в панели выполняют технологическое отверстие, соответствующее положению одного из свободных отверстий в накладке, и устанавливают в него технологический крепежный элемент, затем, прикладывая усилие и вызывая упругую деформацию крепежных элементов, смещают накладку на место итогового наложения и, используя третье направляющее отверстие в накладке, выполняют соответствующее отверстие в панели, устанавливают в нем крепежный элемент, после чего удаляют технологический крепежный элемент и устанавливают оставшиеся крепежные элементы. В результате после сборки в соединении образуются начальные полезные напряжения.
Перечень фигур:
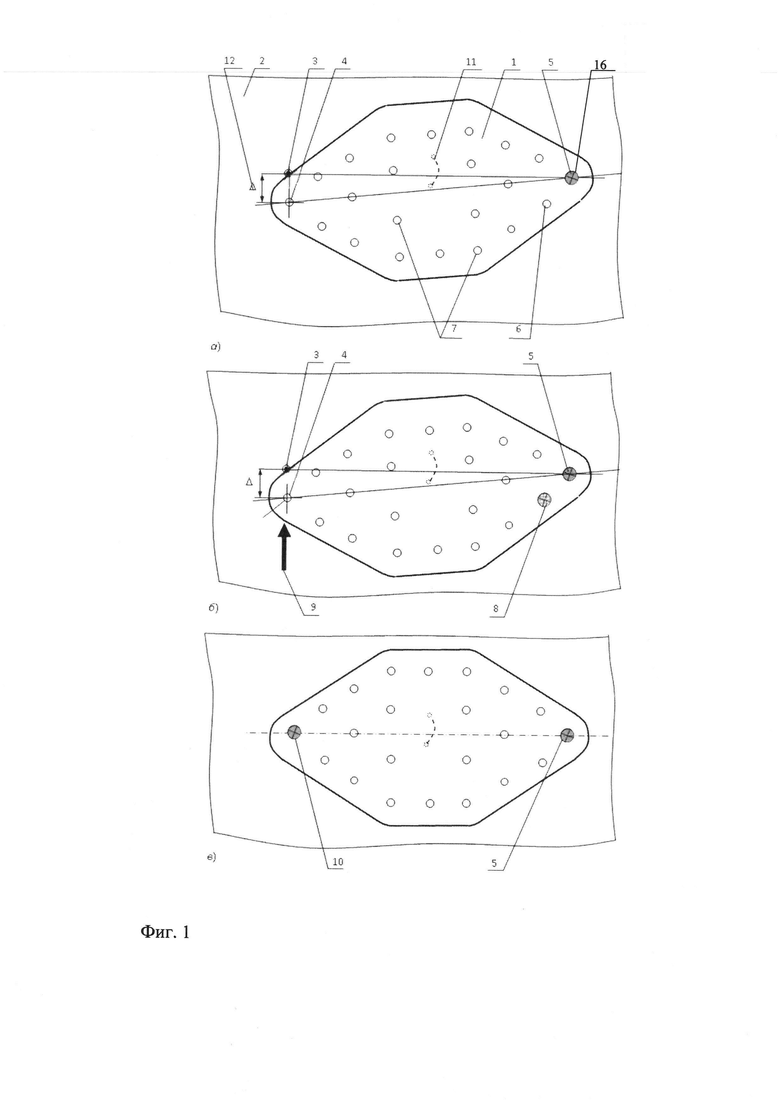
• фиг. 1 - последовательность сборки предварительно-напряженного соединения панели (обшивки панели) и ремонтной накладки;
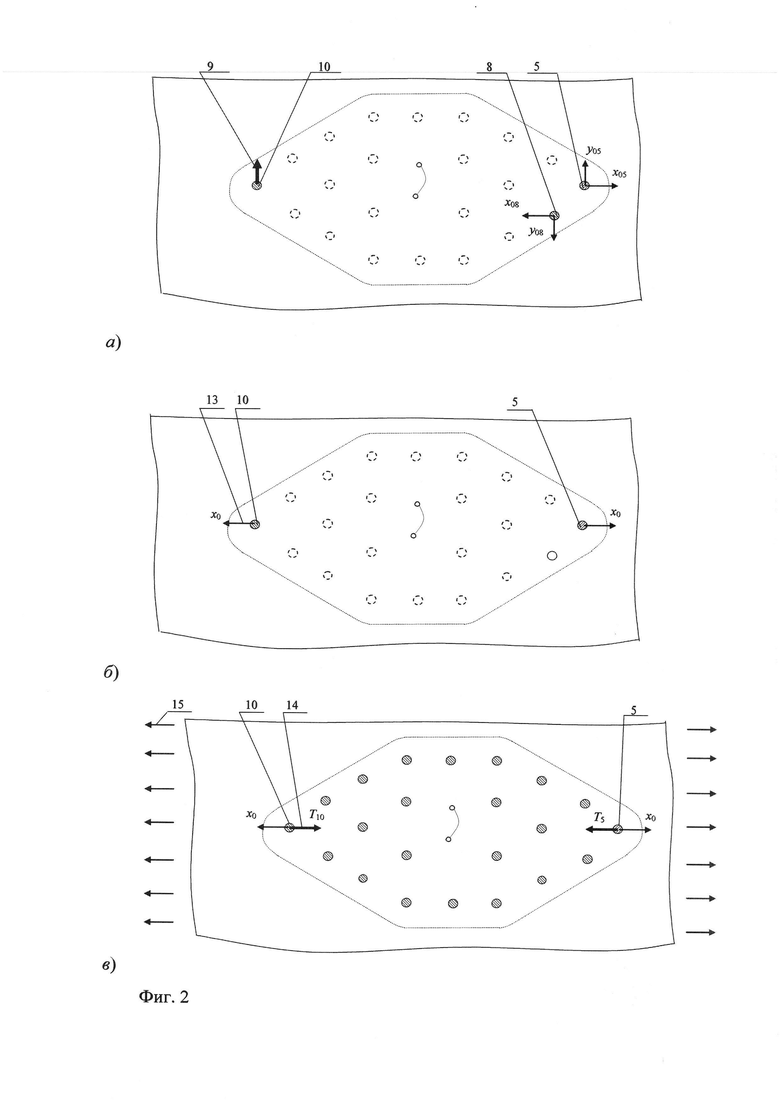
• фиг. 2 - последовательность образования усилий на болтах на различных этапах сборки соединения и их схематическое взаимодействие с усилиями от внешних нагрузок;
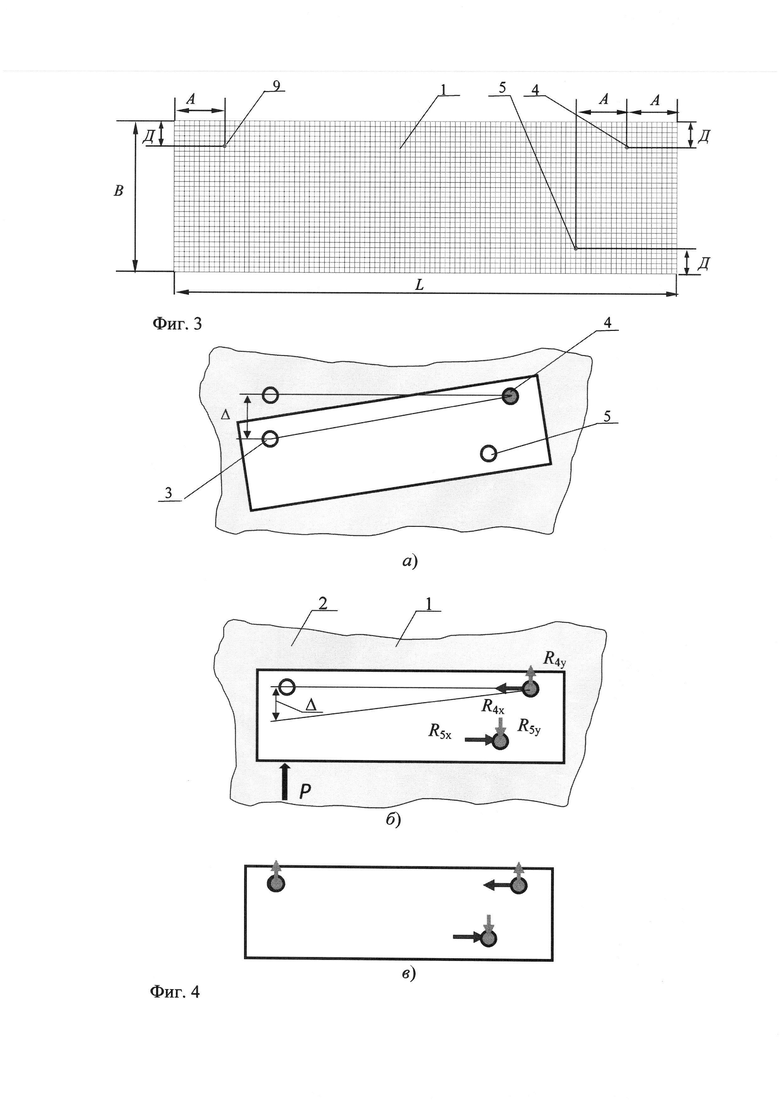
• фиг. 3 - Геометрические параметры накладки для примера расчета начальных сил;
• фиг. 4 - Результаты расчета начальных усилий на болтах после приложения к накладке силы для совмещения отверстия накладки с отверстием в панели и установки с противоположной стороны накладки болта;
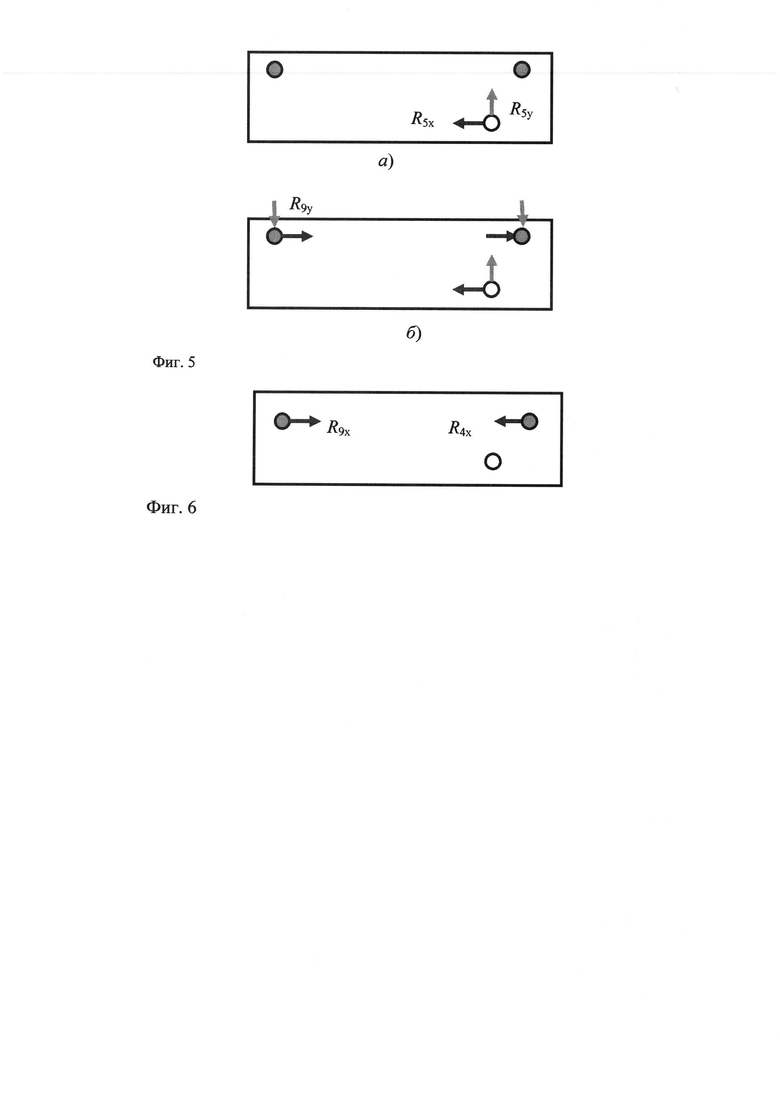
• фиг. 5 - Результаты расчета усилий на болтах после выемки технологического болта;
• фиг. 6 - Результаты расчета самоуравновешенных начальных усилий на болтах после сборки соединения накладки с обшивкой.
На фигурах 1 и 2 обозначено:
1 - подкрепляющая накладка;
2 - панель (обшивка, силовой элемент);
3 - предварительное отверстие в панели, выполненное через направляющее отверстие в накладке;
4 - крайнее отверстие в накладке;
5 - номинальный крепежный элемент (болт, заклепка), жестко соединяющий накладку и панель;
6 - направляющее отверстие второго ряда в накладке;
7 - направляющие отверстия в накладке;
8 - технологический крепежный элемент (болт), соединяющий накладку с панелью;
9 -усилие, приложенное к накладке, для смещения ее на место итогового наложения;
10 - номинальный крепежный элемент, жестко соединяющий накладку и панель через крайнее отверстие;
11 - усталостная трещина с засверленными концами;
12 - величина смещения накладки А до приложения усилия к накладке;
13 - начальные усилия на крайних крепежных элементах после выемки технологического болта;
14 - эксплуатационное усилие на крайнем крепежном элементе;
15 - эксплуатационные напряжения а в панели;
16 -направляющее отверстие в накладке.
Перед сборкой соединения накладки с панелью выполняют расчет нагрузок на элементы соединения и крепежные элементы (болты) от эксплуатационных нагрузок, выбирают материал накладки, определяют геометрические параметры накладки, размечают и выполняют направляющие отверстия в накладке. Зная усилие на крайнем крепежном элементе, расчетом определяют величину начального смещения накладки Δ, которая обеспечит необходимую величину начальной силы на крайних крепежных элементах после сборки соединения.
Предлагаемый способ соединения панели планера самолета и подкрепляющего элемента (накладки) осуществляют следующим образом:
1. Определяют место итогового наложения накладки на панель.
2. Выполняют минимум три расположенных треугольником направляющих отверстия в накладке 4, 16 и 6 (фиг. 1а) и выполняют два отверстия в панели 3 и 16. УРазворачивают одно отверстие 16 до номинальных размеров крепежного элемента с возможностью поворота накладки по панели и устанавливают номинальный крепежный элемент 5.
3. Поворачивают накладку 1 по панели 2 на расстояние Δ12 относительно места итогового наложения накладки в сторону действия определенных на начальном этапе нагрузок.
4. Через направляющее отверстие второго ряда 6 в накладке 1 выполняют технологическое отверстие в панели, и соединяют панель 2 с накладкой с помощью технологического крепежного элемента 8 (фиг. 1б).
5. Прикладывают внешнее усилие 9 к накладке 1 и смещают накладку по часовой стрелке относительно оси, проходящей через крепежный элемент 5,на место итогового наложения в обратную сторону на расстояние Δ12, что приводит к образованию упругой деформации крепежного элемента 5 и технологического крепежного элемента 8 (фиг. 1б).
6. Используя третье направляющее отверстие 4 в накладке, разворачивают отверстия 3 и 4 до номинальных размеров крепежного элемента и устанавливают в нем крепежный элемент 10 (фиг. 1в). Устраняют внешнее усилие 9 (фиг. 1б).
7. Удаляют технологический крепежный элемент и устанавливают оставшиеся крепежные элементы (фиг. 1в).
После установки крепежного элемента 10 (фиг. 2а) и устранения усилия 9 на крепежный элемент 10 будет действовать сила, равная по величине усилию 9 и противоположная по направлению, а на крепежном элементе 5 и технологическом крепежном элементе 8 начальные силы х0i, у0i. Направление этих сил показано на фиг. 2а.
После удаления технологического крепежного элемента 8 на крайних болтах 5 и 10 образуются начальные силы 13 (фиг. 2б). Направление этих сил x0 показано на фиг. 2б. Процесс сборки заканчивается установкой остальных крепежных элементов.
Начальные силы 13 и силы 14 от эксплуатационных нагрузок 15 в отверстиях панели действуют в противоположных направлениях (фиг. 2в). В этом случае в сечении панели по крайним отверстиям (крепежные элементы 5 и 10) ожидается повышение долговечности (Кошелев Н.В. Влияние начальной силы в отверстии под заклепку на долговечность элемента конструкции. Сообщение 1 и 2. Проблемы прочности, №1, Киев, 1988 г. С. 93-102).
Предлагаемое техническое решение позволяет путем изменения последовательности сборки соединения накладки и панели создать начальные силы на крайних крепежных элементах требуемой величины и противоположного направления усилиям от внешних нагрузок. Это подтверждает достижение технического результата, который заключается в повышении долговечности соединения.
Пример расчета начальных сил в накладке
В качестве примера расчета полезных начальных усилий в соединении подкрепляющей накладки с панелью рассмотрено соединение прямоугольной накладки с обшивкой панели с помощью трех крепежных элементов. Расчет соединения накладки и абсолютно жесткой на растяжение обшивки выполнен методом конечного элемента.
Соединение состоит из прямоугольной накладки длиной B=200 мм, шириной L=60 мм и толщиной t=6 мм (фиг. 3), которая разбита на изгибно-мембранные элементы (моделируют изгиб, растяжение-сжатие-сдвиг в плоскости). При сборке, накладка будет соединена с обшивкой тремя крепежными элемента (4, 9 и 5, фиг. 3), которые моделировали балочными элементами (моделируют изгиб, кручение, поперечный сдвиг, растяжение-сжатие). Координаты установки болтов A=20 мм и Д=10 мм Нумерация болтов и отверстий соответствует фиг. 1. Характеристики крепежных элементов одинаковые - длина Л=10 мм, площадь поперечного сечения F=0,8 мм, моменты инерции сечения крепежного элемента Jxx=Jyy=0,05 мм4, Jp=0,098 мм4. Также считаем известным, что усилие на крайнем крепежном элементе от вешних нагрузок, приложенных к обшивке, будет составлять 1,5 единиц, а направление действия этих сил приводит к растяжению накладки. Для создания начальной силы такой величины необходимо сместить накладку на величину Δ=0,0023 мм или приложить усилие Р=1 единицы (фиг. 4б.
Для расчета начальных сил в соединении составляют две расчетные схемы. Первая расчетная схема показана на фиг. 4, а вторая на фиг. 5. Накладку соединяют с обшивкой с помощью крепежного элемента 4 и смещают по обшивке на величину Δ (фиг. 4). В смещенном состоянии накладки через отверстие 5 выполняют отверстие в обшивке и устанавливают технологический болт. После к накладке прикладывают внешнее усилие в 1 единицу, как показано на фиг. 4б. Этого усилия достаточно для устранения начального смещения Δ.
Устанавливают крепежный элемент 9 (фиг. 4в) и устраняют усилие Р. Величины реакций R4y=1, R4x=3 и R5y=2, R5x=3 направление реакций на крепежных элементах показаны на фиг. 4в.
Как показано на фиг. 5а, выемка технологического болта будет равносильна действию реакций на стенку отверстия 5 в накладке в противоположном направлении. Направление и величины реакций на крепежных элементах R4y=1, R4x=1,5, R5y=2, R5x=3 R9y=1, R9x=1,5 от действия этих усилий показаны на фиг. 5б.
Суммируя реакции на крепежных элементах от двух расчетных случаев (фиг. 4в и фиг. 5б), определяем начальные самоуравновешенные усилия на крайних крепежных элементах 4 и 9 R4x=1,5, R9x=l,5 (фиг. 6).
Как видно из фиг. 6, направление суммарных реакций будет противоположно усилию на крайних крепежных элементах от внешних нагрузок, приложенных к обшивке, что приведет к повышению долговечности обшивки в месте крайних нагруженных отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта сборной панели | 1987 |
|
SU1516287A1 |
| СТЫКОВОЧНОЕ СОЕДИНЕНИЕ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2495786C1 |
| Панель | 1983 |
|
SU1127223A1 |
| Способ ремонта обшивки с трещиной | 1990 |
|
SU1731566A1 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Соединение деталей | 1987 |
|
SU1479734A1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| СПОСОБ РЕМОНТА КЕССОНА КРЫЛА С СЕТЧАТЫМИ КОМПОЗИЦИОННЫМИ НЕРВЮРАМИ, КОМПОЗИЦИОННОЙ ОБШИВКОЙ И МЕТАЛЛИЧЕСКИМИ ЛОНЖЕРОНАМИ | 2017 |
|
RU2652765C1 |
Изобретение относится к области авиационной техники и касается технологии сборки соединений конструктивных элементов планера самолета с усиливающими или ремонтными накладками. Перед установкой подкрепляющей накладки на панель определяют действующие на панель эксплуатационные нагрузки и место итогового наложения накладки на панель. После чего выполняют три расположенных треугольником направляющих отверстия в накладке и в панели. Затем выполняют отверстие в панели, соответствующее одному из трех отверстий с учетом места итогового наложения накладки на панель, устанавливают крепежный элемент с возможностью поворота накладки вокруг оси. Далее накладку поворачивают по панели относительно места итогового наложения в сторону действия определенных на начальном этапе нагрузок. В панели выполняют технологическое отверстие, соответствующее положению одного из двух отверстий в накладке, и устанавливают в него технологический крепежный элемент. Прикладывают усилие и вызывают упругую деформацию крепежных элементов, а затем смещают накладку на место итогового наложения. Используя третье направляющее отверстие в накладке, выполняют соответствующее отверстие в панели и устанавливают в нем крепежный элемент. Достигается повышение усталостной прочности соединения накладки с панелью. 6 ил.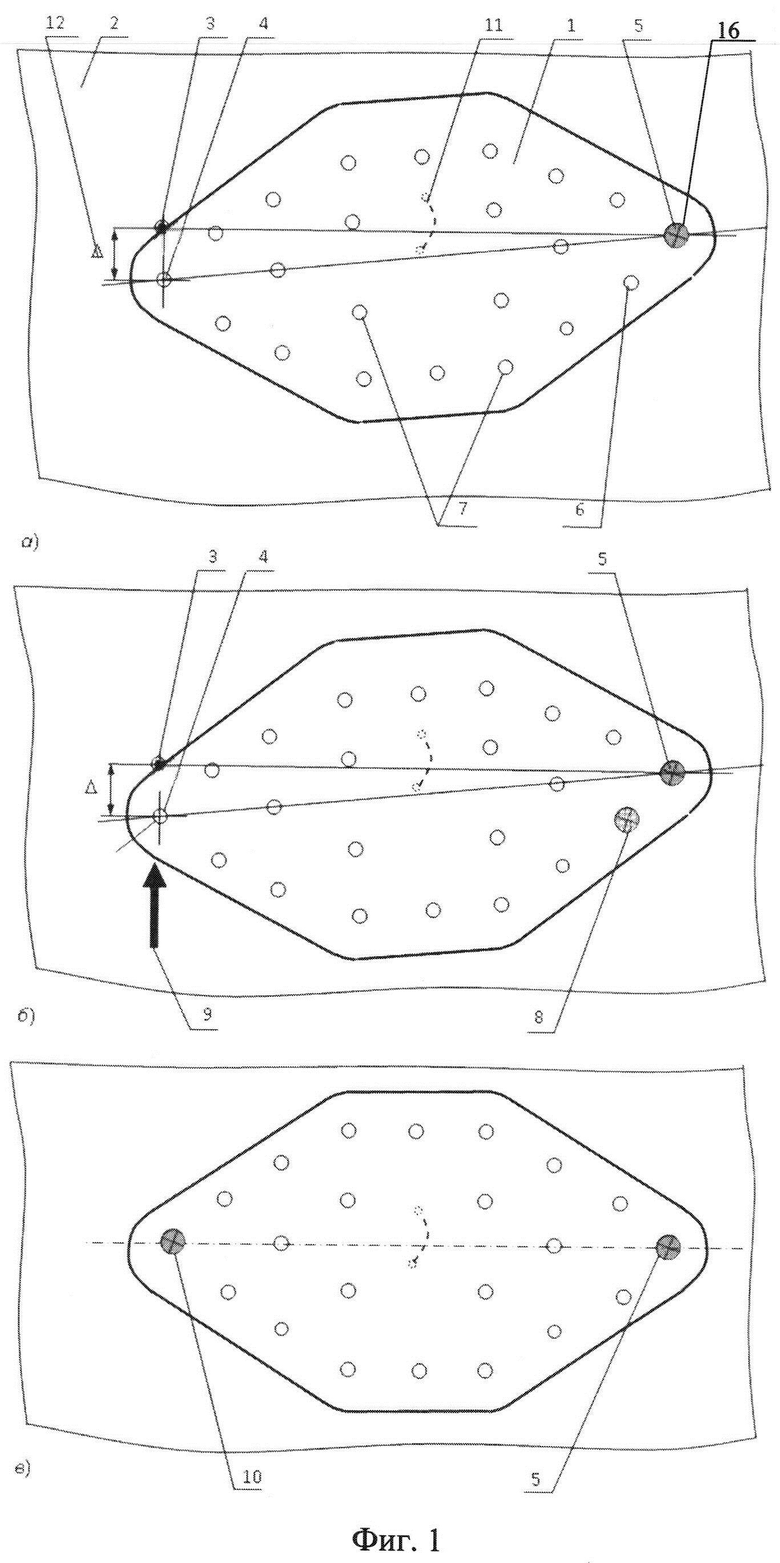
Способ установки подкрепляющей накладки на панель, включающий определение действующих на панель эксплуатационных нагрузок и места итогового наложения накладки на панель, выполнение как минимум трех расположенных треугольником направляющих отверстий в накладке и соответствующих отверстий в панели, наложение накладки на панель и жесткое их соединение крепежными элементами, отличающийся тем, что после выполнения трех направляющих отверстий в накладке выполняют отверстие в панели, соответствующее одному из указанных трех отверстий с учетом места итогового наложения накладки на панель, затем в указанное отверстие накладки и панели устанавливают крепежный элемент с возможностью поворота накладки вокруг оси крепежного элемента относительно панели, затем накладку поворачивают по панели относительно места итогового наложения накладки в сторону действия определенных на начальном этапе нагрузок, в панели выполняют технологическое отверстие, соответствующее положению одного из свободных отверстий в накладке, и устанавливают в него технологический крепежный элемент, затем, прикладывая усилие и вызывая упругую деформацию крепежных элементов, смещают накладку на место итогового наложения и, используя третье направляющее отверстие в накладке, выполняют соответствующее отверстие в панели, устанавливают в нем крепежный элемент, после чего удаляют технологический крепежный элемент и устанавливают оставшиеся крепежные элементы.
| Болтовое соединение | 1984 |
|
SU1201567A1 |
| Панель | 1983 |
|
SU1127223A1 |
| УЗЕЛ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2017 |
|
RU2661326C1 |
| Силовой цилиндр | 1984 |
|
SU1177561A1 |
| US 20020133950 A1, 26.09.2002. | |||

